Wie Sie Ihren Schmuck mit Oberflächenbehandlungstechniken aufwerten können
Oberflächenbehandlungen für Schmuck meistern: Vom Polieren bis zum Nano-Sprühen
Bei der Oberflächenbehandlung von Schmuck handelt es sich um eine technische Behandlung, bei der verschiedene Methoden wie physikalische, chemische, elektrochemische und mechanische Verfahren eingesetzt werden, um die Textur, die Farbe und die Haptik der Oberfläche von Schmuckstücken zu verändern, Korrosion zu verhindern, die Dekoration zu verschönern und die Lebensdauer zu verlängern. Es bereichert die dekorative Wirkung von Accessoire-Produkten erheblich, erweitert die Möglichkeiten des Accessoire-Designs, präsentiert einen lebendigeren und vielfältigeren Stil für Schmuck und bietet den Verbrauchern eine individuellere Auswahl. Es verbessert den Oberflächeneffekt, die Lebensdauer und den wirtschaftlichen Mehrwert von Accessoire-Produkten erheblich.
Es gibt viele Arten von Oberflächenbehandlungsverfahren für modernen Modeschmuck. Zu den am häufigsten verwendeten Methoden gehören Polieren, Galvanisieren, chemisches Beschichten, chemische elektrochemische Konversionsfilme, physikalische Gasphasenabscheidung, Emaille, Epoxidharz und Nano-Spritzen.

Schwimmende Beschichtung Farboptionen
Inhaltsübersicht
Abschnitt I Poliertechnik
1. Mechanisches Polieren
Beim mechanischen Polieren wird die Oberfläche von Schmuckstücken mit Hilfe von Poliermaschinen und Schleifkörpern bearbeitet. Zu den gängigen Methoden des mechanischen Polierens gehören die folgenden Kategorien.
(1) Polierscheibe aus Stoff
Das Polieren mit Stoffscheiben erfolgt mit einer auf einer Maschine montierten Polierscheibe. Die Polierpaste wird in regelmäßigen Abständen auf die Arbeitsfläche der Polierscheibe aufgetragen. Im Gegensatz dazu wird die Oberfläche des zu bearbeitenden Werkstücks kraftvoll gegen die Arbeitsfläche der Polierscheibe gedrückt, die sich mit hoher Geschwindigkeit dreht. Mit Hilfe der Fasern der Polierscheibe und der Polierpaste erhält die Oberfläche des zu bearbeitenden Werkstücks ein spiegelähnliches Aussehen (Abbildung 11-1). Gegenwärtig wird allgemein angenommen, dass das Prinzip von Poliermaschinen mit Tuchscheiben darin besteht, dass die hohe Temperatur, die durch die Reibung zwischen der mit hoher Geschwindigkeit rotierenden Polierscheibe und der Oberfläche des zu bearbeitenden Werkstücks erzeugt wird, eine plastische Verformung der Werkstückoberfläche bewirken kann, wodurch die mikroskopisch kleinen Vertiefungen auf der Oberfläche des zu bearbeitenden Werkstücks ausgefüllt werden; gleichzeitig kann die beim Polieren erzeugte hohe Temperatur auch schnell eine sehr dünne Oxidschicht auf der Oberfläche des zu bearbeitenden Werkstücks bilden. Beim Entfernen dieser Oxidschicht wird die freigelegte Substratoberfläche erneut oxidiert. Der Prozess wird in diesem Zyklus fortgesetzt, bis der Poliervorgang abgeschlossen ist und eine ebene und glatte Oberfläche entsteht.
(2) Vibrationspolieren
Es ist mit einem Vibrationsmotor in der vibrierenden Scheibe der vibrierenden Poliermaschine installiert, und die vibrierende Scheibe ist mit der Basis durch vibrierende Federn verbunden. Wenn die vibrierende Schleifmaschine gestartet wird, erzeugt der Vibrationsmotor eine starke Erregungskraft, die die Schleifkörper in der vibrierenden Scheibe in drei Richtungen in Bewegung versetzt: vertikale Vibration, Kippen von innen nach außen und spiralförmige Drehung im Uhrzeigersinn, wodurch ein Schleifeffekt auf der Oberfläche des Schmuckstücks entsteht, um eine polierte Oberfläche zu erzielen (Abbildung 11-2).

Abbildung 11-1 Polieren mit Stoffscheiben

Abbildung 11-2 Vibrationspolieren
(3) Walzenpolieren
Sein Funktionsprinzip ist wie folgt: Vier Sechskantrollen sind gleichmäßig am Umfang des Drehkörpers angebracht. Die Rollen drehen sich mit dem rotierenden Körper, während sie sich unter der Einwirkung des Kettenradsystems (in entgegengesetzter Richtung) ebenfalls um ihre Achse drehen. Die Planetenbewegung der Walzen bewirkt, dass das Material im Inneren der Walzen aufgrund der Zentrifugalkraft immer auf einer Seite der Außenwand der Walzen verbleibt, wodurch eine Fließschicht auf der Oberfläche entsteht. Innerhalb dieser Fließschicht erzeugen die Schleifsteine und die Werkstücke eine Relativbewegung, die einen feinen Schnitt und Druck auf die Oberfläche des Werkstücks ausübt, wodurch eine polierte Oberfläche auf dem Werkstück erzielt wird (Abbildung 11-3).
(4) Vortex-Polieren
Das Funktionsprinzip ist: Durch die Zentrifugalkraft, die durch die Hochgeschwindigkeitsdrehung des unteren Drehtellers erzeugt wird, entsteht eine starke Reibung zwischen dem Werkstück und dem Schleifmittel unter der Einwirkung einer festen Rille, die einen spiralförmigen Wirbel bildet, der eine Hochgeschwindigkeits-Rotationsreibung und ein spiralförmiges Umdrehen des Werkstücks und des Schleifmittels verursacht. Auf diese Weise werden die polierten Schmuckstücke in sehr kurzer Zeit entgratet und gleichmäßig poliert, wodurch ein idealer Poliereffekt erzielt wird. Die Basis der Poliermaschine ist eine rotierende Scheibe in einem Behälter, wobei die Oberseite des Behälters offen ist und die Wände des Behälters sich nicht drehen. Der Spalt zwischen dem Behälter und der Scheibe kann weniger als 0,05 mm betragen, so dass auch feinste Walnussschalenpartikel verwendet werden können (Abbildung 11-4).

Bild 11-3 Walzenpolieren

Abbildung 11-4 Vortex-Polieren
(5) Schleppendes Polieren
Bei der Bearbeitung wird das Werkstück über das Poliermedium gezogen, während es sich nicht bewegt. Jedes Werkstück hat seine eigene Auflageposition, die Oberflächen zwischen den Werkstücken kommen nicht in Berührung, wodurch Oberflächenbeschädigungen vermieden werden. Im Vergleich zu herkömmlichen Poliermethoden wird eine größere Relativbewegung und eine stärkere Bearbeitungskraft erzeugt, was die Bearbeitungszeit erheblich verkürzt. Es hat große Vorteile für schwere Werkstücke. Das Schlepppolierverfahren eignet sich besonders für schwere Ringe, Spangen und Uhrengehäuse und ist auch für viele andere Werkstücke geeignet, die an festen Halterungen aufgehängt werden können (Abbildung 11-5).

Tabelle 11-1 Merkmale der verschiedenen Polierverfahren
| Methoden des Polierens | Poliermittel | Schleifmittel | Vorteile | Benachteiligungen | Geeignete Werkstücke |
|---|---|---|---|---|---|
| Vibrationspolieren | Holzspäne, Porzellanstücke, Walnussschalenteilchen, Maismehl, Stahlkugeln | Keramik, Kunststoff | Billige, große Artikel, Stanzteile | Aufgrund der langen Bearbeitungszeit, des geringen Drucks, der Vertiefungen und der geringen Glätte ist es unmöglich, bei der Trockenbearbeitung optimale Ergebnisse zu erzielen. | Kleine Kette, Mechanikerkette |
| Polieren von Fässern | Holzwürfel, Holznadel, Walnussschalenteilchen, Maismehl, Stahlkugel | Keramik, Kunststoff | Günstige | Lange Verarbeitungszeit, unbequeme Verarbeitung, die Oberfläche ist staubig, die Oberfläche ist gedrückt | Verschiedene Schmuckstücke |
| Vortex-Polieren | Walnussschalenteile, Porzellanstücke, Kunststoff | Keramik, Kunststoff | Mit hoher Effizienz und kurze Bearbeitungszeit, die Maschine vervollständigt die 70% Arbeitsbelastung, weniger Prozesse, sauberen Schmuck, einfache Handhabung, hohe Oberflächenqualität | Er kann nur leichte Werkstücke (maximal 20 g) bearbeiten und ist nicht in der Lage, kleine Edelsteinketten zu fassen. | Die meisten Schmuckstücke, Industrieprodukte und Uhrengehäuse |
| Schleppen polieren | Walnussschalenpartikel | Walnussschale Granulat | Sie kann große, schwere Werkstücke ohne Stöße oder Kollisionen polieren, mit kurzer Bearbeitungszeit, einfacher Handhabung und hoher Oberflächenqualität | Kein Nassschleifen | Verschiedene Schmuckstücke, die auf einem Regal befestigt werden können |
2. Chemisches Polieren
3. Elektrochemisches Polieren

Abschnitt II Galvanisierungsverfahren
1. Grundkenntnisse der Galvanotechnik für Schmuck
(1) Arten der Galvanisierung für Schmuck
Je nach Zweck der Beschichtung lassen sich galvanische Beschichtungen für Schmuck in Schutzbeschichtungen und dekorative Beschichtungen unterteilen.
- Schützende Beschichtungen. Der Hauptzweck besteht darin, Metallkorrosion zu verhindern. Gängige Beschichtungen wie verzinkte Schichten und Zinnschichten gehören zu dieser Kategorie. Schwarze Metalle werden in der Regel durch verzinkte Schichten unter allgemeinen atmosphärischen Bedingungen geschützt, während Zinnschichten im Allgemeinen zum Schutz schwarzer Metalle verwendet werden, die mit organischen Säuren in Berührung kommen.
- Dekorative Beschichtungen. In erster Linie für dekorative Zwecke, aber auch mit einem gewissen Schutzniveau. Verbundwerkstoffbeschichtungen bestehen meist aus mehreren Schichten, da es schwierig ist, eine einzige Beschichtung zu finden, die die Anforderungen an dekorative Beschichtungen erfüllt. In der Regel wird zunächst eine Grundschicht auf das Substrat aufgebracht, gefolgt von einer Oberflächenschicht, und manchmal wird auch eine Zwischenschicht aufgebracht. Galvanisch abgeschiedene Edelmetalle und Goldimitate sind beispielsweise weit verbreitet, insbesondere bei wertvollem Schmuck und Kleinschmuck, und haben ein relativ hohes Einsatz- und Produktionsvolumen. Hauptsächlich handelt es sich um galvanisch abgeschiedene Edelmetalle und verschiedene Legierungen.
Je nach der elektrochemischen Beziehung zwischen der Beschichtung und dem Substratmetall während der Korrosion kann die dekorative Galvanisierung in anodische und kathodische Beschichtungen unterteilt werden.
- Anodische Beschichtung. Bezieht sich auf die Beschichtung, die als Anode fungiert und sich zuerst auflöst, wenn sich eine Korrosionsmikrobatterie mit dem Substratmetall bildet, wie z. B. eine Verzinkung auf Eisen. Diese Art von Beschichtung bietet nicht nur einen mechanischen Schutz für das Substrat, sondern auch einen chemischen Schutz.
- Kathodische Beschichtung. Bezieht sich auf die Beschichtung, die als Kathode wirkt, wenn sie eine Korrosionsmikrobatterie mit dem Substratmetall bildet. Zum Beispiel Zinnbeschichtung auf Eisen. Diese Art von Beschichtung kann das Substrat nur mechanisch schützen; sobald die Beschichtung beschädigt ist, kann sie das Substrat nicht mehr schützen und beschleunigt die Korrosionsrate des Substrats.
(2) Der grundlegende Prozess der Metallgalvanisierung
Die elektrolytische Abscheidung ist ein elektrochemischer und Redox-Prozess. Bei der galvanischen Abscheidung fungiert das Metallteil als Kathode, das zu beschichtende Metall oder die Legierung als lösliche Anode, oder es wird ein Titangitter als unlösliche Anode verwendet, das an den Minus- und Pluspol der Stromversorgung angeschlossen und in einen Elektrolyten getaucht wird, der die Beschichtungsbestandteile enthält. Unter der Einwirkung des Stroms bildet sich auf der Oberfläche des Ornaments eine Abscheidungsschicht (Abbildung 11-7).

Bei der Galvanisierung von Metallen wird das Metall oder seine komplexen Ionen an der Kathode zu Metall reduziert. Da das galvanisierte Metall eine kristalline Struktur wie gewöhnliche Metalle hat, wird das Galvanisierungsverfahren auch als Elektrokristallisationsverfahren bezeichnet. Er umfasst die folgenden drei Schritte.
- Stoffaustauschprozess. Metallionen oder Metallkomplexionen werden kontinuierlich durch Diffusion, Konvektion und Elektromigration aus dem Elektrolyten an die Elektrodenoberfläche transportiert.
- Elektrochemisches Verfahren. Metallionen oder Metallkomplexionen dehydrieren und adsorbieren an der Oberfläche der Kathode, um Strom freizusetzen und zu Metallatomen zu reduzieren.
- Kristallisationsprozess. Die Metallatome ordnen sich an der Kathode an, um Metallkristalle einer bestimmten Form zu bilden, und die Kristallisation erfolgt in der Regel durch Keimbildung und Wachstum.
Die Feinheit der Kristalle wird durch die Keimbildungsrate und die Wachstumsrate bestimmt. Ist die Keimbildungsrate schneller als die Wachstumsrate, werden mehr Kristalle gebildet, was zu feineren und dichteren Körnern führt; umgekehrt werden die Körner gröber.
2. Galvanisiertes Kupfer und Kupferlegierungen
Der Kupferüberzug ist rosa, gleichmäßig und zart, mit unterschiedlichen Schattierungen je nach Verfahren. In der Galvanotechnik ist die Verkupferung weit verbreitet, vor allem als Grund- und Zwischenschicht, und kann auch als Oberflächenschicht verwendet werden, wie z. B. bei der Imitationsvergoldung.
Zu den derzeit verwendeten Kupferbeschichtungsverfahren gehören hauptsächlich Cyanid-, saures Sulfat- und Pyrophosphat-Kupferbeschichtung. Die cyanidische Verkupferungslösung ist hochgiftig, verschmutzt die Umwelt stark, schadet der menschlichen Gesundheit und wurde als zu eliminierendes Verfahren eingestuft. Darüber hinaus wurden in den letzten Jahren auch die Aminosulfonatverkupferung, die organische Aminkupferung, die Citrat-Tartrat-Verkupferung und die HEDP-Verkupferung entwickelt und angewendet.
In den 1970er Jahren konzentrierte sich die Forschung darauf, die Cyanid-Galvanik durch eine Nicht-Cyanid-Galvanik zu ersetzen, was zu Pyrophosphat- und Sulfat-Kupferbeschichtungen führte. Diese konnten jedoch nicht direkt auf Stahlsubstrate als Grundschicht aufgebracht werden.
2.1 Verkupfern mit Sulfat
Die Verkupferung mit Sulfat ist weit verbreitet in der dekorativen Schutzgalvanisierung, der Kunststoffgalvanisierung und der Dickverkupferung für die Galvanoplastik von Leiterplatten. Es kann in zwei Typen unterteilt werden: eine Lösung mit hohem Kupfergehalt und niedrigem Säuregehalt, die für die Galvanisierung von Teilen verwendet wird und eine glatte und glänzende Beschichtung mit guter Zähigkeit aufweist; die andere Lösung mit hohem Säuregehalt und niedrigem Kupfergehalt, die für die Galvanisierung von Leiterplatten verwendet wird und eine ausgezeichnete Dispersion und Deckkraft aufweist, wodurch sie sich sehr gut für die Beschichtung von Löchern eignet und eine gleichmäßige und feine Beschichtung aufweist.
(1) Hauptbestandteile der Galvanisierungslösung
① Kupfersulfat. Es ist das wichtigste Salz, das das notwendige Cu2+ für die galvanische Abscheidung. Wenn die Konzentration zu niedrig ist, wird die Obergrenze der Stromdichte reduziert, die Abscheidegeschwindigkeit verringert und der Glanz der Beschichtung beeinträchtigt. Wenn die Konzentration zu hoch ist, wird es die Dispersion Fähigkeit der Beschichtung Lösung zu reduzieren, und aufgrund der Löslichkeitsgrenze von Kupfersulfat, Kupfersulfat Kristalle ausfallen, mit 180~220g/L angemessen.
② Schwefelsäure. Seine Hauptfunktion besteht darin, die Leitfähigkeit der Lösung zu erhöhen. Wenn die Konzentration zu niedrig ist, führt dies zu einer unvollständigen Oxidation des Anodenkupfers, wodurch Cu2O, was zu "Kupferpulver" oder Graten in der Beschichtung führt. Gleichzeitig nimmt die Dispersionsfähigkeit der Beschichtungslösung ab. Wenn die Schwefelsäurekonzentration angemessen ist, ist der Stromdichtebereich der Beschichtung groß, die Beschichtung ist glänzend und die Nivellierfähigkeit erreicht optimale Ergebnisse. Ist die Schwefelsäurekonzentration zu hoch, beeinträchtigt dies den Glanz und die Nivellierung der Beschichtung.
③ Chlorid-Ionen. Sie sind Anodenaktivatoren, die zur normalen Auflösung der Anode beitragen können und die Bildung von Cu+Sie verbessern den Glanz und die Nivellierbarkeit der Beschichtung und verringern die inneren Spannungen in der Beschichtung. Ist die Chloridionenkonzentration zu niedrig, führt dies zur Bildung dendritischer Beschichtungen, wobei der Hochstrombereich zum Verbrennen neigt und die Beschichtung wahrscheinlich Grübchen oder Nadellöcher entwickelt. Ist die Chloridionenkonzentration zu hoch, bildet sich auf der Anodenoberfläche ein weißer, gelartiger Film, und egal, wie viel Aufheller zugegeben wird, die Beschichtung wird nicht hell sein. Die geeignete Chloridionenkonzentration liegt bei 40~100ml/L.
④ Zusatzstoffe. Eine ausgezeichnete Kombination von Additiven kann stabile Beschichtungslösungen, hohe Produktqualifikationsraten und eine hohe Arbeitseffizienz erzeugen. Derzeit sind viele Zusatzstoffe und ihre Materialien auf dem Markt erhältlich. Die Anforderungen an Zusatzstoffe sind je nach Art der Beschichtung unterschiedlich. Bei dekorativen Beschichtungen wird beispielsweise mehr Wert auf den Glanz, die Geschwindigkeit und die Nivellierung der Beschichtung gelegt; bei dekorativen Schutzbeschichtungen liegt der Schwerpunkt eher auf der Nivellierung und der Flexibilität der Beschichtung; bei der Beschichtung von Leiterplatten sind u. a. eine hervorragende Leistung im Niederstrombereich, eine gleichmäßige Verteilung der Beschichtung und die Verformbarkeit der Beschichtung erforderlich. Kupferbeschichtungsadditive bestehen hauptsächlich aus vier Teilen: Träger, Aufheller, Verlaufsmittel und Benetzungsmittel.
- Spediteur: Ein guter Träger kann die Wirksamkeit von Aufhellern und Egalisierern maximieren. Träger werden meist aus Tensiden formuliert, und es ist unmöglich, die beste Wirkung mit einem einzigen Material zu erzielen, wie z. B. Polyetherverbindungen, anionische Tetraetherverbindungen von Ethylendiamin usw.
- Aufheller und Ausgleichsmittel: Organische Polysulfidverbindungen, organische Polysulfide, organische Polysulfidsulfonate, organische Farbstoffe usw. haben in Kombination mit Trägerstoffen aufhellende und egalisierende Wirkungen. Beide Wirkungen können in ein und demselben Material auftreten, wobei sich die Farbstoffe mehr auf die Einebnungsfähigkeit konzentrieren.
- Benetzungsmittel: können die Benetzungswirkung der Beschichtungslösung verbessern. Üblich sind nichtionische oder anionische Tenside, wie Polyethylenglykol, OP-Emulgatoren usw. Bei glänzendem saurem Kupfer wird mit Luft gerührt und es können nur schaumarme Netzmittel verwendet werden.
(2) Elektrodenreaktion bei der Verkupferung mit Schwefelsäure
Kathode: Cu2+ + 2e=Cu φ0Cu2+/Cu = +0.34V
Cu2+ + e=Cu+ φ0Cu2+/Cu+ = +0.17V
Cu+ + e=Cu φ0Cu+/Cu = +0.51V
Aufgrund des Standard-Elektrodenpotentials von Cu2+ viel positiver als Wasserstoff ist, wird an der Kathode kein Wasserstoffgas freigesetzt, aber wenn es nicht ausreichend reduziert wird, erscheint es als Cu+. Aus der Perspektive des Standardelektrodenpotentials ist die Reaktion der Reduktion zu Cu wahrscheinlicher, und die Reduktion von Cu führt zu einer rauen Beschichtung, die vermieden werden sollte.
Anode: Die Kupferanode in schwefelsaurer Lösung löst sich in der Anode auf und liefert die in der Beschichtungslösung benötigten Kupferionen, nämlich: Cu-2e=Cu2+.
Zur gleichen Zeit wie Cu2+ erzeugt wird, wird es zwangsläufig erzeugt Cu+und zwar: Cu-e=Cu+. Wenn Cu+ erscheint und tritt in die Lösung ein; wenn genügend Schwefelsäure und Luft in der Lösung vorhanden sind, wird Cu+ oxidiert werden kann, nämlich:4Cu++O2+4H+=4Cu2++2H2O, Wenn die Konzentration der Schwefelsäure in der Lösung nicht ausreicht, wird Cu+ hydrolysieren wird, nämlich:2Cu++2H2O=2CuOH+2H+=Cu2O+H2O. Zu diesem Zeitpunkt wird Cu2O lagert sich durch Elektrophorese auf der Kathode ab und erzeugt Grate. Aufgrund der Instabilität von Cu+können auch Disproportionierungsreaktionen auftreten, nämlich:2Cu+=Cu2++Cu, und das erzeugte Cu lagert sich ebenfalls durch Elektrophorese auf der Beschichtung ab und erzeugt Kupferpulver, Grate und Rauheit. Daher wird während des Galvanisierungsprozesses das Aussehen von Cu+ sollte so weit wie möglich vermieden werden; die Verwendung phosphorhaltiger Kupferanoden und das Umrühren der Beschichtungslösung mit Luft können das Problem lösen.
2.2 Pyrophosphat-Kupferbeschichtung
Kupferbeschichtungen mit Pyrophosphat können nicht direkt auf Eisen- und Zinksubstrate aufgebracht werden. Es wird meist auf Zinklegierungssubstraten vor der sauren Sulfatverkupferung verwendet, um das Substrat vor starker Säurekorrosion zu schützen und die Qualität der Beschichtungskombination zu gewährleisten. Es wird auch bei der Metallisierung von Kunststoffen verwendet, aber seine Anwendung bei der Galvanisierung von Eisenwaren ist begrenzt.
Die hellen phosphorsauren Kupferbeschichtungskristalle haben eine gute Dispersions- und Deckungsfähigkeit. Die kathodische Stromausbeute ist hoch, aber bei langfristiger Verwendung kann es zu Phosphatansammlungen kommen, die die Abscheidungsrate verringern.
(1) Hauptbestandteile der Galvanisierungslösung
- Kupferpyrophosphat. Es ist das Hauptsalz der Beschichtungslösung und liefert Kupferionen. Ein zu geringer Kupfergehalt verringert die Stromdichte, was zu einem schlechten Glanz und einer ungleichmäßigen Beschichtung führt; ein zu hoher Kupfergehalt verringert die kathodische Polarisation und führt zu einer rauen Beschichtung. Der Kupfergehalt in der Beschichtungslösung muss in einem bestimmten Verhältnis zum Kaliumpyrophosphat gehalten werden.
- Kaliumpyrophosphat. Es ist der Hauptkomplexbildner, und bei einem pH-Wert von 8 ist die Hauptform des Komplexes [Cu(P2O7)2]6-unter Beibehaltung von [P2O74-]:[Cu2+]=7~8 in der Beschichtungslösung ist relativ angemessen; ist das Verhältnis zu groß, führt dies zu einer verringerten Stromausbeute, zu Nadellöchern in der Beschichtung und zu einer Trübung der Beschichtungslösung.
- Zitronensäure amin. Es ist ein Hilfskomplexbildner und Anodendepolarisator. Es kann die Anodenauflösung verbessern, die Dispersionsfähigkeit der Beschichtungslösung erhöhen und den Glanz der Beschichtung steigern. Bei zu geringem Gehalt ist die Anodenauflösung schlecht, die Dispersionsfähigkeit der Beschichtungslösung nimmt ab, und es entsteht "Kupferpulver". Im Allgemeinen liegt der geeignete Gehalt bei 10~30g/L.
(2) Elektrodenreaktion bei der Verkupferung mit Pyrophosphat
Kathodische Reaktion:[Cu(P2O7)2]6- + 2e6- = Cu + 2P2O74-
2H2O + e = H2 + 2OH–
Anodische Reaktion:Cu + 2P2O74- -2e = [Cu(P2O7)2]6-
Wenn die Anode passiviert wird, wird Sauerstoff freigesetzt:4OH– - 4e = O2 + 2H2O
Wenn die anodische Oxidation unvollständig ist, wird Cu + auftritt: Cu - e = Cu+
Die letzten beiden Reaktionen müssen sorgfältig überwacht werden, um ihr Auftreten zu verhindern.
2.3 Imitationsgold-Galvanisierung
In den letzten Jahren hat die Entwicklung der dekorativen Galvanotechnik in den Bereichen Bauwesen, Eisenwaren, Beleuchtung und Ziergegenstände dazu geführt, dass die Imitationsvergoldung weit verbreitet ist.
(1) Hauptkategorien der Imitationsgold-Galvanisierung
Die Imitationsvergoldung kann aus Kupfer-Zink-, Kupfer-Zinn- oder Kupfer-Zinn-Zink-Legierungen hergestellt werden, oder es kann durch Nachbearbeitung von Kupfer-Zink-Legierungen ein realistischer Goldeffekt erzielt werden. Mit dem Goldimitationseffekt können Farben wie 18K, 4K und Roségold erzielt werden. Kupfer-Zinn-Legierungen (Bronze) können je nach Zinngehalt in drei Kategorien unterteilt werden: Bronze mit niedrigem Zinngehalt (5%~15%), die rosa bis goldgelb erscheint; Bronze mit mittlerem Zinngehalt (15%~40%), die gelb erscheint; und Bronze mit hohem Zinngehalt (40%~50%), die silberweiß erscheint.
Die goldähnliche Beschichtung hat eine sehr kurze Galvanisierungszeit, und ihr Glanz hängt hauptsächlich von der darunter liegenden Schicht ab, die in der Regel auf einer glänzenden Nickelschicht oder einer anderen weißen und glänzenden Beschichtung aufgebracht ist. Messingbeschichtungen können auch als dekorative dünne Goldschicht sowie als Schutz- und Schmierschicht dienen. Da Messing an der Luft zu Verfärbungen neigt, muss es bei der Verwendung als Oberflächenschicht oder als Unterlage für eine dünne Goldschicht einer Antiverfärbungsbehandlung unterzogen werden, z. B. durch Besprühen mit einer organischen Beschichtung oder durch Beschichten mit kathodischer Elektrophoresefarbe. Um Hautallergien gegen Nickel in der Schmuckbeschichtung zu vermeiden, kann in den letzten Jahren eine weiße Kupfer-Zink-Legierung als minderwertiger Ersatz für die Vernickelung verwendet werden, und sie kann auch als Basis für Chrom und für weiße und erforderliche weiße Beschichtungen in Spielzeugmetalldekorationen dienen.
Der Schlüssel zur Erzielung einer Legierung durch die gleichzeitige Abscheidung zweier Metalle liegt darin, dass ihre Abscheidungspotenziale nahe beieinander liegen müssen und die kathodische Polarisation sicherstellen muss, dass sich die beiden Metalle im gewünschten Verhältnis abscheiden. Die in der Cyanidlösung vorhandenen Komplexionen sind hauptsächlich Cu(CN)32- und Zn(CN)42-. Die Stabilität von Kupfercyanid-Ionen ist viel höher als die von Zinkcyanid-Ionen, und die kathodische Polarisation von Kupfer ist viel größer als die von Zink. Um eine Beschichtung zu erhalten, die den Anforderungen entspricht, müssen daher das Gesamtcyanid, das freie Cyanid, das Kupfer-Zink-Verhältnis, der pH-Wert und Faktoren wie Temperatur, Stromdichte und Rühren streng kontrolliert werden.
(2) Imitationsgold-Galvanik-Prozessablauf
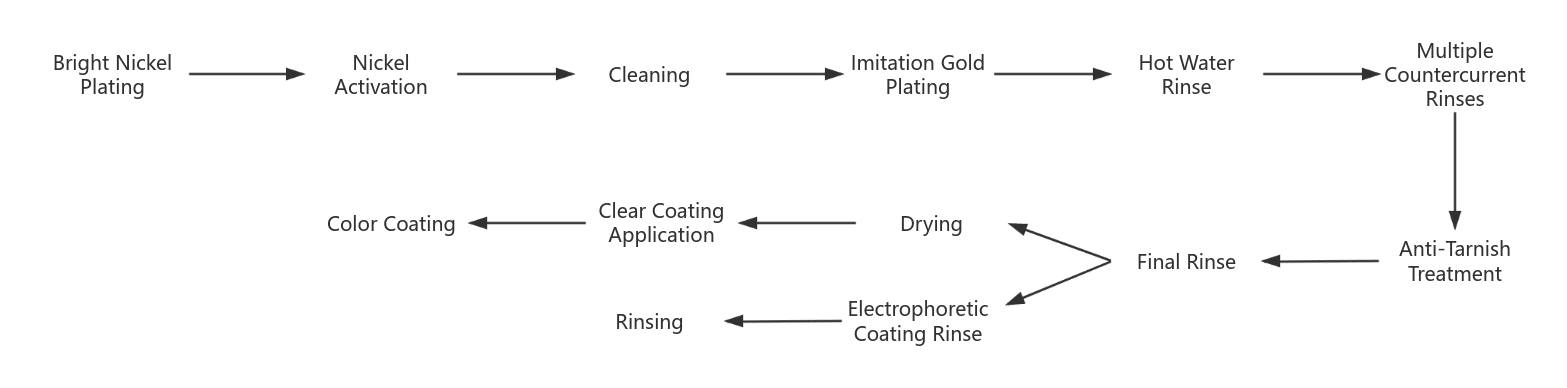
Bei der Vergoldung von Kupferlegierungen gibt es zwei große Herausforderungen: Zum einen muss der Glanz der Beschichtung erhalten und eine Verfärbung der Kupferlegierung verhindert werden, zum anderen muss ein realistischer Effekt erzielt werden. Daher sind ein angemessener Galvanisierungsprozess und die Nachbehandlung von entscheidender Bedeutung. Das übliche Galvanisierungsverfahren für Imitationsgold ist wie folgt:
- Bevor das Werkstück mit Glanznickel beschichtet wird, muss es einer Vorbehandlung unterzogen werden. Die Glanzvernickelung hat schließlich einen weißlichen Ton, der den Glanz der Goldimitatschicht verstärken kann.
- Die Nickelaktivierung zielt darauf ab, die Passivierungsschicht auf der Glanznickeloberfläche zu entfernen, um die Haftfestigkeit mit der Oberflächenschicht zu verbessern. Das Verfahren umfasst eine kathodische Behandlung in der Elektroentfettungslösung für 3~5 Minuten, gefolgt von einer Aktivierung mit 5% Schwefelsäure nach dem Spülen mit Wasser und gründlichem Spülen, bevor es in den Tank für die Imitationsvergoldung kommt.
- Nach der galvanischen Vergoldung wird die Werkstückoberfläche mit heißem Wasser gereinigt und im Gegenstromverfahren abgespült.
- Antiverfärbungsbehandlung, die verhindern soll, dass sich die Beschichtung nach dem Waschen verfärbt. Zu den üblichen Passivierungsverfahren gehören Kaliumdichromat oder Benzotriazol.
- Die kathodische Elektrophorese wird mit einer kathodischen Acrylfarbe oder mit transparenten Beschichtungen wie Acryllacken behandelt oder mit transparenten organischen Silikonbeschichtungen besprüht oder getaucht.
- Färbung mit Lack oder Farbe. Um einen realistischen Goldimitationseffekt zu erzielen und die Unzulänglichkeiten des Farbtons der Goldimitation auszugleichen, kann eine transparente Beschichtung in Goldfarbe aufgetragen werden.
3. Galvanisiertes Nickel
3.1 Glanznickel
Glanznickel ist eine der heute am häufigsten verwendeten Beschichtungen. Sie basiert auf Wattnickel, dem Additive zugesetzt werden, um eine glänzende und glatte Vernickelung zu erzielen.
(1) Hauptbestandteile der Galvanisierungslösung
① Nickel. Die Quellen für Nickel-Ionen können Nickelsulfat, Nickelchlorid, Nickel-Aminosulfonat usw. sein. Nickelionen sind der Hauptbestandteil der Beschichtungslösung, im Allgemeinen mit einem Gehalt von 52~70g/L. Eine hohe Konzentration von Nickelionen ermöglicht eine höhere Stromdichte. Sie verbessert die Abscheidungsrate, aber wenn die Konzentration zu hoch ist, nimmt die Dispersionsfähigkeit der Beschichtungslösung ab, was dazu führen kann, dass in Bereichen mit geringer Stromstärke keine Beschichtung erfolgt. Ist die Nickelionenkonzentration zu niedrig, sinkt die Abscheidungsrate, und in schweren Fällen kann der Hochstrombereich verbrannt werden.
② Puffer. Borsäure ist der beste Puffer in der Nickel-Plating-Lösung, und seine minimale effektive Konzentration ist nicht weniger als 30g/L; in der Regel, wobei in der Beschichtung Lösung ist angemessen 40~50g/L. Borsäure kann auch die kathodische Polarisation erhöhen, die Leitfähigkeit der Lösung verbessern und die mechanischen Eigenschaften der Beschichtung verbessern.
③ Benetzungsmittel. Während des Galvanisierungsprozesses wird an der Kathode Wasserstoff freigesetzt. Netzmittel können die Oberflächenspannung der Galvanisierungslösung herabsetzen und so die Benetzungswirkung der Lösung auf der Oberfläche des Werkstücks erhöhen, was es den während der Galvanisierung entstehenden Wasserstoffblasen erschwert, auf der Kathodenoberfläche zu verbleiben, und so die Bildung von Nadellöchern und Unreinheiten verhindert. Netzmittel bestehen aus Tensiden, die sich in hochschäumende und niedrigschäumende Netzmittel unterteilen lassen. Zu den stark schäumenden Netzmitteln gehört Natriumdodecylsulfat, während zu den schwach schäumenden Netzmitteln Natriumdiethylhexylsulfat gehört.
④ Aufhellende Mittel. Einschließlich primärer Aufheller, sekundärer Aufheller und Hilfsaufheller.
- Primärer Aufheller: Seine Hauptfunktion besteht darin, die Korngröße zu verfeinern und die Empfindlichkeit der Beschichtungslösung gegenüber Metallverunreinigungen zu verringern. Bei einer allgemeinen Dosierung von etwa 1~10g/L enthält eine Nickelschicht etwa 0,03%S. Typische primäre Aufheller sind Saccharin, Diphenylsulfoniumammonium (BB1), Toluolsulfoniumammonium, Benzolsulfonsäure, 1,3,6-Naphthalinsulfonsäure, Benzolsulfonsäure und Benzolsulfonsäure-Natrium (BSS), usw.
- Sekundäre Glanzbildner verleihen der Beschichtung einen spürbaren Glanz, führen aber auch zu Spannungen und Sprödigkeit in der Beschichtung und machen sie empfindlich gegenüber Verunreinigungen. Die Dosierung muss streng kontrolliert werden, und wenn sie in Verbindung mit primären Aufhellern verwendet werden, können sie eine vollständig glänzende Beschichtung erzeugen. Typische sekundäre Aufheller sind 1,4-Butandiol, Propargylalkohol, Hexanol, Pyridin, Thioharnstoff usw.
- Hilfsglanzbildner: Sie tragen zur Aufhellung der Beschichtung bei, verbessern die Deckfähigkeit der Beschichtung und verringern die Empfindlichkeit der Beschichtungslösung gegenüber Metallverunreinigungen. Typische Aufheller sind Natriumallylsulfonat, Natriumvinylsulfonat, Natriumpropargylsulfonat usw.
⑤ Vernickelte Rohstoffadditive. Verschiedene Zwischenprodukte werden auf der Grundlage ihrer jeweiligen Leistungsmerkmale kombiniert, so dass mehrere Typen entstehen.
- Badezusatz (Weichmacher): besteht hauptsächlich aus Primär- und Hilfsglanzmitteln.
- Aufheller (Hauptaufheller): Besteht aus einer oder mehreren Verbindungen, wobei der Hauptbestandteil ein sekundärer Aufheller ist, der durch andere Bestandteile ergänzt wird.
- Tenside: Es gibt zwei Arten: mit geringem Schaum und mit hohem Schaum.
- Reinigungsmittel: z. B. Eisen-, Kupfer- und Zinkentferner, Mittel zur Positionierung in niedrigen Zonen usw.
(2) Elektrodenreaktion
Kathode: Ni2+ + 2e = Ni 2H+ + 2e = H2
Anode: Ni = Ni2+ + 2e 4OH– = 2H2O + O2 + 4e
3.2 Galvanisch Schwarz Nickel und Gunmetal Satin
Schwarz- und Rotgussnickel (schwarzer Perlglanz) wird hauptsächlich für optische Beschichtungen und dekorative antike Beschichtungen verwendet, die im Allgemeinen auf glänzende Nickel-, Kupfer-, Bronze- und Zinkbeschichtungen aufgetragen werden und deren Dicke 2μm nicht überschreitet. Diese Art der Beschichtung ist hart und spröde, mit schlechter Korrosionsbeständigkeit, und die Oberfläche der Beschichtung muss mit Lack geschützt werden.
Das Auftreten von schwarzen und Rotgussfarben ist auf die unterschiedlichen Schwärzungsmaterialien in der Beschichtungslösung zurückzuführen. Die schwarze Nickelschicht enthält einen höheren Anteil an nichtmetallischen Phasen, wie z. B. zinkhaltige schwarze Nickelschichten, die im Allgemeinen einen Massenanteil an Nickel von 40%~60%, Zink von 20%~30%, Schwefel von 10%~15% und organischen Stoffen von etwa 10% aufweisen und somit eine Mischung aus Nickel, Zink, Nickelsulfid, Zinksulfid und organischen Stoffen darstellen.
Die Arbeitstemperatur der Beschichtungslösung, der pH-Wert und die Stromdichte beeinflussen die Dunkelheit der Beschichtung. Wenn die Beschichtung nicht dunkel ist oder Farben aufweist oder gelb erscheint, prüfen Sie zunächst die Leitfähigkeit und dann, ob die Stromstärke zu hoch oder zu niedrig ist; wenn die Temperatur zu hoch ist, prüfen Sie, ob die Konzentrationen von Thiocyanat, Zinksulfat, Ammoniummolybdat usw. in der Beschichtungslösung unzureichend sind.
3.3 Galvanisch abgeschiedenes Perlnickel
Perlnickel (Satin-Nickel) hat eine feine Kristallisation, geringe Porosität, geringe innere Spannungen, gute Korrosionsbeständigkeit und einen weichen Ton. Es hinterlässt bei Berührung mit der Hand keine Spuren, wird in der dekorativen Galvanik geschätzt und geliebt, ist als Chrom-, Silber- und Goldbasisschicht weit verbreitet und kann direkt für Oberflächenschichten verwendet werden, insbesondere in Anwendungen wie Uhren und Schmuck.
Das Hauptverfahren der Satin-Nickel-Galvanisierung besteht darin, der Galvanisierungslösung bestimmte organische Substanzen wie Anionen und amphotere Substanzen hinzuzufügen, die unter elektrolytischen Bedingungen Ausscheidungen mit einem Durchmesser ähnlich dem von kolloidalen Partikeln bilden. Diese Ausscheidungen lagern sich zusammen mit Nickel auf der Kathode ab und erzeugen eine satinierte Nickelbeschichtung mit Perlglanz. Durch die Wahl der Art und Konzentration der Zusätze kann der Durchmesser der Ausscheidungen gesteuert werden. Das Perlnickelverfahren besteht fast ausschließlich aus patentierten kommerziellen Zusatzstoffen.
Der bei Perlnickel häufig auftretende Fehler sind "helle Flecken", die durch Entfernen von Verunreinigungen und gründliches Umrühren der Galvanisierungslösung vor der Verwendung behoben werden können.
4. Elektroplattiertes Silber und Silberlegierungen
Das Elementsymbol für Silber ist Ag, die relative Atommasse ist 107,9; das Standardelektrodenpotential ist 0,799 V, und das elektrochemische Äquivalent ist 4,025/(A.h)
Beschichtungen aus Silber und Silberlegierungen haben eine ausgezeichnete Leitfähigkeit, einen geringen Übergangswiderstand, eine gute Lötbarkeit sowie starke reflektierende und dekorative Eigenschaften. Sie werden häufig für Geschirr, Musikinstrumente, Schmuck und andere dekorative Beschichtungen verwendet.
Die versilberte Schicht reagiert mit dem Schwefel in der Luft und bildet Silberoxid und schwarzes Silbersulfid. Sie kann sich auch leicht schwarz verfärben, wenn sie mit schwefelhaltigen Materialien wie Kunststoffen und Gummi in Berührung kommt, und der Sauerstoff in der Luft trägt zur Dunkelfärbung bei. Die Verfärbung der versilberten Schicht beeinträchtigt das Aussehen der Bauteile erheblich und wirkt sich auf die Lötbarkeit und die elektrische Leistung der Beschichtung aus.
Versilberungslösungen basieren immer noch hauptsächlich auf der Cyanid-Versilberung, die eine feine, rein weiße Schicht mit guter Dispersion und Deckkraft erzeugt und relativ stabil ist. Es hat jedoch einen hohen Zyanidgehalt und ist hochgiftig. Sowohl auf nationaler als auch auf internationaler Ebene wurden Forschungsarbeiten zu nicht-cyanidischen Versilberungsverfahren durchgeführt, und es gibt inzwischen kommerzielle Angebote, wie z. B. die NS-Versilberung, die Niacin-Versilberung, die Thiosulfat-Versilberung, die Dibutyrylimid-Versilberung und die Imidazol-Sulfonsäure-Versilberung, um nur einige zu nennen. Die Versilberung ohne Cyanid hat sich nur langsam weiterentwickelt, da sie weniger empfindlich ist als die Cyanid-Versilberung, weniger einfach zu warten und die Versorgung mit Rohstoffen uneinheitlich ist.
4.1 Versilberung mit Cyanid
Vom ersten Versilberungspatent im Jahr 1840 bis heute hat die Cyanidversilberung eine mehr als 160-jährige Geschichte. Die Cyanidversilberung hat bei der Erzeugung von Silberüberzügen immer eine dominierende Rolle gespielt. Mit der Entwicklung der Cyanidversilberung in den 1970er Jahren wurden Aufheller eingeführt, die direkt eine glänzende Silberschicht aus der Beschichtungslösung abscheiden, wodurch der Polierprozess entfällt, die Effizienz verbessert und eine große Menge Silber eingespart wird. Die Glanzversilberung hat sich zur Hauptströmung der Cyanidversilberung entwickelt.
(1) Hauptbestandteile der Cyanid-Silberbeschichtungslösung
① Silber. Es ist das Hauptsalz in der Beschichtungslösung und liegt in Form von Silbercyanidkomplexionen vor. Die Quelle des Silbers kann AgNO3, AgCl, AgCN, KAg(CN)2aber AgNO3 und AgCl wird am besten in AgCN oder KAg(CN) umgewandelt2und dann in die Beschichtungslösung gegeben. Der Ag-Gehalt in der Beschichtungslösung wird bei 20-40 g/l gehalten. Ist die Silberkonzentration zu hoch, kristallisiert die Beschichtung grob und erscheint gelb; ist die Silberkonzentration zu niedrig, ist der Stromdichtebereich zu eng, und die Abscheidungsrate nimmt ab.
② Kaliumcyanid. Es ist ein Komplexbildner; neben der Komplexbildung mit Ag ist eine bestimmte Menge an freiem Kaliumcyanid für die Stabilität der Beschichtungslösung, die normale Auflösung der Anode und die Dispersionsfähigkeit der Beschichtungslösung von Vorteil. Die Angaben beziehen sich im Allgemeinen auf das freie KCN. Ist die Konzentration zu hoch, ist die Abscheidungsrate der Beschichtungslösung langsam; ist die Konzentration zu niedrig, neigt die Beschichtungsschicht zum Vergilben, und die Silberanode wird leicht passiviert, was zu einer langsamen Abscheidungsrate führt.
③ Kaliumhydroxid, Kaliumcarbonat. Es kann die Leitfähigkeit der Beschichtungslösung verbessern, die Dispersionsfähigkeit der Beschichtungslösung unterstützen und den Glanz der Beschichtung erhöhen.
④ Natriumtartrat. Es kann die Polarisierung der Anode verringern, die Passivierung verhindern und die Auflösung der Silberanode fördern.
⑤ Aufhellende Mittel. Durch die Zugabe von Aufhellern kann eine vollständig glänzende Beschichtung erreicht und der Stromdichtebereich erweitert werden, doch müssen für Silberbeschichtungen, die für unterschiedliche Zwecke verwendet werden, geeignete Aufheller ausgewählt werden. Bei dekorativen Beschichtungen sind die Anforderungen an die Schichtdicke nicht hoch, aber die Anforderungen an die Farbe der Beschichtung (Weißgrad und Helligkeit) sind besonders hoch, so dass metallhaltige Zusätze nicht verwendet werden können. Bei funktionellen Beschichtungen für elektrische und elektronische Anwendungen sind die Anforderungen an die Schichtdicke und die elektrische Leistung höher, und einige berücksichtigen die Härteanforderungen der Beschichtung, so dass der Zusatz von Metallsalzen wie Kaliumantimonat möglich ist.
Nichtmetallische Aufheller enthalten oft Schwefel, der einen hellen weißen Silberüberzug erzeugen kann, aber ihre Lebensdauer ist nicht lang genug. Sie zersetzen sich, wenn sie nicht rechtzeitig in der Beschichtungslösung verwendet werden. Metallische Aufheller wie Antimon, Selen, Tellur, Kobalt und Nickel können die Helligkeit der Beschichtung verbessern und die Härte erhöhen, so dass sie sich besser für die Hartversilberung eignen.
(2) Elektrodenreaktion bei der Cyanidversilberung
Kathode:
Das Silbercyanidkomplex-Ion wird direkt an der Kathode reduziert: Ag(CN)2- + e = Ag + 2CN–
Unerwünschte Reaktion: 2H2O + 2e = H2 + 2OH–
Anode:
Verwendung einer löslichen Silberanode: Ag + 2CN– = Ag(CN)2- + e
Bei Verwendung unlöslicher Anoden:4OH– = 2H2O + O2 + 4e
Die Stromausbeute der Cyanidversilberung ist hoch, wobei sowohl die Kathoden- als auch die Anodenstromausbeute nahe bei 100% liegt.
4.2 Verfärbung der Silberbeschichtung
Wenn versilberter Schmuck an der Luft liegt oder längere Zeit benutzt wird, kommt er mit schädlichen Gasen oder schwefelhaltigen Stoffen in der Luft in Kontakt, wodurch die Beschichtung korrodiert und sich verfärbt, was das Aussehen des Schmucks stark beeinträchtigt. Die Hauptgründe hierfür sind die folgenden.
- Die versilberte Schicht selbst kann in einer feuchten, sulfidhaltigen Atmosphäre leicht reagieren und vergilben, in schweren Fällen kann sie sich schwarz färben.
- Unsachgemäße Durchführung des Versilberungsprozesses. Unzureichende Reinigung nach der Beschichtung hinterlässt Spuren von Silbersalzen auf der Oberfläche, und dieses ionisierte Silber neigt zu Verfärbungen. Die Beschichtungslösung ist mit Metallionen wie Kupfer, Eisen und Zink verunreinigt oder nicht rein genug, was zu einer geringen Reinheit der Beschichtungsschicht führt. Unsachgemäßes Arbeiten führt zu einer rauen Beschichtung mit hoher Porosität. Oberflächen mit hoher Porosität sind anfällig für die Ansammlung von Feuchtigkeit und korrosiven Medien.
- Unsachgemäße Verpackung und Lagerung nach der Versilberung. Zu den Gründen für die Verfärbung gehören vor allem: Erstens wird versilberter Schmuck direkt dem Licht ausgesetzt, wodurch Silberatome durch ultraviolette Strahlen beeinträchtigt werden und sich in Silberionen umwandeln, was die Verfärbungsgeschwindigkeit beschleunigt; zweitens ist die Lagerung in einer feuchten Umgebung mit hohen Temperaturen anfällig für Verfärbungen; drittens kann eine schlechte Versiegelung der Verpackung dazu führen, dass die Verpackungsmaterialien mit der Silberbeschichtung reagieren.
4.3 Verfahren zur Behandlung der Silberschicht gegen Entfärbung
Um zu verhindern, dass sich die Silberschicht verfärbt, werden bei der Herstellung häufig Passivierungsverfahren angewandt, zu denen typischerweise folgende Methoden gehören: chemische Passivierung, elektrochemische Passivierung, Eintauchen in verfärbungshemmende Mittel, galvanische Beschichtung mit Edelmetallen und Eintauchen in organische Schutzfilme.
(1) Chemische Passivierung
Nach dem gründlichen Waschen mit Wasser sollten die beschichteten Teile, die nicht glanzversilbert wurden, sofort mit Chromsäure behandelt werden.
- Behandlung mit Chromsäure. Chromsäureanhydrid:80~85g/L; Natriumchlorid:15~20g/L; Temperatur: Raumtemperatur; Zeit: 5~15 Sekunden. Nach der Chromsäurebehandlung bildet sich ein relativ lockerer gelber Film auf der Oberfläche der Silberbeschichtung.
- Abbeizverfahren. Ammoniakwasser: 300~500ml/L; Raumtemperatur; Zeit: 20~30 Sekunden.
- Idemitsu. Salpetersäure oder Salzsäure Massenanteil von 5%~10%; Raumtemperatur; Zeit: 5~20 Sekunden. Nachdem die Versilberungsschicht die oben genannten Prozesse durchlaufen hat, wird sie chemisch gepinnt, um bessere Ergebnisse zu erzielen. Die chemische Passivierungsschicht ist sehr dünn, was sich kaum auf den Kontaktwiderstand auswirkt. Die Passivierungsfilmstruktur ist jedoch nicht dicht genug, und ihre Fähigkeit, Verfärbungen zu verhindern, ist nicht stark genug, so dass als nächstes eine elektrochemische Passivierung durchgeführt werden kann.
(2) Elektrochemische Passivierung
Sie kann nach der chemischen Passivierung oder direkt nach der Glanzversilberung erfolgen. Dabei wird die Silberschicht als Kathode und nichtrostender Stahl als Anode verwendet. Durch die Elektrolyse bildet sich auf der Oberfläche der Silberschicht ein relativ dichter, nadelförmiger Film, der eine höhere Beständigkeit gegen Verfärbungen aufweist als der chemische Passivierungsfilm. Wenn die chemische Passivierung mit der Elektrolyse kombiniert wird, ist die Wirkung noch besser.
(3) Schutzmittel für das Eintauchen in elektrische Kontakte
Lösen Sie das Schutzmittel in einem organischen Lösungsmittel auf und lassen Sie es 1~2 Minuten bei einer bestimmten Temperatur einwirken, was eine schützende Wirkung auf die Oberfläche hat.
(4) Galvanisieren von Edelmetallen
Elektroplattiertes Gold, Rhodium, Palladium, Palladium-Nickel-Legierung (80% ), Dicke 0,1~0,2μm.
(5) Organische Schutzfolie
Die Dicke beträgt im Allgemeinen mehr als 5 μm, und die Schutzwirkung ist besser. Transparente Schutzschichten auf Acryl- oder Silikonbasis können getaucht (gespritzt) oder kathodisch elektrophoretisch aufgetragen werden. Zu den Anforderungen an den organischen Schutzfilm gehören vor allem eine gute Schichtdichte, eine hohe Transparenz, eine Schichthärte von mindestens HV4 und eine gute Haftung auf dem Substrat.
5. Galvanisch abgeschiedenes Gold und Goldlegierungen
Die relative Atommasse von Gold beträgt 197, das Standardelektrodenpotenzial von einwertigem Gold ist +1,68 V, das elektrochemische Äquivalent von dreiwertigem Gold ist +1,5 V und das elektrochemische Äquivalent von Au+ beträgt 7,357 g/(A.h) und das elektrochemische Äquivalent von Au3+ beträgt 2,44977 g/(A.h).
Gold hat eine extrem hohe chemische Stabilität und wird von Salzsäure, Schwefelsäure, Salpetersäure, Flusssäure oder Laugen nicht angegriffen. Die elektrische Leitfähigkeit von Gold ist die zweithöchste nach Silber und Kupfer. Die Wärmeleitfähigkeit von Gold ist 70% so hoch wie die von Silber, und Gold hat eine ausgezeichnete Duktilität. Aufgrund seiner chemischen Stabilität, seiner Leitfähigkeit und seiner guten Lötbarkeit wird Gold häufig in der Dekorationsindustrie verwendet.
Eine dekorative Vergoldung wird im Allgemeinen für handwerklichen Schmuck verwendet, wobei die Beschichtung eine gute Farbe, einen guten Glanz, eine hohe Verschleißfestigkeit und keine Verfärbung aufweisen muss. Der Reinheitsgrad der Beschichtung kann in reines Gold und K-Gold unterteilt werden, wobei reines Gold einen Goldgehalt von über 99,9% hat und die üblicherweise verwendeten K-Gold-Typen 22K, 18K und 14K umfassen. Die Dicke der Beschichtung kann in Dünn- und Dickgold unterteilt werden, wobei Dünngold direkt auf Substrate wie Nickel, Kupfer und Bronze aufgebracht werden kann, während Dickgold zunächst eine Grundschicht erfordert.
Die Vergoldung begann im frühen 19. Jahrhundert mit dem Auftauchen von Patenten für Vergoldungsanwendungen in den späten 1840er Jahren auf der Grundlage von alkalischen Lösungen auf Cyanidbasis. Aufgrund der extremen Toxizität von Cyanid wurde sowohl im Inland als auch international kontinuierlich an der Entwicklung cyanidfreier und cyanidarmer Vergoldungslösungen geforscht, was zur Entwicklung der sauren reinen Vergoldung, der sauren Hartvergoldung, der neutralen Vergoldung und der Vergoldung ohne Cyanid führte. Die Vergoldungslösungen lassen sich in vier Typen unterteilen: alkalisches Cyanid, saures Niedercyanid, neutrales Niedercyanid und Nichtcyanid. Insgesamt weisen cyanidarme und cyanidfreie Vergoldungslösungen im Vergleich zu alkalisch-cyanidhaltigen Vergoldungslösungen noch gewisse Lücken in Bezug auf Stabilität und Vergoldungseffekte auf.
5.1 Cyanidvergoldung
(1) Alkalische Cyanidvergoldung
① Die Hauptbestandteile der alkalischen Cyanid-Goldbeschichtungslösung. Alkalische Cyanid-Goldplattierungslösung hat eine gute Dispersionsfähigkeit, ist eine stabile Plattierungslösung, ist einfach zu bedienen und zu warten und kann leicht verschiedene Legierungselemente wie Cu, Ni, Co, Ag, Cd usw. enthalten, um Goldlegierungen mit verschiedenen Farbtönen zu erzeugen. So kann z. B. durch Zugabe von Nickel eine leicht weißliche Goldfarbe erzielt werden, durch Zugabe von Cu und Cd entsteht Roségold, und durch Zugabe von Ag kann eine hellgrüne Goldbeschichtung entstehen. Durch Steuerung der Konzentration der Legierungselemente in der Beschichtungslösung und der Arbeitsbedingungen kann fast jeder gewünschte Farbton der Vergoldung erzielt werden. Die Porosität der Cyanidvergoldung ist relativ hoch, und ihre Verschleiß- und Korrosionsbeständigkeit ist gering. Aufgrund des hohen Zyanidgehalts in der Vergoldung ist ihre Verwendung in den letzten Jahren deutlich zurückgegangen; in der Schmuckindustrie ist die Zyanidvergoldung jedoch nach wie vor die gängigste Art. Die Hauptbestandteile der alkalischen Zyanidvergoldungslösung sind wie folgt
- Kaliumgoldcyanid (enthält 68,3% Gold). Es ist das Hauptsalz in der Galvanisierungslösung und die Quelle für das Gold in der Galvanisierungsschicht. Ist der Au-Gehalt zu niedrig, erscheint die Beschichtung rot und rau. Die Qualität von Kaliumgoldcyanid ist sehr wichtig, und man sollte bei der Auswahl und Verwendung darauf achten. Kaliumgoldcyanid sollte in deionisiertem Wasser aufgelöst werden, bevor es der Galvanisierungslösung zugesetzt wird.
- Kaliumcyanid (Natriumcyanid). Es ist ein Komplexbildner, der die Beschichtungslösung stabilisieren kann und einen normalen Ablauf des Elektrodenprozesses ermöglicht. Ist der Gehalt zu niedrig, wird die Beschichtungslösung instabil, was zu einer rauen Beschichtung mit schlechter Farbe führt.
- Phosphat. Es ist ein Puffer, der die Galvanisierungslösung stabilisiert und den Glanz der Beschichtung verbessert.
- Karbonat. Es handelt sich dabei um ein Leitsalz, das die Leitfähigkeit der Galvanisierungslösung und ihre Dispersionsfähigkeit verbessern kann. Wenn jedoch beim Öffnen des Tanks kein Karbonat hinzugefügt wird und die Lösung alkalisch ist, wird mit der Zeit CO2 aus der Luft reichern sich in der Beschichtungslösung an. Wenn sich zu viele Karbonate ansammeln, kann dies dazu führen, dass die Beschichtung rau wird und Flecken entstehen.
- Die Legierungszusammensetzung Cu, Ni, Co, Ag und Cd wird meist mit Cyanidsalzen zugesetzt, und es gibt auch solche, die mit EDTA-Salzen zugesetzt werden. Ihre Konzentrationen müssen genau kontrolliert werden, um 14K-, 16K-, 18K- und 23K-Legierungsüberzüge mit unterschiedlichen Anteilen zu erhalten. Darüber hinaus können 16K-Gold-Silber-Überzüge und 18K-Gold-Kupfer-Cadmium-Überzüge als Zwischenschichten in Dickvergoldungskombinationen verwendet und auf die erforderliche Dicke beschichtet werden.
② Elektrodenreaktion bei der alkalischen Cyanid-Vergoldung. Das wichtigste Salz in der Cyanid-Goldbeschichtungslösung ist Kaliumgoldcyanid KAu(CN)2. Das Cyanidkomplex-Ion Au(CN)2– befindet sich in der Lösung und wird an der Kathode entladen, wodurch eine Goldschicht entsteht.
Kathode:[Au(CN)2]– + e = Au + 2CN–
Unerwünschte Reaktion:2H+ + 2e = H2
Anode:
Verwendung einer löslichen Silberanode: Au + 2CN– - e = [Au(CN)2]–
Bei Verwendung unlöslicher Anoden:2H2O - 4e = 4H+ + O2
Ein Teil der CN– das in der Lösung verbleibt, wird durch den Sauerstoff im ursprünglichen Ökosystem oxidiert, und zu den möglichen Produkten gehören CNO–COO–, CO32-, NH3(CN)2usw., die sich in der Lösung anreichern und zu Schadstoffen werden.
(2) Saure Cyanidvergoldung
Die Grundlage für eine saure Mikrocyanid-Vergoldungslösung ist, dass sich Goldcyanid-Komplexionen bei einem pH-Wert von 3,1 nicht zersetzen. Der pH-Wert der sauren Vergoldungslösung liegt bei 3,5 bis 5,5. Der reine Goldüberzug ist glänzend, gleichmäßig, zart und hat einen gelblich-roten Farbton. Durch Zugabe der Legierungselemente Co, Ni, Sb, Cu, Cd und anderer zur Vergoldungslösung werden Goldlegierungen hergestellt, die den Anforderungen der Dekorationsindustrie an verschiedene Farbtöne entsprechen, wie z. B. die 22,5-23,5 Goldschichten von 1N14, 2N18, 3N.
In der Produktion wird die saure Vergoldung hauptsächlich in zwei Arten unterteilt: Dünngold und Dickgold. Die Dünnvergoldung umfasst Vorvergoldung und Ziergold. Die Vorvergoldung erfordert eine ausgezeichnete Haftung auf dem Substrat und der Goldschicht, während die Vorvergoldungslösung eine Verunreinigung der Dickvergoldungslösung verhindert. Bei Ziergold kann es sich um reines Gold oder eine Goldlegierung handeln, je nach den Anforderungen an das Aussehen. Zu den Dickvergoldungslösungen gehören normale und Hochgeschwindigkeitsvergoldungslösungen. Die Vergoldungslösung kann je nach Bedarf auf die gewünschte Dicke gebracht werden. Die Hauptbestandteile der sauren Cyanid-Vergoldungslösung sind wie folgt:
- Kaliumcyanid. Bei ausreichendem Gehalt kann das Hauptsalz einen hellen, feinkristallinen Goldüberzug erzeugen. Ein zu geringer Gehalt führt zu einem engen Stromdichtebereich, der Überzug erscheint rot, rau und weist eine hohe Porosität auf.
- Zitrat. Es hat komplexierende, assoziierende und puffernde Wirkung. Ist die Konzentration zu hoch, sinkt die Stromausbeute und die Lösung neigt zur Alterung; ist die Konzentration zu niedrig, ist die Dispersionsfähigkeit der Beschichtungslösung schlecht.
- Phosphat. Ein Puffermittel, das die Beschichtungslösung stabilisieren und den Glanz der Beschichtung verbessern kann.
- Kobalt, Nickel, Antimon, Kupfer, Kadmium, Silber usw. sind Legierungselemente, die die Härte und das Aussehen der Beschichtung verbessern können, und ihre Konzentration sollte streng kontrolliert werden.
5.2 Cyanidfreie Vergoldung
In den 1960er Jahren wurde die cyanidfreie Vergoldung in der Produktion eingesetzt, mit Beschichtungslösungen, die Sulfite, Thiosulfate, Halogenide, Bernsteinsäure usw. enthielten, wobei die am weitesten verbreitete Lösung die Sulfitbeschichtung mit [Au(SO3)2]3- als das komplexe Anion.
Die Eigenschaften der Sulfit-Plattierungslösung sind: die Plattierungslösung hat eine gute Dispersion und Deckfähigkeit, die Plattierungsschicht hat eine gute Nivellierung und Duktilität (die Dehnung kann 70%~90% erreichen), kann Spiegelglanz erreichen, und die Reinheit der Plattierungsschicht ist hoch, mit guter Schweißbarkeit. Schnelle Sedimentationsrate, wenige Poren. Die Beschichtung hat eine gute Haftung auf Nickel, Kupfer und Silbermetallen.
Der Nachteil der Sulfit-Beschichtungslösung ist, dass ihre Stabilität nicht so gut ist wie die der Zyanid-Beschichtungslösung und dass die Verschleißfestigkeit von Hartgold schlecht ist. Derzeit hat dieses Verfahren einen geringen Marktanteil, aber es hat Potenzial.
6. Galvanische Beschichtung von Rhodium
Rhodiumbeschichtungen sind silbrig-weiß, haben einen starken Oberflächenglanz, sind unempfindlich gegen korrosive Gase wie Kohlendioxid und Sulfide in der Atmosphäre und weisen eine hohe Stabilität gegenüber Säuren und Basen sowie eine hohe Korrosionsbeständigkeit auf. Die Härte der Rhodiumbeschichtung ist zehnmal so hoch wie die der Silberbeschichtung und weist eine gute Verschleißfestigkeit auf. Als dekorative Rhodiumschicht hat sie eine leicht bläuliche Tönung in Weiß, einen hellen Glanz, ist verschleißfest und hat eine hohe Härte, was sie zur hochwertigsten dekorativen Beschichtung macht. Aufgrund der hohen Härte und Sprödigkeit von Rhodium kann eine zu dicke Beschichtung leicht abblättern. Daher ist es bei allgemeinem Modeschmuck üblich, vor der Rhodiumbeschichtung zunächst Silber, Palladium oder Nickel als Grundschicht aufzubringen.
Die Rhodiumbeschichtungslösung enthält Sulfate, Phosphate oder Aminosulfonate, die am häufigsten verwendeten Sulfate. Die Beschichtungslösung ist leicht zu pflegen, hat eine hohe Stromausbeute und eine schnelle Abscheidungsgeschwindigkeit, wodurch sie für die Schmuckverarbeitung geeignet ist.
(1) Hauptbestandteile der Rhodium-Sulfat-Beschichtungslösung
- Rhodium-Sulfat. Es ist das Hauptsalz der Beschichtungslösung und kann bei entsprechendem Rhodiumgehalt eine feinkristalline, glänzende Beschichtung erzeugen. Wenn der Gehalt zu hoch ist, wird die Beschichtung nicht weiß und rau sein; wenn der Gehalt zu niedrig ist, wird die Beschichtung gelb werden und schlechte Helligkeit haben. Im Allgemeinen wird der Rhodiumgehalt zwischen 1,6~2,2.g/L kontrolliert.
- Schwefelsäure. Seine Hauptfunktion besteht darin, die Stabilität der Beschichtungslösung aufrechtzuerhalten und die Leitfähigkeit zu erhöhen, und ein geringer Schwefelsäuregehalt beeinträchtigt den Glanz der Beschichtung.
(2) Elektrodenreaktion der Rhodiumbeschichtung
Anodische Reaktion:4OH - 4e = 2H2O + O2 ↑
Kathodische Reaktion: Rh2+ + 2e = Rh
Kathodische Nebenreaktion:2H+ + 2e = H2 ↑
Abschnitt III Chemischer Beschichtungsprozess
1. Merkmale der chemischen Beschichtung
Im Vergleich zum Galvanisieren hat das chemische Beschichten folgende Vorteile.
(1) Die stromlose Beschichtung eignet sich für verschiedene Substratmaterialien, darunter Metalle, Halbleiter und nichtmetallische Materialien.
(2) Die Dicke der chemischen Beschichtung ist gleichmäßig und konsistent, unabhängig von der Form oder der Komplexität des Werkstücks; solange geeignete technische Maßnahmen ergriffen werden, kann eine gleichmäßige Beschichtung auf dem Werkstück erzielt werden.
(3) Bei der autokatalytischen chemischen Beschichtung können Beschichtungen beliebiger Dicke erzielt werden, und sogar Galvanoformung ist möglich. Die durch chemische Beschichtung erhaltenen Schichten haben ausgezeichnete chemische, mechanische und magnetische Eigenschaften (z. B. dichte Schichten und hohe Härte).
Die chemische Beschichtung hat jedoch auch einige Nachteile: Erstens ist die Lebensdauer der chemischen Beschichtungslösung relativ kurz, zweitens ist die Beschichtungsgeschwindigkeit langsam, und nur unterhalb der kritischen Beschichtungsgeschwindigkeit kann die Beschichtungsqualität garantiert werden.
2. Das Prinzip der chemischen Beschichtung
Die chemische Beschichtung ist ein Verfahren zur Metallabscheidung, bei dem Metallionen auf der Metalloberfläche durch Selbstkatalyse mit geeigneten Reduktionsmitteln in der Lösung reduziert werden. Es handelt sich um eine chemische Redoxreaktion mit Elektronenübertragung und einen chemischen Abscheidungsprozess ohne externe Energiequelle. Diese Art der chemischen Abscheidung kann in drei Kategorien unterteilt werden.
(1) Ersatzplattierung
Legen Sie ein Metall mit stark reduzierenden Eigenschaften (das Substrat, das zu beschichtende Werkstück) in eine Lösung eines anderen Metallsalzes mit stark oxidierenden Eigenschaften. Das Substratmetall wirkt als starkes Reduktionsmittel, und die von ihm abgegebenen Elektronen werden von den Metallionen in der Lösung aufgenommen, die sich auf der Substratoberfläche ablagern und eine Beschichtung bilden. Dieses Verfahren wird auch als Immersionsbeschichtung bezeichnet. Zum Beispiel Kupferverdrängungssilber, wobei das Kupferwerkstück als Substrat das Silber aus der Lösung verdrängt und die abgeschiedene Silberschicht die Kupferoberfläche bedeckt. Die Reduktionsreaktion stoppt sofort, wenn die Oberfläche vollständig bedeckt ist, was zu einer sehr dünnen Beschichtung führt. Da die Reaktion auf der Korrosion des Substratmetalls beruht, ist die Haftfestigkeit der Beschichtung auf dem Substrat relativ gering. Es gibt nicht viele Systeme, die sich in Bezug auf das Substrat und die Beschichtungslösung für die Tauchbeschichtung eignen, so dass die Anwendung dieses Verfahrens begrenzt ist.
(2) Kontaktplattierung
Nachdem das zu vergoldende Metall mit einem anderen Hilfsmetall in Berührung gekommen ist, wird es in eine Lösung aus Metallsalzen getaucht, wobei das Potenzial des Hilfsmetalls niedriger sein sollte als das des abgeschiedenen Metalls. Nachdem das metallische Werkstück und das Hilfsmetall in die Lösung eingetaucht sind, bilden sie eine Primärbatterie, wobei das Hilfsmetall aufgrund seiner starken Aktivität die Anode ist, die sich auflöst und Elektronen abgibt. Das metallische Werkstück ist dagegen die Kathode, bei der die Metallionen in der Lösung reduziert werden und sich als Metallschicht auf dem Werkstück ablagern. Diese Methode ist für die praktische Anwendung unbedeutend, kann aber für die chemische Abscheidung auf nicht katalytisch aktiven Substraten verwendet werden.
(3) Reduktionsmethode
Zunächst enthält die chemische Beschichtungslösung Metallionen für die Beschichtung, und dann werden Elektronen, die von einem geeigneten Reduktionsmittel bereitgestellt werden, hinzugefügt, um die Metallionen zu reduzieren und eine Metallschicht abzuscheiden. Diese chemische Beschichtungsreaktion muss in Bezug auf die Geschwindigkeit gut kontrolliert werden, da sonst die Abscheidung in der gesamten Lösung sinnlos wird. Bei der Reduktionsmethode wird eine Metallschicht auf einer aktiven Oberfläche mit katalytischen Eigenschaften abgeschieden. Aufgrund der selbstkatalytischen Fähigkeit der abgeschiedenen Schicht während des Abscheidungsprozesses kann sich bei dieser Technik kontinuierlich eine Schicht mit einer bestimmten Dicke abscheiden, die einen praktischen Wert hat, was die eigentliche Bedeutung des "chemischen Abscheidungsprozesses" ist. Die Methode der Metallabscheidung mit Hilfe eines Reduktionsmittels auf einer selbstkatalytisch aktiven Oberfläche ist das einzige Nassabscheidungsverfahren, das die Galvanisierung ersetzen kann.
3. Chemische Vergoldung
Die chemische Vergoldung lässt sich in eine reduzierende und eine verdrängende Variante unterteilen, je nachdem, ob ein Reduktionsmittel in der Beschichtungslösung verwendet wird. Die reduzierende Lösung für die chemische Vergoldung enthält Goldsalz, Komplexbildner, Reduktionsmittel, pH-Puffer und andere Zusatzstoffe. Die Reaktion nutzt das Reduktionsmittel, um Gold zu reduzieren, das dann gleichmäßig auf dem Substrat abgeschieden wird, um die gewünschte Dicke zu erreichen. Im Allgemeinen kann eine dickere Goldschicht mit einer Dicke von etwa 1μm abgeschieden werden. Die chemische Goldbeschichtung durch Verdrängung erfolgt ohne externes Reduktionsmittel. Aufgrund des Potenzialunterschieds zwischen den Metallen kann ein aktiveres Metall ein weniger aktives Metall durch eine Verdrängungsreaktion aus der Lösung verdrängen. Bei der Verdrängungsvergoldung auf einem Nickelsubstrat beispielsweise kann Nickel aufgrund des Potenzialunterschieds zwischen Gold und Nickel das Gold aus der Beschichtungslösung auf die Oberfläche der Nickelschicht verdrängen. Das Standardpotenzial von Gold beträgt 1,68 V, während das Standardpotenzial von Nickel nur -0,25 V beträgt, was auf einen erheblichen Potenzialunterschied hinweist. Wenn das Nickelsubstrat in die Lösung für die Verdrängungsvergoldung getaucht wird, kommt es zu einer Verdrängungsreaktion, und die Nickeloberfläche wird schnell durch eine Goldschicht ersetzt. Allerdings haben die Goldatome ein größeres Volumen, was zu einer relativ lockeren Anordnung auf der Nickeloberfläche mit vielen Poren führt. Daher kommt es bei der anschließenden Vergoldung mit zunehmender Dauer zu weiteren Verdrängungsreaktionen der Goldionen in der Beschichtungslösung mit den Nickelatomen durch die Poren auf der Oberfläche der Goldschicht.
(1) Zusammensetzung und Prozessbedingungen der chemischen Goldbeschichtungslösung
Die chemische Vergoldungslösung enthält Goldionenverbindungen (d. h. Goldsalze), Komplexbildner, pH-Puffer, Reduktionsmittel, Stabilisatoren und andere Hauptbestandteile.
① Goldsalze und Komplexbildner. Geeignete Goldionenverbindungen sind z. B. cyanidische Goldsalze KAu(CN)2, KAu(CN)4wasserlösliche Goldverbindungen HAuCl4KAuCl4, NH4AuCl4, Na3Au(SO3)2, Na3Au(S2O3)2und Goldverbindungen Au(OH)3 mit geringerer Löslichkeit. Sie können allein oder in Kombination verwendet werden. Die Goldionenkonzentration beträgt im Allgemeinen 0,001~0,1mol/L. Liegt die Goldionenkonzentration unter 0,001mol/L, können keine praktikablen Goldabscheidungsraten erzielt werden; liegt die Goldionenkonzentration über 0,1mol/L, bilden sich wahrscheinlich Goldausscheidungen, und die Goldverbindungen können ihre Rolle bei der chemischen Beschichtung nicht vollständig ausüben, was zu einer wirtschaftlich ungünstigen Goldverschwendung führt. Die Zugabe von Komplexbildnern zur Beschichtungslösung zielt darauf ab, Komplexe mit den Metallkomponenten in der Lösung zu bilden und gleichzeitig als Puffer zu fungieren, um Änderungen des pH-Werts der Beschichtungslösung zu unterdrücken. Zu den verfügbaren Komplexbildnern gehören EDTA-2Na, K2SO3, Na2SO3, K2S2O3 und andere.
② Reduktionsmittel und Zusatzstoffe. Zu den wichtigsten Reduktionsmitteln, die derzeit in der Forschung verwendet werden, gehören unter anderem Dimethylaminboran (DMAB), Natriumhypophosphit, Hydrazin, Borhydride, Hydrazinboran, Thioharnstoff, Natriumascorbat und Titantrichlorid.
③ Prozessbedingungen. Der pH-Wert der Beschichtungslösung liegt im Allgemeinen bei 5 bis 9, wobei der optimale Bereich bei 6 bis 8 liegt. Ein niedrigerer pH-Wert verbessert die Haftung der Goldbeschichtung, aber zu niedrige pH-Werte können leicht schädliche Gase und Korrosion erzeugen. Ein hoher pH-Wert macht die Beschichtungslösung stark alkalisch, wodurch die Beschichtung auf der Oberfläche des beschichteten Gegenstands aufgelöst werden kann. Je nach Art und Konzentration der Goldionenverbindungen und der Komplexbildner sollten die alkalischen Lösungen NaOH, KOH, NH4OH oder anorganische Säurelösungen H2SO4, H3PO4, H3BO3 um den pH-Wert der Beschichtungslösung einzustellen. Die Galvanisierungstemperatur liegt im Allgemeinen bei 50-90 °C, am besten bei 60-85 °C. Eine niedrigere Betriebstemperatur ist besonders geeignet für Gegenstände, die nicht hitzebeständig sind, und sie kann auch Energie sparen und einen sicheren Betrieb gewährleisten.
(2) Cyanid-freie chemische Vergoldung
Entwicklung einer zyanidfreien chemischen Vergoldung, die CN– in der Vergoldungslösung mit nicht-cyanidischen Alternativen ist eine wichtige Richtung in der chemischen Goldbeschichtung. Sie stellt einen bedeutenden Fortschritt gegenüber der Cyanidvergoldung dar und hat in den letzten Jahren sowohl im In- als auch im Ausland eine beachtliche Entwicklung erfahren. Zu den derzeitigen cyanidfreien Vergoldungslösungen gehören vor allem die Sulfitvergoldung, die Thiosulfatvergoldung, die Halogenidvergoldung und die Thiocyanatvergoldung, von denen die Sulfitvergoldung den besseren praktischen Wert hat. Im Folgenden wird hauptsächlich das System der Sulfitvergoldung vorgestellt.
Sulfit-System: Im Jahr 1842 wurde Sulfitgoldsalz erstmals als Goldquelle für die cyanidfreie galvanische Vergoldung verwendet; später wurde es in chemischen Vergoldungslösungen eingesetzt, die als Sulfitvergoldungslösungen bezeichnet werden. Zu den in diesen Goldplattierungslösungen verwendeten Reduktionsmitteln gehören u. a. Natriumhypophosphit, Formaldehyd, Hydrazin, Borhydride, DMAB, Natriumascorbat, Thioharnstoff und seine Derivate sowie Phenylverbindungen. Um eine praktikable cyanidfreie Goldbeschichtungslösung zu erhalten, muss der Beschichtungslösung eine geringe Menge an Stabilisatoren zugesetzt werden, wie z. B. EDTA, Triethanolamin, NTA, Benzotriazol, 2-Mercaptobenzothiazol usw. Diese Zusätze können mit den einwertigen Goldionen im Sulfitgoldsalz komplexe Chelatbildner bilden und so die Stabilität der Beschichtungslösung verbessern.
4. Chemische Vernickelung
Die chemisch vernickelte Schicht ist unabhängig von der Schichtdicke und der Form des Teils und zeichnet sich durch hohe Härte, gute Verschleißfestigkeit, natürliche Schmierfähigkeit und hervorragende Korrosionsbeständigkeit aus, weshalb sie auch als "Designerschicht" bezeichnet wird. Konstrukteure können je nach den für die Teile erforderlichen Eigenschaften geeignete Optionen für das Beschichtungssystem finden.
Zusammensetzung und Prozessbedingungen der chemischen Vernickelungslösung
Die chemische Vernickelungslösung ist entscheidend für die Stabilität des chemischen Beschichtungsprozesses und die Qualität der Beschichtung. Seit der Entwicklung der chemischen Beschichtung wurden viele Arten von Beschichtungslösungen entwickelt. Die am häufigsten verwendete Lösung kombiniert Nickelsulfat als Hauptsalz und Natriumhypophosphit als Reduktionsmittel mit geeigneten zusätzlichen Komponenten zur Anpassung der Stabilität, Komplexierung und anderer Eigenschaften.
(1) Nickelsalze. Es gibt hauptsächlich zwei Arten: Nickelsulfat und Nickelchlorid. Wenn die Konzentration der Nickelsalze während des Beschichtungsprozesses zu niedrig ist, ist die Reaktionsgeschwindigkeit langsam, was die Bildung einer Beschichtungsschicht erschwert. Eine zu hohe Konzentration führt dazu, dass einige Nickelionen in der Beschichtungslösung frei sind, was die Stabilität der Lösung verringert, was leicht zu einer rauen Beschichtung führen und sogar die Zersetzung der Beschichtungslösung auslösen kann. Daher ist es wichtig, einen angemessenen Gehalt an Nickelsalzen in der Beschichtungslösung aufrechtzuerhalten und den Nickelsalzgehalt während des Prozesses genau zu analysieren und angemessen zu ergänzen.
(2) Reduktionsmittel. Das übliche Reduktionsmittel ist Natriumhypophosphit. Die Rolle des Reduktionsmittels besteht darin, die Dehydrierung zu katalysieren, um lebendige primäre Wasserstoffatome für die Reduktion der Nickel-Ionen zu metallischem Nickel zu liefern. Der Gehalt des Reduktionsmittels hat einen erheblichen Einfluss auf die Abscheidungsrate; eine Erhöhung der Konzentration des Reduktionsmittels kann die Abscheidungsrate beschleunigen, aber die Konzentration des Reduktionsmittels sollte nicht zu hoch sein. Andernfalls neigt die Beschichtungslösung zur Selbstzersetzung, was die Stabilität der Beschichtungslösung zerstört, und die Abscheidungsrate wird ebenfalls einen Grenzwert erreichen.
(3) Komplexbildner. Zu den üblicherweise verwendeten Komplexbildnern gehören Glykolsäure, Apfelsäure, Weinsäure, Zitronensäure und Milchsäure. Die Zugabe von Komplexbildnern steuert die Ablagerungsrate von Nickelionen. Bei der Zugabe von Komplexbildnern muss die Fähigkeit, alle Nickelionen zu komplexieren, und die Abscheidungsrate der Beschichtungslösung berücksichtigt werden, um ein angemessenes Verhältnis der Komponenten aufrechtzuerhalten. Komplexbildner können die Konzentration freier Ionen und das Gleichgewichtspotenzial in der Lösung verringern und gleichzeitig an der Oberfläche der beschichteten Teile adsorbieren, die Oberflächenaktivität der beschichteten Teile erhöhen und die Freisetzung von Wasserstoffionen aus Hypophosphit beschleunigen. Die Verwendung von zusammengesetzten Komplexbildnern kann die Stabilität der Beschichtungslösung und die Abscheidungsrate wirksam verbessern und die Oberfläche der Beschichtung glänzend und dicht machen.
(4) pH-Wert-Einstellmittel und Puffer. Der pH-Wert der Beschichtungslösung hat einen erheblichen Einfluss auf die Abscheidungsrate, die Verwendung des Reduktionsmittels und die Beschichtungsleistung. Da H+ ein Nebenprodukt der Reduktionsreaktion ist, sinkt der pH-Wert der Beschichtungslösung mit fortschreitender Reaktion. Daher ist die Einstellung und Kontrolle des pH-Werts während der chemischen Beschichtung von entscheidender Bedeutung. pH-Wert-Einstellmittel sind in der Regel NaOH, KOH oder alkalische Verbindungen wie Karbonate, Ammoniak usw. Wenn der pH-Wert gesenkt werden muss, müssen anorganische oder organische Säuren zugesetzt werden. Die Zugabe von Puffern verhindert eine Instabilität der Abscheidungsrate, die durch drastische Änderungen des pH-Werts während der Abscheidungsreaktion verursacht wird. Die Anionen des Puffers verbinden sich zu schwachen Säuremolekülen mit sehr geringer Ionisierung und kontrollieren so die drastischen Änderungen des pH-Werts der Beschichtungslösung.
(5) Stabilisatoren. Während des Beschichtungsprozesses bilden sich in der Beschichtungslösung aus verschiedenen Gründen unweigerlich aktive kristalline Kerne, die die Lösung zersetzen und versagen lassen. Durch die Zugabe von Stabilisatoren können diese aktiven kristallinen Kerne vergiftet werden, wodurch sie ihre selbstkatalytische Wirkung verlieren und die Zersetzung der Beschichtungslösung verhindert wird. Stabilisatoren sind zu einem technischen Geheimnis im chemischen Vernickelungsprozess geworden. Zu den üblichen Stabilisatoren gehören Blei-Ionen, Zinnsulfide usw.
(6) Projektträger. Der Zusatz von Komplexbildnern zur chemischen Vernickelungslösung führt im Allgemeinen zu einer Verringerung der Abscheidungsrate. Bei übermäßiger Zugabe kann die Abscheidungsrate sehr langsam oder sogar unbrauchbar werden. Um die Abscheidungsrate zu erhöhen, werden der Beschichtungslösung häufig geringe Mengen organischer Säuren zugesetzt, die als Promotoren bezeichnet werden.
(7) Temperatur. Die Temperatur ist der wichtigste Parameter, der die Abscheidungsrate der chemischen Vernickelung beeinflusst. Die katalytische Reaktion der chemischen Vernickelung kann in der Regel nur unter Heizbedingungen erfolgen, und viele einzelne Reaktionsschritte der chemischen Vernickelung zeigen nur eine signifikante Abscheiderate über 50℃. Die Betriebstemperatur der sauren Beschichtungslösung für chemische Nickel-Phosphor-Legierungen liegt im Allgemeinen bei etwa 85-95 °C, während allgemeine alkalische chemische Beschichtungslösungen in einem moderaten Temperaturbereich abscheiden können. Mit steigender Temperatur beschleunigt sich die Abscheidungsrate. Eine Erhöhung der Temperatur der Galvanisierungslösung beschleunigt jedoch den Anstieg des Hypophosphits und macht die Galvanisierungslösung instabil. Während des Betriebs sollte die Galvanisierungslösung gleichmäßig umgerührt werden, und es sollte darauf geachtet werden, dass eine lokale Überhitzung der Galvanisierungslösung vermieden wird und eine stabile Arbeitstemperatur aufrechterhalten wird, um eine starke Selbstzersetzung der Galvanisierungslösung und nachteilige Folgen wie eine Delaminierung der Beschichtung zu vermeiden.
(8) pH-Wert. Mit steigendem pH-Wert der Galvanisierungslösung beschleunigt sich die Abscheidungsrate, und die Löslichkeit von Phosphit nimmt ab, was leicht zur Selbstzersetzung der Galvanisierungslösung führen kann. Angenommen, der pH-Wert der Beschichtungslösung ist zu hoch. In diesem Fall beschleunigt sich die Reaktion der Oxidation von Hypophosphit zu Phosphit, und die katalytische Reaktion verwandelt sich in eine spontane Reaktion, wodurch die Beschichtungslösung schnell versagt. Mit steigendem pH-Wert nimmt der Phosphorgehalt in der Beschichtung ab. Wenn der pH-Wert zu niedrig ist, kann die Reaktion nicht ablaufen, z. B. in sauren Beschichtungslösungen, wenn der pH-Wert<3 ist, ist es nicht einfach, eine Beschichtung aus einer Nickel-Phosphor-Legierung aufzubringen.
(9) Die Wirkung des Rührens. Der Diffusionsprozess beeinflusst den chemischen Vernickelungsprozess, und das Rühren der chemischen Beschichtungslösung trägt dazu bei, die Übertragungsrate der Reaktanten auf die Werkstückoberfläche zu erhöhen und gleichzeitig die Entfernung der Reaktionsprodukte zu erleichtern. Im Wesentlichen verändert das Rühren die chemische Zusammensetzung und den pH-Wert innerhalb der Diffusionsschicht an der Grenzfläche Werkstück/Lösung. Zu den Rührmethoden gehören mechanisches Rühren, magnetisches Rühren, Ultraschalldispersion und chemische Dispersionsmethoden. Wenn die chemische Vernickelung unter Wärmebedingungen durchgeführt wird, kann die große Menge an freigesetztem Wasserstoffgas einen "Selbstrühreffekt" erzeugen. Das mechanische Rühren ist einfach und leicht umzusetzen, da es im Allgemeinen externe Scher- und Stoßkräfte einsetzt, um die Partikel vollständig im Medium zu dispergieren; es ist jedoch nicht in der Lage, die gesamte Beschichtungslösung, insbesondere am Boden des Becherglases, effektiv zu rühren. Beim magnetischen Rühren wird ein magnetischer Rotor verwendet, um die Galvanisierungslösung durch Rotation zu rühren. Es ist sehr effektiv für das Rühren der Lösung am Boden, was es für zusammengesetzte Galvanisierungslösungen mit absetzenden Partikeln vorteilhaft macht. Allerdings erwärmen Magnetrührer in der Regel nur den Boden des Galvanisierungsbehälters, und diese Heizmethode kann leicht zu einer lokalen Überhitzung der Bodenlösung führen, was die Stabilität der Galvanisierungslösung und die Leistung der Beschichtung beeinträchtigen kann. Die Ultraschalldispergierung ist in den letzten Jahren weithin anerkannt und effektiv, da sie die hohe Energie des Ultraschalls und den Kavitationseffekt nutzt, um aggregierte Mikropartikel für die Dispergierung zu zerkleinern. Aufgrund der immensen Energie des Ultraschalls sollte diese Dispersion jedoch während der Beschichtung intermittierend angewendet werden. Bessere Ergebnisse lassen sich erzielen, wenn sie durch eine gewisse Intensität des mechanischen Rührens ergänzt werden.
5. Chemische Verkupferung
Die chemische Verkupferungstechnologie wird hauptsächlich auf nichtmetallischen Oberflächen wie Kunststoffen und Holz für dekorative Gegenstände angewendet. Ob für dekorative oder funktionelle Kunststoffgalvanisierung, die meisten erfordern eine chemische Verkupferung, um eine gut leitende Grundschicht zu gewährleisten und eine gute Beschichtung zu erzielen. Im Vergleich zu anderen Methoden der Metallisierung von Kunststoffoberflächen ist die chemische Verkupferung die wirtschaftlichste und einfachste Methode.
(1) Übliche Methoden der chemischen Verkupferung
Die chemische Verkupferungslösung besteht hauptsächlich aus Kupfersalzen, Reduktionsmitteln, Komplexbildnern, Stabilisatoren, Einstellmitteln und anderen Komponenten. Die derzeit weit verbreitete chemische Verkupferungslösung verwendet Kupfersulfat als Hauptsalz und Formaldehyd als Reduktionsmittel und besteht hauptsächlich aus zwei Teilen: eine Lösung, die Kupfersulfat, Kaliumnatriumtartrat, Natriumhydroxid, Natriumcarbonat und Nickelchlorid enthält; die andere Lösung enthält das Reduktionsmittel Formaldehyd. Diese beiden Lösungen müssen im Voraus getrennt zubereitet und dann zur Verwendung gemischt werden. In alkalischen Lösungen liegt Formaldehyd hauptsächlich in Form von Methylenglykol und seinen Anionen vor. Bei der chemischen Verkupferung kommt es zu einer raschen Disproportionierungsreaktion des Formaldehyds, bei der seine Redoxprodukte entstehen und die zu einer vorzeitigen Alterung der Beschichtungslösung führt. Da in der Galvanisierungslösung keine Koordinationsmittel vorhanden sind, kann nur eine geringe Menge dieser Oxide aufgelöst werden, während sich der größte Teil weiterhin anreichert. Eine typische Formel für die Galvanisierungslösung und die Arbeitsbedingungen sind 5 g/L Kupfersulfat, 25 g/L Kaliumnatriumtartrat, 7 g/L Natriumhydroxid, 10 ml/L Formaldehyd und 20-30 Sekunden Zeit.
(2) Chemische Verkupferung auf nichtmetallischen Oberflächen
Mit der Ausweitung des Anwendungsbereichs der chemischen Verkupferung ist auch die Technologie der chemischen Verkupferung auf nichtmetallischen Oberflächen allmählich ausgereift. So wurde beispielsweise die maskenlose Herstellung von Kupferverbindungsdrähten auf Keramiksubstraten durch die Kombination von Lasermikroätztechnik und chemischer Verkupferung erreicht. Auf dieser Grundlage wurde ein chemisches Verkupferungsverfahren entwickelt, das ohne katalytische Aktivierung auf die Oberflächen von nichtmetallischen Werkstoffen wie Keramik angewendet werden kann. Diese Methode vereinfacht den chemischen Verkupferungsprozess, hat eine gute Beschichtungsleistung, eine stabile Beschichtungslösung und eine hohe Beschichtungsgeschwindigkeit; außerdem spart sie Edelmetalle und reduziert die Produktionskosten. Die chemische Metallbeschichtung ist eine der wichtigsten Methoden zur Metallisierung von Kunststoffoberflächen.
Nachdem der Kunststoff metallisiert wurde, kann er durch chemische Beschichtung oder Galvanisierung weiterverarbeitet werden, um Kunststoffprodukte mit Verschleißfestigkeit, Hitzebeständigkeit, thermischer Stabilität und speziellen Funktionen zu erhalten.
Die chemische Verkupferung wird auch zur Oberflächenbehandlung von Holzwerkstoffen eingesetzt, und die behandelten Werkstoffe haben bessere dekorative und korrosionsbeständige Eigenschaften, was den Mehrwert der Produkte erhöhen kann. Japan hat in den letzten Jahren gewisse Fortschritte bei der Erforschung von Holzverkupferungs- und Vergoldungsverfahren gemacht. Bei den Behandlungsobjekten handelt es sich hauptsächlich um Holz von häufig verwendeten Baumarten wie der japanischen Zeder, und zu den Testmaterialien gehören Holzspäne und kleine Kanthölzer. Der Behandlungsprozess umfasst zunächst die Ultraschallbehandlung der Testmaterialien in wässrigen und organischen Lösungsmittel-Tauchlösungen, die Entfettung und Entfernung von Bestandteilen, die den Beschichtungsfilm behindern, dann die Versiegelung der Harzkanäle mit Polyethylenglykol-Toluol-Lösung, das Anbringen des Katalysators und schließlich die chemische Beschichtung, die mehrere Trocknungsschritte erfordert.
Trotz der bedeutenden Entwicklung des chemischen Verkupferungsprozesses müssen die folgenden Aspekte noch weiter verbessert werden: die Beziehung zwischen der Stabilität der chemischen Verkupferung und der Beschichtungsgeschwindigkeit; die kinetische Studie der chemischen Verkupferung in multikomplexen Systemen; die Auswirkungen von Additiven auf die Beschichtungsleistung; die Beziehung zwischen der Mikrostruktur der Beschichtung und der Oberflächenmorphologie des Substrats; Alternativen zu Formaldehyd usw.
Copywrite @ Sobling.Jewelry - Hersteller von kundenspezifischem Schmuck, OEM- und ODM-Schmuckfabrik
6. Chemische Beschichtung Beispiel: Galvanische Beschichtung von Blattrippen
Bei der Blattader-Galvanisierung, auch Blattdekorations-Galvanisierung genannt, werden zunächst kunstvolle, harte und dicht geäderte Blätter ausgewählt. Nach dem Entfernen von Chlorophyll, um die Blattadern freizulegen, wird die Oberfläche metallisiert und galvanisch bearbeitet.
Diese Blätter wurden so geformt und bearbeitet, dass sie ihr ursprüngliches, realistisches Aussehen behalten und die Eleganz und den Luxus nach der Galvanisierung widerspiegeln (Abbildung 11-8).

Die Hauptverfahren der dekorativen Blattrippen-Galvanisierung sind in drei Teile unterteilt: Blattrippenbehandlung, Oberflächenmetallisierung (chemische Beschichtung) und dekorative Galvanisierung.
(1) Behandlung von Blattrippen
Legen Sie die frisch gepflückten Blätter zum Einweichen in eine alkalische wässrige Lösung, um das Chlorophyll zu entfernen, so dass die Oberfläche ein relativ intaktes natürliches Blattrippenmuster aufweist. Die Einweichlösung wird mit Natriumhydroxid hergestellt. Nach mehrtägigem Einweichen kann das Chlorophyll entfernt werden, aber diese Methode ist langwierig, und der Grad der Korrosion ist schwer zu kontrollieren. Durch Zugabe von Natriumkarbonat zu der Natriumhydroxidlösung und Erhitzen zum Kochen kann das Chlorophyll schnell entfernt werden, wobei sich die Blätter im Idealfall von grün zu gelb-grün verändern. Wenn nach dem Waschen der gekochten Blätter noch Spuren von Chlorophyll auf den Blattadern verbleiben, müssen diese mit einer weichen Bürste sanft abgeschrubbt werden, damit die Blattadern als Standard intakt bleiben.
(2) Oberflächenmetallisierung
Bei der Oberflächenmetallisierung handelt es sich um eine Behandlungsmethode, bei der die Oberfläche allgemeiner nichtmetallischer Materialien leitfähig gemacht wird, um sie für den nächsten Galvanisierungsschritt vorzubereiten, was durch Sensibilisierung, Aktivierung, Reduktion und chemische Vernickelung erreicht werden kann. Die chemische Vernickelung macht die Oberfläche der Blattadern leitfähig, wobei die Grundformel und die Prozessbedingungen 26 bis 28 g/l Nickelsulfat, 35 g/l Natriumhypophosphit, 20 g/l Zitronensäure und andere geeignete Mengen sind. Die operativen Prozessbedingungen sind pH-Wert 4,6 ~ 4,8 und Temperatur bei 90℃.
(3) Dekorative Galvanotechnik
Nach der Glanzverkupferung kann die mittelfristige Produktion erfolgen: Durch Punktschweißen werden Aufhängungsteile wie Positionierstifte, Haken und andere Aufhänger hergestellt. Das Material für die Aufhängungsteile ist im Allgemeinen feiner violetter Kupferdraht. Vor dem Punktschweißen wird der feine Kupferdraht kurz (weniger als 30 Sekunden) in eine saure Lösung getaucht und dann mit Lot zum Punktschweißen überzogen.
(4) Glanzgalvanisiertes Nickel
Das Vernickeln, das vor allem dazu dient, das Eindringen von Kupfer- und Goldbeschichtungen zu verhindern, bezieht sich auf das vorherige Verfahren.
(5) Galvanisiertes Gold
Zum Schluss wird die Oberfläche mit einer dicken Goldschicht überzogen.
Abschnitt IV Chemische und elektrochemische Umwandlung Filmverfahren für populäre Schmuckstücke
Die chemische und elektrochemische Konversionsfilmtechnologie ist eine Technik, die chemische oder elektrochemische Mittel einsetzt, um Metall mit einer spezifischen chemischen Behandlungslösung in Kontakt zu bringen und so eine Schicht auf der Metalloberfläche zu bilden, die eine gute Haftung aufweist und das Grundmetall vor den Auswirkungen von Wasser und anderen korrosiven Medien schützen kann, die die Haftung und Alterungsbeständigkeit organischer Beschichtungen verbessern kann oder der Oberfläche dekorative Eigenschaften verleihen kann.
In der Schmuckindustrie ist die chemische und elektrochemische Konversionsfilmtechnologie weit verbreitet, bei der durch Oberflächenkonversion Farbfilme oder Interferenzfilme gebildet werden, die verschiedene dekorative Farben und Oberflächenfärbungseffekte erzeugen, das Aussehen von Materialien verbessern und die Korrosionsbeständigkeit erhöhen. Dazu gehören Behandlungen zur Oberflächenfärbung von Kupferschmuck, Edelstahlschmuck, Titanschmuck, Aluminiumschmuck und Silberschmuck.
1. Chemischer Färbeprozess von Kupfer und Kupferlegierungsornamenten
Das Einfärben von Kupferlegierungen wird hauptsächlich bei der Herstellung von Schmuck verwendet. Die meisten Kupferverbindungen haben intensive Farben, und die dekorativen Farben auf der Oberfläche von Kupfer und seinen Legierungen decken durch chemische Färbung fast das gesamte Farbspektrum ab. Derzeit sind die vom Markt akzeptierten und industriell herstellbaren Farben vor allem grün (Kupfercarbonat), schwarz (Kupfersulfid), blau (alkalischer Kupfer-Ammoniak-Komplex), schwarz (Kupferoxid) und rot (Kupferoxid).
(1) Der chemische Reaktionsmechanismus der Oberflächenfärbung
Die Oberflächenfärbung von Kupfer und seinen Legierungen beruht auf der Wechselwirkung von metallischem Kupfer mit der Färbelösung, wobei sich auf der Metalloberfläche eine Oxidschicht, eine Sulfidschicht und andere zusammengesetzte Schichten bilden. Unterschiedliche Färbeeffekte können durch die Wahl verschiedener Färbeformeln und -bedingungen erzielt werden. Beispielsweise können Lösungen auf Schwefelbasis wie Sulfide (wie Kaliumsulfid, Ammoniumsulfid usw.), Natriumthiosulfat, Polysulfide (wie Kaliumpersulfat) usw. verwendet werden. Das Färbeprinzip beruht auf der charakteristischen Reaktion von Schwefel mit Kupfer zur Bildung von Kupfersulfid, und unter verschiedenen Reaktionsbedingungen und der Beteiligung anderer Komponenten an der Formel können Farben wie Schwarz, Braun, dunkles Antikkupfer, Blau und Violett gebildet werden. Die Wechselwirkung von Kupfer mit Ammoniak und Chrom sowie die Beteiligung anderer Ionen an der Formel kann unter verschiedenen Reaktionsbedingungen ebenfalls verschiedene Färbeeffekte hervorrufen. Der Zusatz von Oxidationsmitteln in der Färbeformel kann die Reaktion fördern, aber ein Übermaß an Oxidationsmitteln kann die Qualität der Oxidschicht beeinträchtigen.
(2) Chemisches Färbeverfahren von Kupfer
- Die Farbe ist antikes Kupfer. Tauchen Sie reines Kupfer oder verkupferte Ornamente (die Dicke der Verkupferung muss mehr als 5μm betragen) in die unten stehende Färbelösung und schütteln Sie sie ständig. Die Farbe wird schnell braun und vertieft sich mit der Zeit. Wenn sie eine bestimmte Dicke erreicht hat, setzt sich Sauerstoff ab; dann sollte sie entfernt, gereinigt und zum Polieren getrocknet werden, oder das gefärbte Stück kann mit Lederfetzen in einer Trommel abgerieben werden. Die Oberflächenschicht des gewölbten Teils wird abgeschliffen, um etwas von der ursprünglichen Kupferfarbe freizulegen. Die Teile weisen einen Farbverlauf von hell nach dunkel von der konvexen zur konkaven Oberfläche auf, wodurch ein eleganter antiker Stil entsteht. Dieser antike Farbton ist bei kunsthandwerklichen Ornamenten auf dem internationalen Markt sehr beliebt. Die typische Prozessspezifikation für die Erzielung einer antiken Kupferfarbe ist 40~120g/L basisches Kupfercarbonat, 200ml/L Ammoniak, Reaktion bei Raumtemperatur für 5~15 Minuten.
- Kupfer färbt blau. Optionales Prozessschema für die Blaufärbung von Kupfer: 130 g/L Kupfersulfat, 13 g/L Ammoniumchlorid, 30 ml/L Ammoniak und 10 ml/L Essigsäure reagieren mehrere Minuten lang bei Raumtemperatur.
- Kupfer färbt grün. Optionale Kupferfärbung grüner Prozessschemata: 32g/L Kalziumchlorid, 32g/L Kupfernitrat, 32g/L Ammoniumchlorid, einige Minuten lang unter 100℃ reagieren.
- Kupfer färbt altes Grün. Optional Kupfer Färbung alten grünen Prozess Spezifikationen: 5~10g/L Schwefelsäure Brokade, 10~15g/L Ammoniumsulfat, 25~30g/L Natriumthiosulfat, Wasser 200 ml, reagieren für mehrere Minuten unter 30~50℃.
- Kupfer färbt braun. Optional Kupfer Färbung braun Prozess Spezifikationen: 6g/L Kupfersulfat, 4g/L Kupferacetat, 1g/L Alaun, reagieren für 10 Minuten unter 95~100℃.
- Kupferfärbung goldgelb. Optionale Kupferfärbung goldgelber Prozessschemata: 0,8 g/L Kaliumsulfid, 1 g/L Ammoniumsulfid, 0,3 g/L Bariumsulfid, 4 g/L Natriumsulfid, 0,13 g/L Kaliumpermanganat und 0,7 g/L Wasserstoffperoxid reagieren mehrere Minuten lang bei Raumtemperatur.
- Kupfer färbt rot. Optionales Kupferrot-Verfahrensschema: 25g/L Kupfersulfat, 200g/L Natriumchlorid, 5~10 Minuten unter 50℃ reagieren.
- Kupfer färbt schwarz. Optionales Kupferschwärzungsprozessschema: 5~12,5g/L Kaliumsulfid und 20~200g/L Ammoniumchlorid, die mehrere Minuten lang bei Raumtemperatur reagieren.
(3) Chemisches Färbeverfahren von Kupferlegierungen
Das Färben mit Messing ist relativ einfach, wobei Kupferlegierungen gefolgt von Bronze, Aluminium und Bandbronze verwendet werden. Die chemische Färbung von Kupferlegierungen ist im Schmuckhandwerk weit verbreitet.
- Kupferlegierung mit roter Färbung. Optional Kupferlegierung rot Prozess Schemata: 2g/L Eisennitrat, 2g/L Natriumsulfit, reagieren für ein paar Minuten unter 75℃.
- Kupferlegierung färbt orange. Optionale Kupferlegierung Orange Prozess Schemata: 25g/L Natriumhydroxid und 50g/L Kupfercarbonat, die für ein paar Minuten unter 60~75℃ reagieren.
- Kupferlegierung, braun gefärbt. Optionales Verfahrensschema für braune Kupferlegierung: 12,5 g/L Bariumsulfid, mehrere Minuten lang unter 50℃ reagieren lassen.
- Kupferlegierung färbt Schokolade. Optionale Verfahren für Kupferlegierungen mit Schokoladenfarbe: 25g/L Kupfersulfat, 25g/L Ammoniumnickelsulfat, 25g/L Kaliumchlorat, einige Minuten lang unter 100℃ reagieren.
- Kupferlegierung färbt alte grüne Farbe. Optionale Verfahren zur Erzielung der alten grünen Farbe der Kupferlegierung: 350 g/l Ammoniumchlorid, 200 g/l Kupferacetat, einige Minuten lang unter 100 °C reagieren.
- Kupferlegierungen färben blau. Optionale Verfahren für blaue Kupferlegierungen: 2 g/l Natriumsulfit, 1 g/l Bleiacetat, einige Minuten lang unter 100℃ reagieren.
- Kupferlegierung, schwarz gefärbt. Optionales Verfahrensschema für die Schwärzung von Kupferlegierungen: 25g/L Kupfersulfat, eine kleine Menge Ammoniak, reagiert für ein paar Minuten unter 80~90℃.
(4) Faktoren, die die Färbewirkung beeinflussen
Die chemische Färbung von Kupfer und Kupferlegierung Schmuck ist manchmal instabil, und die wichtigsten Faktoren, die die Färbung Wirkung sind die folgenden drei.
① Der Einfluss der Substratzusammensetzung. Im Allgemeinen ist es bei Substraten mit einem hohen Kupfergehalt wahrscheinlicher, dass sie ein reines und attraktives Aussehen erhalten. Mit abnehmendem Kupfergehalt beeinträchtigt das Vorhandensein anderer Legierungselemente, die reaktiver sind als Kupfer, die Reinheit der Korrosionsprodukte und die Farbe der Kupferbeschichtung. Beispielsweise mischen die Korrosionsprodukte von Zink, Zinn, Aluminium usw. weiße Hydroxide in die Filmschicht ein, wodurch die Filmschicht weiß erscheint. In diesem Fall kann der Gehalt an Stabilisatoren in geeigneter Weise erhöht werden. Wenn eine β-Phase im metallografischen Gefüge des Werkstoffs vorhanden ist, kommt es aufgrund seiner schlechten Korrosionsbeständigkeit zu starker Lochfraßbildung, was zu einer großen Ansammlung von Zinkhydroxid an den Lochöffnungen führt, was zu deutlichen weißen Flecken führt und den Werkstoff unbrauchbar macht. Zu diesem Zeitpunkt kann eine Reduzierung des Stabilisatorgehalts gute Ergebnisse erzielen.
② Der Einfluss der Oberflächenbeschaffenheit des Werkstücks. Bei tiefgezogenen oder tiefgestreckten Teilen wird die mechanische Energie von 80% in Bereichen starker Verformung in Form von Kristalldefekten wie Versetzungen und Leerstellen gespeichert, die eine hohe chemische Reaktivität aufweisen und zu lokalen Farbunterschieden führen. Durch Spannungsarmglühen lassen sich diese Probleme beseitigen. Darüber hinaus hat auch die Beschaffenheit der Oberflächenrauheit der Teile einen gewissen Einfluss auf die Farbkonsistenz.
③ Die Auswirkungen der besonderen klimatischen Bedingungen. Die Färbung von Schmuck aus Kupferlegierungen kann nach dem Auftragen der Färbelösung aufgrund von Klimaveränderungen während der Farbentwicklungsreaktion an der Luft instabil werden. Es kann eine unzureichende oder übermäßige Reaktionszeit für spezielle Klimazonen, die entsprechende Kontrolle der Färbung Zeit zu beheben erfordert.
2. Der Färbeprozess von Silber und seiner Legierung Schmuck
Die Färbung von Silber und seinen Legierungen wird hauptsächlich für dekorativen Schmuck verwendet, wobei sich auf der Oberfläche Sulfide bilden, die schwarze, blauschwarze, hellgraue, dunkelgraugrüne, graugrüne, altsilberne, gelbbraune, grünblaue usw. Farbtöne erzeugen können.
(1) Silberfärbung Ancient Silver Color
Wählbares Silberlegierungs-Antiksilber-Farbschema: 25 g/L Kaliumsulfid, 38 g/L Ammoniumchlorid und 2 g/L Bariumsulfid reagieren bei Raumtemperatur, bis der gewünschte Ton erreicht ist.
(2) Silberfarbig Schwarz
Wählbare Silberlegierung mit schwarzem Verfahrensschema: 15g/L Kaliumsulfid, 40g/L Ammoniumchlorid und eine kleine Menge Ammoniakwasser reagieren unter 80℃, bis der gewünschte Ton erreicht ist.
(3) Silberne Farbgebung Blau-Schwarz
Wählbare Silberlegierung mit blau-schwarzer Farbe Verfahrensschema: 2g/L Kaliumsulfid, 6g/L Ammoniumchlorid, Reaktion unter 60~80℃, bis der gewünschte Farbton erreicht ist.
(4) Silberfarbenes Blau und Gelb
Wählbare Silberlegierung mit blau-gelbem Verfahrensschema: 1,5 g/L Kaliumsulfid, Reaktion unter 80℃, bis der gewünschte Farbton erreicht ist.
(5) Silberfarbenes Grün
Wählbare Silberlegierung mit blau-grünem Verfahrensschema: 300 g/l Salzsäure und 100 g/l Jod reagieren bei Raumtemperatur, bis der gewünschte Farbton erreicht ist.
(6) Silberfärbung Gelb-Braun
Wählbares Silberlegierungs-Gelbbraun-Verfahrensschema: 5 g/L Bariumsulfid reagieren bei Raumtemperatur, bis der gewünschte Farbton erreicht ist.
3. Färbeprozess von Zink und seiner Legierung Schmuck
Die durch die Chromatpassivierung von Zink und seinen Legierungen gebildete Oberflächenumwandlungsschicht hat auch färbende Funktionen, die im Allgemeinen zu verschiedenen Farben wie Regenbogen, Grasgrün, bräunlichem Gelb, Grün, Militärgrün und Schwarz führen.
(1) Zinkfärbung Schwarz
Wählbarer Zinkschwärzungsprozess: 10 bis 15 Minuten lang reagieren 40 bis 50 g/l Kupfersulfat und 30 bis 40 g/l Kaliumchlorid bei Raumtemperatur.
(2) Zink wird rot
Wählbares Zinkrot-Verfahrensschema: Kupfersulfat, Weinsäure und Ammoniak reagieren bei Raumtemperatur minutenlang.
(3) Zinkfarbstoff Rot
Wählbare Zinkfärbung rot Handwerk Schema: 60g/L Kupfersulfat, 80g/L Natriumcarbonat, 60ml/L Kaliumbitartrat, reagieren bei Raumtemperatur für 3~5 Minuten.
(4) Zinklegierung, grau gefärbt
Wählbare Zinklegierung grau Beschichtung Prozess Schema: 20~25g/L Kupfersulfat, 50ml/L Ammoniak, 30g/L Ammoniumchlorid, reagieren für 3~5 Minuten unter 20~25℃.
(5) Zinklegierung, grün gefärbt
Wählbare Zinklegierung grün Prozess Schema: 80~100g/L Kaliumdichromat, 25~30g/L Schwefelsäure, 150g/L Salzsäure, reagieren für 0,5~1 Minuten unter 30~40℃.
(6) Zinklegierung Färbung Schwarz
Wählbare Zinklegierung Schwärzung Prozess: 140~160g/L Kupfersulfat und 80~90g/L Kaliumchlorat reagieren für 3~5 Minuten unter 20~25℃.
4. Der Oxidationsfärbeprozess von Edelstahlschmuck
Unter Eloxieren von Edelstahl versteht man das Aufbringen einer anodisierten Farbschicht auf die Oberfläche von Edelstahl. Dabei wird die farblose und transparente Oxidschicht genutzt, um durch Lichtinterferenz eine Farbe zu erzeugen, was zu einem dauerhaften Farbton führt, der von dieser Schicht gebildet wird.
Zu den typischen Verfahren zur Färbung von Edelstahl durch Oxidation gehören chemische und oxidative Färbungsverfahren. Zu den chemischen Färbemethoden gehören das Inco-Verfahren und das Acheson-Verfahren. Bei der Inco-Methode wird der Stahl zum Färben in eine Hochtemperatur-Schwefelsäurelösung getaucht. Im Gegensatz dazu wird bei der Acheson-Methode durch Elektrolyse in einer Lösung mittlerer Temperatur eine dünne Oxidschicht auf der Edelstahloberfläche gebildet, wobei die Farbe durch Veränderung der Dicke der Oxidschicht gesteuert wird. Bei der Oxidationsfärbemethode wird die Oxidschicht durch Erhitzen an der Luft oder in einer kontrollierten Atmosphäre gebildet; diese Methode ist einfach, aber es ist schwierig, die Farbe zu kontrollieren, weshalb sie auf kleine Ornamente aus nichtrostendem Stahl beschränkt ist.
(1) Inco-Methode
1972 führte Inco die Technologie für Farbmanagement und farbverbessernde Filme für die Oxidationsmethode mit saurer Lösung ein, deren Verarbeitungsschritte wie folgt aussehen:
Vorbehandlung → Wasserwäsche→Farbentwicklungsbehandlung→Wasserwäsche→Hartfilmbehandlung→Wasserwäsche→Trocknung
Nach der Vorbehandlung wird das nichtrostende Stahlblech in eine 80-85℃-Mischlösung aus Chromsäure und Schwefelsäure getaucht. Durch diese Behandlung kann sich auf der Oberfläche des nichtrostenden Stahls ein Oxidfilm auf Chrombasis bilden, dessen Dicke je nach Behandlungsdauer von Hunderten bis Tausenden variieren kann. Aufgrund der Lichtinterferenz können die Farben in der Reihenfolge der Teefarbe erscheinen: blau, gold, violett, grün usw. Das Wachstum des Oxidfilms, d. h. die Farbveränderung, kann das Immersionspotenzial des Edelstahls verändern; die Beherrschung dieser Potenzialveränderung für das Farbmanagement ist das erste Merkmal der Inco-Methode (Farbentwicklungsprozess). Allerdings ist der Farbentwicklungsfilm in diesem Stadium porös und hat eine schlechte Verschleißfestigkeit. Daher sollte die kathodische Elektrolyse in einer gemischten wässrigen Chromsäure- und Phosphorsäurelösung fortgesetzt werden, um den Farbentwicklungsfilm zu stärken. Durch diese Behandlung können die Poren des porösen Farbentwicklungsfilms versiegelt werden, was die Verschleiß- und Korrosionsbeständigkeit erheblich verbessert. Dies ist das zweite Merkmal des Inco-Verfahrens (Hartfilmbehandlung).
Aufgrund einiger Probleme mit dem Verfahren ist die Farbe bei dieser Technologie schwer zu kontrollieren, und die Anforderungen an die Verwaltung der Rohstoffe sind streng.
(2) Acheson-Methode
1985 entwickelte Kawasaki Steel erfolgreich das Wechselstrom-Elektrolyseverfahren, auch bekannt als Acheson-Verfahren. Bei diesem Verfahren wird nichtrostender Stahl in einer gemischten Lösung aus Chromsäure und Schwefelsäure bei Temperaturen unter 60 °C elektrolysiert, wobei sich ein Oxidfilm auf der Oberfläche bildet. Durch die wiederholte alternierende Anodenelektrolyse für eine bestimmte Anzahl von Malen können Färbung und Filmhärtung gleichzeitig auftreten. Die Farbe kann durch Steuerung der elektrischen Gesamtladung kontrolliert werden. Nichtrostender Stahl, der nach dem Acheson-Verfahren gefärbt wird, hat helle Farben und kann einzigartige Farbtöne wie Bronze und Gelb aufweisen.
Die Farbe der Edelstahloberfläche hängt hauptsächlich von Faktoren wie der chemischen Zusammensetzung der Oberflächenschicht, ihrer Mikrostruktur, der Oberflächenglätte, der Schichtdicke und dem Lichteinfallswinkel ab. Im Allgemeinen erscheinen dünne Oxidschichten blau oder braun, mittelstarke Schichten goldgelb oder rot, dicke Schichten grün und die dicksten schwarz. Insgesamt ist das Einfärben von rostfreiem Stahl relativ schwierig, die Anforderungen an den Prozess sind hoch, und die Farbgleichmäßigkeit ist nicht leicht zu kontrollieren.
5. Eloxieren Behandlung von Aluminium-Legierung Schmuck
Schmuck aus Aluminiumlegierungen werden häufig mit dem Eloxalverfahren gefärbt. Aluminium ist eines der am leichtesten zu färbenden Metalle. Durch die Eloxalbehandlung bildet sich auf der Aluminiumoberfläche eine dicke und dichte Oxidschicht, die die Korrosionsbeständigkeit der Aluminiumlegierung erheblich verändert und die Härte, Verschleißfestigkeit und dekorative Wirkung verbessert. Zu den Verfahren zum Färben von Aluminiumoxidschichten gehören hauptsächlich elektrolytisches Färben, chemisches Färben und elektrolytisches Färben.
(1) Elektrolytische Färbemethode
Bei der elektrolytischen Einfärbung werden Anodisierung und Einfärbung in derselben Lösung durchgeführt, wodurch sich direkt eine farbige Oxidschicht auf Aluminiumlegierungen bildet. Daher wird das elektrolytische Färbeverfahren auch als einstufiges Elektrodenfärbeverfahren bezeichnet. Die elektrolytische Färbung wird durch die selektive Absorption bestimmter Wellenlängen des Lichts durch die Filmschicht verursacht, während die übrigen Wellenlängen reflektiert werden. Die selektive Absorption hängt mit dem Oxidationszustand der Legierungselemente in der Filmschicht oder dem Zustand der Elektrolytzusammensetzung in Verbindung mit den Substanzen im Oxidfilm zusammen.
(2) Chemische Färbemethode
Die anodische Oxidschicht von Aluminiumschmuck kann mit anorganischen oder organischen Farbstoffen imprägniert und gefärbt werden. Die Farbstoffe werden im oberen Teil der Poren der Oxidschicht abgelagert. Die für die Färbung am besten geeignete Oxidschicht wird durch Anodisierung mit Schwefelsäure hergestellt.
(3) Elektrolytische Färbemethode (Zweistufige elektrolytische Färbemethode)
Nach dem Eloxieren von Aluminium oder Aluminiumlegierungen werden diese in eine Lösung teurerer Metallsalze getaucht, und die Färbung wird durch die Verwendung von Wechselstrom zur Polarisierung oder Gleichstrom zur kathodischen Polarisierung erreicht. Unter der Einwirkung des elektrischen Feldes werden Metallionen reduziert und am Boden der Poren in der Oxidschicht abgelagert, was zur Färbung von Aluminium und seinen Legierungen führt.
Abschnitt V Verfahren der physikalischen Gasphasenabscheidung
Die physikalische Gasphasenabscheidung wird mit PVD abgekürzt. Physical Vapor Deposition (PVD) ist ein physikalisches Aufdampfverfahren, das unter Vakuum oder Niederdruck-Gasentladungsbedingungen abläuft. Die Quelle des abgeschiedenen Materials ist ein Feststoff, der nach dem "Verdampfen oder Sputtern" eine neue Feststoffabscheidungsschicht auf der Oberfläche des Teils erzeugt, die sich in ihrer Leistung völlig vom Substrat unterscheidet.
Die Technologie der physikalischen Abscheidung aus der Gasphase wird zunehmend auf Schmuckstücke angewandt, mit dekorativen Oberflächenbeschichtungen für Kunsthandwerk. Die Farben der Beschichtungen sind vielfältig, einschließlich Tiefgold, Hellgold, Kaffee, Antikbronze, Grau, Schwarz, Grau-Schwarz und mehrfarbig, die das Aussehen Farbe des Handwerks Schmuck erheblich verbessern können und Eigenschaften wie Verschleißfestigkeit und Korrosionsbeständigkeit zu verbessern.
1. Klassifizierung von Verfahren der physikalischen Gasphasenabscheidung
Physikalische Aufdampfverfahren werden in verschiedene Arten unterteilt, darunter Vakuumverdampfungsbeschichtung, Ionenplattierung und Magnetronsputterbeschichtung, wobei die beiden letzteren zur Kategorie der Plasmabeschichtung gehören. Die Abscheidung der Filmschicht erfolgt unter Niederdruck-Plasmagasentladungsbedingungen, bei denen die Filmschichtteilchen im elektrischen Feld eine höhere Energie erhalten, was im Vergleich zur Vakuumverdampfungsbeschichtung zu erheblichen Verbesserungen bei der Organisation, Struktur und Haftung der Filmschicht führt. Mit der Entwicklung der Hochtechnologie sind verschiedene neue Technologien für die Ionenplattierung und die Magnetron-Sputter-Beschichtung allmählich ausgereift und werden kontinuierlich gefördert und in verschiedenen Bereichen angewendet.
(1) Vakuumverdampfungsbeschichtung
Bei der Vakuumverdampfungsbeschichtung (Verdampfung) wird das Beschichtungsmaterial durch Hochtemperaturerwärmung unter Vakuumbedingungen verdampft und auf der Substratoberfläche zu einem festen Dünnfilm abgeschieden. Die Aufdampftechnik ist eine der früher entwickelten Technologien in der Vakuumbeschichtungstechnik. Im Vergleich zum Sputtern und Ionenplattieren ist das Aufdampfverfahren relativ einfach, kann aber unter geeigneten Prozessbedingungen sehr reine, dünne Schichten mit spezifischen Strukturen und Eigenschaften erzeugen. Daher spielt die Aufdampftechnik nach wie vor eine wichtige Rolle in den Bereichen Optik, Halbleiterbauelemente und Kunststoffmetallisierung.
Die Vakuumaufdampfbeschichtung hat folgende technische Merkmale:
- Der Prozess der Vakuumverdampfungsbeschichtung umfasst die Verdampfung des Beschichtungsmaterials, den Transport von Dampfatomen sowie die Keimbildung und das Wachstum von Dampfatomen auf der Substratoberfläche, die aus Verdampfung, Transport und Abscheidung bestehen.
- Das Abscheidungsvakuum der Vakuumverdampfungsbeschichtung ist hoch, im Allgemeinen bei 10-3~10-5Pa. Die Partikel der Filmschicht stoßen kaum mit Gasmolekülen oder anderen Metalldampfatomen zusammen und gelangen direkt auf das Werkstück.
- Die Energie der Schichtteilchen, die das Werkstück erreichen, ist die Wärmeenergie, die während der Verdampfung übertragen wird. Da das Werkstück bei der Vakuumverdampfungsbeschichtung nicht vorgespannt ist, verlassen sich die Metallatome ausschließlich auf die Verdampfungswärme während der Verdampfung, die etwa 0,1~0,2eV beträgt. Daher ist die Energie der Filmschichtteilchen gering, die Haftfestigkeit zwischen der Filmschicht und dem Substrat ist gering, und es ist nicht einfach, zusammengesetzte Schichten zu bilden.
- Die Vakuumverdampfungsschicht wird unter Hochvakuum gebildet, und die Schichtteilchen im Dampf sind im atomaren Zustand und bilden kleine Kerne auf der Oberfläche des Werkstücks, die zu einer dichten Struktur anwachsen.
- Die Vakuumverdampfungsbeschichtung wird unter Hochvakuumbedingungen hergestellt. In der Regel kann die Beschichtung nur auf der der Verdampfungsquelle zugewandten Seite des Werkstücks aufgebracht werden. Die Seite und die Rückseite des Werkstücks erhalten dagegen kaum eine Beschichtung, was zu einer schlechten Beschichtungsqualität führt.
(2) Magnetron-Sputter-Beschichtung
Unter bestimmten Vakuumbedingungen ermöglicht der Beschuss der Oberfläche eines Materials mit geladenen Teilchen mit einer kinetischen Energie von zehn Elektronenvolt oder mehr den Atomen des beschossenen Materials, genügend Energie zu gewinnen, um der Bindung des ursprünglichen Materialgitters zu entkommen und in die Gasphase überzugehen. Diese Technologie wird als Sputtering bezeichnet. Die gesputterten Gasphasenelemente werden zur Abscheidung eines Films verwendet, und dieser Abscheidungsprozess wird als Sputterbeschichtung bezeichnet, wie in Abbildung 11-9 dargestellt. Bei der Abscheidung von Hartstoffschichten muss das Werkstück an eine Stromquelle mit negativer Vorspannung angeschlossen werden, die als Magnetronsputtern oder Bias Sputtering bezeichnet wird.

Die Sputterbeschichtung ist derzeit die am häufigsten eingesetzte Beschichtungstechnologie in der PVD-Technik mit den folgenden Vorteilen:
- Die Qualität der gesputterten Beschichtung ist gut, und die Haftung auf dem Substrat ist sehr stark.
- Der Anwendungsbereich der Sputter-Beschichtung ist breit gefächert und eignet sich für eine Vielzahl von Materialien, und auch Materialien mit hohem Schmelzpunkt können problemlos gesputtert werden.
- Die Dickenverteilung der durch Sputtern beschichteten Schicht ist relativ gleichmäßig.
- Das Sputtering-Beschichtungsverfahren hat eine gute Wiederholbarkeit, ist leicht zu automatisieren und kann kontinuierlich in großem Maßstab produziert werden.
(3) Ionenplattierung
Die Ionenplattierung ist ein Verfahren, das unter Vakuumbedingungen stattfindet, wobei Gasentladungen zur teilweisen Ionisierung von Gas oder verdampften Materialien verwendet werden. Während die Gasionen oder Ionen der verdampften Materialien die Oberfläche beschießen, werden das verdampfte Material oder seine Reaktionsprodukte auf dem Substrat abgeschieden.
Bei der Ionenplattierung wird die schnelle Abscheidungsrate der Verdampfungsplattierung mit den Oberflächenreinigungseigenschaften des Ionenbeschusses bei der Sputterplattierung kombiniert.
- Die Filmschicht hat eine gute Haftung auf dem Substrat und eine dichte Filmstruktur.
- Sie kann die Fähigkeit des Films verbessern, komplex geformte Oberflächen zu bedecken, auch bekannt als die Beugungsfähigkeit während des Abscheidungsprozesses.
- Die kontrollierbaren Parameter des Schichtaufbaus sind zahlreich, die Gesamtenergie der Schichtteilchen ist hoch, und es ist einfach, eine reaktive Abscheidung durchzuführen, was die Herstellung von Verbundschichten bei niedrigeren Temperaturen ermöglicht.
2. Die Anwendung der PVD-Beschichtungstechnologie in der Schmuckindustrie
2.1 Dekorative Beschichtung aus Zirkoniumnitrid
(1) Vorbehandlung für die Beschichtung
Das Vakuumbeschichtungsverfahren erfordert ein hohes Maß an Sauberkeit der Probenoberfläche und der Kammer des Vakuumofens, was für die Erzielung qualitativ hochwertiger Schichten notwendig ist. Daher müssen die Proben gereinigt werden und der Vakuumofen muss vor der Beschichtung gereinigt werden.
Die Reinigung der Probenoberfläche ist der Schlüssel zur Filmbildung. Die Oberfläche der Probe muss sauber und frei von Rost- und Ölflecken sein. Daher sollte die Probe vor dem Eintritt in den Ofen gründlich gereinigt werden, um Öl, Schmutz, Rost und Feuchtigkeit zu entfernen. Die gereinigte Probe sollte nicht mit der Hand berührt werden, um eine Sekundärkontamination zu vermeiden.
Der Ablauf des Vorbehandlungsprozesses für die Werkstückbeschichtung ist wie folgt:
- Ultraschallreinigung (1% Metallreinigungsmittel), Temperatur: 50℃, Zeit: 3 Minuten.
- Ultraschallreinigung (5% Metallreinigungsmittel), Temperatur: 50℃, Zeit: 2 Minuten.
- Heißwasserreinigung, Temperatur: 50℃, Zeit: 30 Sekunden.
- 30 Sekunden lang mit kaltem Wasser bei Raumtemperatur abspülen.
- 20 Sekunden lang mit entionisiertem Wasser bei Raumtemperatur spülen.
- Alkoholische Dehydrierung.
- Trocknung oder Lufttrocknung.
- Reinigung des Vakuumofens. Wischen Sie Schmutz, Anbauteile und Ablagerungen im Inneren des Vakuumofens mit einem trockenen Tuch ab und verwenden Sie einen Schaber, um Anbauteile aus den Ecken zu entfernen.
(2) Ablauf des Beschichtungsprozesses
① Vor-Evakuierung. Nachdem die Probe in der Vakuumkammer platziert wurde, schließen Sie die Ofentür, schalten Sie die mechanische Pumpe zum Grobpumpen ein, und wenn das Vakuum 0,1 Pa erreicht, schalten Sie die Öldiffusionspumpe zum Feinpumpen ein. Der Vakuumprozess endet, wenn das Vakuum in der Kammer 6,5×10-3Pa.
② Reinigung der Glimmentladung. Bei der Glimmentladungsreinigung bewegen sich während des Reinigungsvorgangs viele Elektronen zur Anode. Durch die Hochgeschwindigkeitsbewegung der Elektronen wird das Argongas in der Vakuumkammer ionisiert, wodurch ein Glühphänomen entsteht und eine weichere Argon-Ionenbewegung erzeugt wird. Die sich bewegenden Argon-Ionen bombardieren unter dem Einfluss des vorgespannten elektrischen Feldes die Oberfläche des Werkstücks, stoßen zusammen und entfernen die adsorbierten Gase und Verunreinigungsatome von der Oberfläche, wodurch eine saubere Oberfläche des Werkstückmaterials freigelegt wird. Gleichzeitig wird die Mikro-Rauheit der Werkstückoberfläche erhöht, was die Haftfestigkeit zwischen der Filmschicht und dem Werkstück verbessert. Nachdem ein bestimmter Argon-Gasstrom eingeleitet wurde, um den Druck im Ofen auf 4×100 Pa zu erhöhen, wird die Vorspannungsstromversorgung des Werkstücks eingeschaltet (Spannung und Tastverhältnis sind einstellbar). In diesem Fall ist der Vorspannungswert positiv, und Argon-Ionen werden zur Reinigung der Ofenwand, der Zieloberfläche, des Werkstücks und des Drehtischs verwendet. Die Reinigungszeit wird je nach Material und Sauberkeit des Werkstücks festgelegt.
③ Hauptbombardement. Die Aufgabe des Hauptbeschusses besteht darin, eine negative Vorspannung auf das Werkstück aufzubringen, wodurch eine große Anzahl von Ionen des Zielmaterials beschleunigt wird, die herausgeschleudert werden. Positiv geladene Zielmaterial-Ionen bewegen sich unter dem Einfluss der negativen Vorspannung auf das Werkstück zu und bilden dabei Hochgeschwindigkeits-Ionencluster mit beträchtlicher Energie. Diese Ionencluster bewirken ein gewisses Maß an Reinigung, Aktivierung und Implantation auf dem Werkstück. Der Effekt des Hauptbeschusses: Eine große Anzahl von Metallionen wird in die Oberfläche des Werkstücks implantiert, und die implantierten Ionen bewirken eine Umstrukturierung des Gitters mit dem Substrat. Einige Metallionen mit etwas niedrigeren Energieniveaus erzeugen aufgrund geringerer Implantationskräfte eine Diffusionsschicht. Ionen, die sich auf das Werkstück zubewegen, können mit diesem kollidieren, und einige werden aufgrund niedrigerer Energieniveaus oder unterschiedlicher Einfallswinkel zerstäubt und ausgestoßen. Diese Ionen kollidieren dann mit den nächsten sich bewegenden Ionen und bilden Ionen mit sekundärem Energieniveau, die sich schließlich auf der Oberfläche des Werkstücks ablagern.
Nach der Reinigung wird die Vakuumkammer weiter evakuiert, um einen Wert von 6,5×10-3Pa. Dann wird eine bestimmte Durchflussmenge an Argongas eingeleitet, um einen Gesamtdruck von 0,3 Pa im Ofen zu erreichen; die Werte der Impulsvorspannung und des Tastverhältnisses werden eingestellt (die spezifischen Werte hängen von den Anforderungen der Filmschicht ab); die Leistung (Spannung, Strom) der Zwischenfrequenz-Stromversorgung des Kathodentargets wird auf einen bestimmten Wert eingestellt; die Probe wird dem Hauptbeschuss ausgesetzt, wobei die Beschusszeit durch die Prozessanforderungen bestimmt wird.
④ Zugabe von Stickstoffgas zur Ablagerungsfärbung. Am Ende des Hauptbeschusses wird ein angemessener Strom des Reaktionsgases N2 eingeleitet (zu diesem Zeitpunkt wird der Vakuumgrad leicht abnehmen). Stellen Sie das Potentiometer des Stickstoffdurchflussmessers manuell ein, um den Stickstoffdurchfluss auf der Grundlage des vom Massenspektrometer angezeigten Stickstoffpartialdrucks (in Prozent) zu steuern. Zu diesem Zeitpunkt können die Impulsvorspannung, das Tastverhältnis und die Leistungswerte (Spannung, Strom) der Zwischenfrequenz-Stromversorgung des Kathoden-Targets entsprechend den Prozessanforderungen eingestellt werden; die Probe wird einer Abscheidungsfärbung unterzogen, und die Abscheidungszeit wird entsprechend den Prozessanforderungen bestimmt. Auf diese Weise bewegen sich die Metallionen unter geeigneter Vorspannung auf das Werkstück zu und stoßen während der Bewegung mit dem Reaktionsgas zusammen, um einen Metallverbindungsfilm zu bilden. Gleichzeitig verringert sich die Bewegungsgeschwindigkeit und es kommt zur Abscheidung auf der Oberfläche des Werkstücks.
⑤ Passivierung. Die Rolle der Passivierung besteht darin, dass die frisch beschichtete Filmschicht eine relativ aktive Struktur mit einer bestimmten Temperatur ist. Wenn sie sofort mit der Atmosphäre in Berührung kommt, reagiert sie erneut und verursacht eine Farbveränderung. Daher sollte nach Abschluss der Beschichtung eine Abkühlung erfolgen und eine geeignete Menge Argongas eingeleitet werden, das die Oberflächenschicht des Werkstücks mit Inertgas schützt, so dass die Schicht bei sinkender Temperatur stabiler wird; andererseits kann die Targetoberfläche eine große Menge Argongas absorbieren und gesättigt werden, wodurch eine frische Targetoberfläche erhalten bleibt und verhindert wird, dass die Targetoberfläche nach dem Auffüllen mit Atmosphäre andere Gase absorbiert, wodurch die Oberfläche des Sputtertargets vor Verunreinigungen geschützt wird. Der maximale Argon-Gasstrom während des Füllvorgangs beträgt etwa 2 Minuten.
⑥ Aufblasbare Kühlung. Wenn die Temperatur in der Vakuumkammer auf 120℃ sinkt, wird Luft auf Atmosphärendruck gebracht.
⑦ Öffnen des Ofens und Entnahme der Probe. Öffnen Sie die Ofentür, ziehen Sie saubere Handschuhe an, um die Probe zu entnehmen, und versiegeln Sie die Probe für die Farbmessung, die Messung der Schichtdicke und die halbquantitative Auger-Analyse.
(3) Farbkontrolle von Zirkoniumnitridfilmen
Bei einer dekorativen goldähnlichen ZrN-Folie ist die Farbe der Folienschicht besonders wichtig. Aufgrund der zahlreichen Prozessparameter der reaktiven Mittelfrequenz-Magnetron-Sputtertechnologie beeinflussen viele Faktoren die Farbe der Schicht. Unter bestimmten anderen Prozessparametern sind der Stickstoffpartialdruck und die Sputterleistung entscheidend für die Farbe der Schicht. Mit steigendem Stickstoffpartialdruck ändert sich die Farbe der ZrN-Schicht von silberweiß→hellgelb→goldgelb→rotgold→dunkelrot. Mit zunehmender Sputterleistung ändert sich die Farbe des ZrN-Films von tiefgelb→goldgelb →hellgelb. Vergleicht man die Farben von ZrN-Schichten mit denen von Gold und Goldlegierungen, so lässt sich das gewünschte Goldgelb durch Anpassung des Stickstoffpartialdrucks während der Abscheidung erzielen.
2.2 Dekorative Beschichtung aus Titannitrid
(1) Magnetron-Sputter-Technologie für die Abscheidung von Titannitrid
① Installieren Sie das Werkstück. Nach dem Auflegen des Werkstücks auf die Werkstückhalterung schließen Sie die Beschichtungskammer.
② Absaugung. Starten Sie die Vakuumpumpe, und wenn der Vakuumgrad 6 Pa erreicht, öffnen Sie die Hochdiffusionsfeder und ziehen Sie das Vakuum auf 6×10-3Pa.
③ Erhitzen beim Backen. Schalten Sie die Stromzufuhr der Backheizung ein, um das Werkstück auf die vorgegebene Temperatur zu erhitzen.
④ Reinigung durch Bombardierung. Einleiten von Arbeitsgas in die Beschichtungskammer, Aufrechterhaltung eines Vakuums von 1~3Pa, Beschuss Spannung von 1000~3000 V, das Werkstück erzeugt Glimmentladung, Argon-Ionen bombardieren und reinigen das Werkstück, Bombardierung für 10~20 Minuten.
⑤ Abscheidung von Titannitrid. Zunächst wird die Grundschicht abgeschieden, die Vorspannung des Werkstücks auf etwa 500 V reduziert, Argongas eingeleitet und das Vakuum auf 0,3-0,5 Pa eingestellt. Schalten Sie die Stromversorgung für das Magnetron-Sputter-Target ein. Auf der Oberfläche des Targets kommt es zu einer Glimmentladung, und ein Argon-Ionenstrom hoher Dichte stößt Titanatome aus der Oberfläche des Targets aus. Als Nächstes wird die Titannitridbeschichtung abgeschieden, wozu Stickstoff eingeleitet wird, wobei das Vakuum im Bereich von 0,5 bis 0,7 Pa gehalten wird. Da die ausgeglichene Metallionisierungsrate beim Magnetronsputtern nur 5%~10% beträgt, ist die Reaktivität des Metalls relativ gering, was zu einem engen Prozessbereich (Stickstoffgehalt) führt, um eine Beschichtung aus stickstoffhaltigen nadelartigen Verbindungen zu erhalten. Im Vergleich zur Glimmentladung ist es zur Erzielung hochwertiger Titannitridbeschichtungen unerlässlich, die Menge des gesputterten Titans und das Argon-Stickstoff-Verhältnis streng zu kontrollieren. Andernfalls ist die Abscheidungsrate sehr gering und die Farbe schwer zu kontrollieren.
⑥ Entfernen Sie das Werkstück. Wenn die Schichtdicke die vorgegebenen Anforderungen erreicht hat, blasen Sie die Beschichtungskammer auf, öffnen Sie die Beschichtungskammer und entfernen Sie das Werkstück.
(2) Der Einfluss der Prozessparameter auf die Eigenschaften von Titannitridschichten
① Der Einfluss der Abscheidungstemperatur auf die Eigenschaften von Nitrid-Dünnschichten. Die Abscheidetemperatur wirkt sich auf die Härte und die Struktur der TiN-Schichten aus; die Härte und die Haftung der TiN-Schicht, die bei 500℃ abgeschieden wird, sind am höchsten. Zu hohe Temperaturen wirken sich nachteilig auf die Oberflächenhärte der TiN-Schicht aus. Eine zu niedrige Abscheidetemperatur spiegelt eine kurze Vorzerstäubungszeit oder eine niedrige Zerstäubungsenergie wider und beeinträchtigt die Dichte der Schicht, was zu einer unzureichenden Keimbildung der TiN-Schicht und einer Vergröberung des Gefüges führt, was wiederum einen Härteverlust zur Folge hat. Umgekehrt kann eine zu hohe Abscheidetemperatur zu einer Überhitzung der Probenoberfläche führen. Angenommen, die Abscheidetemperatur übersteigt die Anlasstemperatur des Substratmaterials. In diesem Fall verringert sich die Härte des Substrats, was eine gute Verbindung mit der Schicht verhindert und eine Abnahme der Schichthärte verursacht. Daher ist eine Erhöhung der Abscheidetemperatur für die Verbesserung der Härte der TiN-Schicht von Vorteil, vorausgesetzt, die Probenoberfläche wird nicht überhitzt.
② Der Einfluss der Abscheidungsspannung auf die Eigenschaften von Titannitridschichten. Mit zunehmender Abscheidungsspannung wird die Bruchmorphologie der hergestellten TiN-Schichten feiner, und die Mikrohärte sowie die Abscheidungsrate der Schichten nehmen zu. Eine Erhöhung der Entladungsspannung unter den gleichen Abscheidebedingungen bedeutet auch eine Erhöhung der Plasmaintensität, die die chemischen Reaktionen in eine für die Produktbildung günstige Richtung fördert. Daher kann eine Erhöhung der Abscheidungsspannung die Abscheidungsrate von TiN-Schichten erhöhen.
③ Der Einfluss des Werkstücks auf die Leistung von Titannitridschichten. Die Qualität der Leistung der Folie auf dem Werkstück hängt nicht nur von den Eigenschaften der Folie selbst ab, sondern auch von den Eigenschaften des Werkstückmaterials, insbesondere von der Härte des Werkstückmaterials. Hartschichten zeigen ihre überlegene Verschleißfestigkeit nur auf relativ harten Trägermaterialien. Wenn die Härte des Substratmaterials variiert, ist auch die Haftfestigkeit zwischen der TiN-Schicht und dem Substrat unterschiedlich. Je größer die Härte des Substrats ist, desto besser ist die Haftung zwischen der TiN-Schicht und dem Substrat. In der Praxis sollten Anstrengungen unternommen werden, um eine hohe Härte des Trägermaterials unter bestimmten Abscheidetemperaturbedingungen aufrechtzuerhalten, um die Qualität der Schicht zu verbessern. Je geringer die Oberflächenrauheit des Substrats ist, desto höher ist die Haftfestigkeit zwischen der Titannitridschicht und dem Substrat, wobei das Polieren die beste Lösung für die Oberflächenrauheit des Substrats darstellt.
Abschnitt VI Emaille-Handwerk
Emaille ist ein wunderschönes und farbenfrohes Kunsthandwerk, das durch Aufbringen verschiedenfarbiger Glasuren auf einen Metallträger (z. B. Gold, Silber, Kupfer, Titan usw.) und Brennen bei hohen Temperaturen hergestellt wird. Emailfarben sind leuchtend, haben einen edelsteinähnlichen Glanz und eine edelsteinähnliche Textur, sind korrosions- und verschleißfest, widerstehen hohen Temperaturen, sind wasser- und feuchtigkeitsbeständig, hart und fest und altern nicht. Emaille wird schon seit langem für handwerkliche Schmuckstücke verwendet. In früheren Jahrhunderten wurde es zur Gestaltung verschiedener Schmuckstücke für Schmuckschatullen verwendet, und im 15. Die sorgfältigen Brennverfahren von Emaille sind faszinierend, und seine reiche farbliche Ausdruckskraft hat es an die Spitze der Modetrends gebracht. Emaille-Schmuck besticht durch seine Farbenpracht und zieht oft die Aufmerksamkeit der Schmuckdesigner auf sich, vor allem wenn Emaille zur Oberflächenverzierung von Metallschmuck verwendet wird, wodurch die künstlerische Ausdruckskraft der Stücke erheblich gesteigert wird.
Email ist in Südchina als "Shaoqing", in Nordchina als "Shaolan" und in Japan als "shippō-yaki" bekannt.
Bei der Verarbeitung von Schmuckemail werden drei Arten unterschieden: bemaltes Email, Champlevé-Email und Cloisonné-Email.
(1) Lackierte Emaille
Das Kunsthandwerk der Emaillemalerei hat seinen Ursprung in Westeuropa und Frankreich und wurde von europäischen Kaufleuten und Missionaren während der Kangxi-Periode der Qing-Dynastie nach Guangdong gebracht. Die Kunst der bemalten Emaille wurde zuerst in Guangdong hergestellt, wo sie gemeinhin als "Shaoqing", "Guang-Email" oder "ausländisches Email" bezeichnet wird. Der Kaiser und die Minister schätzten dieses außergewöhnlich exquisite Kunsthandwerk schon bald nach seiner Ankunft in China. Während der Qing-Dynastie richteten die Kaiser Kangxi, Yongzheng und Qianlong sowohl im Pekinger Kaiserpalast als auch in Guangdong Emaille-Werkstätten ein und wählten häufig hervorragende Emaille-Maler aus Guangdong aus, um in der Hauptstadt große Mengen an Emaille-Geschirr und Emaille-Schmuck für den königlichen Gebrauch zu produzieren.
Gemaltes Email ist die schwierigste der drei Hauptarten von Emailletechniken. Der größte Vorteil der direkten Malerei auf Metall ist, dass die Muster und Linien reicher sein können, so dass detailliertere und komplexere Designs möglich sind, die sich nicht einschränken lassen. Der Verzicht auf die Verwendung von Metalldraht zum Umreißen erhöht jedoch den Schwierigkeitsgrad beim Brennen der Emaille erheblich. Ohne Metalldraht, der die verschiedenen Farben voneinander trennt, kann es zu einem chaotischen Ausbluten der Farben kommen, wenn die Emaille-Materialien nicht richtig gemischt werden.
Bei der Herstellung von bemalter Emaille werden mehrere Schichten weißer Glasur oder Porzellanweiß auf eine Metallunterlage aufgetragen. Porzellanweiß ist ein weißer Feststoff, der zu Pulver gemahlen und mit entsprechendem Wasser vermischt werden muss. Mit einem kleinen Pinsel wird es gleichmäßig auf den Metallsockel aufgetragen. Die Brenntemperatur für Porzellan liegt im Allgemeinen zwischen 720~820℃. Nach dem Sintern erhält man eine weiße Grundplatte, auf die verschiedene Emailfarben aufgetragen werden, die wie in der Ölmalerei filigrane Muster darstellen. Das größte Problem ist die Farbmischung; wenn die Farben zu stark gemischt werden, verschwimmen die Muster nach dem Sintern und ruinieren das Kunstwerk. Deshalb muss nach der Darstellung eines Abschnitts dieser zuerst gesintert werden. Der nächste Abschnitt kann bemalt werden, gefolgt von einer weiteren Sinterung, die wiederholt werden muss, bis das Werk fertig ist. Manchmal sind Dutzende von Wiederholungen des Sinterns erforderlich, und wenn es an irgendeiner Stelle beschädigt wird, ist das gesamte Werk ruiniert, was die Kunst des bemalten Emails sehr wertvoll macht.

(2) Cloisonné-Emaille
Die Cloisonné-Emailtechnik ist relativ kompliziert, dennoch ist sie das bekannteste und stolzeste Emailhandwerk der Chinesen, wobei das berühmte "Jingtai-Blau" eine Art von Cloisonné-Email ist. Charakteristisch ist, dass zunächst Metalldrähte auf einem Metallsockel verwendet werden, um das Muster zu umreißen, das dann mit einem natürlichen Klebstoff fixiert und anschließend auf den Metallsockel geschweißt wird. Anschließend werden die Konturen mit verschiedenfarbiger Emaille aus fein gemahlenen Mineralien und Metalloxiden ausgefüllt. Die Metallstücke werden in einem speziellen Ofen bei einer Temperatur von 800℃ gebrannt, wobei die Glasur aufgrund der hohen Temperatur ihre Farbe verändert. Da verschiedene Metalloxide unterschiedliche Temperaturen benötigen, um ihre Farbe zu verändern, können die Emaille-Stücke mehrfach gebrannt werden. Zum Schluss werden die Metalldrähte geglättet, und zum Schutz wird ein farbloses, transparentes Schutzmittel aufgetragen.

(3) Champlevé-Emaille
Die Technik ist ähnlich wie Cloisonné-Email. Die Oberflächenmuster von Metallornamenten werden durch Techniken wie Gravieren, Prägen oder Ätzen geformt. Zunächst werden die Muster in die Metallbasis geritzt, wobei Rillen innerhalb der eingeritzten Konturen entstehen. Um lebendige Muster mit unterschiedlich dicken Linien zu schaffen, mahlt der Emailmaler die Emailfarbe zu einem Pulver, mischt es mit einer kleinen Menge Wasser und füllt dann die Rillen mit Emaille, indem er eine dünne Schicht gemalter Muster aufträgt. Nach der Fertigstellung lässt man sie an der Luft trocknen und legt sie dann zum Brennen in einen Hochtemperaturofen, wobei jede Farbschicht 40-60 Sekunden lang im Hochtemperaturofen bei 800 °C gebrannt werden muss. Nach mehrfachen Wiederholungen des Auffüllens mit Emaille und des Brennens und Polierens entsteht schließlich ein glattes und glänzendes Werk.

Abschnitt VII Harzgießverfahren
Das Gießharzverfahren ist in der Schmuckbranche weit verbreitet. Je nach Beschaffenheit des Harzes wird es in zwei Hauptkategorien unterteilt: Weichharz und Hartharz. Weiches Harz hat eine geringere Härte und ist nicht zum Schleifen und Polieren geeignet, kann aber für die Oberflächenbeschichtung von handwerklichem Schmuck verwendet werden; hartes Harz hat eine hohe Härte und kann durch Schleifen und Polieren bearbeitet werden, um einen glatten und glänzenden Effekt zu erzielen.
In der Regel wird Epoxidharz-Kristalltropfenkleber verwendet, der aus hochreinem Epoxidharz, Aushärtungsmitteln und anderen Substanzen besteht. Das ausgehärtete Produkt hat die Eigenschaften, dass es wasserfest, chemisch beständig und kristallklar ist. Dieser kristallklare Kleber bietet nicht nur einen guten Schutz für die Oberfläche von kunsthandwerklichen Ornamenten, sondern kann auch den Glanz und die Helligkeit der Oberfläche erhöhen. Durch die Zugabe von verschiedenen Pigmenten kann der Kleber eine reichhaltige Farbserie bilden, die den dekorativen Effekt der Oberfläche noch weiter erhöht, so dass er für die Oberflächendekoration und den Schutz von Kunsthandwerk aus Materialien wie Metall, Keramik, Glas und Acryl geeignet ist.
Epoxidharz hat einen ähnlichen Oberflächeneffekt wie Emaille und wird oft als Emailleimitat verwendet, manchmal auch als "Soft-Emaille" bezeichnet. Es gibt jedoch erhebliche Unterschiede zwischen den beiden Produkten. Emaille wird aus Emaillepigmenten hergestellt, die bei hohen Temperaturen gebrannt werden; es ist sehr hart und stabil, hat eine gute Haltbarkeit und altert oder verschlechtert sich nicht, ist aber anfällig für Metalloxidation und Erweichung, was es für mit Edelsteinen besetzte Ornamente ungeeignet macht; Harz gehört zur Kategorie der organischen Verbindungen aus Kunststoff. Produkte aus dieser Art von Kunstharz müssen nicht in einem Hochtemperaturofen gesintert werden, um Farbe zu erhalten. Es reicht aus, flüssiges Farbharz auf das Metall aufzutragen und es an der Luft oder in einem Backofen trocknen zu lassen, so dass die Herstellung einfach und für das Metall unschädlich ist und sich für die Endbehandlung von eingelegtem Edelsteinschmuck eignet. Aufgrund der Materialeigenschaften des Harzes ist es jedoch nicht haltbar, nicht hitzebeständig und anfällig für Korrosion und Abnutzung. Nach einer gewissen Zeit ist es wahrscheinlich, dass es altert, verblasst und an Glanz verliert. Es ist von geringerer Qualität und nicht wertbeständig. Der grundlegende Prozess der Harzherstellung ist wie folgt.
- Bereiten Sie zunächst die notwendigen Werkzeuge und Geräte vor, wie z. B. Waagen, Leimeinstellgeräte, Werkstückträger, Trocknungsgeräte und die Werkstücke für den Tropfleimvorgang.
- Stellen oder justieren Sie die Waage (elektronische Waage), den Ofen, den Werkstückträger und die Werkbankebene.
- Wiegen Sie den Leim A in einem trockenen und sauberen flachen Behälter mit breiter Öffnung und wiegen Sie den Leim B proportional dazu (im Allgemeinen im Verhältnis 3:1).
- Verwenden Sie einen runden Glasstab (oder ein rundes Holzstäbchen), um die AB-Mischung nach links, rechts, im oder gegen den Uhrzeigersinn zu rühren. Gleichzeitig wird der Behälter (das Gefäß) vorzugsweise in einem Winkel von 45° gekippt und kontinuierlich gedreht, wobei etwa 1~2 Minuten lang gerührt wird.
- Füllen Sie den gemischten AB-Kleber in eine weiche Plastikflasche mit einer spitzen Tülle zum Abtropfen und tropfen Sie den Kleber auf die gewünschte Position des Zubehörs.
- Wenn die Fläche des Harztropfens etwas größer ist oder die Harzmenge relativ hoch ist, kann zur Beschleunigung der Beseitigung von Blasen im Klebstoff ein mit Flüssiggas betriebener Gasbrenner verwendet werden, um das Entschäumen zu fördern. Während des Entschäumens sollte die Flamme des Brenners auf einen vollständigen Verbrennungszustand eingestellt werden, und die Flamme sollte idealerweise etwa 25 cm von der Oberfläche des Werkstücks entfernt gehalten werden. Die Bewegungsgeschwindigkeit des Brenners sollte weder zu schnell noch zu langsam sein; es sollte eine moderate Geschwindigkeit beibehalten werden.
- Nachdem die Blasen beseitigt sind, kann das Werkstück zum Erwärmen und Aushärten waagerecht in den Ofen gelegt werden. Die Temperatur sollte zunächst für etwa 30 Minuten auf 40℃ eingestellt und dann auf 60-70℃ erhöht werden, bis der Klebstoff vollständig ausgehärtet ist.

Abschnitt VIII Ätztechnik
Unter Ätzen versteht man das Abtragen von unerwünschtem Metall bis zu einer bestimmten Tiefe mit chemischen Methoden. Das Prinzip ähnelt der Herstellung von Leiterplatten, bei der die zu erhaltenden Metallteile mit einer säurefesten Beschichtung überzogen werden und dann mit einer sauren Lösung die unerwünschten Metallteile weggeätzt werden; die Bearbeitung von Negativmustern ist genau umgekehrt wie die von Positivmustern.
Das Ätzverfahren eignet sich für die Bearbeitung und Herstellung von Kunsthandwerk und Schmuck im antiken Stil mit besonderen Anforderungen an die Oberflächengestaltung. In den letzten Jahren ist das Exportvolumen von Metallgemälden, Kunsthandwerk und Hohlkörpern, die mit dem Ätzverfahren bearbeitet wurden, in unserem Land stark gestiegen und hat sich zu einem neuen Zweig des Schmuckhandwerks entwickelt.
Ätzverfahren können in chemisches Ätzen, elektrolytisches Ätzen, Laserätzen und Ultraschallätzen unterteilt werden.
1. Chemisches Ätzverfahren
Decken Sie die Bereiche, die nicht geätzt werden müssen, mit einer korrosionsbeständigen Beschichtung ab und tauchen Sie das Werkstück dann in eine spezielle Ätzlösung. Die Formel für die Lösung ist in Tabelle 11-2 angegeben. Achten Sie darauf, dass die zu ätzenden Bereiche vollständig mit der Lösung in Berührung kommen; falls erforderlich, können Sie die Lösung erhitzen und umrühren. Steuern Sie die Ätzzeit auf der Grundlage der erforderlichen Ätztiefe und der aus Versuchen ermittelten Ätzrate, um das gewünschte Ätzergebnis zu erzielen.
Tabelle 11-2 Formeln für partielle Metallätzlösungen
| Inhaltsstoffe und Prozessbedingungen | Ätzen von rostfreiem Stahl | Kupferlegierung ätzen | Ätzen von Aluminium |
|---|---|---|---|
| Eisen(III)-chlorid | 600 ~ 800 | 600 ~ 650 | 450 ~ 550 |
| Salzsäure/(g・L -1) | 80 ~ 120 | ||
| Phosphorsäure/(g・L -1) | 20 ~ 30 | ||
| Kupfersulfat/(g・L -1) | 200 ~ 300 | ||
| Schwefelsäure/(g・L -1) | 90 ~ 100 | 10 ~ 20 | |
| Salpetersäure/(g・L -1) | 8 ~ 12 | ||
| Ätzbeschleuniger/(g・L -1) | 80 ~ 100 | ||
| Temperatur/℃ | 10 ~ 45 | 15 ~ 50 | 20 ~ 40 |
| Zeit/min | 15 ~ 20 | 10 ~ 15 | 10 ~ 20 |
2. Elektrolytisches Ätzen
Abschnitt IX Nano ~ Sprühbeschichtungstechnologie

1. Das Prinzip des Nano ~ Sprühens und Beschichtens
2. Merkmale der Nano ~ Sprühbeschichtung
(1) Grün und umweltfreundlich. Keine drei Abfall-Emissionen, nicht ~ giftig und harmlos, keine schädlichen Schwermetalle.
(2) Geringe Investitionen und niedrige Kosten. Im Vergleich zur Galvanotechnik ist die Investition in die Ausrüstung gering, und es besteht keine Notwendigkeit, ein Abwasserbehandlungssystem einzurichten.
(3) Der Betrieb ist sicher und einfach, mit hoher Effizienz. Es gibt keinen Schaden, wenn der Bediener es versehentlich auf seine Hände oder andere Körperteile sprüht. Es gibt keine Notwendigkeit für Wasser Galvanik Behandlung und komplexe vorläufige leitende Schicht Behandlung.
(4) Es kann für Spray-Plating positioniert werden und kann Platte in verschiedenen Farben auf dem gleichen Produkt sprühen. Verschiedene Farben nach Belieben.
(5) Die verarbeiteten Teile sind nicht durch Größe und Form begrenzt, werden nicht durch verschiedene Materialien eingeschränkt, können recycelt werden und sparen Ressourcen.
(6) Der Anwendungsbereich der Farbvielfalt ist umfangreich. Die gespritzten Produkte können mit Gold, Silber, Chrom, Nickel oder Sand ~ farbigen Spiegeleffekten beschichtet werden. Sie können auch mit verschiedenen anderen Farben beschichtet werden, wie z.B. goldgelb, messingfarben, antik-goldgelb, kanonenkupferfarben (rot, gelb, lila, grün, blau), und andere Hochglanzeffekte. Es kann auf verschiedene Materialien wie Metall, Harz, Kunststoff, Glas, Keramik, Acryl und Holz aufgesprüht werden und findet breite Anwendung in verschiedenen Branchen der Oberflächendekoration, z. B. im Handwerk und in der Schmuckindustrie.
(7) Produkte, die mit Nano ~ Sprühen hergestellt werden, haben eine ausgezeichnete Haftung, Schlagfestigkeit, Korrosionsbeständigkeit, Witterungsbeständigkeit, Verschleißfestigkeit, Kratzfestigkeit und gute Rostschutzfähigkeiten.














