O guia definitivo para a fabricação de ligas de ouro K usadas em jóias
Um guia completo das propriedades e caraterísticas das ligas de ouro K
Introdução:
Domine a arte da joalharia em ouro K com o nosso guia, repleto de 70 termos-chave que definem a arte da liga de ouro. Descubra o equilíbrio perfeito de Au-Ag, Au-Cu, Au-Ni e Au-Pd para obter as cores e a resistência desejadas. Conheça os pormenores técnicos da composição das ligas, cruciais para a fundição, resistência à corrosão e segurança da pele. Navegando pelos meandros da seleção do enchimento de ouro K, o nosso guia ilumina o caminho para a criação de peças duráveis e visualmente deslumbrantes. Desde a prevenção de fracturas frágeis no ouro vermelho K até ao refinamento da brancura do ouro branco K, fornecemos soluções para os desafios comuns de produção. Melhore as suas capacidades de criação de jóias com os nossos conhecimentos especializados, fundindo a tradição com a inovação para uma elegância intemporal.

Índice
Secção Ⅰ Liga de ouro e materiais de enchimento de ouro K
1. Liga de ouro
Desde os tempos antigos, o ouro tornou-se essencial devido à sua bela cor, excelente estabilidade química e desempenho do processo de conformação. Materiais de joalharia e acessórios. As jóias feitas de ouro puro têm vantagens como o pequeno volume, o elevado valor e a portabilidade, e têm uma boa retenção de valor e funções decorativas, tornando-as adoradas por vários grupos étnicos do nosso país ao longo da história. No entanto, o ouro puro tem uma textura demasiado macia, o que o torna inadequado para moldar e engastar, resultando em jóias tradicionais de ouro puro relativamente monótonas e facilmente deformadas ou desgastadas.
Com a mudança de atitude dos consumidores, a preferência das pessoas pelas jóias de ouro já não se prende apenas com a qualidade do material, mas sim com a sua forma decorativa e diversidade de cores, o que promoveu o desenvolvimento de ligas de ouro K. O desenvolvimento de ligas de ouro K visa melhorar as propriedades mecânicas, como a resistência e a dureza do ouro, satisfazer os requisitos sensoriais dos utilizadores e reduzir os custos dos materiais. Ao adicionar uma determinada proporção de elementos de liga ao ouro puro para criar ouro K de qualidade correspondente, as jóias de ouro K feitas com liga de ouro como material de base, ou as jóias de ouro K incrustadas com várias pedras preciosas, sobressaem em termos de cor, qualidade e estilo em comparação com as jóias de ouro puro. Com a melhoria contínua do design e da tecnologia de processamento, as jóias em ouro K estão a ganhar uma maior quota de mercado com a sua criatividade personalizada e artística.
O ouro K tem diferentes qualidades que variam em termos de propriedades físicas, propriedades químicas, propriedades mecânicas e desempenho do processo devido aos vários tipos e proporções de elementos de liga adicionados. Os sistemas de liga de base padrão para o ouro para jóias incluem a liga Au-Ag, a liga Au-Cu, a liga Au-Ni e outros sistemas de liga binária, bem como Au-Ag-Cu, Ag-Ni-Cu e outros sistemas de liga ternária.
1.1 Liga Au-Ag
O diagrama de fases da liga binária Au-Ag é apresentado na Figura 3-9. Ambos podem dissolver-se infinitamente, tanto no estado líquido como no estado sólido. A adição de prata ao ouro diminui o seu ponto de fusão. O ponto de fusão diminui continuamente à medida que o teor de prata aumenta, com um pequeno intervalo de temperatura entre as linhas liquidus e solidus. Por conseguinte, esta liga tem um bom desempenho de fundição, o que ajuda a garantir a qualidade das fundições de jóias.

A adição de prata ao ouro pode aclarar a sua cor e alterá-la para uma direção amarelo-esverdeada. Uma vez que a prata e o ouro têm uma estrutura cristalina cúbica centrada na face e os seus raios atómicos são quase os mesmos, o efeito de reforço da prata no ouro não é proeminente. Tomando o ouro 18K com uma composição de 75%Au-25%Ag como exemplo, sua dureza recozida é apenas HV32, e sua resistência à tração é de apenas 185 MPa, indicando resistência e dureza relativamente baixas. No entanto, o alongamento ainda pode chegar a 36%, mostrando boa flexibilidade e desempenho de trabalho a frio. Portanto, a liga Au-Ag é frequentemente usada para desenvolver ouro amarelo K para jóias.
1.2 Liga Au-Cu
O diagrama de fases da liga binária é mostrado na Figura 3-10. Os dois podem ser infinitamente solúveis no estado líquido. À medida que o teor de cobre aumenta, o ponto de fusão da liga diminui rapidamente e, quando o teor de cobre excede 20 %, o ponto de fusão da liga aumenta gradualmente novamente. O intervalo de cristalização de solidificação da liga Au-Cu é pequeno, especialmente na faixa de teor de cobre de 15 % a 25 %, onde o intervalo de cristalização da liga é quase nenhum, o que lhe confere um bom desempenho de fundição e uma baixa tendência para encolhimento. Após a solidificação, a liga é uma solução sólida única na região de alta temperatura. Durante o processo de arrefecimento contínuo, ocorre uma transformação de ordem no ambiente de temperatura média, formando o AuCu [wt (Au) = 75,6%] fase intermédia e o AuCu3[wt(Au) = 50,8%] fase intermédia.

A composição química da liga Au-Cu tem um impacto significativo nas suas propriedades mecânicas. À medida que o teor de cobre aumenta, a resistência da liga de solução sólida (temperada) aumenta rapidamente, atingindo um pico em torno de 25%Cu, e um aumento adicional do teor de cobre faz com que a resistência diminua rapidamente (Figura 3-11). O Cu é um elemento de reforço eficaz para o ouro K comumente usado. O processo de tratamento térmico também afeta dramaticamente as propriedades mecânicas da liga Au-Cu. Tomando como exemplo o ouro 18K com composição 75%Au-25%Cu, sua dureza em solução sólida é HV165, e sua resistência à tração é 514 MPa. Após o tratamento de envelhecimento, a fase ordenada formada na liga pode aumentar a sua resistência à tração para cerca de 910 MPa e a dureza para cerca de HV200. No entanto, a flexibilidade diminui e a liga torna-se frágil, desfavorável para o processamento de deformação a frio.

A adição de cobre ao ouro altera a sua cor para vermelho, tornando-o o principal elemento de liga do ouro vermelho K. O cobre é também frequentemente utilizado no ouro K e no ouro branco K para melhorar as propriedades mecânicas e de processamento da liga.
1.3 Liga Au-Ni
O diagrama de fases da liga binária de Au-Ni é mostrado na Figura 3-12. Uma certa quantidade de níquel adicionada ao ouro reduz o ponto de fusão da liga, com o ponto de fusão atingindo seu ponto mais baixo com um teor de níquel de 18%, aproximadamente 955 ℃, e a liga tem um intervalo mínimo de cristalização, o que é benéfico para melhorar o desempenho de fundição da liga.
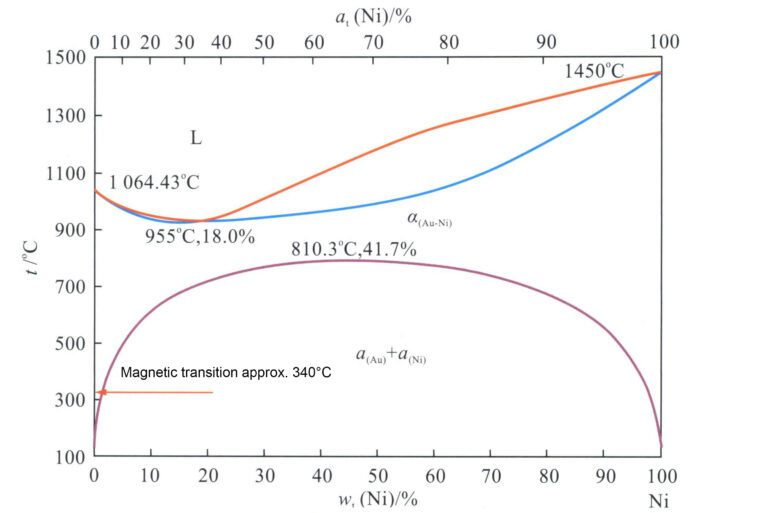
Figura 3-12 Diagrama de fases da liga binária Au-Ni
A liga Au-Ni é uma solução sólida monofásica a altas temperaturas. A solução sólida decompõe-se numa estrutura bifásica quando a temperatura desce abaixo de um determinado ponto. Utilizando esta caraterística, o tratamento de envelhecimento da liga Au-Ni pode aumentar significativamente a resistência e a dureza do material (Figura 3-13).
A adição de níquel ao ouro aclara a sua cor; quando o teor de níquel atinge um determinado nível, a liga apresenta uma cor branco-acinzentada próxima da platina, o que faz dele um dos elementos de branqueamento mais eficazes no ouro branco K. No entanto, o Ni é um elemento sensibilizante e, quando a sua taxa de libertação ultrapassa um determinado limite, existe o risco de provocar alergias cutâneas.

Figura 3-13 O efeito do processo de tratamento térmico na dureza da liga Au-Ni
1.4 Liga Au-Pd
O diagrama de fases da liga binária é mostrado na Figura 3-14. A adição de paládio ao ouro aumenta o ponto de fusão da liga e, à medida que o teor de paládio aumenta, as temperaturas de liquidus e solidus da liga continuam a subir. Na extremidade rica em ouro, o intervalo de cristalização é relativamente grande, atingindo cerca de 51 ℃ quando o teor de paládio é de cerca de 17% (at), diminuindo gradualmente em direção à extremidade rica em paládio. A liga possui uma única estrutura de solução sólida a altas temperaturas e, durante o processo de resfriamento, as ligas com uma faixa de composição específica sofrerão uma transformação de ordenação e ordem de formação Au3fase Pd e AuPd3 fase ordenada, que melhora a resistência e a dureza da liga, mas reduz a sua ductilidade e flexibilidade.

Em geral, o ponto de fusão da liga Au-Pd é relativamente alto, aumentando a dificuldade de fundição. A dureza da solução sólida da liga Au-Pd não é elevada, mas tem boa ductilidade, o que é benéfico para o processamento de deformação a frio. O paládio tem um bom efeito de branqueamento no ouro e é um dos sistemas de liga de base para o ouro branco K; no entanto, o elevado preço do paládio leva a um aumento dos custos do material.
2. Materiais de enchimento de ouro K
O ouro K é uma liga composta por uma certa proporção de ligas intermédias adicionadas ao ouro puro, normalmente referidas como materiais de enchimento na indústria da joalharia. Na joalharia de conjunto, os graus comuns de ouro K incluem 8K -10K, 14K e 18K; por cor, há o ouro amarelo K, o ouro branco K e o ouro vermelho K, entre outros. Por conseguinte, a utilização de materiais de enchimento em jóias de ouro K é predominante e a qualidade dos materiais de enchimento afecta diretamente a qualidade das jóias.
Quando as empresas de joalharia produzem jóias de ouro K, misturam ouro puro com materiais de enchimento comprados. O desempenho dos materiais de enchimento fornecidos por diferentes fornecedores pode, por vezes, variar significativamente; mesmo o mesmo grau de material de enchimento do mesmo fornecedor pode sofrer flutuações de desempenho, afectando a produção das empresas de joalharia. Ao selecionar os materiais de enchimento de ouro K, devem ser considerados os seguintes factores.
2.1 Propriedades físicas
O efeito decorativo da superfície das jóias de ouro K é significativo. Para as jóias de ouro K, ao selecionar os materiais de enchimento, deve prestar-se atenção ao impacto da densidade, cor, magnetismo, ponto de fusão e outros aspectos dos materiais de enchimento nas jóias de ouro K.
(1) Densidade.
A gama de elementos de liga selecionados para os materiais de enchimento é bastante ampla e cada elemento de liga tem a sua massa atómica e a densidade correspondente. A densidade do ouro K formulado com diferentes composições de materiais de enchimento varia. Para uma peça de joalharia com um volume e um grau fixos, os materiais de baixa densidade podem reduzir o peso da joalharia e diminuir o custo do produto.
(2) Cor.
Para as jóias de ouro K, a cor é uma propriedade física fundamental. As ligas de ouro decorativas são geralmente divididas em duas categorias principais com base na cor: ligas de ouro coloridas e ligas de ouro branco. Ao alterar o rácio de composição da liga do material de enchimento, podem ser obtidos materiais de liga de ouro de cores diferentes. O ouro K colorido mais comummente utilizado inclui três séries: K gold, K white gold e K red gold, com cargas típicas mostradas na Figura 3-15. Além disso, nos últimos anos, foram também desenvolvidos no estrangeiro alguns materiais de enchimento de ouro K de cor única, que podem formar compostos intermetálicos de cor única, complexos e quebradiços com o ouro.

(a) Enchimento de ouro K

(b) enchimento em ouro branco K

(c) K enchimento de ouro vermelho
Figura 3-15 Vários enchimentos de ouro K colorido para jóias
(3) Magnetismo.
As jóias de ouro K, tal como as jóias de metal precioso, pretendem geralmente que a liga apresente algo que não seja magnetismo, para evitar dúvidas dos consumidores quanto à autenticidade do material. O ouro não é magnético; as jóias de ouro K contêm muitos outros elementos metálicos. Quando o material de enchimento contém componentes magnéticos como Fe, Co, Ni e Ga, pode fazer com que o material de ouro K exiba magnetismo. Por exemplo, o ouro branco K utiliza normalmente o níquel como elemento de branqueamento. A Figura 3-13 mostra que a liga é uma solução sólida monofásica abaixo da linha de solidus e acima de uma certa temperatura. Quando arrefecida lentamente até uma determinada temperatura, começa a separação de fases, formando uma região bifásica. Quando a temperatura cai para cerca de 340 ℃, ocorre uma transição magnética e a liga mostra um certo grau de magnetismo.
(4) Ponto de fusão.
A maioria das jóias de ouro K é produzida usando a tecnologia de fundição em molde de gesso. Devido à fraca estabilidade térmica a alta temperatura do gesso, a decomposição térmica ocorre quando a temperatura atinge 1200 ℃, libertando SO2 gás, o que faz com que a peça fundida desenvolva poros. Se o molde de gesso não for totalmente torrado, deixando carbono residual dentro do molde, ou se o líquido metálico for severamente oxidado, formando uma grande quantidade de óxido cúprico, esta temperatura de decomposição será significativamente reduzida. Portanto, para garantir a segurança da fundição do molde de gesso, é necessário controlar o ponto de fusão da liga. Geralmente, os pontos de fusão do ouro K e do ouro vermelho K estão em torno de 900 ℃, e usar a fundição em molde de gesso será bom. No entanto, para o ouro branco K, devido ao uso de Ni de alto ponto de fusão, Pd como elemento de branqueamento, o ponto de fusão da liga é maior do que o do ouro K e do ouro vermelho K, o que representa um risco de decomposição térmica do molde de gesso. Quando o teor de Ni, Pd é muito elevado, o molde de gesso já não pode garantir a qualidade da produção, necessitando de um pó de fundição ligado com ácido fosfórico dispendioso, o que aumenta indubitavelmente os custos e as dificuldades de produção.
2.2 Propriedades químicas
Para as jóias, a estabilidade química é essencial. A estabilidade química das jóias de ouro K reflecte-se principalmente na sua resistência ao embaciamento e à corrosão, que está intimamente relacionada com os materiais de enchimento utilizados no ouro K. A resistência à corrosão das ligas de ouro K varia consoante a composição; em geral, o ouro K de elevada pureza é benéfico para melhorar a sua resistência à corrosão. Por exemplo, o ouro 18K -22K tem uma boa resistência à corrosão em ácidos inorgânicos simples comuns, e o ouro 14K também tem uma boa resistência à corrosão. No entanto, lixiviará cobre e prata da superfície em condições de forte acidez. As ligas de ouro abaixo de 9K não são resistentes à corrosão ácida forte e mancham e descoloram em ambientes pobres. No entanto, o teor de metais preciosos nos materiais de ouro K não é o único fator que afecta o embaciamento; o embaciamento e a descoloração são os resultados combinados da composição química dos materiais da liga, dos processos químicos, dos factores ambientais e da microestrutura. No ouro K de baixa pureza, quando a composição do material de enchimento é favorável para melhorar o potencial do ouro K, formando uma película protetora densa e melhorando a microestrutura da liga, é ainda possível obter ligas com excelentes propriedades químicas e boa resistência à descoloração. Entre as três principais séries de ouro K, o ouro vermelho K é propenso a manchar a superfície devido ao seu alto teor de cobre, e elementos de liga benéficos devem ser utilizados em seus materiais de enchimento para melhoria.
2.3 Propriedades mecânicas
Para manter um brilho elevado durante muito tempo, as jóias de ouro K precisam de melhorar a dureza da liga para cumprir os requisitos de resistência ao desgaste; alguns componentes estruturais das jóias, tais como pinos de orelha, ganchos de orelha, broches, molas, etc., requerem uma boa elasticidade e também precisam de melhorar a dureza da liga. No entanto, a resistência à dureza do próprio ouro pode ser superior, o que torna difícil cumprir os requisitos para a incrustação. Um dos objectivos do ouro K é aumentar a resistência, a dureza, a tenacidade e outras propriedades mecânicas do material. Entre os três tipos típicos de ouro K, o ouro branco K branqueado com níquel tem uma maior resistência e dureza, com uma elasticidade mais excelente, exigindo um equilíbrio entre resistência, dureza e flexibilidade; o ouro vermelho K pode sofrer uma transição de ordem e perder flexibilidade, necessitando de ajustes e melhorias na composição do material de enchimento e no processo de fabrico.
2.4 Desempenho do processo
A conceção da composição do material de enchimento deve ter plenamente em conta os requisitos de desempenho das diferentes técnicas de processamento. Por exemplo, o método de fusão pode afetar a resistência à oxidação da liga; a mesma liga pode produzir resultados inconsistentes quando fundida utilizando um maçarico, aquecimento por indução na atmosfera, ou uma atmosfera protetora ou vácuo. Além disso, a produção de jóias pode utilizar diferentes métodos de processamento, tais como fundição, estampagem e soldadura, cada um com diferentes requisitos de desempenho para o ouro K, determinando a seleção e a quantidade de elementos de liga no material de enchimento. Ao projetar a composição do material de enchimento, a operacionalidade do processo da liga deve ser totalmente considerada para evitar problemas operacionais causados por uma gama de processamento demasiado estreita. O desempenho do processamento abrange principalmente aspectos como o desempenho da fundição, o desempenho do processamento de plástico, o desempenho do polimento, o desempenho da soldadura e o desempenho da reciclagem.
(1) Desempenho da fundição.
O desempenho de fundição da liga tem um impacto significativo na qualidade da superfície das jóias fundidas. A qualidade do desempenho de fundição da liga pode ser avaliada a partir de vários aspectos, incluindo a fluidez do metal fundido, a tendência para a contração e a porosidade e a tendência para a fissuração térmica durante a deformação. O ouro K utilizado para fundição deve ter um pequeno intervalo de cristalização, uma baixa tendência para a oxidação, boa fluidez e desempenho de enchimento. Não deve formar rapidamente fissuras de encolhimento e deformação dispersas, o que é propício à obtenção de jóias fundidas com forma completa, contornos precisos, cristalização densa e estrutura sólida.
(2) Desempenho do processamento da plasticidade.
A tecnologia de processamento da plasticidade tem muitas aplicações na produção de jóias de ouro K. Para além da utilização de maquinaria de trefilagem e laminagem para fabricar chapas, fios e tubos, também é frequentemente utilizada para formar jóias, como o torneamento em máquinas-ferramentas, a estampagem com máquinas de estampagem e a prensagem hidráulica. Para garantir a qualidade dos produtos de processamento da plasticidade, é essencial formular corretamente e respeitar rigorosamente as especificações do processo operacional, bem como o desempenho inerente ao processamento da plasticidade do material, que tem um impacto decisivo. Os materiais de ouro K têm de ter um bom desempenho no processamento da plasticidade, especialmente durante operações como estiramento, laminagem, estampagem e prensagem hidráulica, em que a dureza da liga não deve ser demasiado elevada e a taxa de endurecimento por trabalho da liga deve abrandar para facilitar a operação; o material também deve ter boa flexibilidade. Caso contrário, é suscetível de fissurar.
(3) Desempenho do polimento.
A joalharia tem requisitos explícitos para a qualidade da superfície, e a maioria das jóias tem de ser polida para obter um brilho espelhado. Isto requer não só a execução correta das operações de polimento, mas também atenção às propriedades da própria liga. Por exemplo, a peça de trabalho deve ter uma estrutura densa com grãos refinados e uniformes, sem defeitos como poros e inclusões. Se os grãos da peça de trabalho forem grosseiros e existirem defeitos como retração ou poros, podem ocorrer rapidamente fenómenos como casca de laranja, depressões de polimento e caudas de cometa. Os riscos e os defeitos de cauda de cometa também podem aparecer rapidamente se houver inclusões rígidas.
(4) Desempenho da reutilização.
O rendimento do processo de fundição de jóias é geralmente apenas cerca de 50% ou mesmo inferior. Cada fundição traz uma grande quantidade de sistema de jito e materiais residuais para reutilização. As empresas de joias, com base nos custos de produção e eficiência, sempre esperam usar o máximo de material reciclado possível. Devido aos inevitáveis problemas de volatilização, oxidação e absorção de gás durante o processo de fusão da liga, a liga, a composição da liga mudará até certo ponto em cada fundição, afectando a qualidade metalúrgica da liga e o desempenho da fundição. A degradação do desempenho da liga durante o processo de reutilização está intimamente relacionada não só com o processo operacional, mas também com o desempenho inerente à reutilização da liga, que depende principalmente da tendência da liga para a absorção e oxidação de gases, bem como da sua reatividade com cadinhos e materiais de fundição. Quanto menor for a tendência para a absorção e oxidação de gases, menor será a reatividade com cadinhos e materiais de fundição e melhor será o desempenho em termos de reutilização.
(5) Desempenho da soldadura.
Durante o fabrico de jóias, é frequentemente necessário dividir a peça de trabalho em várias pequenas partes simples para produção separada e depois soldar estas pequenas partes. Para obter uma boa qualidade de soldadura, para além de utilizar corretamente a solda, é também necessário avaliar o desempenho de soldadura do ouro K. Se a peça soldada tiver uma boa condutividade térmica, o calor não se acumulará rapidamente no local da soldadura durante o processo de aquecimento. No entanto, em breve será conduzido por toda a peça de trabalho, o que não é propício à fusão da solda. Suponhamos que o ouro K é suscetível de oxidação durante o aquecimento. Nesse caso, a camada de óxido formada reduzirá a molhabilidade da solda, impedindo-a de penetrar no cordão de soldadura e conduzindo a problemas como a soldadura fraca, a soldadura falsa e a soldadura deficiente.
2.5 Segurança
As jóias que entram em contacto direto com o corpo humano durante muito tempo devem considerar a segurança como um dos factores críticos na escolha dos materiais de joalharia. Os elementos nocivos para o corpo humano, como o Cd, o Pb e os elementos radioactivos, devem ser evitados nos materiais de enchimento. Além disso, as reacções alérgicas causadas pelo contacto das jóias com a pele também devem ser minimizadas; por exemplo, as jóias de ouro K que utilizam Ni como elemento de branqueamento apresentam o risco de causar alergias na pele. Por conseguinte, a Comissão Europeia e alguns outros países estabeleceram limites rigorosos para a taxa de libertação de Ni nas jóias, o que significa que as jóias que contêm Ni devem cumprir as normas relevantes relativas às taxas de libertação de Ni.
2.6 Factores económicos
O ouro K é uma liga feita de ouro e dos seus materiais de enchimento. O preço dos materiais de enchimento é um dos factores críticos que afectam os custos de produção, especialmente para o ouro K de baixo quilate, que requer muitos materiais de enchimento para a liga. Por conseguinte, ao selecionar os elementos de liga para os materiais de enchimento, devem ser seguidos materiais baratos e de origem generalizada, e os metais preciosos caros devem ser evitados ou minimizados para reduzir o custo do ouro K.
Secção II Ouro amarelo K
O ouro amarelo K refere-se à liga de ouro amarelo, conhecida em inglês como karat yellow gold, normalmente representada como KY na indústria da joalharia, tal como 18KY e 14KY. O ouro K é uma liga de ouro de cor tradicional que ocupou uma posição importante nos materiais de joalharia de ouro K durante muito tempo. No entanto, desde a década de 1990, com a popularidade das jóias brancas, a proporção de jóias de ouro K diminuiu gradualmente.
No entanto, devido às propriedades relativamente excelentes de processamento e fabrico do ouro K, continua a ser amplamente utilizado na indústria da joalharia e alguns fabricantes utilizam mesmo o ouro K para fazer peças de joalharia em bruto e depois chapeiam-nas com ródio (Rh) para substituir as jóias de ouro branco K.
1. A organização e o desempenho do ouro amarelo K no sistema Au-Ag-Cu
A liga Au-Ag-Cu é o sistema de liga de base do ouro K, que determina em grande parte o seu desempenho. Ag e Cu são os principais elementos de liga do ouro K, e durante a produção, uma certa quantidade de Zn e uma pequena quantidade de outros componentes são frequentemente adicionados para melhorar o desempenho da liga. Os diferentes rácios de elementos de liga têm impacto nas propriedades físicas, propriedades químicas, propriedades mecânicas e desempenho do processo dos materiais de ouro amarelo K.
1.1 Propriedades físicas do ouro amarelo K no sistema Au-Ag-Cu
(1) Cor.
No sistema Au-Ag-Cu de ouro K, a cor das ligas de ouro K está intimamente relacionada com a sua composição. Ajustando a proporção de Ag, Cu e outros elementos de liga nas ligas, podem obter-se diferentes cores de ligas de ouro K.
Com o aumento do teor de Cu, a energia de transição eletrónica da liga diminui e a curva de reflectância desloca-se para uma energia mais baixa, aumentando significativamente a reflectância na banda de luz vermelha (640-750 nm) (Figura 3-16), resultando num aumento gradual do índice de vermelho das ligas de ouro K.

Com o aumento do teor de Ag, a energia de transição eletrónica da liga Au-Ag aumenta, e a curva de refletividade do Au migra quase paralelamente para uma potência mais elevada. Como resultado, não só as bandas de luz vermelha e amarela no espetro visível são fortemente reflectidas, como também as bandas verde, azul e violeta são fortemente reflectidas, levando a uma reflexão sólida em todo o espetro visível (Figura 3-17). Isto faz com que o intervalo de banda se alargue e o índice verde da liga de ouro K aumente gradualmente. A melhoria da refletividade é benéfica quando o teor de Ag da liga é elevado.

Afetada pela influência abrangente da Ag e do Cu na cor das ligas de ouro, a liga Au-Ag-Cu apresenta cores e tons ricos (Figura 3-18). A liga rica em Au parece amarelo dourado, a liga rica em Ag parece branca e a liga rica em Cu parece vermelha. Quando a Ag é adicionada ao Au, à medida que o teor de Ag aumenta, a cor da liga muda gradualmente de amarelo para amarelo esverdeado, amarelo-esverdeado claro, branco claro e, finalmente, para branco. Quando o Cu é adicionado ao Au, à medida que o teor de Cu aumenta, a cor da liga muda gradualmente de amarelo para amarelo avermelhado, rosa e, finalmente, para vermelho.
Para um grau específico de ouro amarelo K, a adição de Zn faz com que a cor da liga de ouro K se incline para o amarelo avermelhado claro ou para o amarelo profundo.

(2) Densidade.
A sua densidade teórica é também constante para o ouro K com uma composição fixa. Uma vez que as peças de joalharia fundidas não podem ser densas durante o processo de produção, não é apropriado utilizar a dureza da fundição para explicar quantitativamente o impacto dos rácios dos elementos de liga. No entanto, a diferença entre a densidade de fundição e a densidade teórica pode ainda refletir indiretamente a densidade da peça fundida, e a quantidade necessária de materiais pode ser calculada com base na relação entre a densidade da liga e a densidade do molde de cera.
Diferentes rácios de elementos de liga terão um impacto particular na densidade dos materiais de ouro K. A correspondência entre a densidade das ligas ternárias e a sua composição química (Figura 3-19) mostra que as linhas sólidas representam as linhas de contorno da densidade da liga, que se inclinam para o eixo Au-Ag, indicando que o Cu tem um impacto mais significativo na densidade da liga do que o Ag. À medida que o grau da liga aumenta, a densidade da liga também aumenta de forma correspondente; para ligas com um elevado teor de Au, as linhas de contorno são paralelas. Para o ouro K do mesmo grau, à medida que o teor de Ag aumenta, o valor da densidade aumenta e as linhas de contorno da densidade deslocam-se gradualmente para valores mais elevados.

O ouro K é frequentemente ligado com Zn como elemento de liga, e à medida que o teor de Zn aumenta, a densidade da liga diminui até certo ponto.
(3) Ponto de fusão.
A Figura 3-20 mostra a projeção do contorno da temperatura da linha de liquidus da liga Au-Ag-Cu no plano. À medida que o grau da liga aumenta, sua temperatura liquidus aumenta continuamente; a adição combinada de Ag e Cu faz com que o ponto de fusão da liga diminua, formando uma região em forma de cúpula de contornos de ponto de fusão abrindo em direção à linha de coordenadas Ag-Cu, com o ponto de fusão mais baixo caindo para cerca de 750 ℃ quando o grau da liga é relativamente baixo.

(4) Microestrutura.
O diagrama de fases da liga Au-Ag-Cu (Figura 3-21) mostra que seus três componentes, Au, Ag e Cu, podem formar três tipos de ligas binárias. Um é a liga binária Au-Ag, que é completamente miscível nos estados líquido e sólido; outro é a liga binária Ag-Cu, uma liga eutéctica típica com a solubilidade de Ag e Cu à temperatura ambiente muito pequena; outro tipo é a liga binária Au-Cu, que se dissolve completamente para formar uma solução sólida contínua na região de alta temperatura. Uma transformação de ordenação ocorre após o resfriamento lento abaixo de 410 ℃, formando AuCu3 e fases ordenadas AuCu. Portanto, no sistema de liga ternária Au-Ag-Cu, existem fases ricas em Ag e ricas em Cu derivadas do sistema eutéctico Ag-Cu, e uma região bifásica imiscível desenvolve-se mais profundamente à medida que o teor de Au aumenta. Esta região aparece como um arco em direção ao canto rico em Ag no plano de projeção (Figura 3-22), indicando que a estrutura da liga ternária Au-Ag-Cu está relacionada com a proporção dos elementos de liga Ag e Cu.

Figura 3-21 Diagrama de fases da liga Au-Ag-Cu

Figura 3-22 Região isotérmica bifásica Au-Ag-Cu da projeção da fronteira de fase sólida da liga à temperatura ambiente (De acordo com William S. Rapson, 1990)
Para facilitar a análise, o teor de Ag e Cu é expresso em termos do rácio de conversão Ag, ou seja:

Na fórmula, Ag e Cu representam as fracções de massa de Ag e Cu na liga Au-Ag-Cu, respetivamente.
Utilizando Ag' como coordenada de composição, as secções longitudinais correspondentes às três cores 18K 14K e 10K da Figura 3-19 são transformadas em diagramas de secções quase binárias (Figura 3-23).
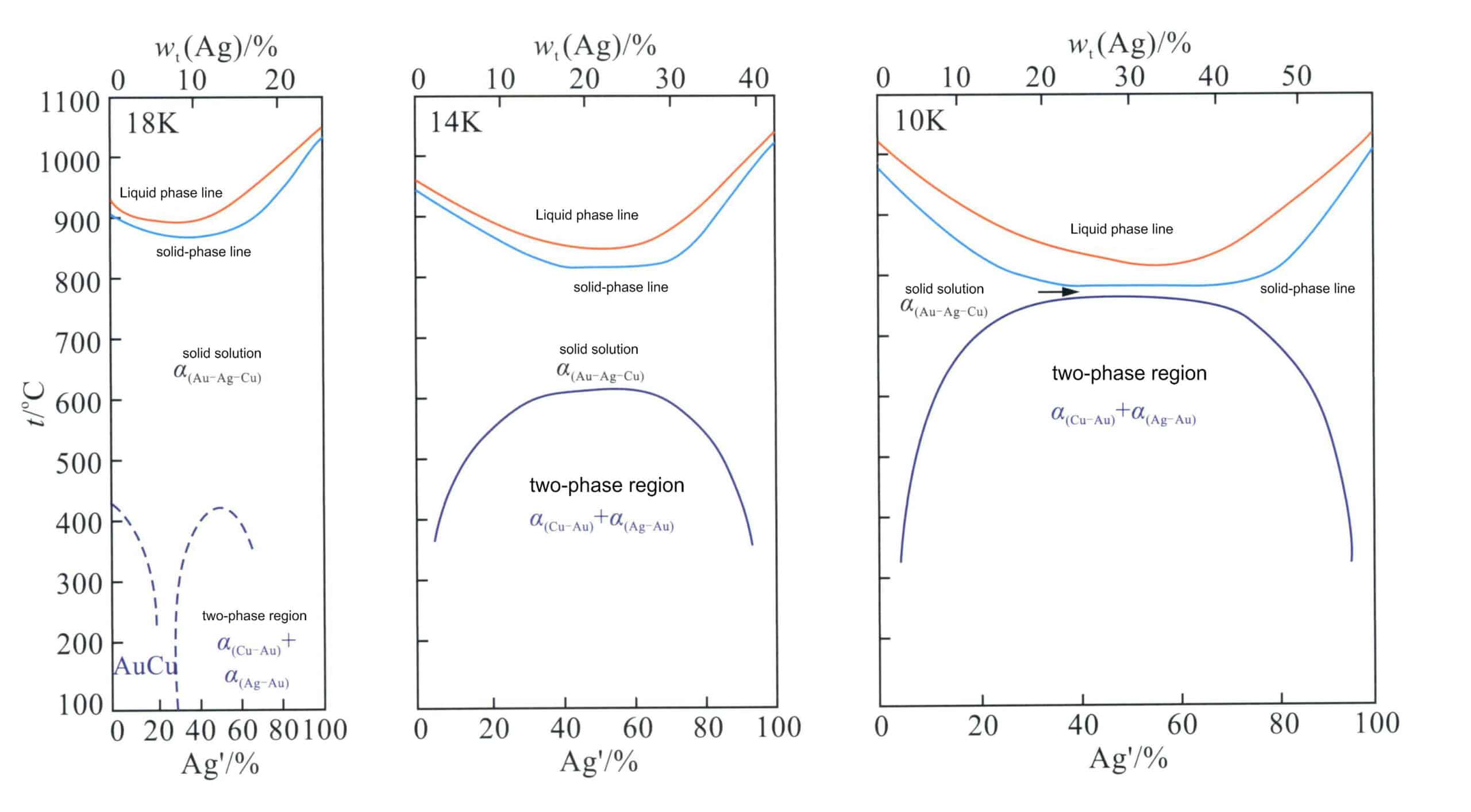
Figura 3-23 Secção transversal longitudinal quasi-binária Au-Ag-Cu da liga (Segundo William S. Rapson, 1990)
De acordo com Ag' e as regiões onde ocorre a separação de fases, as ligas podem ser divididas em diferentes tipos; por exemplo, as ligas 18K Au-Ag-Cu têm três tipos típicos.
Tipo I: Ag' é 0%-20%, uma região rica em fases de liga de Cu, uma única solução sólida a altas temperaturas, e sofre uma transformação de ordenação a baixas temperaturas.
Tipo II: Ag' é 20%-75%, uma solução sólida única a altas temperaturas, e decompõe-se em duas fases imiscíveis a baixas temperaturas.
Tipo III: Ag'>75%, uma única solução sólida a altas e baixas temperaturas.
Au-Ag-Cu Quando o Zn e outros elementos de liga são adicionados ao sistema de ouro K, a gama da região bifásica imiscível pode ser reduzida quando o teor de Zn atinge um determinado nível, tornando a região bifásica mais estreita e mais curta.
1.2 Resistência à corrosão do ouro Au-Ag-Cu K
A resistência à corrosão das ligas Au-Ag-Cu pode ser dividida em quatro regiões (Figura 3-24). As ligas da região I têm um grau mais elevado e uma boa resistência à corrosão, capazes de suportar a corrosão de ácidos inorgânicos simples; a resistência à corrosão das ligas da região II é inferior à da região I, mas ainda tem uma resistência à corrosão relativamente boa, com apenas uma ligeira corrosão em ácidos sólidos; as ligas da região III são ainda mais reduzidas, sofrendo uma forte corrosão ácida. As ligas da região IV têm uma resistência relativamente fraca e são susceptíveis de escurecer e descolorir. A adição de uma certa quantidade de elementos de liga ao ouro Au-Ag-Cu K de baixo grau ajuda a melhorar a sua resistência à corrosão.
No entanto, continua a ter uma resistência à corrosão relativamente boa, com apenas uma ligeira corrosão em ácidos sólidos; as ligas da região III são ainda mais reduzidas, sofrendo uma forte corrosão ácida. As ligas da região IV têm uma resistência relativamente fraca e são propensas a escurecimento e descoloração. A adição de uma certa quantidade de elementos de liga Zn, Si e Pd ao ouro Au-Ag-Cu K de baixa qualidade ajuda a melhorar a sua resistência à corrosão.

Figura 3-24 Resistência à corrosão da liga Au-Ag-Cu (De acordo com Ning Yuantao et al., 2013)
1.3 Propriedades mecânicas do ouro Au-Ag-Cu K
Na liga Au-Ag-Cu, a proporção de Ag e Cu impacta significativamente as propriedades mecânicas da liga. Ligas com diferentes composições foram extintas após serem mantidas a 740 ℃, e a dureza e o alongamento no estado de solução sólida foram testados. A dureza da liga 50%Au-30%Ag-20%Cu é a mais alta, atingindo HB150, enquanto o alongamento é o mais baixo, apenas 25%, enquanto as ligas próximas aos três cantos têm menor dureza e maior alongamento (Figura 3-25, Figura 3-26).

Figura 3-25 Dureza Brinell da liga Au-Ag-Cu no estado de solução sólida

Figura 3-26 O alongamento da liga Au-Ag-Cu no estado de solução sólida
As diferenças nas propriedades mecânicas das ligas com diferentes componentes reflectem-se também no impacto do tratamento térmico sobre elas. Tomando como exemplo o Au-Ag-Cu 18KY, quando a composição da liga está dentro da gama das ligas de Tipo I, o envelhecimento da liga em solução sólida a baixas temperaturas conduz a uma transformação de ordem que aumenta a resistência, aumentando a dureza da liga mas reduzindo a sua elasticidade e flexibilidade. Quando dentro da gama de ligas de Tipo II, o tratamento de envelhecimento pode causar a separação de fases na liga, melhorando a sua resistência e dureza, resultando numa dureza moderada. No entanto, quando dentro da gama de ligas do Tipo III, o tratamento de envelhecimento não pode ser efectuado, e a dureza da liga pode ser superior.
Para ligas quaternárias Au-Ag-Cu-Zn, o papel do Zn pode reduzir ligeiramente a dureza da liga e o volume da região de fase sólida imiscível no diagrama de fase ternária Au-Ag-Cu.
1.4 O desempenho do processo do ouro Au-Ag-Cu K
O ouro Au-Ag-Cu K tem um ponto de fusão relativamente baixo, tornando-o adequado para fundição de precisão utilizando moldes de gesso. Quando elementos de liga como o Zn Si são adicionados à liga, podem melhorar ainda mais a fluidez do metal fundido e reduzir a tendência para a oxidação, melhorando assim o desempenho da fundição.
O ouro Au-Ag-Cu K tem uma boa flexibilidade no estado de solução sólida, uma dureza relativamente baixa e um bom desempenho no trabalho a frio, que pode ser processado utilizando técnicas de trabalho a frio, tais como laminagem, estiramento e forjamento. Para ligas que sofrem transformações de ordem e separação de fases, o controlo do método de arrefecimento durante o recozimento intermédio é essencial para evitar a redução da ductilidade e da flexibilidade.
2. Graus e propriedades típicos do ouro K para decoração
A utilização do ouro K tem uma longa história e é uma liga de ouro relativamente madura. Foi desenvolvida uma série de cores para satisfazer os requisitos de diferentes técnicas de processamento do ouro K decorativo, muitas das quais foram comercializadas, permitindo às empresas escolherem de acordo com as suas necessidades de mercado. A Tabela 3-10 lista alguns tipos típicos de ouro K decorativo e suas propriedades.
Tabela 3-10 Graus e propriedades típicos do ouro K para decoração
| Pureza | Conteúdo do componente/% | Cor | Temperatura de fusão | Densidade/ (g/cm3) | Dureza macia HV / (N/mm2) | Taxa de alongamento suave /% | |||
|---|---|---|---|---|---|---|---|---|---|
| Pureza | Wt(Au) | Peso (Ag) | Peso (Cu) | Peso (Zn) | Cor | Temperatura de fusão | Densidade/ (g/cm3) | Dureza macia HV / (N/mm2) | Taxa de alongamento suave /% |
| 22K | 917 | 55 | 28 | - | Amarelo | 995 ~ 1020 | 17.9 | 52 | |
| 22K | 917 | 32 | 51 | - | Amarelo profundo | 964 ~ 982 | 17.8 | 70 | 30 |
| 18K | 750 | 160 | 90 | - | Amarelo claro | 895 ~ 920 | 15.6 | 135 | 35 |
| 18K | 750 | 125 | 125 | - | Amarelo | 885 ~ 895 | 15.45 | 150 | 40 |
| 18K | 750 | 14.1 | 10 | 0.9 | Amarelo | 887 ~ 920 | 14.99 | 130 | - |
| 14K | 585 | 300 | 115 | - | Amarelo | 820 ~ 885 | 14.05 | 150 | 17 |
| 14K | 585 | 265 | 150 | - | Amarelo claro | 835 ~ 850 | 13.85 | 175 | 30 |
| 14K | 585 | 205 | 210 | - | Amarelo claro | 830 ~ 835 | 13.65 | 190 | 25 |
| 10K | 417 | 120 | 375 | 88 | Amarelo | 778 ~ 860 | 11.42 | 120 (Estado do elenco) | - |
| 9K | 375 | 65 | 450 | 110 | Vermelho e amarelo | 835 ~ 908 | 10.91 | 105 (Estado de fundição) | - |
3. Problemas comuns no fabrico de jóias em ouro K
Em comparação com as outras duas cores de materiais de ouro K, os materiais de ouro K têm um artesanato relativamente mais maduro no fabrico de jóias. No entanto, o ouro K ainda se depara frequentemente com problemas no processo de produção, que se reflectem principalmente nos seguintes aspectos.
3.1 Questões de cor do ouro K
Na maior parte dos casos, o ouro K utiliza diretamente a sua cor inerente, sem qualquer outra galvanoplastia na superfície, o que exige que a cor da liga satisfaça os requisitos do cliente e mantenha a estabilidade e o brilho da superfície ao longo do tempo. Atualmente, existem dezenas de modelos de liga de ouro K no mercado, todos classificados como amarelos. No entanto, a perceção real da cor varia muito, como o amarelo profundo, o amarelo claro, o amarelo esverdeado, o amarelo avermelhado e o amarelo azulado. As jóias amarelas de 14K exibem três cores: amarelo azulado, amarelo claro e amarelo avermelhado (Figura 3-27). Não é incomum que as empresas recebam reclamações de clientes ou até mesmo devoluções devido a desvios de cor durante a produção. A cor da liga depende da sua composição e está também relacionada com as condições de inspeção.

3.2 Problemas com a superfície dendrítica do ouro K
O ponto de fusão do ouro K é mais baixo do que o do ouro 24K, mas as superfícies dendríticas raramente são vistas em jóias de ouro 24K durante a fundição de investimento. Em contrapartida, as peças fundidas de jóias em ouro K (especialmente ouro K de baixa qualidade) exibem por vezes superfícies dendríticas. A razão é que as ligas de ouro K têm um intervalo de solidificação específico, e o seu processo de cristalização cresce frequentemente numa forma dendrítica, formando uma estrutura dendrítica que se interliga, deixando metal fundido residual entre os dendritos. Suponhamos que o metal fundido não molha o molde. Nesse caso, a decomposição do gesso pode produzir gás dióxido de enxofre, empurrando o metal fundido residual para longe da superfície e deixando para trás a estrutura dendrítica. Isto resulta numa estrutura de superfície dendrítica típica. A prática de produção mostra que, para o ouro K de baixo teor, a formação de uma grande quantidade de óxido de cobre ou óxido de zinco e altas temperaturas de fundição ou molde aumentam a probabilidade de decomposição do gesso, facilitando a formação de uma superfície dendrítica.
3.3 A questão das inclusões no ouro K
O Cu e o Zn são os principais elementos de liga do ouro K e são propensos à oxidação durante a fundição, formando inclusões de óxido. O problema de inclusão causado pelo Zn é particularmente proeminente; forma óxidos mais facilmente do que o Cu na presença de oxigénio, e os seus óxidos não se agregam facilmente em escória líquida, mas aparecem antes como pó, flutuando à superfície do metal fundido e permanecendo dentro do metal fundido. Como resultado, uma vez formado o óxido de zinco, ele permanecerá no material, causando vazios e defeitos superficiais, manifestados macroscopicamente como inclusões em forma de pata de gato (Figura 3-28).

Secção III K Ouro branco
O ouro branco K, ou ouro branco, é uma liga de ouro branco comummente designada por ouro branco de quilates em inglês e é frequentemente representada como KW na indústria da joalharia, como 18KW e 14KW. O ouro branco K já foi usado como substituto da platina, com vantagens como maior resistência e melhor desempenho de fundição, e tem sido amplamente utilizado em jóias, tornando-se um material significativo entre as ligas de ouro decorativas, ocupando uma posição crítica entre os materiais de ouro K coloridos.
1. Branqueamento do ouro e classificação do ouro branco K
O ouro tem uma cor amarela dourada, sendo necessário adicionar elementos de liga com efeitos de branqueamento para o tornar branco. Entre todos os elementos metálicos existentes na natureza, com exceção de alguns elementos como o Au e o Cu, a maioria dos elementos metálicos são brancos ou cinzentos. Portanto, a adição de outros metais terá um efeito branqueador na liga de ouro até certo ponto. A Tabela 3-11 lista as capacidades de branqueamento de alguns elementos de liga para o ouro e as suas principais desvantagens quando utilizados como elementos de branqueamento. A partir da Tabela 3-11, pode ver-se que não existem muitos metais que possam servir eficazmente como elementos de branqueamento para o ouro branco K e cumprir os requisitos do processo de produção convencional de jóias. Elementos como Ni, Pd, Fe e Mn têm fortes capacidades de branqueamento do ouro e são os principais agentes de branqueamento até à data.
Quadro 3-11 Capacidades de branqueamento e principais inconvenientes dos elementos de liga para o ouro (de acordo com Bagnoud et al., 1996)
| Elemento | Capacidade de branqueamento | Principais desvantagens |
|---|---|---|
| Ag | Geral | Provoca a descoloração da liga quando o teor é elevado |
| Pd | Muito bom | Custo elevado, aumenta o ponto de fusão da liga |
| Pt | Pd Semelhante a Pd | Custo mais elevado do que o Pd |
| Ni | Bom | Sensibilizador da pele |
| Cr | Fraco | Alergénio cutâneo |
| Co | Fraco | Alergénio cutâneo |
| Em | Fraco | Deteriora o desempenho do processamento quando o conteúdo é elevado |
| Sn | Fraco | Deteriora o desempenho do processamento quando o conteúdo é elevado |
| Zn | Fraco | Quando o teor é elevado, a liga volatiliza-se seriamente, dificultando a reciclagem. |
| Al | Fraco | Deterioração do desempenho do processamento |
| Ti | Fraco | Deterioração do desempenho do processamento |
| V | Fraco | Tóxico, deteriora o desempenho do processamento, altamente reativo, difícil de reutilizar |
| Ta, Nb | Fraco | Altamente reativo, difícil de reutilizar |
| Fe | Bom | Baixa solubilidade em Au, a liga exibe ferromagnetismo quando as fases precipitadas estão presentes, prejudicando a resistência à corrosão. Teor superior a 10% Quando a liga é demasiado dura, deteriora o desempenho do processamento e é propensa a oxidação durante a fundição |
| Mn | Bom | A reatividade é forte e o processamento é difícil quando o conteúdo excede 10% |
Diferentes métodos de enchimento podem resultar em variações de cor para ligas de ouro com o mesmo grau de pureza. Para assegurar uma boa comunicação entre a oferta e a procura, a Manufacturing Jewelers and Suppliers of America (MJSA) colaborou com o World Gold Council para definir o grau de cor do ouro branco K após testar as cores de amostras de 10KW, 14KW e 18KW utilizando o sistema de coordenadas de cor CIELab. Definiu que o valor do índice de amarelecimento do "ouro branco K" deve ser inferior a 32; exceder este valor significa que não pode ser chamado de ouro branco K. O valor do índice de amarelecimento está dividido em três níveis: Nível 1, Nível 2 e Nível 3, como mostra a Tabela 3-12.
3-12 O grau de cor branca do ouro branco K
| Grau de cor | YI Índice amarelo YI | Grau de brancura | Revestimento de ródio |
|---|---|---|---|
| Nível 1 | YI< 19 | Muito branco | Não é necessário |
| Nível 2 | 19≤YI ≤24,5 | O branco é melhor | Pode ser revestido ou não |
| Nível 3 | 24.5 < YI ≤ 32 | Pobres | Deve ser galvanizado |
A utilização deste indicador de classificação de branco permite aos fornecedores, fabricantes e vendedores determinar quantitativamente os requisitos de cor do ouro branco K.
2. Categorias e caraterísticas do ouro branco K
Com base nos elementos de branqueamento usados, o ouro branco K pode ser dividido em quatro categorias: ouro branco de níquel K, ouro branco de paládio K, ouro branco de níquel + paládio K e ouro branco de paládio K com baixo ou nenhum níquel (baixo). De acordo com estatísticas de instituições de pesquisa estrangeiras, as duas primeiras categorias representam 76% e 15% do mercado de jóias de ouro branco K, enquanto as últimas representam 7% e 2%.
2.1 Ouro branco níquel K
Devido ao seu baixo preço e ao seu bom efeito de branqueamento, o Ni tem sido tradicionalmente utilizado como agente de branqueamento para o Au. Entre todo o ouro branco K comercial, o ouro branco K de níquel domina o mercado.
O conteúdo de Ni afeta diretamente o efeito de branqueamento do ouro branco K. As ligas de Au com teor de 9% -12%Ni são quase brancas e, à medida que o teor de Ni diminui gradualmente, o amarelecimento da liga aumenta. Quando o teor de Ni é inferior a 5%, a brancura da liga diminui significativamente, e a cor fica amarelada.
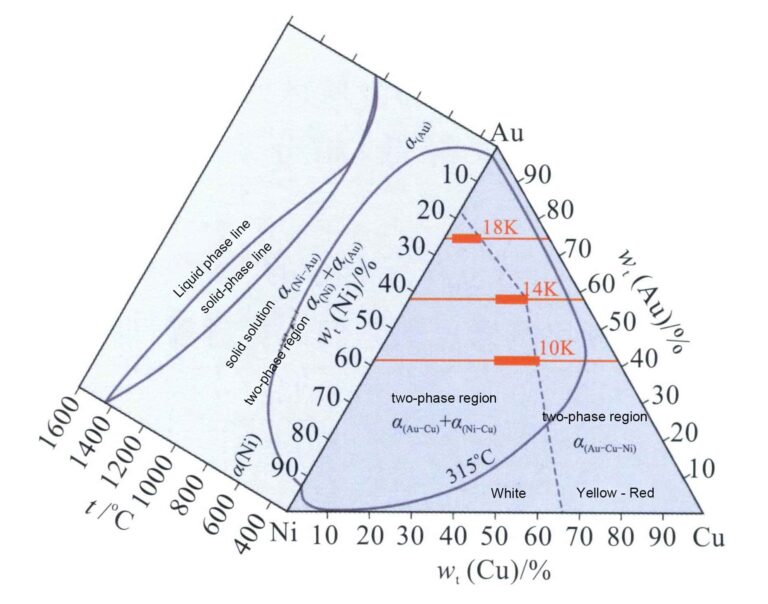
A partir do diagrama de fases da liga binária Au-Ni na Figura 3-12, pode ver-se que a liga Au-Ni é uma solução sólida contínua a altas temperaturas e pode decompor-se em fases ricas em Au e em Ni a baixas temperaturas, aumentando a dureza da liga. O ouro branco de níquel K com elevado teor de Ni tem fraca maquinabilidade e é geralmente formado utilizando o processo de fundição por cera perdida. A adição de Cu pode melhorar a maquinabilidade da liga. Assim, a liga Au-Ni-Cu é o sistema de liga de base mais comummente utilizado para jóias de ouro branco. A projeção da linha de fronteira de decomposição de fases da liga ternária Au-Ni-Cu no plano (Figura 3-29) mostra que, à medida que o teor de Cu aumenta, a região de decomposição bifásica do sistema de liga binária Au-Ni estende-se ao sistema ternário. À medida que a temperatura diminui, a gama da região de decomposição de fases expande-se.

A organização das ligas ternárias Au-Ni-Cu está relacionada com a proporção de Ni e Cu e, para facilitar a análise, foram utilizadas as proporções convertidas de Cu e Ni para refletir as suas quantidades relativas, ou seja

Na fórmula, Cu Ni representa a fração de massa, respetivamente. Quanto menor for o valor de Cu, maior será o teor de Ni; quanto mais significativo for o valor de Cu, menor será o teor de Ni.
A Figura 3-30 mostra a secção transversal longitudinal quase binária da liga com Au-Ni-Cu' como as coordenadas dos componentes e cores de 18K, 14K e 10K. Pode-se observar que a estrutura da liga é uma solução sólida monofásica somente quando o valor de Cu' excede 80%; abaixo deste valor, aparece uma região imiscível bifásica. À medida que a cor da liga diminui, o ponto de fusão da liga aumenta continuamente, o intervalo de cristalização da solidificação aumenta e a faixa da região bifásica do estado sólido também se expande.
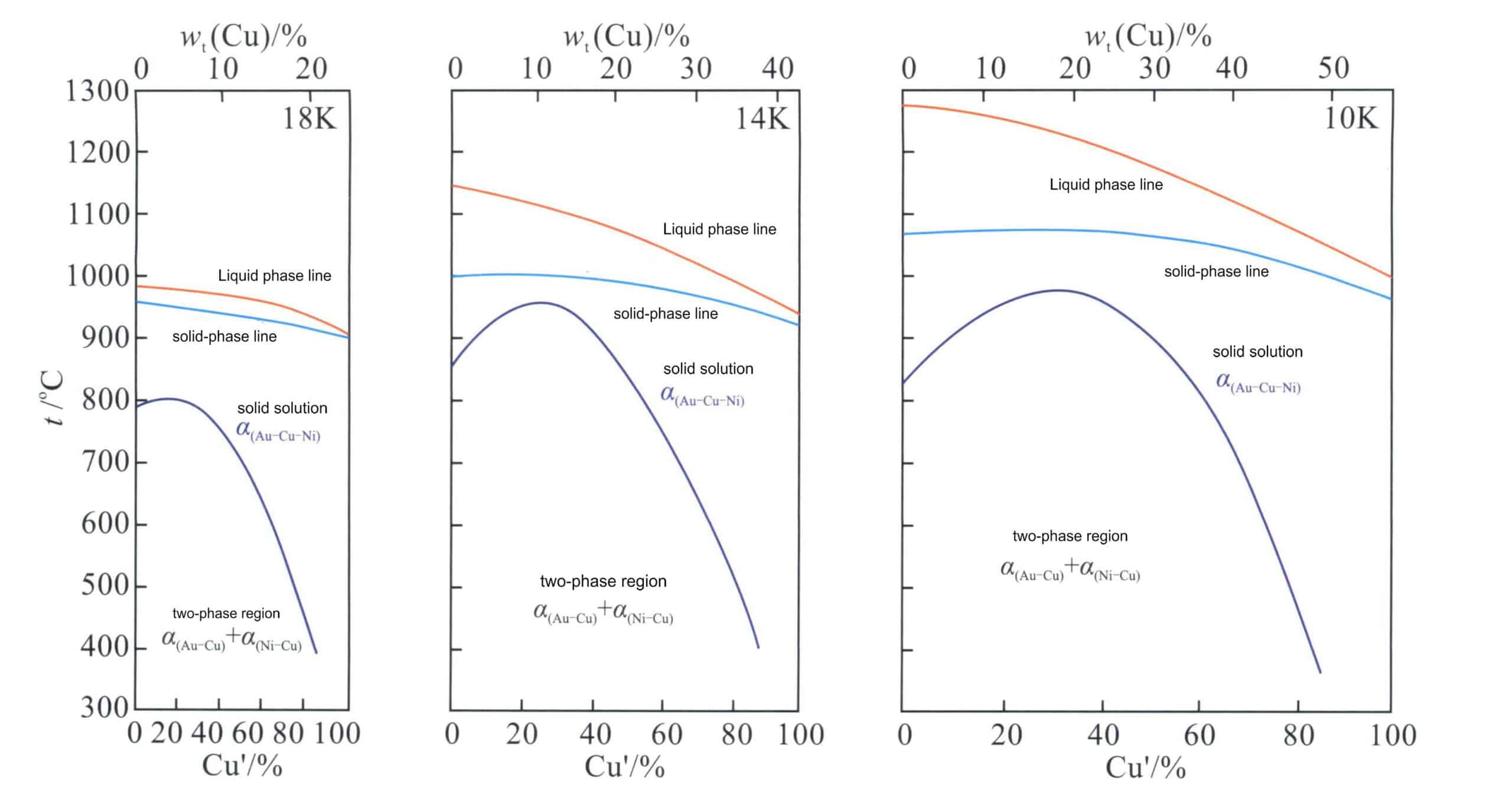
A relação entre a temperatura liquidus da liga Au-Ni-Cu e a composição é mostrada na Figura 3-31; à medida que o teor de Ni aumenta, o ponto de fusão da liga também aumenta, indicando que o desempenho de fundição da liga se deteriora.

A relação entre a cor da liga Au-Ni-Cu e a composição é mostrada na Figura 3-32. A linha tracejada indica a fronteira entre o branco e o amarelo ou vermelho. À medida que o teor de Ni aumenta, a brancura da liga aumenta. O teor de Ni não deve ser inferior a um valor específico para atingir uma determinada brancura para a liga. Para 18K, 14K e três cores de 10K, as ligas correspondentes ao segmento de linha preta a negrito na figura podem ser usadas para fazer jóias.
A resistência e a dureza da liga da série Au-Ni-Cu são elevadas, mas a sua maquinabilidade pode ser melhor do que a da liga da série Au-Ag-Cu. Na separação de fases do ouro a baixas temperaturas, a dureza da fase rica em Ni é muito maior do que a da fase rica em Au. As duas fases deformam-se a taxas diferentes quando o material é laminado ou estirado. O metal macio da fase rica em Au é mais fácil de deformar do que o metal duro da fase rica em Ni. Quando processado até um certo ponto, aparecem tensões entre as duas fases, afectando a flexibilidade da liga e reduzindo o seu desempenho no trabalho a frio.
Para melhorar o desempenho da liga Au-Ni-Cu, o Zn é frequentemente escolhido como um elemento auxiliar de branqueamento para compensar o efeito cromático causado pela adição de Cu e aumentar o efeito de branqueamento do Ni. Também pode servir como desoxidante para a fundição de revestimento, melhorando o desempenho do processamento. No entanto, a volatilização do Zn durante o processo de fundição reduz a ductilidade da liga e coloca dificuldades particulares para a reciclagem da liga.
2.2 Paládio K ouro branco
O Ni apresenta um risco de provocar alergias cutâneas; por conseguinte, o ouro branco de paládio K, com o Pd como principal elemento branqueador, é uma categoria vital amplamente utilizada na Europa.
O Pd é um elemento do grupo da platina com uma boa capacidade de branqueamento do ouro, permitindo que as ligas apresentem uma cor cinzenta-branca quente com um toque confortável. Devido ao elevado preço do paládio, a Ag é frequentemente utilizada como elemento de branqueamento secundário. Au-Pd-Ag A liga ternária é o sistema de liga base de ouro branco de paládio K, e a relação entre a sua cor e composição é mostrada na Figura 3-33. O teor de Pd deve atingir um valor específico para apresentar uma melhor cor branca. Para o padrão 18K, 14K e 9K, três cores, o conteúdo deve ser escolhido dentro da área da linha limite. Tomando o ouro branco 18K como exemplo, quando o conteúdo de Pd é 10%-13%, ele tem excelente cor branca e não requer revestimento de ródio.

Ao contrário das ligas Au-Ni-Cu, as ligas Au-Pd-Ag são soluções sólidas únicas em toda a gama de composição e não apresentam separação de fases. A distribuição da temperatura liquidus das ligas Au-Pd-Ag é mostrada na Figura 3-34. A adição de paládio ao ouro aumenta o ponto de fusão da liga e, à medida que o teor de Pd aumenta, o ponto de fusão da liga continua a subir. Isto aumenta a dificuldade de fundição da liga. Quando o teor de paládio é muito elevado, os processos convencionais de fundição em molde de gesso podem facilmente conduzir a defeitos de porosidade nas peças fundidas devido à decomposição térmica do pó de fundição de gesso.

A distribuição dos contornos de dureza recozida para as ligas Au-Pd-Ag é mostrada na Figura 3-35. A sua dureza é semelhante à das ligas Au-Ag-Cu, sendo significativamente inferior à das ligas Au-Ni-Cu. Ao mesmo tempo, esta liga é uma estrutura de solução sólida contínua única à temperatura ambiente, exibindo assim uma excelente maquinabilidade, tornando-a adequada para laminagem, gravação, incrustação e outras operações.

Uma vez que o Pd Ag pertence a todos os elementos de metais preciosos, o Au-Pd-Ag tem boa resistência à corrosão. A adição de uma quantidade adequada de outros elementos de liga a esta liga pode melhorar ainda mais o seu desempenho em determinados aspectos.
2.3 Ouro branco níquel-paládio K
Este tipo de ouro branco K contém Ni e Pd, utilizando o Ni como elemento de branqueamento de base e limitando o seu teor para reduzir. Para compensar a insuficiente capacidade de branqueamento, é adicionada à liga uma quantidade adequada de Pd, o que permite que a liga atinja um grau de brancura suficiente e tenha um bom desempenho de processamento, evitando simultaneamente o problema dos custos de material excessivamente elevados quando o Pd é utilizado unicamente como elemento de branqueamento primário.
2.4 Ouro branco com paládio K sem níquel (baixo)
Dada a potencial toxicidade do Ni para a pele humana, muitos países e regiões estabeleceram regulamentos sobre a taxa de libertação de níquel dos materiais de joalharia, promovendo a investigação e o desenvolvimento de materiais de ouro branco K sem níquel. Para além do ouro branco K de paládio que utiliza o Pd como elemento de branqueamento, está também em curso o desenvolvimento de outros materiais para além do Ni Pd. A preparação de ouro branco K de média a alta qualidade com elementos de liga não tem sido satisfatória; em muitos casos, é ainda necessário adicionar uma quantidade considerável de Pd para obter bons resultados. Até à data, apenas alguns sistemas de ligas foram aplicados comercialmente, com elementos adicionados, incluindo Pt, Fe, Mn e outros. A Pt é um excelente agente branqueador para o Au, mas também é frequentemente utilizada com Pd, que tem uma longa história de aplicação em ligas dentárias. O ouro branco 18K contendo 10 % Pt, 10 % Pd, 3 % Cu e 2 % Zn foi comercializado na indústria de joias e, devido ao alto teor de Pt e Pd, é muito caro. O Fe tem sido estudado como um segundo agente de clareamento. Ainda assim, uma grande quantidade de Pd também deve ser adicionada para manter a cor e a processabilidade da liga, especialmente para ligas de baixo número K (como 14K). O sistema Au-Fe é uma estrutura bifásica, o que causa problemas de dureza e corrosão na liga. O Mn é um agente branqueador promissor para o ouro K; quando o seu teor é elevado, é possível obter uma melhor brancura, mas a liga é bastante frágil e ainda requer uma certa quantidade de Pd para melhorar o seu desempenho. O ouro branco de manganês K é propenso à oxidação e deve ser fundido numa atmosfera neutra ou redutora. Quando se utiliza um maçarico para a fusão, pode optar-se pelo gás hidrogénio, uma vez que este pode consumir o oxigénio em torno do metal. A cor do ouro branco com manganês K pode atingir os níveis dois e três, sendo necessária a galvanoplastia para obter uma cor satisfatória. É propenso a descoloração quando em contacto com produtos químicos. Por conseguinte, a galvanoplastia é essencial.
Em ligas de ouro branco com baixo número K (como 8K, 9K e 10K), a utilização de um elevado teor de Ag como agente branqueador pode fazer com que o produto pareça branco. Estas ligas são relativamente macias e têm boa flexibilidade, e pode ser adicionada uma quantidade adequada de Pd, Cu, Zn ou Ni para melhorar o seu desempenho. No entanto, as quantidades de Cu e Zn devem ser controladas para evitar afetar a cor da liga. Estas ligas têm uma fraca resistência à corrosão e são propensas a enferrujar devido a reacções químicas com enxofre na atmosfera.
3. Requisitos de desempenho do ouro branco K
Para as empresas de joalharia, a escolha de materiais de enchimento adequados garante a qualidade do produto e tem um impacto significativo nos custos de produção. Vários aspectos devem ser considerados de forma abrangente para obter o desempenho ideal dos materiais para jóias em ouro branco K.
3.1 Cor e resistência à corrosão
Como o ouro branco K deve ter pelo menos uma cor branca, deve cumprir os requisitos básicos de YI < 32 e melhorar a brancura da liga tanto quanto possível sem afetar significativamente o seu desempenho. A liga deve também ter uma elevada refletividade para obter um melhor brilho durante o polimento. A liga tem boa resistência à descoloração opaca e à corrosão.
3.2 Ponto de fusão e volatilidade
Um ponto de fusão baixo é benéfico para a fusão e fundição. O ponto de fusão dos materiais de ouro branco K é geralmente mais elevado do que o do ouro K, especialmente para materiais com boa brancura, um elevado teor de elementos de branqueamento e, por conseguinte, um ponto de fusão mais elevado. As ligas com pontos de fusão elevados requerem temperaturas de vazamento mais elevadas, o que representa um risco de decomposição térmica do gesso nos processos de fundição de precisão de gesso. Em contrapartida, a utilização de moldes de cerâmica com pó de fundição ligado ao ácido fosfórico aumenta os custos de produção, a eficiência e a dificuldade. Portanto, para jóias feitas com fundição de precisão, é aconselhável escolher materiais de liga com pontos de fusão adequados, idealmente dentro de 1050 ℃. A adição de Zn à liga ajuda a diminuir o ponto de fusão, mas o conteúdo excessivo de Zn pode aumentar a volatilidade durante o processo de fundição, afetando a qualidade do produto e a reutilização.
3.3 Estrutura dos grãos
Os materiais em ouro branco K devem ser propícios à obtenção de estruturas de grão finas e densas, o que ajuda a melhorar o efeito de polimento da liga e reduz a probabilidade de defeitos pontuais complexos.
3.4 Dureza e maquinabilidade
Os materiais de liga de ouro branco K devem ter uma dureza adequada no estado fundido e recozido, boas propriedades mecânicas e desempenho no trabalho a frio, um endurecimento por trabalho não demasiado forte, uma baixa tendência para a fissuração térmica durante o recozimento e uma baixa tendência para a fissuração por corrosão sob tensão.
3.5 Conformidade com o níquel K Os materiais em ouro branco devem cumprir as normas da diretiva relevante.
Para materiais de liga de ouro branco K branqueados com níquel, devem ser cumpridos os requisitos da diretiva relativa ao níquel e a taxa de libertação de níquel não deve exceder a norma.
3.6 Cumprir os requisitos de proteção ambiental e redução de custos
Na seleção dos elementos de liga, são seguidas as fontes de materiais abrangentes, os preços baixos e o respeito pelo ambiente para reduzir os custos da liga e melhorar a relação custo-eficácia.
É de notar que a importância relativa das várias caraterísticas de desempenho muda com a aplicação dos materiais, sendo muitas vezes difícil satisfazer simultaneamente todos os requisitos acima referidos. Por vezes, é necessário fazer compromissos entre estes requisitos para obter o melhor efeito de otimização possível.
4. Composição e desempenho do ouro branco K
Os tipos de ouro branco K fornecidos no mercado são diversos, com diferenças de desempenho específicas. Em geral, para melhorar o desempenho do processamento ou reduzir os custos de material, a maior parte do ouro branco K comercial faz certas concessões em termos de brancura, aparecendo frequentemente com um aspeto branco-acinzentado, e requer normalmente um revestimento de ródio. Mesmo as ligas com uma brancura muito elevada não podem ser comparadas com a cor da camada de ródio, pelo que também são frequentemente revestidas com ródio nas suas superfícies. As Tabelas 3-13 e 3-14 apresentam o desempenho de algumas ligas de ouro branco K de níquel e ouro branco K de paládio, respetivamente.
Tabela 3-13 Composição e propriedades de algum ouro branco de níquel K
| Pureza | Composição química (peso)/% | Dureza HV/(N/mm2) | Resistência à tração (estado de incêndio) /MPa | Temperatura da linha Liquidus /℃ | Temperatura da linha Solidus /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Pureza | Au | Ni | Cu | Zn | Ag | Estado do elenco | Estado de trabalho a frio (70%) | Resistência à tração (estado de incêndio) /MPa | Temperatura da linha Liquidus /℃ | Temperatura da linha Solidus /℃ |
| 18K | 75 | 11 | 9.5 | 4.5 | - | 307 | 307 | 716 | 950 | 913 |
| 18K | 75 | 7.4 | 14 | 3.6 | - | 291 | 291 | 623 | 943 | 913 |
| 18K | 75 | 6.6 | 15.4 | 3 | - | 187 | 288 | 607 | 946 | 922 |
| 18K | 75 | 5 | 17 | 3 | - | 182 | 276 | 623 | 939 | 915 |
| 18K | 75 | 4 | 17 | 3 | - | 184 | 268 | 612 | 921 | 898 |
| 14K | 58.5 | 11 | 25.5 | 5 | - | 169 | 306 | 747 | 986 | 956 |
| 14K | 58.5 | 8.3 | 28.2 | 5 | - | 145 | 286 | 665 | 987 | 947 |
| 14K | 58.5 | 6.5 | 28.4 | 6.6 | - | 153 | 278 | 706 | 965 | 924 |
| 9K | 37.5 | 10 | 37 | 13.5 | 2 | 127 | 258 | 642 | 923 | 887 |
| 9K | 37.5 | - | 5.5 | 5.5 | 52 | 118 | 189 | 400 | 885 | 874 |
Tabela 3-14 Composição e desempenho de parte do ouro branco com paládio K
| Pureza | Composição química (peso)/% | Dureza HV/ (N/mm2) | Temperatura da linha Liquidus /℃ | |||||
|---|---|---|---|---|---|---|---|---|
| Pureza | Au | Pd | Ag | Cu | Zn | Ni | Dureza HV/ (N/mm2) | Temperatura da linha Liquidus /℃ |
| 18K | 75 | 20 | 5 | - | - | - | 100 | 1350 |
| 18K | 75 | 15 | 10 | - | - | - | 100 | 1300 |
| 18K | 75 | 10 | 15 | - | - | - | 80 | 1250 |
| 18K | 75 | 10 | 10.5 | 3.5 | 0.1 | 0.9 | 95 | 1150 |
| 18K | 75 | 6.4 | 9.9 | 5.1 | 3.5 | 1.1 | 140 | 1040 |
| 18K | 75 | 15 | - | 3.0 | - | 7.0 | 180 | 1150 |
| 14K | 58.3 | 20 | 6 | 14.5 | 1 | - | 160 | 1095 |
| 14K | 58.3 | 5 | 32.5 | 3 | 1 | - | 100 | 1100 |
| 10K | 41.7 | 28 | 8.4 | 20.5 | 1.4 | - | 160 | 1095 |
| 9K | 37.5 | - | 52 | 4.9 | 4.2 | 1.4 | 85 | 940 |
5. Problemas comuns com materiais de joalharia em ouro branco com níquel K
No fabrico de jóias em ouro branco K, o Ni é um elemento de liga que é simultaneamente barato e pode aumentar o brilho das jóias. O ouro branco K de níquel tem boa cor e propriedades físico-mecânicas, tornando-o o material de joalharia mais utilizado entre o ouro branco K. No entanto, o ouro branco com níquel K depara-se frequentemente com problemas durante a produção e a utilização, o que prejudica a saúde dos consumidores e causa muitos problemas às empresas de fabrico de jóias. Os principais problemas do ouro branco com níquel K incluem os seguintes aspectos.
5.1 Problema de alergia ao níquel
Muitos factos provaram que o Ni tem potenciais efeitos alérgicos e tóxicos na pele humana, o que pode provocar alergia ao Ni. A alergia ao Ni refere-se à reação alérgica que ocorre quando as jóias de ouro branco K entram em contacto prolongado com a pele humana, fazendo com que o Ni da liga se dissolva sob a ação do suor e liberte iões de Ni. Estes iões de Ni podem penetrar na pele e combinar-se com proteínas específicas, provocando reacções alérgicas. As suas partículas podem provocar erupções cutâneas e inflamação localizada, resultando em eczema, comichão (Figura 3-36) e até ulceração, afectando gravemente a saúde e a aparência do ser humano (Rushforth, 2000). Uma vez que uma pessoa desenvolva uma reação alérgica ao Ni, esta reação será sentida para o resto da sua vida.

De acordo com as estatísticas, aproximadamente 10% -15% das mulheres e 2% dos homens na Europa têm reacções alérgicas ao níquel metálico, o que é mais elevado do que noutras partes do mundo. Em resposta, a Comissão Europeia abordou ativamente esta questão, emitindo a Diretiva 94/27/CE relativa ao níquel em 1999, que regula a venda e a importação de determinados produtos suspeitos de libertarem, em certa medida, níquel metálico em contacto com a pele. Para jóias que entram em contacto prolongado com a pele, a taxa máxima de libertação de níquel é limitada a 0,5 g / cm2 / semana. Duas normas de ensaio, a EN1811 e a EN12472, foram especificamente desenvolvidas para simular objectos com e sem revestimentos, testando a taxa de libertação de níquel em condições específicas de tempo, temperatura e suor artificial. Posteriormente, devido à ainda elevada taxa de sensibilização do níquel, foram feitas revisões mais rigorosas, o que levou à emissão da Diretiva 2004/96/CE relativa ao níquel e à norma de ensaio de libertação de níquel EN/811:2011, que eliminou o valor de ajuste para as taxas de libertação de níquel. Com base nos efeitos após a aplicação da diretiva, a Comissão Europeia reforçou a diretiva relativa ao níquel duas vezes. Países como o Reino Unido, o Japão e a China também estabeleceram requisitos de libertação de níquel correspondentes para o ouro branco K. A Diretiva Níquel não proíbe a utilização de materiais com níquel, mas restringe as taxas de libertação de níquel das ligas e materiais. Ao produzir jóias em ouro branco K, os fabricantes de jóias precisam primeiro de determinar se existem restrições à libertação de níquel no país ou região do cliente e escolher os materiais de enchimento adequados em conformidade. Nomeadamente, uma parte considerável dos materiais de enchimento em ouro branco K disponíveis no mercado não consegue passar no teste da taxa de libertação de níquel metálico.
5.2 Problemas de cor
O ouro branco K é um material alternativo para as jóias de platina, que requer uma boa brancura. Por conseguinte, a maioria das jóias em ouro branco K é revestida com ródio na superfície. Normalmente, o tempo de revestimento com ródio é muito curto, normalmente referido como "revestimento rápido", resultando numa camada fina que se desgasta após um período de utilização, expondo a cor original do metal de base. Em muitos casos, a cor do ouro branco K contrasta significativamente com a cor do revestimento, levando a queixas ou dúvidas dos clientes. Além disso, durante muito tempo, a indústria da joalharia utilizou principalmente métodos qualitativos para descrever as cores das ligas, resultando frequentemente em disputas entre empresas de joalharia e clientes devido a julgamentos inconsistentes.
5.3 Questões magnéticas
O ouro em si não é magnético, mas o ouro branco de níquel K pode por vezes apresentar um certo grau de magnetismo. Este facto suscita frequentemente dúvidas e queixas por parte dos consumidores, que acreditam que a pureza do material precisa de ser melhorada e que o material está misturado com Fe e outros. Por conseguinte, o ouro branco com níquel K, enquanto material de metal precioso para decoração, geralmente não pretende que a liga apresente magnetismo na maioria dos casos.
Na natureza, o Fe é um elemento metálico magnético bem conhecido e, para além dele, existem alguns outros elementos que também apresentam magnetismo, como o Co, o Ni e o Ga. O facto de uma substância apresentar magnetismo depende não só da sua composição, mas também da sua microestrutura. Elementos iguais mas com estruturas diferentes ou que se encontram em intervalos de temperatura diferentes podem por vezes apresentar diferenças de magnetismo. No caso do sistema de liga Au-Ni-Cu, a separação de fases ocorre dentro de um intervalo de temperatura específico, formando uma fase rica em Ni e uma fase rica em Au, enquanto a fase rica em Ni pode exibir um certo grau de magnetismo.
5.4 Problemas de fraco desempenho de processamento
O desempenho do trabalho a frio das jóias de ouro K é uma representação abrangente de várias propriedades mecânicas. As jóias de ouro branco K são principalmente concebidas com pedras preciosas embutidas, e o desempenho do trabalho a frio do material é um fator essencial que afecta a facilidade da operação de embutir. Suponhamos que a rigidez e o limite de elasticidade do material são demasiado elevados. Nesse caso, torna-se difícil manter as garras ou arestas metálicas contra as pedras preciosas durante a cravação, dificultando a sua fixação, que pode mesmo ficar danificada durante o processo de cravação. As garras metálicas (pregos) podem partir-se facilmente durante a cravação se a resistência do material for insuficiente. Na produção de jóias, os materiais são frequentemente submetidos a processos de deformação a frio, tais como laminagem, estiramento e estampagem. Se a ductilidade do material for fraca, é provável que ocorram fissuras. O desempenho do trabalho a frio do ouro branco com níquel K é significativamente pior do que o do ouro K, e surgem frequentemente problemas como fissuras de processamento ou quebra durante a produção.
5.5 Problemas de fissuração por corrosão sob tensão
São frequentes os casos de consumidores que perdem pedras preciosas devido a garras partidas ao usarem jóias em ouro branco com níquel K, causadas principalmente por fissuras de corrosão sob tensão no ouro branco com níquel K, que aparecem frequentemente em garras estampadas. Podem ocorrer várias tensões durante a laminagem, a estampagem, a soldadura e a incorporação das garras. Se não forem tomadas medidas para eliminar estas tensões internas, formar-se-ão tensões residuais nas jóias. A Tabela 3-15 lista as possíveis causas da formação de tensões residuais nas garras.
Quadro 3-15 Causas e consequências da formação de tensões residuais nas garras
| Processo de funcionamento | Causas das tensões residuais | Possíveis consequências relacionadas com o stress |
|---|---|---|
| Soldar as garras no anel | Temperatura excessiva das garras durante a soldadura | O stress e as fissuras nas garras não são normalmente visíveis a olho nu |
| Soldar a garra ao anel | A velocidade de aquecimento da pinça durante a soldadura é demasiado rápida | O stress térmico pode causar fracturas |
| Soldar a garra ao anel (fissuras de arrefecimento) | O arrefecimento da peça de trabalho é demasiado cedo após a soldadura | O arrefecimento externo é rápido, enquanto o arrefecimento central é lento, o que leva a uma contração térmica inconsistente, causando tensões e fissuras na garra de inserção |
| Criação de buracos na garra de inserção | O sobreaquecimento ocorre devido a um funcionamento incorreto | Provoca uma fratura frágil e fissuras no engaste do pino |
| Pressionar a pinça de pino na superfície da pedra preciosa | Provoca alterações na estrutura do grão da cravação do pino | Gera microfissuras de tensão residual e eventual fratura |
Por um lado, as tensões residuais reduzem o potencial de elétrodo da liga, diminuindo a resistência à corrosão do material, enquanto o próprio pino é relativamente fino, o que pode mesmo levar a fissuras por corrosão sob tensão; por outro lado, as tensões residuais podem causar microfissuras (expostas ou latentes), como mostra a Figura 3-37.
Estas microfissuras não são fáceis de detetar; são frequentemente locais onde se acumulam meios corrosivos. Durante a utilização das jóias, a sujidade, como sebo, flocos de pele e pó, adere normalmente ao interior das pontas (Figura 3-38). Quando as jóias entram em contacto com vários meios corrosivos, como o suor humano, a água da torneira, o cloro das piscinas e diferentes sais, este sebo, flocos de pele podem facilmente absorver líquidos corrosivos ou sais residuais. Sob estes meios corrosivos, as áreas com elevada tensão tornam-se zonas anódicas, conduzindo à corrosão eletroquímica, que enfraquece o material e pode mesmo provocar a sua rutura. Quanto maior for a concentração do meio corrosivo, quanto maior for o tempo de contacto, quanto maior for a temperatura e quanto mais finas forem as pontas, mais rapidamente ocorre o enfraquecimento das pontas, agravando a fissuração por corrosão sob tensão e conduzindo à rutura.


Para prevenir eficazmente a fissuração por corrosão sob tensão do ouro branco de níquel K, é necessário dar prioridade a materiais que não sejam muito sensíveis à corrosão sob tensão. Durante a produção, devem ser feitos esforços para eliminar a tensão residual e as microfissuras no material. Durante a utilização, é também essencial limpar regularmente as jóias para reduzir a acumulação de meios corrosivos nas zonas sensíveis.
5.6 Problemas de defeitos de fundição
A fundição do ouro branco de níquel K apresenta dificuldades específicas em comparação com as ligas de ouro K e de prata. As empresas deparam-se frequentemente com defeitos de fundição durante a produção, tais como buracos de areia, pontos duros, buracos de gás, cavidades de contração (porosidade) e fissuras a quente, entre os quais os pontos duros e os problemas de contração de gás são mais proeminentes.
(1) Problemas de pontos difíceis
Uma mancha dura refere-se à presença de um objeto estranho com dureza muito elevada na superfície ou no interior de peças fundidas de jóias de níquel K ouro branco, vulgarmente conhecido como areia de aço ou escória de ouro (Figura 3-39). Este é um defeito típico de ponto complexo encontrado em níquel-platina.

As peças fundidas de joalharia com pontos duros apresentam frequentemente riscos graves durante o polimento, tornando muito difícil obter uma superfície brilhante. Normalmente, este problema só é descoberto na fase final do polimento, obrigando as empresas de fabrico de jóias a gastar muito trabalho em reparações, especialmente no caso de pontos duros pequenos e dispersos. Os pontos demoram muitas vezes muito tempo; em última análise, as jóias são desmanteladas porque é difícil repará-las de forma satisfatória.
Os pontos críticos decorrem principalmente dos seguintes aspectos:
Segregação de Ni.
Este facto é causado principalmente por uma fusão incompleta e por uma agitação irregular. Devido ao elevado ponto de fusão do Ni e à sua densidade inferior à do ouro, se o tempo de fusão for demasiado curto ou se a agitação não for efectuada com cuidado, é provável que ocorra segregação do Ni, levando à formação de pontos complexos.
Formação de Ni2Compostos intermédios de Si.
Isto ocorre quando o Si na liga reage com o Ni, e o Ni2O Si é um composto intermetálico denso e de elevada dureza. Quanto maior for o teor de Si na liga, maior será a probabilidade de ocorrência de Ni2Si a aparecer. Quando o gás dióxido de enxofre está presente no metal fundido, agrava a reação entre o Ni e o Si.
A oxidação do Si forma SiO2.
Quando as ligas de níquel-platina que contêm Si são fundidas, se estiverem numa atmosfera oxidante ou a temperaturas de fusão excessivamente elevadas, a forte reatividade do Si conduz a uma oxidação preferencial, tornando fácil a formação de SiO2especialmente quando há uma pequena quantidade de metal líquido remanescente no cadinho. A fusão subsequente é efectuada diretamente, o que resulta numa oxidação mais severa do Si.
Segregação de agentes de refinamento de grãos.
A adição de Ir, Co e REE ao ouro branco de níquel K pode formar núcleos heterogéneos de elevado ponto de fusão, aumentando o número de núcleos e refinando os grãos. A liga destes elementos é relativamente complicada e a temperatura de fusão, o tempo e os processos de funcionamento incorrectos podem facilmente levar à segregação e à formação de pontos complicados.
Objectos estranhos complexos misturados a partir do exterior.
Isto inclui múltiplos aspectos, como a utilização de materiais contaminados e de ferramentas de fundição com objectos estranhos.
Por conseguinte, durante a produção, é essencial dar prioridade a materiais que não sejam sensíveis a defeitos pontuais complexos. No processo de fundição, é necessário reforçar a gestão das matérias-primas e dos instrumentos e equipamentos de fundição, estabelecer especificações razoáveis do processo de funcionamento e aplicá-las rigorosamente.
(2) Problema de contração do ar
A nucleação e o crescimento de cristais manifestam-se na solidificação de metais. Devido à natureza multicomponente das ligas e à influência do fluxo térmico, o crescimento inicial dos cristais dos metais apresenta frequentemente formas dendríticas, com metal fundido residual entre os dendritos. Se o metal fundido não molhar o molde ou se houver pressão de ar externa, o metal fundido residual será empurrado para longe da superfície, deixando para trás um esqueleto dendrítico, formando um defeito típico de porosidade de retração ao ar (Figura 3-40).

A formação de defeitos de porosidade de retração do ar está intimamente relacionada com as propriedades da liga e com o processo de fundição. Na fundição por cera perdida de jóias de ouro K, o gesso é geralmente usado como aglutinante para fundir material em pó para formar o molde. O principal componente do gesso é o CaSO4é um material de estabilidade térmica relativamente fraca. Sofre decomposição térmica a altas temperaturas e liberta dióxido de enxofre, provocando defeitos como poros e encolhimento do ar nas peças fundidas de joalharia. No caso do ouro branco com níquel K, uma vez que o Ni aumenta o ponto de fusão da liga, esta tem de ser fundida a temperaturas mais elevadas, aumentando a probabilidade de decomposição do gesso, principalmente quando ocorre uma oxidação significativa durante o processo de fusão da liga, formando substâncias como CuO e ZnO. Este facto reduz ainda mais a temperatura de decomposição do gesso, facilitando o desenvolvimento de porosidade de retração do ar nas peças fundidas.
Por conseguinte, ao fundir jóias de ouro branco em níquel K, é necessário estabelecer especificações razoáveis para o processo de fusão e fundição.
Secção Ⅳ K ouro vermelho
O ouro vermelho K é uma liga de ouro de cor vermelha, conhecida em inglês como karat red gold, vulgarmente designada por KR na indústria da joalharia, tal como 18KR e 14KR. Entre as séries de materiais de joalharia em ouro K, o ouro vermelho K tornou-se uma tendência da moda na indústria joalheira internacional atual devido à sua cor elegante e luxuosa, em comparação com o vibrante ouro amarelo K e o brilhante ouro branco K. Os especialistas da indústria deram a este material um nome romântico com base na sua cor única, chamando-lhe "ouro rosa", representando o tema eterno do amor da humanidade. Muitas marcas de jóias e relógios de renome internacional, como a Cartier, a Chanel, a Piaget, a Titoni, a Jaeger-LeCoultre e a Girard-Perregaux, lançaram várias séries de jóias e relógios em ouro rosa, fazendo do ouro vermelho K um dos materiais temáticos mais populares da joalharia em ouro K em todo o mundo. Devido aos costumes tradicionais que favorecem o vermelho na China, o ouro rosa ganhou ainda mais adeptos no mercado e desenvolveu-se rapidamente.
1. Impacto dos elementos de liga nas propriedades das jóias de ouro vermelho K
1.1 O impacto dos elementos de liga na cor das jóias de ouro vermelho K
Entre todos os elementos químicos conhecidos, o Cu é o único elemento que aparece vermelho, tornando-o o elemento de liga mais básico e primário no ouro vermelho K. De acordo com o diagrama da zona de cor da liga na Figura 3-15, Au-Ag-Cu, quanto maior o teor de Cu, mais vermelha é a cor do ouro K. Tomando o ouro vermelho de 18K como exemplo, quando o Cu é o único elemento de liga, a cor vermelha das jóias de ouro vermelho K é a melhor, mas o valor de brilho da liga é o mais baixo. Diferentes rácios de elementos de liga terão impacto principalmente na cor das jóias de ouro vermelho K. Após a adição de elementos de liga de tom branco, como Ag e Zn, haverá um efeito de branqueamento na cor do ouro vermelho K, clareando gradualmente a cor vermelha da liga, mas aumentando o seu brilho. Quando o conteúdo total de Ag e Zn aumenta para 7%, e o conteúdo de Cu diminui para cerca de 18%, a cor da liga aparece rosa, comumente conhecida como "ouro rosa". Quando o conteúdo total de Ag e Zn aumenta para 10%, e o conteúdo de Cu diminui para cerca de 15%, a cor da liga fica amarela. Portanto, para o ouro vermelho 18K, para atingir um certo grau de vermelhidão, o teor de Cu na liga não deve ser inferior a 15%; caso contrário, a liga não pode ser classificada como ouro vermelho K; para o ouro vermelho 14K, uma vez que o teor de Au é reduzido, o teor de Cu pode ser reduzido um pouco, mas não deve ser inferior a 27%.
1.2 O impacto dos elementos de liga na estrutura do ouro vermelho K
O ouro vermelho K é baseado no sistema de liga Au-Ag-Cu, com um teor muito elevado de Cu. De acordo com o rácio de conversão do teor de Ag e Cu, o Ag do ouro vermelho K é muito pequeno, pertencendo ao tipo I na liga Au-Ag-Cu. Esta liga é uma solução sólida única a altas temperaturas. Quando a temperatura desce para um valor específico, surgem diferentes fases intermédias com base nas várias composições da liga. Estas fases intermédias são caracterizadas por arranjos atómicos que exibem ordem de curto alcance ou mesmo de longo alcance, uma transformação ordenada na metalurgia dos materiais.
As estruturas ordenadas típicas incluem o tipo CuAu I, o tipo CuAu II e o tipo Cu3Au tipo I, que ocorrem em diferentes gamas de composição e intervalos de temperatura. O diagrama de fase binária Au-Cu na Figura 3-11 mostra que a estrutura ordenada do tipo CuAu I e a estrutura ordenada do tipo CuAu II ocorrem dentro da faixa de composição equivalente a CuAu, com a primeira se formando abaixo de 385 ℃. Os átomos de Cu e Au estão dispostos em camadas no plano de cristal 001, com uma camada inteiramente composta de átomos de Au, enquanto a camada adjacente é totalmente composta de átomos de Cu (Figura 3-41)

a. Constante da rede
Devido ao tamanho menor dos átomos de Cu, a rede cúbica centrada na face original é distorcida para formar uma rede tetragonal de c / a = 0,93; o último se forma entre 385 ℃ e 410 ℃, representando uma estrutura de período longo com uma rede ortorrômbica. Sua célula unitária é equivalente ao alinhamento de 10 células unitárias CuAu I em paralelo ao longo de b. Após cinco pequenas células unitárias, o tipo de átomos no plano (001) muda, o que significa que o plano inicialmente composto inteiramente de átomos de Au torna-se átomos de Cu. Em contrapartida, o plano originalmente composto por átomos de Cu passa a ser inteiramente composto por átomos de Au, criando assim uma fronteira de domínio anti-fase a meio caminho da célula unitária alargada (Figura 3-42). O terceiro tipo é uma liga com uma composição equivalente a Cu3Au lentamente resfriado para abaixo de 390 ℃. Na estrutura formada, os átomos de Au e Cu são dispostos ordenadamente, com átomos de Au localizados nos cantos da célula unitária cúbica centrada na face, enquanto os átomos de Cu ocupam as posições centradas na face. A proporção atómica é de 3:1, resultando numa estrutura de Cu3Estrutura ordenada do tipo Au I. Independentemente da forma da estrutura ordenada, esta tem um impacto significativo nas propriedades mecânicas das ligas Au-Cu. A presença de distorção da rede e de limites de domínio ordenados aumenta a resistência à deformação por plasticidade do material, aumentando significativamente a resistência e a dureza da liga, mas reduzindo consideravelmente a flexibilidade do material, levando a liga a apresentar uma fragilidade evidente.
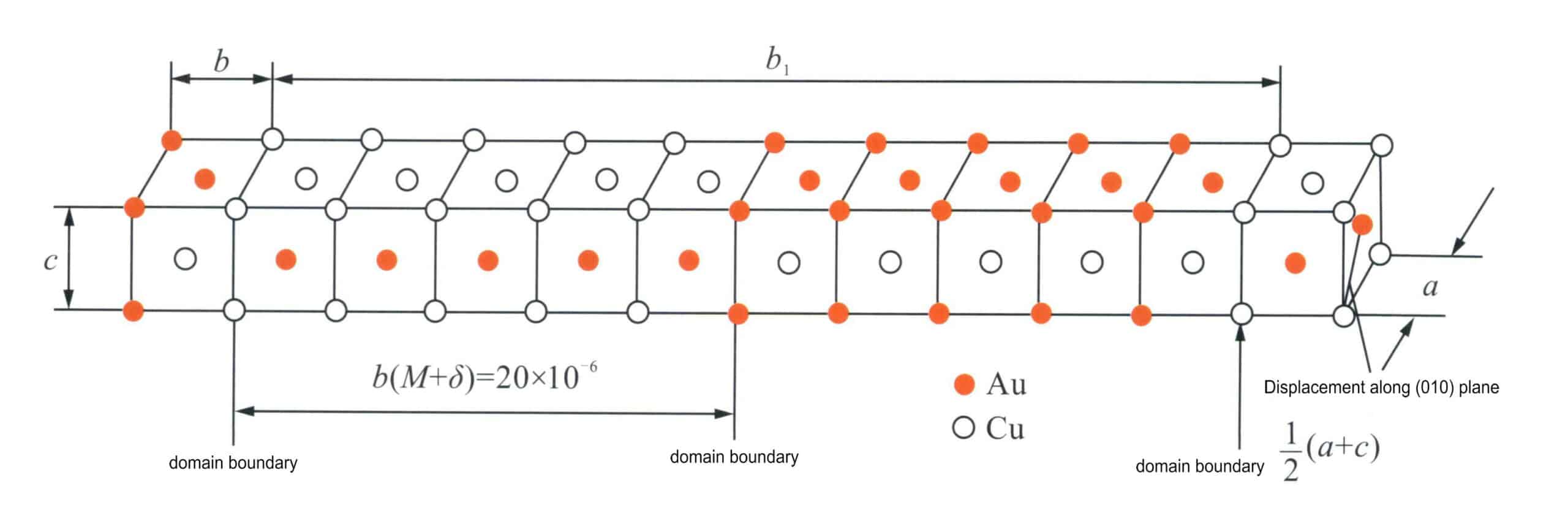
a,b,c, Constante de rede; b1. 10 células unitárias CuAu I dispostas lado a lado na direção horizontal;
M. Meio-período da super-rede; δ. A ligeira expansão gerada na direção horizontal (da esquerda para a direita)
A composição do ouro vermelho K afecta significativamente a sensibilidade à transição de ordenação e o grau de transição. Embora as transições de ordenação possam ocorrer numa gama relativamente ampla de composições, o grau mais elevado de ordenação só é alcançado quando os rácios de composição correspondentes correspondem a estas estruturas ordenadas. Suponhamos que a composição da liga se desvia da relação de composição ideal. Nesse caso, não é possível formar uma solução sólida totalmente ordenada, mas apenas uma solução parcialmente ordenada, melhorando assim o desempenho da liga até um certo ponto. Por conseguinte, ao conceber a composição do ouro vermelho K, não se deve simplesmente utilizar elementos de Cu para a liga, mas adicionar uma certa quantidade de outros elementos de liga para fazer com que a relação atómica Au, Cu se desvie da composição ideal. Embora a redução dos componentes de Cu enfraqueça ligeiramente a cor vermelha da liga, é benéfica para o desempenho do processamento da liga e para a capacidade de controlo durante o processo de produção.
1.3 O efeito dos elementos de liga no desempenho de fundição do ouro vermelho K
O elevado teor de Cu no ouro vermelho K torna-o propenso a defeitos como inclusões de oxidação, poros e contração durante a fundição. Por conseguinte, é frequentemente necessário adicionar alguns elementos de liga que ajudam a melhorar o desempenho da fundição em ouro vermelho K, tais como Zn, Si, terras raras, etc. Estes podem atuar como desoxidantes para o ouro vermelho K, purificando o metal fundido, melhorando a qualidade da fundição, aumentando a capacidade de enchimento, reduzindo a rugosidade da superfície dos produtos e minimizando a reação entre o metal fundido e o molde, o que conduz à obtenção de uma superfície de fundição mais brilhante.
1.4 A influência dos elementos de liga no desempenho do processamento do ouro vermelho K
O ouro vermelho K com diferentes composições de liga difere significativamente na dureza de fundição. De um modo geral, as ligas com maior teor de Cu têm maior dureza de fundição. Tomando o ouro vermelho 18K como exemplo, quando o teor de Cu é 18%, a dureza de fundição é geralmente inferior a HV170, enquanto que quando o teor de Cu excede 21%, a dureza inicial pode exceder HV210. Isso indica que o efeito de fortalecimento do Cu no ouro vermelho K é predominante.
O desempenho do processamento do ouro vermelho K depende principalmente da composição da liga e do estado de organização. A laminagem direta em condições de fundição é propensa a fissuras. A taxa de endurecimento por trabalho está intimamente relacionada com o teor de Cu; quando o teor de Cu é baixo, apresenta uma taxa de endurecimento por trabalho relativamente linear. À medida que o teor de Cu aumenta até um certo nível, a taxa de endurecimento por trabalho parece relativamente plana nas fases iniciais de processamento. Em contrapartida, a liga endurece rapidamente nas fases posteriores, afectando a flexibilidade.
1.5 A influência dos elementos de liga na resistência à corrosão do ouro vermelho K
O ouro vermelho K utiliza principalmente o Cu como elemento de liga. O Cu tem uma estabilidade química mais fraca do que o metal nobre ouro e é propenso a reagir com oxigénio, enxofre, etc., formando CuO ou CuS. O aumento do teor de Au ajuda a melhorar o desempenho de descoloração do ouro vermelho K. O ouro vermelho K de alta qualidade tem melhor resistência à descoloração pelo suor do que o ouro vermelho K de baixa qualidade. No entanto, o teor de Au não é o único fator que determina a resistência ao embaciamento e à descoloração. O embaciamento e a descoloração são os resultados combinados de processos químicos, ambiente e estrutura organizacional. A adição de alguns elementos activos de oxigénio à liga de ouro vermelho K pode formar uma película de óxido transparente e densa na superfície da liga, o que também pode levar a uma melhor resistência ao embotamento e à descoloração do ouro vermelho K.
2. Seleção de K red gold Filler
A composição da liga desempenha um papel decisivo no seu desempenho. Ao selecionar o enchimento de ouro vermelho K, é necessário partir dos requisitos de desempenho da liga e concentrar-se nos seguintes aspectos:
(1) Aspeto da cor.
Deve apresentar uma excelente cor vermelha e um bom brilho. Além disso, a liga deve ter uma boa resistência ao embaciamento, tornando-a menos suscetível de mudar de cor durante a armazenagem e a utilização; a liga pode ser deixada sem tratamento, sem galvanoplastia.
(2) A liga deve ter grãos refinados e uma estrutura densa, exibindo boas propriedades mecânicas.
Para resolver a fratura frágil frequentemente causada por transições de ordem no ouro vermelho K, deve-se evitar a relação de composição ideal que forma o mais alto grau de ordem ao conceber a composição da liga.
(3) A adaptabilidade da liga a diferentes técnicas de processamento e a operacionalidade dos processos evitam problemas operacionais causados por uma gama de processamento demasiado estreita.
(4) Ao selecionar os elementos de liga, é seguido o princípio de fontes de material amplas, baixo custo e respeito pelo ambiente para reduzir os custos da liga.
3. Composição e propriedades de alguns metais de ouro K
Em resposta à procura do mercado de jóias por ouro K em diferentes cores, a indústria desenvolveu uma série de ouro K rosa-vermelho e, com base em diferentes requisitos do processo de produção, desenvolveu ouro K adequado tanto para fundição como para processamento a frio. A composição e as propriedades de algum ouro K são mostradas na Tabela 3-16.
Quadro 3-16 Propriedades de algum ouro K
| Pureza | Composição química (peso)/% | Ponto de fusão /℃ | Densidade/ (g/cm3) | Dureza suave HV/(N/mm2) | Cor | |||
|---|---|---|---|---|---|---|---|---|
| Pureza | Au | Ag | Cu | Zn | Ponto de fusão /℃ | Densidade/ (g/cm3) | Dureza suave HV/(N/mm2) | Cor |
| 18K | 750 | 90 | 160 | - | 880 ~ 885 | 15.3 | 160 | Cor-de-rosa |
| 18K | 750 | 45 | 205 | - | 855 ~ 890 | 15.15 | 165 | Vermelho |
| 14K | 585 | 100 | 277 | 38 | 810 ~ 880 | 13.25 | 148 | Cor-de-rosa |
| 14K | 585 | 90 | 325 | - | 850 ~ 885 | 13.30 | 160 | Vermelho |
4. Problemas comuns com jóias de ouro vermelho K
As jóias em ouro vermelho K deparam-se frequentemente com vários problemas durante a produção e a utilização, incluindo os seguintes aspectos.
4.1 Problemas de fratura frágil
A questão da fratura frágil das jóias em ouro vermelho K é um problema importante com que as empresas de fabrico de jóias se deparam frequentemente quando produzem jóias em ouro vermelho K. Uma forma típica desta fissura, feita de material 18KR e usando materiais de enchimento convencionais de ouro vermelho K, mostra múltiplas ocorrências de tais fissuras após a fundição, sem deformação por plasticidade perto da fratura, apresentando um fenómeno típico de fratura frágil Figura 3-43.

A prática mostra que a fratura por fragilidade das jóias em liga de ouro K vermelho ocorre tanto em 14KR como em 18KR, sendo a fratura por fragilidade particularmente proeminente em 18KR. Além disso, não surge apenas durante o processo de arrefecimento da fundição; pode também tornar o material frágil durante o recozimento subsequente, a soldadura e até mesmo durante o processo de arrefecimento do procedimento de laca de fogo para assentamento de pedras. Isto pode causar a fratura da joia com uma ligeira força externa ou impacto. Quando a fragilidade é grave, a liga pode partir-se facilmente como galhos secos, ao contrário das propriedades dúcteis e de plasticidade das ligas de metais preciosos adequadas, causando problemas significativos e dificuldades de processamento para as empresas de fabrico de jóias.
Os principais factores que levam à fratura por fragilidade das jóias em ouro vermelho K são os seguintes:
(1) A influência da composição da liga.
O diagrama de fase de liga binária na Figura 3-11 mostra que quando o conteúdo de Cu está entre 30% e 80%, durante o processo de fundição após a fundição, quando a temperatura está acima de 410 ℃, a liga binária Au-Cu é completamente solúvel. Quando a temperatura cai abaixo de 410 ℃, dependendo das diferentes composições da liga, ela produzirá diferentes graus de transformação de ordenação que reduzem a flexibilidade do material, tornando a liga quebradiça. Portanto, a escolha de materiais com um grau relativamente baixo de transformação de ordenação é preferível ao selecionar ouro vermelho K para reparos.
(2) A influência da taxa de arrefecimento.
Tal como outros materiais metálicos, os materiais em ouro vermelho K sofrem tensões térmicas durante o processo de arrefecimento de alta temperatura para baixa temperatura, especialmente durante o arrefecimento rápido, o que é mais suscetível de produzir tensões térmicas significativas, levando à deformação ou mesmo a fissuras nas jóias. Por conseguinte, é geralmente adotado um método de arrefecimento lento para reduzir a tensão térmica no processamento de jóias em ouro K e ouro branco K. No entanto, se este método for utilizado no processamento de jóias em ouro vermelho K, as jóias estão sujeitas a tensões organizacionais devido à transformação da ordem. A transição do ouro K vermelho da desordem para a ordem não ocorre instantaneamente; é um processo que assenta na migração atómica e no rearranjo. Uma vez que a difusão e a migração atómica requerem tempo, é evidente que se o ouro vermelho K for rapidamente arrefecido de uma temperatura acima da temperatura crítica de transformação para a temperatura ambiente, suprimirá a ocorrência do processo de ordenação e poderá mesmo manter o estado desordenado a altas temperaturas.
Por conseguinte, no processamento do ouro vermelho K, não basta adotar um método de arrefecimento lento para reduzir o stress térmico; a chave é minimizar a soma do stress térmico e do stress estrutural. Além disso, durante o processo de moldagem das jóias, é muitas vezes necessário efetuar soldaduras de reparação nos ornamentos ou soldar componentes entre si; ao colocar as jóias, espera-se primeiro fixar os ornamentos com laca de fogo, o que requer o aquecimento da peça de trabalho. Mesmo que não ocorra qualquer transformação de encomenda durante a fundição, no processamento subsequente, tal como o arrefecimento lento após o aquecimento ou a manutenção de uma temperatura abaixo da temperatura crítica durante um determinado período, continuarão a ocorrer transformações de encomenda. Por conseguinte, no processamento subsequente de peças fundidas em ouro vermelho K, deve prestar-se atenção à gama de temperaturas de aquecimento e à taxa de arrefecimento após o aquecimento. A soldadura a laser pode reparar pequenos orifícios de areia em ornamentos ou pontos de ligação de soldadura, se as condições o permitirem, para evitar o risco de fratura frágil causado pela formação de uma solução sólida ordenada após o aquecimento da liga.
(3) O impacto dos processos de deformação.
No fabrico de jóias, a estampagem mecânica ou a prensagem hidráulica são normalmente utilizadas para a conformação. Se o material da liga já tiver sofrido um certo grau de transformação por encomenda, a flexibilidade do material será significativamente afetada. Esta pode induzir fissuras quando combinada com os efeitos do endurecimento por trabalho durante o processo de deformação. Por conseguinte, ao processar o ouro vermelho K, o lingote deve ser submetido a um tratamento de solução para formar uma solução sólida monofásica uniformemente composta. Durante o processamento, o material sofrerá um endurecimento por trabalho, o que reduz a flexibilidade do material, pelo que é necessário um tratamento de recozimento intermédio para eliminar a tensão gerada durante o processamento.
4.2 Problemas de cor
Nas jóias de ouro vermelho K, a expetativa geral é que a liga tenha uma boa cor vermelha. É sabido que, entre todos os elementos químicos conhecidos, apenas alguns elementos metálicos são coloridos, como o Au, que parece amarelo dourado; o Cu, que parece avermelhado; o Bi, que parece vermelho claro; e o Ce, que parece amarelo claro, enquanto os restantes elementos metálicos são maioritariamente branco-acinzentados ou branco-prateados. O Cu tem um impacto significativo nas propriedades mecânicas do ouro; por conseguinte, o Cu é o elemento de liga mais básico e primário para obter ouro K vermelho. Quanto mais elevado for o teor de Cu, mais vermelho será o ouro K.
Para jóias, as purezas normalmente utilizadas são 18K e 14K. Se se tratar apenas de uma liga binária Au-Cu, a liga apresentará uma cor vermelha ligeiramente baça e é suscetível de produzir inclusões de oxidação durante a fundição. Durante o processo de arrefecimento após a fundição, é fácil sofrer transformações de ordem, levando à fragilidade da liga.
Para obter um melhor desempenho de processamento e fundição, são frequentemente adicionados ao ouro K outros elementos de liga para além do Cu, o que pode resultar numa cor vermelha relativamente mais clara. Algumas empresas, por vezes, galvanizam uma camada de ouro K na superfície das jóias, o que pode obter uma cor vermelho-rosa brilhante e uniforme, proporcionando um excelente efeito decorativo. No entanto, quando o revestimento se desgasta, pode facilmente criar um contraste de cor que afecta a aparência.
4.3 Problemas de embotamento e descoloração
As jóias de ouro K tendem a ficar baças e descoloradas depois de serem usadas ou colocadas durante algum tempo, perdendo o seu brilho e lustre iniciais.
Tomando o 18KR como exemplo, foi embebido em suor artificial para o teste de corrosão, medindo os valores das coordenadas de cor antes e depois do teste e calculando as suas alterações e os valores da diferença de cor, como se mostra na Tabela 3-17. Pode ver-se que, à medida que o tempo de corrosão aumenta, o valor de brilho L* diminui continuamente. Em contrapartida, os valores a* e b* aumentam, e a diferença de cor aumenta gradualmente. Isto indica que a superfície da liga se torna gradualmente baça, e a cor torna-se gradualmente amarela e vermelha. Nas primeiras 24 horas de corrosão, a taxa de mudança nos valores de brilho e croma da liga é relativamente rápida, especialmente o índice amarelo-azul muda rapidamente. Após 24 horas, as mudanças nas coordenadas de cor estabilizam-se.
Tabela 3-17 Valores das coordenadas de cor e alterações do 18KR após imersão em suor artificial durante diferentes períodos
| Tempo de imersão | L* | a* | b* | △L* | △a * | △b* | Diferença de cor △E |
|---|---|---|---|---|---|---|---|
| 0 horas | 85.97 | 9.6 | 18.15 | 0.00 | 0.00 | 0.00 | 0.00 |
| 24 horas | 85.56 | 10.04 | 19.48 | -0.41 | 0.44 | 1.33 | 1.46 |
| 48 horas | 85.31 | 10.29 | 19.75 | -0.66 | 0.69 | 1.6 | 1.86 |
| 72 horas | 85.24 | 10.43 | 19.82 | -0.73 | 0.83 | 1.67 | 2.00 |
O escurecimento e a mudança de cor do ouro K estão intimamente relacionados com as propriedades do material e, claro, também com o processo de fabrico e as condições de utilização. Algum ouro K pode melhorar a sua resistência à corrosão para materiais de liga, adicionando uma pequena quantidade de elementos de liga, aumentando efetivamente a sua capacidade de resistir ao escurecimento e à mudança de cor. Esse ouro K deve ser priorizado durante a produção.
Secção V Solda dourada decorativa
1. Requisitos de desempenho para a solda dourada decorativa
A soldadura é o processo mais utilizado no fabrico de jóias. Para jóias de ouro, os principais métodos de soldadura são a soldadura por fusão e a brasagem. A soldadura por fusão envolve o aquecimento da interface da peça de trabalho até um estado fundido sem aplicar pressão para completar a soldadura. Para a soldadura de jóias de ouro de alta pureza, como os colares de ouro de 24K, a soldadura por fusão é geralmente utilizada diretamente para garantir a qualidade da cor da área soldada. A brasagem utiliza um material metálico com um ponto de fusão inferior ao da peça de trabalho como material de enchimento, aquecendo a peça de trabalho e o material de enchimento a uma temperatura acima do ponto de fusão do material de enchimento e abaixo do ponto de fusão da peça de trabalho, permitindo que o material de enchimento líquido molhe a peça de trabalho, preencha a lacuna da interface e obtenha a difusão atómica com a peça de trabalho, completando assim a soldadura. A brasagem é amplamente utilizada na maioria dos processos de soldadura de jóias, onde o material de enchimento é a base para garantir a qualidade da soldadura. O chamado enchimento refere-se ao material utilizado para preencher firmemente os pontos de ligação dos componentes de joalharia para unir as peças de trabalho. O enchimento decorativo de brasagem de ouro é um material de liga composto por ouro como base e outros elementos de liga adicionados para enchimento de soldadura, e é também um componente essencial das jóias de ouro.
Os seguintes requisitos aplicam-se geralmente ao material de enchimento para brasagem de jóias de ouro:
(1) O teor de ouro na solda deve ser consistente com as jóias para garantir os requisitos de qualidade da cor.
(2) A solda deve ter um bom desempenho de soldadura.
O intervalo de fusão da solda é relativamente pequeno, e flui bem após a fusão, molhando bem o corpo metálico, facilitando a soldadura e a penetração em pequenas costuras. A zona de soldadura tem uma estrutura densa, combina bem com o corpo metálico e não é propensa a defeitos como poros e inclusões.
(3) A solda deve ter boas propriedades físicas e químicas.
Deve ser comparável ao corpo metálico soldado em termos de cor, resistência à corrosão e outros aspectos.
(4) Uma vez que a soldadura de jóias tem frequentemente muitos pontos de soldadura dispersos, é necessária uma soldadura múltipla para completar a montagem e reparar os defeitos de toda a peça. Isto exige não só que o ponto de fusão da solda seja inferior ao ponto de fusão mais baixo do corpo metálico, mas também que a solda seja constituída por uma série de soldas com diferentes pontos de fusão. Na soldadura subsequente, o ponto de fusão da solda deve ser inferior ao da solda anterior, o que requer a formação do que é comummente referido na indústria como solda alta, solda média e solda baixa.
(5) A solda deve ter boas propriedades mecânicas e um bom desempenho de processamento.
Na indústria da joalharia, a solda é muitas vezes enrolada em folhas finas ou estirada em fios finos para utilização, exigindo que a solda tenha boas propriedades de deformação a frio e propriedades mecânicas semelhantes às do corpo metálico no local de soldadura, de modo a não causar uma fratura frágil na zona de soldadura.
(6) A solda é segura e amigável, evitando elementos tóxicos como o Cd e o Pb.
O Cd é um elemento de liga tradicional na solda de jóias de ouro K, que pode efetivamente diminuir o ponto de fusão das ligas da série Au-Ag-Cu e melhorar a fluidez e a capacidade de enchimento da solda. As propriedades mecânicas da solda contendo Cd são excelentes. No entanto, como gera rapidamente fumos de CdO nocivos para o corpo humano quando derretida, tem toxicidade de contacto e a sua utilização deve ser limitada. De acordo com a norma nacional "Regulamentos sobre o limite de elementos nocivos em jóias" (GB 28480-2012) e a Diretiva RSP da UE (2005/618/CE) (1) , o teor total de elementos nocivos na solda de jóias de ouro não deve exceder o limite máximo especificado pela norma, nomeadamente o teor de Cr (hexavalente), Hg, Pb inferior a 1000mg/kg, o teor de Cd inferior a 100mg/kg e a libertação de Ni inferior a 0,2/ug/ (cm2⸳semana).
2. Formulação da solda para jóias em ouro K
A solda para jóias de ouro K é preparada a partir de ligas das séries Au-Ag-Cu ou Au-Ag-Cu-Zn. A utilização de solda de liga da série Au-Ag-Cu garante que a composição da liga de solda seja a mesma da liga de jóias de ouro K, mantendo a consistência na composição e na cor.
No entanto, o ponto de fusão da liga de solda deve ser inferior ao ponto de fusão da liga de jóias de ouro K, pelo que a proporção de Ag para Cu na liga da série Au-Ag-Cu deve ser ajustada para baixar o ponto de fusão da solda. Elementos de liga de baixo ponto de fusão, como Zn, Sn, In e Ga, podem ser adicionados se for necessária uma maior redução do ponto de fusão. Entre eles, o Zn tem uma solubilidade de até 33,5%(at) em Au, In e Ga, cerca de 12%(at), e a solubilidade limite do Sn é de 6,8%(at). Por conseguinte, a adição de uma pequena quantidade de In, Ga, Sn ao Au pode reduzir significativamente a temperatura da fase líquida da liga, mas a adição de uma quantidade excessiva reduzirá a linha de solidus, alargará o intervalo de fusão e causará efeitos adversos. A Tabela 3-18 lista as composições e os intervalos de fusão das soldas de ouro K.
Tabela 3-18 Composição e intervalo de fusão de algumas ligas de solda de ouro K
| Pureza | Tipo de solda | Composição química (peso)/% | Temperatura da linha Solidus /℃ | Temperatura da linha Liquidus /℃ | Ponto de fusão /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Pureza | Tipo de solda | Au | Ag | Cu | Zn | Em | Ga | Temperatura da linha Solidus /℃ | Temperatura da linha Liquidus /℃ | Ponto de fusão /℃ |
| 9K | Baixa temperatura | 37.5 | 31.88 | 18.13 | 8.12 | 3.12 | 1.25 | 637 | 702 | 65 |
| 9K | Alta temperatura | 37.5 | 29.38 | 19.38 | 10.62 | 2.5 | 0.62 | 658 | 721 | 63 |
| 14K | Baixa temperatura | 58.34 | 13.33 | 15.00 | 8.75 | 4.58 | - | 669 | 741 | 72 |
| 14K | Temperatura média | 58.34 | 14.49 | 14.25 | 9.17 | 3.75 | - | 660 | 745 | 85 |
| 14K | Alta temperatura | 58.34 | 14.16 | 14.58 | 10.00 | 2.92 | - | 668 | 748 | 80 |
| 18K | Baixa temperatura | 75.00 | 6.25 | 8.50 | 5.50 | 4.75 | - | 730 | 765 | 35 |
| 18K | Temperatura média | 75.00 | 5.75 | 9.50 | 6.00 | 3.75 | - | 682 | 767 | 85 |
| 18K | Alta temperatura | 75.00 | 5.25 | 12.25 | 6.50 | 1.00 | - | 792 | 829 | 37 |
| 22K | Baixa temperatura | 91.80 | 2. 40 | 2.00 | 1.00 | 2.80 | - | 850 | 890 | 40 |
| 22K | Temperatura média | 91.80 | 3.00 | 2.60 | 1.00 | 1.60 | - | 895 | 920 | 25 |
| 22K | Alta temperatura | 91.80 | 4.20 | 3.00 | 1.00 | - | - | 940 | 960 | 20 |
3. Preparação de ligas de soldadura de níquel K ouro branco
As variedades e quantidades de solda de ouro branco de níquel K são relativamente poucas, consistindo principalmente nos seguintes sistemas de ligas:
(1) Ligas da série Au-Cu-Ni-Zn.
A solda de ouro branco 18K com níquel baseia-se principalmente em componentes de ligas de baixo ponto de fusão da série Au-Ni. No entanto, para a maioria das jóias de ouro branco K, o ponto de fusão das ligas de solda Au-Ni
É ainda relativamente elevado, o que o torna inadequado para utilização direta como solda. Requer a adição de outros componentes, como a adição de Zn para baixar o ponto de fusão da solda e a adição de Cu para melhorar a trabalhabilidade, formando a liga de solda Au-Cu-Ni-Zn.
(2) Liga Au-Ag-Cu-Ni-Zn.
A solda de ouro branco K com baixo teor de ouro pode utilizar a liga Au-Ag-Cu-Ni-Zn, com Ni e Zn como agentes de branqueamento para aumentar o teor de Ag como liga de solda.
As fórmulas comuns de solda para jóias em ouro branco da série K Au-Cu-Ni-Zn ou Au-Ag-Cu-Ni-Zn são mostradas na Tabela 3-19. As soldas comerciais vêm em formas tais como folhas de solda, fios de solda, pós de solda e pastas de solda. A Figura 3-44 mostra uma folha de solda de ouro K de cor típica.
Tabela 3-19 Fórmulas comuns de solda para jóias em ouro branco níquel K
| Aspeto da solda | Composição química (peso)/% | Gama de temperaturas de fusão /℃ | |||||
|---|---|---|---|---|---|---|---|
| Aspeto da solda | Au | Ag | Cu | Ni | Zn | Gama de temperaturas de fusão /℃ | |
| 18K | 75.00 | - | 1.00 | 16.50 | 7.50 | 888 ~ 902 | |
| 18K | 75.00 | - | 6.50 | 12.00 | 6.50 | 803 ~ 834 | |
| 14K | 58.33 | 15.75 | 11.00 | 5.00 | 9.92 | 800 ~ 833 | |
| 14K | 58.33 | 15.75 | 5.00 | 5.00 | 15.92 | 707 ~ 729 | |
| 10K | 41.67 | 30.13 | 15.10 | 12.00 | 1.10 | 800 ~ 832 | |
| 10K | 41.67 | 28.10 | 14.10 | 10.00 | 6.13 | 736 ~ 784 | |
| 8K | 33.30 | 42.00 | 10.00 | 5.00 | 9.70 | 721 ~ 788 | |















