Hogyan emeljük ékszereinket a felületkezelési technikákkal
Az ékszerek felületkezelésének elsajátítása: A polírozástól a nanoszórásig
Az ékszerek felületkezelési folyamata olyan technikai kezelés, amely különböző módszereket alkalmaz, például fizikai, kémiai, elektrokémiai és mechanikai módszereket, hogy megváltoztassa a tartozék felületének textúráját, színét és tapintását, megakadályozza a korróziót, megszépítse a díszítést és meghosszabbítsa az élettartamát. Nagymértékben gazdagítja a kiegészítő termékek dekoratív hatását, kiszélesíti a kiegészítő tervezés rendelkezésre álló eszközeit, élénkebb és változatosabb stílust mutat az ékszerek számára, és személyre szabottabb választási lehetőséget biztosít a fogyasztók számára. Jelentősen javítja a kiegészítő termékek felületi hatását, élettartamát és gazdasági hozzáadott értékét.
A modern, népszerű ékszerek felületkezelési eljárásainak számos típusa létezik, a leggyakrabban használt módszerek közé tartozik a polírozás, galvanizálás, kémiai galvanizálás, kémiai elektrokémiai konverziós filmek, fizikai gőzfázisú leválasztás, zománc, epoxigyanta és a felületi nanoszóró.

Úszás Plating színválaszték
Tartalomjegyzék
I. szakasz Polírozási technológia
1. Mechanikus polírozás
A mechanikai polírozás az ékszerek felületének polírozógépek és csiszolóanyagok segítségével történő kezelése. A mechanikus polírozás gyakori módszerei a következő kategóriákba tartoznak.
(1) Ruhás kerék polírozás
A szövetkerekes polírozás egy gépre szerelt polírozó kerékkel történik. A polírozókorong munkafelületére időszakosan polírozópasztát visznek fel. Ezzel szemben a megmunkálandó munkadarab felületét erőteljesen a polírozó kerék nagy sebességű forgási állapotban lévő munkafelületéhez nyomják. A polírozókorong szálai és a polírozópaszta segítségével a megmunkálandó munkadarab felülete tükörszerű megjelenést ér el (11-1. ábra). Jelenleg általánosan elfogadott nézet, hogy a szövetkerekes polírozógépek elve az, hogy a nagy sebességgel forgó polírozó kerék és a megmunkálandó munkadarab felülete közötti súrlódás által létrehozott magas hőmérséklet a munkadarab felületének plasztikus deformációját okozhatja, kitöltve a megmunkálandó munkadarab felületén lévő mikroszkopikus mélyedéseket; ugyanakkor a polírozás során létrehozott magas hőmérséklet gyorsan egy nagyon vékony oxidfilmréteget is kialakíthat a megmunkálandó munkadarab felületén. Ennek az oxidfilmrétegnek az eltávolításakor a szabaddá tett hordozófelület ismét oxidálódik. A folyamat ebben a ciklusban folytatódik a polírozás befejezéséig, amelynek eredményeként sima és sima felületet kapunk.
(2) Vibrációs polírozás
A vibráló polírozógép vibráló tárcsájába egy vibráló motor van beépítve, és a vibráló tárcsa vibráló rugókon keresztül kapcsolódik az alaphoz. Amikor a vibrációs csiszológépet elindítják, a vibrációs motor erős gerjesztő erőt generál, amely a vibrációs korongban lévő csiszolóközeget arra készteti, hogy három irányban mozgást hozzon létre: függőleges rezgés, befelé-kifelé fordulás és spirális forgás az óramutató járásával megegyező irányban, ezáltal csiszoló hatást hoz létre az ékszer felületén a polírozott felület elérése érdekében (11-2. ábra ).

11-1. ábra Ruhás kerék polírozás

11-2. ábra Vibrációs polírozás
(3) Hengeres polírozás
Működési elve a következő: Négy hatszögletű görgő egyenletesen van felszerelve a forgó test kerületére. A görgők a forgó testtel együtt forognak, miközben a lánckerékrendszer hatására (ellentétes irányban) a tengelyük körül is forognak. A görgők bolygó mozgása miatt a görgők belsejében lévő anyag a centrifugális erő hatására mindig a görgők külső falának egyik oldalán marad, így a felületen egy áramlási réteg keletkezik. Ezen az áramlási rétegen belül a köszörűkövek és a munkadarabok relatív mozgást hoznak létre, finom vágást és nyomást végeznek a munkadarab felületén, ezáltal csiszolt felületet érnek el a munkadarabon (11-3. ábra).
(4) Vortex polírozás
Működési elve a következő: az alsó forgótányér nagysebességű forgása által generált centrifugális erő felhasználásával erős súrlódás keletkezik a munkadarab és a csiszolóanyag között egy rögzített horony hatására, spirális örvényműködést képezve, ami nagysebességű forgási súrlódást és a munkadarab és a csiszolóanyag spirális átfordulását okozza. Ez lehetővé teszi, hogy a polírozott ékszerekről nagyon rövid idő alatt eltávolítsák a súrlódásokat és egyenletesen polírozzák, ideális polírozási hatást elérve. A polírozógép alapja egy tartályban lévő forgó tárcsa, a tartály teteje nyitott, a tartály falai nem forognak. A tartály és a tárcsa közötti rés kisebb lehet, mint 0,05 mm, ami lehetővé teszi a legfinomabb dióhéj részecskék használatát (11-4. ábra).

11-3. ábra Hengeres polírozás

11-4. ábra Vortex polírozás
(5) Húzás polírozás
Munka közben a munkadarabot a polírozóközeg fölött húzza, miközben az nem mozog. Minden munkadarabnak saját alátámasztási pozíciója van, a munkadarabok közötti felületek nem érintkeznek, így megelőzhető a felületi sérülés. A hagyományos polírozási módszerekhez képest nagyobb relatív mozgást és erősebb megmunkálási erőt hoz létre, jelentősen csökkentve a megmunkálási időt. Nagy előnyei vannak a nehéz munkadarabok esetében. A húzópolírozási módszer különösen alkalmas nehéz gyűrűk, kapcsok és óraházak megmunkálására, és számos más, rögzített konzolokra függeszthető munkadarabhoz is alkalmazható (11-5. ábra).

11-1. táblázat A különböző polírozási eljárások jellemzői
| Polírozási módszerek | Polírozóközeg | Csiszolóközeg | Előnyök | Hátrányok | Megfelelő munkadarab |
|---|---|---|---|---|---|
| Vibrációs polírozás | Faforgács, porcelándarabok, dióhéj részecskék, kukoricaliszt, acélgolyók | Kerámia, műanyag | Olcsó, nagy tételek, bélyegzett alkatrészek | A hosszú feldolgozási idő, az alacsony nyomás, a bemélyedések és a gyenge simasági hatás miatt a száraz feldolgozás során lehetetlen ideális eredményt elérni. | Kis lánc, mechanika lánc |
| Hordó polírozás | fakocka, fatű, dióhéj részecskék, kukoricaliszt, acélgolyó | Kerámia, műanyag | Olcsó | Hosszú feldolgozási idő, kényelmetlen feldolgozás, a felület poros, a felületet nyomják | Különböző ékszerek |
| Vortex polírozás | Dióhéj részecskék, porcelándarabok, műanyag | Kerámia, műanyag | Nagy hatékonysággal és rövid feldolgozási idővel a gép elvégzi a 70% munkaterhelést, kevesebb folyamatot, tiszta ékszereket, könnyű kezelhetőséget, magas felületi minőséget. | Csak könnyű munkadarabokat tud kezelni (legfeljebb 20 g), és nem képes a kis láncos drágakőfoglalatok megmunkálására. | A legtöbb ékszer, ipari termék és óratok tokjai |
| Húzás polírozás | Dióhéj részecskék | Dióhéj Granulátum | Nagyméretű, nehéz munkadarabok csiszolására alkalmas ütközés vagy ütközés nélkül, rövid megmunkálási idővel, könnyű kezelhetőséggel és magas felületi minőséggel. | Nincs nedves őrlés | Különböző ékszerdarabok, amelyek egy polcra rögzíthetők |
2. Kémiai polírozás
3. Elektrokémiai polírozás

II. szakasz Galvanizálási eljárás
1. Alapvető ismeretek az ékszerek galvanizálásáról
(1) Az ékszerek galvanizálásának típusai
A bevonat célja szerint az ékszerek galvanizálása védőbevonatokra és dekoratív bevonatokra osztható.
- Védőbevonatok. A fő cél a fém korróziójának megakadályozása. Az általánosan használt bevonatok, mint például a horganyzott és az ónozott rétegek ebbe a kategóriába tartoznak. A fekete fémeket általában horganyzott rétegek védik általános légköri körülmények között, míg az ónrétegeket általában a szerves savakkal érintkező fekete fémek védelmére használják.
- Dekoratív bevonatok. Elsősorban dekorációs célokra, de bizonyos szintű védelemmel is. A kompozit bevonatok többnyire több réteget alkotnak, mivel nehéz olyan egyetlen bevonatot találni, amely megfelel a dekoratív bevonatokkal szemben támasztott követelményeknek. Jellemzően először egy alapréteget visznek fel a hordozóra, majd egy felületi réteget, és néha egy közbenső réteget is. Például a galvanizált nemesfémek és az arany utánzat galvanizálása széles körben használatos, különösen néhány értékes ékszerben és kis hardver ékszerekben, viszonylag nagy felhasználási és gyártási volumennel. Főként galvanizált nemesfémeket és különböző ötvözeteket foglal magában.
A korrózió során a bevonat és a hordozó fém közötti elektrokémiai kapcsolat szerint a dekoratív galvanizálás anódos és katódos bevonatokra osztható.
- Anódos bevonat. Arra a bevonatra utal, amely anódként működik, és először oldódik fel, amikor a hordozó fémmel korróziós mikroakkumulátor alakul ki, például cinkbevonat vasra. Az ilyen típusú bevonat nemcsak mechanikai védelmet nyújt a szubsztrátumnak, hanem kémiai védelmet is.
- Katódos bevonat. A bevonat katódként viselkedik, amikor korróziós mikroakkumulátort képez a hordozó fémmel. Például ónozás vasra. Az ilyen típusú bevonat csak mechanikai védelmet tud nyújtani a hordozónak; ha a bevonat megsérül, nem védi a hordozót, és felgyorsítja a hordozó korrózióját.
(2) A fém galvanizálás alapvető folyamata
Az elektroleválasztás elektrokémiai és redoxi folyamat. Az elektrolízis során a fémkomponens katódként, a bevonandó fém vagy ötvözet oldható anódként, vagy oldhatatlan anódként egy titánhálót használnak, amelyet a tápegység negatív és pozitív csatlakozójához csatlakoztatnak, és a bevonandó komponenseket tartalmazó elektrolitba merítenek. Az áram hatására a díszítés felületén egy leválasztó réteg keletkezik (11-7. ábra).

A fém galvanizálási folyamat a fémet vagy annak komplex ionjait a katódon fémmé redukálja. Mivel a galvanizált fém a közönséges fémekhez hasonlóan kristályos szerkezetű, a galvanizálási eljárást elektrokristályosítási eljárásnak is nevezik. A következő három lépést foglalja magában.
- Tömegátadási folyamat. A fémionok vagy fémkomplex ionok folyamatosan az elektród felszínére kerülnek az elektrolitból olyan lépéseken keresztül, mint a diffúzió, a konvekció és az elektromigráció.
- Elektrokémiai folyamat. A fémionok vagy fémkomplex ionok dehidratálódnak és adszorbeálódnak a katód felületén, hogy elektromos áramot szabadítsanak fel, és fématomokká redukálódjanak.
- Kristályosítási folyamat. A katódon a fématomok úgy rendeződnek el, hogy bizonyos alakú fémkristályokat képeznek, és a kristályosodás általában magképződés és növekedés során történik.
A kristályok finomságát a magképződés és a növekedés sebessége határozza meg. Ha a magképződés sebessége gyorsabb, mint a növekedés sebessége, akkor több kristály keletkezik, ami finomabb és sűrűbb szemcséket eredményez; fordítva, a szemcsék durvábbak lesznek.
2. Galvanizált réz és rézötvözetek
A rézbevonat rózsaszínű, egyenletes és finom, az eljárástól függően különböző árnyalatokkal. A galvanizálásban a rézbevonatot széles körben használják, főként alaprétegként és közbenső rétegként, és felületi rétegként is használható, például aranyozás utánzása.
A jelenleg használt rézbevonási eljárások közé tartozik a cianidos, a savas szulfátos és a pirofoszfátos rézbevonás. Ezek közül a cianidos rézbevonó oldat erősen mérgező, súlyosan szennyezi a környezetet, károsítja az emberi egészséget, és a megszüntetendő eljárások közé sorolták. Ezenkívül az amino-szulfonátos rézbevonat, a szerves amin rézbevonat, a citrát-tartarátos rézbevonat és a HEDP rézbevonat is fejlődött és alkalmazásra került az elmúlt években.
Az 1970-es években a kutatás a cianidos galvanizálás cianidmentes galvanizálással való felváltására összpontosított, ami a pirofoszfátos és szulfátos rézbevonathoz vezetett. Ezek azonban még mindig nem voltak közvetlenül acél szubsztrátokra alaprétegként galvanizálhatók.
2.1 Rézbevonat szulfáttal
A szulfátos rézbevonatot széles körben használják a védő dekoratív galvanizálásban, a műanyag galvanizálásban és a nyomtatott áramköri lapok galvanizálásához szükséges vastag rézbevonatban. Két típusra osztható: az egyik az alkatrészek galvanizálásához használt magas rézsavas, alacsony savtartalmú galvanizáló oldat, amely sima és fényes bevonattal rendelkezik, jó szívóssággal; a másik a nyomtatott áramköri lapok galvanizálásához használt magas savtartalmú, alacsony rézsavas galvanizáló oldat, amely kiváló diszperziós és fedőképességgel rendelkezik, így nagyon alkalmas lyukak galvanizálására, egyenletes és finom bevonattal.
(1) A galvanizáló oldat fő összetevői
① Réz-szulfát. Ez a fő só, amely biztosítja a szükséges Cu2+ elektrolízishez. Ha a koncentráció túl alacsony, az csökkenti az áramsűrűség felső határát, csökkenti a leválasztási sebességet, és befolyásolja a bevonat fényességét. Ha a koncentráció túl magas, akkor csökkenti a galvanizáló oldat diszperziós képességét, és a réz-szulfát oldhatósági határa miatt a réz-szulfát kristályok kicsapódnak, és 180 ~ 220 g / L megfelelő.
② Kénsav. Fő funkciója az oldat vezetőképességének növelése. Ha a koncentráció túl alacsony, az anód rézének nem teljes oxidációjához vezet, és Cu2O, ami "rézport" vagy göröngyöket eredményez a bevonatban. Ezzel egyidejűleg a galvanizáló oldat diszpergáló képessége csökken. Ha a kénsav koncentrációja megfelelő, a bevonat áramsűrűség-tartománya széles, a bevonat fényes, és a kiegyenlítő képesség optimális eredményt ér el. Ha a kénsav koncentrációja túl magas, az befolyásolja a bevonat fényességét és szintezését.
③ Kloridionok. Ezek anódaktivátorok, amelyek segíthetnek az anód normális feloldásában, gátolják a Cu+, javítja a bevonat fényességét és kiegyenlítő képességét, és csökkenti a belső feszültséget a bevonatban. Ha a kloridion-koncentráció túl alacsony, az dendritikus bevonatok kialakulásához vezet, a nagyáramú terület hajlamos az égésre, és a bevonaton valószínűleg gödrök vagy lyukak keletkeznek. Ha a kloridion-koncentráció túl magas, az anód felületén fehér, gélszerű filmréteg jelenik meg, és bármennyi fényesítőt adunk hozzá, a bevonat nem lesz fényes. A megfelelő kloridion-koncentráció 40 ~ 100 ml/l.
④ Adalékanyagok. Az adalékanyagok kiváló kombinációja stabil galvanizálási oldatokat, magas termékminősítési arányokat és nagy munkahatékonyságot eredményezhet. Jelenleg számos adalékanyag és anyaguk került kereskedelmi forgalomba. Az adalékanyagokkal szemben támasztott követelmények a galvanizálás típusától függően változnak. Például a dekoratív bevonatok nagyobb hangsúlyt fektetnek a bevonat fényességére, sebességére és egyenletességére; a dekoratív védőbevonatok inkább a bevonat egyenletességére és rugalmasságára; az áramköri lapok bevonatai többek között kiváló alacsony áramzónás teljesítményt, egyenletes bevonateloszlást és a bevonat alakíthatóságát igénylik. A rézbevonat-adalékanyagok főként négy részből állnak: hordozók, fényesítők, kiegyenlítőszerek és nedvesítőszerek.
- Hordozó: Egy jó hordozó maximalizálhatja a fényesítő és kiegyenlítő szerek hatékonyságát. A hordozókat többnyire felületaktív anyagokból állítják össze, és lehetetlen a legjobb hatást egyetlen anyaggal elérni, például poliéter vegyületek, etiléndiamin tetraéter anionos vegyületek stb. segítségével.
- Világosító és kiegyenlítő szerek: A szerves poliszulfidvegyületek, szerves poliszulfidok, szerves poliszulfid-szulfonátok, szerves színezékek stb. hordozókkal kombinálva fényesítő és kiegyenlítő hatásúak. Mindkét hatás megjelenhet ugyanabban az anyagban, a színezékek inkább a kiegyenlítő képességre összpontosítanak.
- Nedvesítőszerek: javíthatja a galvanizáló oldat nedvesítő hatását. Általában nemionos vagy anionos felületaktív anyagokat, például polietilénglikolt, OP emulgeálószereket stb. használnak. A fényes savas réz légkeverést használ, és csak alacsony habzású nedvesítőszereket választhat.
(2) A rézbevonat kénsavval történő elektródreakciója
Katód: Cu2+ + 2e=Cu φ0Cu2+/Cu = +0.34V
Cu2+ + e=Cu+ φ0Cu2+/Cu+ = +0.17V
Cu+ + e=Cu φ0Cu+/Cu = +0.51V
A Cu2+ mivel sokkal pozitívabb, mint a hidrogén, a hidrogéngáz nem szabadul fel a katódon, de ha nem redukálódik eléggé, akkor Cu+. A szabványos elektródpotenciál szempontjából a Cu redukciós reakciója nagyobb valószínűséggel következik be, és a Cu redukciója durva bevonatot eredményez, amit el kell kerülni.
Anód: A kénsavas oldatban lévő rézanód anódoldódáson megy keresztül, amely biztosítja a galvanizáló oldatban szükséges rézionokat, nevezetesen: Cu-2e=Cu2+.
A Cu2+ keletkezik, akkor elkerülhetetlenül keletkezik Cu+nevezetesen: Cu-e=Cu+. Amikor Cu+ Megjelenik és belép az oldatba; ha elegendő kénsav és levegő van az oldatban, a Cu+ oxidálható, nevezetesen:4Cu++O2+4H+=4Cu2++2H2O, Ha a kénsav koncentrációja az oldatban nem elegendő, a Cu+ hidrolizálódik, nevezetesen:2Cu++2H2O=2CuOH+2H+=Cu2O+H2O. Ebben az időben a Cu2O elektroforézis útján lerakódik a katódon, és göröngyök keletkeznek. A Cu+, disproporciós reakciók is előfordulhatnak, nevezetesen:2Cu+=Cu2++Cu, és a keletkező Cu elektroforézissel szintén lerakódik a bevonaton, rézport, súrlódást és érdességet eredményezve. Ezért a galvanizálási folyamat során a Cu+ a lehető legjobban el kell kerülni; a foszfortartalmú rézanódok használata és a galvanizáló oldat levegővel történő keverése megoldhatja a problémát.
2.2 Pirofoszfátos rézbevonat
A pirofoszfáttal történő rézbevonás közvetlenül nem vonható be vas- és cinkalátétekre. Leginkább cinkötvözet hordozókon alkalmazzák savas szulfátos rézbevonat előtt, hogy megvédjék a hordozót az erős savas korróziótól és biztosítsák a bevonatkombináció minőségét. A műanyag fémezés galvanizálási folyamataiban is használják, de a hardver galvanizálásában való alkalmazása korlátozott.
A fényes foszforsavas rézbevonatú kristályok jó diszperziós és fedőképességgel rendelkeznek. A katódáram hatékonysága magas, de a hosszú távú használat foszfátfelhalmozódáshoz vezethet, ami csökkenti a lerakódási sebességet.
(1) A galvanizáló oldat fő összetevői
- Réz-pirofoszfát. Ez a galvanizáló oldat fő sója, amely rézionokat szolgáltat. Ha a réztartalom túl alacsony, csökkenti az áramsűrűséget, ami a bevonat gyenge fényét és egyenletességét eredményezi; ha a réztartalom túl magas, csökkenti a katódos polarizációt, ami durva bevonatot eredményez. A galvanizáló oldat réztartalmát a kálium-pirofoszfáttal egy bizonyos arányban kell tartani.
- Kálium-pirofoszfát. Ez a fő komplexképző, és ha a pH-érték 8, a komplex fő formája a [Cu(P2O7)2]6-, fenntartva [P2O74-]:[Cu2+]=7~8 a galvanizáló oldatban viszonylag megfelelő; ha az arány túl nagy, akkor csökken az áram hatékonysága, lyukak keletkeznek a bevonatban, és a galvanizáló oldat hajlamos a zavarosságra.
- Citromsav-amin. Ez egy segédkomplexképző szer és anóddepolarizátor. Javíthatja az anód oldódását, fokozhatja a galvanizáló oldat diszperziós képességét és növelheti a bevonat fényességét. Ha a tartalma túl alacsony, az anód oldódása gyenge lesz, a galvanizáló oldat diszperziós képessége csökken, és "rézpor" keletkezik. Általában a megfelelő tartalom 10 ~ 30 g/l körül van.
(2) A rézbevonat pirofoszfáttal történő elektródreakciója
Katódos reakció:[Cu(P2O7)2]6- + 2e6- = Cu + 2P2O74-
2H2O + e = H2 + 2OH–
Anódos reakció: Cu + 2P2O74- -2e = [Cu(P2O7)2]6-
Az anód passziválásakor oxigén szabadul fel:4OH– - 4e = O2 + 2H2O
Ha az anódos oxidáció nem teljes, a Cu + történik: Cu - e = Cu+
Az utóbbi két reakciót gondosan figyelemmel kell kísérni, hogy megelőzzük a kialakulását.
2.3 Arany utánzat galvanizálása
Az elmúlt években a dekoratív galvanizálás fejlődése miatt az építőiparban, a hardverekben, a világításban és a dísztárgyakban széles körben használták az aranyozás utánzatát.
(1) Az arany utánzat galvanizálás fő kategóriái
Az aranyozás utánzata készülhet réz-cink, réz-ón vagy réz-ón-cink ötvözetekből, illetve a réz-cink ötvözetek utólagos feldolgozása képes reális aranyhatás létrehozására. Az arany utánzat hatása olyan színeket érhet el, mint a 18K, 4K és a rózsaarany. A réz-ón ötvözetek (bronz) óntartalom alapján három kategóriába sorolhatók: alacsony óntartalmú bronz, 5%~15% óntartalommal, amely rózsaszíntől aranysárgáig terjedő színű; közepes óntartalmú bronz, 15%~40% óntartalommal, amely sárga színű; és magas óntartalmú bronz, 40%~50% óntartalommal, amely ezüstfehér színű.
Az aranyszerű bevonat galvanizálási ideje nagyon rövid, és csillogása elsősorban az alatta lévő, általában fényes nikkelrétegre vagy más fehér és fényes bevonatra felvitt rétegre támaszkodik. A sárgaréz bevonat szolgálhat dekoratív vékony aranyréteg alapjául, valamint védő- és kenőrétegként is. A sárgaréz hajlamos a levegőn történő elszíneződésre, ezért elszíneződésgátló kezelésnek kell alávetni, ha felületi rétegként vagy vékony aranyréteg alapjaként használják, például szerves bevonattal permetezik vagy katódos elektroforetikus festékkel vonják be. Az utóbbi években az ékszerbevonatoknál a nikkelre való bőrallergia megelőzése érdekében a fehér réz-cink ötvözet a nikkelezés alacsony minőségű helyettesítőjeként használható, és a krómozás és a fehér és a szükséges fehér bevonatok alapjaként is szolgálhat a játékfém díszítésekben.
A két fém egyidejű együttes lerakódása révén történő ötvözet előállításának kulcsa az, hogy a lerakódási potenciáljuknak közel kell lennie egymáshoz, és a katódos polarizációnak biztosítania kell, hogy a két fém a kívánt arányban rakódjon le. A cianidos galvanizálási oldatban jelen lévő komplexionok főként Cu(CN)32- és Zn(CN)42-. A réz-cianidionok stabilitása sokkal nagyobb, mint a cink-cianidionoké, és a réz katódos polarizációja sokkal nagyobb, mint a cinké. Ezért a követelményeknek megfelelő bevonat eléréséhez szigorúan ellenőrizni kell az összes cianidot, a szabad cianidot, a réz-cink arányt, a pH-értéket és olyan tényezőket, mint a hőmérséklet, az áramsűrűség és a keverés.
(2) Arany utánzat galvanizálási folyamat folyamata
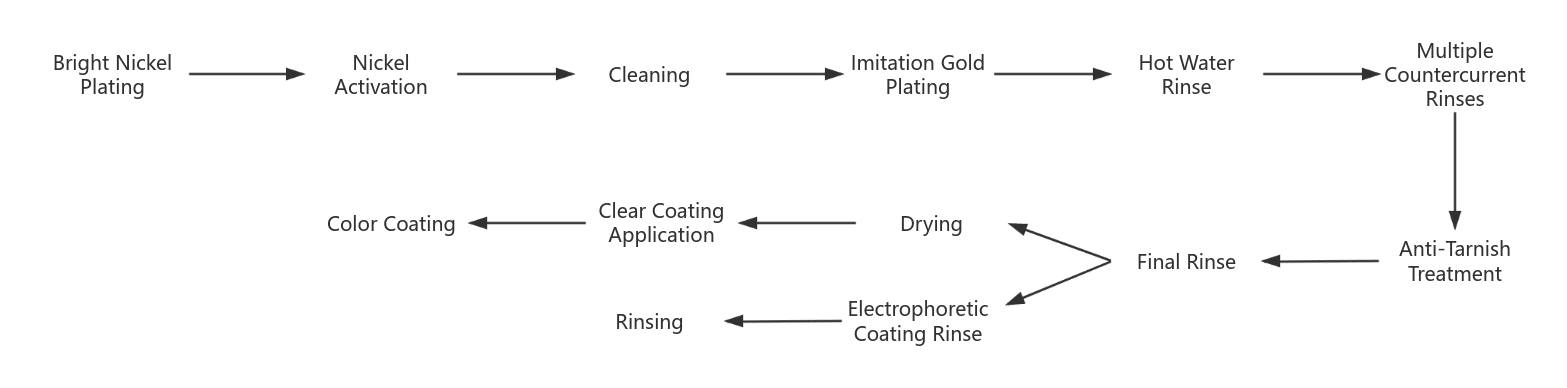
A rézötvözet-aranyozás utánzása két fő kihívást jelent: az egyik az, hogy hogyan lehet fenntartani a bevonat csillogását és megakadályozni a rézötvözet-aranyozás elszíneződését; a másik pedig az, hogy hogyan lehet reális hatást elérni. Ezért az ésszerű galvanizálási folyamat és az utókezelés kulcsfontosságúvá válik. Az általánosan használt arany utánzat galvanizálási eljárás a következő:
- Mielőtt a munkadarabot fényes nikkellel bevonjuk, előkezelésen kell átesnie. A fényes nikkelezés végül fehéres tónusú, ami fokozhatja az aranyutánzat fényét.
- A nikkelaktiválás célja a fényes nikkelfelületen lévő passziváló réteg eltávolítása a felületi réteggel való kötés szilárdságának javítása érdekében. A módszer magában foglalja az elektro-zsírtalanító oldatban történő katódos kezelést 3~5 percig, majd a vízzel való öblítés után 5% kénsavval történő aktiválást és alapos öblítést, mielőtt belépne az aranyozás utánzó tartályba.
- A galvanizált arany utánzat bevonat után a munkadarab felületét forró vízzel tisztítják, és ellenáramú mosással öblítik.
- Elszíneződésgátló kezelés, amelynek célja, hogy megakadályozza a bevonat elszíneződését mosás után. Az általános passziválási eljárások közé tartozik a kálium-dikromát vagy a benzotriazol.
- A katódos elektroforézist akril típusú katódos elektroforézisfestékkel vagy átlátszó bevonatokkal, például akril típusú lakkal kezelik, vagy szerves szilíciumból készült átlátszó bevonatokkal permetezik vagy mártják.
- Lakk vagy festék színezés. A valósághű aranyutánzat megjelenésének megteremtése és az aranyutánzat tónusának hiányosságainak ellensúlyozása érdekében aranyszínű átlátszó bevonatot lehet alkalmazni.
3. Galvanizált nikkel
3.1 Fényes nikkel
A fényes nikkel ma az egyik legszélesebb körben használt bevonat. Alapja a wattnikkel, amelyhez adalékanyagokat adnak a fényes és sima nikkelbevonat elérése érdekében.
(1) A galvanizáló oldat fő összetevői
① Nikkel. A nikkelionok forrásai lehetnek nikkel-szulfát, nikkel-klorid, nikkel-aminoszulfonát stb. A nikkelionok a galvanizáló oldat fő összetevői, általában 52 ~ 70 g/l tartalommal. A nikkelionok magas koncentrációja nagyobb áramsűrűséget tesz lehetővé. Ez javítja a leválasztási sebességet, de ha a koncentráció túl magas, a galvanizáló oldat diszperziós képessége csökken, ami ahhoz vezethet, hogy az alacsony áramú területeken nem történik galvanizálás. Ha a nikkelionok koncentrációja túl alacsony, a leválasztási sebesség csökken, és súlyos esetben a nagyáramú terület megéghet.
② Puffer. A bórsav a legjobb puffer a nikkelbevonó oldatban, és minimális hatékony koncentrációja nem kevesebb, mint 30 g / l; általában a bevonóoldatban megfelelően 40~50g/L. A bórsav fokozhatja a katódos polarizációt, javíthatja az oldat vezetőképességét és javíthatja a bevonat mechanikai tulajdonságait.
③ Nedvesítőszerek. A galvanizálási folyamat során a katódon hidrogén szabadul fel. A nedvesítőszerek csökkenthetik a galvanizáló oldat felületi feszültségét, növelve az oldat nedvesítő hatását a munkadarab felületén, megnehezítve a galvanizálás során keletkező hidrogénbuborékok katódfelületen maradását, ezáltal megakadályozva a tűlyukak és hibák kialakulását. A nedvesítőszerek felületaktív anyagokból állnak, amelyeket magas habzású nedvesítőszerekre és alacsony habzású nedvesítőszerekre lehet osztályozni. A magas habzású nedvesítőszerek közé tartozik a nátrium-dodecil-szulfát, míg az alacsony habzású nedvesítőszerek közé a nátrium-dietilhexil-szulfát.
④ Világosító szerek. Beleértve az elsődleges fényesítőszereket, a másodlagos fényesítőszereket és a segédfehérítőszereket.
- Elsődleges fényesítőszer: A fő funkciója a szemcseméret finomítása és a galvanizáló oldat fémszennyeződésekre való érzékenységének csökkentése, általános adagolással körülbelül 1 ~ 10 g / l, egy nikkelbevonatú réteg, amely körülbelül 0,03%S-t tartalmaz. A tipikus elsődleges fényesítők közé tartozik a szacharin, a difenilszulfoniumammónium (BB1), a toluolszulfoniumammónium, a benzolszulfonsav, az 1,3,6-naftalinszulfonsav, a benzolszulfonsav és a benzolszulfonsav-nátrium (BSS) stb.
- A másodlagos fényesítők észrevehető fényt kölcsönöznek a bevonatnak, de feszültséget és törékenységet is okoznak a bevonatban, valamint érzékenyek a szennyeződésekre. Az adagolást szigorúan ellenőrizni kell, és az elsődleges fényesítőkkel együtt alkalmazva teljesen fényes bevonatot eredményezhetnek. A tipikus másodlagos fényesítők közé tartozik az 1,4-butándiol, a propargyilalkohol, a hexanol, a piridin, a tiokarbamid stb.
- Segédfehérítők: Segítenek a bevonat fényesítésében, javítják a bevonat fedőképességét, és csökkentik a galvanizáló oldat érzékenységét a fémszennyeződésekkel szemben. Tipikus segédfehérítők közé tartozik a nátrium-alil-szulfonát, nátrium-vinil-szulfonát, nátrium-propargyl-szulfonát stb.
⑤ Nikkelezett áruadalékok. A különböző intermediereket teljesítményjellemzőik alapján kombinálják, így többféle típus keletkezik.
- Fürdőindító (lágyítószer): főként elsődleges és segédfehérítő anyagokból áll.
- Világosítószer (fő világosítószer): Egy vagy több vegyületből áll, a fő komponens egy másodlagos fényesítőszer, amelyet más komponensek egészítenek ki.
- Tenzidek: Két típus létezik: alacsony és magas habzású.
- Tisztítószerek: például vas-, réz- és cinkeltávolítók, alacsony zónás pozicionálószerek stb.
(2) Elektródareakció
Katód: Ni2+ + 2e = Ni 2H+ + 2e = H2
Anód: Ni = Ni2+ + 2e 4OH– = 2H2O + O2 + 4e
3.2 Galvanizált fekete nikkel és lőfém szatén
A fekete és pisztolymetál nikkel (fekete gyöngyház) bevonatot elsősorban optikai bevonatokhoz és dekoratív antik bevonatokhoz használják, általában fényes nikkel, réz, bronz és cink bevonatokra, legfeljebb 2μm vastagságban. Ez a bevonattípus kemény és rideg, rossz korrózióállóságú, és a bevonat felületét lakkozással kell védeni.
A fekete és a pisztolyfém szín megjelenése a galvanizáló oldatban lévő különböző feketítő anyagoknak köszönhető. A fekete nikkelbevonatú réteg nagyobb mennyiségű nemfémes fázist tartalmaz, mint például a cinktartalmú fekete nikkelbevonat, amelynek általában 40%~60% nikkel, 20%~30% cink, 10%~15% kén és 10% körüli szerves anyag tömeghányada van, így nikkel, cink, nikkel-szulfid, cink-szulfid és szerves anyag keveréke.
A galvanizáló oldat üzemi hőmérséklete, a pH-érték és az áramsűrűség mind befolyásolják a bevonat sötétségét. Ha a bevonat nem sötét, vagy színes vagy sárgának tűnik, először ellenőrizze a vezetőképességet, majd ellenőrizze, hogy az áram nem túl magas vagy túl alacsony-e. Ha a hőmérséklet túl magas, majd ellenőrizze, hogy a galvanizáló oldatban lévő tiocianát, cink-szulfát, ammónium-molibdát stb. koncentrációja nem elégséges-e. A bevonat nem sötét, vagy színezett, vagy sárgának tűnik.
3.3 Galvanizált gyöngynikkel
A gyöngynikkel (szaténnikkel) finom kristályosodással, alacsony porozitással, alacsony belső feszültséggel, jó korrózióállósággal és lágy hangszínnel rendelkezik. Kézzel érintve nem hagy nyomokat, a dekoratív galvanizálásban megbecsülik és szeretik, széles körben használják króm, ezüst és arany alaprétegként, és közvetlenül használható felületi rétegek készítésére, különösen olyan alkalmazásokban, mint az órák és ékszerek.
A szaténnikkel galvanizálás fő folyamata az, hogy a galvanizáló oldathoz bizonyos szerves anyagokat, például anionokat és amfoter anyagokat adnak, amelyek elektrolitikus körülmények között a kolloid részecskékhez hasonló átmérőjű csapadékot képeznek. Ezek a csapadékok a katódon lévő nikkelnel együtt lerakódnak, és gyöngyházfényű szaténnikkel bevonatot eredményeznek. Az adalékanyagok típusának és koncentrációjának megválasztásával a csapadékok átmérője szabályozható. A gyöngyháznikkel-eljárás szinte teljes egészében szabadalmaztatott kereskedelmi adalékanyagokból áll.
A gyöngynikkelben gyakran előforduló hiba a "fényes foltok", amelyek a szennyeződések eltávolításával és a galvanizáló oldat használat előtti alapos felkeverésével orvosolhatók.
4. Galvanizált ezüst és ezüstöt tartalmazó ötvözetek
Az ezüst elemszimbóluma Ag, relatív atomtömege 107,9; a standard elektródpotenciál 0,799 V, az elektrokémiai egyenérték pedig 4,025/(A.h).
Az ezüst és ezüstöt tartalmazó bevonatok kiváló vezetőképességgel, alacsony érintkezési ellenállással, forraszthatósággal, valamint erős fényvisszaverő és dekoratív tulajdonságokkal rendelkeznek. Széles körben használják őket asztali edényekben, hangszerekben, ékszerekben és egyéb dekoratív bevonatként.
Az ezüstözött réteg reakcióba lép a levegőben lévő kénnel, ezüst-oxidot és fekete ezüst-szulfidot képezve. A kéntartalmú anyagokkal, például műanyagokkal és gumival érintkezve is könnyen megfeketedik, és a levegő oxigénje is hozzájárul a sötétedéshez. Az ezüstözött réteg elszíneződése súlyosan befolyásolja az alkatrészek megjelenését, és hatással van a bevonat forraszthatóságára és elektromos teljesítményére.
Az ezüstözési oldatok még mindig főként a cianidos ezüstözésen alapulnak, amely finom, tiszta fehér réteget eredményez, jó diszperziós és fedőképességgel, és az eljárás viszonylag stabil. Azonban magas a cianidtartalma és erősen mérgező. Hazai és nemzetközi kutatásokat is folytattak a nem cianidos ezüstözési eljárásokkal kapcsolatban, és ma már kereskedelmi forgalomban kaphatóak olyan eljárások, mint például az NS-ezüstözés, a niacin-ezüstözés, a tioszulfát-ezüstözés, a dibutiril-imid-ezüstözés és az imidazol-szulfonsav-ezüstözés. A nem cianidos ezüstözés lassan fejlődött a cianidos ezüstözésnél kevésbé finom megjelenés, a kevésbé kényelmes karbantartás és a következetlen nyersanyagellátás miatt.
4.1 Cianidos ezüstözés
Az 1840-es első ezüstözési szabadalomtól napjainkig a cianidos ezüstözés több mint 160 éves múltra tekint vissza. A cianidos ezüstözés mindig is meghatározó volt az ezüstözés generációjában. A cianidos ezüstözés kifejlesztése az 1970-es években bevezette a fényesítőket, amelyek közvetlenül a galvanizáló oldatból fényes ezüstréteget vontak le, kiküszöbölve a polírozási folyamatot, javítva a hatékonyságot és nagy mennyiségű ezüstöt megtakarítva. A fényes ezüstözés vált a cianidos ezüstözés főáramává.
(1) A cianidos ezüstözési oldat fő összetevői
① Ezüst. Ez a galvanizáló oldat fő sója, amely ezüst-cianid komplex ionokként létezik. Az ezüst forrása lehet AgNO3, AgCl, AgCN, KAg(CN)2, de az AgNO3 és az AgCl a legjobban átalakítható AgCN vagy KAg(CN)2, majd hozzáadjuk a galvanizáló oldathoz. Az Ag-t a galvanizáló oldatban 20 ~ 40 g/l-en tartjuk. Ha az ezüstkoncentráció túl magas, a bevonat durván kikristályosodik és sárgának tűnik; ha az ezüstkoncentráció túl alacsony, az áramsűrűség-tartomány túl szűk, és a lerakódási sebesség csökken.
② Kálium-cianid. Ez egy komplexképző szer; az Ag-val való komplexképzés mellett bizonyos mennyiségű szabad kálium-cianid előnyös a galvanizáló oldat stabilitása, az anód normál oldódása és a galvanizáló oldat diszperziós képessége szempontjából. Az adatok általában többnyire a szabad KCN-re vonatkoznak. Ha a koncentrációja túl magas, a galvanizáló oldat leválasztási sebessége lassú; ha a koncentráció túl alacsony, a galvanizáló réteg hajlamos a sárgulásra, és az ezüst anód könnyen passziválódik, ami lassú leválasztási sebességet eredményez.
③ Kálium-hidroxid, kálium-karbonát. Javíthatja a galvanizáló oldat vezetőképességét, segítheti a galvanizáló oldat diszperziós képességét, és fokozhatja a bevonat fényességét.
④ Nátrium-tartarát. Csökkentheti az anód polarizációját, megakadályozhatja a passziválást és elősegítheti az ezüst anód oldódását.
⑤ Világosító szerek. Fényesítőszerek hozzáadásával teljesen fényes bevonat érhető el, és bővíthető az áramsűrűség-tartomány, de a különböző célokra használt ezüstbevonatokhoz megfelelő fényesítőszereket kell kiválasztani. A dekoratív bevonatok esetében a vastagsági követelmény nem magas, de a bevonat színével (fehérség és fényesség) szemben támasztott követelmények különösen magasak, így nem alkalmas fémtartalmú adalékanyagok használata. Az elektromos és elektronikus alkalmazásokban használt funkcionális bevonatok esetében a bevonat vastagságára és elektromos teljesítményére vonatkozó követelmények magasabbak, és egyesek figyelembe vehetik a bevonat keménységi követelményeit, ami lehetővé teszi fémsók, például kálium-antimonát hozzáadását.
A nem fémes fényesítők gyakran tartalmaznak ként, ami fényes fehér ezüstbevonatot eredményezhet, de élettartamuk nem elég hosszú. Bomlani fog, ha nem használják fel azonnal a galvanizáló oldatban. A fémes fehérítők, mint például az antimon, szelén, tellúr, kobalt és nikkel, javíthatják a bevonat fényességét és növelhetik a keménységet, így alkalmasabbak a kemény ezüstözésre.
(2) A cianidos ezüstbevonat elektróda reakciója
Katód:
Az ezüst-cianid komplexion közvetlenül a katódon redukálódik: Ag(CN)2- + e = Ag + 2CN–
Nemkívánatos reakció: 2H2O + 2e = H2 + 2OH–
Anód:
Oldható ezüst anód használata: Ag + 2CN– = Ag(CN)2- + e
Oldhatatlan anódok használata esetén:4OH– = 2H2O + O2 + 4e
A cianidos ezüstbevonás áramhatásfoka magas, mind a katód, mind az anód áramhatásfoka megközelíti az 100% értéket.
4.2 Az ezüstbevonat elszíneződése
Az ezüstözött ékszerek, ha a levegőbe kerülnek vagy hosszabb ideig használják őket, a levegőben lévő káros gázokkal vagy kéntartalmú anyagokkal érintkeznek, ami a bevonat korrodálódását és elszíneződését okozza, ami súlyosan befolyásolja az ékszer megjelenését. Ennek fő okai a következők.
- Maga az ezüstözött réteg könnyen reakcióba léphet, és szulfidokat tartalmazó nedves légkörben sárgává, súlyos esetben pedig feketévé válhat.
- Az ezüstözési folyamat helytelen működése. A galvanizálás utáni nem megfelelő tisztítás nyomokban ezüstsókat hagy a felületen, és ez az ionizált ezüst hajlamos az elszíneződésre. A galvanizáló oldat szennyezett vagy nem elég tiszta fémionokkal, például réz-, vas- és cinkionokkal, ami a galvanizáló réteg alacsony tisztaságát eredményezi. A nem megfelelő működés nagy porozitású, durva galvanizálóréteghez vezet. A nagy porozitású felületek hajlamosak a nedvesség és a korróziós közegek felhalmozódására.
- Nem megfelelő csomagolás és tárolás az ezüstözést követően. Az elszíneződés okai főként a következők: először is, az ezüstözött ékszerek közvetlenül fénynek vannak kitéve, ami az ezüst atomokat az ultraibolya sugarak hatására ezüstionokká alakulnak át, ami felgyorsítja az elszíneződés sebességét; másodszor, a nedves és magas hőmérsékletű környezetben történő tárolás hajlamos az elszíneződésre; harmadszor, a csomagolás rossz lezárása miatt a csomagolóanyagok reakcióba léphetnek az ezüstözéssel.
4.3 Ezüstözött réteg elszíneződés elleni kezelési folyamat
Az ezüstréteg elszíneződésének megakadályozása érdekében a gyártás során gyakran alkalmaznak ezüstréteg-passziválási eljárásokat, amelyek jellemzően a következő módszereket foglalják magukban: kémiai passziválás, elektrokémiai passziválás, elszíneződésgátló szerekbe való merítés, nemesfémekkel történő galvanizálás és szerves védőfilmekbe való merítés.
(1) Kémiai passziválás
Az alapos vizes mosás után a nem fényes ezüsttel bevont részeket azonnal krómsavval kell kezelni.
- Krómsavas kezelés. Krómanhidrid:80~85g/L; nátrium-klorid:15~20g/L; hőmérséklet: szobahőmérséklet; idő: 5~15 másodperc. A krómsavas kezelés után az ezüstbevonat felületén viszonylag laza sárga filmréteg képződik.
- Leválasztási folyamat. Ammóniás víz: Szobahőmérsékleten; idő: 20~30 másodperc.
- Idemitsu. Salétromsav vagy sósav tömegfrakciója 5%~10%; szobahőmérséklet; idő: 5~20 másodperc. Miután az ezüstbevonat a fenti folyamatokon átesett, a jobb eredmények elérése érdekében kémiai tűzésnek vetik alá. A kémiai passziváló filmréteg nagyon vékony, ami kevés hatással van az érintkezési ellenállásra. Mégis, a passziváló filmszerkezet nem elég sűrű, és az elszíneződés megakadályozására való képessége nem erős, ezért az elektrokémiai passziválás végezhető el ezután.
(2) Elektrokémiai passziválás
Ez történhet kémiai passziválás után vagy közvetlenül a fényes ezüstözést követően. Az ezüstözési réteget katódként, a rozsdamentes acélt pedig anódként használja. Az elektrolízis révén az ezüstréteg felületén egy viszonylag sűrű, tűszerű filmréteg képződik, amely az elszíneződéssel szemben nagyobb ellenállással rendelkezik, mint a kémiai passziváló film. Ha a kémiai passziválást elektrolízissel kombinálják, a hatás még jobb.
(3) Merülő elektromos érintésvédő szer
Oldja fel a védőanyagot szerves oldószerben, és áztassa 1~2 percig bizonyos hőmérsékleten, ami védő hatást fejt ki a felületre.
(4) Nemesfémek galvanizálása
Galvanizált arany, ródium, palládium, palládium-nikkel ötvözet (80% ), vastagsága 0,1 ~ 0,2μm.
(5) Szerves védőfólia
A vastagság általában 5μm felett van, és a védőhatás jobb. Az akril vagy szilikon alapú átlátszó védőbevonatok lehetnek merített (permetezett) vagy katódos elektroforetikus akril elektroforetikus festék. A szerves védőfóliával szemben támasztott követelmények közé tartozik elsősorban a jó bevonatsűrűség, a nagy átlátszóság, a bevonat legalább HV4-es keménysége és a jó tapadás a hordozóhoz.
5. Galvanizált arany és aranyötvözetek
Az arany relatív atomtömege 197, az egyértékű arany standard elektródpotenciálja +1,68 V, a háromértékű arany elektrokémiai egyenértéke +1,5 V, az Au+ 7,357 g/(A.h) és az Au elektrokémiai egyenértéke3+ 2,44977g/(A.h).
Az arany rendkívül nagy kémiai stabilitással rendelkezik, és nem korrodálja a sósav, a kénsav, a salétromsav, a fluorsav és a lúgok. Az arany elektromos vezetőképessége az ezüst és a réz után a második. Az arany hővezető képessége 70% az ezüstének, és az arany kiváló alakíthatósággal rendelkezik. Kémiai stabilitása, vezetőképessége és jó forraszthatósága miatt az aranyat széles körben használják a díszítőiparban.
A dekoratív aranybevonatot általában kézműves ékszerekhez használják, amelyeknél a bevonatnak jó színűnek, csillogónak, kopásállónak és elszíneződésmentesnek kell lennie. A bevonat tisztasága tiszta aranyra és K-aranyra osztható, a tiszta arany aranytartalma 99,9% feletti, és az általánosan használt K-arany típusok, köztük a 22K, 18K és 14K. A bevonat vastagsága vékony aranyra és vastag aranyra osztható, a vékony arany közvetlenül bevonható olyan hordozókra, mint a nikkel, a réz és a bronz, míg a vastag aranyhoz először egy alaprétegre van szükség.
Az aranyozás a 19. század elején kezdődött, az 1840-es évek végén jelentek meg az aranyozási alkalmazásokra vonatkozó szabadalmak, amelyek cianid alapú lúgos galvanizáló oldatokon alapultak. A cianid rendkívüli mérgező hatása miatt mind hazai, mind nemzetközi szinten folyamatos kutatás folyt a cianidmentes és alacsony cianidtartalmú aranyozó oldatok kifejlesztésére, ami a savas tiszta aranyozás, a savas kemény aranyozás, a semleges aranyozás és a cianidmentes aranyozás megjelenéséhez vezetett. Az aranyozó oldatok négy típusra oszthatók: lúgos cianid, savas, alacsony cianidtartalmú, semleges, alacsony cianidtartalmú és nem cianidtartalmú. Összességében az alacsony cianidtartalmú és a cianidmentes aranyozó oldatok még mindig rendelkeznek bizonyos hiányosságokkal a stabilitás és a galvanizálási hatás tekintetében a lúgos cianidos aranyozó oldatokhoz képest.
5.1 Cianidos aranyozás
(1) Lúgos cianidos aranyozás
① A lúgos cianidos aranyozó oldat fő összetevői. Az lúgos cianidos aranyozó oldat jó diszpergálási képességgel rendelkezik, stabil galvanizáló oldat, könnyen kezelhető és karbantartható, és könnyen beépíthetők különböző ötvözetelemek, például Cu, Ni, Co, Ag, Cd stb., különböző színárnyalatú aranyötvözetek előállításához. Például nikkel hozzáadásával enyhén fehér aranyszínt, Cu és Cd hozzáadásával rózsaszín aranyat, Ag hozzáadásával pedig világoszöld aranyozást lehet elérni. A galvanizáló oldatban lévő ötvözetelemek koncentrációjának és a munkakörülményeknek a szabályozásával szinte bármilyen kívánt színárnyalatú aranyozás elérhető. A cianidos aranyozás porozitása viszonylag nagy, kopás- és korrózióállósága pedig gyenge. Az aranyozás magas cianidtartalma miatt az utóbbi években jelentősen csökkent a használata; az ékszeriparban azonban továbbra is a cianidos aranyozás a legelterjedtebb típus. A lúgos cianidos aranyozó oldat fő összetevői a következők.
- Kálium-aranycianid (68,3% aranytartalommal ). Ez a galvanizáló oldat fő sója és a galvanizáló réteg aranyforrása. A galvanizáló réteg vörös és érdes lesz, ha az Au-tartalom túl alacsony. A kálium-arany-cianid minősége nagyon fontos, és gondosan kell eljárni a kiválasztása és használata során. A kálium-arany-cianidot ionmentesített vízben kell feloldani, mielőtt a galvanizáló oldathoz adjuk.
- Kálium-cianid (nátrium-cianid). Ez egy komplexképző szer, amely stabilizálhatja a galvanizáló oldatot, és lehetővé teszi az elektródfolyamat normális lefolyását. Ha a tartalma túl alacsony, a galvanizáló oldat instabillá válik, ami durva, rossz színű bevonatot eredményez.
- Foszfát. Ez egy puffer, amely stabilizálja a galvanizáló oldatot és javítja a bevonat fényét.
- Karbonát. Ez egy vezető só, amely javíthatja a galvanizáló oldat vezetőképességét és fokozhatja a diszperziós képességét. Ha azonban a tartály megnyitásakor nem adunk hozzá karbonátot, és az oldat lúgos, idővel a CO2 a levegőből a galvanizáló oldatban felhalmozódik. Ha a karbonátok felhalmozódása túlzott mértékű, akkor a bevonat érdessé válhat és foltok keletkezhetnek.
- A Cu, Ni, Co, Ag és Cd ötvözet összetételét többnyire cianid sókkal adják hozzá, és vannak olyanok is, amelyeket EDTA sókkal adnak hozzá. Koncentrációjukat megfelelően kell szabályozni, hogy különböző arányú 14K, 16K, 18K és 23K ötvözetbevonatokat kapjunk. Ezenkívül a 16K arany-ezüst bevonatok és a 18K arany-réz-kadmium bevonatok a vastag aranyozási kombinációkban köztes rétegként használhatók, és a kívánt vastagságig bevonhatók.
② A lúgos cianidos aranyozás elektródreakciója. A cianidos aranyozó oldat fő sója a kálium-arany-cianid KAu(CN)2. A cianid komplex ion Au(CN)2– az oldatban van, és a katódon kiürül, aranybevonatot hozva létre.
Katód: [Au(CN)2]– + e = Au + 2CN–
Nemkívánatos reakció: 2H+ + 2e = H2
Anód:
Oldható ezüst anód használata: Au + 2CN– - e = [Au(CN)2]–
Oldhatatlan anódok használata esetén:2H2O - 4e = 4H+ + O2
A CN egy része– az oldatban maradó oxigént a kezdeti ökoszisztémában lévő oxigén oxidálja, és a lehetséges termékek közé tartozik a CNO–, COO–, CO32-, NH3, (CN)2stb., amelyek felhalmozódnak az oldatban és szennyező anyagokká válnak.
(2) savas cianidos aranybevonási folyamat
A savas mikrocianidos aranybevonó oldat alapja, hogy az arany cianidkomplex ionok 3,1 pH-nál nem bomlanak le. A savas aranyozó oldat pH-ja 3,5~5,5. A tiszta aranyozás fényes, egyenletes, finom, sárgásvörös árnyalatú. A Co, Ni, Sb, Cu, Cd és egyéb ötvöző elemek hozzáadásával a galvanizáló oldathoz olyan aranyötvözeteket állítanak elő, amelyek megfelelnek a díszítőipar különböző árnyalatokra vonatkozó követelményeinek, mint például a 22,5~23,5 aranybevonatú 1N14, 2N18, 3N rétegek.
A gyártás során a savas aranyozás főleg két típusra oszlik: vékony arany és vastag arany. A vékony aranyozás magában foglalja az előaranyozást és a dekoratív aranyat. Az előaranyozáshoz kiváló tapadás szükséges a hordozóhoz és az aranyréteghez, míg az előaranyozó oldat megakadályozza a vastagaranyozó oldat szennyeződését. A dekoratív arany lehet tiszta arany vagy aranyötvözet, a megjelenési követelményektől függően. A vastagaranyozó oldatok közé tartoznak a közönséges és a nagysebességű aranyozó oldatok. A galvanizáló oldat szükség szerint a kívánt vastagságúra galvanizálható. A savas cianidos aranyozó oldat fő összetevői a következők:
- Kálium-cianid. Elegendő tartalom esetén a fő só fényes, finoman kristályos aranyozásra képes. Elégtelen tartalom szűk áramsűrűség-tartományt eredményez, a bevonat vörösnek, érdesnek és nagy porozitásúnak tűnik.
- Citrát. Komplexképző, asszociáló és pufferelő hatású. Ha a koncentráció túl magas, csökken az áram hatékonysága, és az oldat hajlamos az öregedésre; ha a koncentráció túl alacsony, a galvanizáló oldat diszperziós képessége gyenge.
- Foszfát. Pufferanyag, amely stabilizálhatja a galvanizáló oldatot és javíthatja a bevonat fényét.
- A kobalt, nikkel, antimon, réz, kadmium, ezüst stb. olyan ötvözőelemek, amelyek javíthatják a bevonat keménységét és megjelenését, és koncentrációjukat szigorúan ellenőrizni kell.
5.2 Nem cianidos aranyozás
Az 1960-as években a gyártás során cianidmentes aranyozást alkalmaztak, szulfitokat, tioszulfátokat, halogenideket, a-szuccinsavat stb. tartalmazó galvanizáló oldatokkal, de a legelterjedtebb a szulfitos galvanizáló oldat volt [Au(SO3)2]3- mint komplex anion.
A szulfit galvanizáló oldat jellemzői a következők: a galvanizáló oldat jó diszperziós és fedőképességgel rendelkezik, a galvanizáló réteg jó kiegyenlítődéssel és képlékenységgel rendelkezik (a nyúlás elérheti a 70% ~ 90%), tükörfényt érhet el, és a galvanizáló réteg tisztasága magas, jó hegeszthetőséggel. Gyors ülepedési sebesség, kevés pórus. A bevonat jó tapadással rendelkezik a nikkel, réz és ezüst fémekhez.
A szulfit bevonóoldat hátránya, hogy stabilitása nem olyan jó, mint a cianidos bevonóoldaté, és a kemény arany kopásállósága gyenge. Jelenleg ennek az eljárásnak kicsi a piaci részesedése, de van benne potenciál.
6. Ródium galvanizálása
A ródium bevonat ezüstfehér, a felülete erősen fényes, a légkörben lévő korrozív gázok, például szén-dioxid és szulfidok nem hatnak rá, valamint savakkal és bázisokkal szemben nagy stabilitással rendelkezik, és erős korrózióállóságot mutat. A ródiumbevonat keménysége tízszerese az ezüstbevonaténak, jó kopásállósággal. Díszítő ródiumrétegként enyhén kékes árnyalatú fehér, fényes csillogású, kopásálló és nagy keménységű, így ez a legmagasabb minőségű díszítő bevonat. A ródium nagy keménysége és törékenysége miatt, ha a bevonat túl vastag, könnyen leválhat. Ezért az általános divatékszereknél a ródiumozás előtt általában először ezüstöt, palládiumot vagy nikkelt tesznek alaprétegként.
A ródiumbevonó oldat szulfátokat, foszfátokat vagy aminosulfonátokat tartalmaz, a leggyakrabban használt szulfátokat. A galvanizáló oldat könnyen karbantartható, nagy áramerősségű és gyors lerakódási sebességgel rendelkezik, így alkalmas ékszerfeldolgozásra.
(1) A ródium-szulfát bevonóoldat fő összetevői
- Ródium-szulfát. Ez a galvanizáló oldat fő sója, és ha a ródiumtartalom megfelelő, akkor finom kristályos fényes bevonatot tud előállítani. Ha a tartalom túl magas, a bevonat nem lesz fehér és durva; ha a tartalom túl alacsony, a bevonat sárgulni fog és gyenge fényerejű lesz. Általában a ródiumtartalmat 1,6~2,2 g/l között szabályozzák.
- Kénsav. Fő funkciója a galvanizáló oldat stabilitásának fenntartása és a vezetőképesség növelése, és az alacsony kénsavtartalom befolyásolja a galvanizáló réteg fényességét.
(2) A ródium bevonat elektróda reakciója
Anódos reakció:4OH - 4e = 2H2O + O2 ↑
Katódos reakció: Rh2+ + 2e = Rh
Katódos oldalreakció: 2H+ + 2e = H2 ↑
III. szakasz Kémiai galvanizálási eljárás
1. A kémiai galvanizálás jellemzői
A galvanizálással összehasonlítva a kémiai galvanizálás a következő előnyökkel rendelkezik.
(1) Az elektrosztatikus bevonatolás különböző hordozóanyagokra, többek között fémekre, félvezetőkre és nem fémes anyagokra alkalmas.
(2) A kémiai bevonat vastagsága egyenletes és következetes, függetlenül a munkadarab alakjától vagy összetettségétől; amíg megfelelő műszaki intézkedéseket tesznek, a munkadarabon egységes bevonat érhető el.
(3) Az autokatalitikus kémiai galvanizálás esetén bármilyen vastagságú bevonat készíthető, és még elektroformázás is lehetséges. A kémiai galvanizálással nyert bevonatok kiváló kémiai, mechanikai és mágneses tulajdonságokkal rendelkeznek (például sűrű bevonat és nagy keménység).
A kémiai galvanizálásnak azonban van néhány hátránya is: először is, a kémiai galvanizáló oldat élettartama viszonylag rövid; másodszor, a galvanizálás sebessége lassú, és csak a kritikus galvanizálási sebesség alatt garantálható a bevonat minősége.
2. A kémiai galvanizálás elve
A kémiai galvanizálás egy olyan fémleválasztási eljárás, amelyben a fémionok az oldatban lévő megfelelő redukálószerekkel önkatalízis útján redukálódnak a fémfelületen. Ez egy kémiai redoxireakció, amely elektronátvitellel és külső energiaforrás nélküli kémiai leválasztási folyamattal jár. Ez a fajta kémiai leválasztás három kategóriába sorolható.
(1) Cserélhető bevonat
Egy erősen redukáló tulajdonságokkal rendelkező fémet (a szubsztrátumot, a bevonandó munkadarabot) helyezzen egy másik, erősen oxidáló tulajdonságokkal rendelkező fémsó oldatába. A hordozó fém erős redukálószerként viselkedik, és az általa leadott elektronokat az oldatban lévő fémionok befogadják, és bevonatot képezve lerakódnak a hordozó felületén. Ezt az eljárást merítéses galvanizálásnak is nevezik. Például réz kiszorító ezüstözés, ahol a réz munkadarab mint hordozó kiszorítja az ezüstöt az oldatból, és a lerakódott ezüstréteg befedi a rézfelületet. A redukciós reakció azonnal leáll, amikor teljesen beborítja, így nagyon vékony bevonat keletkezik. Mivel a reakció a hordozó fém korrózióján alapul, a bevonat kötési szilárdsága a hordozóhoz viszonylag gyenge. A merítéses galvanizáláshoz nem sok olyan rendszer létezik, amely a szubsztrát és a galvanizáló oldat szempontjából alkalmas, ezért az eljárás alkalmazása korlátozott.
(2) érintkezési bevonat
Miután az aranyozandó fém egy másik segédfémmel érintkezik, fémsók oldatába merítik, és a segédfém potenciáljának alacsonyabbnak kell lennie, mint a lerakott fémé. Miután a fém munkadarab és a segédfém az oldatba merült, primer akkumulátort alkotnak, ahol a segédfém erős aktivitása miatt anódként működik, feloldja és felszabadítja az elektronokat. Ezzel szemben a fém munkadarab a katód, ahol az oldatban lévő fémionok redukálódnak és fémrétegként rakódnak le a munkadarabra. Ennek a módszernek nincs jelentősége a gyakorlati alkalmazásban, de nem katalitikusan aktív hordozókon történő kémiai galvanizálás beindítására használható.
(3) Csökkentési módszer
Először a kémiai galvanizáló oldat fémionokat tartalmaz a bevonathoz, majd megfelelő redukálószer által biztosított elektronokat adnak hozzá a fémionok redukciójához, hogy a fémbevonat lerakódjon. Ezt a kémiai galvanizálási reakciót a sebesség szempontjából jól szabályozni kell; ellenkező esetben a lerakódás az egész oldatban értelmetlenné válik. A redukciós módszer során egy katalitikus képességű aktív felületre helyezzük le a fémbevonatot. A lerakott rétegnek a galvanizálás során fellépő önkatalitikus képessége miatt ez a technika folyamatosan képes lerakódni, hogy egy bizonyos vastagságú, gyakorlati értékkel bíró bevonatot képezzen, ami a "kémiai galvanizálás" eljárás valódi jelentése. A fémek redukálószerrel történő lerakódásának önkatalitikus aktív felületen történő elérésének módszere az egyetlen olyan nedves lerakódási eljárás, amely helyettesítheti a galvanizálást.
3. Kémiai aranyozás
A kémiai aranyozás redukáló és kiszorító típusra osztható, attól függően, hogy használnak-e redukálószert a galvanizáló oldatban. A redukáló típusú kémiai aranyozó oldat tartalmaz aranysót, komplexképző anyagot, redukálószert, pH-puffert és egyéb adalékanyagokat. A reakciója a redukálószert használja az arany redukciójára, amelyet aztán egyenletesen helyezünk el a hordozón a kívánt vastagság elérése érdekében. Általában vastagabb, körülbelül 1μm vastagságú aranyréteget lehet lerakni. A kiszorító típusú kémiai aranyozás külső redukálószer nélkül történik. A fémek közötti potenciálkülönbség miatt egy aktívabb fém kiszoríthat egy kevésbé aktív fémet az oldatból egy kiszorítási reakció révén. Például a nikkelszubsztráton történő kiszorító aranyozás során az arany és a nikkel közötti potenciálkülönbség lehetővé teszi, hogy a nikkel kiszorítsa az aranyat a galvanizáló oldatból a nikkelréteg felületére. Az arany standard potenciálja 1,68 V, míg a nikkel standard potenciálja csak -0,25 V, ami jelentős potenciálkülönbséget jelez. Amikor a nikkelszubsztrátot az elmozdító aranybevonó oldatba merítik, elmozdulási reakció következik be, és a nikkelfelületet gyorsan egy aranyréteg váltja fel. Az aranyatomok azonban nagyobb térfogattal rendelkeznek, ami viszonylag laza elrendeződést eredményez a nikkelfelületen, sok pórussal. Ezért az ezt követő aranyba merítés során az idő előrehaladtával a galvanizáló oldatban lévő aranyionok az aranyréteg felületén lévő pórusokon keresztül továbbra is kiszorítási reakciókat folytatnak a nikkelatomokkal.
(1) A kémiai aranyozó oldat összetétele és technológiai feltételei
A kémiai aranyozó oldat aranyion-vegyületeket (azaz aranysókat), komplexképző anyagokat, pH-puffereket, redukálószereket, stabilizátorokat és egyéb fő komponenseket tartalmaz.
① Arany sók és komplexképző anyagok. Az alkalmas aranyion-vegyületek közé tartoznak a cianidos aranysók KAu(CN)2, KAu(CN)4, vízben oldódó aranyvegyületek HAuCl4, KAuCl4, NH4AuCl4, Na3Au(SO3)2, Na3Au(S2O3)2, és az aranyvegyületek Au(OH)3 alacsonyabb oldhatósággal. Ezek önmagukban vagy kombinációban is használhatók. Az aranyion-koncentráció általában 0,001~0,1mol/L. Ha az aranyion-koncentráció 0,001mol/L alatt van, nem érhető el gyakorlati aranybevonási sebesség; ha az aranyion-koncentráció 0,1mol/L felett van, valószínűleg aranycsapadékok képződnek, és az aranyvegyületek nem tudják teljes mértékben kifejteni szerepüket a kémiai galvanizálásban, ami az arany pazarlásához vezet, ami gazdaságilag kedvezőtlen. A komplexképző anyagok hozzáadása a galvanizáló oldathoz azt a célt szolgálja, hogy komplexeket képezzen az oldatban lévő fémkomponensekkel, miközben pufferként hatva elnyomja a galvanizáló oldat pH-értékének változását. A rendelkezésre álló komplexképző anyagok közé tartozik az EDTA-2Na, a K2SO3, Na2SO3, K2S2O3 és mások.
② Redukálószerek és adalékanyagok. A kutatásban jelenleg használt fő redukálószerek közé tartozik többek között a dimetil-amin-borán (DMAB), nátrium-hipofoszfit, hidrazin, bórhidridek, hidrazin-borán, tiourea, nátrium-aszkorbát és titán-triklorid.
③ Folyamatfeltételek. A galvanizáló oldat pH-értéke általában 5~9, az optimális tartomány 6~8. Az alacsonyabb pH-érték javítja az aranybevonat tapadását, de a túl alacsony pH-értékek könnyen káros gázokat és korróziót eredményezhetnek. A magas pH-érték erősen lúgossá teszi a galvanizáló oldatot, ami feloldhatja a bevonatot a galvanizált tárgy felületén. Az aranyion-vegyületek és komplexképző anyagok típusától és koncentrációjától függően célszerű lúgos oldatokat NaOH, KOH, NH4OH vagy szervetlen savas oldatok H2SO4, H3PO4, H3BO3 a galvanizáló oldat pH-értékének beállításához. A galvanizálási hőmérséklet általában 50 ~ 90 ℃, a legjobb 60 ~ 85 ℃. Az alacsonyabb üzemi hőmérséklet különösen alkalmas a nem hőálló tárgyakhoz, továbbá energiát takaríthat meg és biztonságos működést biztosíthat.
(2) cianidmentes kémiai aranyozás
A cianidmentes kémiai aranyozás kifejlesztése, amely a CN– az aranyozó oldatban a nem cianidos alternatívákkal történő aranyozás fontos iránya a kémiai aranyozásban. Ez jelentős előrelépést jelent a cianidos aranyozáshoz képest, és az elmúlt években jelentős hazai és nemzetközi fejlődésen ment keresztül. A jelenlegi cianidmentes aranyozási megoldások közé tartozik elsősorban a szulfit aranyozás, a tioszulfát aranyozás, a halogén aranyozás és a tiocianát aranyozás, amelyek közül a szulfit aranyozás jobb gyakorlati értékkel bír. A következőkben főként a szulfit aranyozási rendszert mutatjuk be.
Szulfit rendszer: Később a szulfitos aranymetálási oldatokban alkalmazták, amelyeket szulfitos aranymetálási oldatoknak neveztek. Az ebben az aranyozó oldatban használt redukálószerek közé tartozik többek között a nátrium-hipofoszfit, a formaldehid, a hidrazin, a bórhidridek, a DMAB, a nátrium-aszkorbát, a tiokarbamid és származékai, valamint a fenilvegyületek. Ahhoz, hogy gyakorlati cianidmentes aranyozó oldatot kapjunk, kis mennyiségű stabilizátort kell hozzáadni a galvanizáló oldathoz, mint például EDTA, trietanolamin, NTA, benzotriazol, 2-merkaptobenzotiazol stb. Ezek az adalékanyagok komplex kelátképző anyagokat képezhetnek a szulfit aranysó egyértékű aranyionjaival, ezáltal javítva a galvanizáló oldat stabilitását.
4. Kémiai nikkelezés
A kémiai nikkelbevonatú réteg független a bevonat vastagságától és az alkatrész alakjától, és nagy keménységgel, jó kopásállósággal, természetes kenőképességgel és kiváló korrózióállósággal rendelkezik, ezért "a tervező bevonataként" ismert. A tervezők az alkatrészekhez szükséges tulajdonságok alapján találhatnak megfelelő lehetőségeket a bevonatrendszerben.
A kémiai nikkelezési oldat összetétele és technológiai feltételei
A kémiai nikkelezési oldat döntő fontosságú a kémiai galvanizálási folyamat stabilitása és a bevonat minősége szempontjából. A kémiai nikkelezés kifejlesztése óta sokféle galvanizálási oldatot fejlesztettek ki. Ezek közül a leggyakrabban használt oldat a nikkel-szulfátot fő sóként és a nátrium-hipofoszfitot redukálószerként kombinálja, valamint a stabilitás, a komplexképződés és egyéb tulajdonságok beállításához megfelelő további komponenseket.
(1) Nikkelsók. Elsősorban két típusa van: nikkel-szulfát és nikkel-klorid. A galvanizálási folyamat során, ha a nikkelsók koncentrációja túl alacsony, a reakció sebessége lassú, ami megnehezíti a galvanizáló réteg kialakulását. Ha a koncentráció túl magas, akkor a nikkelionok egy része szabadon marad a galvanizáló oldatban, ami csökkenti az oldat stabilitását, ami könnyen durva galvanizáló réteget eredményezhet, és akár a galvanizáló oldat bomlását is kiválthatja. Ezért lényeges a nikkelsók megfelelő tartalmának fenntartása a galvanizáló oldatban, valamint a nikkelsótartalom pontos elemzése és megfelelő kiegészítése a folyamat során.
(2) Redukálószer. A leggyakoribb redukálószer a nátrium-hipofoszfit. A redukálószer szerepe a dehidrogénezés katalizálása, hogy élénk primer hidrogénatomokat biztosítson a nikkelionok fémes nikkellyé történő redukciójához. A redukálószer tartalma jelentősen befolyásolja a lerakódás sebességét; a redukálószer koncentrációjának növelése felgyorsíthatja a lerakódás sebességét, de a redukálószer koncentrációja nem lehet túl magas. Ellenkező esetben a galvanizáló oldat hajlamos az önbomlásra, ami tönkreteszi a galvanizáló oldat stabilitását, és a leválasztási sebesség is eléri a határértéket.
(3) Komplexképző anyagok. A leggyakrabban használt komplexképző anyagok közé tartozik a glikolsav, az almasav, a borkősav, a citromsav és a tejsav. A komplexképző anyagok hozzáadása szabályozza a nikkelionok lerakódási sebességét. A komplexképző anyagok hozzáadásakor figyelembe kell venni az összes nikkelion komplexképző képességét és a galvanizáló oldat lerakódási sebességét, hogy az összetevők megfelelő arányát fenntartsák. A komplexképző szerek csökkenthetik a szabad ionok koncentrációját és az oldat egyensúlyi potenciálját, miközben adszorbeálódnak a bevonatolt alkatrészek felületén, fokozzák a bevonatolt alkatrészek felületi aktivitását és felgyorsítják a hidrogénionok felszabadulását a hipofoszfitból. A kompozit komplexképző szerek használata hatékonyan javíthatja a galvanizáló oldat stabilitását és a lerakódási sebességet, valamint fényessé és sűrűvé teheti a bevonat felületét.
(4) pH-érték-beállítószerek és pufferek. A galvanizáló oldat pH-értéke jelentős hatással van a leválasztási sebességre, a redukálószer-felhasználásra és a bevonat teljesítményére. Mivel a H+ a redukciós reakció mellékterméke, a reakció előrehaladtával a galvanizáló oldat pH-értéke csökken. Ezért a kémiai galvanizálás során a pH-érték beállítása és szabályozása kulcsfontosságú. A pH-érték-beállítószerek általában NaOH, KOH vagy lúgos vegyületek, például karbonátok, ammónia stb. Ha a pH-értéket csökkenteni kell, szervetlen vagy szerves savakat kell hozzáadni. A pufferek hozzáadása megakadályozza a lerakódási sebesség instabilitását, amelyet a pH-érték drasztikus változása okoz a lerakódási reakció során. A puffer anionjai nagyon alacsony ionizációjú gyenge savmolekulákká egyesülnek, így szabályozzák a galvanizáló oldat pH-értékének drasztikus változásait.
(5) Stabilizátorok. A galvanizálási folyamat során a galvanizáló oldatban különböző okokból elkerülhetetlenül aktív kristályos magok képződnek, amelyek az oldat bomlását és meghibásodását okozzák. Stabilizátorok hozzáadásával ezeket az aktív kristályos magokat meg lehet mérgezni, elveszítve önkatalitikus hatásukat, így megakadályozva a galvanizáló oldat bomlását. A stabilizátorok a kémiai nikkelezési eljárás technikai titkává váltak. A gyakori stabilizátorok közé tartoznak az ólomionok, ónszulfidok stb.
(6) Támogatók. A komplexképző anyagok hozzáadása a kémiai nikkelezési oldathoz általában a leválasztási sebesség csökkenéséhez vezet. Túlzott mennyiségű hozzáadás esetén a leválasztási sebesség nagyon lassúvá vagy akár használhatatlanná is válhat. A leválasztási sebesség növelése érdekében gyakran kis mennyiségű szerves savakat adnak a galvanizáló oldathoz, és ezeket a szerves savakat promótereknek nevezik.
(7) Hőmérséklet. A kémiai nikkelezés leválasztási sebességét befolyásoló legfontosabb paraméter a hőmérséklet. A kémiai nikkelezés katalitikus reakciója általában csak melegítési körülmények között érhető el, és a kémiai nikkelezés számos egyes reakciólépése csak 50 ℃ felett mutat jelentős lerakódási sebességet. A kémiai nikkel-foszfor ötvözet savas galvanizáló oldatának működési hőmérséklete általában 85 ~ 95 ℃ körül van, míg az általános lúgos kémiai galvanizáló oldatok mérsékelt hőmérsékleti tartományban képesek lerakódni. A hőmérséklet növekedésével a lerakódási sebesség felgyorsul. A galvanizáló oldat hőmérsékletének emelése azonban felgyorsítja a hipofoszfit növekedését, ami a galvanizáló oldatot instabillá teszi. Működés közben a galvanizáló oldatot egyenletesen kell keverni, és ügyelni kell a galvanizáló oldat helyi túlmelegedésének megakadályozására, stabil üzemi hőmérsékletet fenntartva a galvanizáló oldat súlyos önbomlásának és káros következményeinek, például a bevonat leválásának elkerülése érdekében.
(8) pH-érték. A galvanizáló oldat pH-értékének növekedésével a lerakódás sebessége felgyorsul, és a foszfit oldhatósága csökken, ami könnyen a galvanizáló oldat önbomlásához vezethet. Tegyük fel, hogy a galvanizáló oldat pH-értéke túl magas. Ebben az esetben a foszfittá oxidálódó hipofoszfit reakciója felgyorsul, és a katalitikus reakció spontán reakcióvá alakul, ami a galvanizáló oldat gyors tönkremenetelét okozza. A pH-érték növekedésével a bevonat foszfortartalma csökken. Ha a pH-érték túl alacsony, a reakció nem tud lezajlani, például savas galvanizáló oldatokban, amikor a pH-érték<3, nem könnyű nikkel-foszforötvözet bevonatot lerakni.
(9) A keverés hatása. A diffúziós folyamat befolyásolja a kémiai nikkelezés folyamatát, és a kémiai galvanizáló oldat keverése segít növelni a reaktánsok átjutási sebességét a munkadarab felületére, miközben megkönnyíti a reakciótermékek eltávolítását is. A keverés lényegében megváltoztatja a kémiai összetételt és a pH-értéket a diffúziós rétegben a munkadarab és az oldat határfelületén. A keverési módszerek közé tartozik a mechanikus keverés, a mágneses keverés, az ultrahangos diszperzió és a kémiai diszperziós módszerek. Továbbá, ha a kémiai nikkelezést fűtési körülmények között végzik, a felszabaduló nagy mennyiségű hidrogéngáz "önkeverő" hatást hozhat létre. Ezek közül a mechanikus keverés egyszerű és könnyen megvalósítható, általában külső nyíró- és ütőerőt használ a részecskék teljes diszpergálására a közegben; azonban nem kezeli hatékonyan a galvanizáló oldat általános keverését, különösen a főzőpohár alján. A mágneses keverés egy mágneses rotor segítségével a galvanizáló oldat forgatásával keverést hoz létre. Ez nagyon hatékony az oldat alján történő felkeverésére, így előnyös a leülepedő részecskéket tartalmazó összetett galvanizálási oldatok esetében. A mágneses keverők azonban jellemzően csak a galvanizáló tartály alját melegítik, és ez a fűtési módszer könnyen okozhatja az alsó oldat helyi túlmelegedését, ami hátrányosan befolyásolhatja a galvanizáló oldat stabilitását és a bevonat teljesítményét. Az ultrahangos diszpergálás az utóbbi években széles körben elismert és hatékony, az ultrahang nagy energiáját és kavitációs hatását kihasználva az aggregált mikroszemcsék diszpergálás céljából történő összetörésére. Az ultrahang hatalmas energiája miatt azonban ezt a diszperziót szakaszosan kell alkalmazni a galvanizálás során. Jobb eredmények érhetők el, ha bizonyos intenzitású mechanikus keveréssel egészítik ki.
5. Kémiai rézbevonat
A kémiai rézbevonási technológiát főként nem fémes felületeken, például műanyagokon és faanyagokon alkalmazzák dekorációs tárgyakban. Akár dekoratív, akár funkcionális műanyag galvanizáláshoz, a legtöbb esetben kémiai rézbevonatra van szükség a jó vezető alapréteg biztosítása és a jó bevonat elérése érdekében. A műanyag felületek fémezésének más módszereivel összehasonlítva a kémiai rézbevonat a leggazdaságosabb és legegyszerűbb módszer.
(1) A kémiai rézbevonat gyakori módszerei
A kémiai rézbevonó oldat főként rézsókból, redukálószerekből, komplexképző anyagokból, stabilizátorokból, beállítószerekből és egyéb összetevőkből áll. Jelenleg a széles körben használt kémiai rézbevonó oldat fő sóként réz-szulfátot és redukálószerként formaldehidet használ, amely főként két részből áll: az egyik egy réz-szulfátot, kálium-nátrium-tartarátot, nátrium-hidroxidot, nátrium-karbonátot és nikkel-kloridot tartalmazó oldat; a másik egy redukálószert, formaldehidet tartalmazó oldat. Ezt a két oldatot külön-külön kell előzetesen elkészíteni, majd használat előtt összekeverni. Lúgos oldatokban a formaldehid főként metilénglikol és anionjai formájában létezik. A kémiai rézbevonási folyamat során a formaldehid gyorsan disproporciós reakcióba lép, melynek során redoxi termékei keletkeznek, és a bevonóoldat idő előtti öregedéséhez vezetnek. Mivel a galvanizáló oldatban nincsenek koordinálószerek, ezeknek az oxidoknak csak kis része oldódik fel, míg a legtöbb továbbra is felhalmozódik. Egy tipikus galvanizáló oldat képlete és munkakörülményei: 5g/L rézszulfát, 25g/L kálium-nátrium-tartarát, 7g/L nátrium-hidroxid, 10ml/L formaldehid, és 20~30 másodperc idő.
(2) Kémiai rézbevonat nem fémes felületeken
A kémiai rézbevonat alkalmazási területének bővülésével fokozatosan kiforrott a nem fémes felületeken történő kémiai rézbevonat technológia is. Például a kerámia hordozókon a réz összekötő huzalok maszk nélküli előállítását a lézeres mikro-kefélési technológia és a kémiai bevonatolás kombinálásával valósították meg. Ezen az alapon a kémiai rézbevonási módszert továbbfejlesztették, és katalitikus aktiválás nélkül alkalmazták nem fémes anyagok, például kerámiák felületén. Ez a módszer leegyszerűsíti a kémiai rézbevonási folyamatot, jó bevonási teljesítményt, stabil bevonóoldatot és gyors bevonási sebességet biztosít; emellett nemesfémeket takarít meg és csökkenti a gyártási költségeket. A kémiai fémesítés a műanyag felületek fémesítésének egyik fő módszere.
Miután a műanyagot fémesítették, tovább lehet dolgozni kémiai bevonással vagy galvanizálással, hogy kopásállósággal, hőállósággal, hőstabilitással és különleges funkciókkal rendelkező műanyag termékeket kapjunk.
A kémiai rézbevonatot a faanyagok felületkezelésére is alkalmazzák, és a kezelt anyagok jobb dekoratív és korrózióálló tulajdonságokkal rendelkeznek, ami növelheti a termékek hozzáadott értékét. Japán az elmúlt években bizonyos előrelépést ért el a fa rézbevonási és aranybevonási eljárások kutatásában. A kezelt tárgyak főként az általánosan használt fafajok, például a japán cédrus fája, a vizsgálati anyagok pedig faforgács és kis szögletes faanyagok. A kezelési folyamat először a vizsgálati anyagok ultrahangos kezelését jelenti vizes és szerves oldószeres merülőoldatokban, zsírtalanítást és a galvanizáló filmet akadályozó összetevők eltávolítását, majd a gyantacsatornák lezárását polietilén-glikol-toluol oldattal, a katalizátor felhelyezését, végül a kémiai galvanizálás elvégzését, amely több szárítási lépést igényel.
A kémiai rézbevonási eljárás jelentős fejlődése ellenére a következő szempontok még további fejlesztésre szorulnak: a kémiai rézbevonás stabilitása és a bevonási sebesség közötti kapcsolat; a kémiai rézbevonás kinetikai vizsgálata többkomplex rendszerekben; az adalékanyagok hatása a bevonat teljesítményére; a bevonat mikroszerkezete és a hordozó felületi morfológiája közötti kapcsolat; a formaldehid alternatívái stb.
Copywrite @ Sobling.Jewelry - Egyedi ékszergyártó, OEM és ODM ékszergyár
6. Kémiai bevonatolás Példa: Levélerek galvanizálása
A levélvénás galvanizálás, más néven levéldíszítés galvanizálás, először kiválasztja a művészi, kemény és sűrű erezetű leveleket. A klorofill eltávolítása után, hogy a levél erezetét feltárja, felületi fémezésnek és galvanizáló feldolgozásnak vetik alá.
Ezeket a leveleket úgy alakították ki és dolgozták fel, hogy megőrizzék eredeti, valósághű megjelenésüket, és tükrözzék a galvanizálás utáni eleganciát és luxust (11-8. ábra).

A leveles vénás dekoratív galvanizálás fő folyamatai három részre oszthatók: leveles vénás kezelés, felületi fémezés (kémiai galvanizálás) és dekoratív galvanizálás.
(1) Levélvénás kezelés
A frissen szedett leveleket lúgos vizes oldatba kell áztatni, hogy a klorofillt eltávolítsák, és a felületükön viszonylag ép, természetes levél erezetű legyen. Az áztatóoldatot nátrium-hidroxiddal készítik. Több napos áztatás után a klorofill eltávolítható, de ez a módszer hosszú időt vesz igénybe, és a korrózió mértéke nehezen ellenőrizhető. Némi nátrium-karbonát hozzáadása a nátrium-hidroxid-oldathoz és forralásig való melegítése gyorsan eltávolítja a klorofillt, a levelek zöldből sárgászöldre változnak ideálisan. A főtt levelek mosása után, ha az ereken még mindig maradnak nyomokban klorofill, egy puha kefével óvatosan végig kell súrolni az ereket, biztosítva, hogy az erek szabványként épek maradjanak.
(2) Felületi metallizálás
A felületi fémezés olyan kezelési módszer, amely az általános nem fémes anyagok felületét vezetőképessé teszi, előkészítve a következő galvanizálási lépést, amely érzékenyítéssel, aktiválással, redukcióval és kémiai galvanizálással érhető el. A kémiai nikkelezés a levélerek felületét teszi vezetővé, az alapképlet és a folyamat feltételei 26~28g/L nikkelszulfát, 35g/L nátrium-hipofoszfit, 20g/L citromsav és egyéb megfelelő mennyiségek. A működési folyamat feltételei a 4,6~4,8-as pH-érték és a 90 ℃-os hőmérséklet.
(3) Dekoratív galvanizálás
A fényes rézbevonat után a középtávú gyártás elvégezhető: a ponthegesztés segítségével konfigurálhatók a függesztett alkatrészek, például a pozicionáló csapok, horgok és egyéb akasztók. A lógó alkatrészek anyaga általában finom lila rézhuzal. A ponthegesztés előtt a finom rézhuzalt rövid időre (kevesebb mint 30 másodpercre) áztassa savas oldatba, majd fedje be forraszanyaggal a ponthegesztéshez.
(4) Fényes galvanizált nikkel
A nikkelezési eljárás, amelyet elsősorban a réz- és aranybevonat behatolásának megakadályozására használnak, az előzőre utal.
(5) Galvanizált arany
Végül a felületre vastag aranyozás kerül.
IV. szakasz Kémiai és elektrokémiai konverziós filmes eljárás a népszerű ékszerekhez
A kémiai és elektrokémiai konverziós filmtechnológia olyan technika, amely kémiai vagy elektrokémiai eszközökkel hozza a fémet kapcsolatba egy meghatározott kémiai kezelőoldattal, ezáltal olyan réteget képez a fémfelületen, amely jó tapadással rendelkezik, és képes megvédeni az alapfémet a víz és más korróziós közegek hatásaitól, javíthatja a szerves bevonatok tapadását és öregedési ellenállását, vagy dekoratív tulajdonságokat kölcsönözhet a felületnek.
Az ékszeriparban széles körben alkalmazzák a kémiai és elektrokémiai konverziós filmtechnológiát, amely színes filmeket vagy interferenciafilmeket képez a felület átalakításával, különböző dekoratív színek és felületi színező hatások létrehozásával, az anyagok megjelenésének javításával és a korrózióállóság fokozásával. Ez magában foglalja a réz ékszerek, rozsdamentes acél ékszerek, titán ékszerek, alumínium ékszerek és ezüst ékszerek felületi színező kezelését.
1. A réz és rézötvözet díszek kémiai színezési folyamata
A rézötvözet színezést elsősorban kézműves ékszerekhez alkalmazzák. A legtöbb rézvegyület intenzív színekkel rendelkezik, és a réz és ötvözeteinek felületén a kémiai színezés révén a dekoratív színek szinte a teljes színspektrumot lefedik. Jelenleg a piac által elfogadott és ipari méretekben előállítható színezékek elsősorban a zöld (rézkarbonát), a fekete (rézszulfid), a kék (alkáli réz-ammónia komplex), a fekete (rézoxid) és a vörös (rézoxid).
(1) A felületi színezés kémiai reakciómechanizmusa
A réz és ötvözeteinek felületi színezése a fémes réz és a színező oldat kölcsönhatása, amely oxidréteget, szulfidréteget és egyéb vegyületfilmeket képez a fém felületén. Különböző színezőformulák és feltételek megválasztásával különböző színezőhatások érhetők el. Például a kénalapú oldatok, amelyek felhasználhatók, magukban foglalják a szulfidokat (pl. kálium-szulfid, ammónium-szulfid stb.), nátrium-tioszulfátot, poliszulfidokat (pl. kálium-perszulfát) stb. A színező elv a kénnek a rézzel történő jellegzetes reakcióján alapul, amelynek során rézszulfid keletkezik, és különböző reakciókörülmények és a képletben lévő egyéb komponensek részvétele mellett olyan színek képződhetnek, mint a fekete, barna, sötét antikréz, kék és lila. A réznek az ammóniával és a krómmal való kölcsönhatása, valamint a képletben lévő egyéb ionok részvétele különböző reakciókörülmények között szintén különböző színezőhatásokat eredményezhet. Az oxidálószerek hozzáadása a színezési képlethez elősegítheti a reakciót, de a túlzott oxidálószerek befolyásolhatják az oxidfilm minőségét.
(2) A réz kémiai színezési folyamata
- A szín antik réz. Merítse a tiszta rezet vagy a rézzel bevont díszeket (a rézbevonat vastagságának nagyobbnak kell lennie, mint 5μm) az alábbi színezőoldatba, és folyamatosan rázza. Gyorsan megbarnul és idővel mélyülni fog. Amikor elér egy bizonyos vastagságot, az oxigén elkezd kicsapódni; ekkor ki kell venni, meg kell tisztítani és meg kell szárítani a polírozáshoz, vagy a színezett darabot bőrdarabkákkal lehet dörzsölni egy dobban. A domború rész felületi rétegét lecsiszolják, hogy az eredeti rézszín egy része láthatóvá váljon. Az alkatrészek a domború és a homorú felületek között a világosból a sötétbe való színátmenetet mutatnak, ami elegáns antik stílust eredményez. Ezt az antik színárnyalatot a nemzetközi piacon a kézműves dísztárgyaknál kedvelik. Az antik rézszín elérésének tipikus eljárási specifikációja 40~120g/L bázikus rézkarbonát, 200ml/L ammónia, 5~15 percig szobahőmérsékleten történő reakció.
- Réz színezés kék. Választható rézszínező kék eljárás: 130 g/l réz-szulfát, 13 g/l ammónium-klorid, 30 ml/l ammónia és 10 ml/l ecetsav néhány percig reagálnak szobahőmérsékleten.
- Réz színezés zöld. Választható réz színezés zöld technológiai sémák: 32g/L kalcium-klorid, 32g/L réz-nitrát, 32g/L ammónium-klorid, néhány percig 100 ℃ alatt reagáljon.
- Réz színezés ősi zöld. Választható réz színezés ősi zöld folyamat specifikációi: 5~10g/L kénsav brokát, 10~15g/L ammónium-szulfát, 25~30g/L nátrium-tioszulfát, víz 200 ml, reagáljon néhány percig 30~50 ℃ alatt.
- Réz színezés barna. Opcionális réz színező barna folyamat specifikációk: 10 percig reagáljon 95 ~ 100 ℃ alatt.
- Réz színezés aranysárga. Választható réz színező aranysárga eljárás sémái: 0,8g/L kálium-szulfid, 1g/L ammónium-szulfid, 0,3g/L bárium-szulfid, 4g/L nátrium-szulfid, 0,13g/L kálium-permanganát és 0,7g/L hidrogén-peroxid néhány percig reagálnak szobahőmérsékleten.
- Réz színezés vörös. Választható rézvörös eljárás: 25g/L réz-szulfát, 200g/L nátrium-klorid, 5~10 percig reagáljon 50 ℃ alatt.
- Réz színezés fekete. Választható rézfeketedési folyamatok: 5~12,5g/L kálium-szulfid és 20~200g/L ammónium-klorid, amelyek néhány percig reagálnak szobahőmérsékleten.
(3) A rézötvözetek kémiai színezési folyamata
A sárgarézzel való színezés viszonylag egyszerű, a rézötvözeteket a bronz, az alumínium és a szalagbronz követi. A rézötvözetek kémiai színezését széles körben használják a kézműves ékszerekben.
- Rézötvözet színezés vörös. Választható rézötvözet vörös technológiai sémák: 2g/L vas-nitrát, 2g/L nátrium-szulfit, reagáljon néhány percig 75 ℃ alatt.
- Rézötvözet színezés narancssárga. Választható rézötvözet narancssárga folyamatok: 25g/L nátrium-hidroxid és 50g/L réz-karbonát, amelyek néhány percig 60 ~ 75 ℃ alatt reagálnak.
- Rézötvözet színezés barna. Választható eljárás a barna rézötvözethez: 12,5 g/l bárium-szulfid, néhány percig 50 ℃ alatt reagálva.
- Rézötvözet színező csokoládé színű. Választható eljárások a csokoládé színű rézötvözethez: 25g/L rézszulfát, 25g/L ammónium-nikkel-szulfát, 25g/L kálium-klorát, néhány percig 100 ℃ alatt reagáljon.
- Rézötvözet színezés ősi zöld színű. Választható eljárások a rézötvözet ősi zöld színének eléréséhez: 350g/L ammónium-klorid, 200g/L réz-acetát, néhány percig 100 ℃ alatt reagáljon.
- Rézötvözetek kék színezése. Választható eljárások kék rézötvözetekhez: 2 g/l nátrium-szulfit, 1 g/l ólom-acetát, néhány percig 100 ℃ alatt reagáljon.
- Rézötvözet színezés fekete. Választható eljárás a rézötvözet feketítésére: 25g/L réz-szulfát, kis mennyiségű ammónia, néhány percig 80 ~ 90 ℃ alatt reagál.
(4) A színező hatást befolyásoló tényezők
A réz és a rézötvözet ékszerek kémiai színezése néha instabil, és a színező hatást befolyásoló fő tényezők a következők.
① Az aljzat összetételének hatása. Általánosságban elmondható, hogy a magas réztartalmú szubsztrátumok nagyobb valószínűséggel érnek el tiszta és vonzó megjelenést. Ahogy a réztartalom csökken, a réznél reaktívabb egyéb ötvözőelemek jelenléte befolyásolja a korróziós termékek tisztaságát és a rézbevonat színét. Például a cink, ón, alumínium stb. korróziós termékei fehér hidroxidokat kevernek a filmrétegbe, ami miatt a filmréteg fehérnek tűnik. Ebben az esetben a stabilizátorok tartalma megfelelően növelhető. Ha az anyag metallográfiai szerkezetében β fázis van jelen, a gyenge korrózióállóság miatt súlyos lyukacsosodás következik be, ami a cink-hidroxid nagymértékű felhalmozódását eredményezi a gödörnyílásoknál, ami nyilvánvaló fehér foltokhoz vezet, és használhatatlanná teszi az anyagot. Ilyenkor a stabilizátortartalom csökkentésével jó eredményeket lehet elérni.
② A munkadarab felületi állapotának hatása. Mélyhúzott vagy mélyre nyújtott alkatrészek esetében a 80% mechanikai energia a súlyos deformációval érintett területeken kristályhibák, például diszlokációk és üres helyek formájában tárolódik, amelyek nagy kémiai reakcióképességgel rendelkeznek, ami helyi színkülönbségekhez vezet. A feszültségmentesítő lágyítással ezek a problémák kiküszöbölhetők. Ezenkívül az alkatrészek felületi érdességének konzisztenciája is hatással van a színkonzisztenciára.
③ A különleges éghajlati viszonyok hatása. A színező oldat felhordása után a rézötvözetből készült ékszerek színezése a levegőben történő színfejlődési reakció során a klímaváltozások miatt instabil lehet. Speciális éghajlatok esetén előfordulhat elégtelen vagy túlzott reakcióidő, amelynek megoldásához a színezési idő megfelelő ellenőrzése szükséges.
2. Az ezüst és az ötvözetből készült ékszerek színezési folyamata
Az ezüst és ötvözeteinek színező kezelését főként dekoratív kézműves ékszerekhez használják, szulfidokat képezve a felületén, amelyek fekete, kék-fekete, világosszürke, sötét szürkészöld, szürkészöld, ősi ezüst, sárgásbarna, zöldeskék stb. árnyalatokat hozhatnak létre.
(1) Ezüst színezés Ősi ezüst színű
Választható ezüstöt tartalmazó ötvözet antik ezüst színezési eljárás séma: 25g/L kálium-szulfid, 38g/L ammónium-klorid és 2g/L bárium-szulfid reagál szobahőmérsékleten a kívánt tónus eléréséig.
(2) Ezüst színezés Fekete
Választható ezüstöt tartalmazó ötvözet fekete eljárással: 15g/L kálium-szulfid, 40g/L ammónium-klorid és egy kis mennyiségű ammóniavíz reagál 80 ℃ alatt, amíg a kívánt tónust el nem éri.
(3) Ezüst színezés Kék-fekete
Választható ezüstöt ötvözet kék-fekete színű eljárással: 2g / L kálium-szulfid, 6g / L ammónium-klorid, 60 ~ 80 ℃ alatt reagál, amíg a kívánt árnyalatot el nem érjük.
(4) Ezüst színező kék és sárga
Választható ezüstöt tartalmazó ötvözet kék-sárga eljárással: 1,5 g/l kálium-szulfid, reakció 80 ℃ alatt a kívánt árnyalat eléréséig.
(5) Ezüst színező zöld
Választható ezüstöt tartalmazó ötvözet kék-zöld eljárással: 300 g/l sósav és 100 g/l jód reagál szobahőmérsékleten a kívánt árnyalat eléréséig.
(6) Ezüst színező sárgásbarna
Választható ezüstöt tartalmazó ezüstöt tartalmazó sárgásbarna eljárás: 5 g/l bárium-szulfid reagál szobahőmérsékleten a kívánt árnyalat eléréséig.
3. Cink és ötvözetének színezési folyamata ékszerek
A cink és ötvözeteinek kromátos passziválási kezelésével kialakított felületi átalakító film színező funkciókkal is rendelkezik, és általában különböző színeket eredményez, mint például szivárvány, fűzöld, barnássárga, zöld, katonai zöld és fekete.
(1) Cink színező fekete
Választható cinkfeketítési eljárás: Szobahőmérsékleten 10~15 percig 40~50g/L réz-szulfát és 30~40g/L kálium-klorid reagál.
(2) A cink vörösre színeződik
Választható cinkvörös eljárás: réz-szulfát, borkősav és ammónia percekig reagálnak szobahőmérsékleten.
(3) Cink színező vörös
Választható cink színező vörös kézműves séma: 60g/L réz-szulfát, 80g/L nátrium-karbonát, 60ml/L kálium-bitartarát, reagáljon szobahőmérsékleten 3~5 percig.
(4) Cink ötvözet színezés szürke
Választható cinkötvözet szürke bevonási eljárás: 20 ~ 25g / L réz-szulfát, 50ml / L ammónia, 30g / L ammónium-klorid, 3 ~ 5 percig reagáljon 20 ~ 25 ℃ alatt.
(5) Cinkötvözet színező zöld
Választható cinkötvözet zöld eljárásrend: 80 ~ 100g / L kálium-dikromát, 25 ~ 30g / L kénsav, 150g / L sósav, 0,5 ~ 1 percig reagáljon 30 ~ 40 ℃ alatt.
(6) Cinkötvözet színezés Fekete
Választható cinkötvözet feketítési eljárás: 140~160g/L réz-szulfát és 80~90g/L kálium-klorát 3~5 percig 20~25 ℃ alatt reagál.
4. A rozsdamentes acél ékszerek oxidációs színezési folyamata
A rozsdamentes acél eloxálás a rozsdamentes acél felületén egy eloxált színes réteg kialakítására utal. A színtelen és átlátszó oxidfilmet használja fel a szín létrehozására fényinterferencia révén, ami egy tartós árnyalatot eredményez, amelyet ez a filmréteg alakít ki.
A rozsdamentes acél oxidációval történő színezésének tipikus módszerei közé tartoznak a kémiai és oxidációs színezési módszerek. A kémiai színezési módszerek közé tartozik az Inco-módszer és az Acheson-módszer. Az Inco-módszer során az acélt magas hőmérsékletű kénsavas oldatba merítik a színezéshez. Ezzel szemben az Acheson-módszer közepes hőmérsékletű oldatban történő elektrolízis során a rozsdamentes acél felületén vékony oxidfilm keletkezik, amelynek színét az oxidfilm vastagságának változtatásával szabályozzák. Az oxidációs színezési módszer az oxidfilm kialakításához légkörben vagy szabályozott légkörben történő hevítéssel jár; ez a módszer egyszerű, de a színt nehéz szabályozni, ezért csak kis méretű rozsdamentes acélból készült dísztárgyakra korlátozódik.
(1) Inco módszer
1972-ben az Inco létrehozta a savas oldatos oxidációs módszer színkezelési és színjavító filmtechnológiáját, amelynek feldolgozási lépései a következők:
Előkezelés → Vízzel történő mosás→Színfejlődési kezelés→Vízzel történő mosás→Keményfilm-kezelés→Vízzel történő mosás→Szárítás
Az előkezelés után a rozsdamentes acéllemezt 80 ~ 85 ℃-os krómsav és kénsav kevert oldatába merítik. Ez a kezelés króm alapú oxidfilmet képezhet a rozsdamentes acél felületén, amelynek vastagsága a kezelési időtől függően több száz és ezer között változhat. A fényinterferencia miatt a színek a teaszín sorrendjében jelenhetnek meg: kék, arany, lila, zöld stb. Az oxidfilm növekedése, azaz a színváltozás megváltoztathatja a rozsdamentes acél merítési potenciálját, ennek a potenciálváltozásnak az elsajátítása a színkezeléshez az Inco-módszer (színfejlesztési folyamat) első jellemzője. A színfejlődési film azonban ebben a szakaszban porózus és rossz kopásállóságú. Ezért a katódos elektrolízist vizes krómsav és foszforsav kevert oldatában kell folytatni a színfejlődési film megerősítése érdekében. Ez a kezelés lezárhatja a porózus színkifejlesztő film pórusait, jelentősen javítva a kopás- és korrózióállóságot. Ez az Inco-eljárás második jellemzője (keményfilm-kezelés).
A folyamat néhány problémája miatt a színt ebben a technológiában nehéz ellenőrizni, és a nyersanyagokra vonatkozó gazdálkodási követelmények szigorúak.
(2) Acheson-módszer
1985-ben a Kawasaki Steel sikeresen kifejlesztette a váltakozó áramú elektrolízis módszerét, amelyet Acheson-módszerként is ismerünk. Ennél a módszernél a rozsdamentes acélt 60 ℃ alatti, krómsav és kénsav kevert oldatában elektrolizálják, így a felületen oxidfilm keletkezik. A meghatározott számú alkalommal ismétlődő váltakozó anódos elektrolízis miatt a színeződés és a filmkeményedés egyszerre történhet. A színszabályozás a teljes elektromos töltés szabályozásával érhető el. Az Acheson-módszerrel színezett rozsdamentes acél élénk színekkel rendelkezik, és egyedi színeket, például bronzot és sárgát is megjeleníthet.
A rozsdamentes acél felületének színe elsősorban olyan tényezőktől függ, mint a felületi film kémiai összetétele, mikroszerkezete, a felület simasága, a film vastagsága és a beeső fény szöge. Általában a vékony oxidfilmek kék vagy barna, a közepes vastagságú filmek aranysárga vagy vörös, a vastag filmek zöld, a legvastagabbak pedig fekete színűek. Összességében a rozsdamentes acél színezési folyamata viszonylag nehéz, magas technológiai követelményekkel jár, és a színegyenletesség nem könnyen szabályozható.
5. Alumínium ötvözetből készült ékszerek eloxáló kezelése
Az alumíniumötvözetből készült ékszereket széles körben színezik az eloxálási módszerrel. Az alumínium az egyik legkönnyebben színezhető fém. Az eloxáló kezelés révén az alumínium felületén vastag és sűrű oxidfilmréteg képződik, amely jelentősen megváltoztatja az alumíniumötvözet korrózióállóságát, és javítja a keménységet, a kopásállóságot és a dekoratív teljesítményt. Az alumínium-oxidfilmek színezésének módszerei közé elsősorban az elektrolitikus színezés, a kémiai festés és az elektrolitikus festés tartozik.
(1) Elektrolitikus színezési módszer
Az elektrolitikus színezés az eloxálás és színezés folyamata, amely ugyanabban az oldatban történik, és közvetlenül színes oxidfilmet képez az alumíniumötvözeteken. Ezért az elektrolitikus színezési módszert egylépéses elektródás színezési módszerként is ismerik. Az elektrolitikus színezést bizonyos hullámhosszúságú fény szelektív elnyelése okozza a filmrétegben, míg a fennmaradó hullámhosszúságok visszaverődnek. A szelektív abszorpció a filmrétegben lévő ötvözőelemek oxidációs állapotával vagy az elektrolit összetételének az oxidfilmben lévő anyagokkal kombinált állapotával függ össze.
(2) Kémiai színezési módszer
Az alumínium ékszerek anódos oxidfilmje impregnálható és színezhető szervetlen vagy szerves festékekkel. A színezőanyagok az oxidfilm pórusainak felső részén rakódnak le. A színezésre legmegfelelőbb oxidfilmet kénsavas anodizálással nyerik.
(3) Elektrolitikus színezési módszer (kétlépéses elektrolitikus színezési módszer)
Az alumínium vagy alumíniumötvözetek eloxálása után drágább fémsók oldatába merítik őket, és a színezést váltakozó árammal a polarizációhoz vagy egyenárammal a katódos polarizációhoz érik el. Az elektromos tér hatására a fémionok redukálódnak és lerakódnak az oxidfilm pórusainak alján, ami az alumínium és ötvözeteinek színezését eredményezi.
V. szakasz Fizikai gőzfázisú leválasztási eljárás
A fizikai gőzfázisú leválasztás rövidítése PVD. A fizikai gőzfázisú leválasztás egy fizikai gőzreakcióval történő növekedési módszer, és a leválasztási folyamat vákuum vagy alacsony nyomású gázkisülés körülményei között történik. A leválasztott anyag forrása egy szilárd anyag, amely "elpárolgás vagy porlasztás" után egy új szilárd anyagból álló leválasztási réteget hoz létre az alkatrész felületén, amely teljesítményében teljesen eltér a hordozótól.
A fizikai gőzfázisú leválasztási technológiát egyre gyakrabban alkalmazzák az ékszerek, a kézműves termékek felületi díszítő bevonataihoz. A bevonatok színei változatosak, beleértve a mély aranyat, a világos aranyat, a kávét, az antik bronzot, a szürkét, a feketét, a szürke-feketét és a többszínűeket, amelyek jelentősen javíthatják a kézműves ékszerek megjelenési színét, és javíthatják az olyan jellemzőket, mint a kopásállóság és a korrózióállóság.
1. A fizikai gőzfázisú leválasztási eljárások osztályozása
A fizikai gőzfázisú leválasztási eljárásokat több típusra osztják, beleértve a vákuumgőzöléses bevonatokat, az ionos bevonatokat és a magnetronos porlasztásos bevonatokat, az utóbbi kettő a plazma gőzfázisú leválasztás kategóriájába tartozik. A filmréteg leválasztása alacsony nyomású plazmás gázkisüléses körülmények között történik, ahol a filmréteg részecskéi nagyobb energiát nyernek az elektromos térben, ami a filmréteg szerveződésében, szerkezetében és tapadásában jelentős javulást eredményez a vákuumgőzöléses bevonáshoz képest. A csúcstechnológia fejlődésével az ionbevonatolás és a magnetronporlasztásos bevonat különböző új technológiái fokozatosan kiforrottak, és folyamatosan támogatják és alkalmazzák őket különböző területeken.
(1) Vákuumos párologtatás bevonat
A vákuumos párologtatásos bevonatolás (párologtatás) a bevonóanyagot magas hőmérsékletű fűtéssel vákuumos körülmények között elpárologtatja és elpárologtatja, majd a hordozó felületén szilárd vékonyréteget képezve lerakja. A párologtatási technológia az egyik korábban kifejlesztett technológia a vákuumbevonat-technológiában. A porlasztással és az ionos bevonattal összehasonlítva a párologtatási módszer viszonylag egyszerű, de megfelelő technológiai feltételek mellett nagyon tiszta, különleges szerkezetű és tulajdonságú vékonyréteg bevonatok előállítására alkalmas. Ezért a párologtatási technológia még mindig fontos szerepet játszik az optika, a félvezető eszközök és a műanyag fémezés területén.
A vákuumos párologtató bevonat a következő műszaki jellemzőkkel rendelkezik:
- A vákuumgőzöléses bevonási folyamat magában foglalja a bevonóanyag elpárolgását, a gőzatomok szállítását, valamint a gőzatomok magképződését és növekedését a szubsztrát felületén, amely a párolgásból, a szállításból és a lerakódásból áll.
- A vákuumos párologtatásos bevonat lerakási vákuuma magas, általában 10-3~10-5Pa. A filmréteg részecskéi alig ütköznek gázmolekulákkal vagy más fémgőz atomokkal, közvetlenül a munkadarabra jutva.
- A filmréteg részecskéinek a munkadarabra jutó energiája a párolgás során szállított hőenergia. Mivel a munkadarab nincs előfeszítve a vákuumos párologtatású bevonatnál, a fématomok kizárólag a párolgás során keletkező párolgási hőre támaszkodnak, amely körülbelül 0,1 ~ 0,2eV. Ezért a filmréteg részecskéinek energiája alacsony, a filmréteg és a hordozó közötti kötési szilárdság kicsi, és nem könnyű összetett bevonatokat képezni.
- A vákuumos párologtatási bevonatréteg nagy vákuumban alakul ki, és a réteg részecskéi a gőzben atomállapotban vannak, kis magokat képeznek a munkadarab felületén, és sűrű struktúrává nőnek.
- A vákuumos párologtatással készült bevonóréteg nagy vákuumban készül. Általában a bevonat csak a munkadarabnak a párologtató forrás felé néző oldalán helyezhető el. Ezzel szemben a munkadarab oldala és hátulja alig kap bevonatot, ami gyenge bevonatminőséget eredményez.
(2) Magnetron porlasztásos bevonat
Bizonyos vákuumkörülmények között egy anyag felületét több tíz elektronvolt vagy annál nagyobb kinetikus energiájú töltött részecskékkel bombázva a bombázott anyag atomjai elegendő energiát nyernek ahhoz, hogy kilépjenek az eredeti anyagrács kötöttségéből, és gázfázisba lépjenek. Ezt a technológiát porlasztásos technológiának nevezik. A porlasztott gázfázisú elemeket a leválasztásra használják fel, hogy filmet képezzenek, és ezt a leválasztási folyamatot porlasztásos bevonásnak nevezik, amint azt a 11-9. ábra mutatja. Kemény bevonatok leválasztásakor a munkadarabot negatív előfeszítésű tápegységhez kell csatlakoztatni, amit magnetronporlasztásos ionporlasztásnak vagy előfeszítéses porlasztásnak nevezünk.

A porlasztásos bevonás jelenleg a PVD-technológiában a legszélesebb körben alkalmazott bevonási technológia, amelynek előnyei a következők:
- A porlasztott bevonat minősége jó, és a szubsztrátumhoz való tapadás nagyon erős.
- A porlasztásos bevonat alkalmazási területe széles és alkalmas különböző anyagokhoz, és a magas olvadáspontú anyagok is könnyen porlaszthatók.
- A porlasztással bevont film vastagságeloszlása viszonylag egyenletes.
- A porlasztásos bevonási folyamat jól ismételhető, könnyen megvalósítható a folyamatirányítás automatizálása, és nagy mennyiségben, folyamatosan gyártható.
(3) ionos bevonat
Az ionos bevonatolás egy olyan eljárás, amely vákuumkörülmények között zajlik, gázkisüléssel a gáz vagy elpárolgott anyagok részleges ionizálására. Miközben a gázionok vagy az elpárolgott anyagok ionjai a felületet bombázzák, az elpárolgott anyag vagy annak reakciótermékei lerakódnak a hordozóra.
A következő szempontok szerint az ionos galvanizálás egyesíti a párologtatásos galvanizálás gyors lerakódási sebességét a porlasztásos galvanizálásban alkalmazott ionbombázás felülettisztító tulajdonságaival.
- A filmréteg jól tapad a hordozóhoz és sűrű filmszerkezettel rendelkezik.
- Ez javíthatja a film képességét az összetett alakú felületek lefedésére, ami a film lerakási folyamata során a diffrakciós képességként is ismert.
- A filmréteg-szervezés szabályozható paraméterei számosak, a filmréteg-részecskék összenergiája magas, és könnyen elvégezhető a reaktív leválasztás, ami lehetővé teszi az összetett bevonatok alacsonyabb hőmérsékleten történő megszerzését.
2. A PVD bevonási technológia alkalmazása az ékszeriparban
2.1 Cirkónium-nitrid dekoratív bevonat
(1) Előkezelés a bevonathoz
A vákuumbevonási eljárás megköveteli a minta felületének és a vákuumkemencekamrának nagyfokú tisztaságát, ami a kiváló minőségű filmrétegek előállításához szükséges. Ezért a mintákat meg kell tisztítani, és a vákuumkemencét is meg kell tisztítani a bevonás előtt.
A minta felületének tisztítása kulcsfontosságú a filmképződés szempontjából. A minta felületének tisztának, rozsdafoltoktól és olajfoltoktól mentesnek kell lennie, ezért a mintát szigorúan meg kell tisztítani, mielőtt a kemencébe kerül, hogy eltávolítsuk az olajat, a szennyeződéseket, a rozsdát és a nedvességet. A megtisztított mintát nem szabad kézzel megérinteni a másodlagos szennyeződés elkerülése érdekében.
A munkadarabok bevonásához szükséges előkezelési folyamat a következő:
- Ultrahangos tisztítás (1% fémtisztítószer), hőmérséklet: hőmérséklet: 50 ℃, idő: 3 perc.
- Ultrahangos tisztítás (5% fémtisztítószer), hőmérséklet: hőmérséklet: 50 ℃, idő: 2 perc.
- Forró vizes tisztítás, hőmérséklet: hőmérséklet: 50 ℃, idő: 50 ℃: 30 másodperc.
- Öblítse le szobahőmérsékletű hideg vízzel 30 másodpercig.
- Öblítse le szobahőmérsékleten 20 másodpercig ionmentesített vízzel.
- Alkoholos kiszáradás.
- Szárítás vagy légszárítás.
- A vákuumkemencék tisztítása. Száraz ruhával törölje le a szennyeződéseket, tartozékokat és lerakódásokat a vákuumkemencében, és egy kaparó segítségével távolítsa el a tartozékokat a sarkokból.
(2) A bevonási folyamat folyamata
① Előzetes evakuálás. Miután a mintát a vákuumkamrába helyezte, zárja be a kemence ajtaját, kapcsolja be a mechanikus szivattyút a durva szivattyúzáshoz, és amikor a vákuum eléri a 0,1 Pa-t, kapcsolja be az olajdiffúziós szivattyút a finom szivattyúzáshoz. A vákuumfolyamat akkor ér véget, amikor a kamrában a vákuum eléri a 6,5×10-3Pa.
② Izzó kisülés tisztítása. Az izzó kisüléses tisztítás során a tisztítási folyamat során sok elektron mozog az anód felé. Az elektronok nagy sebességű mozgása ionizálja az argongázt a vákuumkamrában, izzásjelenséget hoz létre, és lágyabb argonion-mozgást generál. A mozgó argonionok az előfeszített elektromos tér hatására a munkadarab felületét bombázzák, ütköznek és eltávolítják a felületről az adszorbeált gázokat és a szennyeződés atomokat, így a munkadarab anyagának tiszta felületét tárják fel. Ugyanakkor növeli a munkadarab felületének mikro-érdességét, ami előnyös a filmréteg és a munkadarab közötti kötési szilárdság fokozásához. Miután a kemencében egy bizonyos argongáz-áram bevezetése után a nyomást 4×100 Pa-ra emelték, bekapcsolják a munkadarabra alkalmazott előfeszítő tápegységet (a feszültség és az impulzusok gyakorisága állítható). Itt az előfeszítés értéke pozitív, és az argonionok a kemence falát, a célfelületet, a munkadarabot és a forgótányért tisztítják. A tisztítási idő a munkadarab anyaga és tisztasága alapján kerül meghatározásra.
③ Fő bombázás. A fő bombázás szerepe az, hogy negatív előfeszítést alkalmaz a munkadarabra, amely nagyszámú célanyag-iont gyorsít fel, amelyek kiszóródnak. A pozitív töltésű célanyag-ionok a negatív előfeszítés hatására a munkadarab felé mozognak, és nagy sebességű, jelentős energiájú ionklasztereket alkotnak. Ezek az ionklaszterek bizonyos fokú tisztítást, aktiválást és implantációt végeznek a munkadarabon. A fő bombázás hatása: nagyszámú fémiont ültetnek be a munkadarab felületére, és a beültetett ionok rácsszerkezet-átalakulást okoznak a hordozóval. Néhány, valamivel alacsonyabb energiaszintű fémion a kisebb implantációs erők miatt diffúziós réteget hoz létre. A munkadarab felé mozgó ionok ütközhetnek vele, és néhányan az alacsonyabb energiaszintek vagy eltérő beesési szögek miatt porlasztanak és kilökődnek. Ezek az ionok ezután a következő mozgó ionokkal ütköznek, másodlagos energiaszintű ionokat képezve, amelyek végül lerakódnak a munkadarab felületén.
A tisztítás után a vákuumkamra továbbra is evakuál, hogy elérje a 6,5×10-3Pa. Ezután bizonyos mennyiségű argongázt vezetnek be, hogy a kemencében 0,3 Pa össznyomást érjenek el; beállítják az impulzus előfeszítés és a munkaciklus értékeit (a konkrét értékek a filmréteg követelményeitől függnek); a katódcélpont köztes frekvenciájú tápegységének teljesítményét (feszültség, áram) egy bizonyos értékre állítják be; a mintát főbombázásnak vetik alá, a bombázás idejét a folyamat követelményei határozzák meg.
④ Nitrogéngáz hozzáadása a lerakódás színezéséhez. A fő bombázási folyamat végén megfelelő mennyiségű N2 reakciógáz áramlását vezetik be (ekkor a vákuum mértéke kissé csökken). Kézzel állítsa be a nitrogénáram-mérő potenciométerét a nitrogénáram szabályozására a tömegspektrométer által megjelenített nitrogén parciális nyomás (százalék) alapján. Ekkor a folyamat követelményeinek megfelelően beállítható az impulzus előfeszítés, a munkaciklus és a katódcélpont köztes frekvenciájú tápegységének teljesítmény (feszültség, áram) értékei; a mintát a folyamat követelményei alapján lerakódási színezésnek vetik alá, és a lerakódási időt a folyamat követelményei alapján határozzák meg. Ily módon a fémionok megfelelő előfeszítés mellett a munkadarab felé mozognak, és a mozgás során a reakciógázzal ütközve fémvegyületfilmet képeznek. Ezzel egyidejűleg a mozgás sebessége is csökken, és lerakódik a munkadarab felületén.
⑤ Passziválás. A passziválás szerepe az, hogy a frissen bevont filmréteg egy bizonyos hőmérsékleten viszonylag aktív szerkezetet képez. Ha azonnal érintkezik a légkörrel, akkor ismét reakcióba lép, ami színváltozást okoz. Ezért a bevonat elkészülte után le kell hűteni, és megfelelő mennyiségű argongázt kell bevezetni, amely inert gázzal védi a munkadarab felületi filmrétegét, lehetővé téve, hogy a filmréteg stabilabb legyen a hőmérséklet csökkenésével; másrészt lehetővé teszi, hogy a célfelület nagy mennyiségű argongázt szívjon fel és telítődjön, ezáltal friss célfelületet tart fenn, és megakadályozza, hogy a célfelület más gázokat szívjon fel a légkörrel való feltöltés után, így védve a porlasztó célfelületet a szennyeződéstől. A töltési folyamat során a maximális argongáz-áramlás körülbelül 2 perc.
⑥ Felfújható hűtés. Amikor a vákuumkamra hőmérséklete 120 ℃-ra csökken, levegőt vezet be a légköri nyomásra.
⑦ A kemence kinyitása és a minta kivétele. Nyissa ki a kemence ajtaját, vegyen fel tiszta kesztyűt a minta eltávolításához, és zárja le a mintát a színméréshez, a filmvastagság méréséhez és az Auger-féle félkvantitatív elemzéshez.
(3) A cirkónium-nitrid film színszabályozása
Dekoratív ZrN aranyszerű filmként a filmréteg színe különösen fontos. A középfrekvenciás reaktív magnetronporlasztásos technológia számos folyamatparamétere miatt számos tényező befolyásolja a film színét. Bizonyos egyéb folyamatparaméterek mellett a nitrogén parciális nyomása és a porlasztási teljesítmény létfontosságú a film színe szempontjából. A nitrogénparciális nyomás növekedésével a ZrN-film színe ezüstfehér→világossárga→aranysárga→vöröses arany→mélyvörös között változik. A porlasztási teljesítmény növekedésével a ZrN-film színe mélysárga→aranysárga→világossárga színről változik. A ZrN-filmek színét az arany és az aranyötvözetek színével összehasonlítva a kívánt aranysárga színt a leválasztás során a nitrogén parciális nyomásának beállításával lehet elérni.
2.2 Titán-nitrid dekoratív bevonat
(1) Magnetron porlasztásos technológia a titán-nitrid leválasztási folyamatához
① Szerelje be a munkadarabot. Miután a munkadarabot felhelyezte a munkadarab rögzítőre, zárja be a bevonatkamrát.
② Vákuumos elszívás. Indítsa el a vákuumszivattyút, és amikor a vákuum mértéke eléri a 6 Pa-t, nyissa ki a diffúziós magas rugót, és húzza ki a vákuumot, hogy elérje a 6×10-3Pa.
③ Sütés-fűtés. Kapcsolja be a sütőfűtés tápegységét, hogy a munkadarabot az előre meghatározott hőmérsékletre melegítse.
④ Bombázásos tisztítás. Bevezetni a munkagázt a bevonatkamrába, fenntartani az 1~3Pa vákuumfokot, 1000~3000 V bombázási feszültséget, a munkadarab izzó kisülést generál, argon ionok bombázzák és tisztítják a munkadarabot, bombázás 10~20 percig.
⑤ Titán-nitrid lerakása. Először helyezze le az alapréteget, csökkentse a munkadarab előfeszítését körülbelül 500 V-ra, vezessen be argongázt, és állítsa be a vákuumot 0,3 ~ 0,5 Pa-ra. Kapcsolja be a magnetronporlasztó céltárgy tápegységét. A céltárgy felületén izzó kisülés keletkezik, és az argonionok nagy sűrűségű áramlása titánatomokat lök ki a céltárgy felületéről. Ezután helyezze le a titán-nitrid bevonatot, amelyhez nitrogéngáz bevezetése szükséges, a vákuumot a 0,5~0,7Pa tartományban tartva. Mivel a magnetronos porlasztás kiegyensúlyozott fémionizációs sebessége csak 5% ~ 10%, a fém reaktivitása viszonylag alacsony, ami szűk eljárástartományt (nitrogéntartalom) eredményez a nitrogénezett tűszerű vegyületek bevonatának megszerzéséhez. Az izzó kisüléshez képest a jó minőségű titán-nitrid bevonatok eléréséhez elengedhetetlen a titán porlasztás mennyiségének és az argon-nitrogén aránynak a szigorú ellenőrzése. Ellenkező esetben a lerakódási sebesség nagyon alacsony lesz, és a színt nehéz lesz szabályozni.
⑥ Távolítsa el a munkadarabot. Amikor a filmvastagság eléri a megadott követelményeket, fújja fel a bevonatkamrát, nyissa ki a bevonatkamrát, és vegye ki a munkadarabot.
(2) A folyamatparaméterek hatása a titán-nitrid filmek tulajdonságaira
① A leválasztási hőmérséklet hatása a nitrid vékonyrétegek tulajdonságaira. A lerakási hőmérséklet befolyásolja a TiN bevonatok keménységét és szerkezetét; az 500 ℃ közelében lerakott TiN film keménysége és tapadása a legmagasabb. A túlzott és magas hőmérséklet károsan hat a TiN-film felületi keménységére. Ha a leválasztási hőmérséklet túl alacsony, az rövid porlasztás előtti időt vagy alacsony porlasztási energiát tükröz, ami befolyásolja a film sűrűségét, ami a TiN film elégtelen magképződéséhez és a szerkezet durvulásához vezet, ami a keménység csökkenését eredményezi. Ezzel szemben, ha a leválasztási hőmérséklet túl magas, az a minta felületén túlmelegedést okozhat. Tegyük fel, hogy a leválasztási hőmérséklet meghaladja a hordozóanyag edzési hőmérsékletét. Ebben az esetben csökken a szubsztrát keménysége, ami megakadályozza a jó kötést a filmhez, és a film keménységének csökkenését okozza. Ezért a leválasztási hőmérséklet növelése előnyös a TiN film keménységének javítása szempontjából, feltéve, hogy a minta felülete nem melegszik túl.
② A leválasztási feszültség hatása a titán-nitrid filmek tulajdonságaira. A leválasztási feszültség növelésével az előállított TiN-filmek törésmorfológiája finomabbá válik, a filmek mikrokeménysége és leválasztási sebessége pedig nő. A kisülési feszültség növelése azonos leválasztási körülmények között a plazma intenzitásának fokozását is jelenti, ami elősegíti a kémiai reakciókat a termékképződés szempontjából kedvező irányba. Ezért a leválasztási feszültség növelése növelheti a TiN filmek leválasztási sebességét.
③ A munkadarab hatása a titán-nitrid filmek teljesítményére. A fólia munkadarabon való teljesítményének minősége nemcsak magának a fóliának a tulajdonságaitól függ, hanem a munkadarab anyagának tulajdonságaitól is, különösen a munkadarab anyagának keménységétől. A kemény filmek csak viszonylag kemény alapanyagokon mutatják kiváló kopásállóságukat. Ha a hordozóanyag keménysége változik, a TiN-film és a hordozó közötti kötési szilárdság is eltérő lesz. Minél nagyobb a szubsztrát keménysége, annál jobb a TiN-film és a szubsztrát közötti kötés. A gyakorlati alkalmazásokban a film minőségének javítása érdekében törekedni kell a hordozóanyag nagy keménységének fenntartására bizonyos leválasztási hőmérsékleti körülmények között. Minél kisebb a szubsztrát felületi érdessége, annál nagyobb a kötéserő a titán-nitrid film és a szubsztrát között, a polírozás a legjobb a szubsztrát felületi érdessége esetén.
VI. szakasz Zománcos kézművesség
A zománc egy gyönyörű és színes kézműves művészet, amely különböző színű mázak fémalapra történő felhordásával (például arany, ezüst, réz, titán stb.) és magas hőmérsékleten történő égetésével készül. A zománc színei élénkek, drágakőszerű csillogással és textúrával rendelkeznek, ellenállnak a korróziónak, a kopásnak és a magas hőmérsékletnek, vízállóak és nedvességállóak, kemények és szilárdak, nem öregednek és nem romlanak. A zománcot régóta alkalmazzák a kézműves ékszerekben; az ókori évszázadokban az ékszerdobozok különböző díszítőelemeinek kialakításánál használták, a 15. századra pedig az órásmesterek beépítették az óragyártásba, élénk színeket adva az óráknak. A zománc aprólékos égetési módszerei lenyűgözőek, és gazdag színkifejező képessége a divatirányzatok élvonalába emelte. A zománc ékszerek győznek a színekkel, és gyakran vonzzák az ékszertervezők figyelmét, különösen akkor, ha a zománcot fém ékszereken felületi díszítésre használják, ami nagyban fokozza a darabok művészi kifejezőerejét.
A zománcot Dél-Kínában "Shaoqing", Észak-Kínában "Shaolan", Japánban pedig "shippō-yaki" néven ismerik.
Az ékszerzománc feldolgozási módszerei három típusra oszthatók: festett zománc, champlevé zománc és cloisonné zománc.
(1) Festett zománc
A zománcfestő mesterség Nyugat-Európából és Franciaországból származik, és európai kereskedők és misszionáriusok hozták Guangdongba a Qing-dinasztia Kangxi korszakában. A festett zománc művészetét először Guangdongban állították elő, ahol általában "Shaoqing", "Guang zománc" vagy "külföldi zománc" néven emlegetik. A császár és a miniszterek gyorsan megbecsülték és értékelték ezt a kivételesen finom mesterséget, miután megérkezett Kínába. A Qing-dinasztia idején Kangxi, Yongzheng és Qianlong császárok zománcműhelyeket hoztak létre mind a pekingi császári palotában, mind Guangdongban, és gyakran választottak ki Guangdongból kiváló zománcfestőket, akik a fővárosban szolgáltak, és nagy mennyiségű zománcárut és zománcékszert készítettek a királyi használatra.
A festett zománc a három fő zománcozási technika közül a legnehezebb. A közvetlenül a fémre történő festés legnagyobb előnye, hogy a minták és vonalak gazdagabbak lehetnek, ami lehetővé teszi a részletesebb és összetettebb, korlátok nélküli minták kialakítását. A fémhuzal körvonalazásához szükséges lépés kihagyása azonban jelentősen megnöveli a zománc kiégetésének nehézségét. Először is, ott van a különböző színek közötti színkeveredés kérdése; a különböző színeket elválasztó fémhuzal nélkül, ha a zománcanyagok nem megfelelően keverednek, az a színvérzés kaotikus helyzetéhez vezethet.
A festett zománc készítése során több réteg fehér mázat vagy porcelánfehéret visznek fel egy fém alapra. A porcelánfehér egy fehér szilárd anyag, amelyet porrá kell őrölni, és megfelelő vízzel kell összekeverni. Egy kis ecsettel egyenletesen lehet felvinni a fémalapra. A porcelán égetési hőmérséklete általában 720~820 ℃ között van. A szinterezés után fehér alaplemezt kapunk, és erre az alaplemezre különböző zománcszíneket festünk, bonyolultan ábrázolva a mintákat, mint az olajfestészetben. A legnagyobb probléma a színkeverés; ha a színeket túlságosan összekeverik, a minták a szinterezés után elmosódnak, és tönkreteszik a műalkotást. Ezért egy szakasz ábrázolása után azt először szinterezni kell. A következő részt lehet megfesteni, majd újabb szinterezés következik, amit addig kell ismételni, amíg a mű be nem fejeződik. Néha a szinterezés több tucat ismétlésére van szükség, és ha bármelyik ponton megsérül, az egész mű tönkremegy, ami a festett zománc mesterségét rendkívül értékessé teszi.

(2) Cloisonné zománc
A cloisonné zománctechnika viszonylag bonyolult, mégis ez a kínaiak számára a legismertebb és legbüszkébb zománcművészet, a híres "Jingtai kék" a cloisonné zománc egyik fajtája. Jellemzője, hogy először fémhuzalokat használnak egy fémalapra a minta körvonalazására, amelyet természetes ragasztóval rögzítenek, majd ráhegesztik a fémalapra. Ezután a finomra őrölt ásványokból és fémoxidokból készült körvonalakba különböző színű zománcmázat töltenek. A fémdarabokat egy speciális kemencébe helyezik 800 ℃-os hőmérsékleten történő égetéshez, melynek hatására a máz a magas hőmérséklet miatt megváltoztatja a színét. Mivel a különböző fémoxidoknak különböző hőmérsékletre van szükségük a színváltozáshoz, a zománcdarabokat többször is égethetik. Végül a fémhuzalokat elsimítják, és a védelem érdekében színtelen, átlátszó védőanyagot visznek fel.

(3) Champlevé zománc
A technika a cloisonné zománchoz hasonló. A fémdíszek felületi mintáit olyan technikákkal alakítják ki, mint a vésés, a bélyegzés vagy a maratás. Először a mintákat a fémalapra vésik, a vésett körvonalakon belül barázdákat hagyva. A különböző vastagságú vonalakkal ellátott, élénk minták létrehozásához a zománcfestő a zománcfestéket porrá őrli, kevés vízzel keveri, majd a barázdákat zománccal tölti ki, vékony rétegben ecsettel felfestve a festett mintákat. Miután elkészült, hagyja megszáradni a levegőn, majd a fenti magas hőmérsékletű kemencébe helyezi égetéshez, és minden egyes festékréteget 40~60 másodpercig kell égetni a 800 ℃-os magas hőmérsékletű kemencében. A zománccal való többszöri kitöltés, égetés és polírozás után végül egy sima és fényes mű jön létre.

VII. szakasz Gyantaöntési eljárás
A gyantaöntési eljárást széles körben használják a népszerű ékszerekben. A gyanta jellege szerint két fő kategóriára osztható: lágy gyanta és kemény gyanta. A lágy gyanta kisebb keménységű, és nem alkalmas csiszolásra és polírozásra, de kézműves ékszerek felületi bevonására használható; a kemény gyanta nagy keménységű, és csiszolással és polírozással feldolgozható, hogy sima és fényes hatást érjen el.
Általában epoxigyanta kristálycsepp ragasztót használnak, amely nagy tisztaságú epoxigyantából, keményítőszerekből és egyéb anyagokból áll. Kikeményített termékének jellemzői a vízálló, kémiailag ellenálló és kristálytiszta tulajdonságok. Amellett, hogy jó védelmet nyújt a kézműves díszek felületének, ez a kristálycsepp-ragasztó a felület fényességét és fényességét is fokozhatja. Különböző pigmentek hozzáadásával a ragasztó gazdag színsorozatot alkothat, tovább fokozva a felületi dekoratív hatást, így alkalmas az olyan anyagokból, mint a fém, kerámia, üveg és akril készült kézműves termékek felületi díszítésére és védelmére.
Az epoxigyanta a zománchoz hasonló felületi hatással rendelkezik, és gyakran használják műzománc termékként, néha "lágy zománcnak" is nevezik. A kettő között azonban jelentős különbségek vannak. A zománcot magas hőmérsékleten égetett zománcpigmentekből készítik; nagyon kemény és stabil, jó tartósságú, nem öregszik és nem romlik, de hajlamos a fémek oxidálódására és lágyulására, ezért nem alkalmas drágakövekkel berakott dísztárgyakhoz; a gyanta a műanyagból készült szerves vegyületek kategóriájába tartozik. Az ilyen típusú műanyag gyantából készült termékeket nem kell magas hőmérsékletű kemencében szinterezni a szín eléréséhez. Elég, ha folyékony színű gyantát viszünk fel a fémre, és hagyjuk a levegőn természetesen megszáradni, vagy sütődobozban szárítjuk, így a gyártás egyszerű és nem károsítja a fémet, alkalmas a drágakővel berakott ékszerek végső kezelésére. A gyanta anyagi tulajdonságai miatt azonban nem tartós, nem hőálló, és hajlamos a korrózióra és kopásra. Egy bizonyos idő elteltével valószínűleg öregedést, fakulást és csillogásvesztést mutat. Alacsonyabb minőségű, és nem őrzi meg az értékét. A gyanta alapvető folyamata a következő.
- Először is készítse elő a szükséges eszközöket és berendezéseket, például a mérőműszereket, a ragasztóbeállító eszközöket, a munkadarabtartókat, a szárítóberendezéseket és a munkadarabokat a csepegtető ragasztási művelethez.
- Helyezze el vagy állítsa be a mérlegskálát (elektronikus mérleg), a sütőt, a munkadarabtartót és a munkapad szintjét.
- Mérjük le az A ragasztót egy száraz és tiszta, széles szájú, lapos edényben, miközben arányosan lemérjük a B ragasztót (általában 3:1 súlyarányban).
- Egy kerek üvegpálcával (vagy kerek fapálcával) keverje az AB-keveréket balra, jobbra, illetve az óramutató járásával megegyező vagy ellentétes irányban. Ezzel egyidejűleg a tartályt (edényt) lehetőleg 45°-os szögben megdöntve és folyamatosan forgatva, kb. 1~2 percig keverjük.
- Öntse a kevert AB ragasztót egy puha műanyag flakonba, amelynek hegyes fúvókája van a csepegtetéshez, és csepegtesse a ragasztót a kívánt tartozék pozíciójára.
- Ha a gyantacsepp területe valamivel nagyobb, vagy a gyanta mennyisége viszonylag nagyobb, a ragasztóban lévő buborékok eltávolításának felgyorsítása érdekében cseppfolyósított gázzal működő gázlámpát lehet használni a habmentesítés elősegítésére. A habtelenítés során a fáklya lángját teljes égési állapotba kell állítani, és a lángot ideális esetben kb. 25 cm távolságra kell tartani a munkadarab felületétől. A fáklya mozgási sebessége nem lehet túl gyors vagy túl lassú; mérsékelt sebességet kell tartani.
- A buborékok eltávolítása után a munkadarabot vízszintesen a kemencébe lehet helyezni a fűtés és a kikeményedés céljából. A hőmérsékletet először 30 perc körül 40 ℃-ra kell beállítani, majd 60-70 ℃-ra kell emelni, amíg a ragasztó teljesen meg nem szilárdul.

VIII. szakasz Metszési technológia
A maratás a nem kívánt fém bizonyos mélységig történő eltávolítása kémiai módszerekkel. Elve hasonló az áramköri lapok gyártásához, ahol a megtartandó fémrészeket saválló bevonattal látják el, majd savas oldattal marják el a nem kívánt fémrészeket; a negatív minták feldolgozása pontosan az ellenkezője a pozitív mintákénak.
A maratási eljárás alkalmas antik stílusú kézműves termékek és ékszerek feldolgozására és gyártására, amelyek különleges felületi stíluskövetelményekkel rendelkeznek. Az elmúlt években a maratási módszerrel feldolgozott fémfestmények, kézműves és üreges műtárgyak exportvolumene hazánkban jelentősen megnőtt, és a kézműves ékszerek új ágává vált.
A maratási folyamatok kémiai maratásra, elektrolitikus maratásra, lézeres maratásra és ultrahangos maratásra oszthatók.
1. Kémiai maratási folyamat
A maratásra nem szoruló területeket fedje le korrózióálló bevonattal, majd merítse a munkadarabot egy speciális maróoldatba. Az oldat képlete a 11-2. táblázatban látható. Győződjön meg arról, hogy a marandó területek teljes mértékben érintkeznek az oldattal, és ha szükséges, melegítés és keverés alkalmazható. A maratási időt a kívánt maratási mélység és a kísérletekből kapott maratási sebesség alapján szabályozza a kívánt maratási eredmény eléréséhez.
11-2. táblázat Részleges fémmaratási oldat képletei
| Összetevők és technológiai feltételek | Rozsdamentes acél marása | Rézötvözet marása | Alumínium marása |
|---|---|---|---|
| Vas-klorid | 600 ~ 800 | 600 ~ 650 | 450 ~ 550 |
| Sósav/(g・L) -1) | 80 ~ 120 | ||
| Foszforsav/(g・L -1) | 20 ~ 30 | ||
| Réz-szulfát/(g・L -1) | 200 ~ 300 | ||
| Kénsav/(g・L -1) | 90 ~ 100 | 10 ~ 20 | |
| Salétromsav/(g・L -1) | 8 ~ 12 | ||
| Maratási gyorsító/(g・L -1) | 80 ~ 100 | ||
| Hőmérséklet/℃ | 10 ~ 45 | 15 ~ 50 | 20 ~ 40 |
| Idő/min | 15 ~ 20 | 10 ~ 15 | 10 ~ 20 |
2. Elektrolitikus maratás
IX. szakasz Nano ~ Permetezéses galvanizálási technológia

1. A nano ~ permetezés és a galvanizálás elve
2. A nano ~ permetezéses bevonat jellemzői
(1) Zöld és környezetbarát. Nincs három hulladékkibocsátás, nem ~ mérgező és ártalmatlan, nincs káros nehézfém.
(2) Alacsony beruházás és alacsony költség. A galvanizáláshoz képest a berendezés beruházása kicsi, és nincs szükség szennyvízkezelő rendszer felszerelésére.
(3) A működés biztonságos és egyszerű, nagy hatékonysággal. Nem lesz károsodás, ha a kezelő véletlenül a kezére vagy más testrészére permetezi. Nincs szükség vizes galvanizáló kezelésre és bonyolult előzetes vezető rétegkezelésre.
(4) Elhelyezhető a permetezéshez, és különböző színű permetlemezeket lehet permetezni ugyanazon a terméken. Különböző színek tetszés szerint.
(5) A feldolgozott alkatrészeket nem korlátozza a méret és az alak, nem korlátozzák a különböző anyagok, újrahasznosíthatók és erőforrásokat takarítanak meg.
(6) A színes sokféleség alkalmazási tartománya széleskörű. A permetezett termékek bevonhatók arany, ezüst, króm, nikkel, vagy homok ~ színes tükörhatással. Különböző más színekkel is bevonhatók, mint például aranysárga, sárgaréz színű, antik aranysárga, ágyú réz színű (piros, sárga, lila, zöld, kék) és egyéb magas ~ fényű hatások. Különböző anyagokra, például fémre, gyantára, műanyagra, üvegre, kerámiára, akrilra és fára lehet permetezni, és széles körben használható különböző felületi dekorációs iparágakban, például a kézműiparban és az ékszeriparban.
(7) A nano ~ permetezéssel készült termékek kiváló tapadással, ütésállósággal, korrózióállósággal, időjárásállósággal, kopásállósággal, karcállósággal és jó rozsda megelőzési képességekkel rendelkeznek.














