Окончательное руководство по изготовлению золотых сплавов, используемых в ювелирном деле
Исчерпывающее руководство по свойствам и особенностям сплавов золота K
Введение:
Овладейте мастерством изготовления золотых украшений K с помощью нашего руководства, содержащего 70 ключевых терминов, определяющих артистизм золотых сплавов. Откройте для себя идеальный баланс Au-Ag, Au-Cu, Au-Ni и Au-Pd для достижения желаемых цветов и прочности. Ознакомьтесь с техническими особенностями состава сплава, имеющего решающее значение для литья, коррозионной стойкости и безопасности кожи. Наше руководство, посвященное тонкостям выбора золотого наполнителя, освещает путь к созданию долговечных и визуально ошеломляющих изделий. От предотвращения хрупкого разрушения красного золота K до придания белизны белому золоту K - мы предлагаем решения для распространенных производственных задач. Повысьте свое мастерство в ювелирном деле с помощью наших экспертов, объединив традиции и инновации для создания элегантности, неподвластной времени.

Оглавление
Раздел Ⅰ Легирование золота и материалов с золотым наполнителем K
1. Легирование золота
С древних времен золото стало незаменимым благодаря своему красивому цвету, отличной химической устойчивости и способности к формованию. Ювелирные изделия и аксессуары. Ювелирные изделия из чистого золота обладают такими преимуществами, как небольшой объем, высокая стоимость и портативность, а также хорошо сохраняют свою ценность и выполняют декоративные функции, что делает их любимыми среди различных этнических групп нашей страны на протяжении всей истории. Однако чистое золото имеет слишком мягкую текстуру, что делает его непригодным для формовки и оправы, в результате чего традиционные украшения из чистого золота становятся относительно однообразными и легко деформируются или изнашиваются.
С изменением потребительского отношения к золотым украшениям люди стали отдавать предпочтение не только качеству материала, но и его декоративной форме и цветовому разнообразию, что способствовало развитию золотых сплавов K. Разработка золотых сплавов K направлена на улучшение механических свойств, таких как прочность и твердость золота, удовлетворение сенсорных требований пользователей и снижение стоимости материала. Благодаря добавлению определенной доли легирующих элементов к чистому золоту для создания золота соответствующего качества, золотые украшения, изготовленные с использованием золотого сплава в качестве основного материала, или золотые украшения с инкрустацией различными драгоценными камнями, превосходят по цвету, качеству и стилю украшения из чистого золота. Благодаря постоянному совершенствованию дизайна и технологий обработки, золотые украшения K завоевывают все большую долю рынка благодаря своей персонализации и художественному творчеству.
Золото K имеет различные качества, которые отличаются по физическим свойствам, химическим свойствам, механическим свойствам и технологическим характеристикам из-за различных типов и пропорций добавленных легирующих элементов. Стандартные базовые системы сплавов для ювелирного золота включают сплавы Au-Ag, Au-Cu, Au-Ni и другие бинарные системы сплавов, а также Au-Ag-Cu, Ag-Ni-Cu и другие тройные системы сплавов.
1.1 Сплав Au-Ag
Фазовая диаграмма бинарного сплава Au-Ag показана на рисунке 3-9. Оба сплава могут бесконечно растворяться как в жидком, так и в твердом состоянии. Добавление серебра к золоту понижает его температуру плавления. Температура плавления непрерывно снижается по мере увеличения содержания серебра, при этом между линиями ликвидус и солидус существует небольшой температурный разрыв. Поэтому этот сплав обладает хорошими литейными свойствами, что позволяет обеспечить качество ювелирного литья.

Добавление серебра к золоту может осветлить его цвет и изменить его в зеленовато-желтую сторону. Поскольку серебро и золото имеют гранецентрированную кубическую кристаллическую структуру, а их атомные радиусы практически одинаковы, усиливающий эффект серебра на золоте не заметен. Если взять в качестве примера золото 18 карат с составом 75%Au-25%Ag, то его отожженная твердость составляет всего HV32, а прочность на разрыв - всего 185 МПа, что свидетельствует об относительно низкой прочности и твердости. Тем не менее, удлинение может достигать 36, демонстрируя хорошую гибкость и способность к холодной обработке. Поэтому сплав Au-Ag часто используется для создания желтого золота K для ювелирных изделий.
1.2 Сплав Au-Cu
Фазовая диаграмма бинарного сплава показана на рисунке 3-10. В жидком состоянии эти два вещества могут быть бесконечно растворимы. По мере увеличения содержания меди температура плавления сплава быстро снижается, а когда содержание меди превышает 20, температура плавления сплава снова постепенно повышается. Интервал кристаллизации при затвердевании сплава Au-Cu невелик, особенно в диапазоне содержания меди от 15 до 25%, где интервал кристаллизации сплава практически отсутствует, что обеспечивает ему хорошие литейные характеристики и низкую склонность к усадке. После затвердевания сплав представляет собой единый твердый раствор в высокотемпературной области. При дальнейшем охлаждении в среднетемпературной области происходит упорядочивающее превращение с образованием AuCu [wt (Au) = 75,6%] промежуточная фаза и AuCu3[wt(Au) = 50,8%] промежуточная фаза.

Химический состав сплава Au-Cu существенно влияет на его механические свойства. При увеличении содержания меди прочность сплава в твердом растворе (закаленном) быстро возрастает, достигая максимума около 25 единиц, а дальнейшее увеличение содержания меди приводит к быстрому снижению прочности (рис. 3-11). Cu является эффективным упрочняющим элементом для широко используемого золота K. Процесс термообработки также существенно влияет на механические свойства сплава Au-Cu. Если взять в качестве примера золото 18К с составом 75%Au-25%Cu, то его твердость в твердом растворе составляет HV165, а прочность на разрыв - 514 МПа. После обработки старением упорядоченная фаза, образовавшаяся в сплаве, может увеличить его прочность на растяжение примерно до 910 МПа и твердость примерно до HV200. Тем не менее, гибкость снижается, и сплав становится хрупким, неблагоприятным для обработки холодной деформацией.

Добавление меди в золото меняет его цвет на красный, что делает ее основным легирующим элементом красного золота K. Медь также часто используется в золоте K и белом золоте K для улучшения механических и технологических свойств сплава.
1.3 Сплав Au-Ni
Фазовая диаграмма бинарного сплава Au-Ni показана на рисунке 3-12. Определенное количество никеля, добавленного к золоту, понижает температуру плавления сплава, при этом температура плавления достигает минимума при содержании никеля 18%, примерно 955℃, и сплав имеет минимальный интервал кристаллизации, что благоприятно для улучшения литейных характеристик сплава.
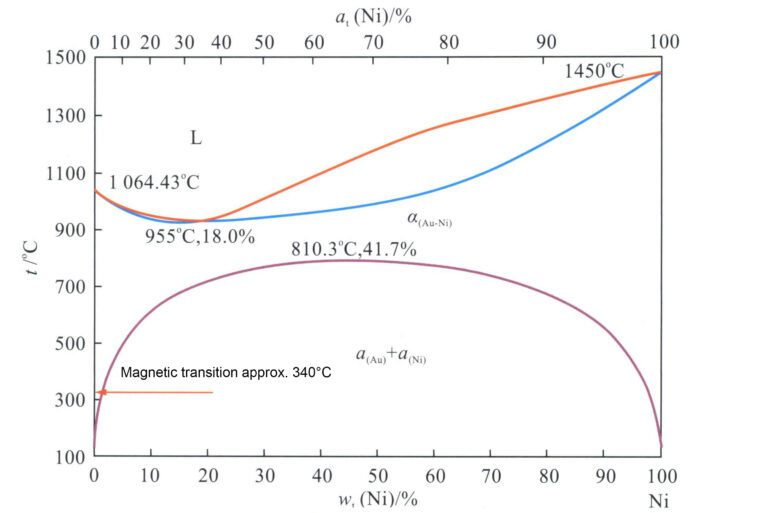
Рисунок 3-12 Фазовая диаграмма бинарного сплава Au-Ni
Сплав Au-Ni представляет собой однофазный твердый раствор при высоких температурах. При снижении температуры ниже определенной отметки твердый раствор распадается на двухфазную структуру. Используя эту особенность, обработка сплава Au-Ni при старении может значительно повысить прочность и твердость материала (рис. 3-13).
Добавление никеля в золото осветляет его цвет; когда содержание никеля достигает определенного уровня, сплав приобретает серовато-белый цвет, близкий к платиновому, что делает его одним из самых эффективных отбеливающих элементов в белом золоте. Однако никель является сенсибилизирующим элементом, и когда уровень его выделения превышает определенный порог, возникает риск вызвать кожную аллергию.

Рисунок 3-13 Влияние процесса термообработки на твердость сплава Au-Ni
1.4 Сплав Au-Pd
Фазовая диаграмма бинарного сплава показана на рисунке 3-14. Добавление палладия к золоту повышает температуру плавления сплава, и по мере увеличения содержания палладия температуры ликвидуса и солидуса сплава продолжают расти. На богатом золотом конце интервал кристаллизации относительно велик и достигает примерно 51℃ при содержании палладия около 17% (ат), постепенно снижаясь по направлению к богатому палладием концу. Сплав имеет единую структуру твердого раствора при высоких температурах, и в процессе охлаждения сплавы с определенным диапазоном состава будут подвергаться упорядочивающим преобразованиям и формированию порядка Au3фаза Pd и AuPd3 упорядоченная фаза, которая повышает прочность и твердость сплава, но снижает его пластичность и гибкость.

В целом, температура плавления сплава Au-Pd относительно высока, что повышает сложность литья. Твердость твердого раствора сплава Au-Pd невысока, но он обладает хорошей пластичностью, что благоприятно для обработки холодной деформацией. Палладий оказывает хорошее отбеливающее действие на золото и является одной из базовых систем сплавов для белого золота, однако высокая цена палладия приводит к увеличению стоимости материала.
2. K Золотая начинка Материалы
Золото K - это сплав, состоящий из определенной доли промежуточных сплавов, добавленных к чистому золоту, которые в ювелирной промышленности принято называть наполнителями. В ювелирных наборах распространены такие марки золота К, как 8К - 10К, 14К и 18К; по цвету - желтое золото К, белое золото К, красное золото К и другие. Поэтому использование наполнителей в украшениях из золота K широко распространено, а качество наполнителей напрямую влияет на качество украшений.
Когда ювелирные компании производят золотые украшения K, они смешивают чистое золото с покупными наполнителями. Характеристики пломбировочных материалов, поставляемых разными поставщиками, иногда могут значительно отличаться; даже пломбировочный материал одной и той же марки от одного и того же поставщика может испытывать колебания характеристик, что негативно сказывается на производстве ювелирных компаний. При выборе золотых наполнителей K необходимо учитывать следующие факторы.
2.1 Физические свойства
Поверхностный декоративный эффект золотых украшений K имеет большое значение. Для золотых украшений K при выборе наполнителей следует обратить внимание на влияние плотности, цвета, магнетизма, температуры плавления и других аспектов наполнителей на золотые украшения K.
(1) Плотность.
Диапазон элементов сплавов, выбранных для наполнителей, достаточно широк, и каждый элемент сплава имеет свою атомную массу и соответствующую плотность. Плотность золота K, изготовленного с использованием различных составов наполнителей, варьируется. Для ювелирного изделия с фиксированным объемом и пробой материалы с низкой плотностью позволяют уменьшить вес украшения и снизить стоимость изделия.
(2) Цвет.
Для золотых украшений цвет является одним из основных физических свойств. Декоративные золотые сплавы обычно делятся на две основные категории по цвету: цветные золотые сплавы и сплавы из белого золота. Изменяя соотношение состава сплава и наполнителя, можно получить различные цветные золотые сплавы. Наиболее часто используемое цветное золото K включает в себя три серии: K-золото, K-белое золото и K-красное золото, с типичными наполнителями, показанными на рисунке 3-15. Кроме того, в последние годы за рубежом было разработано несколько уникальных цветных золотых наполнителей K, которые могут образовывать с золотом уникальные цветные, сложные и хрупкие интерметаллические соединения.

(a) Золотой наполнитель K

(b) наполнитель из белого золота

(c) К красному золотому наполнителю
Рисунок 3-15 Различные цветные золотые наполнители K для ювелирных изделий
(3) Магнетизм.
В золотых украшениях K, как и в украшениях из драгоценных металлов, обычно требуется, чтобы сплав проявлял нечто иное, чем магнетизм, во избежание сомнений потребителей в подлинности материала. Золото не является магнитным, а золотые украшения K содержат множество других металлических элементов. Когда материал наполнителя содержит магнитные компоненты, такие как Fe, Co, Ni и Ga, это может привести к проявлению магнетизма в золотом материале K. Например, в белом золоте К обычно используется никель в качестве отбеливающего элемента. На рисунке 3-13 показано, что сплав представляет собой однофазный твердый раствор ниже линии солидуса и выше определенной температуры. При медленном охлаждении до определенной температуры начинается разделение фаз, образуя двухфазную область. Когда температура опускается примерно до 340℃, происходит магнитный переход, и сплав проявляет определенную степень магнетизма.
(4) Температура плавления.
Большинство золотых украшений K производятся с использованием технологии литья в гипсовую форму. Из-за плохой высокотемпературной термостабильности гипса при достижении температуры 1200℃ происходит термическое разложение с выделением SO2 газ, что приводит к образованию пор в отливке. Если гипсовая форма обжигается не полностью, оставляя остатки углерода внутри формы, или если металлическая жидкость сильно окислена, образуя большое количество оксида меди, эта температура разложения будет значительно снижена. Поэтому для обеспечения безопасности литья в гипсовую форму необходимо контролировать температуру плавления сплава. Как правило, температура плавления золота K и красного золота K составляет около 900℃, и использование гипсовой формы для литья будет вполне приемлемым. Однако для белого золота K, из-за использования Ni, Pd с высокой температурой плавления в качестве отбеливающего элемента, температура плавления сплава выше, чем у золота K и красного золота K, что создает риск термического разложения гипсовой формы. Когда содержание Ni, Pd очень высоко, гипсовая форма уже не может гарантировать качество продукции, что требует использования дорогостоящего порошка для литья, связанного с фосфорной кислотой, что, несомненно, увеличивает производственные затраты и трудности.
2.2 Химические свойства
Для ювелирных изделий важна химическая стабильность. Химическая стабильность золотых украшений из К-золота в основном отражается в их устойчивости к потускнению и коррозии, что тесно связано с наполнителями, используемыми в К-золоте. Коррозионная стойкость золотых сплавов зависит от состава; в целом, золото высокой чистоты благоприятно для повышения коррозионной стойкости. Например, золото 18К - 22К обладает хорошей коррозионной стойкостью в обычных неорганических кислотах, а золото 14К также имеет хорошую коррозионную стойкость. Тем не менее, в сильных кислотных условиях оно будет выщелачивать медь и серебро с поверхности. Золотые сплавы ниже 9К не устойчивы к сильной кислотной коррозии и будут тускнеть и обесцвечиваться в плохих средах. Однако содержание драгоценных металлов в золотых сплавах K - не единственный фактор, влияющий на потускнение; потускнение и обесцвечивание - это совокупный результат химического состава сплава, химических процессов, факторов окружающей среды и микроструктуры. В низкочистом золоте K, когда состав наполнителя благоприятен для повышения потенциала золота K, формирования плотной защитной пленки и улучшения микроструктуры сплава, все еще можно получить сплавы с отличными химическими свойствами и хорошей устойчивостью к обесцвечиванию. Среди трех основных серий золота К красное золото склонно к потускнению поверхности из-за высокого содержания меди, и для его улучшения необходимо использовать благоприятные легирующие элементы в присадочных материалах.
2.3 Механические свойства
Чтобы золотые украшения долго сохраняли блеск, необходимо повысить твердость сплава для удовлетворения требований к износостойкости; некоторые структурные компоненты украшений, такие как ушные булавки, крючки, броши, пружины и т. д., требуют хорошей эластичности и также нуждаются в повышении твердости сплава. Однако твердость самого золота может быть выше, что затрудняет выполнение требований к инкрустации. Одно из назначений золота K - повышение прочности, твердости, вязкости и других механических свойств материала. Среди трех типичных видов К-золота белое золото, отбеленное никелем, обладает более высокой прочностью и твердостью, а также отличной эластичностью, что требует баланса между прочностью, твердостью и гибкостью; красное золото может претерпевать изменения в упорядочении и терять гибкость, что требует корректировки и улучшения состава наполнителя и процесса изготовления.
2.4 Производительность процесса
При разработке состава присадочного материала следует в полной мере учитывать требования к характеристикам различных методов обработки. Например, метод плавки может повлиять на стойкость сплава к окислению; один и тот же сплав может дать несовместимые результаты при плавке с использованием горелки, индукционного нагрева в атмосфере, защитной атмосферы или вакуума. Кроме того, в ювелирном производстве могут использоваться различные методы обработки, такие как литье, штамповка и сварка, каждый из которых предъявляет различные требования к характеристикам золота K, что определяет выбор и количество элементов сплава в присадочном материале. При разработке состава присадочного материала следует в полной мере учитывать технологичность сплава, чтобы избежать проблем с эксплуатацией, вызванных слишком узким диапазоном обработки. Технологические характеристики в основном включают в себя такие аспекты, как производительность литья, производительность пластической обработки, производительность полировки, производительность сварки и производительность переработки.
(1) Кастинг.
Литейные свойства сплава существенно влияют на качество поверхности литых ювелирных изделий. Качество литья сплава можно оценить по нескольким параметрам, включая текучесть расплавленного металла, склонность к усадке и пористости, а также склонность к термическому растрескиванию при деформации. Золото K, используемое для литья, должно иметь небольшой интервал кристаллизации, низкую склонность к окислению, хорошую текучесть и способность к заполнению. В нем не должны быстро образовываться дисперсные усадочные и деформационные трещины, что способствует получению литых ювелирных изделий с законченной формой, точными контурами, плотной кристаллизацией и прочной структурой.
(2) Производительность обработки пластилина.
Технология обработки пластика имеет множество применений в производстве золотых украшений K. Помимо использования волочильного и прокатного оборудования для изготовления листов, проволоки и труб, она также часто применяется для формирования ювелирных изделий, например, для токарной обработки на станках, штамповки на штамповочных машинах и гидравлического прессования. Для обеспечения качества продуктов обработки пластика необходимо правильно составить рецептуру и строго соблюдать технологические требования, а также учитывать присущие материалу характеристики обработки пластика, которые оказывают решающее влияние. Золотые материалы должны обладать хорошими характеристиками обработки пластичности, особенно при таких операциях, как волочение, прокатка, штамповка и гидравлическое прессование, при которых твердость сплава не должна быть слишком высокой, а скорость закалки сплава должна замедляться для облегчения работы; материал также должен обладать хорошей гибкостью. В противном случае он будет склонен к растрескиванию.
(3) Эффективность полировки.
К качеству поверхности ювелирных изделий предъявляются особые требования, и большинство украшений должны быть отполированы до зеркального блеска. Это требует не только правильного выполнения полировочных операций, но и внимания к свойствам самого сплава. Например, заготовка должна иметь плотную структуру с утонченными и однородными зернами, без дефектов в виде пор и включений. Если зерна заготовки крупные и в них присутствуют такие дефекты, как усадка или поры, могут быстро возникнуть такие явления, как апельсиновая корка, впадины от полировки и хвосты кометы. Царапины и дефекты в виде хвоста кометы также могут быстро появиться при наличии жестких включений.
(4) Возможность повторного использования.
Выход ювелирного литья обычно составляет всего 50 или даже меньше. Каждая отливка приносит большое количество литниковой системы и отходов материалов для повторного использования. Ювелирные компании, исходя из себестоимости и эффективности производства, всегда надеются использовать как можно больше вторичного сырья. Из-за неизбежных проблем улетучивания, окисления и поглощения газов в процессе плавления сплава, состав сплава будет в той или иной степени изменяться при каждой отливке, влияя на металлургическое качество сплава и его литейные характеристики. Ухудшение характеристик сплава в процессе повторного использования тесно связано не только с процессом эксплуатации, но и с присущими сплаву характеристиками повторного использования, которые в основном зависят от склонности сплава к газопоглощению и окислению, а также его реакционной способности с тиглями и литейными материалами. Чем меньше склонность к газопоглощению и окислению, тем ниже реакционная способность по отношению к тиглям и литейным материалам, и тем лучше показатели пригодности к повторному использованию.
(5) Характеристики сварки.
В процессе изготовления ювелирных изделий часто возникает необходимость разделить заготовку на несколько простых мелких деталей для отдельного производства, а затем сварить эти мелкие детали вместе. Чтобы добиться хорошего качества сварки, помимо правильного использования припоя, необходимо также оценить сварочные характеристики золота K. Если свариваемая деталь обладает хорошей теплопроводностью, тепло не будет быстро накапливаться в месте сварки в процессе нагрева. Тем не менее, вскоре оно будет проведено по всей детали, что не способствует плавлению припоя. Предположим, что золото K склонно к окислению во время нагрева. В этом случае образовавшийся оксидный слой снизит смачиваемость припоя, препятствуя его проникновению в сварной шов и приводя к таким проблемам, как слабая сварка, ложная сварка и некачественная сварка.
2.5 Безопасность
Ювелирные изделия, которые в течение длительного времени находятся в непосредственном контакте с телом человека, должны учитывать безопасность как один из важнейших факторов при выборе ювелирных материалов. В материалах наполнителей следует избегать вредных для человеческого организма элементов, таких как Cd, Pb и радиоактивные элементы. Кроме того, следует минимизировать аллергические реакции, вызванные контактом украшений с кожей; например, золотые украшения K, в которых в качестве отбеливающего элемента используется никель, рискуют вызвать кожную аллергию. Поэтому Европейская комиссия и некоторые другие страны установили строгие ограничения на скорость высвобождения Ni в ювелирных изделиях, что означает, что украшения, содержащие Ni, должны отвечать соответствующим стандартам в отношении скорости высвобождения Ni.
2.6 Экономические факторы
Золото K - это сплав, состоящий из золота и его наполнителей. Цена наполнителей является одним из важнейших факторов, влияющих на себестоимость продукции, особенно для низкокаратного золота K, для легирования которого требуется много наполнителей. Поэтому при выборе легирующих элементов для наполнителей следует ориентироваться на широко распространенные и недорогие материалы, а дорогие драгоценные металлы следует избегать или сводить к минимуму, чтобы снизить себестоимость золота K.
Раздел II K Желтое золото
Желтое золото K относится к желтому золотому сплаву, известному на английском языке как каратное желтое золото, обычно обозначаемое в ювелирной промышленности как KY, например, 18KY и 14KY. Золото K - это традиционный цветной золотой сплав, который долгое время занимал важное место в ювелирных материалах из золота K. Однако с 1990-х годов, с ростом популярности белых ювелирных изделий, доля золотых украшений K постепенно сократилась.
Тем не менее, благодаря относительно отличным технологическим и производственным свойствам золота K, оно по-прежнему широко используется в ювелирной промышленности, а некоторые производители даже используют золото K для изготовления ювелирных заготовок, а затем покрывают их родием (Rh), чтобы заменить им украшения из белого золота K.
1. Организация и работа желтого золота K в системе Au-Ag-Cu
Сплав Au-Ag-Cu является базовой системой сплавов для К-золота, которая в значительной степени определяет его характеристики. Ag и Cu являются основными легирующими элементами золота K, а в процессе производства часто добавляется определенное количество Zn и небольшое количество других компонентов для улучшения характеристик сплава. Различные соотношения легирующих элементов влияют на физические свойства, химические свойства, механические свойства и технологические характеристики материалов из желтого золота K.
1.1 Физические свойства желтого золота в системе Au-Ag-Cu
(1) Цвет.
В системе Au-Ag-Cu золотых сплавов цвет золотых сплавов тесно связан с их составом. Регулируя соотношение Ag, Cu и других легирующих элементов в сплавах, можно получить сплавы золота К разного цвета.
С увеличением содержания Cu энергия электронного перехода сплава уменьшается, и кривая отражения смещается в сторону меньшей энергии, значительно увеличивая отражение в красной полосе света (640 -750 нм) (рис. 3-16), что приводит к постепенному увеличению красного индекса сплавов золота K.

С увеличением содержания Ag энергия электронного перехода сплава Au-Ag возрастает, и кривая отражения Au почти параллельно мигрирует в сторону увеличения мощности. В результате сильно отражаются не только красная и желтая полосы видимого спектра, но даже зеленая, синяя и фиолетовая полосы, что в конечном итоге приводит к сплошному отражению во всем видимом спектре (рис. 3-17). Это приводит к расширению полосы пропускания, и зеленый индекс золотого сплава K постепенно увеличивается. Улучшение отражательной способности выгодно при высоком содержании Ag в сплаве.

Благодаря комплексному влиянию Ag и Cu на цвет золотых сплавов, сплав Au-Ag-Cu демонстрирует богатые цвета и оттенки (рис. 3-18). Сплав с высоким содержанием Au кажется золотисто-желтым, сплав с высоким содержанием Ag - белым, а сплав с высоким содержанием Cu - красным. При добавлении Ag в Au, по мере увеличения содержания Ag, цвет сплава постепенно меняется с желтого на зеленовато-желтый, светлый зеленовато-желтый, светло-белый и, наконец, на белый. При добавлении Cu в Au, по мере увеличения содержания Cu, цвет сплава постепенно меняется с желтого на красновато-желтый, розовый и, наконец, красный.
Для конкретной пробы желтого золота K добавление Zn приводит к тому, что цвет золотого сплава K склоняется к светло-красновато-желтому или темно-желтому.

(2) Плотность.
Теоретическая плотность также постоянна для золота K с фиксированным составом. Поскольку литые ювелирные заготовки не могут быть плотными в процессе производства, использовать твердость отливки для количественного объяснения влияния соотношения элементов сплава нецелесообразно. Однако разница между плотностью отливки и теоретической плотностью все же может косвенно отражать плотность литого изделия, а необходимое количество материалов может быть рассчитано на основе соотношения плотности сплава и плотности восковой формы.
Различные соотношения элементов сплава будут оказывать особое влияние на плотность золотых материалов K. Соответствие между плотностью тройных сплавов и их химическим составом (рис. 3-19) показывает, что сплошные линии представляют собой контурные линии плотности сплава, которые наклонены к оси Au-Ag, что указывает на более значительное влияние Cu на плотность сплава, чем Ag. С увеличением пробы сплава плотность сплава также соответственно увеличивается; для сплавов с высоким содержанием Au контурные линии параллельны. Для золота K той же пробы при увеличении содержания Ag значение плотности увеличивается, и контурные линии плотности постепенно смещаются к более высоким значениям.

Золото K часто сплавляют с Zn в качестве легирующего элемента, и при увеличении содержания Zn плотность сплава несколько снижается.
(3) Температура плавления.
На рисунке 3-20 показана проекция температурного контура линии ликвидус сплава Au-Ag-Cu на плоскость. По мере увеличения марки сплава его температура ликвидус непрерывно повышается; совместное добавление Ag и Cu приводит к снижению температуры плавления сплава, образуя куполообразную область контуров температуры плавления, открывающихся в направлении координатной линии Ag-Cu, с самой низкой температурой плавления около 750℃, когда марка сплава относительно низкая.

(4) Микроструктура.
Фазовая диаграмма сплава Au-Ag-Cu (рис. 3-21) показывает, что три его компонента, Au, Ag и Cu, могут образовывать три типа бинарных сплавов. Один из них - бинарный сплав Au-Ag, который полностью смешивается как в жидком, так и в твердом состоянии; другой - бинарный сплав Ag-Cu, типичный эвтектический сплав с очень малой растворимостью Ag и Cu при комнатной температуре; третий тип - бинарный сплав Au-Cu, который полностью растворяется с образованием непрерывного твердого раствора в высокотемпературной области. При медленном охлаждении ниже 410℃ происходит упорядочивающее превращение с образованием AuCu3 и AuCu упорядоченные фазы. Таким образом, в системе тернарного сплава Au-Ag-Cu существуют фазы, богатые Ag и Cu, происходящие из эвтектической системы Ag-Cu, и несмешивающаяся двухфазная область развивается глубже по мере увеличения содержания Au. Эта область выглядит как дуга по направлению к углу, богатому Ag, в плоскости проекции (рис. 3-22), что указывает на то, что структура тернарного сплава Au-Ag-Cu связана с соотношением легирующих элементов Ag и Cu.

Рисунок 3-21 Фазовая диаграмма сплава Au-Ag-Cu

Рисунок 3-22 Изотермическая двухфазная область сплава Au-Ag-Cu в проекции границы твердой фазы при комнатной температуре (По данным Уильяма С. Рапсона, 1990)
Для удобства анализа содержание Ag и Cu выражено в виде коэффициента конверсии Ag, то есть:

В формуле Ag и Cu означают массовые доли Ag и Cu в сплаве Au-Ag-Cu, соответственно.
Используя Ag' в качестве координаты состава, продольные разрезы, соответствующие трем цветам 18K 14K и 10K на рисунке 3-19, превращаются в квазибинарные диаграммы разрезов (рисунок 3-23).
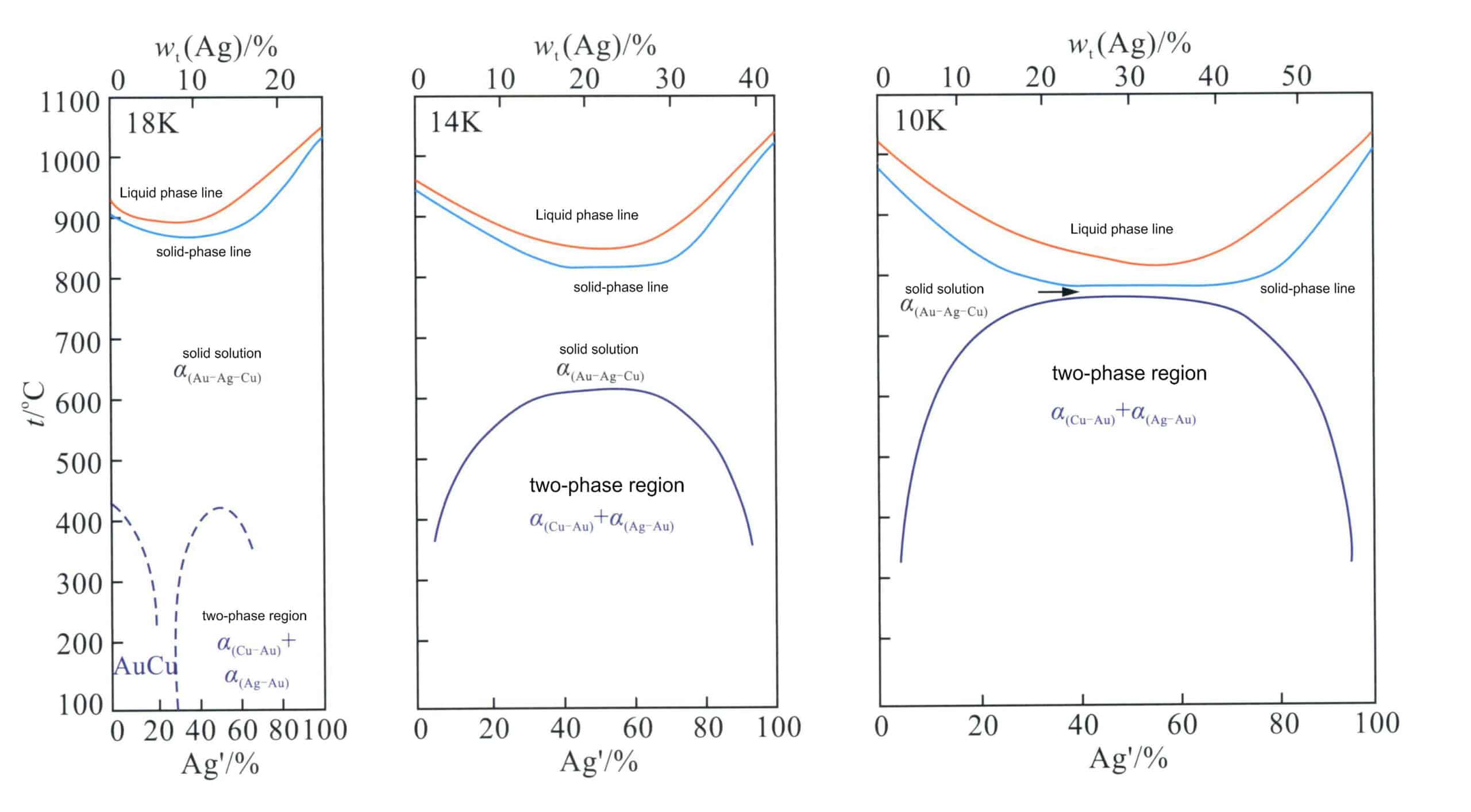
Рисунок 3-23 Квазибинарное продольное сечение сплава Au-Ag-Cu (По материалам William S. Rapson, 1990)
В соответствии с Ag' и областями, в которых происходит разделение фаз, сплавы можно разделить на различные типы; например, сплавы 18K Au-Ag-Cu имеют три типичных типа.
Тип I: Ag' составляет 0%-20%, богатая область фаз сплава с Cu, единый твердый раствор при высоких температурах и претерпевает упорядочивающее превращение при низких температурах.
Тип II: Ag' - 20%-75%, представляет собой единый твердый раствор при высоких температурах и разлагается на две несмешивающиеся фазы при низких температурах.
Тип III: Ag'>75%, единый твердый раствор при высоких и низких температурах.
Au-Ag-Cu При добавлении Zn и других легирующих элементов в систему золото-К, диапазон несмешивающейся двухфазной области может быть уменьшен, когда содержание Zn достигает определенного уровня, делая двухфазную область более узкой и короткой.
1.2 Коррозионная стойкость золота Au-Ag-Cu K
Коррозионную стойкость сплавов Au-Ag-Cu можно разделить на четыре области (рис. 3-24). Сплавы в области I имеют более высокий класс и хорошую коррозионную стойкость, выдерживая коррозию в одних неорганических кислотах; коррозионная стойкость сплавов в области II уступает таковой в области I, но все еще имеет относительно хорошую коррозионную стойкость, с незначительной коррозией в твердых кислотах; сплавы в области III еще более снижены, страдая от сильной кислотной коррозии. Сплавы IV региона имеют относительно низкую стойкость и склонны к потемнению и обесцвечиванию. Добавление определенного количества {{1}} легирующих элементов в низкосортное золото Au-Ag-Cu K позволяет повысить его коррозионную стойкость.
Однако они все еще обладают относительно хорошей коррозионной стойкостью и лишь незначительно корродируют в твердых кислотах; сплавы региона III еще более ухудшены и подвержены сильной кислотной коррозии. Сплавы IV области имеют относительно низкую стойкость и склонны к потемнению и обесцвечиванию. Добавление определенного количества легирующих элементов Zn, Si и Pd в низкосортное золото Au-Ag-Cu K позволяет повысить его коррозионную стойкость.

Рисунок 3-24 Коррозионная стойкость сплава Au-Ag-Cu (по данным Ning Yuantao et al., 2013)
1.3 Механические свойства золота Au-Ag-Cu K
В сплаве Au-Ag-Cu пропорция Ag и Cu существенно влияет на механические свойства сплава. Сплавы с различными составами были закалены после выдержки при температуре 740℃, после чего были проведены испытания на твердость и удлинение в состоянии твердого раствора. Твердость сплава 50%Au-30%Ag-20%Cu самая высокая, достигая HB150, а удлинение самое низкое, всего 25%, в то время как сплавы, расположенные вблизи трех углов, имеют более низкую твердость и более высокое удлинение (рис. 3-25, рис. 3-26).

Рисунок 3-25 Твердость по Бринеллю сплава Au-Ag-Cu в состоянии твердого раствора

Рисунок 3-26 Удлинение сплава Au-Ag-Cu в состоянии твердого раствора
Различия в механических свойствах сплавов с разными компонентами отражаются и на влиянии на них термической обработки. Если взять в качестве примера сплав Au-Ag-Cu 18KY, то, когда состав сплава находится в диапазоне сплавов типа I, старение сплава в твердом растворе при низких температурах приводит к упорядочиванию, что повышает прочность, увеличивает твердость сплава, но снижает его упругость и гибкость. В диапазоне сплавов типа II обработка старением может вызвать разделение фаз в сплаве, улучшая его прочность и твердость, что приводит к умеренной твердости. Однако в сплавах типа III обработка старением невозможна, и твердость сплава может быть выше.
Для четвертичных сплавов Au-Ag-Cu-Zn роль Zn может несколько снизить твердость сплава и объем области несмешивающейся твердой фазы на тройной фазовой диаграмме Au-Ag-Cu.
1.4 Технологические характеристики золота Au-Ag-Cu K
Золото Au-Ag-Cu K имеет относительно низкую температуру плавления, что делает его пригодным для точного литья с использованием гипсовых форм. При добавлении в сплав легирующих элементов, таких как Zn Si, можно дополнительно улучшить текучесть расплавленного металла и уменьшить склонность к окислению, тем самым повысив эффективность литья.
Золото Au-Ag-Cu K обладает хорошей гибкостью в состоянии твердого раствора, относительно низкой твердостью и хорошими характеристиками холодной обработки, что позволяет использовать такие методы холодной обработки, как прокатка, волочение и ковка. Для сплавов, подвергающихся упорядочивающим превращениям и фазовому разделению, контроль метода охлаждения при промежуточном отжиге необходим, чтобы избежать снижения пластичности и гибкости.
2. Типичные пробы и свойства золота K для декорирования
Использование золота K имеет долгую историю и является относительно зрелым золотым сплавом. Для удовлетворения требований различных технологий обработки декоративного золота К был разработан ряд цветов, многие из которых были коммерциализированы, что позволяет компаниям выбирать в соответствии со своими рыночными потребностями. В таблице 3-10 перечислены некоторые типичные марки декоративного золота K и их свойства.
Таблица 3-10 Типичные пробы и свойства золота K для декорирования
| Чистота | Содержание компонентов/% | Цвет | Температура плавления | Плотность/ (г/см3) | Мягкая твердость HV / (Н/мм2) | Показатель мягкого удлинения /% | |||
|---|---|---|---|---|---|---|---|---|---|
| Чистота | Wt(Au) | Масса (Ag) | Вес (Cu) | Масса (Zn) | Цвет | Температура плавления | Плотность/ (г/см3) | Мягкая твердость HV / (Н/мм2) | Показатель мягкого удлинения /% |
| 22K | 917 | 55 | 28 | - | Желтый | 995 ~ 1020 | 17.9 | 52 | |
| 22K | 917 | 32 | 51 | - | Глубокий желтый | 964 ~ 982 | 17.8 | 70 | 30 |
| 18K | 750 | 160 | 90 | - | Светло-желтый | 895 ~ 920 | 15.6 | 135 | 35 |
| 18K | 750 | 125 | 125 | - | Желтый | 885 ~ 895 | 15.45 | 150 | 40 |
| 18K | 750 | 14.1 | 10 | 0.9 | Желтый | 887 ~ 920 | 14.99 | 130 | - |
| 14K | 585 | 300 | 115 | - | Желтый | 820 ~ 885 | 14.05 | 150 | 17 |
| 14K | 585 | 265 | 150 | - | Светло-желтый | 835 ~ 850 | 13.85 | 175 | 30 |
| 14K | 585 | 205 | 210 | - | Светло-желтый | 830 ~ 835 | 13.65 | 190 | 25 |
| 10K | 417 | 120 | 375 | 88 | Желтый | 778 ~ 860 | 11.42 | 120 (Литой штат) | - |
| 9K | 375 | 65 | 450 | 110 | Красный и желтый | 835 ~ 908 | 10.91 | 105 (Состояние литья) | - |
3. Общие проблемы при изготовлении ювелирных изделий из золота K
По сравнению с двумя другими цветами золотых материалов K, золотые материалы K имеют относительно более зрелое мастерство в ювелирном деле. Однако в процессе производства золото K все еще часто сталкивается с проблемами, которые в основном отражаются в следующих аспектах.
3.1 Проблемы с цветом золота K
В большинстве случаев золото K напрямую использует присущий ему цвет без последующего нанесения гальванического покрытия на поверхность, что позволяет сплаву соответствовать требованиям заказчика и сохранять стабильность и яркость поверхности в течение долгого времени. В настоящее время на рынке представлены десятки моделей золотых сплавов K, и все они классифицируются как желтые. Тем не менее, реальное восприятие цвета сильно варьируется, например, глубокий желтый, светло-желтый, зеленовато-желтый, красновато-желтый и голубовато-желтый. В ювелирных изделиях 14 карат желтый цвет представлен тремя цветами: голубовато-желтым, светло-желтым и красновато-желтым (рис. 3-27). Нередко компании получают жалобы от клиентов или даже возвраты из-за отклонений в цвете при производстве. Цвет сплава зависит от его состава, а также от условий проверки.

3.2 Проблемы с дендритной поверхностью золота K
Температура плавления золота K ниже, чем у 24-каратного золота, но дендритные поверхности редко встречаются в ювелирных изделиях из 24-каратного золота при инвестиционном литье. В ювелирных изделиях из золота К (особенно из низкопробного золота К), напротив, иногда наблюдаются дендритные поверхности. Причина в том, что сплавы золота К имеют определенный диапазон затвердевания, и процесс их кристаллизации часто протекает в дендритной форме, образуя дендритный каркас, который сцепляется между собой, оставляя остатки расплавленного металла между дендритами. Предположим, что расплавленный металл не смачивает форму. В этом случае при разложении гипса может образоваться сернистый газ, который оттеснит остатки расплавленного металла от поверхности и оставит дендритный каркас. В результате образуется типичная дендритная структура поверхности. Производственная практика показывает, что для низкосортного золота K образование большого количества оксида меди или оксида цинка и высокие температуры литья или формы увеличивают вероятность разложения гипса, что облегчает формирование дендритной поверхности.
3.3 Проблема включений в золоте K
Cu и Zn являются основными легирующими элементами в золоте K и склонны к окислению во время плавки, образуя оксидные включения. Проблема включений, вызванная Zn, особенно заметна; он образует оксиды легче, чем Cu, в присутствии кислорода, и его оксиды нелегко объединяются в жидкий шлак, а вместо этого выглядят как порошок, как всплывающий на поверхность расплавленного металла, так и остающийся внутри расплавленного металла. В результате после образования оксида цинка он остается в материале, вызывая образование пустот и поверхностных дефектов, макроскопически проявляющихся в виде включений в форме кошачьей лапы (рис. 3-28).

Раздел III K Белое золото
K белое золото, или белое золото, - это сплав белого золота, который в английском языке принято называть karat white gold, а в ювелирной промышленности часто обозначается как KW, например, 18KW и 14KW. Белое золото K когда-то использовалось в качестве заменителя платины, обладая такими преимуществами, как более высокая прочность и лучшие литейные характеристики, и широко применялось в ювелирных украшениях, став значимым материалом среди декоративных золотых сплавов, занимая важнейшее место среди цветных золотых материалов K.
1. Обесцвечивание золота и белая градация белого золота K
Золото выглядит золотисто-желтым, и для придания ему белого цвета необходимо добавлять легирующие элементы с отбеливающим эффектом. Среди всех металлических элементов в природе, за исключением нескольких элементов, таких как Au и Cu, большинство металлических элементов имеют белый или серый цвет. Поэтому добавление других металлов в той или иной степени окажет отбеливающее действие на золотой сплав. В табл. 3-11 перечислены отбеливающие способности некоторых легирующих элементов для золота и их основные недостатки при использовании в качестве отбеливающих элементов. Из табл. 3-11 видно, что существует не так много металлов, которые могут эффективно служить отбеливающими элементами для белого золота K и удовлетворять требованиям традиционного производственного процесса для ювелирных изделий. Такие элементы, как Ni, Pd, Fe и Mn, обладают сильной отбеливающей способностью для золота и являются основными отбеливающими агентами на сегодняшний день.
Таблица 3-11 Возможности отбеливания и основные недостатки легирующих элементов для золота (по данным Bagnoud et al., 1996)
| Элемент | Способность к отбеливанию | Основные недостатки |
|---|---|---|
| Ag | Общие сведения | Вызывает обесцвечивание сплава при высоком содержании |
| Pd | Очень хорошо | Высокая стоимость, повышает температуру плавления сплава |
| Pt | Pd Похожие на Pd | Более высокая стоимость по сравнению с Pd |
| Ni | Хорошо | Сенсибилизатор кожи |
| Cr | Слабый | Кожный аллерген |
| Co | Слабый | Кожный аллерген |
| На сайте | Слабый | При высоком содержании ухудшается производительность обработки |
| Sn | Слабый | При высоком содержании ухудшается производительность обработки |
| Zn | Слабый | При высоком содержании сплав сильно улетучивается, что затрудняет его переработку. |
| Эл | Слабый | Ухудшение производительности обработки |
| Ti | Слабый | Ухудшение производительности обработки |
| V | Слабый | Токсичен, ухудшает качество обработки, высокореактивен, трудно поддается повторному использованию |
| Ta, Nb | Слабый | Высокореактивные, трудно поддаются повторному использованию |
| Fe | Хорошо | Низкая растворимость в Au, сплав проявляет ферромагнетизм при наличии осадочных фаз, что ухудшает коррозионную стойкость. Если содержание превышает 10%, сплав становится слишком твердым, он ухудшает качество обработки и подвержен окислению при литье. |
| Mn | Хорошо | Реактивность сильная, а переработка затруднена, если содержание превышает 10%. |
Различные методы наполнения могут привести к изменению цвета золотых сплавов одной и той же чистоты. Чтобы обеспечить хорошую связь между спросом и предложением, Американская ассоциация ювелиров-производителей и поставщиков (MJSA) в сотрудничестве с Всемирным золотым советом определила цветовой класс белого золота K после тестирования цветов образцов 10KW, 14KW и 18KW с помощью системы цветовых координат CIELab. Он определил, что значение индекса желтизны "белого золота K" должно быть меньше 32; превышение этого значения означает, что оно не может называться белым золотом K. Значение индекса желтизны делится на три уровня: Уровень 1, Уровень 2 и Уровень 3, как показано в Таблице 3-12.
3-12 Проба белого цвета белого золота K
| Класс цвета | YI Желтый индекс YI | Степень белизны | Родиевое покрытие |
|---|---|---|---|
| Уровень 1 | YI< 19 | Очень белый | Нет необходимости |
| Уровень 2 | 19≤YI ≤24.5 | Белые лучше | Может быть покрыт или нет |
| Уровень 3 | 24,5 < YI ≤ 32 | Бедный | Должны быть покрыты гальваническим покрытием |
Использование этого показателя позволяет поставщикам, производителям и продавцам количественно определить требования к цвету белого золота категории K.
2. Категории и характеристики белого золота K
В зависимости от используемых отбеливающих элементов, белое золото можно условно разделить на четыре категории: никелевое белое золото, палладиевое белое золото, никель + палладий в белом золоте и белое золото с низким содержанием никеля или без него (низкое содержание палладия). Согласно статистике зарубежных исследовательских институтов, на первые две категории приходится 76% и 15% рынка ювелирных изделий из белого золота, а на последние - 7% и 2%.
2.1 Белое золото с никелем K
Благодаря низкой цене и хорошему отбеливающему эффекту, никель традиционно используется в качестве отбеливающего агента для Au. Среди всех коммерческих видов белого золота никелевое белое золото доминирует на рынке.
Содержание Ni напрямую влияет на эффект отбеливания белого золота K. Сплавы Au с содержанием Ni 9% -12% почти белые, а с постепенным уменьшением содержания Ni желтизна сплава увеличивается. Когда содержание Ni становится ниже 5%, белизна сплава значительно снижается, а цвет становится желтоватым.
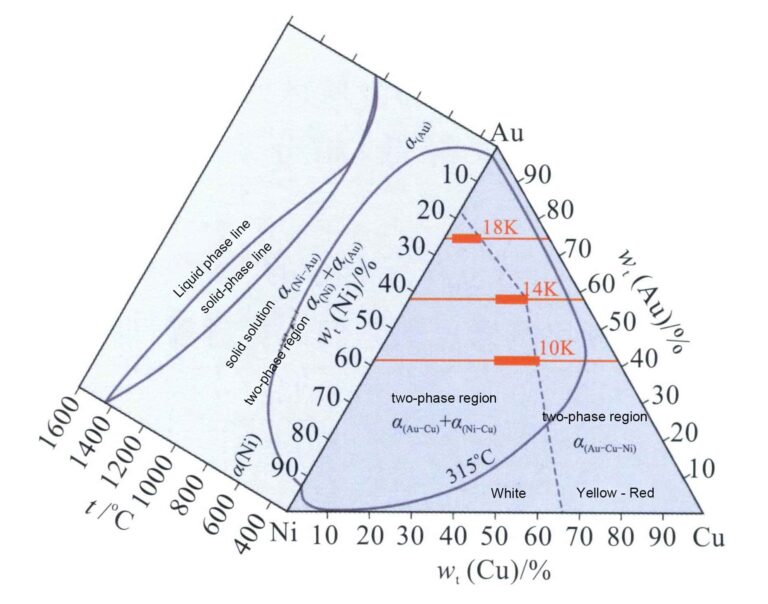
Из фазовой диаграммы бинарного сплава Au-Ni на рисунке 3-12 видно, что сплав Au-Ni представляет собой непрерывный твердый раствор при высоких температурах и может распадаться на фазы, богатые Au и Ni-фазы при низких температурах, что повышает твердость сплава. Белое золото из никеля K с высоким содержанием Ni плохо поддается обработке и обычно образуется методом литья по выплавляемым моделям. Добавление Cu может улучшить обрабатываемость сплава. Таким образом, сплав Au-Ni-Cu является наиболее часто используемой базовой системой сплавов для ювелирных изделий из белого золота. Проекция линии границы фазового распада тройного сплава Au-Ni-Cu на плоскость (рис. 3-29) показывает, что с увеличением содержания Cu область двухфазного распада бинарной системы сплавов Au-Ni расширяется до тройной системы. С понижением температуры диапазон области фазового распада расширяется.

Организация тройных сплавов Au-Ni-Cu связана с соотношением Ni и Cu, и для облегчения анализа были использованы пересчитанные соотношения Cu и Ni, отражающие их относительные количества, т.е.

В формуле Cu Ni обозначает массовую долю, соответственно. Чем меньше значение Cu, тем выше содержание Ni; чем значительнее значение Cu, тем ниже содержание Ni.
На рисунке 3-30 показано квазидвоичное продольное сечение сплава с координатами компонентов Au-Ni-Cu' и цветами 18K, 14K и 10K. Видно, что структура сплава представляет собой однофазный твердый раствор, только когда значение Cu' превышает 80%; ниже этого значения появляется двухфазная несмешивающаяся область. По мере уменьшения цвета сплава температура его плавления непрерывно повышается, интервал кристаллизации затвердевания расширяется, расширяется и диапазон двухфазной области твердого состояния.
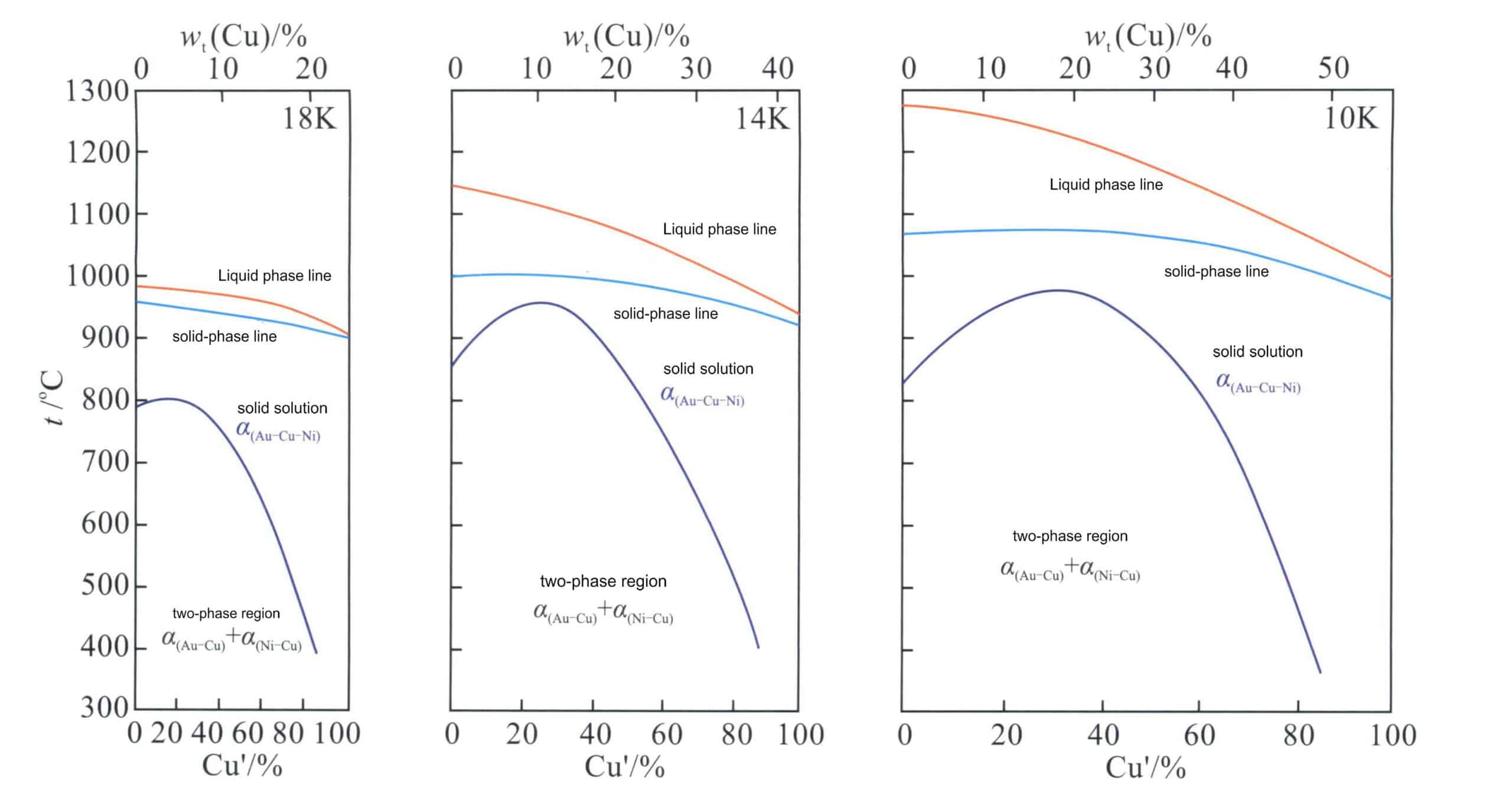
Взаимосвязь между температурой ликвидуса сплава Au-Ni-Cu и составом показана на рис. 3-31; с увеличением содержания Ni температура плавления сплава также повышается, что указывает на ухудшение литейных характеристик сплава.

Взаимосвязь между цветом сплава Au-Ni-Cu и составом показана на рисунке 3-32. Пунктирная линия обозначает границу между белым и желтым или красным цветом. С увеличением содержания Ni белизна сплава возрастает. Для достижения определенной белизны сплава содержание Ni не должно быть ниже определенного значения. Для 18К, 14К и трех цветов 10К для изготовления ювелирных изделий можно использовать сплавы, соответствующие жирному отрезку черной линии на рисунке.
Прочность и твердость сплава серии Au-Ni-Cu высоки, но его обрабатываемость может быть лучше, чем у сплава серии Au-Ag-Cu. При фазовом разделении золота при низких температурах твердость Ni-богатой фазы намного выше, чем Au-богатой. Эти две фазы деформируются с разной скоростью при прокатке или вытяжке материала. Мягкий металл фазы, богатой Au, деформируется легче, чем твердый металл фазы, богатой Ni-. При определенной степени обработки между двумя фазами возникает напряжение, которое влияет на гибкость сплава и снижает его производительность при холодной обработке.
Для улучшения характеристик сплава Au-Ni-Cu Zn часто выбирают в качестве вспомогательного отбеливающего элемента, чтобы компенсировать хроматический эффект, вызванный добавлением Cu, и усилить отбеливающий эффект Ni. Он также может служить в качестве раскислителя для литья по выплавляемым моделям, повышая эффективность обработки. Однако улетучивание Zn в процессе выплавки снижает пластичность сплава и создает особые трудности при его переработке.
2.2 Палладий K белое золото
Никель может вызвать аллергию на коже, поэтому в Европе широко используется палладиевое белое золото с Pd в качестве ведущего отбеливающего элемента.
Pd - элемент платиновой группы, обладающий хорошей отбеливающей способностью по отношению к золоту, что позволяет сплавам приобретать теплый серо-белый цвет с приятным ощущением. Из-за высокой цены на палладий Ag часто используется в качестве вторичного отбеливающего элемента. Au-Pd-Ag Тернарный сплав является базовой системой сплавов палладия с белым золотом, и связь между его цветом и составом показана на рис. 3-33. Для получения лучшего белого цвета содержание Pd должно достигать определенного значения. Для стандартных 18К, 14К и 9К, трех цветов, содержание должно быть выбрано в области пограничной линии. Если взять в качестве примера белое золото 18К, то при содержании Pd 10%-13% оно имеет превосходный белый цвет и не требует родирования.

В отличие от сплавов Au-Ni-Cu, сплавы Au-Pd-Ag представляют собой однотвердые растворы во всем диапазоне составов и не демонстрируют фазового разделения. Распределение температуры ликвидуса сплавов Au-Pd-Ag показано на рисунке 3-34. Добавление палладия к золоту повышает температуру плавления сплава, и по мере увеличения содержания Pd температура плавления сплава продолжает расти. Это повышает сложность литья сплава. При очень высоком содержании палладия обычные процессы литья в гипсовые формы могут легко привести к появлению дефектов пористости в отливках из-за термического разложения гипсового литейного порошка.

Распределение контуров отожженной твердости для сплавов Au-Pd-Ag показано на рис. 3-35. Его твердость аналогична твердости сплавов Au-Ag-Cu и значительно ниже твердости сплавов Au-Ni-Cu. В то же время при комнатной температуре этот сплав представляет собой единую непрерывную структуру твердого раствора, что обеспечивает отличную обрабатываемость, делая его пригодным для прокатки, гравировки, инкрустации и других операций.

Поскольку Pd Ag относится ко всем элементам драгоценных металлов, Au-Pd-Ag обладает хорошей коррозионной стойкостью. Добавление соответствующего количества других легирующих элементов в этот сплав может еще больше улучшить его характеристики в некоторых аспектах.
2.3 Никель-палладий K белое золото
Этот тип белого золота K содержит Ni и Pd, при этом Ni используется в качестве основного отбеливающего элемента, а его содержание ограничивается для снижения. Риск аллергии на никель и улучшение технологических характеристик сплава; для компенсации недостаточной способности к отбеливанию в сплав добавляется соответствующее количество Pd, что позволяет сплаву достичь достаточной белизны при хороших технологических характеристиках и в то же время избежать проблемы чрезмерно высокой стоимости материала, когда Pd используется исключительно в качестве основного отбеливающего элемента.
2.4 Белое золото без никеля (с низким содержанием палладия) K
Учитывая потенциальную токсичность никеля для кожи человека, многие страны и регионы установили нормативы по скорости высвобождения никеля из ювелирных материалов, что способствует исследованиям и разработке безникелевых материалов K white gold. Помимо палладиевого белого золота с использованием Pd в качестве отбеливающего элемента, ведется разработка материалов, отличных от Ni Pd. Приготовление белого золота среднего и высокого качества с использованием легирующих элементов оказалось неудовлетворительным; во многих случаях для достижения хороших результатов необходимо добавить значительное количество Pd. До сих пор в коммерческих целях применялось лишь несколько систем сплавов с добавлением таких элементов, как Pt, Fe, Mn и других. Pt является отличным отбеливающим агентом для Au, но также часто используется вместе с Pd, который уже давно применяется в стоматологических сплавах. Белое золото 18 карат, содержащее 10%Pt, 10%Pd, 3%Cu и 2%Zn, было коммерциализировано в ювелирной промышленности, и из-за высокого содержания Pt и Pd оно довольно дорого. Fe изучался в качестве второго отбеливающего агента. Однако для сохранения цвета и технологичности сплава необходимо добавлять большое количество Pd, особенно для сплавов с низким числом K (например, 14K). Система Au-Fe представляет собой двухфазную структуру, что вызывает проблемы с твердостью и коррозией сплава. Mn - перспективный отбеливающий агент для золота K; при его высоком содержании можно добиться лучшей белизны, но сплав довольно хрупкий и требует определенного количества Pd для улучшения характеристик. Белое золото из марганца K склонно к окислению и должно плавиться в нейтральной или восстановительной атмосфере. Если для плавки используется горелка, можно выбрать газообразный водород, так как он способен поглотить кислород вокруг металла. Цвет белого золота с марганцем K может достигать второго и третьего уровней, и для достижения удовлетворительного цвета требуется гальваническое покрытие. Оно подвержено обесцвечиванию при контакте с химическими веществами. Поэтому гальваническое покрытие является обязательным.
В сплавах белого золота с низким числом К (например, 8К, 9К и 10К) использование высокого содержания Ag в качестве отбеливающего агента может придать изделию белый цвет. Эти сплавы относительно мягкие и обладают хорошей гибкостью, и для улучшения их характеристик можно добавить соответствующее количество Pd, Cu, Zn или Ni. Однако количество Cu и Zn должно контролироваться, чтобы не повлиять на цвет сплава. Эти сплавы обладают плохой коррозионной стойкостью и склонны к ржавлению из-за химических реакций с серой в атмосфере.
3. Требования к характеристикам белого золота K
Для ювелирных компаний выбор подходящих наполнителей обеспечивает качество продукции и существенно влияет на производственные затраты. Для достижения идеальных характеристик ювелирных материалов из белого золота K необходимо всесторонне рассмотреть множество аспектов.
3.1 Цвет и устойчивость к коррозии
Поскольку белое золото K должно иметь как минимум белый цвет, оно должно отвечать основным требованиям YI < 32 и максимально улучшать белизну сплава без существенного ухудшения его характеристик. Сплав также должен обладать высокой отражающей способностью для достижения лучшей яркости при полировке. Сплав обладает хорошей устойчивостью к тусклому обесцвечиванию и коррозии.
3.2 Температура плавления и летучесть
Низкая температура плавления благоприятна для плавки и литья. Температура плавления материалов из белого золота К обычно выше, чем у золота К, особенно у материалов с хорошей белизной, высоким содержанием отбеливающих элементов и, соответственно, более высокой температурой плавления. Сплавы с высокой температурой плавления требуют более высоких температур заливки, что создает риск термического разложения гипса в процессах точного литья из гипса. Напротив, использование керамических форм с порошком для литья, связанным фосфорной кислотой, повышает стоимость, эффективность и сложность производства. Поэтому для ювелирных изделий, изготовленных методом точного литья, рекомендуется выбирать сплавы с подходящими температурами плавления, в идеале в пределах 1050℃. Добавление Zn в сплав помогает снизить температуру плавления, но чрезмерное содержание Zn может повысить летучесть в процессе литья, что скажется на качестве изделий и возможности их повторного использования.
3.3 Структура зерна
Материалы из белого золота должны способствовать получению мелкозернистой и плотной структуры, что позволяет улучшить полировочный эффект сплава и снизить вероятность появления сложных точечных дефектов.
3.4 Твердость и обрабатываемость
Материалы из сплава белого золота должны иметь соответствующую твердость в литом и отожженном состоянии, хорошие механические свойства и характеристики холодной обработки, не слишком сильное упрочнение, низкую склонность к термическому растрескиванию при отжиге и низкую склонность к коррозионному растрескиванию под напряжением.
3.5 Соответствие требованиям стандарта Nickel K Материалы из белого золота должны отвечать соответствующим стандартам директивы.
Для материалов из сплава белого золота K, отбеленного никелем, должны быть соблюдены требования директивы по никелю, а уровень выделения никеля не должен превышать норму.
3.6 Выполнение требований по защите окружающей среды и снижению затрат
При выборе легирующих элементов учитываются обширные источники материалов, низкие цены и экологическая чистота, что позволяет снизить стоимость сплава и повысить экономическую эффективность.
Следует отметить, что относительная важность различных эксплуатационных характеристик меняется в зависимости от применения материалов, и часто бывает сложно удовлетворить все вышеперечисленные требования одновременно. Иногда приходится идти на компромисс между этими требованиями, чтобы достичь наилучшего эффекта оптимизации, насколько это возможно.
4. Состав и характеристики некоторых видов белого золота K
Типы белого золота K, поставляемые на рынок, разнообразны и имеют специфические различия в эксплуатационных характеристиках. В целом, для повышения производительности обработки или снижения стоимости материала большинство коммерческих видов белого золота K идут на определенные уступки в белизне, часто оказываясь серовато-белыми, и обычно требуют родиевого покрытия. Даже сплавы с очень высокой белизной не могут сравниться по цвету с родиевым слоем, поэтому они также часто подвергаются родированию на своей поверхности. В табл. 3-13 и 3-14 приведены характеристики некоторых видов белого золота никеля К и белого золота палладия К, соответственно.
Таблица 3-13 Состав и свойства некоторых видов белого золота никеля К
| Чистота | Химический состав (масс.)/% | Твердость HV/(Н/мм2) | Прочность на разрыв (в состоянии пожара) /МПа | Температура линии ликвидус /℃ | Температура линии солидуса /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Чистота | Au | Ni | Cu | Zn | Ag | Литое государство | Холодное рабочее состояние (70%) | Прочность на разрыв (в состоянии пожара) /МПа | Температура линии ликвидус /℃ | Температура линии солидуса /℃ |
| 18K | 75 | 11 | 9.5 | 4.5 | - | 307 | 307 | 716 | 950 | 913 |
| 18K | 75 | 7.4 | 14 | 3.6 | - | 291 | 291 | 623 | 943 | 913 |
| 18K | 75 | 6.6 | 15.4 | 3 | - | 187 | 288 | 607 | 946 | 922 |
| 18K | 75 | 5 | 17 | 3 | - | 182 | 276 | 623 | 939 | 915 |
| 18K | 75 | 4 | 17 | 3 | - | 184 | 268 | 612 | 921 | 898 |
| 14K | 58.5 | 11 | 25.5 | 5 | - | 169 | 306 | 747 | 986 | 956 |
| 14K | 58.5 | 8.3 | 28.2 | 5 | - | 145 | 286 | 665 | 987 | 947 |
| 14K | 58.5 | 6.5 | 28.4 | 6.6 | - | 153 | 278 | 706 | 965 | 924 |
| 9K | 37.5 | 10 | 37 | 13.5 | 2 | 127 | 258 | 642 | 923 | 887 |
| 9K | 37.5 | - | 5.5 | 5.5 | 52 | 118 | 189 | 400 | 885 | 874 |
Таблица 3-14 Состав и характеристики части палладия К белого золота
| Чистота | Химический состав (масс.)/% | Твердость HV/ (Н/мм2) | Температура линии ликвидус /℃ | |||||
|---|---|---|---|---|---|---|---|---|
| Чистота | Au | Pd | Ag | Cu | Zn | Ni | Твердость HV/ (Н/мм2) | Температура линии ликвидус /℃ |
| 18K | 75 | 20 | 5 | - | - | - | 100 | 1350 |
| 18K | 75 | 15 | 10 | - | - | - | 100 | 1300 |
| 18K | 75 | 10 | 15 | - | - | - | 80 | 1250 |
| 18K | 75 | 10 | 10.5 | 3.5 | 0.1 | 0.9 | 95 | 1150 |
| 18K | 75 | 6.4 | 9.9 | 5.1 | 3.5 | 1.1 | 140 | 1040 |
| 18K | 75 | 15 | - | 3.0 | - | 7.0 | 180 | 1150 |
| 14K | 58.3 | 20 | 6 | 14.5 | 1 | - | 160 | 1095 |
| 14K | 58.3 | 5 | 32.5 | 3 | 1 | - | 100 | 1100 |
| 10K | 41.7 | 28 | 8.4 | 20.5 | 1.4 | - | 160 | 1095 |
| 9K | 37.5 | - | 52 | 4.9 | 4.2 | 1.4 | 85 | 940 |
5. Общие проблемы с ювелирными материалами из никеля K белого золота
При изготовлении ювелирных изделий из белого золота К Ni является элементом сплава, который одновременно недорог и способен усилить яркость украшения. Никелевое белое золото обладает хорошими цветовыми и физико-механическими свойствами, что делает его самым распространенным ювелирным материалом среди белого золота K. Однако в процессе производства и использования никелевого белого золота часто возникают проблемы, которые вредят здоровью потребителей и доставляют немало хлопот компаниям-производителям ювелирных изделий. К основным проблемам никелевого белого золота относятся следующие аспекты.
5.1 Проблема аллергии на никель
Многие факты доказывают, что Ni оказывает потенциальное аллергическое и токсическое воздействие на кожу человека, что может привести к аллергии на Ni. Под аллергией на Ni понимается аллергическая реакция, возникающая при длительном контакте ювелирных изделий из белого золота с кожей человека, в результате чего Ni в сплаве растворяется под действием пота и выделяет ионы Ni. Эти ионы Ni могут проникать в кожу и соединяться со специфическими белками, что приводит к аллергическим реакциям. Его частицы могут вызвать на коже сыпь и локальное воспаление, приводящее к экземе, зуду (рис. 3-36) и даже образованию язв, что серьезно сказывается на здоровье и внешнем виде человека (Rushforth, 2000). Если у человека однажды развивается аллергическая реакция на Ni, он будет испытывать ее всю оставшуюся жизнь.

Согласно статистике, примерно 10-15% женщин и 2% мужчин в Европе страдают аллергическими реакциями на металлический никель, что выше, чем в других частях мира. В ответ Европейская комиссия активно занялась этой проблемой, выпустив в 1999 году Директиву по никелю 94/27/EC, которая регулирует продажу и импорт некоторых изделий, подозреваемых в выделении металлического никеля в той или иной степени при контакте с кожей. Для ювелирных изделий, которые вступают в длительный контакт с кожей, максимальный уровень выделения никеля ограничен 0,5 г/см2 / неделя. Два стандарта испытаний, EN1811 и EN12472, были специально разработаны для моделирования объектов с покрытиями и без них, проверяя скорость выделения никеля в условиях определенного времени, температуры и искусственного пота. Впоследствии, в связи с по-прежнему высоким уровнем сенсибилизации к никелю, были внесены более строгие изменения, что привело к выпуску Директивы по никелю 2004/96/EC и стандарта тестирования выделения никеля EN/811:2011, который отменил корректирующее значение для скорости выделения никеля. Основываясь на результатах, полученных после внедрения директивы, Европейская комиссия дважды ужесточала Директиву по никелю. Такие страны, как Великобритания, Япония и Китай, также установили соответствующие требования по выделению никеля для белого золота марки K. Директива по никелю не запрещает использование никелевых материалов, но ограничивает нормы выделения никеля из сплавов и материалов. При производстве украшений из белого золота K производители ювелирных изделий должны сначала определить, существуют ли ограничения по выделению никеля в стране или регионе заказчика, и в соответствии с этим выбрать подходящие материалы наполнителя. Примечательно, что значительная часть имеющихся на рынке материалов для наполнения изделий из белого золота K не может пройти тест на скорость высвобождения никеля из металла.
5.2 Проблемы с цветом
Белое золото K - это альтернативный материал для платиновых украшений, требующий хорошей белизны. Поэтому большинство украшений из белого золота K покрываются родием. Как правило, время нанесения родиевого покрытия очень короткое, его обычно называют "флэш-покрытием", в результате чего образуется тонкий слой, который стирается через некоторое время использования, обнажая первоначальный цвет основного металла. Во многих случаях цвет белого золота K значительно контрастирует с цветом покрытия, что приводит к жалобам и сомнениям клиентов. Кроме того, долгое время в ювелирной промышленности для описания цвета сплава использовались в основном качественные методы, что часто приводило к спорам между ювелирными компаниями и клиентами из-за несовпадения оценок.
5.3 Магнитные проблемы
Само по себе золото не магнитится, но белое золото из никеля K иногда может проявлять определенную степень магнетизма. Это часто вызывает сомнения и претензии потребителей, которые считают, что чистота материала нуждается в улучшении, а сам он смешан с Fe и другими элементами. Поэтому никель К белого золота, как драгоценный металлический материал для украшения, как правило, не желает, чтобы сплав проявлял магнетизм в большинстве случаев.
В природе Fe является хорошо известным магнитным металлическим элементом, кроме него, магнетизм проявляют и некоторые другие элементы, например Co, Ni и Ga. Проявляет ли вещество магнетизм, зависит не только от его состава, но и от микроструктуры. Элементы, одинаковые по составу, но имеющие разную структуру или находящиеся в разных температурных диапазонах, иногда могут проявлять различия в магнетизме. В случае сплава Au-Ni-Cu фазовое разделение происходит в определенном температурном диапазоне, образуя богатую фазу Ni и богатую фазу Au, при этом богатая фаза Ni может проявлять определенную степень магнетизма.
5.4 Проблемы с производительностью обработки
Характеристики холодной обработки золотых украшений K - это комплексное представление различных механических свойств. Украшения из белого золота K в основном предназначены для вставки драгоценных камней, и характеристики холодной обработки материала являются существенным фактором, влияющим на легкость операции вставки. Предположим, что жесткость и предел текучести материала слишком высоки. В этом случае металлические когти или кромки трудно прижимать к драгоценным камням во время вставки, что затрудняет их закрепление и даже может привести к их повреждению в процессе вставки. Металлические когти (гвозди) могут легко сломаться во время вставки, если прочность материала недостаточна. В ювелирном производстве материалы часто подвергаются процессам холодной деформации, таким как прокатка, волочение и штамповка. При низкой пластичности материала возможно появление трещин. Характеристики холодной обработки белого золота из никеля K значительно хуже, чем у золота K, поэтому в процессе производства часто возникают такие проблемы, как трещины или поломки.
5.5 Проблемы коррозионного растрескивания под напряжением
Нередки случаи потери драгоценных камней из-за поломки когтей при ношении украшений с вставками из никеля K белого золота, в основном из-за коррозионных трещин под напряжением в никеле K белого золота, которые часто появляются на штампованных когтях. При прокатке, штамповке, сварке и вставке когтей могут возникать различные напряжения. Если не принять меры по устранению этих внутренних напряжений, в ювелирном изделии образуются остаточные напряжения. В таблице 3-15 перечислены возможные причины образования остаточных напряжений в когтях.
Таблица 3-15 Причины и последствия образования остаточных напряжений в когтях
| Операционный процесс | Причины возникновения остаточных напряжений | Возможные последствия, связанные со стрессом |
|---|---|---|
| Приваривание когтей к кольцу | Повышенная температура когтей во время сварки | Напряжение и трещины на когтях обычно не видны невооруженным глазом |
| Приварите клешню к кольцу | Слишком высокая скорость нагрева клещей во время сварки | Термическое напряжение может вызвать переломы |
| Приварите клешню к кольцу (трещины при закалке) | Слишком ранняя закалка заготовки после сварки | Внешнее охлаждение происходит быстро, а центральное - медленно, что приводит к неравномерному тепловому сжатию, вызывающему появление напряжений и трещин в когтевой вставке. |
| Создание ямок на вставном когте | Перегрев происходит из-за неправильной эксплуатации | Вызывает хрупкое разрушение и трещины в штифте |
| Прижмите зажим для штифтов к поверхности драгоценного камня | Вызывает изменения в зернистой структуре штихеля | Генерирует микротрещины с остаточным напряжением и в конечном итоге разрушение |
С одной стороны, остаточное напряжение снижает электродный потенциал сплава, уменьшая коррозионную стойкость материала, а сам штырь относительно тонок, что может даже привести к коррозионным трещинам под напряжением; с другой стороны, остаточное напряжение может вызвать микротрещины (открытые или скрытые), как показано на рис. 3-37.
Эти микротрещины нелегко обнаружить; они часто являются местами скопления коррозионной среды. Во время использования ювелирных изделий грязь, такая как кожное сало, чешуйки кожи и пыль, обычно прилипает к внутренней стороне штифтов (рис. 3-38). При контакте ювелирных изделий с различными агрессивными средами, такими как человеческий пот, водопроводная вода, хлор в бассейнах и различные соли, эти кожное сало и чешуйки кожи могут легко впитывать агрессивные жидкости или остаточные соли. В этих агрессивных средах участки с высоким напряжением становятся анодными зонами, что приводит к электрохимической коррозии, которая ослабляет материал и даже может привести к его разрушению. Чем выше концентрация коррозионной среды, чем дольше время контакта, чем выше температура и чем тоньше зубцы, тем быстрее происходит ослабление зубцов, что усугубляет коррозионное растрескивание под напряжением и приводит к разрушению.


Для эффективного предотвращения коррозионного растрескивания под напряжением никеля K в белом золоте необходимо отдать предпочтение материалам, не обладающим высокой чувствительностью к коррозии под напряжением. В процессе производства необходимо прилагать усилия для устранения остаточных напряжений и микротрещин в материале. В процессе эксплуатации также необходимо регулярно чистить украшения, чтобы уменьшить накопление коррозионной среды в чувствительных зонах.
5.6 Проблемы с дефектами литья
Литье белого золота из никеля К имеет специфические трудности по сравнению со сплавами золота К и серебра. Предприятия часто сталкиваются с дефектами литья в процессе производства, такими как песчаные отверстия, твердые пятна, газовые отверстия, усадочные полости (пористость) и горячие трещины, среди которых твердые пятна и газовая усадка занимают более заметное место.
(1) Проблемы с трудными местами
Под твердым пятном понимается наличие инородного предмета с очень высокой твердостью на поверхности или внутри ювелирных отливок из никеля K белого золота, обычно известного как стальной песок или золотая окалина (рис. 3-39). Это типичный сложный точечный дефект, встречающийся в никель-платине.

На ювелирных отливках с твердыми пятнами часто появляются сильные царапины при полировке, что значительно затрудняет получение блестящей поверхности. Эта проблема обычно обнаруживается только на этапе окончательной полировки, что вынуждает ювелирные компании тратить много труда на ремонт, особенно для небольших, рассеянных твердых пятен. На устранение дефектов часто уходит много времени, и в итоге украшение выбраковывается, так как его трудно удовлетворительно отремонтировать.
Хардпоинты в основном связаны со следующими аспектами:
Ни сегрегации.
Это происходит в основном из-за неполного расплавления и неравномерного перемешивания. Из-за высокой температуры плавления Ni и его более низкой плотности, чем у золота, при слишком коротком времени плавления или неаккуратном перемешивании может произойти сегрегация Ni, что приведет к образованию сложных точек.
Образование Ni2Промежуточные соединения Si.
Это происходит, когда Si в сплаве реагирует с Ni, и Ni2Si - плотное интерметаллическое соединение высокой твердости. Чем выше содержание Si в сплаве, тем больше вероятность образования Ni2Появление Si. Если в расплавленном металле присутствует сернистый газ, он усиливает реакцию между Ni и Si.
При окислении Si образуется SiO2.
При выплавке никель-платиновых сплавов, содержащих Si, если они находятся в окислительной атмосфере или при слишком высоких температурах плавки, сильная реакционная способность Si приводит к преимущественному окислению, в результате чего легко образуется SiO2особенно когда в тигле остается небольшое количество металлической жидкости. Последующая плавка осуществляется непосредственно, что приводит к более сильному окислению Si.
Сегрегация агентов для рафинирования зерна.
Добавление Ir, Co и REE к белому золоту из никеля K может образовывать гетерогенные ядра с высокой температурой плавления, увеличивая количество ядер и рафинируя зерна. Легирование этих элементов является относительно сложным процессом, и неправильная температура плавки, время и рабочие процессы могут легко привести к сегрегации и образованию хитрых пятен.
Сложные инородные предметы, попавшие извне.
Это включает в себя множество аспектов, таких как использование загрязненных материалов и плавильных инструментов с посторонними предметами.
Поэтому в процессе производства необходимо отдавать предпочтение материалам, которые не чувствительны к сложным точечным дефектам. В процессе литья необходимо усилить управление сырьем, плавильными инструментами и оборудованием, установить разумные технологические требования и строго их выполнять.
(2) Проблема усадки воздуха
Зарождение и рост кристаллов проявляются при затвердевании металлов. Из-за многокомпонентной природы сплавов и влияния теплового потока начальный рост кристаллов металлов часто имеет дендритную форму, с остатками расплавленного металла между дендритами. Если расплавленный металл не смачивает форму или имеется внешнее давление воздуха, остаточный расплавленный металл отталкивается от поверхности, оставляя за собой дендритный скелет, образуя типичный дефект пористости при воздушной усадке (рис. 3-40).

Образование дефектов пористости при усадке тесно связано со свойствами сплава и процессом литья. При литье золотых украшений по выплавляемым восковым моделям гипс обычно используется в качестве связующего вещества для отливки порошкового материала в форму. Основным компонентом гипса является CaSO4относительно плохой термостойкий материал. Он подвергается термическому разложению при высоких температурах и выделяет диоксид серы Air, что приводит к таким дефектам, как поры и усадка Air в ювелирных отливках. Для никелевого K белого золота, поскольку Ni повышает температуру плавления сплава, сплав необходимо отливать при более высоких температурах, что увеличивает вероятность разложения гипса, в основном когда в процессе плавления сплава происходит значительное окисление с образованием таких веществ, как CuO и ZnO. Это еще больше снижает температуру разложения гипса, что облегчает развитие воздушной усадочной пористости в отливках.
Поэтому при отливке ювелирных изделий из белого золота никель К необходимо установить разумные требования к процессу плавки и литья.
Секция Ⅳ K красное золото
Красное золото K - это золотой сплав красного цвета, известный на английском как karat red gold, обычно называемый KR в ювелирной промышленности, например, 18KR и 14KR. Среди ювелирных материалов серии K красное золото стало модным трендом в современной международной ювелирной индустрии благодаря своему элегантному и роскошному цвету по сравнению с ярким желтым золотом K и блестящим белым золотом K. Инсайдеры отрасли дали этому материалу романтическое название, основанное на его уникальном цвете, назвав его "розовым золотом", олицетворяющим вечную тему любви человечества. Многие всемирно известные ювелирные и часовые бренды, такие как Cartier, Chanel, Piaget, Titoni, Jaeger-LeCoultre и Girard-Perregaux, выпустили множество серий украшений и часов из розового золота, что сделало красное золото одним из популярных материалов для ювелирных украшений из золота во всем мире. Из-за традиционных обычаев, благоприятствующих красному цвету в Китае, розовое золото завоевало еще большую популярность на рынке и быстро развивается.
1. Влияние легирующих элементов на свойства ювелирных изделий из красного золота
1.1 Влияние элементов сплава на цвет украшений из красного золота K
Среди всех известных химических элементов Cu - единственный элемент, который окрашивается в красный цвет, что делает его самым основным и первичным элементом сплава в красном золоте K. Согласно диаграмме цветовой зоны сплава Au-Ag-Cu на рисунке 3-15, чем выше содержание Cu, тем краснее цвет золота K. Если взять в качестве примера красное золото 18К, то, когда Cu является единственным элементом сплава, красный цвет украшений из красного золота К является наилучшим, но значение яркости сплава является наименьшим. Различные соотношения элементов сплава в основном влияют на цвет украшений из красного золота K. После добавления элементов сплава с белым оттенком, таких как Ag и Zn, на цвет красного золота будет оказываться отбеливающее воздействие, постепенно осветляя красный цвет сплава, но увеличивая его яркость. Когда общее содержание Ag и Zn увеличивается до 7%, а содержание Cu снижается примерно до 18%, цвет сплава становится розовым, широко известным как "розовое золото". Когда общее содержание Ag и Zn увеличивается до 10%, а содержание Cu снижается примерно до 15%, цвет сплава становится желтым. Поэтому для красного золота 18К, чтобы достичь определенной степени красноты, содержание Cu в сплаве не должно быть ниже 15%; в противном случае сплав не может быть классифицирован как красное золото К; для красного золота 14К, поскольку содержание Au уменьшено, содержание Cu может быть несколько снижено, но оно не должно быть ниже 27%.
1.2 Влияние элементов сплава на структуру красного золота K
Красное золото K основано на сплаве системы Au-Ag-Cu, с очень высоким содержанием Cu. Согласно коэффициенту пересчета Ag и Cu содержание Ag в красном золоте К очень мало, оно относится к типу I в сплаве Au-Ag-Cu. Этот сплав представляет собой единый твердый раствор при высоких температурах. Когда температура понижается до определенного значения, возникают различные промежуточные фазы, основанные на различных составах сплава. Эти промежуточные фазы характеризуются атомным расположением, которое демонстрирует ближний или даже дальний порядок - упорядочивающее преобразование в металлургии материалов.
Типичные упорядоченные структуры включают CuAu I типа, CuAu II типа и Cu3Au I типа, которые возникают в различных диапазонах состава и температурных интервалах. Бинарная фазовая диаграмма Au-Cu на рисунке 3-11 показывает, что упорядоченная структура CuAu I типа и упорядоченная структура CuAu II типа возникают в диапазоне составов, эквивалентных CuAu, причем первая формируется при температуре ниже 385℃. Атомы Cu и атомы Au расположены слоями на кристаллической плоскости 001, причем один слой полностью состоит из атомов Au, а соседний слой полностью состоит из атомов Cu (рис. 3-41).

a. Постоянная решетки
Из-за меньшего размера атомов Cu исходная гранецентрированная кубическая решетка искажается, образуя тетрагональную решетку c/a = 0,93; последняя формируется между 385℃ и 410℃, представляя собой длиннопериодную структуру с орторомбической решеткой. Ее элементарная ячейка эквивалентна выравниванию 10 элементарных ячеек CuAu I параллельно вдоль b. После пяти небольших элементарных ячеек тип атомов на плоскости (001) меняется, то есть плоскость, первоначально состоявшая полностью из атомов Au, становится атомами Cu. Напротив, плоскость, первоначально состоявшая из атомов Cu, становится полностью состоящей из атомов Au, создавая таким образом противофазную доменную границу на полпути протяженной элементарной ячейки (рис. 3-42). Третий тип - это сплав с составом, эквивалентным Cu3Au медленно охлаждали до температуры ниже 390℃. В сформированной структуре атомы Au и Cu расположены упорядоченно, причем атомы Au находятся по углам гранецентрированной кубической ячейки, а атомы Cu занимают гранецентрированные позиции. Соотношение атомов составляет 3:1, в результате чего Cu3Au I-типа упорядоченной структуры. Независимо от формы упорядоченной структуры, она существенно влияет на механические свойства сплавов Au-Cu. Наличие искажений решетки и упорядоченных доменных границ повышает сопротивление пластической деформации материала, значительно повышая прочность и твердость сплава, но существенно снижая его гибкость, что приводит к явной хрупкости сплава.
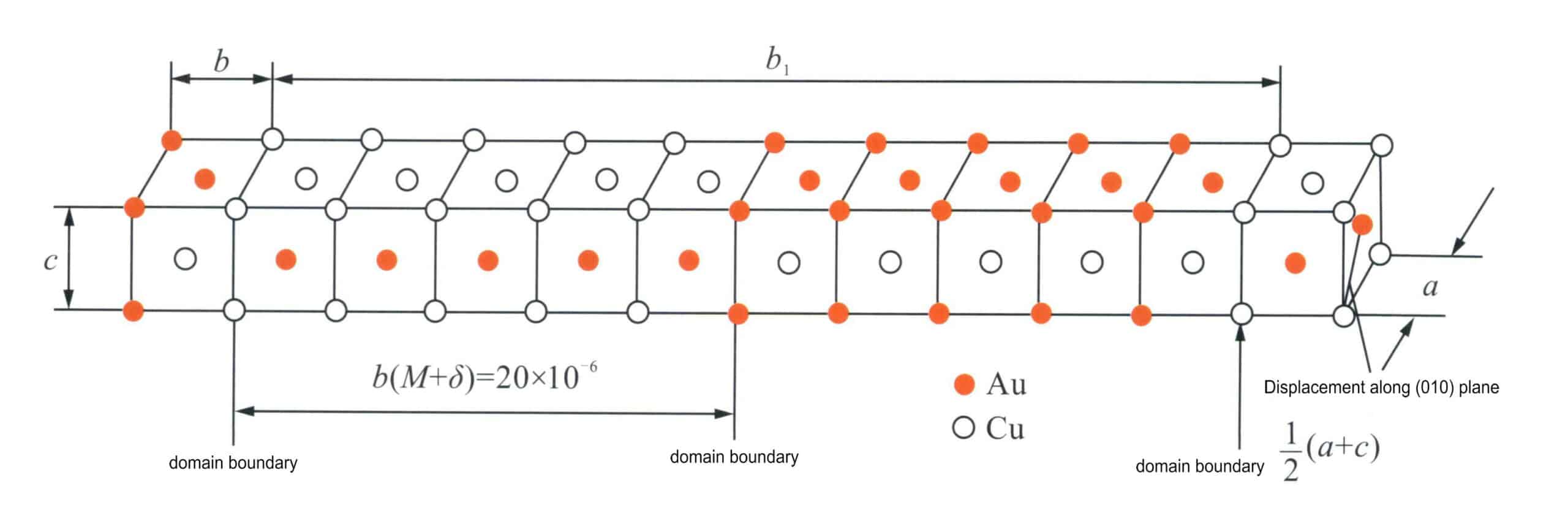
a,b,c - постоянная решетки; b1. 10 ячеек CuAu I, расположенных рядом друг с другом в горизонтальном направлении;
M. Полупериод сверхрешетки; δ. Небольшое расширение, генерируемое в горизонтальном направлении (слева направо)
Состав красного золота K существенно влияет на чувствительность к переходу упорядочения и степень перехода. Хотя переходы упорядочения могут происходить в относительно широком диапазоне составов, наивысшая степень упорядочения достигается только тогда, когда соответствующие соотношения составов отвечают этим упорядоченным структурам. Предположим, что состав сплава отклоняется от идеального соотношения составов. В этом случае он не сможет образовать полностью упорядоченный твердый раствор, а только частично упорядоченный, что в определенной степени улучшит характеристики сплава. Поэтому при разработке состава красного золота K следует не просто использовать элементы Cu для легирования, а добавлять определенное количество других легирующих элементов, чтобы атомное соотношение Au, Cu отклонялось от идеального состава. Хотя уменьшение количества Cu-компонентов несколько ослабляет красный цвет сплава, это благоприятно сказывается на технологических характеристиках сплава и управляемости в процессе производства.
1.3 Влияние легирующих элементов на качество литья красного золота K
Высокое содержание меди в красном золоте K делает его склонным к таким дефектам, как окислительные включения, поры и усадка при литье. Поэтому в красное золото часто необходимо добавлять некоторые легирующие элементы, которые помогают улучшить качество литья, например Zn, Si, редкоземельные элементы и т. д. Они могут выступать в качестве раскислителей для красного золота K, очищая расплавленный металл, улучшая качество плавки, повышая производительность разливки, уменьшая шероховатость поверхности изделий и минимизируя реакцию между расплавленным металлом и формой, что способствует получению более яркой литой поверхности.
1.4 Влияние элементов сплава на производительность обработки красного золота K
Красное золото K с различными составами сплавов значительно отличается по литейной твердости. Как правило, сплавы с более высоким содержанием Cu имеют более высокую литейную твердость. Если взять в качестве примера красное золото 18К, то при содержании Cu 18% твердость отливки обычно ниже HV170, а при содержании Cu более 21% исходная твердость может превышать HV210. Это указывает на то, что упрочняющий эффект Cu в красном золоте K является преобладающим.
Характеристики обработки красного золота K в основном зависят от состава сплава и организационного состояния. Прямая прокатка в условиях литья склонна к образованию трещин. Скорость упрочнения тесно связана с содержанием Cu; при низком содержании Cu наблюдается относительно линейная скорость упрочнения. При увеличении содержания Cu до определенного уровня скорость упрочнения на ранних стадиях обработки становится относительно плоской. Напротив, на более поздних стадиях сплав быстро затвердевает, что сказывается на гибкости.
1.5 Влияние элементов сплава на коррозионную стойкость красного золота
В качестве легирующего элемента в красном золоте используется в основном Cu. Cu обладает более низкой химической стабильностью, чем благородный металл золото, и склонен вступать в реакцию с кислородом, серой и т. д., образуя CuO или CuS. Увеличение содержания Au помогает улучшить качество обесцвечивания красного золота K. Высококачественное красное золото K обладает большей устойчивостью к обесцвечиванию от пота, чем низкокачественное красное золото K. Однако содержание Au - не единственный фактор, определяющий устойчивость к потускнению и обесцвечиванию. Тусклость и обесцвечивание - это совокупный результат химических процессов, окружающей среды и организационной структуры. Добавление некоторых кислородно-активных элементов в сплав красного золота K может сформировать плотную прозрачную оксидную пленку на поверхности сплава, что также может привести к повышению устойчивости красного золота K к потускнению и обесцвечиванию.
2. Выбор наполнителя из красного золота
Состав сплава играет решающую роль в его эксплуатационных характеристиках. При выборе наполнителя K red gold необходимо исходить из требований к эксплуатационным характеристикам сплава и сосредоточиться на следующих аспектах:
(1) Цветовой аспект.
Он должен иметь превосходный красный цвет и хорошую яркость. Кроме того, сплав должен обладать хорошей устойчивостью к потускнению, что делает его менее склонным к изменению цвета во время хранения и использования; сплав можно не обрабатывать, не нанося гальваническое покрытие.
(2) Сплав должен обладать мелкими зернами и плотной структурой, демонстрируя хорошие механические свойства.
Чтобы устранить хрупкое разрушение, часто вызываемое переходами упорядочения в красном золоте K, при разработке состава сплава следует избегать идеального соотношения компонентов, образующего наибольшую степень упорядочения.
(3) Приспособляемость сплава к различным технологиям обработки и работоспособность процессов позволяют избежать проблем с эксплуатацией, вызванных слишком узким диапазоном обработки.
(4) При выборе легирующих элементов соблюдается принцип широких источников материалов, низкой стоимости и экологической чистоты для снижения стоимости сплава.
3. Состав и свойства некоторых видов золота К
В ответ на спрос ювелирного рынка на золото К различных цветов, промышленность разработала серию розово-красного золота К, а также, основываясь на различных требованиях к производственному процессу, разработала золото К, подходящее как для литья, так и для холодной обработки. Состав и свойства некоторых видов К-золота приведены в таблице 3-16.
Таблица 3-16 Свойства некоторых видов золота K
| Чистота | Химический состав (масс.)/% | Температура плавления /℃ | Плотность/ (г/см3) | Мягкая твердость HV/(N/mm2) | Цвет | |||
|---|---|---|---|---|---|---|---|---|
| Чистота | Au | Ag | Cu | Zn | Температура плавления /℃ | Плотность/ (г/см3) | Мягкая твердость HV/(N/mm2) | Цвет |
| 18K | 750 | 90 | 160 | - | 880 ~ 885 | 15.3 | 160 | Розовый |
| 18K | 750 | 45 | 205 | - | 855 ~ 890 | 15.15 | 165 | Красный |
| 14K | 585 | 100 | 277 | 38 | 810 ~ 880 | 13.25 | 148 | Розовый |
| 14K | 585 | 90 | 325 | - | 850 ~ 885 | 13.30 | 160 | Красный |
4. Общие проблемы с ювелирными изделиями из красного золота
Ювелирные изделия из красного золота часто сталкиваются с различными проблемами в процессе производства и использования, в том числе со следующими аспектами.
4.1 Проблемы хрупкого разрушения
Проблема хрупкого разрушения украшений из красного золота K - это серьезная проблема, с которой часто сталкиваются ювелирные компании при производстве украшений из красного золота K. Типичная форма такой трещины, изготовленная из материала 18KR с использованием обычных наполнителей из красного золота K, показывает множественные появления таких трещин после литья, без деформации пластичности вблизи трещины, представляя собой типичное явление хрупкого разрушения Рисунок 3-43.

Как показывает практика, излом хрупкости ювелирных изделий из золотого сплава Red K происходит как в 14KR, так и в 18KR, причем в 18KR излом хрупкости особенно заметен. Более того, он появляется не только в процессе охлаждения отливки; он также может сделать материал хрупким при последующем отжиге, сварке и даже в процессе охлаждения при заливке камней огненным лаком. Это может привести к тому, что украшение сломается при незначительном внешнем усилии или ударе. При сильной хрупкости сплав может легко ломаться, как сухие ветки, в отличие от вязких и пластичных свойств подходящих сплавов драгоценных металлов, что создает значительные проблемы и трудности в обработке для ювелирных предприятий.
Основные факторы, приводящие к хрупкому разрушению украшений из красного золота K, следующие:
(1) Влияние состава сплава.
Фазовая диаграмма бинарного сплава на рисунке 3-11 показывает, что при содержании Cu от 30% до 80% в процессе литья после отливки, когда температура выше 410℃, бинарный сплав Au-Cu полностью растворим. Когда температура опускается ниже 410℃, в зависимости от различных составов сплава, он будет производить различные степени упорядочивания, что уменьшает гибкость материала, делая сплав хрупким. Поэтому при выборе красного золота для ремонта предпочтительнее выбирать материалы с относительно низкой степенью трансформации упорядочивания.
(2) Влияние скорости охлаждения.
Как и другие металлические материалы, материалы из красного золота K испытывают тепловой стресс в процессе охлаждения от высокой температуры к низкой, особенно при быстром охлаждении, которое с большой вероятностью может вызвать значительный тепловой стресс, приводящий к деформации или даже трещинам в ювелирных изделиях. Поэтому для снижения теплового напряжения при обработке ювелирных изделий из золота K и белого золота K обычно используется метод медленного охлаждения. Однако, если этот метод используется при обработке украшений из красного золота, они подвержены организационному напряжению из-за трансформации упорядочения. Переход красного золота из беспорядка в порядок не происходит мгновенно; это процесс, основанный на миграции и перегруппировке атомов. Поскольку диффузия и миграция атомов требуют времени, очевидно, что если красное золото быстро охладить от температуры выше критической температуры превращения до комнатной температуры, это подавит процесс упорядочивания и даже может сохранить неупорядоченное состояние при высоких температурах.
Поэтому при обработке красного золота К недостаточно использовать метод медленного охлаждения для снижения теплового напряжения; главное - минимизировать сумму теплового и структурного напряжений. Кроме того, в процессе литья ювелирных изделий часто приходится выполнять ремонтную сварку орнаментов или сваривать детали между собой; при закреплении ювелирных изделий предполагается сначала закрепить орнаменты огнеупорным лаком, что требует нагрева заготовки. Даже если при литье не происходит упорядочивающих превращений, при последующей обработке, например, при медленном охлаждении после нагрева или поддержании температуры ниже критической в течение определенного времени, упорядочивающие превращения все равно будут происходить. Поэтому при последующей обработке отливок из красного золота K следует обращать внимание на температурный диапазон нагрева и скорость охлаждения после нагрева. Лазерной сваркой можно заделать небольшие песчаные отверстия на украшениях или местах сварочных соединений, если позволяют условия, чтобы избежать риска хрупкого разрушения, вызванного образованием упорядоченного твердого раствора после нагрева сплава.
(3) Влияние процессов деформации.
В ювелирном деле для формовки обычно используется механическая штамповка или гидравлическое прессование. Если материал сплава уже претерпел определенную степень упорядочения, гибкость материала значительно ухудшается. В сочетании с эффектом упрочнения в процессе деформации это может привести к появлению трещин. Поэтому при обработке красного золота K слиток должен подвергаться растворной обработке для формирования однородного однофазного твердого раствора. В процессе обработки материал подвергается упрочнению, что снижает его гибкость, поэтому для устранения напряжений, возникающих в процессе обработки, необходима промежуточная обработка отжигом.
4.2 Проблемы с цветом
При изготовлении украшений из красного золота ожидается, что сплав будет иметь хороший красный цвет. Хорошо известно, что среди всех известных химических элементов только некоторые металлические элементы имеют цвет, такие как Au, который кажется золотисто-желтым; Cu, который кажется красноватым; Bi, который кажется светло-красным; и Ce, который кажется светло-желтым, в то время как остальные металлические элементы в основном серо-белые или серебристо-белые. Cu оказывает значительное влияние на механические свойства золота, поэтому Cu является самым основным и главным легирующим элементом для получения красного золота K. Чем выше содержание Cu, тем краснее золото K.
Для ювелирных изделий обычно используются сплавы чистоты 18K и 14K. Если это просто бинарный сплав Au-Cu, то сплав будет иметь слегка тусклый красный цвет и склонен к образованию окислительных включений при литье. В процессе охлаждения после литья он легко подвергается упорядочивающим превращениям, что приводит к хрупкости сплава.
Для улучшения качества обработки и литья в золото K часто добавляют другие легирующие элементы, кроме Cu, что позволяет получить относительно более светлый красный цвет. Некоторые компании иногда наносят слой золота K на поверхность ювелирных изделий, что позволяет добиться яркого и равномерного розово-красного цвета, обеспечивающего отличный декоративный эффект. Однако, когда покрытие стирается, оно может легко создать цветовой контраст, что негативно скажется на внешнем виде.
4.3 Проблемы тусклости и обесцвечивания кожи
После длительного использования или хранения золотые украшения тускнеют и обесцвечиваются, теряя первоначальную яркость и блеск.
В качестве примера можно привести 18KR, который был смочен в искусственном поте для проведения коррозионных испытаний, измерения значений цветовых координат до и после испытания и вычисления их изменений и значений разности цветов, как показано в таблице 3-17. Видно, что с увеличением времени коррозии значение яркости L* постоянно уменьшается. Напротив, значения a* и b* растут, а разница цветов постепенно увеличивается. Это указывает на то, что поверхность сплава постепенно становится тусклой, а цвет постепенно становится желто-красным. В первые 24 часа коррозии скорость изменения яркости и цветности сплава относительно быстрая, особенно быстро меняется желто-синий показатель. Через 24 часа изменения цветовых координат стабилизируются.
Таблица 3-17 Значения цветовых координат и изменения 18KR после выдержки в искусственном поте в течение различных периодов времени
| Время выдержки | L* | a* | b* | △L* | △a * | △b* | Разница в цвете △E |
|---|---|---|---|---|---|---|---|
| 0 часов | 85.97 | 9.6 | 18.15 | 0.00 | 0.00 | 0.00 | 0.00 |
| 24 часа | 85.56 | 10.04 | 19.48 | -0.41 | 0.44 | 1.33 | 1.46 |
| 48 часов | 85.31 | 10.29 | 19.75 | -0.66 | 0.69 | 1.6 | 1.86 |
| 72 часа | 85.24 | 10.43 | 19.82 | -0.73 | 0.83 | 1.67 | 2.00 |
Потемнение и изменение цвета золота K тесно связано со свойствами материала и, конечно же, с процессом производства и условиями использования. Некоторые виды золота K могут улучшить свою коррозионную стойкость за счет добавления небольшого количества легирующих элементов, эффективно повышая свою способность противостоять потемнению и изменению цвета. Такое золото K должно быть приоритетным при производстве.
Раздел V Декоративный золотой припой
1. Требования к характеристикам декоративного золотого припоя
Сварка - наиболее часто используемый процесс в ювелирном производстве. Для золотых украшений основными методами сварки являются сварка плавлением и пайка. Сварка плавлением предполагает нагрев поверхности заготовки до расплавленного состояния без приложения давления для завершения сварки. Для сварки ювелирных изделий из золота высокой чистоты, таких как ожерелья из золота 24 карата, обычно используется сварка плавлением, чтобы обеспечить качество цвета сварной зоны. При пайке в качестве наполнителя используется металлический материал с более низкой температурой плавления, чем заготовка, при этом заготовка и наполнитель нагреваются до температуры выше температуры плавления наполнителя и ниже температуры плавления заготовки, что позволяет жидкому наполнителю смачивать заготовку, заполнять межфазный зазор и достигать атомной диффузии с заготовкой, завершая таким образом сварку. Пайка широко используется в большинстве процессов ювелирной сварки, где наполнитель является основой для обеспечения качества сварки. Так называемый наполнитель - это материал, используемый для плотного заполнения мест соединения ювелирных деталей для скрепления заготовок. Присадка для пайки декоративного золота - это сплав, состоящий из золота в качестве основы и других легирующих элементов, добавляемых для заполнения сварки, а также неотъемлемый компонент золотых украшений.
К припою для пайки ювелирных изделий из золота обычно предъявляются следующие требования:
(1) Содержание золота в припое должно соответствовать ювелирным изделиям, чтобы обеспечить требования к качеству цвета.
(2) Припой должен обладать хорошими сварочными характеристиками.
Диапазон плавления припоя относительно невелик, после расплавления он хорошо растекается, хорошо смачивает металлическое тело, что облегчает сварку и проплавление небольших швов. Зона сварки имеет плотную структуру, хорошо соединяется с телом металла и не склонна к образованию дефектов, таких как поры и включения.
(3) Припой должен обладать хорошими физическими и химическими свойствами.
Она должна быть сопоставима со сварным металлическим корпусом по цвету, коррозионной стойкости и другим параметрам.
(4) Поскольку ювелирная сварка часто имеет множество разнесенных точек сварки, для завершения сборки и устранения дефектов всего изделия требуется многократная сварка. Это не только требует, чтобы температура плавления припоя была ниже самой низкой температуры плавления металлического тела, но и требует, чтобы припой состоял из ряда припоев с разными температурами плавления. При последующей сварке температура плавления припоя должна быть ниже, чем температура плавления предыдущего припоя, что требует образования припоя, который в промышленности принято называть высоким, средним и низким припоем.
(5) Припой должен обладать хорошими механическими свойствами и технологичностью.
В ювелирной промышленности припой часто прокатывают в тонкие листы или вытягивают в тонкую проволоку для использования, что требует от припоя хороших свойств холодной деформации и механических свойств, аналогичных металлическому телу в месте сварки, чтобы не вызвать хрупкого разрушения в зоне сварки.
(6) Припой безопасен и дружелюбен, в нем отсутствуют такие токсичные элементы, как Cd и Pb.
Cd является традиционным легирующим элементом в золотых ювелирных припоях K, который может эффективно снизить температуру плавления сплавов серии Au-Ag-Cu и улучшить текучесть и заполняемость припоя. Механические свойства Cd-содержащих припоев превосходны. Однако, поскольку при плавлении он быстро выделяет вредные для человеческого организма пары CdO, он обладает контактной токсичностью и должен быть ограничен в использовании. Согласно национальному стандарту "Правила по ограничению содержания вредных элементов в ювелирных изделиях" (GB 28480-2012) и Директиве ЕС RoHS (2005/618/EC) (1), общее содержание вредных элементов в припое для золотых украшений не должно превышать максимального предела, установленного стандартом, а именно: содержание Cr (шестивалентного), Hg, Pb - менее 1000 мг/кг, содержание Cd - менее 100 мг/кг, а выделение Ni - менее 0,2/ug/ (cm2⸳неделя).
2. Формула ювелирного припоя K Gold
Припой для золотых украшений K изготавливается из сплавов серии Au-Ag-Cu или Au-Ag-Cu-Zn. Использование припоя из сплавов серии Au-Ag-Cu гарантирует, что состав сплава припоя такой же, как и у сплава для золотых украшений K, что позволяет сохранить постоянство состава и цвета.
Однако температура плавления сплава припоя должна быть ниже температуры плавления ювелирного сплава K, поэтому соотношение Ag и Cu в сплаве серии Au-Ag-Cu должно быть изменено, чтобы снизить температуру плавления припоя. Легирующие элементы с низкой температурой плавления, такие как Zn, Sn, In и Ga, могут быть добавлены, если требуется дальнейшее снижение температуры плавления. Среди них Zn имеет растворимость до 33,5%(at) в Au, In и Ga, около 12% (at), а предельная растворимость Sn составляет 6,8% (at). Поэтому добавление небольшого количества In, Ga, Sn к Au может значительно снизить температуру жидкой фазы сплава, но слишком большое количество приведет к снижению линии солидуса, расширению диапазона плавления и негативным последствиям. В таблице 3-18 перечислены составы и диапазоны плавления золотых припоев K.
Таблица 3-18 Состав и диапазон плавления некоторых сплавов золотого припоя K
| Чистота | Тип припоя | Химический состав (масс.)/% | Температура линии солидуса /℃ | Температура линии ликвидус /℃ | Температура плавления /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Чистота | Тип припоя | Au | Ag | Cu | Zn | На сайте | Ga | Температура линии солидуса /℃ | Температура линии ликвидус /℃ | Температура плавления /℃ |
| 9K | Низкая температура | 37.5 | 31.88 | 18.13 | 8.12 | 3.12 | 1.25 | 637 | 702 | 65 |
| 9K | Высокая температура | 37.5 | 29.38 | 19.38 | 10.62 | 2.5 | 0.62 | 658 | 721 | 63 |
| 14K | Низкая температура | 58.34 | 13.33 | 15.00 | 8.75 | 4.58 | - | 669 | 741 | 72 |
| 14K | Средняя температура | 58.34 | 14.49 | 14.25 | 9.17 | 3.75 | - | 660 | 745 | 85 |
| 14K | Высокая температура | 58.34 | 14.16 | 14.58 | 10.00 | 2.92 | - | 668 | 748 | 80 |
| 18K | Низкая температура | 75.00 | 6.25 | 8.50 | 5.50 | 4.75 | - | 730 | 765 | 35 |
| 18K | Средняя температура | 75.00 | 5.75 | 9.50 | 6.00 | 3.75 | - | 682 | 767 | 85 |
| 18K | Высокая температура | 75.00 | 5.25 | 12.25 | 6.50 | 1.00 | - | 792 | 829 | 37 |
| 22K | Низкая температура | 91.80 | 2. 40 | 2.00 | 1.00 | 2.80 | - | 850 | 890 | 40 |
| 22K | Средняя температура | 91.80 | 3.00 | 2.60 | 1.00 | 1.60 | - | 895 | 920 | 25 |
| 22K | Высокая температура | 91.80 | 4.20 | 3.00 | 1.00 | - | - | 940 | 960 | 20 |
3. Приготовление паяльных сплавов на основе никеля и белого золота
Разновидностей и количеств припоев из белого золота Nickel K относительно немного, в основном они состоят из следующих систем сплавов:
(1) Сплавы серии Au-Cu-Ni-Zn.
Никелевый припой для белого золота 18K в основном основан на компонентах сплавов с низкой температурой плавления из серии Au-Ni. Однако для большинства ювелирных изделий из белого золота K температура плавления сплавов припоя Au-Ni
Она все еще относительно высока, что делает ее непригодной для прямого использования в качестве припоя. Для этого необходимо добавлять другие компоненты, например, Zn для снижения температуры плавления припоя и Cu для улучшения обрабатываемости, образуя сплав припоя Au-Cu-Ni-Zn.
(2) Сплав Au-Ag-Cu-Ni-Zn.
Припой с низким содержанием золота в белом золоте K может использовать сплав Au-Ag-Cu-Ni-Zn, с Ni и Zn в качестве отбеливающих агентов для увеличения содержания Ag в сплаве припоя.
Общие формулы припоев Au-Cu-Ni-Zn или Au-Ag-Cu-Ni-Zn для ювелирных изделий из белого золота серии K приведены в таблице 3-19. Коммерческие припои выпускаются в виде листов припоя, проволоки припоя, порошков припоя и паяльных паст. На рис. 3-44 показан типичный лист золотого припоя цвета K.
Таблица 3-19 Общие формулы припоя для ювелирных изделий из никеля и белого золота
| Внешний вид припоя | Химический состав (масс.)/% | Диапазон температур плавления /℃ | |||||
|---|---|---|---|---|---|---|---|
| Внешний вид припоя | Au | Ag | Cu | Ni | Zn | Диапазон температур плавления /℃ | |
| 18K | 75.00 | - | 1.00 | 16.50 | 7.50 | 888 ~ 902 | |
| 18K | 75.00 | - | 6.50 | 12.00 | 6.50 | 803 ~ 834 | |
| 14K | 58.33 | 15.75 | 11.00 | 5.00 | 9.92 | 800 ~ 833 | |
| 14K | 58.33 | 15.75 | 5.00 | 5.00 | 15.92 | 707 ~ 729 | |
| 10K | 41.67 | 30.13 | 15.10 | 12.00 | 1.10 | 800 ~ 832 | |
| 10K | 41.67 | 28.10 | 14.10 | 10.00 | 6.13 | 736 ~ 784 | |
| 8K | 33.30 | 42.00 | 10.00 | 5.00 | 9.70 | 721 ~ 788 | |















