كيف تصنع نموذج شمع للمجوهرات ونماذج رئيسية لصب المجوهرات؟
المبادئ الأساسية والمهارات التشغيلية لـ 5 مهام نموذجية
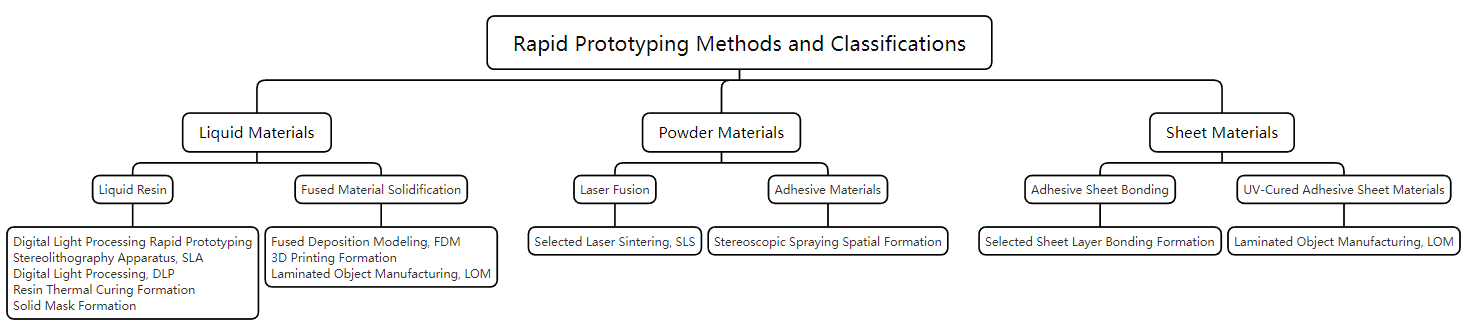
في إنتاج المجوهرات، يعتبر الصب بالشمع المفقود عملية التشكيل الرئيسية. ويعد إنتاج النموذج الأصلي هو الخطوة الأولى في عملية الصب، والتي لها تأثيرات كبيرة على جودة الصب وكفاءة الإنتاج والجوانب الأخرى. تتضمن الطريقة التقليدية لإنتاج النماذج الأصلية بشكل أساسي نماذج الشمع المنحوتة يدوياً. نماذج الشمع المنحوتة يدوياً هي تقنية نمذجة تدمج بين كل من الطريقتين الإضافية والطرحية. بالرجوع إلى رسومات تصميم المجوهرات، يتم استخدام الشمع كمادة، وأدوات النحت هي الوسيلة لنحت الشمع في قالب شمعي مطابق لرسومات التصميم. تسمح هذه التقنية بالتشكيل الحر للنموذج الأصلي. ومع ذلك، نظرًا لاعتمادها على العمل اليدوي، فإن كفاءة الإنتاج منخفضة، ومن الصعب ضمان استقرار جودة المنتج. مع تطور التكنولوجيا، يعتمد إنتاج النموذج الأصلي بشكل أساسي على تقنية التشكيل بالطباعة ثلاثية الأبعاد. تشير الطباعة ثلاثية الأبعاد، والمعروفة أكاديميًا باسم التصنيع المضاف، إلى إنشاء نماذج ثلاثية الأبعاد عن طريق تقطيع النموذج وتجميعه طبقة تلو الأخرى باستخدام المعدات، مما ينتج في النهاية نموذج كيان ثلاثي الأبعاد يتوافق تمامًا مع نموذج البيانات المطابق. وقد أدى تطبيق تقنية الطباعة ثلاثية الأبعاد إلى تحسين كفاءة الإنتاج بشكل كبير وضمان دقة أبعاد المنتج. واعتمادًا على شكل المواد الخام، تتنوع أيضًا طرق تكديس الطبقات في الطباعة ثلاثية الأبعاد، بما في ذلك النمذجة المعالجة بالأشعة فوق البنفسجية ونمذجة الترسيب المنصهر والتلبيد الانتقائي بالليزر. تُعد النمذجة المعالجة بالأشعة فوق البنفسجية ونمذجة الترسيب المنصهر من أكثر طرق المجوهرات استخدامًا لإنتاج النماذج الأصلية.
بعد اكتمال النموذج الأصلي، يجب تعيين ذرب. إن الذرب هو القناة المحجوزة لتدفق المعدن المنصهر أثناء عملية الصب، وهو أيضًا قناة لتعويض انكماش المعدن أثناء عملية التصلب في الصب. يعد الإعداد الصحيح للذرب شرطًا أساسيًا لضمان جودة الصب، وتتسبب العديد من العيوب في إعدادات الذرب غير المعقولة للشمع المفقود بشكل مباشر أو غير مباشر في عملية الصب. عند ضبط ذراع الصب، من الضروري اتباع بعض المبادئ الأساسية مع مراعاة هيكل منتج المجوهرات والمواد والحجم والخصائص الأخرى.

حلقة مكتملة فارغة
جدول المحتويات
القسم الأول إنتاج النماذج الشمعية المنحوتة يدوياً بالشمع
1. معلومات أساسية
1.1 خواص مواد الشمع
الشمع هو المادة الأساسية لصناعة النماذج الأصلية للمجوهرات. تُستخدم أنواع مختلفة من الشمع في صناعة المجوهرات، ولكن القليل منها فقط هو الذي يتمتع بالتوازن الصحيح بين القوة والصلابة المناسبة لنحت نماذج الشمع. فمعظم أنواع الشمع إما هش للغاية أو لين للغاية، مما يجعل من الصعب نحتها بالطرق التقليدية. يتم تقييم مدى ملاءمة الشمع لنحت النماذج بشكل أساسي من خمسة جوانب: الصلابة والقوة والمتانة والتجانس ونقطة الانصهار.
يجب أن يتمتع الشمع المستخدم في نحت النماذج بالصلابة الكافية حتى لا يتضرر السطح بسهولة عند تعرضه للقوة، مما يسمح بنحت النماذج الدقيقة.
نظرًا لأن سُمك جدار المجوهرات يكون صغيرًا بشكل عام، حيث يبلغ سُمك جدار بعض القطع أقل من 0.3 مم، فمن المطلوب أن يكون شمع النحت ذو قوة وصلابة كافية حتى لا تتشوه مادة الشمع الرقيقة أو تنكسر.
كما يجب أن تكون مادة الشمع ذات كثافة موحدة. للتأكد من أن الأنماط الموجودة على نموذج الشمع لها نفس الوضوح، يجب أن يكون سمك جدار الشمع متناسقًا. عندما تكون كثافة مادة الشمع موحدة، عادةً ما تكون طريقة الحكم على سُمك الجدار بسيطة للغاية: انظر إلى لون نموذج الشمع في أماكن مختلفة مقابل الضوء؛ فإذا كانت سماكة الجدار غير متناسقة، ستختلف الألوان. ومع ذلك، عندما تكون كثافة مادة الشمع غير متساوية، حتى إذا كانت سماكة الجدار متماثلة، فقد تظهر ألوان مختلفة، مما قد يؤدي إلى سوء تقدير أثناء التشغيل.
بالنسبة لنماذج الشمع المستخدمة مباشرةً في الصب بالشمع المفقود، يلزم أيضًا أن تذوب مادة الشمع بسهولة أثناء عملية التحميص، وأن يكون لها معامل تمدد حراري صغير، وأن تترك أقل قدر من البقايا بعد التحميص.
تشمل العلامات التجارية المعروفة في مجال النحت بالشمع فيريس ومات وكير وغيرها.
1.2 تصنيف مواد الشمع 1.2 تصنيف مواد الشمع
وفقًا لخصائص الأداء والمعالجة المختلفة، يمكن تصنيف شمع النحت بطرق مختلفة.
(1) التصنيف حسب الصلابة
وفقًا للصلابة، يمكن تقسيم شمع النحت إلى ثلاث فئات: شمع عالي الصلابة، وشمع متوسط الصلابة، وشمع ناعم. ولسهولة التمييز، تستخدم الصناعة الألوان المقابلة. ويستخدم اللون الأخضر والأرجواني والأزرق لتمثيلها. إذا أخذنا شمع النحت من ماركة فيريس كمثال، فإن خصائص الشمع الأخضر والشمع الأرجواني والشمع الأزرق هي كما يلي.
شمع أخضر: يتميز هذا الشمع بأعلى صلابة وأقل مرونة ونعومة. الشمع الأخضر هو شمع النحت الأكثر استخدامًا على نطاق واسع، وهو مناسب لنحت الزوايا الحادة والتفاصيل المعقدة في نماذج الشمع. يمكن معالجته بسماكة أقل من 0.2 مم، ويحافظ على شكله جيدًا دون أن يتشوه بسهولة، كما يمكن صقله حتى يصبح ناعمًا مثل الزجاج. صلابة الشمع الأخضر المنخفضة تجعله عرضة للتشقق عند نحت الأسطح المنحنية الكبيرة والرقيقة. تبلغ درجة حرارة انصهار الشمع الأخضر 110 درجة مئوية، وعندما يذوب، يمكن أن يتحول على الفور إلى سائل دون المرور بمرحلة الكثافة. يمكن لمختلف مناشير الشمع، وسكاكين النحت، ومبردات الشمع، ومبارد الشمع، ومبارد الماكينات أن تقطع وتشقق وتعالج الأسطح بالشمع الأخضر بسهولة.
شمع أرجواني: يتميز الشمع الأرجواني بصلابة متوسطة ومرونة جيدة ونعومة، مما يجعله مناسبًا لصنع نماذج شمعية أكثر تعقيدًا. تبلغ درجة حرارة ذوبان الشمع الأرجواني 107 درجة مئوية، ويصبح أكثر ليونة عند تسخينه، ويصبح أكثر ليونة بشكل ملحوظ كلما زادت درجة الحرارة حتى يتحول إلى سائل، مما يجعله غير مناسب لصنع النماذج الدقيقة.
شمع أزرق: الشمع الأزرق هو الأقل صلابة وهو ناعم جداً، مما يجعله مناسباً لصنع نماذج الشمع البسيطة، خاصةً للأعمال ذات الأسطح الكروية أو المنحنية. يمكن ثني قطعة من الشمع الأزرق بسماكة 3 مم في شكل نصف كروي بعد نقعها في الماء المغلي. من الأفضل نحت الشمع الأزرق بالسكين، حيث أنه لا يُنتج مسحوق الشمع مثل الشمع الأخضر أو يتشكل مثل الشمع الأرجواني. يذوب الشمع الأزرق عند درجة حرارة 104 درجة مئوية ولكنه لا يتحول إلى سائل متدفق؛ فهو يحافظ على لزوجة معينة. من المريح جدًا استخدام الشمع الأزرق لتكرار أنماط سطح النموذج الرئيسي، ولكنه غير مناسب لصنع أنماط دقيقة جدًا أو المعالجة بمطحنة معلقة.
(2) التصنيف على أساس الشكل والاستخدام
من حيث الشكل، يمكن أن تكون مواد الشمع كتلًا أو صفائح أو أنابيب أو شرائط أو خيوطًا أو ما إلى ذلك. وتتوفر مواد شمعية مختلفة مسبقة الشكل أو ملحقات الشمع للاختيار من بينها، مثل شمع الخواتم وشمع الأساور وشمع الحواف وشمع الشق وشمع الشق وغيرها من الشموع المساعدة في التشكيل لتسهيل استخدام الإنتاج وتوفير وقت المعالجة وتقليل فقد مادة الشمع. يوضح الجدول 1-1 أشكال وخصائص ونطاقات استخدام مواد الشمع شائعة الاستخدام للنحت اليدوي.
الجدول 1-1 مواد الشمع شائعة الاستخدام للنحت اليدوي
| فئة مواد الشمع | الشكل | الخصائص | نطاق التطبيق |
|---|---|---|---|
| الشمع الصلب (طوب الشمع، صفائح الشمع، إلخ) |

|
صلابة عالية، وأداء معالجة ممتاز، ومناسبة جدًا للنحت | نماذج الشمع لنحت المجوهرات والحلي والحرف اليدوية |
| شمع ناعم |

|
صلابة منخفضة، وسهلة الثني والتشوه، ويمكن تشكيلها بحرية | إكسسوارات محاكاة حيوية مع تصميمات الخطوط، مثل أوراق النباتات والكروم وأنسجة أجنحة الحشرات |
| شمع الخاتم |

|
يتضمن تصميم الحلقات منصات مستديرة نقية ومنصات على شكل حرف "U"، بنوعيها الصلبة والمفرغة على حد سواء، مما يوفر وقت المعالجة. | صنع الخواتم الرجالية والخواتم النسائية |
| سوار الشمع |

|
يمكن استخدامها لصنع الأساور الدائرية والبيضاوية والمربعة، مما يوفر وقت المعالجة | صنع الأساور |
| وضع الشمع |

|
شكل وحجم قياسي وقوة عالية، ليس من السهل كسرها | نموذج الشمع لصناعة إطار الأحجار الكريمة القياسي |
| شمع الشق |

|
أحجام كاملة، مرونة جيدة، يمكن ثني الشمع، ليس من السهل كسرها | صنع شوكات وأجزاء شمع النمذجة الخطية |
1.3 مصطلحات حجم هيكل نموذج الشمع 1.3 مصطلحات حجم نموذج الشمع
عندما يتلقى موظفو صناعة النماذج الطلب، يجب أن يفهموا أولاً متطلبات العميل بناءً على الطلب، مثل حجم المجوهرات وحجم الأحجار الكريمة وما إلى ذلك. بأخذ الخواتم كمثال، من الضروري فهم المعاني المحددة للمصطلحات التالية.
مقاس الخاتم: القطر الداخلي للحلقة، والذي يمكن قياسه بمعايير مختلفة مثل المقاسات الأمريكية وهونغ كونغ واليابانية والإيطالية.
عرض قاع الحلقة: يُشار إليه عادةً في الصناعة باسم "عرض ساق الخاتم"، وهو يشير إلى العرض في أسفل الخاتم.
سُمك قاع الحلقة: يُشار إليه عادةً باسم "سُمك ساق الحلقة" في الصناعة، وهو يشير إلى السُمك في أسفل الحلقة.
ارتفاع الحلقة: يُشار إليه عادةً باسم "ارتفاع الكتف" في الصناعة، ويشير إلى الارتفاع الرأسي لحافة رأس الحلقة.
ارتفاع الشق: يُشار إليه عادةً باسم "الارتفاع الجانبي" في الصناعة، وهو يشير إلى الارتفاع الكلي للرأس، والذي يجب قياسه باستخدام الفرجار.
عرقوب عادي: يشير إلى المنطقة الواقعة بين ساق الخاتم والرأس، وهي الجزء المتبقي بعد إزالة أحجار الترصيع المرصوفة أو غيرها من الأنماط الأخرى.
سُمك الساق العادي: يشير إلى سُمك المناطق الموجودة على جانبي الرأس بدون مواضع ترصيف الرصف، ويقاس بالفرجار الداخلي. إذا لم يكن لدى العميل متطلبات خاصة، فإنه عادةً ما يؤخذ على أنه 0.6 إلى 0.7 مم.
سُمك موضع الترصيف الممهد: يشير إلى سُمك موضع إعداد الرصف، والذي يجب قياسه بفرجار داخلي. إذا لم يكن لدى العميل متطلبات خاصة، يمكن اعتباره 1 ~ 1.2 مم.
سُمك حافة تثبيت الحجر على الحامل: يشير إلى السُمك حول حامل إعداد الرأس، والذي يمكن اعتباره 1.1 إلى 1.3 مم.
وترد المواقع المحددة للمصطلحات المذكورة أعلاه في الشكل 1- 1.

حجم الحجر الكريم: يشير إلى أبعاد الحجر الكريم. إذا كان الطلب يتضمن حجرًا كريمًا، فيمكن فتح موضع الترصيع وفقًا للحجم الفعلي؛ وإذا كان الطلب لا يتضمن حجرًا، فيجب تحديد نطاق حجم الحجر الكريم بناءً على رمز معلومات الحجر الكريم في الطلب. تشمل أنماط القطع للأحجار الكريمة بشكل عام قطع الأحجار الكريمة بشكل دائري بريليانت كير، وقطع الرغيف الفرنسي، وقطع الأميرة، إلخ.
1.4 معامل التمدد الحراري
2. تنفيذ المهام
تأخذ هذه المهمة نموذج شمع الخاتم المصنوع من الذهب الخالص كمثال، وذلك باستخدام حرفة النحت السطحي بشكل أساسي لإكمال إنتاج نموذج الشمع المنحوت يدوياً.
(1) قطع المواد وفقًا للطلبية
وفقًا لمواصفات وأبعاد النموذج، استخدم الفرجار لقياس الأبعاد ورسم الخطوط، واستخدم منشارًا لقطع كتلة الشمع المطلوبة، كما هو موضح في الشكل 1-2.
(2) التشكيل الخشن
ضع كتلة الشمع المقطوعة على مبرد مربع لتنعيمها، مما يؤدي إلى إنشاء ثلاثة أسطح بزاوية قائمة، وهي المنظر الأمامي والمنظر العلوي بزاوية قائمة، والمنظر الأمامي والمنظر الجانبي (الأيسر أو الأيمن) بزاوية قائمة، والمنظر العلوي والمنظر الجانبي بزاوية قائمة، كما هو موضح في الشكل 1-3. بعد تلميع الزوايا القائمة الثلاث، استخدم الفرجار لرسم خط الأساس الذي يتقاطع عند المركز ويكون عمودياً على طول حواف الزاوية القائمة (بما في ذلك الجزء العلوي والخلفي، ويشار إليه بالخط العمودي المركزي) والخط الكنتوري للتركيب كما هو موضح في الشكل 1-4. استخدم البوصلة مع تقاطع الخط الكنتوري للتركيب والخط الرأسي المركزي كنقطة بداية، مع نصف حجم الحلقة كنصف قطرها، لأخذ نقاط على الخط الرأسي المركزي واستخدامها كمركز لرسم المنحنى الدائري الداخلي للحلقة (بما في ذلك الجزء الخلفي)، كما هو موضح في الشكل 1-5.

الشكل 1-2 نشر الشمع

الشكل 1-3 إيداع كتلة الشمع

الشكل 1-4 رسم خط الأساس

الشكل 1-5 رسم خط القوس
ثم قم بحفر ثقب صغير على الجانب الداخلي من القوس، ومرر شفرة المنشار من خلاله، واستخدم إطار المنشار لقطع ثقب بحجم الحلقة على طول خط القوس، كما هو موضح في الشكل 1-6.
استخدم بر آلة الشمع لتهذيب الحافة الدائرية الداخلية، ثم استخدم سكين نحت حلقة الشمع لكشط قطر الدائرة الداخلية إلى موضع قراءة مقياس حجم الحلقة، مع التأكد من أن السطحين السفلي والعلوي للفتحة ذات الحجم الدائري هما نفس الحجم كما هو موضح في الشكل 1-7.

الشكل 1-6 نشر ثقب بحجم الحلقة

الشكل 1-7 كشط حجم الحلقة
(3) التفاصيل الدقيقة
بعد الانتهاء من الشكل العام، انتقل إلى الخطوة التالية من الإصلاح التفصيلي. استخدم بر ماكينات الشمع لتشكيل الشكل الخارجي للحلقة، واستخدم مبرد مربع لجعل الحافتين اليمنى واليسرى متماثلتين، وقم بتنعيم الحافة السفلية، كما هو موضح في الشكل 1-8. استخدم الفرجار لرسم خط الوسط على الجانب، واضبط عرض التركيب والحافة السفلية، واستخدم بر ماكينات الشمع لتشكيل كلا الحافتين. إذا كانت الحلقة الرجالية ذات حواف مستقيمة مزدوجة الميل، ضعها على المبرد المربع لطحنها في شكل متماثل قطري. احرص على الحفاظ على الشكل العام للخاتم، واستخدم مبرد شمع صغير لصقله، مع التأكد من أن الجوانب الأربعة متناسقة وأنيقة. استخدم بر مدبب لرسم النمط (الحروف أو الأشكال أو التصاميم) على التركيب (سطح الخاتم)، واستخدم سكيناً قطرياً أو سكيناً هلالياً متوسط الحجم لنحت خط الحدود الداخلية أو خط الحدود الخارجية أو نقش الحروف بالتسلسل، كما هو موضح في الشكل 1-9. استخدم سكيناً جانبياً لتفريغ الفجوات بين الإطار والحروف (أو الأشكال)، ثم استخدم سكيناً مائل من الأسفل لوضع اللمسات الأخيرة.

الشكل 1-8 تشكيل المظهر الخارجي

الشكل 1-9 أنماط النحت
راقب وجه الخاتم من مسافة بعيدة، واستخدم سكينًا لتصحيح الأحرف والأشكال، وقم بتنقيح الصب بعناية لضمان أن يكون للقالب طبقات واضحة وصورة حية مع منحنيات ناعمة وخطوط متقلبة.
(4) إزالة الوزن السفلي
بعد التأكد من دقة الحلقة الإجمالية، استخدم ثقب موجي خشن لتفريغ الشمع داخل الحلقة، كما هو موضح في الشكل 1-10. اترك سمك الجدار 1 مم مع ترك سمك السطح المتبقي من 0.5 إلى 0.8 مم. لاحظ أن سُمك الجدار يجب أن يكون متجانسًا، مع تجنب أن يكون رقيقًا جدًا ويسبب ثقبًا أو سميكًا جدًا ويزيد من الوزن.
(5) التشذيب
استخدم سكين النحت لكشط الخدوش السطحية، واستخدم ورق الصنفرة الخشن 400# ~ 600# للصقل الخشن، ثم استخدم ورق الصنفرة الناعم 800# ~ 1200# للصنفرة الناعمة، كما هو موضح في الشكل 1-11. امسح المسبوكات بمخفف الطلاء أو الزيت الأبيض.

الشكل 1-10 تجريف القاع

الشكل 1-11 التلميع بورق الصنفرة
القسم الثاني إنتاج النموذج الأصلي المعالج بالضوء
1. معلومات أساسية
1.1 مبادئ تقنية النماذج الأولية السريعة
تعد تقنية النماذج الأولية السريعة، أو تقنية تصنيع النماذج الأولية السريعة، جزءًا مهمًا من تكنولوجيا التصنيع المتقدمة الحديثة. يمكن لمعدات النماذج الأولية السريعة أن تحول مفاهيم التصميم أو خطط التصميم إلى نماذج أولية فعلية للأجزاء مباشرة وبسرعة ودقة أو تصنيع الأجزاء مباشرة من خلال عمليات مثل إنشاء النموذج ومعالجة التقريب ومعالجة التقطيع، مما يوفر وسيلة فعالة ومنخفضة التكلفة لإنتاج النماذج الأولية والتحقق من مفاهيم التصميم، وبالتالي تعويض أوجه القصور في طرق التصنيع التقليدية.
النماذج الأولية السريعة هي تكنولوجيا تصنيع جديدة تم تطويرها استنادًا إلى التصميم بمساعدة الحاسوب والتصنيع بمساعدة الحاسوب والتحكم العددي بالحاسوب وتكنولوجيا الليزر والمواد الجديدة. وهي تعتمد على مبادئ التجزئة والتكديس، مما يسمح بتجزئة نموذج التصميم بمساعدة الحاسوب لجزء ما بطريقة معينة إلى أسطح منفصلة قابلة للمعالجة وخطوط منفصلة ونقاط منفصلة. ثم، من خلال الوسائل الفيزيائية أو الكيميائية، يتم تكديس هذه الأسطح والخطوط والنقاط المنفصلة لتشكيل الشكل العام للجزء. تتضمن الطريقة المحددة تحويل نموذج التصميم بمساعدة الحاسوب ثلاثي الأبعاد للجزء إلى تنسيق مختلف وتقطيعه إلى طبقات للحصول على الأشكال الكنتورية ثنائية الأبعاد للمقطع العرضي لكل طبقة. ووفقًا لهذه الأشكال الكنتورية، يقوم شعاع ليزر بشكل انتقائي بتصلب طبقات من الراتنج السائل الحساس للضوء، ويقطع طبقات من الورق أو الصفائح المعدنية أو طبقات من المواد المسحوقة ويُرش طبقات من المواد اللاصقة أو المواد البلاستيكية الحرارية بشكل انتقائي باستخدام مصدر نفاث، مما يشكل الأشكال الكنتورية المستوية لكل مقطع عرضي، والتي يتم تكديسها بعد ذلك تدريجيًا لإنشاء جزء ثلاثي الأبعاد. لا تستخدم تقنية النماذج الأولية السريعة طرق المعالجة "الطرح" التقليدية (إزالة المواد الزائدة من قطعة العمل باستخدام أدوات للحصول على شكل الجزء المطلوب). وبدلاً من ذلك، فإنها تستخدم طريقة معالجة "مضافة" جديدة، والتي تنشئ أولاً طبقة رقيقة من المواد الخام باستخدام نقاط أو خطوط أو أسطح. ثم تكدس تدريجياً طبقات متعددة من المواد الخشنة لتشكيل أجزاء معقدة الشكل. ويتمثل المبدأ الأساسي لتقنية النماذج الأولية السريعة في تحليل المعالجة المعقدة ثلاثية الأبعاد إلى تكديس معالجة بسيطة ثنائية الأبعاد. ومن ثم، يُشار إليها أيضاً باسم "التصنيع الطبقي" أو "التصنيع الإضافي" أو "التصنيع التدريجي".
1.2 تشريح النموذج 1.2
1.3 مزايا تقنية النماذج الأولية السريعة
في عملية تطوير عينة المنتج التقليدية، يحتاج المصممون أولاً إلى تكوين صورة ثلاثية الأبعاد لمتطلبات المستخدم في أذهانهم، ثم تحويلها إلى رسومات هندسية ثنائية الأبعاد، والتي يجب تحويلها لاحقاً إلى عينات أو نماذج ثلاثية الأبعاد من قبل الشركات المصنعة. وإذا تطلب الأمر إجراء تعديلات على المنتج، يجب تكرار التحويل بين ثلاثي الأبعاد وثنائي الأبعاد عدة مرات. ولذلك، تعتمد عملية تصميم عينة المنتج التقليدية وعملية التطوير نهجاً متدرجاً خطوة بخطوة، وغالباً ما تستغرق وقتاً طويلاً وتطيل دورة تطوير المنتج.
تدمج تقنية النماذج الأولية السريعة مفهوم الهندسة المتزامنة وتحل مشكلة تحليل المنتجات وتوضيحها بسرعة وبشكل بديهي في التصميم الهندسي. وهذا يسمح بتوليد المنتجات المصممة مباشرةً كنماذج مجسّمة ثلاثية الأبعاد دون الحاجة إلى رسومات أو خطوات هندسية وسيطة. وله المزايا الواضحة التالية: ① تقصير دورة تطوير المنتجات الجديدة إلى حد كبير، مما يسمح بطرح المنتجات في السوق بشكل أسرع؛ ② تقليل تكاليف البحث والتطوير للمنتجات الجديدة بشكل كبير؛ ③ زيادة معدل نجاح إطلاق المنتجات الجديدة لأول مرة؛ ④ دعم تنفيذ الهندسة المتزامنة؛ ⑤ دعم الابتكار التكنولوجي وتحسين تصميم مظهر المنتج.
1.4 طرق عملية النماذج الأولية السريعة
(1) جهاز الطباعة الحجرية المجسمة (SLA)
تستخدم طريقة التشكيل هذه الراتنج الحساس للضوء كمادة خام. وتحت تحكم الكمبيوتر، يقوم ليزر الأشعة فوق البنفسجية بمسح سطح الراتنج الحساس للضوء السائل وفقًا لبيانات المقطع العرضي للطبقات للجزء، مما يتسبب في خضوع الراتنج في المنطقة الممسوحة ضوئيًا لتفاعل البلمرة الضوئية وتصلبه، مما يشكل طبقة رقيقة من الجزء؛ وبعد معالجة طبقة واحدة، تنزل طاولة العمل، ويتم وضع طبقة جديدة من الراتنج السائل على سطح الراتنج المعالج سابقًا للطبقة التالية من المسح والمعالجة. وترتبط الطبقة المعالجة حديثًا بإحكام بالطبقة السابقة وتتكرر هذه العملية حتى يكتمل النموذج الأولي للجزء بالكامل، كما هو موضح في الشكل 1-13.

تقوم طريقة SLA بتحليل بيانات المقطع العرضي الطبقي إلى عدد لا يحصى من نقاط البكسل. يتحكم الكمبيوتر في جميع نقاط البكسل ويربطها في خطوط متصلة ويرسمها في أسطح من خلال الترتيب المتوازي للخطوط المتواصلة. يكمل الليزر معالجة المقطع العرضي الطبقي نقطة تلو الأخرى على طول مسار بصري خطي. تشمل معلمات العملية الرئيسية لطريقة SLA قطر بقعة الليزر وسُمك طبقة الشريحة وطول خطوة البقعة وزمن مكوث البقعة واتجاه انتقال الضوء. لا تقتصر جودة سطح النموذج المطبوع على دقة الجهاز فحسب، بل أيضًا على تصميم المسار البصري للكمبيوتر. تشمل خصائص طريقة التشكيل هذه تكاليف المعدات المرتفعة نسبيًا، وأوقات طباعة أطول، وعمر أنبوب الليزر المحدود. يمكنها إنشاء أجزاء ذات أشكال معقدة (الأجزاء المجوفة) وتفاصيل أدق (المجوهرات والحرف اليدوية).
(2) المعالجة الضوئية الرقمية (DLP)
يتمثل مبدأ تقنية النماذج الأولية السريعة للمعالجة الرقمية بالضوء في استخدام جهاز عرض DLP لعرض الرسومات ذات الطبقات للنموذج على سطح منصة الطباعة أسفل خزان الراتنج بطريقة مستوية. يتم معالجة السطح بالكامل في وقت واحد. بعد معالجة طبقة واحدة من الراتنج، ترتفع منصة الطباعة بارتفاع طبقة واحدة، ثم تتم معالجة طبقة أخرى من الراتنج، وتستمر هذه العملية طبقة تلو الأخرى حتى تتم طباعة النموذج بالكامل.
وتتمثل خاصية طريقة DLP في أنها تحقق المعالجة المتزامنة للسطح ذي الطبقات بالكامل من خلال الإسقاط، مما يزيد من سرعة الطباعة ثلاثية الأبعاد بشكل فعال. أثناء عملية الطباعة، يكون النموذج في حالة تعليق مقلوبة، حيث تتم إضافة الطبقات بشكل فردي، مما يسمح بالطباعة بكمية قليلة من المواد. يوضح الشكل 1-14 طابعة DLP ثلاثية الأبعاد نموذجية. تتضمن معلمات العملية الرئيسية لطريقة DLP وقت تعريض الطبقة الواحدة واتجاه التشكيل وسُمك طبقة الشريحة. كلما كان سمك طبقة الشريحة أصغر، زادت دقة الطباعة، ولكن سيتم أيضًا تمديد وقت الطباعة المقابل. يؤثر وقت التعريض لكل طبقة على سماكة الطبقة الفعلية المطبوعة، وتتطلب أنواع مختلفة من الراتنج أوقات تعريض مختلفة؛ ولذلك، فإن وقت التعريض أحادي الطبقة هو معلمة مهمة لعملية الطباعة بالضغط الطباعي الرقمي. تتشابه عملية الطباعة في طريقة DLP مع طرق الطباعة ثلاثية الأبعاد الأخرى، كونها عملية تراكم طبقة تلو الأخرى. أثناء عملية وضع الطبقات والتكديس، تتم معالجة الرسومات بطريقة الشكل التقريبي. وبالتالي، تؤثر طريقة تشكيل النموذج أثناء عملية الطباعة أيضًا على دقة الطباعة.

تتمثل الميزة البارزة لطريقة DLP في أن مصدر الضوء قد تغير من المسح الضوئي النقطي إلى المسح الضوئي للمساحة، مما يسمح بتشكيل سطح الطباعة دفعة واحدة، مما يوفر وقت المسح الضوئي نقطة بنقطة ويجعل عملية الطباعة أسرع وأكثر كفاءة. وعلى وجه التحديد، تتمتع طريقة DLP بالمزايا التالية.
① مساحة طباعة واسعة. تستخدم تقنية DLP تصميم مصدر الضوء السطحي، مما يسمح بتوسيع مساحة نموذج الطباعة بشكل فعال، مما يتيح نطاقًا أوسع من الأحجام القابلة للطباعة.
② دقة طباعة عالية ومعدل تشويه منخفض. لا تحتوي طريقة DLP على شعاع متحرك، مما يؤدي إلى الحد الأدنى من انحراف اهتزاز الطباعة. بالإضافة إلى ذلك، يمكن إقران نظام DLP البصري بتقنية المعايرة التلقائية، مما يسمح بتصحيح الحجم بكفاءة ودقة عالية، وتحقيق دقة أعلى للسطح وتسهيل المعالجة اللاحقة.
③ سرعة الطباعة السريعة. بالمقارنة مع الانتقال من النقطة إلى الخط إلى السطح في تقنية الطباعة ثلاثية الأبعاد SLA، تسمح تقنية الطباعة ثلاثية الأبعاد DLP بعملية تشكيل لمرة واحدة، مما يجعل عملية الطباعة أسرع وأكثر كفاءة، مما يلبي طلب السوق على الإنتاج الكمي والمكرر بشكل أفضل. لا تحتوي معدات الطباعة DLP على فوهات متحركة، مما يقضي على مشاكل انسداد المواد، ولا تتطلب مكونات تسخين، مما يعزز السلامة الكهربائية.
1.5 الأدوات والمستلزمات الشائعة لأجهزة الطباعة الحجرية المجسمة
(1) قطعة قماش للتنظيف: تُستخدم لتنظيف السطح الداخلي للطبقة الفوقية المرنة.
(2) مسحة قطنية: تُستخدم لتنظيف رقاقة معرف صندوق الراتنج.
(3) منظف عام (منظف زجاج) أو منظف: تنظيف غطاء الطابعة وغلافها وشاشة العرض.
(4) كحول الأيزوبروبيل بتركيز 90% أو أعلى: يُستخدم لتنظيف المكونات البصرية للطابعة ومنصة الإنشاء وبُرادة معرف صندوق الراتنج، ويمكن استخدامه أيضًا لتنظيف سطح العمل والأدوات.
(5) شحم الليثيوم للمحامل الكروية: يستخدم لتشحيم العمود X وبرغي العمود Z.
(6) مناشف ورقية منخفضة الألياف: تُستخدم لتنظيف أسطح العمل والأدوات وحماية المكونات الحساسة، ويمكن استخدامها أيضًا لمسح الشحوم المتبقية أو الراتنج أو المذيبات.
(7) قطعة قماش من الألياف الدقيقة المقاومة للاهتراء: تُستخدم لتنظيف غطاء الطابعة وغلافها وشاشة العرض.
(8) قماش تنظيف من البولي إيثيلين المكلور: تُستخدم لتنظيف المكونات البصرية للطابعة وبُرادة تعريف خرطوشة الراتنج.
(9) منفاخ الكرة المطاطية: يستخدم لإزالة الغبار من النوافذ الزجاجية الضوئية.
(10) أداة تنظيف خزان الراتنج: تُستخدم لفحص وتنظيف السطح الداخلي لطبقة الراتينج المرنة.
1.6 فحص الطابعة وصيانتها
(1) الفحص قبل كل طباعة
يجب فحص بيئة التشغيل، وتنظيف منصة الإنشاء، وفحص صمامات التثبيت قبل كل طباعة.
(2) التفتيش الشهري
يجب صيانة رقاقة تعريف صندوق الراتنج شهريًا، ويجب فحص السطح الخارجي لخزان الراتنج للتأكد من نظافته، ويجب فحص إطار خزان الراتنج للتأكد من عدم وجود تلف.
(3) الصيانة الدورية
حدد فترة ثابتة لفحص سلامة غطاء الماكينة بانتظام، والتحقق مما إذا كانت شاشة العرض وجهاز التجميع يعملان بشكل صحيح، والتحقق من وجود أي تلف في الغلاف الخارجي، والتأكد من استقرار عمليات الرفع والسحب للمحور X والمحور Z.
2. تنفيذ المهام
تتمثل هذه المهمة في إنشاء نموذج أولي للمجوهرات باستخدام طابعة SLA ثلاثية الأبعاد.
(1) الحصول على الملف النموذجي
إكمال تصميم النموذج وتصدير ملف STL الخاص بالنموذج.
(2) تقطيع النموذج (2)
بعد استيراد ملف STL الخاص بالنموذج، أكمل عملية التقطيع باستخدام برنامج التقطيع. الخطوات المحددة هي كما يلي.
① فتح النموذج في PreForm
عند فتح PreForm، تظهر الواجهة في الأشكال 1-15. انقر على "ملف" - "فتح" في شريط القائمة لعرض نافذة "فتح ملف". حدد الملف المراد طباعته.

② إعداد النموذج في النموذج الأولي
قم بتغيير طريقة العرض باستخدام أزرار الوظائف على الجانب الأيسر لعرض بنية النموذج، كما هو موضح في الشكل 1-16. ثم، حدد سُمك طبقة الطباعة.

1) انقر فوق الزر "<" في أعلى اليمين. سيتم فتح مربع الحوار "معلومات المهمة".
2) انقر فوق اسم الطابعة. ستفتح نافذة "إعدادات المهام".
3) مرر لأسفل إلى قسم "تحديد مادة". مرر المؤشر فوق المادة المطلوبة لعرض الإصدارات المتاحة من هذا النوع من المواد. انقر لتحديد المادة والإصدار، كما هو موضح في الشكل 1-17.

4) قم بالتمرير إلى قسم "تحديد سُمك طبقة الطباعة". انقر لتحديد سُمك طبقة الطباعة.
5) انقر فوق "تطبيق" للمادة المحددة وإعدادات سماكة طبقة الطباعة. ستُغلق نافذة "إعدادات المهام" على الفور.
6) حدد نماذج التوجيه والدعم. أكمل بيانات الدعم. في PreForm، حدد النموذج. انقر على "دعم" لفتح مربع الحوار. انقر على "إنشاء الكل تلقائيًا" لإضافة الدعم إلى جميع النماذج على منصة الإنشاء.
(3) إعداد الطباعة
بعد إعداد النموذج في PreForm، حدد طابعة لتشغيل مهمة الطباعة: اختر طابعة أو أضفها يدويًا في PreForm. قم بمطابقة المواد الاستهلاكية (خزان الراتنج، خرطوشة الراتنج) في PreForm مع تلك الموجودة في الطابعة. بمجرد الانتهاء، أرسل مهمة الطباعة من PreForm إلى الطابعة.
① عند إرسال مهمة الطباعة إلى الطابعة، انقر فوق الزر البرتقالي "طباعة". ستفتح نافذة "طباعة"، كما هو موضح في الشكل 1-1

② انقر على سهم "تحديد جهاز". ستفتح نافذة "قائمة الأجهزة"، كما هو موضح في الشكل 1-19.

③ انقر فوق خانة الاختيار "تحديد جهاز" بجوار الاسم التسلسلي للطابعة.
④ انقر فوق "تحديد". تفتح نافذة "طباعة" مرة أخرى. أدخل اسم المهمة أو قم بتحديثه.
⑤ انقر فوق "تحميل المهمة
(4) طباعة النماذج
بعد الانتهاء من إعداد الطباعة، يمكنك المتابعة إلى مرحلة الطباعة.
بعد تحميل مهمة الطباعة إلى الطابعة، يمكنك إما بدء مهمة الطباعة مباشرةً أو الوصول إلى مهمة الطباعة لاحقاً من "قائمة الانتظار" (حدد الطراز المستخدم).
① انقر فوق مهمة الطباعة في الشاشة الرئيسية أو "قائمة الانتظار".
② انقر فوق "طباعة" للتأكيد. ستظهر واجهة جديدة.
③ اتبع التعليمات التي تظهر على شاشة اللمس للتحقق مما إذا كانت المواد الاستهلاكية قد تم إدخالها بشكل صحيح، ثم اضغط على "Confirm". ستبدأ الطباعة عندما تصل درجة حرارة الغرفة إلى حوالي 35 درجة مئوية (95 درجة مئوية).
(5) المعالجة اللاحقة
بعد اكتمال الطباعة، يجب إزالة فراغ النموذج ومعالجته بعد الطباعة.
① إزالة النموذج الفارغ
1) افتح غطاء الطابعة وارفع قفل المنصة بعد الطباعة.
2) أمسك المقبض بكلتا يديك وقم بإزالة منصة الإنشاء من الطابعة.
3) أغلق غطاء الطابعة. احصل على النموذج فارغًا من الطباعة المكتملة، كما يوضح الشكل 1-20.

② التنظيف والتجفيف بالهواء ومعالجة الفراغات
1) انقع الفراغ في عامل التنظيف المحدد لمدة نصف دقيقة، ثم امسح برفق بقطعة قطن لإزالة الراتنج السطحي، كما هو موضح في الشكل 1-21.

ملاحظة: عامل التنظيف مادة كيميائية قابلة للاشتعال. يُحفظ بعيدًا عن مصادر الحريق أثناء التشغيل، بما في ذلك اللهب المكشوف والشرر ومصادر الحرارة المركزة.
2) إزالة المذيب من الفراغ.
إذا كان المذيب يتبخر بسهولة (مثل الأيزوبروبانول)، اتركه لمدة 30 دقيقة على الأقل بعد التنظيف للسماح للمذيب بالتبخر تماماً.
إذا كان المذيب لا يتبخر بسهولة (مثل البروبيلين جلايكول أحادي ميثيل الإيثر)، يمكنك غسل الفراغات بالماء لإزالة المذيب الزائد.
3) اترك الفراغات لتجف في الهواء. قبل المعالجة اللاحقة للمعالجة، تأكد من أن جميع الفراغات جافة تماماً، مع عدم وجود مذيب أو راتنج أو سوائل أخرى زائدة.
4) استخدام معدات المعالجة لإجراء المعالجة اللاحقة للمعالجة على الفراغات لتحقيق خواصها الميكانيكية بالكامل، كما هو موضح في الشكل 1-22.

5) يتم الحصول على نموذج كامل عن طريق إزالة الدعامات، وتلميع السطح، وإضافة الطلاءات للمعالجة اللاحقة للفراغ، كما هو موضح في الشكل 1-23.

③ إيقاف تشغيل الطابعة
بعد اكتمال الطباعة، سيدخل الجهاز تلقائياً في وضع السكون. إذا كنت بحاجة إلى إيقاف تشغيلها، فاضغط على مفتاح الطاقة الموجود بجانب سلك الطاقة في الجزء الخلفي من الطابعة، وسيتم تشغيل الطابعة.
نسخ الكتابة على مجوهرات سوبلينج - مصنع مجوهرات حسب الطلب، مصنع مجوهرات OEM و ODM
القسم الثالث إنتاج النموذج الأصلي لنمذجة الترسيب المصهور
1. معلومات أساسية
1.1 نمذجة الترسيب المنصهر (FDM)

1.2 أنواع طابعات FDM ثلاثية الأبعاد
تنطوي عملية الطباعة FDM على محاذاة موضع ومسار نقاط الطباعة مع نقاط البثق، وتحويل الفضاء الرقمي إلى كائنات مادية للحصول على عينات مادية. استنادًا إلى المبادئ الرياضية لإحداثيات النقاط ثلاثية المحاور للطابعة X، Y، Z، يمكن تقسيم بنية طابعات FDM ثلاثية الأبعاد إلى بنية نظام الإحداثيات الديكارتي وبنية نظام الإحداثيات القطبية وبنية نظام الإحداثيات الكروية وما إلى ذلك. ونظرًا لتعقيد العمليات الرياضية في تطبيق مبادئ نظام الإحداثيات القطبية والكروية في البرامج الثابتة للوحة الأم وبرامج التقطيع، فإن الطابعات ثلاثية الأبعاد القائمة على هذه المبادئ الرياضية لها نطاق تداول أصغر في السوق. في الوقت الحالي، لا تزال طابعات FDM 3D السائدة تعتمد بنية نظام الإحداثيات الديكارتي.
بالتوافق مع البنى الثلاثة المذكورة أعلاه، هناك ثلاث طابعات ثلاثية الأبعاد نموذجية.
(1) طابعة ثلاثية الأبعاد من نوع نظام الإحداثيات الديكارتي
يمثل نوع نظام الإحداثيات الديكارتي عادةً بنية نظام الإحداثيات الديكارتي. وتتميز بتصميم مربع، حيث تتحرك القاعدة على طول المحور Z بينما يتحرك الطارد على طول المحورين X وY، مع تشغيل محرك ثلاثي المحاور بشكل مستقل. يوضح الشكل 1-25 طابعة ثلاثية الأبعاد نموذجية من نوع نظام الإحداثيات الديكارتي. تعتمد كل من سلسلة RepRap مفتوحة المصدر، و Ultimaker، و Printrbot، وسلسلة ماكينات Makebot مفتوحة المصدر سابقًا هيكل نظام الإحداثيات الديكارتي هذا. تنتج كبرى الشركات المصنعة نماذج تمثيلية بهذا الهيكل، الذي يوفر جودة طباعة معتدلة وثباتًا عاليًا. يمكن للإطار الخارجي أيضًا ضمان درجة حرارة منطقة العمل والرطوبة وظروف التشكيل الأخرى. المزايا: تصميم بسيط وصيانة سهلة وتفاصيل طباعة دقيقة. القيود: سرعة طباعة أبطأ، وهو أكبر قيد على الطابعات ثلاثية الأبعاد التي تستخدم بنية نظام الإحداثيات الديكارتي.

(2) الطابعة ثلاثية الأبعاد ذات الهيكل XY الأساسي
البنية الأساسية XY هي ممثل نموذجي لبنية الإحداثيات القطبية، باستخدام حركة مركبة تفاعلية ثنائية المحور X وY. باستثناء المحور Z، الذي يستخدم محركًا واحدًا بمحرك واحد، يستخدم المحور X والمحور Y نظامي محركين يتناوبان من خلال حزام متزامن لتحقيق الإزاحة. في الطابعة ثلاثية الأبعاد ذات الهيكل الأساسي XY، يبدو أن الحزامين الناقلين يتقاطعان، لكنهما في الواقع على مستويين، أحدهما فوق الآخر، كما هو موضح في الشكل 1-26. يتميز هذا النوع من الطابعات بسرعة طباعة أسرع وثبات أعلى أثناء التشغيل. ومع ذلك، نظرًا لطريقة تجميعها المعقدة للغاية ومتطلبات النقل العالية، فإنها تفرض متطلبات أعلى على المستخدمين، مما يؤدي إلى ضعف ترقية المعدات.
(3) طابعة دلتا ثلاثية الأبعاد
نوع دلتا أو النوع المثلث أو الدلتا هو نوع نموذجي من هندسة الإحداثيات الكروية، ويتميز بقاعدة دائرية مع الطارد المعلق في الأعلى. يتم دعم الفوهة بواسطة ثلاثة أذرع معدنية تشكل مثلثًا، كما يوضح الشكل 1-27. يكمن تفرد طابعة دلتا ثلاثية الأبعاد في حقيقة أن قاعدتها لا تتحرك أبدًا، مما يمنحها مزايا معينة عند إنشاء أنواع معينة من الكائنات. المزايا: تتميز بسرعة طباعة أسرع من معظم الطابعات ثلاثية الأبعاد الأخرى، وتصميم جديد، وقاعدة ثابتة. القيود: نظرًا للتحكم في نظام الفوهة من خلال ستة قضبان ربط، فإن مكونات النقل المحورية الثلاثة مركزة للغاية، مما يؤدي إلى عدم كفاية الثبات أثناء التشغيل ودقة منخفضة نسبيًا في الاتجاهات المحورية X و Y و Z.


1.3 طابعة المجوهرات FDM 3D

تحتوي طابعة المجوهرات FDM 3D على الميزات التالية.
(1) فوهة واحدة، تصميم متعدد الفوهات، المادة الرئيسية 100% تستخدم الشمع، والذي يمكن استخدامه مباشرة في الصب.
(2) يمكن أن يحقق طلاء الشمع حوافًا حادة للنموذج، وميزات واضحة، وأسطحًا ناعمة، مما يسمح باستعادة أكثر واقعية لنموذج التصميم. ومع ذلك، نظرًا لأن النموذج يتشكل من خلال تصلب المادة المنصهرة، التي تتمتع بالسيولة، يوجد انحراف في الأبعاد بين النموذج المتصلب والجسم الفعلي، مما يؤثر على دقة الطباعة.
(3) في عملية النمذجة بالترسيب المنصهر، بالإضافة إلى أن المنتج الرئيسي يحتاج إلى استخدام الشمع الأرجواني، فإن مادة الدعم عبارة عن شمع منخفض التكلفة وقابل للذوبان في الماء، ولا ينتج عن عملية الطباعة بأكملها أي نفايات تقريبًا، مما يؤدي إلى معدل استخدام مرتفع جدًا للمواد الخام.
1.4 مقارنة بين تقنية FDM وتقنية DLP
الجدول 1-6 مقارنة بين المعلمات التقنية الرئيسية لتصميم FDM و DLP
| المؤشرات الفنية | FDM | DLP |
|---|---|---|
| مبدأ التشكيل | تشكيل ذوبان طبقة تلو الأخرى | المعالجة بالضوء تشكيل طبقة تلو الأخرى |
| المعدات النموذجية | ProJet MJP 2500W Plus | تصوّر واحد |
| المادة الرئيسية للمنتج | شمع أرجواني | راتنج حساس للضوء |
| المواد المدعومة | شمع قابل للذوبان في الماء | راتنج حساس للضوء |
| حجم النمذجة (نموذج نموذجي) / مم | 295 × 211 × 144 | 90 × 96 × 104 |
| نطاق درجة حرارة التشغيل/℃ | 18 〜 28 | 18 〜 28 |
| أنواع الملفات المدعومة | stl 、ctl 、ctl 、obj 、ply 、ply 、 XRP、ABD、3DS، إلخ. | STL أو OBJ |
2. تنفيذ المهام
تستخدم هذه المهمة طريقة FDM لطباعة النموذج الأصلي للحلقة.
(1) الحصول على الملف النموذجي
أكمل تصميم النموذج، كما هو موضح في الشكل 1-29، وقم بتصدير ملف STL الخاص بالنموذج.
(2) إعداد الطباعة
قم بتنفيذ برنامج فحص النفاثة للتأكد من أن جميع الفوهات تعمل بشكل صحيح. عند إرسال مهمة الطباعة، تأكد من تركيب سرير طباعة نظيف وتسوية كيس النفايات.
① التحقق من المنصة
حدد "الوصول إلى المنصة" من واجهة التحكم في الطابعة وارفع المنصة كما هو موضح في الشكل 1-30. افحص المنصة للتأكد من نظافتها وخلوها من العيوب، وأعد تركيب المنصة في الطابعة وأغلق الغطاء العلوي.


② فحص كيس النفايات
حدد المواد، وتحقق من النسبة المئوية للمواد في كيس النفايات وتأكد من وجود مساحة كافية في كيس النفايات لجمع النفايات المتولدة أثناء الطباعة.
③ فحص/إضافة مواد في خرطوشة الطباعة
تحقق من المواد من خلال علامة تبويب المواد للتأكد من استيفاء متطلبات الطباعة.
(3) طباعة النموذج
بمجرد اكتمال التحضير، يمكنك الانتقال إلى مرحلة الطباعة بالخطوات المحددة التالية.
① استيراد ملف النموذج
انقر نقرًا مزدوجًا فوق برنامج 3D Sprint لفتحه، كما هو موضح في الشكل 1-31. استورد ملف النموذج.

② اختيار الطابعة
انقر على زر "طابعة" في الجزء العلوي الأيسر لعرض قائمة الطابعات المتاحة، وحدد الطابعة المراد استخدامها للطباعة، كما هو موضح في الشكل 1-32، واختر ProJet MJP 2500W.

③ اختيار مواد الطباعة
حدد المواد اللازمة لطباعة الأجزاء، وانقر نقرًا مزدوجًا فوق المواد. سيتم ملء أوضاع الطباعة المتاحة تلقائيًا؛ حدد "وضع HD".
④ إرسال ملف الطباعة
في بطاقة اختيار الطباعة، قم باستيراد ملف نموذج STL الموضح في الشكل 1-33، وافتحه، وحدد "ترتيب تلقائي"، وانقر فوق الإعدادات لترتيب الملف تلقائيًا على المنصة. ثم اختر إضافة إلى قائمة انتظار مهمة الطباعة، كما هو موضح في الشكل 1-34، وسيظهر الملف لاحقًا في قائمة انتظار الطابعة.


⑤ بدء مهمة الطباعة
في واجهة التحكم في الطابعة، حدد المهمة التي تنتظر الطباعة وانقر على "بدء الطباعة"، كما هو موضح في الشكل 1-35؛ سيبدأ الجهاز تلقائيًا مهمة الطباعة حتى اكتمالها.

⑥ اكتملت الطباعة
بعد الطباعة، قم بإزالة الحلقة الفارغة ذات الدعامات (الشكل 1-36) وأوقف تشغيل الطابعة على واجهة التحكم.
(4) المعالجة اللاحقة
① إزالة الفراغات
بعد الانتهاء من الطباعة، قم بتسخين منصة العينة، مع الحفاظ على درجة الحرارة أقل من 38 درجة مئوية. مع ارتفاع درجة الحرارة، تبدأ دعامة العينة في الذوبان ببطء، ويمكن إزالة الفراغ المكتمل بسهولة.
② تنظيف مواد الدعم
ضع الفراغ الذي تمت إزالته في محلول التنظيف الساخن (الشكل 1-37) وقلبه باستخدام دوّار مغناطيسي. تذوب مادة الدعم في محلول التنظيف تاركةً النموذج نفسه (الشكل 1-38).


③ تجفيف النموذج
بعد إزالة مادة الدعم، يجب تنظيف النموذج بالماء النظيف. بعد التنظيف، استخدم الهواء البارد لتجفيف النموذج للحصول على النموذج النهائي (الشكل 1-39).

القسم الرابع إعداد سبرو واحد للخواتم النسائية العادية
1. معلومات أساسية
1.1 سبرو
يُطلق على قناة الصب عادةً اسم ذراع الصب في صناعة المجوهرات. يجب أن تسمح قناة الصب للمعدن المنصهر بالتدفق بسهولة في تجويف القالب، ويجب أن تكون كمية المعدن المنصهر الموجودة في قناة الصب كافية لتعويض الانكماش الحجمي الذي يحدث أثناء عملية التصلب في الصب. تشمل المعلمات الرئيسية للذراع موضعه وكميته وشكل المقطع العرضي وحجمه وكيفية اتصاله بقطعة العمل.
(1) موضع السبرو
إن الوقت اللازم لتدفق المعدن المنصهر من الحقن في قالب الجبس إلى التبريد والتصلب قصير جدًا؛ يجب أن يملأ الصب بسرعة. أثناء تلبية متطلبات الملء وتعويض الانكماش، يجب وضع الذرب في موضع لا يؤثر على السطح بأقل قدر ممكن.
(2) كمية السبرو
هناك العديد من الرفوف بما في ذلك الرفوف المفردة والمزدوجة والمتعددة. يعتمد عدد الرفادات على حجم قطعة العمل ويرتبط مباشرةً بهيكل قطعة العمل. بالنسبة لقطع الشغل الصغيرة ذات ترتيب معين من تباين سُمك الجدار، يتم استخدام ذرب واحد بشكل عام؛ أما بالنسبة لقطع الشغل المتوسطة أو الأكبر (مثل الحلقات متوسطة الحجم والأساور الكبيرة)، وعندما تكون هناك نقاط سُمك جدار متفرقة في الهيكل، غالبًا ما يتم استخدام ذُرَب مزدوجة أو حتى متعددة لضمان الملء الكامل والتعويض الجيد للانكماش. إذا كانت هناك طفرات فرعية، فمن المهم التأكد من أن مساحة المقطع العرضي للطفرات الرئيسية كافية لتزويد ما يكفي من المعدن المنصهر إلى الطفرات الفرعية وأن سرعة تدفق المعدن المنصهر سريعة بما يكفي لملء التجويف بسرعة.
(3) شكل المقطع العرضي للسبائك
يدخل المعدن المنصهر إلى التجويف من خلال الذراع أثناء عملية الصب. ونظرًا لأن حجم المعدن المنصهر هو نفسه وطول الذريعة هو نفسه، فإن الذريعة المصممة بمقطع عرضي دائري لها مساحة سطح أصغر من تلك المصممة بمقطع عرضي مربع، مما يؤدي إلى تبديد حرارة أقل، مما قد يقلل من معدل التبريد ويطيل وقت تصلب الذريعة، بالإضافة إلى ذلك، فإن الذريعة ذات المقطع العرضي الدائري تسهل تدفق المعدن المنصهر بسلاسة وتقلل من الاضطراب. ولذلك، يوصى باستخدام الرفارف ذات المقطع العرضي الدائري.
(4) حجم السبرو
عند ضبط أبعاد الذريعة، من الضروري التأكد من إمكانية ملء التجويف بالكامل بالمعدن المنصهر. ولذلك، يجب ألا يقل قطر الذرب عن سُمك قطعة العمل، ويجب أن يكون طول الذرب معتدلًا لضمان أن يتصلب الذرب بعد الصب، وتجنب تكوين تجاويف الانكماش.
(5) طريقة توصيل سبرو وقطعة العمل
يجب أن يتم توصيل الذرب بقطعة العمل بزاوية مستديرة للسماح للمعدن المنصهر بملء القالب بسلاسة، مما يقلل من التآكل على جدار القالب. من المهم تجنب التعنق عند نقطة توصيل الذرب لمنع الانسداد، مما قد يؤثر بشدة على عملية تعبئة المعدن المنصهر.
1.2 وظيفة السبرو
للذرب الوظائف التالية: تثبيت الصب في شجرة الشمع (أو الذهب)، مما يمنع قالب الشمع من التحول أثناء صب الجبس، وتوفير قناة للمعدن المنصهر لملء الصب، وتوفير منفذ للشمع المذاب أثناء التحميص بدرجة حرارة عالية أو إزالة الشمع بالبخار، وتوفير المعدن المنصهر الإضافي الأخير للتصلب أثناء عملية الصب.
يلعب تصميم الذراع دورًا حاسمًا في جودة مصبوبات المجوهرات. لنفترض أن المعدن المنصهر يتدفق بشكل غير متساوٍ داخل الذرب. في هذه الحالة، يمكن أن يتسبب ذلك في حدوث اضطراب، وخفض درجة حرارة المعدن المنصهر، وحبس الشوائب والهواء في قالب الجبس، مما يؤدي إلى عيوب مثل الصب غير الكافي، والإغلاق البارد، وتجاويف الانكماش، والشوائب، مما يؤثر بشدة على جودة المسبوكات. عيوب الصب الناتجة عن التصميم غير السليم للذرب شائعة جدًا.
1.3 تصميم سبرو
نظراً للاختلافات في أنواع وأنماط المجوهرات، يختلف تصميم الرفوف الخاصة بها.
(1) تصميم سبرو للحلقات
عند تصميم الذريعة الرئيسية لحلقة ما، يُنصح عمومًا بإضافة ذريعة سميكة قدر الإمكان، بحيث يكون قطر المقطع العرضي للذريعة مطابقًا لعرض ساق الحلقة، كما هو موضح في الشكل 1-40. واعتمادًا على نمط الحلقة، يمكن أيضًا إضافة خطوط مياه مساعدة لضمان قدرة المعدن المنصهر على ملء التجويف بسرعة. ويعتمد تأثير تعويض انكماش الذرب على أبعاده وحجم ساق الحلقة. على سبيل المثال، لا يقلل وضع ذرب دائري بقطر 3 مم على ساق حلقة ذات مقطع عرضي 1 مم × 2 مم من تجويف الانكماش في الجزء السميك من الجزء العلوي للحلقة. عندما يتصلب أي جانب من الذربة، سيصبح الجزء الرفيع من ساق الحلقة السادة هو الذرب.

(2) تصميم المعلّقات والأقراط (2) تصميم المعلّقات والأقراط
عند تصميم الذرب الرئيسي للمعلقات والأقراط، يتم إضافته بشكل عام في الموضع الأكثر سمكًا في الوسط. غالبًا ما يكون موضع الخيوط في المعلقات والأقراط رقيقًا نسبيًا؛ إذا تم تعيين الذرب هنا، فإن المنطقة الرقيقة ستتصلب قبل الجزء الأوسط السميك عندما يدخل المعدن المنصهر في الصب. عندما يتصلب الجزء الأوسط، لن يتلقى تعويضًا في الوقت المناسب، مما قد يؤدي بسهولة إلى حدوث عيوب انكماش. بعد تصميم الذرب الرئيسي، يجب أن نقوم بتصميم الذربيات المساعدة بناءً على الخصائص المحددة لكل قلادة أو قرط. سوف يقوم أساتذة الصب المتمرسون بتصميم الرفارف في المناطق ذات الطبقات المعقدة والوصلات الأكثر نسبيًا. سيحاولون تصميم العديد من الرفادات لضمان قدرة المعدن المنصهر على ملء التجويف بسرعة، كما هو موضح في الشكل 1-41، لتقليل حدوث العيوب.
(3) تصميم رباطات القلائد والإكسسوارات
بشكل عام، تتشابه معالجة الروبوتات الخاصة بالهيكل الرئيسي للقلائد والإكسسوارات. نظرًا لأن حجم الملحقات غالبًا ما يكون أصغر حجمًا، يجب استخدام أنواع مختلفة من طرق التوصيل عند توصيل الذرب لتتناسب مع حجم الملحق. سيكون للمعدن المنصهر ضغطًا معينًا عند حقنه في قالب الجبس، ويمكن أن يتلف المعدن المنصهر المرشوش التجويف بسهولة، مما يتسبب في تشوه الصب. تسمح الرفادات الرأسية وذات شكل البوق للمعدن المنصهر بالتدفق بسلاسة في التجويف، مما يقلل من التأثير على التجويف ويحسن جودة الصب. يمكن أن تتسبب الطعوم ذات الزوايا الحادة في تدفق المعدن المنصهر إلى التجويف في حالة الرش، مما يؤدي إلى حدوث اضطراب. ومع ذلك، في بعض الهياكل المعقدة نسبيًا من القلائد أو الإكسسوارات، يمكن اختيار الطعوم ذات الزوايا الحادة لتحقيق سرعة ملء أسرع للمعدن المنصهر. يوضِّح الشكل 1-42 تصميم الرفادات ذات الزوايا الحادة للملحقات.

الشكل 1-41 تصميم تخطيطي للذرب متعدد الفروع للنموذج الأصلي للأقراط (أ هي الذرب الرئيسي الأصلي، ب، ج، د هي ثلاث ذرابين مساعدة)

الشكل 1-42 تصميم ذرب مدبب
(4) تصميم سبرو للأساور
وبصفة عامة، تعتمد الأساور ذات السيقان الأكبر حجماً والأكثر عدداً، والتي تحتفظ أحياناً بمواضع ترصيع الأحجار، على ذرب على شكل "رمح ثلاثي الشعب". والمبدأ هو نفس تصميم الذرب على شكل حرف "Y" للخواتم، ولكن نمط "الرمح الثلاثي" أكثر منطقية لأن الأساور أكبر بكثير من الخواتم. هناك طريقة أخرى تتمثل في تصميم الذرب على جانبي السوار، بإضافة ثلاث ذُرب على جانب واحد واثنين على الجانب الآخر، وتوزيع خمس ذُرب بالتساوي على السوار بالكامل، مما يسمح للسائل المعدني بملء السوار بسرعة وبشكل متساوٍ. تناسب طريقة تصميم السبرو هذه بشكل أساسي الأساور المرصّعة بالشمع التي تحتوي على العديد من مواضع ترصيع الأحجار وأسطح ذهبية أقل وخطوط أكثر.
2. تنفيذ المهام
تستخدم هذه العلبة خاتم نسائي تقليدي وتضع سبرو وتكمل الإنتاج.
(1) أعمال التحضير
يمكن للتحضير المسبق أن يضمن سلاسة الانتهاء من إعداد ذرب الخاتم النسائي. تحقق من جودة سطح خاتم النموذج الأصلي للتأكد من سلاسته وخلوه من العيوب. راقب هيكل الخاتم واحصل على معلومات عن الملامح الهيكلية لتحديد موضع إعداد الذرب. تكون الحلقة ذات هيكل متماثل، ويتم ضبط الذرب بشكل عام في موضع الساق. استخدم فرجارًا لقياس سُمك وعرض الساق، واختر ذربًا بسُمك مناسب، وقم بقطع 20 إلى 30 مم باستخدام كماشة للنسخ الاحتياطي.
(2) تعبئة نهايات السبرو
لتحقيق تأثير اتصال جيد، من الضروري تقليم نهايات الذرب. استخدم مبردًا لتشكيل نهايات الذرب لتتناسب مع انحناء سطح الساق، مما يسمح لها بالترابط بشكل وثيق معًا، كما هو موضح في الشكل 1-43.

(3) لحام السبرو
بعد الانتهاء من تشذيب النهاية، يجب إكمال الوصلة بين الذرب وجسم الحلقة. أمسك مشبك اللحام باليد اليمنى، وقم بتثبيت الذربة، واستخدم أداة اللحام المركبة لتسخين الذربة، ثم استخدم مسحوق اللحام كتدفق لإذابة اللحام على الوجه النهائي للذريبة لاستخدامه لاحقًا. قم بتسخين النموذج الأولي للحلقة الأنثوية، وعندما تقترب درجة حرارتها من نقطة انصهار اللحام، قم بإحضار الوجه النهائي للذربان المتصل باللحام بالقرب من موضع الوصلة المحدد مسبقًا، واستمر في التسخين، ثم قم بلحام الذربان بالحلقة، كما هو موضح في الشكل 1-44. أثناء عملية اللحام، قم بالتحكم في حجم اللهب؛ بعد ذوبان اللحام، قم بإزالة اللهب، وأثناء تصلب اللحام، يجب تجنب الإزاحة النسبية بين الذرب والحلقة.

(4) ماء الشب المغلي
بعد لحام ذراع اللحام على النموذج الأصلي للحلقة الأنثوية، سيتكون أكسيد النحاس الأسود والشوائب الأخرى على سطح الحلقة. يمكن أن يؤدي غلي ماء الشب إلى إزالة هذه الشوائب والشوائب السطحية للنموذج الأصلي. طريقة محددة: ضع النموذج الأصلي في وعاء يحتوي على ماء الشبة وضع الوعاء على بلاط اللحام؛ استخدم أداة لحام مركبة لتسخين ماء الشبة حتى يغلي، ثم قم بقلب القطعة الأصلية من حين لآخر للسماح لماء الشبة بملامسة المادة السوداء الموجودة على السطح بالكامل للحصول على سطح أنظف، كما هو موضح في الشكل 1-45؛ ثم أخرج النموذج الأصلي من وعاء ماء الشبة واشطفه على الفور بماء نظيف. إذا لم يتم شطفه، ستتشكل طبقة بلورية بيضاء على سطح القطعة الأصلية مع تبخر رطوبة ماء الشب.

(5) التشذيب
كان للحلقة الأنثوية النموذجية الأصلية سطح أملس قبل ضبط الذرب . ومع ذلك، بعد عملية اللحام، قد يتعرض السطح للخدش بعد عملية اللحام، وقد تترك علامات لحام عند نقاط اللحام، مما يتطلب التعديل. بالنسبة للمناطق التي بها تراكمات لحام وأسطح خشنة، يجب استخدام مبرد مسطح لتنعيمها. بعد ذلك، يتم استخدام ورق الصنفرة لصنع أدوات مثل أعواد ورق الصنفرة وأطراف ورق الصنفرة وأقراص ورق الصنفرة ودافعات ورق الصنفرة. اعتمادًا على مواضع الاختلاف في النموذج الأصلي، اختر الأدوات المناسبة لتنعيم كل جزء من النموذج الأصلي، كما هو موضح في الشكل 1-46. يجب ألا تتضرر أنماط النموذج الأصلي وخطوطه وزواياه الكلية وجودته أثناء الإصلاح. يجب ملء الجزء الذي به ثقب رملي قبل الإصلاح.

القسم الخامس إعداد الطواقم المزدوجة للحلقات الرجالية التقليدية
1. معلومات أساسية
توجد اختلافات كبيرة بين خواتم الرجال والنساء في الجوانب التالية.
(1) عرض الساق (1). غالباً ما تُصمم سيقان الخواتم النسائية لتكون أدق وأضيق لإبراز أناقة ورقة أصابع المرأة، مما يحقق تأثيراً زخرفياً أفضل. ومن ناحية أخرى، عادةً ما تكون سيقان الخواتم الرجالية أعرض لتتناسب مع مزاج الرجال القوي.
(2) مقاس الخاتم. تشمل طرق قياس مقاسات الخواتم مقاسات هونغ كونغ والأمريكية واليابانية والأوروبية والإيطالية، وتصنف إلى مقاسات مختلفة بناءً على أبعادها. ونظرًا للاختلافات الفسيولوجية، فإن أصابع النساء عادةً ما تكون أنحف من أصابع الرجال، لذا عادةً ما تكون خواتم الرجال أكبر من خواتم النساء. ووفقًا لبيانات استهلاك السوق، فإن مقاسات الخواتم النسائية عادةً ما تكون مقاسات الخواتم النسائية هي مقاس هونج كونج 11 إلى 14، بينما تكون مقاسات الخواتم الرجالية عادةً مقاس هونج كونج 17 إلى 20. واستنادًا إلى الحالة الفعلية للأصابع، قد يكون هناك تداخلات حيث تتطابق المقاسات النسائية الأكبر حجمًا مع المقاسات الرجالية الأصغر حجمًا.
(3) خصائص النمط. يمكن أن تكون الخواتم الرجالية البسيطة عبارة عن خواتم رجالية بسيطة أو خواتم ذات حجر واحد. تُصنع الخواتم السادة من المعدن النقي دون أي أحجار كريمة، وتتميز بسطح أملس أو متعدد الأوجه، مما يعكس أسلوباً بسيطاً وأنيقاً. قد يكون السطح مزينًا بأنماط مختلفة مثل الخطوط المعقدة أو الأشكال الكاملة أو الأشكال الجزئية للخاتم. من ناحية أخرى، غالبًا ما تتميز الخواتم النسائية بتصاميم أكثر تفصيلاً، لتبدو أكثر رشاقة وسحرًا.
تتسم الخواتم الرجالية بهيكل أبسط من الخواتم النسائية، ولكن حجمها أكبر، مما يتطلب المزيد من المعدن أثناء الإنتاج. غالبًا ما يتم استخدام تصميم ذرب مزدوج لضمان ملء المعدن المنصهر للتجويف وتعويضه بالكامل أثناء ضبط خطوط المياه.
2. تنفيذ المهام
تستخدم هذه الحالة خاتم رجالي تقليدي لإعداد سبرو مزدوج وإكمال الإنتاج. إن عملية الإنتاج هي نفس خطوات إعداد الإسبرو الواحد لخاتم نسائي تقليدي، ولكن توجد اختلافات تفصيلية.
(1) أعمال التحضير
يمكن للتحضير المسبق أن يضمن سلاسة الانتهاء من إعداد ذرب الخاتم الرجالي. تحقق من جودة سطح النموذج الأصلي لخاتم الرجال للتأكد من سلاسته وخلوه من العيوب. راقب هيكل الخاتم للحصول على معلومات عن الملامح الهيكلية وتحديد موضع إعداد ذرب الخاتم. يتسم الخاتم بهيكل متماثل، ويتم ضبط الذرب بشكل عام على جانبي ساق الخاتم، باستخدام طريقة التوصيل على شكل حرف "Y". استخدم فرجارًا لقياس سُمك وعرض ساق الحلقة، وحدد ذربًا بسُمك مناسب، وقم بقطع قطعة واحدة من 20 إلى 30 مم وقطعة واحدة من 60 إلى 70 مم للنسخ الاحتياطي باستخدام كماشة القطع.
(2) صنع سبرو على شكل حرف "Y"
لتسهيل العمليات اللاحقة، اصنع أولاً ذرب على شكل حرف "Y". استنادًا إلى شكل حلقة الرجال، استخدم كماشة لتشكيل جزء طويل وآخر قصير من الذرب بالشكل المناسب، وقم بتقدير الأبعاد والمواضع المقابلة، ثم قم بلحام جزئي الذرب معًا باستخدام لحام عالي نقطة الانصهار لتشكيل شكل "Y" ثابت. اضبط حجم فتحة ذرب الشكل "Y" لتتناسب مع شكل حلقة الرجال، كما هو موضح في الشكل 1-47.

(3) تعبئة نهاية السبرو (3)
لتحقيق تأثير اتصال جيد، يجب إصلاح نهاية الذرب. استخدم مبردًا لتشكيل نهاية الذرب لتتناسب مع انحناء ساق الحلقة، مما يسمح لكليهما بالترابط معًا بشكل وثيق.
(4) لحام السبرو
بعد تثبيت الطرف، يجب إكمال التوصيل بين الذرب والحلقة. استخدم لحام ذو درجة انصهار منخفضة إلى متوسطة في نقطة الانصهار، وقم أولاً بلحام بقعة، وأمسك الذرب بمشبك اللحام باليد اليمنى، وقم بتسخين الذرب بأداة لحام مركبة، ثم استخدم مسحوق اللحام للمساعدة في الانصهار، وقم بإعداد اللحام ليذوب على الوجه النهائي للذرب. قم بتسخين الحلقة الذكر الأصلية، وعندما تقترب درجة حرارتها من درجة انصهار اللحام، قم بتقريب الوجه النهائي للذرب مع اللحام المرفق من موضع الوصلة المحددة مسبقًا، واستمر في التسخين، ثم قم بلحام الذرب بالحلقة. أثناء عملية اللحام، قم بالتحكم في حجم اللهب؛ بعد ذوبان اللحام، قم بإزالة اللهب، وأثناء تصلب اللحام، يجب أن يتجنب الذرب والحلقة الإزاحة النسبية. بعد الانتهاء من نقطة اللحام الأولى، تحقق من موضع ذراع اللحام وموضع نقطة اللحام الأخرى، وإذا لزم الأمر، قم بإجراء التعديلات المناسبة لضمان توافق نقطة اللحام الأخرى مع الحلقة أيضًا، ثم قم باللحام بإحكام.
(5) ماء الشب المغلي
عملية غلي ماء الشبة لخاتم الطراز الأصلي للرجال هي نفسها عملية غلي ماء الشبة لخاتم النساء. يُرجى الرجوع إلى القسم 1.4.3 للاطلاع على المحتوى ذي الصلة بـ "غلي ماء الشبة".
(6) التشذيب
يركز تشذيب الخاتم الرجالي بشكل أساسي على معالجة السطح الأصلي، والعملية هي نفسها التي تتم في الخاتم النسائي. يُرجى الرجوع إلى القسم 1.4.3 للاطلاع على المحتوى ذي الصلة بـ "التشذيب".















2 ردود
منشور جميل. أتعلم شيئًا أكثر تحديًا على مدونات مختلفة تمامًا كل يوم. سيكون من المحفز دائمًا تعلم المحتوى من كتاب مختلفين واتباع شيء واحد قليلاً من متجرهم. أفضل الاستفادة من بعض المحتوى على مدونتي سواء كنت لا تمانع أم لا. بشكل طبيعي سأعطيك رابطًا على مدونتك على الإنترنت. شكرا للمشاركة.
تعجبني منشورات مدونتك، تم حفظها في الإشارات المرجعية! .