












Vax sågblad

Vaxfil



Hängande motor med flexibel axel

Serie fräsar

Lödning vax maskin

Elektrisk lödkolv för vaxsnideri

1. Skär till en lämplig storlek på ringvaxet enligt den stil och storlek som är avsedd för arbetet

2. Använd en vaxfil för att polera de två delarna av ringen plana

3. Använd verktyg som linjaler och kompasser för att markera storleken och den allmänna formen på ringvaxet.

4. Skär bort överflödig del med en vaxsåg.

5. Använd en vaxfil för att trimma grader

6. Använd en vaxfil för att trimma hela formen ytterligare och ta bort hörnen runt vaxringen

7. Prova på ringen, förbered dig för att justera ringstorleken

8. För in det speciella ringstorleksverktyget i vaxringen och rotera det försiktigt. Bladet på verktyget kan jämnt avlägsna överflödigt vax och förstora ringens inre sida

9. Efter ytterligare trimning med en vaxfil görs vaxringens grundform

10. Använd en Motorkran med hängande flexibel axel med lämpligt fräshuvud för att forma ringytan, avlägsna överflödigt vax

11. Häll ut insidan av ringen för att ta bort överflödigt vax, vilket gör ringen mer smidig och minskar också mängden metall som används vid gjutningen; detta steg kan först ta bort det mesta av vaxet med en fräs och sedan använda gravyrknivar, skrapor och andra verktyg för detaljerad skrapning

12. Använd en hängande flexibel axelmotorkran med ett känsligt tandnålhuvud för att skära barkstrukturen på ringens yta och använd sedan gravyrknivar för detaljerad bearbetning; vid den här tiden kan vi hitta lite naturlig bark eller bilder som referens för att uttrycka arbetet mer levande och exakt

13. Efter snidning, utför en serie gjutoperationer som svetsning av granar och plantering av vaxträd och slutligen gjutning av arbetet i metallmaterial

1. ta en lämplig mängd vaxkolonn, använd en täljkniv för övergripande formning och tälj huvuddelarnas riktning

2. Använd en vaxsvetsmaskin eller lödkolv för att förfina detaljerna i skulpturen och justera volym och form

3. Använd en platt täljkniv för detaljerad täljning, och skulpturens övergripande form kommer att skapas
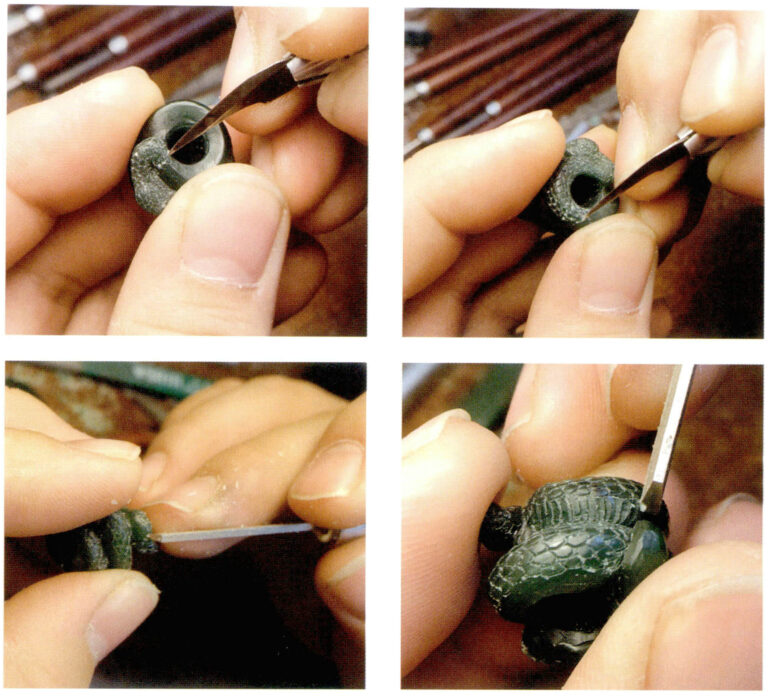
4. Använd täljknivar med olika funktioner för att fint tälja fjällen och texturerna på djurets kropp

5. Ta bort vaxsmulorna, och arbetet är slutfört


1. Applicera vaxmaterial enligt arbetets storlek, förfina formen med en vaxspatel och använd sedan en vaxsvetsmaskin eller lödkolv för att justera detaljerna

2. Ytterligare förfinad med olika täljknivar och skrapor

3. När du gör, observera ständigt de olika vinklarna på de snidade bitarna, och ingen detalj kan ignoreras.

4. Justera detaljerna; arbetet är slutfört.



1. Kapa med en vaxsåg

2. Skära huvudet enligt konstruktionsritningarna

3. Vid snidning av komplexa verk kan de delas in i flera delar för separat snidning och sedan anslutas genom svetsning vid fogpunkterna. Detta sparar inte bara vaxmaterial utan minskar också mycket avvaxningsarbete; i det här fallet snidas soldatens överkropp, underkropp och vapenpipa separat och svetsas sedan ihop

4. Efter filning och raspning med en vaxfil är den övergripande formen på hela skulpturen klar.

5. Olika snidarknivar och verktyg, som t.ex. vaxsvetsmaskiner, används för att hantera detaljerna i skulpturen. För vissa känsliga och relativt oberoende områden, såsom den dekorativa delen på soldatens hatt, svetsar vi dem i allmänhet efter att den övergripande snidningen i princip är klar och sedan snider vi dem separat för att undvika att oavsiktligt bryta dem under efterföljande snidningsprocesser

6. Efter att ha observerat snidningen från alla vinklar, när den önskade effekten har uppnåtts, är vaxsnidningsdelen av arbetet slutfört


Experimentuppsättning för alkohollampa

Industriell termometer
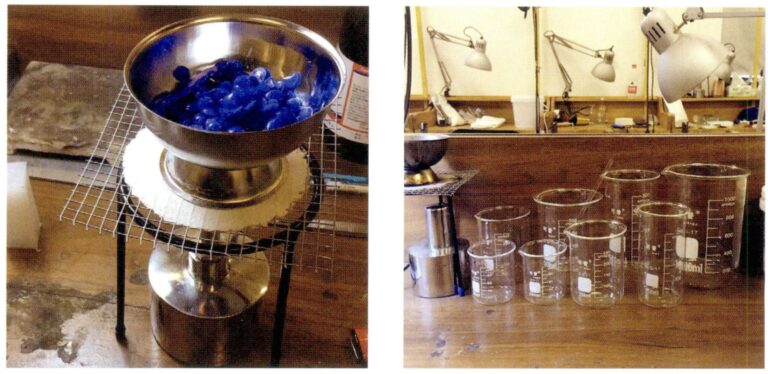
1. Lägg en lämplig mängd gjutvax i en uppvärmd metallskål eller mätbägare och värm upp den med en alkohollampa

2. När du har smält vaxet häller du det i det beredda vattnet för att starta gjutningsexperimentet.

3. Temperaturen på vaxet och vattnet, liksom hastigheten och metoden för att hälla i vattnet, kommer att påverka gjutningseffekten. Vi kan använda en långt infraröd industriell termometer för att registrera materialets temperaturdata för varje experiment, vilket är bekvämt för framtida sammanfattning och forskning

4. Om vaxtemperaturen är hög, vattentemperaturen är låg och vaxet snabbt hälls i vattnet kommer det i allmänhet att stelna till ett vaxblock; vid denna tidpunkt har vaxets yta stelnat, men interiören är fortfarande flytande. Om du vill ändra dess form kan du snabbt ta bort den och utföra knådning och andra operationer.

5. Om det inte finns mycket temperaturskillnad mellan vaxet och vattnet, och vaxet hälls långsamt i vattnet, kommer vaxet i allmänhet att bilda en hud som flyter på vattenytan. Vid den här tiden, om du vill ändra dess form, måste du snabbt linda in vaxhuden som inte har svalnat helt i vattnet med en glasomrörningsstav för att få en gjuten vaxkropp.

6. Det finns många experimentella metoder för att få fram olika former av vaxformar med naturliga texturer, t.ex. skrynkliga vaxformar och bubbelvaxformar. Dessa kan alla tillämpas på framtida konstnärliga skapelser, med roliga och utforskande experimentella egenskaper


Orak, Rite of Passage, Ring, 22k guld, diamant, emalj

Orak, Satyr, Ring, 22k guld, turkos, safir

Orak, kantessa av sånger om liv och död, ring, 22k guld, svart diamant





Skär bitar av mjukt vax med en stållinjal och konstkniv

Klippning av mjuka vaxbitar med olika saxar

Använd en stålnål för att rita ett djupt märke på det mjuka vaxarket och skär ut formen längs märket

1. Förbered talkpulver, plastfolie och lämplig mängd mjukt vax

2. Strö talkpulver på plastarket, mjukt vax och kavel, rulla sedan för att förhindra att föremål fastnar på det mjuka vaxet

3. Texturerade föremål kan också användas för rullning för att presentera olika mönster och texturer på det mjuka vaxet


1 Elektrisk lödkolv svetsning mjukt vax

2 Elektrisk lödkolv vaxpärlor

1. Använd en konstkniv för att skrapa det mjuka vaxarket lätt enligt designbehoven; skrapa aldrig för djupt eller bryt det.

2. Vik försiktigt längs snittets riktning


1. Snurra två mjuka vaxtrådar till en snoddform, precis som man snurrar ett rep

2. Ta en enkel mjuk vaxtråd och linda den runt den tidigare gjorda tvinnade mjuka vaxtråden

3. Ta bort överflödigt vax, löd den mottagande änden med en elektrisk lödkolv och en mjuk vaxtrådsring är klar

1 Vävning med tretrådig flätmetod

2 Vävning med den tretrådiga flätrepsmetoden

3 Linda det vävda mjuka vaxet runt ringdornen för formning och klipp bort överflödig del

4 Löd ihop fogarna med en lödkolv, och den flätade mjukvaxringen är klar!


1. Förbered präglingsföremål, mjukt vax och applicera kroppspulver jämnt på föremålen och det mjuka vaxet

2. Placera det mjuka vaxarket på föremålet som ska präglas, använd gummi för att trycka jämnt och överför mönstret till det mjuka vaxet

3. När gnuggningen är klar, lyft försiktigt det mjuka vaxet för att undvika att det dras och deformeras

4. Med hjälp av gnidningsmetoden kan många reliefmönster och föremål överföras till mjukt vax, vilket gör det lättare att replikera mönster och föremål.

1. Applicera snabbtorkande flytande vattenbaserat 502-lim jämnt på ytan av de färdiga mjuka vaxsmyckena. Efter naturlig lufttorkning kan hårdheten hos det mjuka vaxet förbättras och formen kan bibehållas.

2. I väntan på att metallen ska gjutas, linda in det mjuka vaxet i ett stötsäkert föremål, t.ex. en servett eller bomullstuss, och lägg det i en förvaringsbehållare för att undvika skador på smyckena i mjukt vax.














