Comment façonner, monter et tailler des pierres précieuses ?
Façonnage et adhésifs pour la tige des pierres précieuses brutes, taille et polissage des pierres précieuses à facettes
Introduction :
Ce guide offre un aperçu approfondi du monde du façonnage des pierres précieuses, en se concentrant sur les processus cruciaux du façonnage des pierres brutes, du montage des pierres précieuses sur des tiges, ainsi que de la taille et du polissage des pierres précieuses à facettes. Il s'agit d'un ouvrage indispensable pour toute personne travaillant dans l'industrie de la bijouterie et souhaitant affiner ses compétences en matière de transformation de pierres brutes en bijoux polis. Apprenez à obtenir une précision dans le façonnage des pierres, à garantir la qualité du collage et à maîtriser l'art de la taille des facettes pour une finition impeccable.

Structure de la machine à tailler les pierres précieuses à commande numérique
Table des matières
Section I Pierre brute Façonnage des pierres précieuses
1. Les principes et les méthodes de façonnage de la pierre brute
Façonner les pierres précieuses, c'est façonner la taille après avoir taillé la matière première.
1.1 Principe du façonnage de la pierre brute
Principe du façonnage des pierres précieuses - Broyage de la forme et de la taille de la pierre précieuse sur la pierre brute. En production, la pierre brute taillée est meulée pour obtenir la forme et la taille de la taille qui répondent aux exigences du dessin, comme le montre la figure 5-1.

1.2 Méthodes de dégrossissage des pierres précieuses
(1) Façonnage d'une seule pierre
Les pierres précieuses naturelles et les pierres précieuses synthétiques commandées en petites quantités utilisent une méthode de façonnage à une seule particule.
(2) Mise en forme pour la production de masse
Les pierres précieuses naturelles et synthétiques ordinaires utilisent une machine semi-automatique pour les méthodes de façonnage de la production par lots.
2. Exigences de qualité pour le façonnage des pierres précieuses
2.1 La forme de la taille de la pierre précieuse est précise (figure 5-2).

2.2 Cohérence des dimensions des produits
La tolérance dimensionnelle pour les ébauches de pierre brute de précision est de ±0,01 mm pour le traitement de la pierre brute à grande échelle, comme le montre la figure 5-3.

2.3 Sertissage des pierres précieuses selon l'échantillon de bague (figure 5-4)

2.4 Production selon les dessins de commande (figure 5-5)

3. Processus et équipement de façonnage des pierres brutes simples
Le tour de taille de la pierre précieuse brute doit être façonné et calibré avec précision par meulage, ce qui nécessite des processus de production raisonnables, un équipement précis et des techniques de traitement des pierres précieuses qualifiées pour produire des ébauches qui sont façonnées avec précision et répondent aux normes de taille.
3.1 Machine universelle commune ou machine à pierres précieuses ordinaire pour le façonnage de pierres précieuses simples
Le processus de façonnage d'une gemme unique consiste à coller une pièce triangulaire avec une tige de fer, à la façonner sur l'équipement et à contrôler la qualité du façonnage et les dimensions.
(1) Coller la tuile triangulaire avec de la colle gemme sur une tige de fer spéciale (figure 5-6).

(2) Mise en forme sur l'équipement
Le façonnage sur la machine universelle est illustré à la figure 5-7, et le façonnage sur la machine à pierres précieuses ordinaire est illustré à la figure 5-8.


(3) Vérifier les dimensions de la mise en forme (figure 5-9)

3.2 Équipements et structures de façonnage courants pour la production de pierres précieuses simples
La structure de la machine universelle est présentée à la figure 5-10, la structure de la machine à pierres précieuses à plate-forme de levage CNC est présentée à la figure 5-11 et la structure de la machine à pierres précieuses ordinaire est présentée à la figure 5-12.


3.3 Fonctions et champ d'application de la machine universelle de polissage des pierres précieuses
La puissance de la machine universelle à polir les pierres précieuses est fournie par un moteur de 250 W ① installé sur la base, avec une vitesse de 1400r/min. Le moteur ① a une broche ② montée sur son arbre, et une meule ③ est installée à l'extrémité avant de la broche, qui peut être remplacée par divers outils pour des applications spécifiques, comme suit.
(1) Façonnage
Remplacer la meule par la meule requise pour le façonnage de la pierre précieuse, comme le montre la figure 5-13.

(2) Polissage
Remplacer par un disque de polissage pour polir la pierre précieuse, comme le montre la figure 5-14.

(3) Gravure
Les outils de sculpture de jade permettent de sculpter des pierres précieuses, comme le montre la figure 5-15.

(4) Forage
Passer à un mandrin et à des outils pour percer les pierres précieuses, comme le montre la figure 5-16.

(5) Traitement des pierres précieuses à surface incurvée
Les pierres précieuses à surface incurvée peuvent être traitées en passant à une meule à fente, comme le montre la figure 5-17.

4. Exemples de production de pierres précieuses courantes
4.1 Traitement des pierres brutes à surface plane
Pierre précieuse brute lisse (convexe ou incurvée) - La forme de la taille de la pierre précieuse comprend des surfaces incurvées, telles que des formes rondes, ovales, en poire, en marquise, en cœur, etc. La taille formée par la surface incurvée est appelée pierre brute à surface incurvée.
(1) Traitement des pierres précieuses brutes lisses
Fixez la pierre brute taillée à une tige de fer à l'aide de colle pour pierres précieuses. Une fois que la colle a refroidi, façonnez-la selon la méthode indiquée dans la figure 5-18 pour les pierres brutes lisses (courbes). La précision de la forme et de la taille de la pierre brute dépend principalement du niveau de compétence de la personne.

Vidéo sur le façonnage et la finition des pierres précieuses en cabochon
(2) Traitement des pierres précieuses brutes ovales (en forme d'œuf)
Fixez l'ébauche taillée à une tige de fer à l'aide de colle pour pierres précieuses et, une fois la colle refroidie, suivez l'opération de traitement de la pierre précieuse ovale (en forme d'œuf), comme indiqué dans la figure 5-19. Le niveau de compétence de la personne contrôle principalement la précision de la forme et de la taille de l'ébauche.

Vidéo sur le façonnage et la finition des pierres précieuses ovales (en forme d'œuf)
4.2 Processus de façonnage des pierres brutes linéaires
La pierre brute de forme linéaire comprend des lignes droites, telles qu'une forme d'émeraude (un petit octogone), un carré, un rectangle, un trapèze, etc. La taille de ces formes est appelée pierre brute de forme linéaire.
(1) Principe du dégrossissage linéaire des pierres précieuses
Composition de l'équipement : La base est équipée d'un moteur de 180 W à une vitesse de 2800 tr/min (1). Le moteur (1) est équipé d'une broche sur laquelle est montée une tête (2), la tête (2) est équipée d'un plateau (3) et d'un disque de meulage (4), et la machine est équipée de patins à main parallèles en forme de huit (5). Pendant le fonctionnement, l'axe de la main à huit carrés (6) doit être parallèle à la table de travail (9) de l'équipement afin de garantir le parallélisme de la pierre précieuse brute. La pierre précieuse brute (8) est collée à la tige de fer (7) à l'aide d'une colle pour pierres précieuses (figure 5-20).

1. moteur ; 2. tête d'arbre ; 3. plateau ; 4. disque de sable ; 5. entretoise ; 6. poignée de huit ; 7. tige de fer ; 8. pierre brute ; 9. établi
(2) Traitement de la pierre précieuse brute taillée à l'échelon d'un seul cristal
Flux de traitement : bandes coupées - matériaux triangulaires coupés - colle - tige supérieure - façonnage à la machine des pierres précieuses - façonnage complet, comme le montre la figure 5-21.

L'opération de façonnage de la machine CNC pour pierres précieuses est illustrée à la figure 5-22.

(3) Façonnage des pierres précieuses brutes de type cristal carré, angle droit et ligne parallèle
Insérez la tige de fer contenant les ébauches de pierres précieuses dans le support octogonal, réglez l'angle de l'établi de manière à ce que le support octogonal soit parallèle au disque de meulage de la meuleuse, activez l'interrupteur du moteur, activez l'interrupteur de l'eau de refroidissement (la taille de l'ébauche détermine la taille du débit d'eau), tenez le support octogonal de la main droite, posez la poignée octogonale sur l'établi et placez la pierre précieuse sur le disque de meulage (figure 5-23).

(4) Processus de meulage d'une seule émeraude (biseau rectangulaire) (figure 5-24)

Vidéo sur le façonnage et la finition des pierres précieuses taille émeraude (rectangulaire biseautée)
4.3 Processus de façonnage des pierres précieuses brutes de forme spéciale
Outre les pierres brutes susmentionnées, si un puits apparaît dans une certaine partie de la pierre brute, celle-ci est considérée comme un mauvais type de forme spéciale. Cette pierre précieuse de forme spéciale est brute en forme de cœur, de fleur de prunier, de pentagramme, etc., ses noyaux sont traités en fonction de sa forme extérieure et elle doit être façonnée à l'aide d'une machine à poinçonner les noyaux.
(1) Principe de façonnage des pierres précieuses brutes en forme de cœur (figure 5-25)

(2) Principe de façonnage de la fleur de prunier brute (figure 5-26)

(3) Le principe de façonnage des pierres précieuses du pentagramme (figure 5-27)

5. Équipement pour la production en masse de pierres précieuses
5.1 Équipement de façonnage semi-automatique
(1) Structure et principe de fonctionnement de la machine de façonnage semi-automatique
Le façonnage d'ébauches de pierres précieuses dans le cadre d'une production par lots utilise l'équipement illustré à la figure 5-28. La meule est entraînée par une courroie qui transmet l'énergie à la tête de la broche. La meule est montée sur la tête de la broche et un ensemble de dispositifs rotatifs pour la pierre brute est également installé sur le châssis. En déplaçant le moule, il est possible de produire différentes formes de pièces brutes. La précision de la forme et de la taille de la pierre brute est déterminée par la précision du moule et le réglage du volant.

1. moteur ; 2. grande poulie ; 3. petite poulie ; 4. broche ; 5. meule diamantée ; 6. ébauche de gemme ; 7. goupille supérieure fixe ; 8. goupille supérieure mobile ; 9. pignon ; 10. moteur de réduction ; 11. pignon du moteur de réduction ; 12. moule de gemme ; 13. tige de réglage du moule ; 14. volant ; 15. arbre de transmission. Arbre du pignon
Principe de fonctionnement de l'appareil : L'alimentation électrique permet de démarrer le moteur (1), qui entraîne la grande poulie triangulaire (2) montée sur l'arbre du moteur (1), ce qui entraîne la rotation de la poulie triangulaire de la broche (3) et de la meule diamantée montée à l'autre extrémité de la broche. Le moule à pierres précieuses (12) est installé à une extrémité de la broche d'éjection fixe (7), tandis que l'autre extrémité appuie sur la pierre précieuse brute (6). L'autre extrémité de la pierre brute (6) est équipée d'une broche d'éjection mobile (8), qui serre la pierre brute (6) sous l'action du volant (14). Le moteur réducteur (10) entraîne la rotation de trois pignons montés sur l'arbre à chaîne (15). Les pignons situés aux deux extrémités de l'arbre à chaîne (15) entraînent la rotation des broches d'éjection mobiles et fixes, achevant ainsi le processus de façonnage de la pierre. Le levier de réglage du moule permet d'ajuster la taille de la pierre brute.
La machine de façonnage semi-automatique peut façonner des formes rondes et, grâce à l'installation de différents types de roues de façonnage profilées, elle peut traiter diverses formes de pierres précieuses, de lentilles de verre, etc. avec des dimensions uniformes et une grande précision. Elle peut également traiter divers pendentifs irréguliers, tels que des pendentifs en forme de cœur, ronds, ovales, en forme de feuille, octogonaux, triangulaires, en forme de gourde, de goutte d'eau, de lanterne, etc.
L'inconvénient de la machine de formage semi-automatique est qu'elle nécessite le serrage manuel de l'ébauche et l'abaissement manuel de la barre de traction pour achever un cycle de traitement.
5.2 Équipement de façonnage entièrement automatique
L'équipement de façonnage entièrement automatique utilise l'équipement de façonnage semi-automatique comme machine principale, en y ajoutant des mécanismes automatiques de serrage et de dégagement des pierres brutes et des dispositifs d'alimentation automatiques pour former un équipement de façonnage entièrement automatique.
5.3 Matériel de façonnage spécial pour les carrés, les rectangles et les trapèzes
L'équipement de formage rapide de pierres précieuses artificielles trapézoïdales a une structure simple, une grande précision, peut être produit en masse, a une capacité de production élevée, des processus opérationnels simples, de faibles coûts de production, un investissement minimal et des rendements élevés. Les travailleurs peuvent commencer à travailler après une seule journée de formation. Si une ligne de production est organisée de manière scientifique, avec 2 personnes pour le tranchage, 2 pour le façonnage et 1 pour l'enlèvement de l'adhésif, un total de 5 personnes peut atteindre une production quotidienne moyenne de plus de 10 000 pièces par travailleur après une période de familiarisation. Il s'agit d'un équipement de traitement des moules bruts pour pierres précieuses trapézoïdales qui est "à haut rendement, à production rapide, de bonne qualité et économe en matériaux".
L'équipement de production est illustré à la figure 5-29.

1. broche ; 2. plateau en aluminium ; 3. disque abrasif diamanté ; 4. tête pivotante de l'établi ; 5. module de limitation ; 6. gabarit ; 7. vis de réglage ; 8. vis de réglage rotative ; 9. vis de réglage de l'établi ; 10. établi ; 11. cadre ; 12. moteur.
6. Exemples d'équipements de production de pierres précieuses brutes en entreprise
La production en masse de pierres précieuses brutes est couramment utilisée dans la production de pierres précieuses artificielles, par exemple dans l'équipement de coupe et de façonnage du zircon cubique synthétique. Il n'existe pas de dispositifs standardisés sur le marché ; tous les équipements sont conçus et fabriqués en fonction du processus de production. Bien que certaines parties de ces appareils puissent différer, les principes de fonctionnement sont les mêmes. Les paragraphes suivants illustrent ces principes à l'aide d'exemples d'usine.
6.1 Production d'ébauches de pierres trapézoïdales
Le processus de production des pierres précieuses artificielles trapézoïdales brutes est le suivant (figure 5-30).
- Placer les matières premières dans une machine à découper multi-lames pour les trancher.
- Placez les matériaux tranchés sur le plan de travail d'une machine de découpe à une lame pour les découper en bandes.
- Placer les bandes coupées sur la machine à mouler pour les façonner.
- Disposer les bandes qualifiées selon le schéma et les coller avec de la colle 502.
- Après avoir attendu que la colle 502 sèche, placez le bloc collé sur la machine à tailler les pierres à une seule lame pour le découper en granulés.
- Nettoyer la colle 502.
- Polissage par vibration des pierres précieuses brutes.

6.2 Production de tuiles triangulaires
Le processus de production des tuiles triangulaires est illustré à la figure 5-31.

6.3 La production d'ébauches de cylindres
Le processus de production de l'ébauche de cylindre est illustré à la figure 5-32.

6.4 Production d'ébauches de perles arrondies
Le processus de production d'une perle arrondie est illustré à la figure 5-33.

7. Comptabilité analytique pour la production de pierres précieuses brutes
7.1 Comparaison de trois types de pierres brutes couramment utilisées sur le marché
Carreau triangulaire : trancher - couper des bandes - couper des particules triangulaires - forme environnante - pierre brute
Découpage en cylindre : trancher, couper en bandes, broyer en bandes rondes, couper en particules cylindriques.
Ebauche de perles arrondies : trancher - couper en bandes - couper en particules cubiques - chanfreiner et emboîter des perles sphériques
7.2 Comparaison de l'équipement nécessaire pour deux ou trois types de pierres brutes (tableau 5-1)
Tableau 5-1 Vue d'ensemble de la comparaison des données d'entrée des équipements pour trois types courants d'appareils de mesure de l'humidité. pierre brute
| Parison | Trancheur simple | Machine à découper multi-outils | Machine à découper les contours | Machine à facettes | Machine à rectifier les barres rondes sans centre | Broyeur de bandes multi-lames | Machine à perles gigognes |
|---|---|---|---|---|---|---|---|
| Carreau triangulaire | √ | √ | |||||
| Ébauche de cylindre | √ | √ | √ | ||||
| Perle ronde vierge | √ | √ | √ | √ |
7.3 Analyse de l'efficacité de la production pour trois types de pierres brutes
Exemple d'une forme ronde de 2 mm
| Triangle blanc | 2 personnes | 2000 pièces/jour | 10 heures, moyenne de 1000 pièces/personne |
| Ébauche cylindrique | 4 personnes | 100 000 pièces/jour | 10 heures, moyenne de 2500 pièces/personne |
| Ébauche de cylindre | 4 personnes | 200 000 pièces/jour | 10 heures, moyenne de 50 000 pièces/personne |
7.4 Taux d'extraction et coûts des matières premières de trois pierres brutes
(1) Tableau des taux d'extraction par kilogramme de matières premières (tableau 5-2).
Tableau 5-2 Taux d'extraction par kilogramme de pierre brutes
| Nom | Spécification (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Carreau triangulaire | 30000 | 14000 | 8000 | 4000 |
| Ébauche de cylindre | 16500 | 7700 | 4400 | 2200 |
| Perles arrondies vierges | 15000 | 7000 | 4000 | 2000 |
(2) Le coût des matériaux pour chaque défaut de la pierre est indiqué dans le tableau 5-3 (basé sur le prix de l'oxyde de plomb A + B à Wuzhou, Guangxi, 200 yuans /kg, décembre 2012).
Tableau 5-3 Aperçu du taux d'extraction de chaque pierre brute
| Nom | Spécification (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Carreau triangulaire | 0.0067 | 0.0143 | 0.025 | 0.05 |
| Ébauche de cylindre | 0.012 | 0.026 | 0.045 | 0.091 |
| Perles arrondies vierges | 0.013 | 0.029 | 0.05 | 0.10 |
7.5 Exigences relatives à la taille et à l'état brut des pierres précieuses
- Le diamètre de la pierre précieuse D doit laisser une marge de transformation pour le polissage de la taille.
- La table des pierres précieuses doit prévoir une marge de traitement pour le meulage et le polissage.
- La hauteur totale de la pierre brute doit être supérieure à la hauteur totale du produit.
- La hauteur de la couronne au-dessus de la taille de la pierre brute doit être supérieure à la hauteur de la couronne au-dessus de la taille du produit (figure 5-34).

Section II Adhésion des pierres précieuses brutes à la tige
1. Matériaux courants pour le collage des pierres précieuses brutes sur des tiges
Les machines à pierres précieuses ordinaires sont utilisées pour le meulage de pierres précieuses individuelles en association avec des supports octogonaux ou des machines-outils. En raison de la diversité des spécifications et des formes des pierres précieuses, les pierres précieuses défectueuses sont collées à des tiges de fer avec de la colle pour pierres précieuses avant d'être traitées. Elles sont ensuite placées dans des supports octogonaux ou des machines-outils qui les traitent et les broient conformément aux exigences opérationnelles. Après le broyage, les pierres précieuses sont détachées des tiges de fer et de la colle, et les résidus de colle et les taches d'huile sont nettoyés.
Une fois que la pierre brute a passé l'inspection, l'ébauche de pierre est collée à une tige de fer spéciale avant d'entrer dans le processus suivant. La qualité du collage de la pierre précieuse influe sur la qualité de la sculpture, du polissage et de l'efficacité du traitement.
1.1 Adhésif réutilisable pour pierres précieuses
Une fois le traitement de la gemme terminé, celle-ci est retirée de la tige de fer. La colle pour pierres précieuses laissée sur la barre de fer peut encore coller les pierres précieuses, et le reste de la colle pour pierres précieuses peut également être fondu et réutilisé. Ce type d'adhésif pour pierres précieuses est appelé adhésif réutilisable, à condition qu'il ne brûle pas, ne fume pas, ne se carbonise pas et ne perde pas ses performances au cours du chauffage (figure 6-1).

(1) Les matériaux utilisés pour le collage doivent répondre aux exigences de base suivantes.
- Il doit avoir une capacité d'adhérence, une résistance et une dureté suffisantes et ne doit pas se briser ou se déplacer au cours des opérations normales de sculpture et de transformation.
- Le point de fusion ne doit pas être inférieur à 70℃ et supérieur aux températures générées lors de la coupe, du meulage et du polissage.
- L'utilisation répétée de l'adhésif pour pierres précieuses maintiendra ses performances après plusieurs chauffages.
- Il doit bien se dissoudre dans les solvants organiques et inorganiques, mais ne doit pas être soluble dans le kérosène et l'huile de machine.
- Il doit être peu coûteux et non rare.
(2) Matériel adhésif réutilisable pour pierres précieuses
- Gomme-laque (figure 6-2). 80℃ se ramollit, 113℃ se liquéfie, 165℃ commence à libérer du gaz vigoureusement, devenant une substance spongieuse lâche, 210℃ se carbonise et perd son pouvoir adhésif, la température optimale pour la gomme-laque est de 85-105℃, se dissout dans l'alcool.
- Colophane (Figure 6-3). Température de ramollissement 50-70℃, 90-130℃ fond complètement, a une capacité d'adhésion plus élevée et une force suffisante, et se dissout facilement dans l'alcool, l'éther, l'acétone, la térébenthine et d'autres solvants.
- Cire d'étanchéité. Composé de colophane de qualité inférieure et d'oxyde de fer, 100℃ se ramollit autour, est plus dur que la gomme-laque et la colophane, avec une résistance plus élevée, et est soluble dans l'alcool, l'éther, l'acétone, la térébenthine, et d'autres solvants.
- Poudre de colle gemme. La colle gemme est broyée en poudre et la poudre de colle gemme est couramment utilisée pour l'adhésion automatisée des pierres (figure 6-4).

Figure 6-2 Gomme-laque

Figure 6-3 Colophane

Figure 6-4 Poudre de colle Gem
(3) Principes de sélection des matériaux adhésifs Gem
Lors de la sélection des matériaux adhésifs, il convient de tenir compte de la forme et de la taille de la pièce, de la précision, de la température de traitement et de la chaleur générée pendant le traitement. Plus la force exercée sur la pièce est importante et plus la surface est petite, plus la force adhésive doit être élevée. La gomme-laque a principalement une fonction adhésive, tandis que la cire à cacheter et la colophane ont des propriétés adhésives et améliorent les propriétés mécaniques du matériau adhésif. Les adhésifs contenant une forte proportion de cire à cacheter sont plus souples et résistent mal à la chaleur, tandis que ceux contenant une forte proportion de colophane sont plus durs et plus cassants.
(4) Formulation de l'adhésif Gem
Exigences en matière de formulation : Tenir compte de la chaleur générée lors du broyage et des variations saisonnières lors de la formulation.
La formulation est la suivante :
- 95% Cire d'étanchéité+5% Gomme-laque.
- 80% Rosine +20% Gomme-laque.
La couleur de la colle pour pierres précieuses disponible dans le commerce n'a rien à voir avec ses performances de collage et est liée à la couleur de la pierre précieuse traitée. Elle doit être choisie dans une couleur qui contraste avec la couleur de la gemme ; par exemple, les gemmes rouges doivent être collées avec de la colle blanche ou verte (figure 6-5).

1.2 Adhésif gemme à usage unique
Les colles pour pierres précieuses qui ne peuvent pas être recyclées pour être réutilisées après le traitement des pierres précieuses sont appelées colles pour pierres précieuses non recyclables. Par exemple, la colle 502 peut bien coller les pierres précieuses mais ne peut pas être recyclée.
Actuellement, le marché produit des adhésifs jetables spécifiquement destinés au collage des pierres précieuses, y compris des variétés telles que la colle à séchage rapide, la colle sensible à la lumière et la colle AB. La colle est transparente et possède un fort pouvoir d'adhésion, une vitesse d'adhésion rapide et une grande efficacité. Si l'on prend l'exemple des pierres précieuses de 2 mm, une personne travaillant 8 heures par jour peut coller plus de 12 000 pièces, et un kilogramme de colle peut coller entre 400 000 et 200 000 pièces de pierres précieuses.
(1) Adhésif photosensible (figure 6-6)
Méthode de collage : Insérer la tige de fer dans la plaque d'insertion spéciale, utiliser l'extrémité pointue du bouchon de la bouteille pour appliquer directement l'adhésif sur l'extrémité de la tige de fer, et utiliser des pinces pour placer la pierre précieuse sur l'extrémité enduite d'adhésif de la tige de fer et la mettre à niveau. Utilisez une lampe UV pour irradier pendant 1 minute afin de durcir l'adhésif avant le traitement. La distance optimale entre la lampe UV et la pierre précieuse est de 100 mm.

(2) colle 502 (figure 6-7)
Méthode de collage : Insérer la tige de fer dans la planche d'insertion spéciale, utiliser l'extrémité pointue du bouchon de bouteille pour appliquer directement l'adhésif à la pointe de la tige de fer, et tenir la pince à épiler dans la main droite pour placer la pierre précieuse vierge sur la pointe enduite d'adhésif de la tige de fer et la niveler. Veuillez le placer dans un environnement 25-30℃ pendant 15-20 min pour durcir l'adhésif avant le traitement. Un four doit être utilisé si la température n'atteint pas 25-30℃.
(3) Colle AB (Figure 6-8)
Méthode de collage : insérer la tige de fer dans la douille dédiée, mélanger la colle A et la colle B selon 1:1, directement plonger une quantité appropriée de colle AB dans la tête de la tige de fer, placer la pierre précieuse sur la tête de la tige de fer enduite de colle, et s'il vous plaît laisser dans un environnement supérieur à 25℃ degrés pendant 5 ~ 8 min pour durcir. Il peut être traité après environ 15 minutes.

Figure 6-7 502 Colle

Figure 6-8 Colle AB
2. Outils courants pour le collage des pierres précieuses
2.1 Lampe à alcool
(1) La lampe à alcool est utilisée dans le processus de fabrication des pierres précieuses adhésives réutilisables et sert de source de chaleur pour le traitement des pierres précieuses uniques. Elle est couramment utilisée pour préchauffer les gemmes et chauffer les adhésifs lors de la production d'une gemme unique. Une fois le traitement de la gemme terminé, l'adhésif chauffé aide à détacher la gemme de la tige de fer. La lampe à alcool et sa structure sont illustrées à la figure 6-9.

(2) Les procédures d'utilisation en toute sécurité de la lampe à alcool sont illustrées à la figure 6-10.
- L'alcool est inflammable. Lorsque vous ajoutez de l'alcool à la lampe à alcool, si de l'alcool se répand sur le comptoir, il faut l'essuyer avant de l'enflammer.
- L'étanchéité de la lampe à alcool est mauvaise et l'alcool s'évapore facilement. Pour les lampes à alcool qui n'ont pas été utilisées depuis longtemps, le gaz accumulé à l'intérieur de la lampe doit être libéré avant de pouvoir être allumé.
- La quantité d'alcool ajoutée ne doit pas dépasser les 2/3 de la lampe à alcool.
- La lampe à alcool ne doit pas être inclinée lors de l'allumage.
- Lorsqu'elle n'est pas utilisée, la lampe à alcool ne doit pas être éteinte en soufflant avec la bouche ; elle doit être éteinte à l'aide d'un couvre-lampe.

Vidéo sur le sertissage des pierres des lampes à alcool
2.2 Base horizontale (dispositif de mise à niveau)
Maintenez la surface de la pierre précieuse perpendiculaire à l'axe de la tige de fer afin d'améliorer l'efficacité et la qualité de l'adhérence de la pierre (figure 6-11).

2.3 Barre de cuivre ou barre de fer
Pour coller et soutenir les pierres précieuses, insérez la poignée octogonale ou la poignée de la machine pour manipuler et traiter les pierres précieuses. Les tiges de cuivre et de fer se présentent sous différentes formes, notamment des tiges de fer avec goupilles de positionnement, des tiges de fer sans goupilles de positionnement et des tiges de fer avec une rainure en forme de V à la queue, avec des longueurs allant de 30 à 90 mm. Les têtes des tiges de fer peuvent être plates ou pointues. Les tiges de fer avec goupilles de positionnement sont généralement utilisées pour le traitement des pierres précieuses rondes, tandis que les tiges de fer sans goupilles de positionnement sont souvent utilisées pour le traitement des pierres précieuses irrégulières (figure 6-12).

2.4 Outils de test Gem
Pour l'amarrage de la pierre inversée, une fois le traitement de la couronne de la pierre précieuse terminé, retirez la tige de fer de la poignée et placez-la dans la longue rainure d'un côté de l'outil d'amarrage. Prenez une autre tige de fer enduite d'adhésif et arrimez-la immédiatement à la couronne de la marque de meulage sur l'outil d'amarrage. Une fois que l'adhésif a durci, utilisez des ciseaux pour couper l'extrémité non meulée de la tige de fer de l'adhésif, complétant ainsi le processus de pierre inversée (figure 6-13). Remarque : Cet outil et cette méthode d'ancrage de la pierre inversée sont souvent utilisés dans les processus de pierre inversée par lots avec de l'adhésif jetable.

2.5 Plaque d'insertion de la barre de fer
Après avoir collé les pierres défectueuses, on les insère dans les trous de la plaque pour les stocker, ce qui facilite la production en chaîne, la classification des produits et l'inspection de la qualité (figure 6-14).

2.6 Production à grande échelle d'adhésifs pour pierres précieuses, d'outils de test des pierres précieuses et de principes (figures 6-15, 6-16)


Copywrite @ Sobling.Jewelry - Fabricant de bijoux sur mesure, usine de bijoux OEM et ODM
3. Analyse de la qualité des adhésifs pour pierres précieuses et des pierres de comptoir
La qualité de l'adhérence de la pierre précieuse et la qualité de l'anti-pierre affectent la qualité et l'efficacité du processus de production suivant.
3.1 Analyse schématique de la qualité de l'adhérence des pierres précieuses (figures 6-17, 6-18)

Figure 6-17 Analyse schématique de la qualité d'adhésion des pierres précieuses

Figure 6-18 Image d'adhérence réelle
3.2 Analyse de la qualité d'adhésion des pierres précieuses
- La couche de colle doit être uniforme et lisse. Une trop grande quantité d'adhésif affecte l'opération de meulage, tandis qu'une quantité insuffisante peut entraîner la rupture de l'adhésif pendant le meulage. La quantité d'adhésif utilisée doit être fonction de la taille de la pierre.
- Veillez à préchauffer la tige adhésive avant d'appliquer l'adhésif ; une température de préchauffage insuffisante peut facilement entraîner une défaillance de l'adhésif.
- L'adhésif à flamme ne doit pas fumer ou prendre feu. Si l'adhésif fume ou prend feu, la couche d'adhésif se carbonise et perd ses performances. Chauffez l'adhésif jusqu'à ce qu'il soit légèrement fluide.
- Lors du collage d'ébauches de pierres, la ligne centrale du dessin de l'ébauche doit coïncider avec la ligne centrale de la tige adhésive ; dans le cas contraire, il peut en résulter des pointes de travers ou des pierres de forme irrégulière lors du traitement.
- Lors du collage d'ébauches de pierres, la surface de l'ébauche doit être perpendiculaire à l'axe de la tige adhésive.
- Les pierres précieuses nouvellement collées ne doivent pas être placées immédiatement dans de l'eau froide pour être refroidies, car elles risquent alors de se fissurer en raison d'un refroidissement soudain.
- Lors du préchauffage des pierres précieuses brutes, il est essentiel de veiller à ce que le chauffage soit homogène, faute de quoi des fissures thermiques peuvent facilement se produire.
3.3 Problèmes de qualité courants dans le collage des pierres précieuses
- Vieillissement de la colle pour pierres précieuses - un chauffage prolongé provoque l'émission de fumée blanche, ce qui indique que le colloïde a vieilli et que la force d'adhérence a diminué.
- Si les déchets de pierres précieuses ne sont pas nettoyés correctement et présentent des taches d'huile ou des débris, la qualité du collage en sera également affectée.
- Si la pierre brute ou la tige adhésive n'est pas suffisamment préchauffée, il est facile pour la tige de fer et le colloïde de se détacher ou pour la pierre et le colloïde de présenter une fausse adhérence, ce qui entraîne des déformations et la perte de pierres au cours du traitement.
- Lorsque le colloïde n'a pas été durci, il doit être placé sur une plaque d'insertion spéciale pour être refroidi et durci ; une opération incorrecte peut facilement entraîner un désalignement de l'ébauche de la gemme et de la barre de fer, ce qui affecte la qualité du produit fini.
3.4 Adhésion en usine et exemples de pierres inversées (figure 6-19)

Vidéo sur le sertissage manuel des pierres et le facettage
Vidéo sur le sertissage et le facettage semi-automatiques des pierres
3.5 Exemples de pierres d'adhérence et de pierres inversées entièrement automatiques (figure 6-20)

(1) Processus de la machine à adhésif pour pierres entièrement automatique
- Placer les déchets de pierre dans la rainure du moule.
- Le gaz s'enflamme automatiquement pour chauffer la tête de la tige de fer.
- Le bac à colle se déplace vers la tête de la tige de fer.
- La tête de la tige de fer absorbe la poudre de colle gemme et fond sous l'effet de la chaleur (figure 6-21).

- Le bac à colle s'éloigne de la tête de la tige de fer.
- La tête de la tige de fer en poudre adhésive descend sur l'ébauche de gemme (figure 6-22).
- Attendre que le colloïde de la gemme fonde sur l'ébauche de gemme pour achever la liaison.

(2) Processus entièrement automatique de la machine anti-pierre.
- Placez la bande d'aluminium avec le ponçage de la couronne terminé sous la plate-forme de pierre adhésive [figure 6-23(a)].
- Placer la bande d'aluminium vide au-dessus.
- L'allumage automatique au gaz permet de chauffer la tête de la barre de fer en aluminium.
- Le plateau de poudre de colle Gem se déplace vers la tête de la tige de fer.
- La tête de la tige de fer absorbe la poudre de colle gemme et fond sous l'effet de la chaleur.
- Le disque de poudre de colle s'éloigne de la tête de la tige de fer.
- La tête de la tige de fer recouverte de colle gemme descend et s'interface avec la table gemme qui a été polie et gravée [figure 6-23(b)].
- La rangée supérieure souffle de l'air pour refroidir la colle. Après la solidification de la colle, la rangée inférieure de gaz est allumée pour chauffer la tête de la tige de fer [figure 6-23(c)].
- La tête de la tige de fer supérieure se lève, achevant le processus d'anti-pierre.


Section III Taille et polissage des pierres précieuses à facettes
1. Mécanisme de traitement des matériaux superdurs
Le facettage des pierres précieuses consiste à meuler des surfaces uniformes, petites et plates en fonction de la rugosité de la pierre précieuse. Le traitement des pierres précieuses d'une dureté relative supérieure à cinq est considéré comme un traitement des matériaux durs, et le facettage et le polissage des pierres précieuses sur un disque de meulage sont essentiellement des opérations de meulage.
1.1 Application de la rugosité de surface dans le traitement des pierres précieuses
Le traitement des pierres précieuses implique que l'abrasif agisse sur la surface de la pierre précieuse pour former des pics et des vallées, principalement par un effet de "labourage". Le processus de meulage utilise des abrasifs grossiers et fins, et les pics et les vallées formés par les abrasifs grossiers diffèrent de ceux formés par les abrasifs fins. Cela explique pourquoi la surface des pierres précieuses traitées avec des abrasifs grossiers est rugueuse. Une image agrandie illustrant les rayures faites par un grain de sable sur la surface d'une pierre précieuse montre l'application de la rugosité de surface dans le traitement des pierres précieuses. La figure 7-1 illustre le principe du meulage abrasif à grain unique et la figure 7-2 montre la rugosité des surfaces de meulage avec différentes grosseurs d'abrasifs.

D'après l'analyse de la rugosité de surface, la différence entre le polissage et le meulage réside dans le fait que le polissage est effectué sous l'action de particules abrasives plus fines et que le processus de polissage est une continuation du processus de meulage. La pratique a montré qu'en fonction de paramètres fixes tels que le matériau de la pierre précieuse, le matériau du disque de broyage, l'abrasif et la vitesse de l'équipement dans le traitement des pierres précieuses, la rugosité de la surface des pierres précieuses dépend de la taille et de la forme des particules abrasives.

1.2 Mécanisme de prépolissage et de polissage des pierres précieuses
Au cours du processus de meulage et de polissage des pierres précieuses, il y a un phénomène d'écoulement des molécules à la surface du matériau de meulage et de polissage, et les phénomènes suivants se produisent au cours du polissage.
- La poudre de polissage agit sur la surface de la gemme de manière à éliminer les débris de travail de la même taille que les particules de poudre de polissage.
- Le mouvement de pression thermique de la poudre de polissage provoque le réarrangement des molécules dans la couche superficielle de la pierre précieuse, où la température élevée joue un rôle crucial.
- Les matériaux auxiliaires tels que l'eau ou l'huile de polissage jouent un rôle chimique pendant le polissage.
Le traitement à long terme des pierres précieuses a prouvé que l'action mécanique est le principal facteur de polissage des matériaux durs, que l'action rhéologique est faible et que l'action chimique n'existe pas dans le polissage des disques durs en poudre de diamant. Toutefois, l'ajout de certains agents chimiques dans le polissage de certaines pierres précieuses peut augmenter la vitesse de polissage ; par exemple, l'ajout d'acide fluorhydrique lors du polissage de la zircone cubique synthétique augmente la vitesse de polissage.
2. Caractéristiques de broyage des abrasifs fixes et des abrasifs libres
2.1 Le processus de broyage des abrasifs en vrac
Dans le processus de polissage des pierres précieuses, les abrasifs en vrac adhèrent au disque de polissage et appuient sur la surface de la pierre précieuse. Sous l'action de la force d'alimentation, les particules abrasives sont étroitement pressées contre la surface de la pièce. La dureté des particules abrasives étant supérieure à celle de la pierre précieuse, elles sont comprimées et déformées. Lorsque la force appliquée par les particules abrasives dépasse la force de liaison entre les molécules du matériau de la gemme, une partie du matériau de la gemme se sépare de la gemme, ce que l'on appelle des copeaux. Sous l'effet de la pression et de la vitesse de coupe, d'innombrables petits fragments se forment à la surface de la pièce par des coupes croisées. Grâce au mouvement et à la pression continus des abrasifs, ces fragments sont "extraits" de la surface de la gemme et "repoussés".
2.2 Applications des abrasifs fixes et des abrasifs libres dans le prépolissage et le polissage des pierres précieuses
Il existe une expérience : un tas de sable et un morceau de papier de verre ; lequel des deux rouille le plus rapidement un couteau ? Tout le monde répondra le papier de verre, car il s'agit d'un frottement fixe, alors qu'un tas de sable est un frottement roulant. La pratique montre que l'utilisation d'une serviette en papier pour essuyer le disque de polissage convertit le frottement de roulement de la poudre de polissage pressée dans le matériau mou du disque de polissage en un frottement fixe, ce qui augmente efficacement la vitesse de polissage. Ceci illustre l'application des serviettes en papier dans le polissage des pierres précieuses.
Par exemple, le meulage des facettes des pierres précieuses est effectué sur un disque abrasif fixe, où les particules abrasives sont fixées au disque par un liant, ce qui permet de meuler la pierre précieuse. Les particules abrasives créent un effet de "labourage" sur la surface de la gemme, et comme les particules abrasives effectuent continuellement cette action de "labourage", les fissures et les débris sur la surface de la gemme tombent, formant une nouvelle surface rugueuse. La poudre de polissage sur le disque de polissage est un abrasif libre ; la pratique montre que l'utilisation d'une serviette en papier pour presser la poudre de polissage dans le corps du disque de polissage, en fixant la poudre de polissage dans la base du disque de polissage sous une forme incrustée, crée une friction fixe, ce qui entraîne une certaine augmentation de la vitesse et de l'efficacité du polissage.
3. Analyse de l'efficacité du traitement des pierres précieuses
3.1 La relation entre les particules abrasives et l'efficacité
Plus les particules abrasives sont grossières, plus les indentations sont profondes et plus la coupe est rapide, ce qui se traduit par une plus grande efficacité de broyage mais une surface plus rugueuse. Des particules abrasives plus fines entraînent des vitesses de broyage plus lentes et une finition de surface plus lisse sur la pierre précieuse.
3.2 La relation entre la dureté de l'abrasif et l'efficacité
Lorsque la dureté de l'abrasif augmente, la profondeur des empreintes qui en résultent augmente également. Lors du meulage de pierres précieuses, la pression de la pierre précieuse sur le disque ne doit pas dépasser la résistance à la compression des particules abrasives ; si elle est supérieure, les particules abrasives se briseront.
À mesure que la force de compression des particules abrasives augmente, l'usure de la pierre précieuse s'accroît et la couche endommagée s'approfondit en conséquence.
3.3 La relation entre la vitesse du disque et l'efficacité
L'augmentation de la vitesse de la broche de la machine-outil dans les mêmes conditions réduit la rugosité de la surface de la pièce. La vitesse actuelle est de 3000r/min, et la vitesse linéaire est de 20~35 m/s.
3.4 Relation entre le matériau de la meule et l'efficacité
La pression de la meule et la vitesse de la machine-outil n'ont pas d'incidence sur la profondeur de la couche de gemme.
Le diamètre de la meule est d'environ 300 mm, avec une vitesse linéaire élevée et un faux-rond important de la meule.
3.5 Relation entre la concentration de la poudre de polissage et l'efficacité
Une trop grande quantité de poudre de polissage augmente le nombre de particules de poudre de polissage pour le polissage des pierres précieuses, ce qui entraîne une pression moyenne plus faible sur la poudre de polissage et un mauvais lissage de la surface.
3.6 Relation entre la pression du disque de polissage et l'efficacité
La pression du disque de polissage lors du polissage du corindon est de 0,2 ~ 0,3kgf/cm.2.
La pression du disque de polissage lors du polissage de l'agate est de 0,15-0,2kgf/cm.2.
Une pression élevée des disques de broyage augmente la vitesse d'avance, ce qui rend les pierres précieuses susceptibles de se fissurer (lorsque la pression appliquée dépasse la résistance des particules abrasives, ce qui les brise et les rend plus fines).
Le matériau du disque de prépolissage est mou, ce qui se traduit par une faible force transmise à la pièce, formant une couche endommagée peu profonde. Par conséquent, pour le meulage et le polissage plus fins des pierres précieuses, il est préférable d'utiliser des disques de meulage fabriqués dans des matériaux plus tendres.
- La pression du disque de broyage n'est pas liée à la profondeur de traitement, mais uniquement à l'efficacité.
- La vitesse de rotation du disque de broyage n'est pas liée à la profondeur de traitement, mais uniquement à l'efficacité.
4. Équipement et outils pour le traitement des pierres précieuses à facettes
4.1 Équipement pour le traitement des pierres précieuses à facettes
(1) Machine à facettes manuelle à double angle ordinaire (figure 7-3)

Vidéo sur la machine à pierres précieuses standard
(2) Machine à facettes CNC à plate-forme élévatrice (figure 7-4)

(3) Bijoutier à facettes robotisées à double disque (figure 7-5)

4.2 Outils de gravure et de polissage de table
(1) Outil de pression
Les outils du comptoir de meulage et de polissage des pierres précieuses sont illustrés à la figure 7-6, et la démonstration du fonctionnement du comptoir de meulage et de polissage des pierres précieuses est illustrée à la figure 7-7. Le principe de fonctionnement de la presse est illustré à la figure 7-8.



Vidéo sur le traitement des pierres précieuses sur table
(2) La presse à 45
Le dispositif de pression à 45° est illustré à la figure 7-9, et le principe de fonctionnement du dispositif de pression à 45° est illustré à la figure 7-10.


4.3 Outil de réglage de l'angle de gravure Gem
- Plate-forme de levage avec dispositif de positionnement (figure 7-11).
- Plate-forme élévatrice de positionnement de la fleur de lotus (figure 7-12).
- Plate-forme élévatrice de positionnement rotative Trident (figure 7-13).
- Plate-forme élévatrice graduée (figure 7-14).
- Plate-forme de levage de la CNC Gem (figure 7-15).
- Outil de mesure de l'angle de meulage des pierres précieuses et schéma (figure 7-16).

Figure 7-11 Plate-forme de levage avec dispositif de positionnement

Figure 7-12 Plate-forme de levage pour le positionnement de la plaque Lotus

Figure 7-13 Plate-forme de levage à positionnement rotatif du Trident

Figure 7-14 Plate-forme de levage avec échelle

Figure 7-15 Plate-forme de levage Gem CNC

4.4 Outil de réglage de l'angle de coupe des pierres précieuses
(1) Support et structure octogonale (figure 7-17)

Vidéo de montage et démontage de la clé octogonale et du bras robotique
(2) Support mécanique et structure (figure 7-18)

4.5 La relation de broyage entre le support mécanique et le support octogonal
Le support octogonal permet de tailler toutes les formes de pierres précieuses sur la base de 8 (appelées huit bases), ce qui correspond au support mécanique à 64 divisions (8×8). Le support hexagonal permet de tailler des pierres précieuses sur la base de 6, ce qui correspond au support mécanique à 48 divisions (6×8). Le support pentagonal peut tailler des pierres précieuses sur la base de 5, ce qui correspond au support mécanique à 40 divisions (5×8), comme le montre la figure 7-19.

4.6 La relation de conversion de broyage entre le support mécanique et le support octogonal (figure 7-20)

4.7 Mesure des angles de broyage des pierres précieuses et conversion de la hauteur de la plate-forme de levage (figure 7-21, tableau 7-1)

Tableau 7-1 Tableau de conversion des angles et des hauteurs
| Angle L(° ) | Longueur L( mm) | |||||
| 155 | 160 | 165 | 170 | 175 | 180 | |
| Hauteur H( cm) | ||||||
| 10 | 145.7 | 150.6 | 155.5 | 160.5 | 165.4 | 170.3 |
| 15 | 139.4 | 144.2 | 149.0 | 153.9 | 158.7 | 163.5 |
| 20 | 132.0 | 136.7 | 141.4 | 146.1 | 150.8 | 155.5 |
| 25 | 123.6 | 128.1 | 132.6 | 137.2 | 141.7 | 146.2 |
| 30 | 114.2 | 118.6 | 122.9 | 127.2 | 131.6 | 135.9 |
| 35 | 104.0 | 108.1 | 112.2 | 116.3 | 120.4 | 124.5 |
| 40 | 93.0 | 96.9 | 100.7 | 104.5 | 108.3 | 112.2 |
| 45 | 81.3 | 84.9 | 88.4 | 91.9 | 95.5 | 99.0 |
| 50 | 69.0 | 72.2 | 75.4 | 78.6 | 81.8 | 85.1 |
| 55 | 56.1 | 59.0 | 61.9 | 64.7 | 67.6 | 70.5 |
| 60 | 42.9 | 45.4 | 47.9 | 50.4 | 52.9 | 55.4 |
5. Exemples de taille et de polissage de pierres précieuses
(1) Type de foret rond standard (figure 7-22)
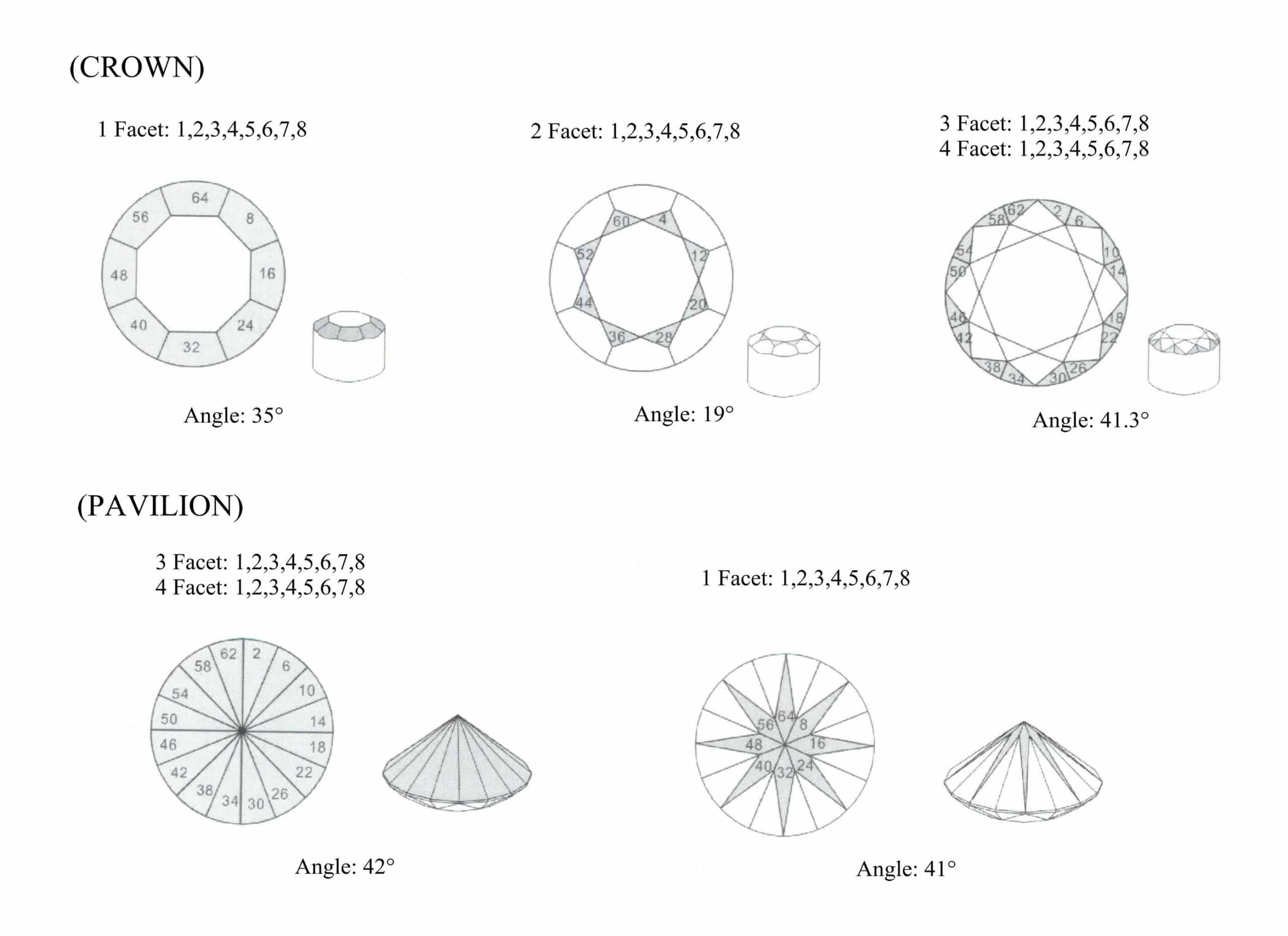
Vidéo sur le rodage des pavillons ronds standard et brillants
Pavillon standard rond brillant Vidéo de polissage
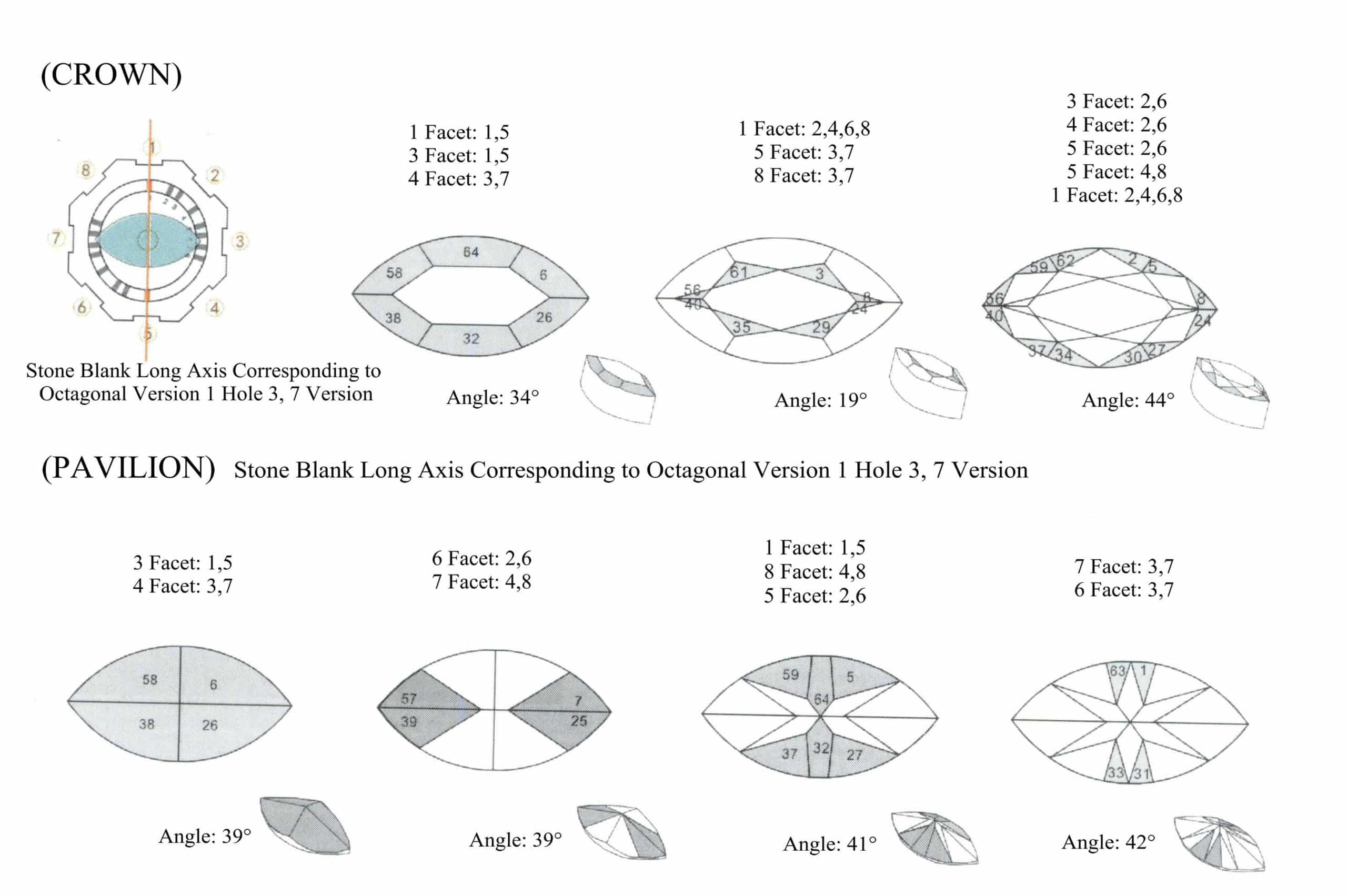
(2) Forme marquise (Figure 7-23)
(3) Forme d'œuf (ovale) (Figure 7-24)
.png.webp)
.png.webp)
(4) En forme de cœur (Figure 7-25)

(5) Taille émeraude (Figure 7-26)

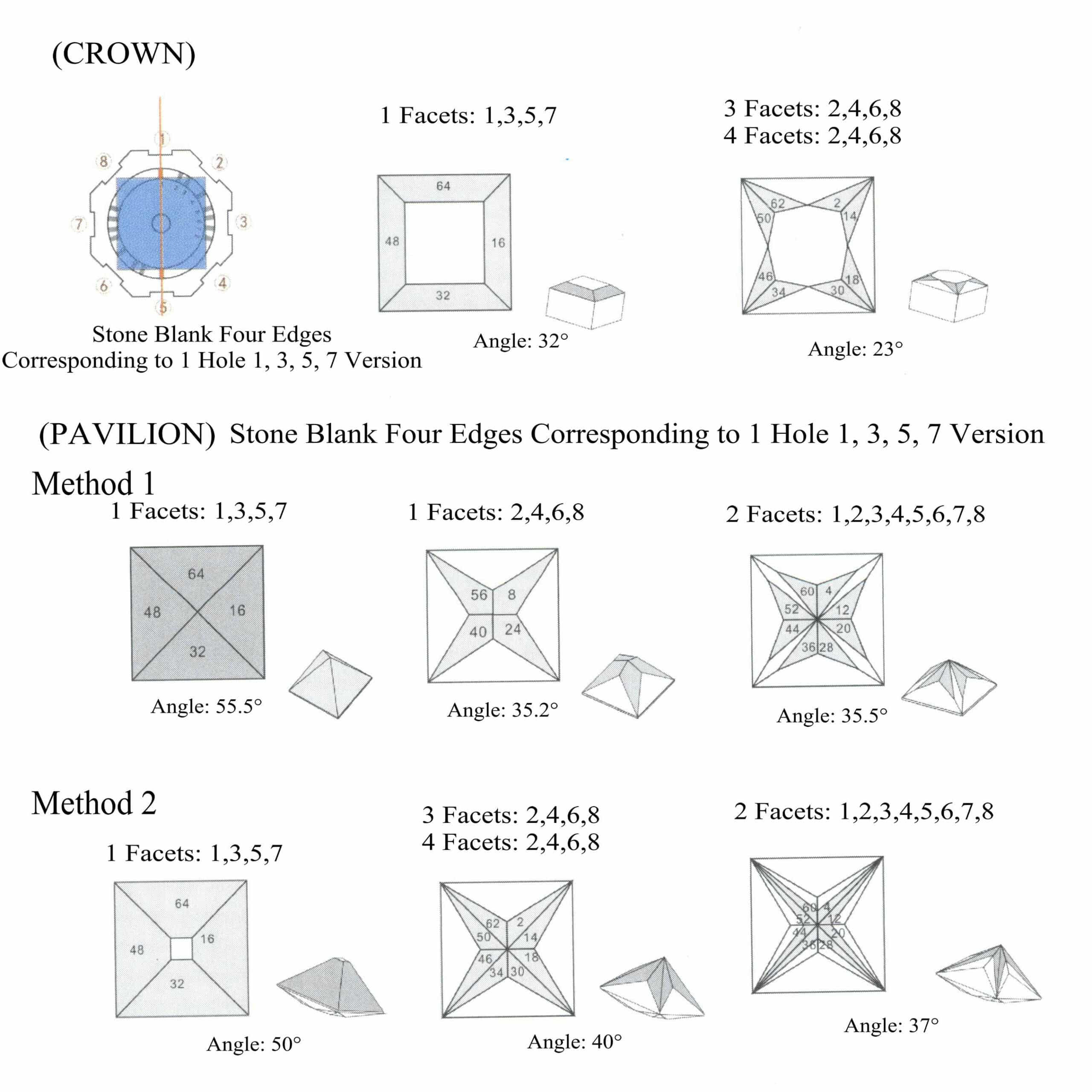
(6) Princesse Coupe carrée (Figure 7-27)
(7) Forme de poire (goutte d'eau) (Figure 7-28)

6. Matériaux auxiliaires dans le traitement des pierres précieuses
(1) Le rôle de l'eau dans le traitement des pierres précieuses
- Lors de la taille et du broyage des pierres précieuses, une humidité suffisante est nécessaire pour refroidir les pierres précieuses afin d'éviter une surchauffe du matériau brut, qui peut provoquer des fissures.
- Lors de la taille et du broyage des pierres précieuses, une humidité suffisante est nécessaire pour refroidir les pierres précieuses afin d'éviter la surchauffe du matériau brut, qui peut entraîner un ramollissement colloïdal.
- Laver la poudre laissée lors du découpage et du broyage.
(2) Le rôle du papier de verre dans le traitement des pierres précieuses
- Pressez la poudre de polissage dans la base du disque.
- Réparer le disque.
- Équilibrer la poudre dans le disque.
- Gratter l'excès de poudre de polissage et les résidus de polissage.
(3) Le rôle de l'huile de polissage dans le traitement des pierres précieuses.
- Poudre de polissage pour l'estompement.
- Agit comme un lubrifiant pour protéger le tampon de polissage.
- Assure une répartition uniforme de la poudre de polissage sur le tampon.
(4) Le rôle du papier hygiénique dans le polissage des pierres précieuses.
- Essuyer l'excès d'huile sur le tampon de polissage.
- Effacer la poudre de polissage flottant sur la surface du disque de polissage.
- Presser la poudre de polissage à l'intérieur du corps du disque de polissage pour obtenir un polissage par friction fixe.
7. La gravure et le meulage des pierres précieuses du millénaire
Le style de pierre précieuse Millennium, également connu sous le nom de style de pierre précieuse concave, est une méthode de traitement qui s'inspire de la méthode de traitement des pierres précieuses à facettes. La différence entre les deux est que le traitement des pierres précieuses à facettes utilise un disque de meulage plat contenant de la poudre de diamant, et que le polissage est effectué à l'aide d'une tige de polissage dure en alliage de zinc combinée à de la poudre de diamant, ce qui donne une série de petites surfaces concaves en forme d'arc.
Le style de pierre précieuse Millenium est constitué d'une série de petites surfaces en forme d'arc qui peuvent recueillir et refléter la lumière, ce qui rend la lumière et la couleur de feu reflétées par l'intérieur de la pierre précieuse plus fortes que celles des pierres précieuses à facettes. Lorsque la pierre est tournée, elle scintille et brille de mille feux, ce qui la rend attrayante et en fait le style de pierre précieuse le plus populaire aujourd'hui.
7.1 Équipement de traitement des pierres précieuses du millénaire (figure 7-29)

7.2 Technologie de traitement des pierres précieuses du millénaire
(1) Découpage et façonnage
Selon les besoins de la production, une machine de découpe est d'abord utilisée pour découper des matériaux triangulaires, puis les façonner sur une machine circulaire semi-automatique afin de produire des matériaux bruts de la taille requise.
(2) Pierre adhésive
Placez la tige adhésive recouverte de colle pour pierres précieuses sous un bec Bunsen pour la chauffer et permettre à la colle de cuire, de fondre et de s'assouplir. Fixez ensuite le matériau brut de la pierre précieuse à la tige adhésive. La taille de l'adhésif sur la tige peut être déterminée en fonction de la taille de la pierre précieuse ; pour les pierres précieuses de grande taille, utilisez un adhésif plus grand ; pour les pierres précieuses brutes de petite taille, utilisez un adhésif plus petit.
Une fois la pierre précieuse fixée à la tige adhésive, vérifiez qu'il n'y a pas de désalignement, que la ligne centrale de la pierre précieuse coïncide avec la ligne centrale de la tige adhésive ou qu'il n'y a pas trop d'adhésif. En cas de problème, il convient de le corriger rapidement.
(3) Sculpture et polissage de pierres précieuses
Une fois la pierre précieuse montée sur la tige, pouvez-vous l'insérer dans le bras robotisé ? Pour accélérer l'efficacité de la sculpture du produit fini, une machine à pierres précieuses standard est utilisée pour traiter la surface plane avec un disque de meulage de 320 # selon le modèle de sculpture de la couronne en forme de foret rond. Installer un bâton de poudre de diamant de 800 # sur le mandrin de la machine concave, démarrer la machine principale et le micro-moteur, et tailler de petites surfaces concaves en arc selon le modèle de gravure circulaire de la machine concave. Pendant le traitement, veillez à utiliser une éponge imbibée d'eau pour le refroidissement afin d'éviter que la pierre précieuse ne se fissure sous l'effet de la chaleur pendant le traitement.
Après avoir terminé le processus de meulage : remplacez-la par une tige de polissage en alliage de zinc, utilisez de la poudre de polissage diamantée et répétez le processus de meulage pour terminer le polissage de la couronne.
Une fois le meulage et le polissage de la couronne de pierres précieuses terminés, la pierre précieuse peut être retirée de la tige adhésive, inversée et rattachée à la tige adhésive pour le meulage et le polissage du pavillon.
7.3 Principaux aspects techniques de l'équipement de traitement des pierres précieuses du millénaire
Le traitement des pierres précieuses de type Millennium Worker nécessite des compétences spécialisées, mais les exigences en matière de performance de l'équipement sont également élevées ; les principaux problèmes techniques sont les suivants.
- Le moteur de traitement utilise un système à deux vitesses, avec des vitesses différentes selon la taille des pierres précieuses. Une vitesse faible est utilisée pour les petites pierres, tandis qu'une vitesse élevée est utilisée pour les grosses pierres. La vitesse du moteur est contrôlée pour des performances optimales entre 5000~6000r/min. À cette vitesse, les pierres précieuses polies ont une bonne luminosité et une grande efficacité.
- La vitesse du micromoteur est contrôlée à 20 tours par minute pour garantir la précision et l'efficacité de la gravure et du polissage. Le micromoteur entraîne principalement le micro-établi dans un mouvement de va-et-vient ; si la vitesse est trop rapide, le micro-établi rebondira de manière significative, ce qui affectera la précision de la gravure et du polissage, tandis qu'une vitesse trop lente aura un impact sur l'efficacité du travail.
- Lors de la gravure de pierres précieuses, celles-ci doivent être placées dans le dispositif de fixation, qui maintient les pierres précieuses alignées sur l'axe de la tige ronde, garantissant ainsi une taille uniforme des facettes gravées. Le diamètre de la tige ronde étant faible, tout déplacement diminue la précision des facettes concaves, ce qui entraîne des tailles inégales des facettes gravées.
- L'axe de déplacement du micro-établi doit être parallèle à l'axe de la broche, sinon les facettes concaves produites apparaîtront de travers ou déformées.
Si les méthodes de traitement des pierres précieuses de style millénaire diffèrent, divers styles millénaires apparaîtront ; certains ont la couronne et le pavillon traités comme des surfaces incurvées, tandis que d'autres ont la couronne traitée avec de petites facettes plates et le pavillon comme une surface incurvée. Les styles changent constamment : en forme d'étoile, de rayon, de chrysanthème, de spirale, etc. Ils sont à la fois à la mode et profonds et, combinés à l'éclat éblouissant des pierres précieuses, ils sont très populaires auprès des consommateurs.
8. Exemples de production en usine
(1) Ajout d'une seule pierre précieuse
Vidéo sur le traitement CNC des pierres précieuses
(2) Ajout automatique d'une seule pierre précieuse mécanique
Vidéo de traitement manuel d'une pierre précieuse dans une usine














