Poznaj czyste srebro i materiały ze stopu srebra używane do produkcji biżuterii
Kompleksowy przewodnik po właściwościach i cechach czystego srebra i jego stopów
Srebro ma kuszący biały połysk, wysoką stabilność chemiczną i kolekcjonerską wartość estetyczną, dzięki czemu jest bardzo lubiane przez ludzi (zwłaszcza kobiety), dzięki czemu zyskało miano "metalu kobiet". Jest szeroko stosowany w biżuterii, przedmiotach dekoracyjnych, sztućcach, zastawach stołowych, prezentach gratulacyjnych, medalach i monetach okolicznościowych. Srebrna biżuteria ma szeroki rynek w krajach rozwijających się, a srebrna zastawa stołowa jest popularna wśród rodzin. Srebrne monety okolicznościowe są doskonale zaprojektowane, emitowane w ograniczonych ilościach i mają funkcję zachowania i zwiększania wartości, dzięki czemu są bardzo poszukiwane przez kolekcjonerów monet i inwestorów.

Spis treści
Sekcja Ⅰ Podstawowe właściwości srebra
1. Właściwości fizyczne srebra
Srebro jest pierwiastkiem z grupy IB z 5. okresu układu okresowego, o symbolu pierwiastka Ag, liczbie atomowej 47 i względnej masie atomowej 107,870. Srebro ma bardzo wysoki współczynnik odbicia światła widzialnego, osiągający 92%-96% w zakresie długości fal 380-780 nm, najwyższy spośród wszystkich pierwiastków metalicznych, znacznie wyższy niż w przypadku innych metali szlachetnych (rysunek 4-1). Dlatego srebro wydaje się jasne

Główne właściwości fizyczne srebra przedstawiono w tabeli 4-1. W temperaturze pokojowej gęstość srebra wynosi 10,49 g/cm3a wraz ze wzrostem temperatury gęstość srebra maleje, spadając do 9,35 g/cm3 tuż przed stopieniem. Srebro jest najlepszym przewodnikiem elektryczności i ciepła spośród wszystkich metali, co zwiększa trudność drukowania 3D i spawania laserowego, ponieważ ciepło stosowane lokalnie szybko przewodzi do otoczenia, utrudniając koncentrację ciepła.
Tabela 4-1 Główne właściwości fizyczne i wartości indeksu srebra
| Właściwości fizyczne | Wartości indeksu | Właściwości fizyczne | Wartości indeksu |
|---|---|---|---|
| Współrzędne kolorów | L* = 95,8, a* =-0,7, b* = 5,3 | Współczynnik rozszerzalności liniowej (0-100 ℃) | 19.2 x 10-6/℃ |
| Gęstość (20 ℃) | 10,49 g/cm3 | Rezystywność (25 ℃) | 1.59 x 10-6Ω⸳cm |
| Temperatura topnienia | 961.78 | Pojemność cieplna właściwa (25 ℃) | 25,41 J/(mol⸳K) |
| Temperatura wrzenia | 2177 | Ciepło syntezy jądrowej | 11,30 kJ/mol |
| Ciśnienie pary (topnienie) | 0,38 Pa | Ciepło parowania | 284,6 kJ/mol |
| Przewodność cieplna (25 ℃) | 433 W/(m⸳K) | Temperatura Debye'a ϴd | 215 K |
| Dyfuzyjność cieplna (0℃) | 1.75 m2/s | Podatność magnetyczna | -0.15 x 10-6 cm3/g |
2. Właściwości chemiczne srebra
Właściwości chemiczne srebra nie są reaktywne, a jego stabilność chemiczna jest lepsza niż metali takich jak żelazo i miedź. Nie reaguje z tlenem, wodorem, gazami obojętnymi i gazami organicznymi w temperaturze pokojowej, a nawet w wysokich temperaturach nie reaguje z wodorem ani gazami obojętnymi, co czyni go podatnym na korozję i odbarwienia.
Srebro ma silne powinowactwo do siarki, a w atmosferze zawierającej szkodliwe substancje, takie jak H2S, SO2COS (siarczek karbonylu), a w roztworach wodnych zawierających siarczki jest podatny na korozję, tworząc nierozpuszczalny czarny Ag2S na swojej powierzchni, a zachowanie korozyjne wykazuje głównie właściwości elektrochemiczne. Gdy srebro jest pozostawione w powietrzu, jego powierzchnia stopniowo tworzy czarny Ag2S, powodując matowienie i odbarwianie biżuterii. Ta właściwość srebra poważnie wpływa na jego wartość jako metalu szlachetnego. Ag2S może rozkładać się na metaliczne srebro i SO2 po podgrzaniu w powietrzu.
W temperaturze pokojowej srebro rozpuszcza się w kwasie azotowym i stężonym kwasie siarkowym, ale jest nierozpuszczalne w kwasie solnym i rozcieńczonym kwasie siarkowym. Po podgrzaniu rozpuszcza się w kwasie solnym, kwasie siarkowym, kwasie azotowym i wodzie królewskiej. Podobnie jak złoto, srebro łatwo reaguje z wodą królewską i nasyconymi kwasami chlorowymi; srebro tworzy osad AgCl, który można wykorzystać do oddzielenia złota i srebra.
Podobnie jak złoto, srebro ma dobrą odporność na korozję w roztworach alkalicznych i stopionych metalach alkalicznych, dzięki czemu jest powszechnym materiałem na tygle do stopionego NaOH i KOH.
Srebro może powoli łączyć się z halogenami w temperaturze pokojowej, ale w warunkach ogrzewania srebro może bardzo szybko reagować z halogenami, tworząc halogenki srebra. Srebro rozpuszcza się w niektórych czynnikach kompleksujących nasyconych powietrzem (takich jak cyjanki metali alkalicznych z grupy ⅠA i metale ziem alkalicznych z grupy ⅡA, roztwory cyjanku zawierające tlen i kwaśne roztwory tiomocznika zawierające Fe3+ ), tworząc stabilne kompleksy (Tabela 4-2).
Tabela 4-2 Zachowanie srebra w różnych mediach korozyjnych
| Czynniki powodujące korozję | Stan średni | Temperatura | Stopień korozji srebra | |||
|---|---|---|---|---|---|---|
| Czynniki powodujące korozję | Stan średni | Temperatura | Prawie brak korozji | Lekka korozja | Umiarkowana korozja | Silna korozja |
| Kwas siarkowy | 98% | 18℃ | Tak | |||
| Kwas siarkowy | 98% | 100℃ | Tak | |||
| Kwas azotowy | 0,1 mol/l | Temperatura pokojowa | Tak | |||
| Kwas azotowy | 70% | Temperatura pokojowa | Tak | |||
| Kwas azotowy | Smoke (>90%) | Temperatura pokojowa | Tak | |||
| Kwas solny | 36% | 18℃ | Tak | |||
| Kwas solny | 36% | 100℃ | Tak | |||
| Kwas fluorowodorowy | 40% | Temperatura pokojowa | Tak | |||
| Aqua regia | 75%HCl + 25%HNO3 | Temperatura pokojowa | Tak | |||
| Siarkowodór | Wilgotność | Temperatura pokojowa | Tak | |||
| Kwas fosforowy | > 90% | Temperatura pokojowa - 100 ℃ | Tak | |||
| Chlor | Suchy chlor | Temperatura pokojowa | Tak | |||
| Chlor | Mokry chlor | Temperatura pokojowa | Tak | |||
| Kwas cytrynowy | Temperatura pokojowa - 100 ℃ | Tak | ||||
| Merkury | Temperatura pokojowa | Tak | ||||
| Roztwór chlorku żelaza(I II) | Temperatura pokojowa | Tak | ||||
| Roztwór wodorotlenku sodu | Temperatura pokojowa | Tak | ||||
| Roztwór amoniaku | Temperatura pokojowa | Tak | ||||
| Roztwór cyjanku potasu | Temperatura pokojowa ~ 100 ℃ | Tak | ||||
| Stopiony wodorotlenek sodu | 350℃ | Tak | ||||
| Stopiony nadtlenek sodu | 350℃ | Tak | ||||
| Stopiony siarczan sodu | 350℃ | Tak | ||||
Srebro może tworzyć związki z różnymi substancjami i występuje w tych związkach w postaci jonów jednowartościowych, takich jak AgNO3, Ag2O, AgCl, AgBr, AgCN, Ag2SO4itp. AgNO3 jest powszechnie stosowany jako główna sól do bezcyjankowego srebrzenia i jest źródłem jonów srebra. Roztwór azotanu srebra zawiera dużą liczbę jonów srebra, co czyni go wysoce utleniającym, łatwo rozkładającym się w świetle, może powodować koagulację białek i ma pewne działanie żrące na skórę, dlatego powinien być przechowywany w brązowych butelkach. Ag2O jest czarno-brązowym proszkiem o słabej stabilności termicznej, który po podgrzaniu rozkłada się na srebro i tlen. AgCl jest nierozpuszczalny w wodzie, ale łatwo rozpuszczalny w KCN, NaCN i innych substancjach. AgCl zawieszony w rozcieńczonym kwasie siarkowym może być łatwo zredukowany do srebra przez ujemnie naładowane metale, takie jak cynk, żelazo itp. i ta prosta metoda jest szeroko stosowana do rafinacji srebra.
Właściwości AgBr są podobne do AgCl - rozpuszcza się on w solach amonowych, tiosiarczanach, siarczynach i roztworach cyjanków i może być łatwo zredukowany do metalicznego srebra. Najważniejszą cechą halogenków srebra jest ich światłoczułość; pod wpływem światła rozkładają się na srebro i wolne halogeny. Ta właściwość halogenków srebra jest wykorzystywana do produkcji klisz fotograficznych, papieru fotograficznego i uczulonych membran.
3. Właściwości mechaniczne
Główne właściwości mechaniczne czystego srebra przedstawiono w tabeli 4-3. Czyste srebro jest bardzo miękkie, o dobrej ciągliwości i plastyczności, ustępując jedynie złotu pod względem ciągliwości, może być prasowane w cienkie arkusze i ciągnione w cienkie druty; 1 gram srebra można przeciągnąć w drut o długości 1800 m i zwinąć w folię o grubości 10 μm. Jednakże, gdy srebro zawiera niewielkie ilości zanieczyszczeń, takich jak Sb, Bi i Pb, staje się kruche, a plastyczność znacznie spada, przy czym wpływ Pb jest najbardziej wyraźny.
Tabela 4-3 przedstawia główne właściwości mechaniczne wyżarzonego czystego srebra.
| Właściwości mechaniczne | Wartości indeksu | Właściwości mechaniczne | Wartości indeksu |
|---|---|---|---|
| Twardość Brinella HB/N/mm2 | 25 | Wskaźnik skurczu przekroju poprzecznego /% | 80 ~ 95 |
| Wytrzymałość na rozciąganie /MPa | 140 ~ 160 | Moduł sprężystości E/GPa | 82 |
| Granica plastyczności /MPa | 20 ~ 25 | Moduł ścinania G/GPa | 28 |
| Szybkość wydłużania /% | 40 ~ 50 | Moduł ściskania B/GPa | 101.8 |
Czyste srebro można wzmocnić poprzez obróbkę na zimno Rysunek 4-2. Szybkość przetwarzania wpływa na właściwości mechaniczne srebra. Pierwsza szybkość obróbki wyżarzonego czystego srebra może osiągnąć 99%. Wraz ze wzrostem szybkości przetwarzania wzrasta twardość, wytrzymałość na rozciąganie i granica plastyczności srebra, podczas gdy szybkość wydłużania gwałtownie spada, a szybkość utwardzania podczas pracy wykazuje wzorzec początkowo szybki, a następnie powolny. Jednak ze względu na niską energię uskoku czystego srebra, jego efekt utwardzania podczas pracy nie jest znaczący, a wytrzymałość i twardość po obróbce pozostają bardzo niskie, co utrudnia spełnienie wymagań wytrzymałościowych dla biżuterii.

Niska energia uskoku stosu czystego srebra oznacza, że jego efekt utwardzania podczas pracy nie jest znaczący, a wytrzymałość i twardość po obróbce pozostają bardzo niskie, co utrudnia spełnienie wymagań wytrzymałościowych dla biżuterii. Właściwości mechaniczne srebra w stanie utwardzonym po obróbce zmieniają się gwałtownie po wyżarzaniu. Wraz ze wzrostem temperatury wyżarzania twardość czystego srebra stopniowo maleje przy różnych szybkościach obróbki, ale tempo spadku musi być bardziej spójne. Gdy szybkość przetwarzania wynosi poniżej 50%, twardość spada najszybciej w temperaturze wyżarzania 200 ℃; gdy szybkość przetwarzania wynosi powyżej 70%, twardość spada najszybciej w temperaturze wyżarzania 100 ℃ (rysunek 4-3).

Inną cechą czystego srebra w stanie przetworzonym jest to, że jest ono podatne na "naturalne zmiękczanie starzeniowe", co oznacza, że wytrzymałość i twardość przetworzonego profilu lub produktu stopniowo zmniejsza się podczas naturalnego umieszczania, co jest niekorzystne dla noszenia biżuterii. Zmiękczanie czystego srebra podczas naturalnego starzenia się jest w rzeczywistości spowodowane odzyskiwaniem lub nawet tworzeniem się rekrystalizowanych struktur. Badania pokazują, że zmiana wytrzymałości czystego srebra po odkształceniu na zimno jest związana z czystością materiału, wielkością odkształcenia, temperaturą starzenia i czasem umieszczenia. Polikrystaliczne czyste srebro może nawet ulec naturalnemu zmiękczeniu starzeniowemu w temperaturach poniżej 20 ℃; szybkość zmiękczania zależy od odkształcenia i zawartości zanieczyszczeń w czystym srebrze. Wielkość odkształcenia procesowego ma również duży wpływ na mięknięcie starzeniowe. Srebro o czystości 99,999% zaczyna mięknąć po odkształceniu o 99% i utrzymaniu przez 10 godzin w temperaturze 20 ℃, podczas gdy po odkształceniu o 50% może być utrzymywane przez 100 godzin w temperaturze 20 ℃, zanim zacznie mięknąć.
4. Wydajność procesu
Srebro ma stosunkowo niską temperaturę topnienia i może być topione przy użyciu metod ogrzewania płomieniowego, indukcyjnego i oporowego. Jednak podczas topienia srebra często występuje zjawisko znane jako "srebrny deszcz", charakteryzujące się rozpryskiwaniem metalu, co prowadzi do znacznych strat. Podczas topienia srebra w środowisku o złych warunkach atmosferycznych lub próżniowych, lotność srebra jest stosunkowo wysoka, a nawet wyższa w atmosferze utleniającej niż w atmosferze redukującej.
Srebro jest podatne na powstawanie defektów porowatości podczas odlewania, a zasada ich powstawania jest ściśle związana z właściwościami srebra. Zgodnie z teorią formowania odlewów, głównym powodem powstawania porowatości jest to, że podczas procesu krzepnięcia rozpuszczalność gazu w stopionym metalu zmniejsza się wraz ze spadkiem temperatury, co prowadzi do przesycenia gazu, wytrącania i wzrostu pęcherzyków, które nie są wydalane na czas, co powoduje powstawanie porów. Pory w odlewach srebrnych są związane z tlenem pochłanianym przez stopiony metal. Z binarnego diagramu fazowego Ag-O (rysunek 4-4) można zauważyć, że gdy nasycony tlenem stop srebra krzepnie, zaczyna krzepnąć w temperaturze około 951 ℃ poniżej temperatury topnienia srebra (961,78 ℃), a krzepnięcie jest zakończone w temperaturze około 931 ℃.

Uwaga: G reprezentuje fazę gazową; (Ag) +L reprezentuje obszar dwufazowy ciało stałe-ciecz,
gdzie (Ag) oznacza roztwór stały na bazie srebra, a L oznacza fazę ciekłą.
Tabela 4-4 przedstawia rozpuszczalność tlenu rozpuszczonego jako atomy w srebrze w atmosferze tlenu pod ciśnieniem 1 atm. Rozpuszczalność tlenu w stopionym srebrze tuż powyżej temperatury topnienia jest najwyższa i wynosi około 3200 x 10-6osiągając 21-krotność własnej objętości. Wraz ze wzrostem temperatury wzrasta stopień przegrzania srebrnej cieczy i zmniejsza się rozpuszczalność tlenu.
Kiedy srebrna ciecz zestala się, rozpuszczalność tlenu w stałym srebrze znacznie spada. Rozpuszczalność tlenu w stałym srebrze przy 931 ℃ osiąga maksimum, około 60 x10-6. Wraz ze spadkiem temperatury rozpuszczalność tlenu w stałym srebrze gwałtownie spada, a w temperaturze pokojowej srebro prawie nie absorbuje tlenu. Rozpuszczalność tlenu zależy nie tylko od temperatury, ale także od ciśnienia parcjalnego tlenu. Wraz ze wzrostem ciśnienia parcjalnego tlenu, rozpuszczalność wzrasta, a reakcja między srebrem a tlenem również ulega zmianie.
Tabela 4-4 przedstawia rozpuszczalność tlenu w srebrze w atmosferze tlenu pod ciśnieniem 1 atm.
| Temperatura /℃ | Temperatura /℃ | 200 | 400 | 600 | 800 | 973 | 1024 | 1075 | 1125 |
|---|---|---|---|---|---|---|---|---|---|
| Zawartość tlenu | x10-6 | 0.03 | 1.4 | 10.6 | 38.1 | 3050 | 2950 | 2770 | 2640 |
| Zawartość tlenu | mm3/g | - | - | - | - | 2135 | 2056 | 1939 | 1849 |
Podczas krzepnięcia substancje rozpuszczone w srebrnej cieczy, takie jak O, N i H, są wydalane do granicy faz ciało stałe-ciecz. Gdy ich rozpuszczalność w stanie nasycenia zostanie przekroczona, zostaną one uwolnione. Tworzenie porów gazowych składa się z dwóch etapów: zarodkowania i wzrostu. Zarodkowanie musi przezwyciężyć połączone efekty ciśnienia atmosferycznego, ciśnienia statycznego metalu i dodatkowych ciśnień wynikających z napięcia powierzchniowego. Dopiero gdy ciśnienie wytrąconego gazu przekroczy łączną wartość ciśnień zewnętrznych, może powstać rdzeń pęcherzyka. Pęcherzyk dalej rośnie, a gdy staje się wystarczająco duży, siła wyporu działająca na niego wzrasta, powodując jego uniesienie i oderwanie. Gdy kąt zwilżania pęcherzyka z powierzchnią fazy stałej wynosi ϴ> 90, łatwo jest go oderwać; gdy ϴ< 90, nie jest łatwo go oderwać. Jeśli tempo wzrostu dendrytów podczas krzepnięcia jest większe niż prędkość wzrostu, rosnące dendryty całkowicie otoczą pęcherzyki, tworząc pory gazowe.
Srebro ma miękką teksturę, dzięki czemu nadaje się do ręcznie robionej biżuterii. W tradycyjnej produkcji biżuterii srebrnej, czyste srebro jest szeroko stosowane do tworzenia filigranowej i tkanej biżuterii, często przy użyciu technik takich jak młotkowanie i grawerowanie w celu utworzenia dekoracyjnych wzorów na powierzchni biżuterii. W nowoczesnej produkcji biżuterii, techniki obróbki na zimno, takie jak walcowanie, ciągnienie, tłoczenie i prasowanie hydrauliczne są również szeroko stosowane do przetwarzania srebrnej biżuterii, wykorzystując doskonałą plastyczność czystego srebra. Techniki takie jak przędzenie, głębokie tłoczenie i głębokie tłoczenie są często wykorzystywane do tworzenia srebrnych misek, srebrnych kubków i innych wyrobów rzemieślniczych.
Sekcja II Czystość i klasyfikacja biżuterii srebrnej
1. Oznaczanie czystości biżuterii srebrnej
W przypadku biżuterii srebrnej czystość jest wskazywana przez kombinację tysięcznej próby i srebra, Ag lub S (S jest skrótem od srebra w języku angielskim). Na przykład srebrna biżuteria zawierająca 92,5% może być oznaczona etykietą czystości, taką jak srebro 925, 925Ag, 925 S lub 925. W przypadku biżuterii srebrnej o czystości nie niższej niż 99%, etykieta czystości jest oznaczona jako srebro próby 999, srebro 990, 990 Ag lub S 990. Powszechnie określane na rynku tysięczne srebro (o zawartości srebra nie niższej niż 99,9%) jest jednolicie oznaczane jako czyste srebro.
2. Klasyfikacja czystości biżuterii srebrnej
Srebro jest szeroko stosowane w produkcji biżuterii, rękodzieła i innych przedmiotów dekoracyjnych. W oparciu o czystość srebra, można je podzielić na srebro jubilerskie o wysokiej czystości i srebro jubilerskie o zwykłej czystości.
2.1 Srebro jubilerskie o wysokiej czystości
Jak sama nazwa wskazuje, srebro jubilerskie o wysokiej czystości odnosi się do srebra o wysokim poziomie czystości, które można dalej podzielić na:
(1) Czyste srebro.
Teoretycznie zawartość srebra powinna wynosić 100%. Jednakże, tak jak "złoto nie jest całkowicie czyste", srebro również nie jest. Nawet przy dzisiejszym poziomie naukowym i technologicznym bardzo trudno jest wytopić srebro o czystości 100%, a można jedynie zbliżyć się do tej wartości czystości. Czyste srebro jest również znane jako "srebro szlachetne", a jego nazwa pochodzi od unikalnych wzorów, które tworzą się na powierzchni podczas procesów topienia, rafinacji i kondensacji. Jeśli chodzi o materiały jubilerskie, nadmierne dążenie do czystości srebra nie jest ani konieczne, ani praktyczne. Dlatego srebro o czystości nie niższej niż 99,6% w branży jest ogólnie klasyfikowane jako srebro próby 999. Srebro o zawartości nie niższej niż 99,9% jest określane jako czyste srebro.
(2) Srebro próby 990.
Zawartość srebra musi wynosić co najmniej 990‰. Srebro próby 990 było powszechnie używane w przeszłości jako standardowe srebro w obiegu i handlu. Może być używane jako zabezpieczenie nieruchomości, jako srebrne wsparcie konsorcjów korporacyjnych oraz jako środek wymiany handlowej.
Czyste srebro i srebro 990 mają wyższą klasę, dzięki czemu są bardziej miękkie. Zazwyczaj są one używane tylko do nieozdobionej srebrnej biżuterii, z tradycyjnymi srebrnymi ozdobami, które są najbardziej powszechne.
2.2 Srebro jubilerskie o zwykłej czystości
Srebro jubilerskie o zwykłej czystości poprzez dodanie niewielkiej ilości innych metali do czystego srebra lub srebra próby 925, co skutkuje twardszą teksturą srebra. Te rodzaje srebra są zwykle oparte na stopach Ag-Cu, ponieważ właściwości fizyczne i chemiczne miedzi są podobne do właściwości srebra, co może nadać kolorowemu srebru wytrzymałość i zachować dobrą plastyczność. Dodatkowo, niektóre pierwiastki stopowe mogą w pewnym stopniu tłumić efekt matowienia srebrnej biżuterii przez powietrze. Dlatego też połysk powierzchni wielu kolorowych srebrnych ozdób jest mniej podatny na zmiany w porównaniu do czystego srebra i srebra próby 925. Srebro jubilerskie o zwykłej czystości obejmuje głównie następujące kategorie:
(1) 980 srebrny.
Wskazuje zawartość srebra 98%, ze znakiem czystości 980 S. To kolorowe srebro jest nieco twardsze niż czyste srebro i srebro próby 925 i jest używane głównie do produkcji biżuterii zachowującej wartość.
(2) 958 srebrny.
Ma zawartość srebra 95,8%, drugi standardowy stop srebra jubilerskiego w XII-wiecznej Anglii, znany jako srebro Britannia. Ma niższą twardość i nie nadaje się do osadzania kamieni szlachetnych.
(3) Srebro próby 925.
Wskazuje zawartość srebra 92,5%, znaną jako "srebro próby 925", gdy jako pierwiastek stopowy stosowana jest tylko Cu. Jest to pierwszy standardowy stop srebra jubilerskiego w XII-wiecznej Anglii, używany do dziś, z ponad 800-letnią historią, i jest powszechnie akceptowany i używany na całym świecie. Srebro to ma pewną twardość i wytrzymałość, dzięki czemu nadaje się do wyrobu pierścionków, naszyjników, broszek, spinek do włosów i innej biżuterii, a także sprzyja osadzaniu kamieni szlachetnych.
(4) 900 srebra.
Zawartość srebra wynosi 90%, o dobrej wytrzymałości i twardości. Pierwotnie zaprojektowane głównie do produkcji srebrnych monet, jest również znane jako srebro monetarne, a później używane do produkcji biżuterii.
(5) 800 srebra.
Wskazuje zawartość srebra 80%; to srebro ma wysoką twardość i dobrą elastyczność, dzięki czemu nadaje się do produkcji dzwonków ręcznych, spinek do kołnierzyków i innej biżuterii.
Istnieją rodzaje srebra o niższej czystości, takie jak srebro 700, srebro 600 i srebro 500. Należy zauważyć, że właściwości chemiczne srebra nie są tak stabilne jak złota, zwłaszcza w kontakcie z powietrzem, co może powodować jego matowienie i utratę połysku. Dlatego też jego status w biżuterii z metali szlachetnych zawsze był niski, klasyfikowany jako biżuteria z metali szlachetnych niskiej jakości o wartości niższej niż platyna i złoto.
Sekcja III Stop czystego srebra i srebra
1. Dekoracyjne czyste srebro
Kultura tradycyjnej, ręcznie robionej biżuterii srebrnej ma tysiącletnią historię. Tradycyjna biżuteria srebrna wykorzystuje głównie techniki rzemieślnicze, takie jak młotkowanie, formowanie, filigran i grawerowanie, wymagające miękkich i łatwych do kształtowania materiałów. Dlatego materiałem jest głównie czyste srebro, a kształty i wzory przedstawiają głównie winorośle, kwiaty, pomyślne zwierzęta i pomyślne postacie. Ta tradycyjna kultura rzemieślnicza została przekazana do dnia dzisiejszego i nadal ma pewien rynek (rysunek 4-5).

Firmy jubilerskie zazwyczaj kupują ziarna czystego srebra lub wlewki czystego srebra jako surowce do produkcji srebrnej biżuterii (Rysunek 4-6. Rysunek 4-7).

Aby zapewnić jakość produktów z czystego srebra, konieczne jest rozpoczęcie od źródła gatunków surowca. Czyste srebro dzieli się na trzy klasy w oparciu o skład chemiczny: IC-Ag99.99, IC-Ag99.95 i IC-Ag99.90. Norma branżowa "Granulki srebra" (YS/T 856-2012) określa wymagania dotyczące specyfikacji granulek srebra o wielkości cząstek 1-15 mm, a skład chemiczny musi spełniać międzynarodowe wymagania dotyczące wlewków srebra. Międzynarodowa norma "Silver Ingots" wyraźnie określa skład chemiczny i zawartość zanieczyszczeń w tych trzech gatunkach wlewków czystego srebra, jak pokazano w tabeli 4-5.
Tabela 4-5 Wymagania dotyczące składu chemicznego sztabek czystego srebra
| Klasa | wt (Ag) (≥)% | Zawartość zanieczyszczeń (wt≤)/% | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Klasa | wt (Ag) (≥)% | Cu | Pb | Fe | Sb | Se | Te | Bi | Pd | Zanieczyszczenia ogółem |
| IC-Ag99.99 | 99.99 | 0.0025 | 0.001 | 0.001 | 0.001 | 0.0005 | 0.0008 | 0.0008 | 0.001 | 0.01 |
| IC-Ag99.95 | 99.95 | 0.0250 | 0.015 | 0.002 | 0.002 | - | - | 0.001 | - | 0.05 |
| IC-Ag99. 90 | 99.90 | 0.0500 | 0.025 | 0.002 | - | - | - | 0.002 | - | 0.10 |
Jak wspomniano wcześniej, wytrzymałość i twardość tradycyjnej biżuterii z czystego srebra są bardzo niskie. Nawet przy obróbce na zimno, poziom utwardzenia może być wyższy ze względu na to, że srebro jest metalem o niskiej energii. Co więcej, czyste srebro w stanie utwardzonym jest podatne na naturalne starzenie się, co sprawia, że łatwo się odkształca i zużywa podczas codziennego noszenia. Ze względu na niską wytrzymałość, nie nadaje się również do osadzania kamieni szlachetnych, co utrudnia tworzenie projektów z efektem trójwymiarowości. Dodatkowo, czyste srebro jest podatne na matowienie i odbarwianie na powietrzu.
Aby poprawić wady czystego materiału srebrnego, konieczne jest zmodyfikowanie go za pomocą stopów lub specjalnych technik przetwarzania, tak aby zmodyfikowany materiał spełniał odpowiednie standardy kolorystyczne biżuterii, a jednocześnie miał dobrą kompleksową wydajność w aspektach fizycznych, chemicznych, mechanicznych i przetwarzania.
2. Mikrostopowe srebro
Przemysł opracował srebro o wysokiej czystości, które jest odporne na naturalne starzenie, mięknięcie i matowienie dzięki metodom mikrostopowym lub stworzył biżuterię ze srebra o wysokiej twardości i czystości przy użyciu specjalnych technik przetwarzania.
2.1 Srebro mikrostopowe
Badania wykazały, że dodanie śladowych pierwiastków stopowych do czystego srebra może poprawić jego wytrzymałość i szybkość utwardzania, do pewnego stopnia zahamować proces odzyskiwania, podnieść temperaturę rekrystalizacji i poprawić charakterystykę utwardzania stopu oraz odporność na naturalne zmiękczanie starzeniowe. Na przykład, dodanie śladowych pierwiastków ziem rzadkich (Y, La, Ce) do czystego srebra o czystości 99,96% w ilościach mniejszych niż 0,11% skutkuje stopem lutowniczym srebra w postaci roztworu stałego, który ma lepszą odporność na korozję i wyższą odporność na starzenie się w porównaniu do czystego srebra, dzięki czemu nadaje się do stosowania jako materiał na srebrną biżuterię (rysunek 4-8).

Podobnie, dodanie 0,01% Mn do zwykłego czystego srebra, z szybkością przetwarzania 97%, skutkuje wytrzymałością na rozciąganie 340 MPa i twardością HV103 dla mikrostopowego czystego srebra Mn, które może pozostać stabilne przez 365 dni w temperaturze 25 ℃, podczas gdy zwykłe czyste srebro powraca do swojej wytrzymałości i twardości sprzed odkształcenia w mniej niż 30 dni, jego wytrzymałość i twardość są zasadniczo przywracane do poziomu sprzed odkształcenia (rysunek 4-9). Dodanie Mn może skutecznie udoskonalić ziarno srebra, zwiększyć liczbę granic ziaren, zwiększyć odporność na odkształcenia i odgrywać rolę we wzmacnianiu i stabilizacji właściwości mechanicznych.

σb. Wytrzymałość na rozciąganie; δ. Wydłużenie; HV. Twardość mikro Vickersa; Zwykłe czyste srebro; Mn mikrostopowe czyste srebro
2.2 Elektroformowane twarde srebro próby 925
Proces elektroformowania twardego srebra próby 999 jest techniką formowania biżuterii opartą na zasadzie osadzania elektrochemicznego. Poprzez ulepszenie składu roztworu do elektroformowania i parametrów takich jak wartość pH, temperatura robocza, zawartość rozjaśniacza organicznego i prędkość mieszania, wewnętrzna struktura srebra zostaje wzmocniona, osiągając gęstą strukturę zbliżoną do nanokryształów, znacznie zwiększając wytrzymałość i twardość srebra. Stanowi to przełom i innowację w tradycyjnej srebrnej biżuterii.
Zawartość srebra w elektroformowanym twardym srebrze próby 999 wynosi nie mniej niż 99,9%, spełniając normę jakości dla srebra próby 999, ale jego twardość jest ponad trzykrotnie większa niż w przypadku zwykłej biżuterii ze srebra próby 999. Ma twardość porównywalną ze srebrem próby 925, znacznie poprawiając odporność czystej srebrnej biżuterii na odkształcenia i zużycie oraz spełniając wymagania dotyczące wkładów z kamieni szlachetnych. Co więcej, ze względu na puste wnętrze biżuterii, jej objętość jest czterokrotnie większa niż zwykłej biżuterii z czystego srebra o tej samej wadze, co pozwala na tworzenie trójwymiarowych i żywych kształtów. Produkt ma dobry efekt trójwymiarowości i charakteryzuje się połączeniem jakości czystego srebra, twardości srebra 925 i tradycyjnej srebrnej biżuterii o wadze 1/3 (rysunek 4-10).

3. Systemy stopów srebra dla biżuterii
Wytrzymałość mikrostopowego srebra w dużej mierze opiera się na utwardzaniu odkształceniowym na zimno. Jednak gdy biżuteria jest poddawana działaniu ciepła podczas procesów takich jak spawanie i polerowanie, jej twardość szybko spada, co utrudnia spełnienie wymagań produkcyjnych i użytkowych. Dlatego też odpowiednie zmniejszenie próby srebra poprzez stopowanie w celu uzyskania stopu srebra o dobrej ogólnej wydajności jest głównym podejściem na rynku biżuterii srebrnej, przy czym najczęściej stosowane są stopy srebra zawierające 92,5%. Teoretycznie wszystkie pierwiastki, które mogą rozpuszczać się w srebrze, mogą wywoływać efekt wzmocnienia, ale stopień wzmocnienia różni się w zależności od różnych pierwiastków stopowych. Co więcej, wiele pierwiastków ma poważną tendencję do segregacji na granicach ziaren w srebrze. Podczas mikrostopowania w celu wzmocnienia srebra, dodawana ilość jest bardzo mała i może służyć jako korzystne pierwiastki stopowe. Jednakże, gdy ich zawartość przekroczy granicę rozpuszczalności, może to prowadzić do kruchości srebra. Powszechnie stosowane pierwiastki stopowe do stopów srebra obejmują głównie Cu, Zn, Pd, Pt, Sn, In, Si, Ge i inne.
3.1 Stop Ag-Cu
Diagram fazowy stopu binarnego Ag-Cu pokazano na rysunku 4-11. Stop Ag-Cu jest stopem eutektycznym o zawartości miedzi w punkcie eutektycznym 28,1%, występującym w temperaturze 779 ℃. Maksymalna rozpuszczalność miedzi w srebrze wynosi 8,8%. W tym zakresie, wraz ze wzrostem zawartości miedzi, temperatura topnienia stopu spada, aż osiągnie temperaturę eutektyczną stopu. Dlatego dodanie miedzi do srebra poprawia jego wydajność odlewania. Po zestaleniu stop Ag-Cu tworzy niemieszające się roztwory stałe bogate w srebro i miedź, znacznie zwiększając wytrzymałość stopu. Starzenie stopu w roztworze stałym w niskich temperaturach może dodatkowo wzmocnić wytrącanie. W ten sposób miedź może wywołać zauważalny efekt wzmacniający w srebrze i zwiększyć jego temperaturę rekrystalizacji.

Uwaga: 960 ℃ oznacza temperaturę topnienia czystego srebra; 1083 ℃ oznacza temperaturę topnienia czystej miedzi; 8,8% oznacza maksymalną rozpuszczalność miedzi w srebrze; 28,1% oznacza zawartość miedzi w punkcie eutektycznym; 779 ℃ oznacza temperaturę eutektyczną; 92.0% wskazuje, że maksymalna rozpuszczalność srebra w miedzi wynosi 100%-92,0% = 8,0%; punkt A punkt E reprezentuje linię likwidusu; a to roztwór stały na bazie srebra; 0 to roztwór stały na bazie miedzi; G reprezentuje temperaturę, w której rozpuszczalność srebra w miedzi spada do 0 w warunkach równowagi.
Główne właściwości mechaniczne stopu przedstawiono w tabeli 4-6. Wraz ze wzrostem zawartości Cu poprawia się wytrzymałość i twardość stopu Ag-Cu, podczas gdy wydłużenie odpowiednio maleje.
Tabela 4-6 przedstawia główne właściwości mechaniczne stopu Ag-Cu.
| Gatunek stopu | Twardość HB/(N/mm2) | Wytrzymałość na rozciąganie/MPa | Wydłużenie/% | |||
|---|---|---|---|---|---|---|
| Gatunek stopu | Annea doprowadziła do stanu | Stan przetworzony | Stan wyżarzony | Stan przetworzony | Annea doprowadziła do stanu | Stan przetworzony |
| 95%Ag-5%Cu | 50 | 119 | 240 | 450 | 43 | 5 |
| 92,5%Ag-7,5%Cu | 57 | 118 | 260 | 470 | 41 | 4 |
| 90%Ag-10%Cu | 64 | 125 | 270 | 450 | 35 | 4 |
| 87,5%Ag-12,5%Cu | 70 | 127 | 260 | - | 38 | 4 |
| 80%Ag-20%Cu | 79 | 134 | 310 | 500 | 35 | 4 |
| 75%Ag-25%Cu | 82 | 135 | 320 | 540 | 33 | 4 |
Po dodaniu Cu do srebra, jego kolor ma pewien wpływ. Wraz ze wzrostem zawartości Cu, współczynnik odbicia światła widzialnego stopu Ag-Cu stopniowo maleje (rysunek 4-12), a kolor stopu stopniowo zmienia się ze srebrno-białego na jasnoróżowy, różowy, a nawet czerwony.

Cu jest najczęściej stosowanym pierwiastkiem stopowym w Ag, a tradycyjny srebrny kolor jest stopem binarnym z Cu jako pierwiastkiem stopowym, z głównymi gatunkami, w tym srebrem 980, srebrem 925, srebrem 900 i srebrem 800. Stopy srebra na obecnym rynku są również zasadniczo oparte na stopie Ag-Cu jako stopie bazowym. Chociaż miedź może poprawić wytrzymałość, twardość i wydajność odlewania srebra, nie poprawia jego odporności na ciemnienie i przebarwienia. Co więcej, ze względu na dwufazową strukturę stopu, w środowiskach korozyjnych występuje efekt mikro-baterii korozyjnej, przez co jego odporność na korozję jest gorsza niż w przypadku jednofazowego roztworu stałego srebra.
3.2 Stop Ag-Pd
Badania pokazują, że dodanie pewnej ilości metali szlachetnych do srebra skutecznie poprawia jego odporność na ciemnienie i przebarwienia. Pd jest preferowanym przez srebro metalem szlachetnym, a rysunek 4-13 przedstawia diagram fazowy binarnego stopu Ag-Pd.

Stop jest nieskończenie rozpuszczalny w fazie ciekłej i stałej, tworząc ciągły roztwór stały. W związku z tym efekt wzmacniający palladu na srebrze jest ogólnie niewielki, jak pokazano w tabeli 4-7. Odkształcenie na zimno może w pewnym stopniu poprawić wytrzymałość i twardość stopu. Jednak nadal nie może w pełni spełnić wymagań wytrzymałościowych dla osadzonej biżuterii, co wymaga dodania innych pierwiastków stopowych w celu dalszego wzmocnienia.
Tabela 4-7 Główne właściwości wyżarzonego stopu
| Gatunek stopu | Temperatura topnienia /℃ | Gęstość /(g/cm3) | Twardość HV/(N/mm2) | Wytrzymałość na rozciąganie /MPa | Przewodność cieplna /[W/(cm⸳K)] |
|---|---|---|---|---|---|
| 95%Ag - 5%Pd | 980 ~ 1020 | 10.5 | 28 | 170 | 2.20 |
| 90%Ag - 10%Pd | 1000 ~ 1060 | 10.6 | 35 | 210 | 1.42 |
| 80%Ag - 20%Pd | 1070 ~ 1150 | 10.7 | 45 | 260 | 0.92 |
Pallad skutecznie poprawia odporność srebra na matowienie siarczkowe. Wraz ze wzrostem zawartości palladu, tendencja srebra do matowienia i odbarwiania z powodu siarczków znacznie spada. Jednak temperatura topnienia stopu wzrasta, przedział krystalizacji również się wydłuża, a pallad jest podatny na absorpcję gazu podczas topienia, co zwiększa trudność wytapiania i odlewania, wymagając topienia w próżni lub w osłonie gazu obojętnego.
Ze względu na ciągły wzrost cen palladu, jego dodanie znacznie zwiększa koszt stopów srebra. Dlatego w ostatnich latach zastosowanie palladu w srebrze znacznie się zmniejszyło, a istniejące zastosowania opierają się głównie na niewielkich dodatkach.
Copywrite @ Sobling.Jewelry - Producent biżuterii na zamówienie, fabryka biżuterii OEM i ODM
Sekcja IV Srebro próby 925 i jego modyfikacje
Szterling pochodzi od nazwy niemieckiego producenta monet, Easterlingów, w XII wieku. Przyniósł on zaawansowane techniki przygotowania srebrnych monet i stopów srebra do Anglii za panowania Henryka II, tworząc stop srebra składający się z 92,5% Ag i 7,5% Cu. Stop ten był szeroko stosowany i stał się pierwszą marką stopu srebra w XII-wiecznej Anglii. Na cześć tego producenta monet, stop został nazwany srebrem szterlingowym. Początkowo srebro szterling odnosiło się konkretnie do stopu 92,5%Ag-7,5%Cu, ale później zakres stopów rozszerzył się, stając się ogólnym terminem dla całego srebra 925. Od XII wieku srebro próby 925 jest szeroko stosowane w wyrobach ze srebra i srebrnej biżuterii, konsekwentnie służąc jako stop klasy standardowej i jest najstarszym dekoracyjnym stopem srebra w historii.
1. Charakterystyka srebra próby 925
1.1 Właściwości mechaniczne
Zgodnie z rysunkiem 4-11, skład stopu srebra szterlingowego odpowiada przerywanej linii XY, a punkty przecięcia z granicą faz to A, B, C. Zakres od punktu B do punktu C jest pojedynczym roztworem stałym, a po powolnym schłodzeniu poniżej punktu C, faza roztworu stałego bogata w miedź wytrąci się z roztworu stałego. Ogrzewanie srebra szterlingowego do 800 ℃ w celu obróbki roztworem stałym daje pojedynczy roztwór stały, który może zapewnić stopowi doskonałą ciągliwość i urabialność. Tabela 4-6 pokazuje, że wytrzymałość i twardość roztworu stałego w srebrze próby 925 są znacznie wyższe niż w przypadku czystego srebra. Obróbka na zimno stałego roztworu srebra szterlingowego może zapewnić dobry efekt utwardzania podczas pracy (rysunek 4-14).

Wyróżniającą cechą stopu srebra szterlingowego jest jego doskonała charakterystyka utwardzania starzeniowego, którą można zmienić poprzez obróbkę starzeniową (rysunek 4-15). Stały roztwór srebra szterlingowego poddawany jest starzeniu w temperaturze 200-300 ℃, a gdy temperatura starzenia wynosi 200 ℃, najwyższa uzyskana twardość jest zbliżona do HV160, porównywalna ze stopem 18-karatowego złota; jednak do osiągnięcia tej wartości szczytowej wymagany jest dłuższy czas starzenia. Wraz ze wzrostem temperatury starzenia czas osiągnięcia szczytowej twardości ulega znacznemu skróceniu, ale szczytowa twardość również odpowiednio spada. Gdy temperatura starzenia osiągnie 300 ℃, efekt utwardzania wiekowego znacznie się zmniejszył.

1.2 Charakterystyka odlewu
Temperatura topnienia srebra wynosi 898 ℃, a stop ma niską temperaturę topnienia, dzięki czemu nadaje się do topienia w tyglu grafitowym.
Srebro próby 925 pochłania jednak duże ilości tlenu w stanie stopionym, co stwarza problemy podczas wytapiania i odlewania. Ta właściwość sprawia, że stop jest podatny na ulatnianie się w wysokich temperaturach lub powoduje znaczne straty podczas procesu chłodzenia w wysokiej temperaturze z powodu rozpryskiwania. W przypadku srebra szterlingowego, bez wystarczającej ilości odtleniaczy, jeśli nie zastosuje się ochrony podczas wytapiania, tlen może łatwo gromadzić się, prowadząc do utleniania miedzi, a odlewy biżuterii są podatne na wady, takie jak porowatość i utlenione wtrącenia. Utleniona miedź w odlewach może powodować dwa rodzaje problemów: (1) cały odlew może mieć wtrącenia utlenionej miedzi, które tworzą twarde plamy, gdy wtrącenia znajdują się blisko powierzchni, wystając na wypolerowaną powierzchnię; (2) wtrącenia utlenionej miedzi w pobliżu wnęk skurczowych pojawiają się jako cętkowane, mętne plamy na wypolerowanej powierzchni, które są głębokie i trudne do usunięcia. Załóżmy, że stopione srebro jest poważnie przegrzane lub nie jest chronione przez długi czas. W takim przypadku miedź będzie się silnie utleniać, tworząc lepką płynną powierzchnię, zmniejszając płynność stopionego metalu, prowadząc do niepełnego wypełnienia niektórych małych obszarów odlewu i często powodując niedopełnienie. Powierzchnia w pobliżu obszaru odlewu wydaje się czerwona. Ponadto przedział krystalizacji srebra szterlingowego jest stosunkowo duży, osiągając 90 ℃, ze znacznymi różnicami między składnikami fazy ciekłej i stałej, z tendencją do krzepnięcia przypominającego pastę, z silnym wzrostem dendrytycznym, przy niższej płynności, co prowadzi do większej tendencji do porowatości skurczowej.
Aby zapobiec gromadzeniu się tlenu w stopionym srebrze, kluczowe jest unikanie kontaktu stopionego metalu z atmosferą w jak największym stopniu podczas procesu wytapiania lub odlewania. Dlatego też należy zwrócić uwagę na następujące kwestie.
(1) Podczas wytapiania w piecu elektrycznym stosuje się ochronę próżniową lub gazy obojętne, takie jak argon lub azot, które mogą wyeliminować tlen w komorze wytapiania i zmniejszyć utlenianie stopionego metalu.
(2) Podczas korzystania z pistoletu ogniowego do wytapiania, płomień powinien być dostosowany do redukującego żółtego płomienia, pokrywającego całą powierzchnię cieczy, aby zapobiec wchłanianiu tlenu przez stopiony metal. Podczas wytapiania w piecu elektrycznym, płomień redukujący może być czasami dodawany u wylotu tygla, aby pokryć stopiony metal.
(3) Posypać powierzchnię stopionego metalu węglem drzewnym lub bezwodnym kwasem borowym; unoszą się one na powierzchni srebrnej cieczy i mogą chronić srebrną ciecz na dwa sposoby: a. tworząc barierę między stopionym metalem a powietrzem; b. redukując tlenek miedzi. Metoda ta jest nieodpowiednia dla odlewarek odśrodkowych, ale działa bardzo dobrze w przypadku ręcznie obsługiwanych odlewarek próżniowych.
(4) W powyższej metodzie ważne jest również wzmocnienie ochrony stopionego metalu podczas procesu zalewania. Zwłaszcza w przypadku stosowania maszyny do odlewania próżniowego do odlewania, ponieważ jest to ręczne odlewanie w warunkach próżni, konieczne jest zabezpieczenie przepływu stopionego metalu. Zazwyczaj stosuje się płomień redukujący; po umieszczeniu formy gipsowej płomień jest zapalany, a płomień musi pokrywać bramę zalewania formy, co może wyeliminować powietrze wewnątrz formy.
1.3 Polerowanie zjawiska "czerwonej plamy"
Srebro próby 925 często tworzy ciemnoczerwone plamy na powierzchni podczas polerowania, co poważnie wpływa na jasność i estetykę polerowanej powierzchni, a także na przyczepność warstwy galwanicznej. Zjawisko to jest bardziej widoczne na powierzchniach produktów poddanych obróbce termicznej, takiej jak wyżarzanie i spawanie.
Po podgrzaniu srebrnego bloku w temperaturze 700 ℃ przez 1,5 godziny, stan utlenienia zaobserwowano pod mikroskopem, ujawniając, że stop nie tylko utworzył warstwę tlenku na powierzchni, ale także rozwinął wewnętrzną strefę utleniania pod powierzchnią (rysunek 4-16).

Srebro próby 925 należy do stopu Ag-Cu. Gdy stop wchodzi w kontakt z tlenem w powietrzu w wysokich temperaturach, selektywne utlenianie Cu następuje dopiero po przekroczeniu temperatury 400K. Gdy próbka jest zanurzona w rozcieńczonym kwasie siarkowym, warstwa powierzchniowa tlenku miedzi może zostać usunięta. Dlatego po lekkim wypolerowaniu próbka może mieć srebrno-biały kolor. Jednak po dalszym polerowaniu na polerowanej powierzchni pojawiły się ciemnoczerwone plamy, które uszkodziły właściwości odblaskowe polerowanej srebrnej powierzchni (rysunek 4-17), wskazując, że produkty utleniania Cu nadal istnieją w tym obszarze.

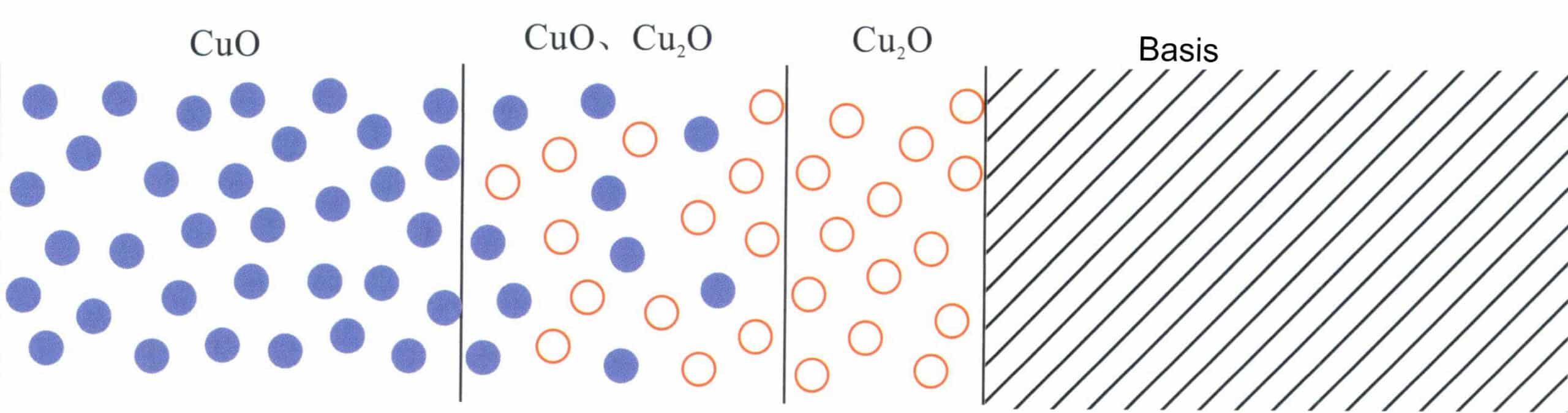
Gdy miedź wchodzi w kontakt z tlenem w powietrzu w wysokich temperaturach, na przykład podczas walcowania na gorąco, wyżarzania lub spawania, powierzchnia miedzianego przedmiotu obrabianego najpierw utlenia się, tworząc czerwoną Cu2O, a następnie utlenia się do czarnego CuO. Utlenianie miedzi nie ogranicza się do powierzchni stopów srebra, ale może przenikać na pewną głębokość (rysunek 4-18). Zgodnie z teorią kinetyki utleniania stopów w wysokiej temperaturze, gdy dwa dyfundują jednocześnie z Cu, musi nastąpić akumulacja Cu2O w wewnętrznej strefie utleniania, a stop, który nie został poddany wewnętrznemu utlenianiu na wewnętrznym froncie utleniania, będzie wykazywał zubożenie Cu. Ag ma silną zdolność pochłaniania tlenu i transportu tlenu do wnętrza metalu w wysokich temperaturach. W związku z tym dyfuzja tlenu jest dominująca, a jego przepuszczalność jest znacznie wyższa niż Cu. Dlatego tlen może przenikać do podwarstwy powierzchni stopu, generując wewnętrzne osady tlenku. Musi istnieć bezpośrednia droga od tlenku do powierzchni stopu, aby usunąć tlenek miedzi z podwarstwy poprzez trawienie kwasem. Zawartość miedzi w srebrze próby 925 wynosi tylko 7,5%, a jego struktura jest dwufazowym roztworem stałym bez tworzenia sieci tlenków, co oznacza, że nie ma bezpośredniej drogi do wnętrza podczas zanurzenia w kwasie, umożliwiając wewnętrzną Cu2O pozostaje nienaruszona. W rezultacie powierzchnia utlenionej próbki srebra nadal wykazuje czarne i nieregularne plamy, znane jako "czerwone plamy".
Badania wykazały, że nasilenie czerwonych plam na powierzchni srebra próby 925 jest ściśle związane z temperaturą i czasem ogrzewania (rysunek 4-19). Im wyższa temperatura ogrzewania i dłuższy czas ogrzewania, tym grubsza staje się warstwa tlenku na powierzchni i tym głębiej wewnętrzna warstwa tlenku wnika w podłoże, co utrudnia jej usunięcie konwencjonalnymi metodami polerowania.

1.4 Zjawisko zmiany koloru na ciemniejszy
Srebro samo w sobie jest podatne na ciemnienie i przebarwienia. Dodanie pierwiastków Cu do srebra próby 925 nie poprawia tendencji stopu do odbarwiania się. Co więcej, stop srebra próby 925 ma strukturę dwufazową zarówno w stanie odlanym, jak i starzonym, składającą się z roztworu stałego bogatego w srebro i roztworu stałego bogatego w miedź, które są dwiema niekompatybilnymi fazami. Różnica potencjałów między tymi dwiema fazami tworzy zlokalizowane reakcje mikro-baterii, zwiększając wydajność korozji elektrochemicznej stopu srebra i zmniejszając jego odporność na korozję. Z tego powodu srebrna biżuteria jest podatna na korozję i przebarwienia, co poważnie wpływa na jakość wyglądu srebrnych ozdób.
2. Wpływ pierwiastków stopowych na srebro próby 925
Ze względu na tendencję srebra próby 925 do powstawania czerwonych plam po polerowaniu i matowych przebarwień, a także podatność na wady metalurgiczne i odlewnicze podczas topienia, wymagana jest obróbka modyfikująca. Wiąże się to z dodawaniem stopów w celu zwiększenia ogólnej wydajności przy jednoczesnym zachowaniu dobrych właściwości mechanicznych. Typowe pierwiastki stopowe obejmują Si, Zn, Sn, Ce, Ge i inne.
2.1 Wpływ krzemu (Si) na srebro próby 925
Tradycyjne stopy srebra mają tendencję do pochłaniania gazu podczas topienia i odlewania, co czyni je podatnymi na utlenianie i skutkuje większymi porami gazu w odlewach. Na górze znajdują się kanały ucieczki gazu spowodowane absorpcją gazu krzepnięcia, któremu towarzyszą utlenione wtrącenia, a wtrącenia występują również w odlewach. Dodanie niewielkiej ilości krzemu do srebra szterlingowego może skutecznie poprawić jego tendencję do absorpcji gazu i odporność na utlenianie, co skutkuje lepszą jakością odlewu, zmniejszeniem defektów porów gazowych i wtrąceń oraz poprawą jakości powierzchni po polerowaniu. Z termodynamicznego punktu widzenia, wartość energii swobodnej Gibbsa dla tlenków tworzących krzem jest wyższa niż dla tlenków miedzi. Dlatego po dodaniu odpowiedniej ilości krzemu, krzem w stopionym metalu preferencyjnie reaguje z tlenem, zmniejszając defekty porów gazowych. Ze względu na niską gęstość i wysoką lepkość krzemionki, można ją usunąć z powierzchni stopionego metalu za pomocą topnika, gdy wypłynie na powierzchnię. Krzem dodawany do srebra próby 925 pomaga również poprawić odporność stopu na utlenianie i przebarwienia siarczkowe.
Wraz ze wzrostem zawartości Si, struktura ziarna stopniowo staje się grubsza, pogarszając efekt polerowania powierzchni i prowadząc do pojawienia się efektu "skórki pomarańczy" na powierzchni. Gdy zawartość krzemu przekracza pewną wartość, kruchość stopu znacznie wzrasta, co czyni go podatnym na pękanie podczas przetwarzania.
2.2 Wpływ cynku (Zn) na srebro szterlingowe
Zn może obniżyć temperaturę topnienia srebra, zwiększyć płynność stopu, zmniejszyć wady skurczowe i sprawić, że struktura odlewu będzie gęstsza, ale nie ma znaczącego wpływu na wielkość ziarna. Jako pierwiastek aktywny tlenowo, Zn, po dodaniu do srebra, preferencyjnie reaguje z tlenem w stopionym metalu, co może pomóc zmniejszyć utlenianie stopionego metalu z powodu pochłoniętego tlenu. Jednakże, gdy zawartość cynku jest zbyt wysoka, może łatwo zwiększyć ilość utlenionych wtrąceń w stopionym metalu.
Różnica wielkości atomowej między Zn i Ag wynosi 7,76%, Cu, a różnica wielkości atomowej z Ag wynosi 11,50%, Zn. Efekt wzmacniający Ag jest mniej silny niż Cu. Gdy Zn częściowo zastępuje Cu w srebrze, twardość odlewu i wyżarzania jest zmniejszona. Gdy zawartość Zn przekracza 3,36%, twardość odlewnicza srebra próby 925 wynosi tylko około HV50, co utrudnia spełnienie wymagań dotyczących inkrustacji biżuterii i odporności na zużycie. Zn ma niekorzystny wpływ na wydajność przetwarzania stopu, zmniejszając jego plastyczność. Nadmierna zawartość Zn powoduje takie problemy jak rozwarstwianie, łuszczenie i pękanie podczas przetwarzania.
Potencjał elektrodowy Zn jest niższy niż Ag i Cu, a warstwa pasywacyjna spontanicznie tworzy się na powierzchni srebra Sterling, spowalniając korozję elektrochemiczną i poprawiając odporność stopu na przebarwienia siarczkowe i utlenianie. Wraz ze wzrostem zawartości Zn, srebro Sterling. Grubość warstwy tlenku stopniowo maleje. Mimo to, gdy zawartość Zn przekracza 3,5%, srebro Sterling jest bardziej podatne na wtrącenia oksydacyjne, co niekorzystnie wpływa na jego odporność na korozję elektrochemiczną i działanie zapobiegające przebarwieniom siarczkowym.
2.3 Wpływ stannu (Sn) na srebro szterlingowe
Dodanie Sn do srebra próby 925 może obniżyć temperaturę topnienia stopu, zwiększyć płynność stopu i zmniejszyć skurcz stopu, co skutkuje gęstszą strukturą odlewu. Niewielka ilość Sn może również udoskonalić strukturę stopu; jednak gdy zawartość Sn przekracza 2%, struktura stopu wykazuje zauważalne zgrubienie, tworząc stosunkowo duże dendryty oraz skurcz i segregację.
W stopach srebra, częściowe zastąpienie Cu przez Sn ogólnie poprawia początkową twardość stopu w stanie odlanym. Wraz ze wzrostem zawartości Sn twardość stopu najpierw rośnie, a następnie maleje. Gdy zawartość Sn zbliża się do 1%, twardość osiąga maksymalną wartość; jednak plastyczność stopu jest znacznie ograniczona, co może prowadzić do pękania podczas obróbki na zimno.
Sn jest również pierwiastkiem aktywnym tlenowo. Pewna ilość Sn może tworzyć gęstą warstwę tlenku na powierzchni stopu, chroniąc podłoże. Sn może poprawić odporność srebra na korozję elektrochemiczną. Wraz ze wzrostem zawartości Sn poprawia się odporność stopu na korozję elektrochemiczną. Gdy zawartość Sn przekracza 2%, przebarwienia siarczkowe stopu i odporność na utlenianie są znacznie zwiększone.
2.4 Wpływ ceru (Ce) na srebro próby 925
Dodatek pierwiastka ziem rzadkich Ce do srebra szterlingowego znacząco wpływa na jego strukturę. Ce może skutecznie oczyścić metalową ciecz i zmniejszyć zawartość gazu. Gdy zawartość Ce wynosi poniżej 0,05%, może udoskonalić strukturę ziarna, głównie dlatego, że Ce działa jako rafinator ziarna podczas procesu krzepnięcia cieczy metalowej, zmniejszając stopień porowatości skurczowej i poprawiając gęstość podczas wyżarzania; Ce może również utrudniać migrację granic ziaren, utrzymując w ten sposób drobnoziarnistą strukturę.
Śladowe ilości Ce mogą poprawić właściwości mechaniczne srebra, zwiększając jego wytrzymałość i twardość, zwiększając plastyczność i poprawiając efekt utwardzania stopu. Gdy zawartość Ce jest dalej zwiększana, jest on podatny na segregację na granicach ziaren, pogarszając wydajność przetwarzania stopu i czyniąc go bardziej podatnym na wtrącenia oksydacyjne.
Po dodaniu śladowych ilości Ce można znacznie poprawić odporność na korozję elektrochemiczną, punktową odporność na utlenianie i odporność na przebarwienia siarczkowe srebra. Gdy zawartość Ce przekroczy 0,075%, odporność srebra na korozję spadnie.
2.5 Wpływ Ge na srebro próby 925
Gdy Ge jest dodawany do srebra szterlingowego, a jego zawartość wynosi od 0,2% do 0,8%, twardość odlewu srebra szterlingowego jest wyższa, a jego wydajność utwardzania podczas pracy, odporność na korozję elektrochemiczną i odporność na odbarwienia są lepsze w porównaniu do srebra szterlingowego, co odzwierciedla lepszą ogólną wydajność. Gdy zawartość Ge jest zbyt niska, poprawa wydajności srebra nie jest znacząca; jednak gdy zawartość jest zbyt wysoka, może łatwo spowodować zgrubienie ziarna stopu, prowadząc do spadku ogólnej wydajności stopu.
Sekcja V Przebarwienia i ochrona srebra
Srebro i jego stopy są szeroko stosowane w przemyśle jubilerskim i mają istotną cechę: łatwo ulegają matowieniu i przebarwieniom. Po odbarwieniu stopów srebra połysk powierzchni znacznie spada, co poważnie wpływa na jakość wyglądu biżuterii i zwiększa trudność przetwarzania stopu.
1. Przyczyna matowienia srebra
Potencjał chemiczny czystego srebra wynosi +0,799 V, czyli jest stosunkowo wysoki w porównaniu do standardowego potencjału wodoru, co klasyfikuje je jako metal obojętny. W normalnych warunkach nie reaguje chemicznie z kwasami ani zasadami, reagując jedynie z silnie utleniającymi stężonymi kwasami (takimi jak stężony kwas azotowy i gorący stężony kwas siarkowy). Srebrna biżuteria będzie jednak stopniowo matowieć po pewnym czasie noszenia lub nawet po umieszczeniu jej w pudełku do przechowywania na pewien czas, a tradycyjne srebro próby 925 jest szczególnie podatne na matowienie. Przyczyny matowienia srebra można podsumować następująco.
1.1 Odbarwienie siarczkiem srebra
Srebro i jego stopy są podatne na korozję i odbarwienia w środowiskach zawierających H2S, SO2i COS. Srebro jest bardzo wrażliwe na H2S, a gdy stężenie H2S w atmosferze osiąga 0,2 x 10-9 (ułamek objętościowy), wystarcza do korozji srebra, powodując powstawanie czarnego Ag2S, a mianowicie:
4Ag + 2 H2S + O2 = 2Ag2S + 2H2O
Szybkość odbarwiania siarczku srebra w atmosferze H2S podąża za dyfuzyjnym mechanizmem kinetycznym Wagnera, a gdy zawartość H2S wzrasta lub gdy H2S współistnieje z innymi gazami, takimi jak NO2, O2Szybkość odbarwiania siarczku srebra wzrasta. SO2 w powietrzu można również przekształcić w S2-aby utworzyć Ag2S, powodując odbarwienie srebra. Czułość SO2 nie jest tak wysoka jak H2S, ale gdy SO2 współistnieje z innymi gazami, takimi jak NO2 i O2Szybkość odbarwiania się siarczków również wzrośnie.
Srebro jest bardzo wrażliwe na roztwory siarczków zawierające tlen. Odbarwienie pojawia się powoli, gdy srebro jest zanurzone w beztlenowym roztworze Na2S. Jeśli jednak próbka zostanie wyjęta, a roztwór siarczku sodu przyczepiony do powierzchni srebra wejdzie w kontakt z tlenem, próbka srebra szybko wykaże oczywiste odbarwienie. Im dłużej jest wystawiona na działanie powietrza, tym poważniejsze staje się odbarwienie. Sekwencja zmian koloru to srebrny, biały → żółty → brązowy → niebieski. Wynika to z faktu, że standardowy potencjał elektrody Ag (0,779 V) jest niższy niż potencjał O przy 1,229 V. Ag jest termodynamicznie niestabilny, gdy obecny jest tlen, najpierw przez O2 utlenia się do Ag+ a następnie połączenie z Ag+ i S2-tworząc nierozpuszczalny związek Ag2S. Im wyższe stężenie siarczków, tym poważniejsze odbarwienie. Reakcja chemiczna srebra w roztworze wodnym Na2S zawierającym tlen przebiega następująco:
4Ag + 2H2O + O2 + 2S2-= 2Ag2S↓+4OH–
Stopy Ag-Cu są bardziej podatne na tworzenie się siarczków i wytwarzają czarny Cu2 S, ponieważ Cu łatwiej ulega siarczkowaniu niż Ag; dlatego łatwiej się odbarwiają niż czyste srebro.
1.2 Korozja elektrochemiczna w wilgotnym środowisku
W wilgotnym środowisku nierówności powierzchni srebra (nierównomierny skład stopu lub stany fizyczne, takie jak naprężenia wewnętrzne, gładkość powierzchni itp.) mogą powodować różne potencjały w różnych obszarach powierzchni metalu pod warstwą wody, tworząc różnicę potencjałów między tymi obszarami. Dwa sąsiadujące obszary o różnych potencjałach są połączone, przy czym warstwa wody działa jako elektrolit do transportu jonów, a metal służy jako przewodnik do transportu elektronów, tworząc cykl elektryczny. Tworzy to efekt baterii zwarciowej, tworząc wiele mikro-baterii korozyjnych na powierzchni metalu. Struktura odlewu srebra próby 925 składa się zazwyczaj z dwufazowej struktury składającej się z roztworu stałego bogatego w srebro i roztworu stałego bogatego w miedź. W wilgotnym środowisku faza roztworu stałego bogatego w miedź staje się anodą mikro-baterii korozyjnej, czyniąc stop bardziej podatnym na korozję i odbarwienia. Srebro wyższej jakości może również ulegać korozji elektrochemicznej z powodu zanieczyszczeń, a w wilgotnym środowisku zawierającym sól, powierzchnia srebra często przekształca się w chlorek srebra, szaro-brązową substancję klejącą przypominającą glebę.
1.3 Wpływ światła ultrafioletowego na przebarwienia srebra
Światło, jako zewnętrzne źródło energii, może promować jonizację jonów metali, przyspieszając w ten sposób reakcję między srebrem a czynnikiem korozyjnym, czyli przyspieszając reakcję odbarwiania srebra. Gdy powierzchnia posrebrzanej warstwy jest napromieniowana światłem o różnych długościach fal, wyniki przedstawiono w tabeli 4-8. Można zauważyć, że posrebrzana warstwa jest podatna na przebarwienia po pochłonięciu światła ultrafioletowego, a zdolność napromieniowanej długości fali światła do powodowania przebarwień wzrasta wraz ze spadkiem długości fali.
Tabela 4-8 Wpływ długości fali światła i czasu naświetlania na odbarwienie warstwy posrebrzanej
| Długość fali napromieniowanego światła/nm | Czas naświetlania / godziny | ||||
|---|---|---|---|---|---|
| Długość fali napromieniowanego światła/nm | 6 | 12 | 18 | 24 | 48 |
| 253.7 | Bez zmian | Ogniskowa plamka | Żółto-brązowy | Brązowo-czarny | Cały czarny |
| 365.0 | Bez zmian | Bez zmian | Bez zmian | Żółty | - |
| Światło słoneczne | Bez zmian | Bez zmian | Bez zmian | Zlokalizowana plamka | - |
Zgodnie z wynikami rentgenowskiej spektroskopii fotoelektronów i analizy spektroskopii Augera, zmiana koloru posrebrzanej warstwy w świetle ultrafioletowym składa się głównie z Ag2O, AgO, AgCl i odpowiadające im związki srebra.
2. Sposoby zapobiegania przebarwieniom srebra
Jeśli chodzi o przebarwienia srebra i jego stopów, zarówno w kraju, jak i za granicą przeprowadzono wiele badań nad sposobami poprawy odporności srebra na przebarwienia. Z perspektywy promowania odporności na przebarwienia, można je podsumować w dwóch głównych kategoriach: obróbka modyfikacji powierzchni stopów srebra i rozwój stopów srebra odpornych na przebarwienia.
2.1 Technologia modyfikacji powierzchni zapobiegająca przebarwieniom srebra
Modyfikacja powierzchni polega na zastosowaniu metod chemicznych lub fizycznych w celu utworzenia obojętnej warstwy na powierzchni srebrnej biżuterii, izolując srebrne podłoże od czynników korozyjnych w środowisku, blokując reakcje między światłem, utleniaczami, czynnikami korozyjnymi i srebrem oraz zapobiegając występowaniu przebarwień. W zależności od rodzaju utworzonej warstwy, modyfikację powierzchni można podzielić na kilka głównych typów: galwanizacja, zanurzenie, pasywacja chemiczna, pasywacja elektrochemiczna, pasywacja adsorpcji organicznej, powlekanie żywicą i folie samoorganizujące się.
Rodowanie jest najczęściej stosowaną metodą modyfikacji powierzchni srebrnej biżuterii. Poprzez nałożenie cienkiej warstwy rodu na powierzchnię biżuterii można uzyskać jasny, lustrzany wygląd, a warstwa rodu ma wysoką twardość i dobrą stabilność chemiczną, co może zwiększyć odporność na zużycie i odbarwienia srebrnej biżuterii. Jednak ze względu na koszty produkcji i efekt jasności powierzchni, warstwa rodu na biżuterii jest zwykle bardzo cienka i może łatwo ścierać się podczas użytkowania, tracąc swój efekt ochronny.
Metody pasywacji chemicznej lub elektrochemicznej mogą tworzyć nieorganiczną warstwę pasywacyjną na powierzchni srebra. Pasywacja chromianowa jest powszechnie stosowaną metodą pasywacji chemicznej dla srebrnej biżuterii rzemieślniczej, która generuje warstwę tlenku srebra i chromianu srebra w kwaśnym lub alkalicznym roztworze zawierającym sześciowartościowe związki chromu. Pasywacja elektrochemiczna wykorzystuje zasadę redukcji katodowej do wytworzenia warstwy złożonej z chromianu srebra, kwasu chromowego, zasadowego chromianu srebra i zasadowego kwasu chromowego na powierzchni srebra. Warstwy te mają dobre efekty pasywacji, mogą zmniejszać energię swobodną powierzchni stopu i zapobiegać przebarwieniom, a jednocześnie nie mają znaczącego wpływu na wygląd srebrnych rzemiosł. Problemem jest jednak to, że warstwa folii musi być bardziej gęsta, słaba stabilność mechaniczna, złożona struktura, trudności z pokryciem krawędzi i wpływ na środowisko.
Zastosowanie metod takich jak zanurzanie, natryskiwanie i powlekanie w celu utworzenia organicznej warstwy ochronnej na powierzchni srebra może poprawić jego właściwości antykorozyjne, a znaczące badania zostały przeprowadzone w tym obszarze zarówno w kraju, jak i za granicą. Benzotriazol, tetrazol i różne związki zawierające siarkę mogą tworzyć kompleksy na srebrze. Folie kompozytowe mogą być tworzone, a niektóre rozpuszczalne w wodzie polimery są dodawane w celu utworzenia środków filmowych, ale wynikowa warstwa folii musi być bardziej gęsta, a efekt matowienia może być lepszy. Niektóre środki ochronne to rozpuszczalne w oleju środki antykorozyjne na bazie parafiny i długołańcuchowych czwartorzędowych soli amoniowych, które mogą tworzyć stałą warstwę smarującą na powierzchni srebra, zapewniając dobry efekt antykorozyjny. Jednak ich odporność na korozję roztworową jest słaba, a stosowanie gorącej benzyny jako rozpuszczalnika stwarza znaczne ryzyko. Dodatkowo, po nałożeniu warstwy wosku na powierzchnię, jasność i współczynnik odbicia stopu zostaną znacznie zmniejszone. Natryskiwanie lakieru akrylowego, lakieru poliuretanowego i przezroczystego lakieru z silikonu organicznego na powierzchnię stopów srebra może zwiększyć ich odporność na matowienie. Powłoka musi jednak mieć wystarczającą grubość, aby zapewnić pewien efekt antykorozyjny, co może również wpływać na wygląd srebrnej biżuterii rzemieślniczej.
Tradycyjne środki ochronne nie sprawdzają się dobrze w ochronie szczelin srebrnej biżuterii rzemieślniczej, podczas gdy molekularne systemy samoorganizacji, takie jak alkilotiole, silany organiczne i zasady Schiffa, mogą tworzyć filmy ochronne na powierzchni srebrnej biżuterii. Warstwy te mają takie cechy, jak gęsta i jednolita struktura, na którą nie ma wpływu kształt powierzchni podłoża, są wolne od zanieczyszczeń metalicznych i nie wpływają na wygląd podłoża, wykazując doskonałą zdolność przeciwdziałania matowieniu srebra, co czyni je jednym z obiecujących procesów obróbki powierzchni zmatowionej srebrnej biżuterii rzemieślniczej.
Ogólnie rzecz biorąc, procesy modyfikacji powierzchni mają takie cechy, jak niski koszt, proste i praktyczne procesy oraz pewne działanie zapobiegające matowieniu. Jednak ze względu na cienkość wygenerowanej warstwy, odsłonięte srebrne podłoże nadal będzie miało kontakt z czynnikami korozyjnymi i matowieje po zarysowaniu.
2.2 Odporne na matowienie stopy srebra poprzez ogólne stopowanie
Już w 1927 r. Narodowe Biuro Standardów w Stanach Zjednoczonych zaproponowało po badaniach, że nie ma innego sposobu, aby całkowicie zapobiec reakcji siarczkowania srebra, chyba że jest ono stopione z innymi metalami szlachetnymi. Aby powstrzymać powstawanie siarczków srebra, konieczne jest tworzenie stopów z 40% palladem, 70% złotem lub 60% platyną. Nie można jednak zaprzeczyć, że poprawa odporności stopów srebra na matowienie poprzez tworzenie stopów jest nadal niezbędną i skuteczną metodą. Wiele krajów na całym świecie wciąż dąży do opracowania nowych rodzajów stopów srebra odpornych na matowienie, osiągając pewne wyniki badań. Główne pierwiastki stopowe tworzące odporne na matowienie stopy srebra można podzielić na trzy kategorie.
(1) Stopy z metalami szlachetnymi.
Spośród wszystkich pierwiastków metali szlachetnych, srebro ma stosunkowo aktywne właściwości chemiczne. Dodanie pierwiastków metali szlachetnych o wyższym potencjale chemicznym, takich jak Au, Pd i Pt, może poprawić potencjał elektrodowy stopów srebra i zwiększyć ich odporność na matowienie. Na przykład, dodanie 5% Pd do srebra próby 925 znacznie poprawiło odporność na matowienie stopu srebra, który nie wykazywał znaczących przebarwień ani korozji po dziesięciu dniach w atmosferze chloru lub amoniaku. Wydłużenie stopu wynosi między 15%-26% i może być wytwarzane przy użyciu konwencjonalnych metod odlewania i formowania mechanicznego. Podobnie, w serii odpornych na matowienie stopów srebra zawierających platynę, gdy zawartość Pt wynosi 1%, odporność na matowienie jest ponad trzykrotnie większa niż w przypadku srebra próby 925; gdy zawiera Pt 3,5%, odporność na matowienie jest ponad sześciokrotnie większa niż w przypadku srebra próby 925; gdy zawiera Pt 5%, odporność na matowienie jest ponad ośmiokrotnie większa niż w przypadku srebra próby 925. Stopy srebra zawierające platynę mogą znacznie poprawić wielkość ziarna przy jednoczesnym zwiększeniu twardości; stop ma również doskonałą plastyczność; zwiększa jasność stopu, zbliżając się do koloru platyny i zapobiega pojawianiu się czerwonych plam. Stopy z metalami szlachetnymi znacznie zwiększają koszty materiałowe srebra odpornego na matowienie, a jego zastosowanie rynkowe jest stosunkowo ograniczone.
(2) Stopy z metalami ziem rzadkich.
Wiele badań wykazało, że dodanie śladowych ilości pierwiastków ziem rzadkich do srebra lub stopów srebra pomaga poprawić odporność stopu na przebarwienia siarczkowe. Najczęściej stosowane pierwiastki ziem rzadkich obejmują itr (Y), cer (Ce), lantan (La) itp. Na przykład, gdy pierwiastki ziem rzadkich są dodawane do czystego srebra, jeśli zawartość pierwiastków ziem rzadkich wynosi poniżej 0,11%, może wykazywać lepszą odporność na przebarwienia siarczkowe niż czyste srebro. Dodatek pierwiastków ziem rzadkich poprawia wielkość ziarna odkształconej na zimno struktury rekrystalizacyjnej, a rozproszona druga faza związku srebra i ziem rzadkich utworzona w wyniku fragmentacji i ponownej agregacji skutecznie wzmacnia stop srebra i poprawia stabilność termiczną stopu, wykazując wysoką odporność na starzenie się. Większość odpornego na matowienie srebra opracowanego w kraju wybrało pierwiastki ziem rzadkich jako pierwiastki stopowe.
(3) Stop z innymi pierwiastkami aktywnymi tlenowo.
Dodanie pierwiastków aktywnych tlenowo, takich jak Zn, Si, Sn, In i Ge do stopu Ag-Cu może poprawić odporność stopów srebra na siarczkowanie i przebarwienia oksydacyjne. Jest to obecnie najpopularniejszy rodzaj odpornego na matowienie stopu srebra na rynku. Włochy, Stany Zjednoczone, Niemcy i inne kraje opracowały różne odporne na matowienie wypełniacze ze stopów srebra, uzyskując efekty odbarwienia siarczkowego, które osiągają ponad pięciokrotnie więcej niż srebro próby 925. Zasada jego odporności na matowienie: pierwiastki te należą do pierwiastków aktywnych tlenowo, a ich tlenki mają niższą energię swobodną niż tlenki miedzi, z większym powinowactwem do tlenu, co pozwala na tworzenie bardziej stabilnych tlenków. Przed utworzeniem Ag2S, tlenki te tworzą gęstą warstwę ochronną, działając jako bariera chroniąca srebrną matrycę.
Sekcja VI Ocena wydajności i typowe problemy związane ze srebrem odpornym na matowienie
1. Ocena działania srebra zapobiegającego matowieniu
Na rynku pojawiły się różne srebrne materiały wypełniające zapobiegające przebarwieniom, których skuteczność jest bardzo zróżnicowana. Konieczne jest przyjęcie odpowiednich metod oceny ich działania, co zapewni podstawę do wyboru odpowiednich materiałów wypełniających.
1.1 Metody oceny skuteczności zapobiegania przebarwieniom
Odporność na odbarwienia jest jednym z najważniejszych wskaźników wydajności stopów srebra, obejmującym głównie odporność na odbarwienia siarczkowe i czerwone plamy oksydacyjne, które należy przetestować eksperymentalnie.
1.1.1 Metoda oceny odporności na przebarwienia siarczkowe
Zgodnie z warunkami i lokalizacjami wykorzystywanymi w eksperymencie, dzieli się on na metody testowania na zewnątrz i w laboratorium.
(1) Metoda testowania na zewnątrz
Metoda testowania na zewnątrz polega na umieszczeniu próbek stopu srebra w rzeczywistym środowisku w celu obserwacji czasu, w którym próbki pozostają niezmienione pod względem koloru i specyficznych zjawisk zmiany koloru, które występują w celu oceny odporności stopu na zmianę koloru. Metoda ta może dokładniej odzwierciedlać odporność stopu na zmianę koloru, ale ma swoje wady: (1) Czas uzyskania wyników testu jest stosunkowo długi; na przykład w niektórych środowiskach stopy o dobrej odporności na korozję mogą potrzebować lat, aby uzyskać wyniki; (2) Powtarzalność wyników jest niska. Ze względu na różnice w regionach i czasach, środowisko naturalne będzie się do pewnego stopnia różnić. Dlatego wyniki tego samego stopu testowanego w różnych regionach będą się znacznie różnić; nawet w tym samym regionie w różnym czasie wyniki testów również będą się różnić.
Ze względu na długi czas testowania w naturalnym środowisku, czasami stosuje się metody przyspieszonej korozji w celu szybszego uzyskania wyników. Na przykład, umieszczają one stop w trudnych warunkach, takich jak w pobliżu warsztatów galwanicznych lub spalin kotłowych, lub wystawiają go na działanie promieniowania ultrafioletowego w atmosferze w celu przeprowadzenia testów. Jednak na metody te łatwo wpływa zanieczyszczenie środowiska i inne czynniki, co prowadzi do znacznych różnic w stopniu podobieństwa, autentyczności i powtarzalności wyników testów w porównaniu z naturalną zmianą koloru korozji. Dlatego też nie są one zalecane.
(2) Laboratoryjna metoda testowania
W zależności od mediów korozyjnych stosowanych w testach laboratoryjnych, można je podzielić na dwie metody: testy w fazie ciekłej i testy w fazie gazowej.
(2.1) Metoda badania fazy ciekłej.
Najczęściej stosowanymi metodami są metoda zanurzeniowa w roztworze siarczku i metoda sztucznego potu. Pierwsza z nich polega na zanurzeniu próbki w roztworze siarczku sodu lub siarczku amonu o określonym stężeniu, przy użyciu metody Tuccillo-Nielsena, która jest dość ogólna. Próbka jest mocowana na obracającym się kole i okresowo zanurzana w roztworze o stężeniu 0,5% lub 2% Na2S z prędkością 1r/min. Może skutecznie wykrywać odporność stopów srebra na odbarwienia pod wpływem utlenionego roztworu siarczku sodu. Ta ostatnia polega na przygotowaniu sztucznego potu zgodnie z odpowiednimi normami, zanurzeniu próbki w pocie o określonej wartości pH i temperaturze, zwykle około pH 6,5, w temperaturze 30 ℃ lub 37 ℃. Podczas testu zanurzeniowego konieczne jest utrzymanie stabilności temperatury roztworu, a próbka i próbka porównawcza powinny być badane w tych samych warunkach. Zmiany koloru próbki porównawczej po różnych czasach zanurzenia można dokładnie zmierzyć za pomocą kolorymetru w celu określenia stopnia odbarwienia próbki.
(2.2) Metoda badania fazy gazowej.
Stosowanie metod testowania fazy gazowej do badania odporności na odbarwienia stopów srebra i powłok srebrnych stało się dość powszechne, tworząc międzynarodowe i krajowe standardy. Testy fazy gazowej mogą być przeprowadzane w gazie statycznym lub przepływającym. Gaz zawiera substancje, które mogą powodować przebarwienia materiałów ze stopów srebra, takie jak H2S, SO2, Cl2i NO2który może być pojedynczym gazem lub mieszaniną dwóch lub więcej gazów; gaz może być wprowadzany lub generowany w wyniku reakcji chemicznych. Typowe metody badania fazy gazowej obejmują głównie:
A. H2S. Metoda ta wykorzystuje H2S do przeprowadzania przyspieszonych testów korozyjnych, szeroko stosowanych w przemyśle elektronicznym do oceny odporności na odbarwienia komponentów elektronicznych i materiałów styków elektrycznych, zgodnie z wieloma normami międzynarodowymi i krajowymi. Normy te obejmują te wykorzystujące wysokie stężenie H2S, jak również atmosfery o niskim stężeniu. Nie ma jednak określonego standardu testowania odporności na odbarwienia w branży jubilerskiej, co prowadzi do różnych praktyk, z których niektóre odnoszą się do standardów branży elektronicznej w zakresie testowania, podczas gdy inne wybierają własne warunki testowania. Typową metodą testowania jest metoda tioacetamidowa (TAA), która jest ścisłym standardem pomiaru srebrnej biżuterii, odpowiadającym międzynarodowej normie Metallic Coatings-Thioacetamide corrosion test (TAA test) (BS EN ISO 4538-1995). Ze względu na wysokie stężenie H2S, niektóre powierzchnie stopów srebra są podatne na przebarwienia, a warstwa powłoki korozyjnej może się poluzować i odkleić, co może w pewnym stopniu wpływać na dokładność i powtarzalność wyników. Warunki odbarwienia różnych rodzajów stopów srebra po działaniu H2S przez 3 godziny, jak pokazano na rysunku 4-20, gdzie stężenie H2S wynosi 13 x 10-6Wilgotność względna wynosi 75%, a temperatura 30 ℃.

B. SO2 Metoda testowa. SO2 Może przyspieszyć korozję stopów srebra, typowe metody obejmują "Test korozji metali i innych powłok nieorganicznych w warunkach kondensacji dwutlenku siarki", który wykorzystuje pewną objętość, ogrzewaną zamkniętą akrylową komorę testową, wprowadzając określone stężenie SO2 testowany w trzech cyklach (ekspozycja nieciągła). Użycie pojedynczej dawki SO2 Gaz do testów korozyjnych ma dłuższy cykl testowy, a ocena wyników korozji między próbkami jest nieco trudna.
C. Metoda testu gazu mieszanego. Produkty korozji tej metody są stosunkowo zbliżone do rzeczywistych warunków, a wyniki testu są stosunkowo stabilne. Metoda ta jest przeprowadzana w specjalnie zaprojektowanym środowisku testowym, o wilgotności 75%, temperaturze 25°C, H2S i stężenia 0,8 mg/l, SO2i 3 mg/l, aktualizowane trzy razy na godzinę. W Japonii wynaleziono metodę przyspieszonej korozji mieszanego gazu do testowania stanu korozji stopów srebra w urządzeniach elektronicznych, składającą się z powietrza, H2S i NO2gdzie H2S jest głównym czynnikiem powodującym przebarwienia, a NO2 działa jako katalizator przyspieszający reakcję pomiędzy srebrem i H2S, umożliwiając powstawanie produktów korozji w krótszym czasie.
1.1.2 Metoda oceny działania czerwonej plamki przeciwutleniającej
Istnieją zasadniczo dwie metody oceny działania czerwonej plamki antyoksydacyjnej stopów srebra. (1) Umieść próbkę w piecu elektrycznym w celu podgrzania, kontrolując atmosferę, temperaturę ogrzewania i czas izolacji, a następnie wykonaj przekrój próbki, aby obserwować warstwę utleniania pod mikroskopem (rysunek 4-21). Wypoleruj próbkę i obserwuj stan czerwonej plamki na wypolerowanej powierzchni. Metoda ta pozwala stabilnie kontrolować warunki testowe, a dokładność testu jest stosunkowo dobra. (2) Podgrzać próbkę za pomocą palnika do określonej temperatury, a następnie zatrzymać ogrzewanie i pozwolić próbce ostygnąć naturalnie do temperatury pokojowej, powtarzając powyższą operację kilka razy, pobierając przekrój próbki w celu obserwacji stanu warstwy utleniania i polerowania w celu obserwacji stanu czerwonej plamki na powierzchni próbki; ta metoda ma większy czynnik ludzki.

1.2 Ocena wydajności procesu
Stopy srebra używane do produkcji biżuterii muszą mieć dobrą odporność na przebarwienia siarczkowe i plamy utleniania oraz wymagać dobrej wydajności mechanicznej i procesowej, co często stanowi sprzeczność w opracowywaniu połączeń. Niektóre pierwiastki stopowe korzystnie wpływają na odporność na przebarwienia. Mimo to, gdy ich zawartość osiągnie pewien poziom, mogą one negatywnie wpływać na wydajność odlewania i przetwarzania stopu, prowadząc do spadku ogólnej wydajności stopu; Z kolei niektóre pierwiastki stopowe mogą poprawić właściwości mechaniczne srebra, ale mogą nie być korzystne dla jego odporności na przebarwienia. Dlatego przy wyborze stopów srebra odpornych na przebarwienia należy ocenić ich odporność na przebarwienia, w pełni uwzględniając wymagania dotyczące wydajności stopu dla różnych technik przetwarzania. Na przykład, metoda topienia może wpływać na odporność stopu na utlenianie; ten sam stop może dawać różne wyniki podczas topienia za pomocą palnika, nagrzewania indukcyjnego w atmosferze lub topienia w atmosferze ochronnej lub próżni; podobnie, produkcja biżuterii może wykorzystywać metody odlewania, tłoczenia lub spawania, z których każda kładzie inny nacisk na wymagania dotyczące wydajności procesu stopu, wymagając oddzielnych ocen z perspektywy zdolności odlewania, wydajności obróbki na zimno, wydajności spawania itp, i w pełni uwzględniają operacyjność procesu stopu, aby uniknąć problemów operacyjnych, które mogą wynikać ze zbyt wąskiego zakresu procesu.
1.3 Ocena bezpieczeństwa i opłacalności
Stop srebra wykorzystywany do produkcji biżuterii musi spełniać wymogi bezpieczeństwa, a zawartość toksycznych i szkodliwych zanieczyszczeń nie może przekraczać międzynarodowych norm. Dodatkowo, kompleksowa wydajność stopu srebra i koszt materiału powinny być oceniane pod kątem opłacalności.
2. Najczęstsze problemy z matowieniem srebra do biżuterii
Kwestie związane z antykorozyjnym srebrem do biżuterii na rynku obejmują głównie następujące aspekty.
2.1 Niewystarczające działanie zapobiegające matowieniu
Kiedy firmy jubilerskie dyskutują o branży srebrnej biżuterii, najbardziej bezpośrednim pytaniem od klientów jest to, jak długo srebrna biżuteria może pozostać nienaruszona. Wielu klientów wymaga, aby pozostała ona nienaruszona przez co najmniej rok, ale firmy potrzebują pomocy, aby to zagwarantować. Oprócz wpływu środowiska użytkowania i metod przechowywania, istotnym powodem jest to, że odporność na matowienie samego stopu nie jest wyjątkowa. Stopy srebra zawierające pierwiastki metali szlachetnych, takie jak Pd i Pt, mają lepsze właściwości antykorozyjne, ale ich stosunkowo wysokie ceny odstraszają wiele firm, ponieważ klienci często muszą określić zastosowanie takich stopów lub zapłacić za nie dodatkowo. Na rynku dominują stopy srebra zapobiegające matowieniu, które wykorzystują stop pierwiastków aktywnych tlenowo. Teoretycznie gęsta warstwa tlenku utworzona przez te pierwiastki powinna zapobiegać dalszemu siarczkowaniu i utlenianiu metalu wewnętrznego, poprawiając w ten sposób odporność stopu srebra na siarczki i przebarwienia oksydacyjne. Należy jednak zauważyć, że mikrostruktura stopu bazowego, rozmieszczenie pierwiastków stopowych w bazie oraz struktura i właściwości mechaniczne powierzchniowej warstwy tlenku mogą znacząco wpływać na strukturę warstwy tlenku. Jeśli utworzona warstwa tlenku stopu jest nierównomiernie rozłożona, luźna i szorstka lub ma mikropęknięcia, nie zapewni skutecznej ochrony. Innymi słowy, różne stopy o różnych proporcjach składników dają różne wyniki w zakresie ochrony przed matowieniem. Nawet jeśli ten sam producent stopu używa tej samej formuły stopu, jeśli firma nie przestrzega ściśle określonych standardów procesu topienia i odlewania podczas produkcji, wyniki również mogą się różnić.
2.2 Problem niewystarczającej twardości
Wiele firm zgłaszało, że twardość odpornych na matowienie stopów srebra jest znacznie niższa niż w przypadku srebra próby 925, co sprawia, że są one stosunkowo łatwe do odkształcenia i nie są w stanie spełnić wymagań dotyczących tworzenia form, elastycznych części itp. Rzeczywiście tak jest. W przypadku stopów srebra, które poprawiają odporność na matowienie za pomocą pierwiastków metali szlachetnych Pd, Pt, ze względu na ich podobną strukturę krystaliczną do srebra i wysoką rozpuszczalność, efekt wzmocnienia jest słaby, a początkowa twardość jest ogólnie niska. Zn jest powszechnie stosowany jako główny pierwiastek stopowy dla odpornych na matowienie stopów srebra z innymi pierwiastkami, a efekt wzmocnienia może być lepszy. Dlatego też większość odpornych na matowienie stopów srebra ma niską twardość po odlaniu, zwykle poniżej HV60, co jest niewystarczające dla produktów jubilerskich o określonych wymaganiach wytrzymałościowych. Chociaż stopy mogą zwiększać twardość poprzez obróbkę odkształceniową, do produkcji większości zestawów biżuterii można stosować tylko procesy odlewania, co sprawia, że metody deformacji są nieodpowiednie. Oczywiście, niektóre stopy mogą poprawić twardość poprzez starzenie, ale często nie są one wykorzystywane lub są niewłaściwie wykorzystywane w rzeczywistej produkcji, ponieważ produkcja biżuterii obejmuje rzemiosło wieloprocesowe. Na etapie tworzenia formy, osadzania kamieni szlachetnych, a nawet polerowania, obrabiany przedmiot może zostać poddany spawaniu lub ogrzewaniu, zwykle wykonywanemu przez operatorów za pomocą ogrzewania płomieniowego, przy czym temperatura ogrzewania, czas ogrzewania i prędkość chłodzenia są dość dowolne, co ogólnie utrudnia osiągnięcie efektów oczekiwanych przez dostawców stopów. Dodatkowo, po osadzeniu biżuterii z kamieniami szlachetnymi, nie jest już odpowiednie stosowanie metod obróbki starzeniowej w celu zwiększenia twardości, ponieważ hartowanie w wysokiej temperaturze może łatwo uszkodzić kamienie szlachetne.
Dlatego też, z praktycznego punktu widzenia, konieczne jest zwiększenie twardości stopów po odlaniu i wyżarzeniu. Biorąc pod uwagę zalety zasobów Chin, warto rozważyć pierwiastki ziem rzadkich.
2.3 Kwestie związane z odlewaniem
Zdecydowana większość biżuterii powstaje poprzez odlewanie, a kilka firm jubilerskich utworzyło swoje działy odlewnicze. Firmy zazwyczaj kupują tylko wypełniacz od dostawców stopów, a następnie kupują czyste srebro w celu przygotowania wymaganego stopu srebra. Podczas procesu produkcji odlewów wiele firm często boryka się z różnymi problemami związanymi z odlewami, takimi jak porowatość, otwory piaskowe, skurcz, wtrącenia i pęknięcia, które wpływają na normalną kolejność produkcji i zwiększają koszty produkcji.
Srebro szterlingowe, z Cu jako głównym pierwiastkiem stopowym, jest podatne na wady, takie jak porowatość i wtrącenia utlenione, jeśli nie jest chronione podczas topienia, zwiększając lepkość stopionego metalu. Utleniona warstwa utworzona z przodu stopionego metalu zwiększa napięcie powierzchniowe, prowadząc do zwiększonego oporu napełniania i wpływając na wydajność formowania. Powstałe wady, takie jak porowatość i wtrącenia, znacznie zwiększają trudność późniejszego polerowania.
Stopy srebra składające się głównie z Pd, Pt i innych metali szlachetnych mają wyższą temperaturę topnienia, co zwiększa prawdopodobieństwo porowatości. Wynika to z faktu, że w jubilerstwie stosuje się głównie formy gipsowe, a gips ma słabą stabilność termiczną; im wyższa temperatura topnienia stopu, tym większa możliwość rozkładu termicznego gipsu, co prowadzi do porowatości odlewów.
Różne stopy srebra zapobiegające matowieniu zawierają różne rodzaje i ilości pierwiastków aktywnych tlenowo, wykazując różne właściwości odlewnicze. Tlenek Si ma niską gęstość i wysoką lepkość, dzięki czemu łatwo unosi się na powierzchni stopionego metalu i jest usuwany za pomocą topnika, co jest korzystne dla płynności i wydajności napełniania. Nadmiar Si może jednak prowadzić do pękania termicznego i problemów z polerowaniem; usuwanie tlenków Zn i Sn jest trudniejsze. W przypadku stopów srebra zawierających dużą ilość pierwiastków aktywnych tlenowo o niskiej temperaturze topnienia (takich jak Zn, Sn, In), użycie palnika do topienia może łatwo wytworzyć substancje lotne i utlenione wtrącenia, a użycie nagrzewania indukcyjnego może również prowadzić do podobnych problemów z powodu przegrzania. Dodanie niewielkiej ilości metali ziem rzadkich może poprawić właściwości wypełnienia. Mimo to, ilość metali ziem rzadkich wzrasta do pewnego stopnia. W takim przypadku powstałe tlenki metali ziem rzadkich zwiększą lepkość stopionego metalu, przeciwdziałając oczyszczającemu efektowi metali ziem rzadkich i negatywnie wpływając na wydajność odlewania.
Wśród powyższych kwestii, porowatość jest jednym z najbardziej znaczących problemów. Powstawanie porowatości jest ściśle związane z właściwościami samego stopu srebra. Jak wspomniano wcześniej, srebro ma typową cechę pochłaniania dużej ilości tlenu w stanie stopionym, powodując rozpryskiwanie stopionego metalu w wysokich temperaturach, co łatwo prowadzi do znacznych strat. Podczas procesu krzepnięcia odlewu rozpuszczalność gazu w stopionym metalu zmniejsza się wraz ze spadkiem temperatury, co prowadzi do przesycenia gazu, wytrącania się i powiększania, tworząc pęcherzyki, które nie są usuwane na czas, co powoduje porowatość (rysunek 4-22).

Na podstawie mechanizmu powstawania porów można zauważyć, że istnieją głównie dwa podejścia do zmniejszenia lub uniknięcia wad porów: (1) zminimalizowanie ilości gazu wchodzącego do stopionego metalu; (2) podjęcie środków w celu uwolnienia gazu ze stopionego metalu przed wylaniem.
(1) Zmniejszenie ilości gazu przedostającego się do stopionego metalu.
Po pierwsze, należy kontrolować jakość surowców. Surowce powinny być suche i czyste, a nie wilgotne lub tłuste. Zakupione czyste srebro występuje w postaci granulek, sztabek i płytek, przy czym granulki są najbardziej powszechne. Ponieważ granulki powstają w wyniku gwałtownego schładzania kropelek metalu w wodzie, czasami mogą być puste, a nawet zawierać wodę w środku, co może wprowadzić dużą ilość gazu podczas topienia. Przed użyciem należy je dokładnie wysuszyć lub wstępnie przetopić na wlewki. Jeśli powierzchnia surowców zawiera olej lub inne zanieczyszczenia organiczne, również wprowadzi gaz, zwłaszcza w przypadku ponownego wykorzystania złomu z wytłoczonej biżuterii, który często przylega do oleju. Przed użyciem należy go dokładnie odtłuścić i wyczyścić. Stosunek nowych i ponownie użytych materiałów powinien być rozsądnie kontrolowany podczas mieszania materiałów. Za każdym razem, gdy surowce są topione i odlewane, będą one zanieczyszczone, w tym absorpcją gazu, reakcją z formami gipsowymi i resztkowymi wtrąceniami. Dlatego ilość ponownie użytych materiałów powinna być kontrolowana w granicach 50%.
Po drugie, podczas topienia należy podjąć skuteczne środki ochronne. Różne przedsiębiorstwa mają różne warunki produkcji, a stosowane metody topienia również się różnią. Typowe metody topienia obejmują płomień gazowo-tlenowy, płomień acetylenowo-tlenowy, piec indukcyjny wysokiej częstotliwości i piec indukcyjny średniej częstotliwości. Podczas topienia w otwartej atmosferze stopiony metal nieuchronnie pochłania gaz; im większa powierzchnia cieczy i dłuższy czas kontaktu, tym większa tendencja do pochłaniania gazu, głównie tlenu z powietrza. W przypadku topienia płomieniowego obejmuje to również tlen wnoszony przez płomień utleniający. Dlatego podczas procesu topienia należy podjąć środki ochronne w celu zmniejszenia ilości pochłanianego gazu, jeśli srebro topi się w atmosferze; jako osłony można użyć pokruszonego węgla drzewnego, arkuszy grafitu lub odwodnionego boraksu. Jeśli stosuje się topienie w płomieniu, należy go dostosować do pomarańczowo-żółtego płomienia redukującego, a czas topienia powinien być możliwy do opanowania. Jeśli pozwalają na to warunki, priorytetem powinno być próżniowe topienie indukcyjne, które można przeprowadzić w niskiej próżni z gazem ochronnym. Obejmuje to najpierw ewakuację komory topienia, a następnie wypełnienie jej azotem lub argonem jako gazem ochronnym, a następnie ogrzewanie i topienie. Azot jest tańszy, ale ma pewną rozpuszczalność w srebrze, co stwarza ryzyko powstawania porów; argon jest droższy, ale jest bardziej stabilny w srebrze i powinien być traktowany priorytetowo.
(2) Promowanie uwalniania gazu w stopionym metalu przed jego wylaniem.
W warunkach atmosferycznych stopione srebro nieuchronnie absorbuje gaz. Aby uniknąć tworzenia się porów gazowych, stopiony metal powinien zostać poddany odgazowaniu przed wylaniem, co pozwoli na uwolnienie jak największej ilości gazu rozpuszczonego w srebrnej cieczy. Można zastosować dwie metody:
A. Wykorzystanie pływających pęcherzyków gazu do odgazowania. Poprzez wdmuchiwanie drobnych, gęstych pęcherzyków argonu na dno stopionego metalu za pomocą oddychającego korka, nie reaguje on ze stopionym metalem i staje się pływającymi pęcherzykami gazu. Pęcherzyki służą jako przestrzeń próżniowa dla gazów rozpuszczonych w stopionym metalu, umożliwiając rozpuszczonym gazom dyfuzję do pływających pęcherzyków, stając się cząsteczkami gazowymi, które unoszą się wraz z pęcherzykami. Gdy pływające pęcherzyki unoszą się na powierzchnię stopionego metalu, gaz wewnątrz pęcherzyków ucieka do atmosfery, osiągając cel zmniejszenia zawartości gazu w stopionym metalu.
B. Wykorzystanie metody kondensacji do odgazowania. Ciecz srebrna jest powoli schładzana do temperatury krzepnięcia, powodując wytrącanie się większości rozpuszczonego tlenu i innych gazów z powodu spadku rozpuszczalności wraz ze spadkiem temperatury, osiągając w ten sposób cel odgazowania. Następnie jest on szybko podgrzewany z powrotem do temperatury zalewania w celu odlania. W przypadku cieczy srebrnych o niskiej jakości surowca i wysokiej zawartości gazu można przeprowadzić wiele cykli kondensacji i przetapiania w celu poprawy ich jakości.
2.4 Kwestie związane z przetwarzaniem na zimno
Problemy związane z obróbką na zimno w procesie produkcji biżuterii srebrnej, powszechne techniki obróbki deformacji na zimno obejmują kucie objętościowe na zimno, takie jak walcowanie na zimno, wytłaczanie na zimno, tłoczenie itp. oraz tłoczenie blach, takie jak rozciąganie, wykrawanie, przycinanie, wykrawanie itp. Walcowanie materiałów, takie jak walcowanie na zimno, formowanie rolkowe itp. i następujące kwestie są często napotykane podczas przetwarzania.
(1) Powierzchniowe otwory piaskowe profili.
Jakość powierzchni profili zależy nie tylko od jakości powierzchni wlewka, ale jest również ściśle związana z jakością powierzchni rolek. Gdy powierzchnia walca ma zadrapania lub miejscowe uszkodzenia, zostaną one powielone na powierzchni profilu; gdy na powierzchni walca gromadzi się kurz lub inne zanieczyszczenia, zostaną one wciśnięte w powierzchnię profilu, pogarszając jakość powierzchni profilu (rysunek 4-23). Dlatego podczas produkcji należy często wycierać powierzchnię rolek, aby zapobiec gromadzeniu się kurzu i innych zanieczyszczeń, które mogłyby porysować rolki lub zostać wciśnięte w powierzchnię taśmy. Rolki powinny być przykryte, gdy nie są używane, aby chronić ich powierzchnię. Średnica rolek gotowego produktu powinna być niewielka i wysoce wypolerowana lub galwanizowana, aby uzyskać efekt lustra.

(2) Wady wyżarzania.
Obejmuje to powstawanie pęcherzy, nieprawidłowy wzrost ziarna i niekompletne wyżarzanie.
A. Pęcherze. Pęcherze na powierzchni arkuszy i taśm są spowodowane przez otwory gazowe we wlewku lub reakcje między wlewkiem a atmosferą podczas wyżarzania. Ciśnienie wzrasta, gdy pęcherzyki są podgrzewane, powodując, że metal otaczający pęcherzyk rozszerza się i tworzy pęcherze (rysunek 4-24). Problemu tego można zasadniczo uniknąć, kontrolując warunki odlewania lub wyżarzania. Na przykład, zwiększa odtlenianie podczas procesu topienia, zmniejsza zawartość rozpuszczonego tlenu i utlenianie w stopionym metalu, kontroluje temperaturę wyżarzania i unika stosowania atmosfer wyżarzania bogatych w wodór.
B. Nieprawidłowy rozrost ziaren. Srebro wykazuje znaczny wzrost ziarna, gdy temperatura wyżarzania jest zbyt wysoka lub czas wyżarzania w wysokiej temperaturze jest zbyt długi (rysunek 4-25). Zbyt grube ziarna wpływają na właściwości mechaniczne i poważnie wpływają na jakość powierzchni obrabianej biżuterii. Dlatego proces wyżarzania powinien być rozsądnie sformułowany w oparciu o rozmiar i jakość profilu.

Rysunek 4-24 Pęcherzyki pojawiające się na powierzchni srebrnych profili po wyżarzaniu

Rysunek 4-25 Nieprawidłowy wzrost ziarna spowodowany niewłaściwym wyżarzaniem srebra
C. Niekompletne wyżarzanie. Różne stopy srebra mają różne temperatury rekrystalizacji. Jeśli temperatura wyżarzania jest zbyt niska, ilość wsadu do pieca jest zbyt duża lub zastosowano nierównomierne ogrzewanie palnikiem, może wystąpić niepełne wyżarzanie. W takim przypadku naprężenia szczątkowe pozostaną w profilu, wpływając na późniejszą obróbkę i prowadząc do wad, takich jak pęknięcia.
2.5 Kwestie związane z polerowaniem
Biżuteria ma wysokie wymagania dotyczące jakości powierzchni, a większość biżuterii musi zostać poddana polerowaniu, aby uzyskać lustrzane wykończenie. Polerowanie stopów srebra zapobiegających matowieniu często napotyka na kilka typowych problemów, takich jak skórka pomarańczowa, wgniecenia, zadrapania i ogony komet. Gdy ziarno stopu jest gruboziarniste, jest on podatny na tworzenie powierzchni skórki pomarańczowej; gdy w stopie występują defekty skurczu lub porowatości, prawdopodobne jest tworzenie wgnieceń polerskich; gdy w strukturze ziarna stopu pojawiają się segregowane fazy lub wtrącenia o wysokiej twardości, łatwo jest tworzyć rysy polerskie i ogony komety.
Aby osiągnąć dobry efekt polerowania powierzchni, oprócz prawidłowego wykonania procesu polerowania, istotny wpływ mają również właściwości samego stopu. Udoskonalenie ziarna i poprawa wydajności odlewania to główne sposoby na zwiększenie wydajności polerowania.














