Cum să efectuați tăierea pietrelor prețioase, montarea și fațetarea?
Shaping and Adhesives to the rod of gemstone rough materials, Cutting and Polishing of Faceted Gemstone
Introducere:
This guide offers an in-depth look into the world of gemstone shaping, focusing on the crucial processes of rough stone shaping, gemstone mounting onto rods, and the faceted gemstone cutting and polishing. It’s a must-read for anyone in the jewelry industry looking to refine their skills in transforming raw gemstones into polished jewels. Learn how to achieve precision in stone shaping, ensure quality in adhesive bonding, and master the art of facet cutting for a flawless finish.

Structure of the CNC gemstone cutting machine
Tabla de conținut
Section I Gemstone rough stone Shaping
1. The principles and methods of rough stone shaping
Shaping gemstones is shaping the waist size after cutting the raw material.
1.1 Principle of Rough Stone Shaping
Principle of Gemstone Shaping—Grinding the designed waist shape and size of the gemstone on the gemstone rough. In production, the cut gemstone rough is ground to achieve the waist shape and size that meet design requirements, as shown in Figure 5-1.

1.2 Methods of Gemstone Rough Shaping
(1) Single Stone Shaping
Precious natural gemstones and precious synthetic gemstones with a small order quantity use a single particle shaping method.
(2) Shaping for mass production
Ordinary natural and synthetic gemstones use a semi-automatic machine for batch production shaping methods.
2. Quality requirements for gemstone shaping
2.1 The shape of the gemstone's waist is accurate (Figure 5-2)

2.2 Consistency of Product Dimensions
The dimensional tolerance for precision rough stone blanks is within ±0.01 mm for large-scale rough stone processing, as shown in Figure 5-3.

2.3 Setting Gems According to Sample Ring (Figure 5-4)

2.4 Production according to order drawings (Figure 5-5)

3. Single Gemstone Rough Shaping Process and Equipment
The waist circumference of the gemstone rough must be accurately shaped and sized through grinding, which requires reasonable production processes, precise equipment, and skilled gemstone processing techniques to produce blanks that are accurately shaped and meet size standards.
3.1 Common universal machine or ordinary gem machine for single gem shaping
The single gem shaping process involves bonding a triangular piece with an iron rod, shaping it on the equipment, and inspecting the shaping quality and dimensions.
(1) Bond the triangular tile material with gem adhesive on a special iron rod (Figure 5-6)

(2) Shaping on the equipment
The shaping on the universal machine is shown in Figure 5-7, and the shaping on the ordinary gem machine is shown in Figure 5-8.


(3) Check the shaping dimensions (Figure 5-9)

3.2 Common Shaping Equipment and Structures for Single Gemstone Production
The structure of the universal machine is shown in Figure 5-10, the structure of the CNC lifting platform gemstone machine is shown in Figure 5-11, and the structure of the ordinary gemstone machine is shown in Figure 5-12.


3.3 Functions and Application Scope of the Universal Gem Polishing Machine
The power of the universal gem polishing machine is provided by a 250 W motor ① installed on the base, with a speed of 1400r/min. The motor ① has a spindle ② mounted on its shaft, and a grinding wheel ③ is installed at the front end of the spindle, which can be replaced with various tools for specific applications as follows.
(1) Shaping
Replace with the required grinding wheel for shaping the gem, as shown in Figure 5-13.

(2) Polishing
Replace with a polishing wheel to polish the gemstone, as shown in Figure 5-14.

(3) Engraving
Switching to jade carving tools can carve gemstones, as Figure 5-15 shows.

(4) Forare
Switching to a drill chuck and tools to drill gemstones, as shown in Figure 5-16.

(5) Processing Curved Surface Gemstones
Curved surface gemstones can be processed by changing to a slot wheel, as shown in Figure 5-17.

4. Common Gem Rough Production Examples
4.1 Processing of Flat Surface Gem Rough
Smooth (convex or curved) gemstone rough– The shape of the gemstone’s waist comprises curved surfaces, such as round, oval, pear, marquise, heart shapes, etc. The waist formed by the curved surface is called a curved surface gemstone rough.
(1) Processing of smooth gemstone rough
Attach the cut rough stone to an iron rod using gemstone glue. After the glue cools, shape it according to the method shown in Figure 5-18 for smooth (curved) gemstone rough. The accuracy of the shape and size of the rough mainly depends on the person’s skill level.

Cabochon Gemstone Shaping and Finishing Video
(2) Processing of oval (egg) shaped gemstone roughs
Attach the cut rough to an iron rod using gemstone glue, and after the glue cools, follow the processing operation for the oval (egg) shaped gemstone as shown in Figure 5-19. The person’s skill level mainly controls rough shape and size accuracy.

Oval (Egg-shaped) Gemstone Shaping and Finishing Video
4.2 Linear Gemstone Rough Shaping Process
The linear shape gemstone rough comprises straight lines, such as an emerald shape (a small octagon), square, rectangle, trapezoid, etc. The waistline of these shapes is called a linear gemstone shape rough stone.
(1) Principle of Linear Gemstone rough Shaping
Equipment composition: Installed on the base is a 180 W motor with a speed of 2800r/min (1). The motor (1) has a spindle with a head (2) mounted on it, the head (2) has a tray (3) and a grinding disc (4) attached, and there are parallel eight-square hand pads (5) on the machine. During operation, the axis of the eight-square hand (6) must be parallel to the working table (9) of the equipment to ensure the parallelism of the gemstone rough. The gemstone rough (8) is glued to the iron rod (7) using gemstone adhesive (Figure 5-20).

1.Motor; 2. Shaft head; 3. Tray; 4. Sand disc; 5. Spacer; 6. Eight-square handle; 7. Iron rod; 8. Rough stone ; 9. Workbench
(2) Single crystal step-cut gemstone rough shaping processing
Processing flow: cut strips – cut triangular materials – glue – upper rod – gemstone machine shaping – complete shaping, as shown in Figure 5-21.

The CNC gemstone machine shaping operation is shown in Figure 5-22.

(3) Shaping processing of single crystal square right angle parallel line type gemstone roughs
Insert the iron rod with gemstone roughs into the octagonal holder, adjust the workbench angle so that the octagonal holder is parallel to the grinding machine’s grinding disc, turn on the motor switch, turn on the cooling water switch (the size of the blank determines the water flow size), hold the octagonal holder with the right hand, rest the octagonal handle on the workbench, and place the gemstone on the grinding disc (Figure 5-23).

(4) Single Emerald (Rectangular Bevel) Grinding Process (Figure 5-24)

Emerald Cut (Rectangular Beveled) Gemstone Shaping and Finishing Video
4.3 Shaping Process for Special-Shaped Gemstone Roughs
In addition to the aforementioned stone roughs, if a pit appears in a certain part of the stone rough, it is considered a special-shaped bad type. This special-shaped gemstone is rough in its heart shape, plum blossom shape, pentagram shape, etc., has pits processed based on its external shape, and must use a pit punching machine for shaping.
(1) Shaping Principle of Heart-Shaped Gemstone Rough (Figure 5-25)

(2) The Shaping Principle of Plum Blossom Gem Rough (Figure 5-26)

(3) The Shaping Principle of Pentagram Gem Rough (Figure 5-27)

5. Equipment for Mass Production of Gem Defects
5.1 Semi-automatic shaping equipment
(1) Structure and working principle of the semi-automatic shaping machine
Shaping gemstone roughs in batch production uses the equipment shown in Figure 5-28. The grinding wheel is driven by a belt that transmits power to the spindle head. The grinding wheel is mounted on the spindle head, and a set of rotating devices for the stone rough is also installed on the frame. By moving the mold, different blank shapes can be produced. The accuracy of the shape and size of the stone blank is determined by the mold’s precision and the handwheel’s adjustment.

1.Motor; 2. Large pulley; 3. Small pulley; 4. Spindle; 5. Diamond grinding wheel; 6. Gem blank; 7. Fixed top pin; 8. Movable top pin; 9. Sprocket; 10. Reduction motor; 11. Reduction motor sprocket; 12. Gem mold; 13. Mold adjustment rod; 14. Handwheel; 15. Sprocket shaft
Working principle of the equipment: Connect the power supply to start the motor (1), which drives the large triangular pulley (2) mounted on the motor (1) shaft, leading to the rotation of the spindle triangular pulley (3) and the diamond grinding wheel mounted at the other end of the spindle. The gemstone mold (12) is installed at one end of the fixed ejector pin (7), while the other end presses against the gemstone rough (6). The other end of the gemstone rough (6) is equipped with a movable ejector pin (8), which tightens the gemstone blank (6) under the action of the handwheel (14). The reduction motor (10) drives three sprockets mounted on the chain shaft (15) to rotate. The sprockets at both ends of the chain shaft (15) drive the movable and fixed ejector pins to rotate, completing the shaping process of the stone. The mold adjustment lever adjusts the size of the stone blank.
The semi-automatic shaping machine can shape round shapes, and by installing various types of profiling shaping wheels, it can process various shapes of gems, glass lenses, etc., with uniform dimensions and high precision. It can also process various irregular pendants, such as heart-shaped, round, oval, leaf-shaped, octagonal, triangular, gourd-shaped, water droplet-shaped, lantern-shaped, etc.
The disadvantage of the semi-automatic shaping machine is that it requires manual blank clamping and then manually lowering the pull rod to complete a process cycle.
5.2 Fully automatic shaping equipment
Fully automatic shaping equipment uses semi-automatic shaping equipment as the main machine, adding automatic clamping and releasing stone rough mechanisms and automatic feeding devices to form fully automatic shaping equipment.
5.3 Special shaping equipment for squares, rectangles, and trapezoids
The trapezoidal artificial gemstone rough mold rapid forming equipment has a simple structure, high precision, can be mass-produced, has a high production capacity, simple operational processes, low production costs, minimal investment, and high returns. Workers can start operating after just one day of training. If a production line is scientifically organized, with 2 people for slicing, 2 for shaping, and 1 for adhesive removal, a total of 5 people can achieve an average daily output of over 10,000 pieces per worker after a familiarization period. It is a processing equipment for trapezoidal gemstone rough molds that is “high output, fast production, good quality, and material-saving.”
The production equipment is shown in Figure 5-29.

1.Spindle; 2. Aluminum Tray; 3. Diamond Grinding Disc; 4. Workbench Swing Head; 5. Limit Module; 6. Template; 7. Adjustment Screw; 8. Rotating Adjustment Screw; 9. Workbench Adjustment Screw; 10. Workbench; 11. Frame; 12. Motor
6. Examples of Enterprise Gemstone Rough Production Equipment
Mass production of gemstone roughs is commonly used in artificial gemstone production, such as in the cutting and shaping equipment for synthetic cubic zirconia. No standardized devices are on the market; all equipment is designed and manufactured based on the production process. Although some parts of these devices may differ, the principles of operation are the same. The following will illustrate with factory examples.
6.1 Production of Trapezoidal Stone Roughs
The production process of trapezoidal artificial gemstone rough is as follows (Figure 5-30).
- Clamp the raw materials in a multi-blade cutting machine to slice.
- Place the sliced materials on a single-blade cutting machine’s workbench to cut into strips.
- Place the cut strips on the molding machine for shaping.
- Arrange the qualified strips according to the diagram and bond them with 502 glue.
- After waiting for the 502 glue to dry, place the bonded block material on the single-blade stone cutting machine to cut it into granules.
- Clean the 502 glue.
- Gemstone rough bad vibration polishing.

6.2 Production of triangular tile
The production process of triangular tile is shown in Figure 5-31.

6.3 The production of cylinder blank
The production process of cylinder blank is shown in Figure 5-32.

6.4 The production of rounded bead blank
The production process of rounded bead is shown in Figure 5-33.

7. Cost accounting for gemstone rough production
7.1 Comparison of three commonly used types of rough stone in the market
Triangular tile: slicing – cutting strips – cutting triangular particles – surrounding shape – rough stone
Cylinder blank: slice, cut into strips, grind into round strips, cut into cylindrical particles
Rounded bead blank: slice – cut into strips – cut into cubic particles – chamfer and nest spherical beads
7.2 Comparison of equipment input for two or three types of rough stone (Table 5-1)
Table 5-1 Overview of equipment input comparison for three common types of rough stone
| Parison | Single cutter slicer | Multitool dicing machine | Contour Cutting Machine | Faceting machine | Centerless Round Bar Grinding Machine | Multi-blade cutting strip granulator | Nesting bead machine |
|---|---|---|---|---|---|---|---|
| Triangle tile | √ | √ | |||||
| Cylinder blank | √ | √ | √ | ||||
| Round bead blank | √ | √ | √ | √ |
7.3 Analysis of Production Efficiency for Three Types of Rough Stone
Taking a 2 mm Round Shape as an Example
| Triangle Blank | 2 People | 2000 Pieces/Day | 10 hours, average 1000 pieces/person |
| Cylindrical blank | 4 people | 100,000 pieces/day | 10 hours, average 2500 pieces/person |
| Cylinder blank | 4 people | 200,000 pieces/day | 10 hours, average 50,000 pieces/person |
7.4 The extraction rates and raw material costs of three rough stones
(1) Table of extraction rates per kilogram of raw materials (Table 5-2).
Table 5-2 Extraction rates per kilogram of rough stones
| Nume și prenume | Specification (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangle tile | 30000 | 14000 | 8000 | 4000 |
| Cylinder blank | 16500 | 7700 | 4400 | 2200 |
| Rounded beads blank | 15000 | 7000 | 4000 | 2000 |
(2) The material cost of each stone defect is shown in Table 5-3 (based on the price of lead oxide A + B in Wuzhou, Guangxi, 200 yuan /kg, December 2012).
Table 5-3 Overview of the extraction rate of each rough stone
| Nume și prenume | Specification (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangle tile | 0.0067 | 0.0143 | 0.025 | 0.05 |
| Cylinder blank | 0.012 | 0.026 | 0.045 | 0.091 |
| Rounded beads blank | 0.013 | 0.029 | 0.05 | 0.10 |
7.5 Gemstone rough and size requirements
- The diameter of the gemstone D must leave a processing allowance for polishing the waistline.
- The gemstone table must leave a processing allowance for grinding and polishing.
- The total height of the rough stone must be greater than the total height of the product.
- The height of the crown above the waistline of the rough stone must be greater than the height of the crown above the waistline of the product (Figure 5-34).

Section II Adhesion of gemstone rough materials to the rod
1. Common materials for bonding gemstones roughs to rods
Common ordinary gemstone machines are used for grinding single gemstones in conjunction with octagonal holders or machine tools. Due to the variety of gemstone specifications and shapes, the defective gemstones are bonded to iron rods with gemstone glue before processing. They are then placed into octagonal holders or machine tools to process and grind the gemstones according to operational requirements. After grinding, the gemstones are detached from the iron rods and glue, and any residual glue and oil stains are cleaned.
After the gemstone rough passes the inspection, the stone blank is bonded to a special iron rod before entering the next process. The quality of the gem bonding affects the quality of gem carving, polishing, and processing efficiency.
1.1 Reusable gem adhesive
After the gem processing is completed, the gem is removed from the iron rod. The gem adhesive left on the iron rod can still bond gems, and the scrap of the gem adhesive can also be melted and reused. This type of gem adhesive is called reusable gem adhesive, provided that it does not burn, smoke, or carbonize and loses its performance during heating (Figure 6-1).

(1) The materials used for gem bonding should meet the following basic requirements.
- It should have sufficient bonding ability, strength, and hardness and should not break or shift during normal carving and processing.
- The melting point should not be lower than 70℃ and higher than the temperatures generated during cutting, grinding, and polishing.
- Repeated use of gemstone adhesive will maintain its performance after multiple heating.
- It should dissolve well in organic and inorganic solvents but should not be soluble in kerosene and machine oil.
- It should be inexpensive and not rare.
(2) Reusable gemstone adhesive material
- Shellac (Figure 6-2). 80℃ Softens, 113℃ liquefies, 165℃ begins to release gas vigorously, becoming a loose sponge-like substance, 210℃ carbonizes and loses adhesive ability, the optimal temperature for shellac is 85-105℃, dissolves in alcohol.
- Rosin (Figure 6-3). Softening temperature 50-70℃, 90-130℃ completely melts, has higher adhesive ability and sufficient strength, and easily dissolves in alcohol, ether, acetone, turpentine, and other solvents.
- Sealing wax. Composed of low-grade rosin and iron oxide, 100℃ softens around, is harder than shellac and rosin, with higher strength, and is soluble in alcohol, ether, acetone, turpentine, and other solvents.
- Gem glue powder. Gem glue is crushed into a powder, and gem glue powder is commonly used in automated stone adhesion (Figure 6-4).

Figure 6-2 Shellac

Figure 6-3 Rosin

Figure 6-4 Gem glue powder
(3) Principles for Selecting Gem Adhesive Materials
When selecting adhesive materials, considerations should include the shape and size of the workpiece, precision, processing temperature, and heat generated during processing. The greater the force on the workpiece and the smaller the area, the higher the adhesive strength should be selected. Shellac mainly serves an adhesive function, while sealing wax and rosin have adhesive properties and enhance the adhesive material’s mechanical properties. Adhesives with a high proportion of sealing wax are softer and have poor heat resistance, while those with a high proportion of rosin are harder and more brittle.
(4) Gem Adhesive Formulation
Formulation requirements: Consider the heat generated during grinding and seasonal variations when formulating.
The formulation is as follows:
- 95% Sealing wax+5% Shellac.
- 80% Rosin +20% Shellac.
The color of the commercially available gem adhesive is unrelated to its bonding performance and is related to the color of the processed gem. It should be selected in a color that contrasts with the gem color; for example, red gems should use white or green gem glue (Figure 6-5).

1.2 Disposable gem adhesive
Gem adhesives that cannot be recycled for reuse after the gem processing is completed are called non-recyclable gem adhesives. For example, 502 glue can bond gems well but cannot be recycled for reuse.
Currently, the market produces disposable gem adhesives specifically for gem bonding, including varieties such as quick-drying, light-sensitive, and AB glue. The adhesive is transparent and has strong bonding power, fast bonding speed, and high efficiency. Taking 2 mm gem waste as an example, one person working 8 hours a day can bond over 12,000 pieces, and one kilogram of glue can bond 400,000 to 200,000 pieces of gem waste.
(1) Photosensitive adhesive(Figure 6-6)
Bonding method: Insert the iron rod into the special insert board, use the pointed end of the bottle cap to directly apply the adhesive to the tip of the iron rod, and use tweezers to place the gemstone blank on the adhesive-coated tip of the iron rod and level it. Use a UV lamp to irradiate for 1 minute to cure the adhesive before processing. The optimal distance between the UV lamp and the gemstone is 100 mm.

(2) 502 Glue (Figure 6-7)
Bonding method: Insert the iron rod into the special insert board, use the pointed end of the bottle cap to directly apply the adhesive to the tip of the iron rod, and hold the tweezers in the right hand to place the gemstone blank on the adhesive-coated tip of the iron rod and level it. Please place it in a 25-30℃ environment for 15-20 min to cure the adhesive before processing. An oven should be used if the temperature does not reach 25-30℃.
(3) AB Glue (Figure 6-8)
Bonding method: insert the iron rod into the dedicated socket, mix A glue and B glue according to 1:1, directly dip an appropriate amount of AB glue into the head of the iron rod, place the gem on the iron rod head coated with glue, and please leave it in an environment above 25℃ degrees for 5 ~ 8 min to cure. It can be processed after about 15 minutes.

Figure 6-7 502 Glue

Figure 6-8 AB Glue
2. Common Tools for Gem Bonding
2.1 Alcohol Lamp
(1) The alcohol lamp is used in the reusable gem adhesive process, serving as the heat source for single gem processing. It is commonly used to preheat gems and heat adhesives during single-gem production. After the gem processing is completed, the heated adhesive helps to detach the gem from the iron rod. The alcohol lamp and its structure are shown in Figure 6-9.

(2) The safe operating procedures for using the alcohol lamp are shown in Figure 6-10.
- Alcohol is flammable. When adding alcohol to the alcohol lamp, if any spills on the countertop, it must be wiped dry before igniting.
- The airtightness of the alcohol lamp is poor, and alcohol evaporates easily. For alcohol lamps that have not been used for a long time, the accumulated gas inside the lamp must be released before it can be ignited.
- The amount of alcohol added must not exceed 2/3 of the alcohol lamp.
- The alcohol lamp must not be tilted when igniting.
- When not in use, the alcohol lamp should not be extinguished by blowing it out with the mouth; it should be extinguished with a lamp cover.

Alcohol Lamp Stone Setting Video
2.2 Horizontal Base (Leveling Device)
Keep the gemstone surface perpendicular to the axis of the iron rod to improve the efficiency and quality of stone adhesion (Figure 6-11).

2.3 Copper Rod or Iron Rod
For bonding and supporting gemstones, insert the octagonal handle or machine handle to operate and process the gemstones. Copper and iron rods come in various forms, including iron rods with positioning pins, iron rods without positioning pins, and iron rods with a V-shaped groove at the tail, with lengths starting from 30 ~ 90 mm. The heads of the iron rods can be flat or pointed. Iron rods with positioning pins are commonly used for processing round gemstones, while iron rods without positioning pins are often used for processing irregular gemstones (Figure 6-12).

2.4 Gem Testing Tools
For reverse stone docking, after the processing of the gemstone crown is completed, remove the iron rod from the handle and place it in the long groove on one side of the docking tool. Take another iron rod coated with adhesive and immediately dock it with the crown of the grinding mark on the docking tool. After the adhesive hardens, use scissors to cut off the unground end of the iron rod from the adhesive, completing the reverse stone process (Figure 6-13). Note: This reverse stone docking tool and method are often used in batch reverse stone processes with disposable adhesive.

2.5 Iron Rod Insertion Plate
After bonding the defective gemstones, insert them into the plate holes for storage, facilitating assembly line production, product classification, and quality inspection (Figure 6-14).

2.6 Large-scale Production of Gem Adhesives, Gem Testing Tools, and Principles (Figures 6-15, 6-16)


Copywrite @ Sobling.Jewelry - Producător de bijuterii personalizate, fabrică de bijuterii OEM și ODM
3. Quality Analysis of Gem Adhesives and Counterstones
The quality of gemstone adhesion and the quality of the anti-stone affect the quality and efficiency of the next production process.
3.1 Diagrammatic analysis of gemstone adhesion quality (Figures 6-17, 6-18)

Figure 6-17 Diagrammatic analysis of gemstone adhesion quality

Figure 6-18 Actual adhesion image
3.2 Analysis of gemstone adhesion quality
- The adhesive layer should be uniform and smooth. Too much adhesive affects the grinding operation, while too little can cause the adhesive to break during grinding. The amount of adhesive used should be based on the size of the stone.
- Be sure to preheat the adhesive rod before applying the adhesive; insufficient preheating temperature can easily lead to adhesive failure.
- Flame adhesive should not cause the adhesive to smoke or catch fire. If the adhesive smokes or catches fire, it will carbonize the adhesive layer and lose its performance. Heat it until it feels slightly fluid.
- When bonding stone blanks, the design centerline of the gemstone blank should coincide with the centerline of the adhesive rod; otherwise, it may result in skewed tips or oddly shaped gemstones during processing.
- When bonding stone blanks, the surface of the gemstone blank should be perpendicular to the axis of the adhesive rod.
- Newly bonded gemstones should not be immediately placed in cold water for cooling, as this can easily cause the gemstones to crack due to sudden cooling.
- When preheating gemstone roughs, it is essential to ensure even heating; otherwise, thermal cracks may easily occur.
3.3 Common Quality Issues in Gemstone Bonding
- The Aging of gemstone adhesive – prolonged heating causes it to emit white smoke, indicating that the colloid has aged and the bonding strength has decreased.
- If the gemstone waste is not cleaned properly and has oil stains or debris, it will also affect the bonding quality.
- If the gem rough or the adhesive rod is not preheated sufficiently, it is easy for the iron rod and the colloid to become loose or for the gem and the colloid to exhibit false adhesion, leading to deformation and stone loss during processing.
- When the colloid has not been hardened, it should be placed on a special insert plate to cool and harden; improper operation can easily cause the gem blank and iron rod to be misaligned, thus affecting the quality of the finished product.
3.4 Factory Adhesion and Reverse Stone Examples (Figure 6-19)

Manual Stone Setting and Faceting Video
Semi-automatic Stone Setting and Faceting Video
3.5 Fully Automatic Adhesion and Reverse Stone Examples (Figure 6-20)

(1) Fully Automatic Stone Adhesive Machine Process Flow
- Place the stone waste into the mold groove.
- The gas automatically ignites to heat the iron rod head.
- The glue powder tray moves to the iron rod head.
- The iron rod head adsorbs the gem glue powder and melts under heat (Figure 6-21).

- The glue powder tray moves away from the iron rod head.
- The adhesive gem glue powder iron rod head descends onto the gem blank (Figure 6-22).
- Wait for the gem colloid to melt on the gem blank to complete the bonding.

(2) Fully automatic anti-stone machine process flow.
- Place the aluminum strip with the finished crown grinding under the adhesive stone platform [Figure 6-23(a)].
- Place the empty aluminum strip above.
- Gas automatic ignition heats the aluminum strip iron rod head.
- Gem glue powder tray moves to the iron rod head.
- The iron rod head absorbs gem glue powder and melts under heat.
- The glue powder disc moves away from the iron rod head.
- The iron rod head coated with gem glue descends and interfaces with the gem table that has been polished and engraved [Figure 6-23(b)].
- The upper row blows air to cool the gem glue. After the gem glue solidifies, the lower row of gas is turned on to heat the iron rod head [Figure 6-23(c)].
- The upper iron rod head rises, completing the anti-stone process.


Section III Faceted Gemstone Cutting and Polishing
1. Processing Mechanism of Superhard Materials
The faceting of gemstones is the grinding of uniform, small, flat surfaces based on the roughness of the gemstone. The processing of gemstone materials with a relative hardness above five is considered hard material processing, and the faceting and polishing of gemstones on a grinding disc are essentially grinding.
1.1 Application of surface roughness in gemstone processing
The processing of gemstones involves the abrasive acting on the surface of the gemstone to form peaks and valleys, primarily through a “plowing” effect. The grinding process uses coarse and fine abrasives, and the peaks and valleys formed by coarse abrasives differ from those formed by fine abrasives. This explains why the surface of gemstones processed with coarse abrasives is rough. An enlarged image illustrating the scratches made by a grain of sand on the gemstone surface demonstrates the application of surface roughness in gemstone processing. Figure 7-1 shows the principle of single-grain abrasive grinding, and Figure 7-2 shows the roughness of grinding surfaces with different coarseness of abrasives.

From the analysis of surface roughness, the difference between polishing and grinding lies in the fact that polishing is carried out under the action of finer abrasive particles, and the polishing process is a continuation of the grinding process. The practice has shown that, under fixed parameters such as gemstone material, grinding disc material, abrasive, and equipment speed in gemstone processing, the surface roughness of gemstones depends on the size and shape of the abrasive particles.

1.2 Mechanism of Gem Grinding and Polishing
During the grinding and polishing process of gems, there is a flow phenomenon of molecules on the surface of the grinding and polishing material, and the following phenomena occur during polishing.
- The polishing powder acts on the gem’s surface in a “plowing” manner, removing working debris the same size as the polishing powder particles.
- The thermal pressure movement of the polishing powder causes the rearrangement of molecules in the surface layer of the gem, where the elevated temperature plays a crucial role.
- Auxiliary materials such as water or polishing oil play a chemical role during polishing.
Long-term gem processing has proven that mechanical action is the main factor in polishing hard materials, rheological action is weak, and chemical action does not exist in diamond powder hard disk polishing. However, adding some chemical agents in certain gem polishing can increase the polishing speed; for example, adding hydrofluoric acid when polishing synthetic cubic zirconia increases the polishing speed.
2. Grinding Characteristics of Fixed Abrasives and Loose Abrasives
2.1 The Grinding Process of Loose Abrasives
In the gem polishing process, loose abrasives adhere to the polishing disc, and the abrasives press against the gem’s surface. Under the action of the feed force, the abrasive particles are tightly pressed against the workpiece surface. Since the hardness of the abrasive particles is greater than that of the gem, they are compressed and deformed. When the force applied by the abrasive particles exceeds the bonding force between the gem material molecules, a portion of the gem material separates from the gem, referred to as chips. Under pressure and cutting speed, countless small fragments are formed on the workpiece surface through intersecting cuts. With the continuous movement and pressure of the abrasives, these fragments are “excavated” from the gem surface and “pushed away.”
2.2 Applications of Fixed Abrasives and Loose Abrasives in Gem Grinding and Polishing
There is an experiment: a pile of sand and a piece of sandpaper; which one rusts a knife faster? Everyone would say sandpaper because it is fixed friction, while a pile of sand is rolling friction. Polishing gems on a polishing disc also proves this point; practice shows that using a paper towel to wipe the polishing disc converts the rolling friction of the polishing powder pressed into the soft material of the polishing disc into fixed friction, effectively increasing the polishing speed. This illustrates the application of paper towels in gem polishing.
For example, the grinding of gem facets is done on a fixed abrasive grinding disc, where the abrasive particles are fixed to the disc with a binder, grinding the gem. The abrasive particles create a “plowing” effect on the surface of the gem, and as the abrasive particles continuously perform this “plowing” action, cracks, and debris on the gem’s surface fall off, forming a new rough surface. The polishing powder on the polishing disc is a loose abrasive; practice shows that using a paper towel to press the polishing powder into the body of the polishing disc, fixing the polishing powder in the base of the polishing disc in an embedded form creates a fixed friction, resulting in a certain increase in polishing speed and efficiency.
3. Analysis of Gem Processing Efficiency
3.1 The Relationship Between Abrasive Particles and Efficiency
The coarser the abrasive particles, the deeper the indentations and the faster the cutting, resulting in higher grinding efficiency but a rougher surface. Finer abrasive particles lead to slower grinding speeds and a smoother surface finish on the gemstone.
3.2 The relationship between abrasive hardness and efficiency
As the hardness of the abrasive increases, the depth of the resulting indentations also increases. When grinding gemstones, the pressure of the gemstone on the disc must not exceed the compressive strength of the abrasive particles; exceeding this will cause the abrasive particles to break.
As the compressive strength of the abrasive particles increases, the amount of wear on the gemstone increases, and the damage layer deepens accordingly.
3.3 The relationship between disc speed and efficiency
Increasing the spindle speed of the machine tool under the same conditions reduces the surface roughness of the workpiece. The current speed is 3000r/min, and the linear velocity is 20~35 m/s.
3.4 The relationship between grinding wheel material and efficiency
The pressure of the grinding wheel and the speed of the machine tool do not affect the depth of the gem recess layer.
The diameter of the grinding disc is about 300 mm, with high linear speed and significant runout of the grinding wheel.
3.5 The relationship between the concentration of polishing powder and efficiency
Too much polishing powder increases the number of polishing powder particles for polishing gemstones, resulting in lower average pressure on the polishing powder and poor surface smoothness.
3.6 The relationship between the pressure of the polishing disc and efficiency
The pressure of the polishing disc when polishing corundum is 0.2 ~ 0.3kgf/cm2.
The pressure of the polishing disc when polishing agate is 0.15-0.2kgf/cm2.
High grinding disc pressure increases the feed rate, making gemstones prone to cracking (when the applied pressure exceeds the strength of the abrasive particles, causing them to break and become finer).
The grinding disc material is soft, resulting in a small force transmitted to the workpiece, forming a damaged layer with a shallow depth. Therefore, finer grinding and polishing of gemstones should use grinding discs made of softer materials.
- The pressure of the grinding disc is unrelated to the processing depth, only related to efficiency.
- The rotation speed of the grinding disc is unrelated to the processing depth, only related to efficiency.
4. Equipment and Tools for Faceted Gemstone Processing
4.1 Equipment for Faceted Gemstone Processing
(1) Dual Ordinary Angle Hand-Cut Faceting Machine (Figure 7-3)

Standard Gemstone Machine Video
(2) CNC Elevating Platform Faceting Machine (Figure 7-4)

(3) Double disk robot faceted jeweler (Figure 7-5)

4.2 Tabletop Engraving and Polishing Tools
(1) Pressure Tool
The gem grinding and polishing countertop tools are shown in Figure 7-6, and the operation demonstration of the gem grinding and polishing countertop is shown in Figure 7-7. The working principle of the press is shown in Figure 7-8.



Gemstone Table Processing Video
(2) The 45° press
The 45° pressure device is shown in Figure 7-9, and the working principle of the 45° pressure device is shown in Figure 7-10.


4.3 Gem engraving angle adjustment tool
- Lifting platform with positioning device (Figure 7-11).
- Lotus flower positioning lift platform (Figure 7-12).
- Trident rotating positioning lift platform (Figure 7-13).
- Graduated lift platform (Figure 7-14).
- Gem CNC lift platform (Figure 7-15).
- Gem grinding angle measurement tool and schematic (Figure 7-16).

Figure 7-11 Lifting platform with positioning device

Figure 7-12 Lotus plate positioning lifting platform

Figure 7-13 Trident rotating positioning lifting platform

Figure 7-14 Lifting platform with scale

Figure 7-15 Gem CNC lifting platform

4.4 Gem Cutting Angle Adjustment Tool
(1) Octagonal Holder and Structure (Figure 7-17)

Octagonal Wrench and Robotic Arm Assembly and Disassembly Video
(2) Mechanical Holder and Structure (Figure 7-18)

4.5 The Grinding Relationship Between the Mechanical Holder and the Octagonal Holder
The octagonal holder can carve all shapes of gemstones based on 8 (referred to as eight bases), corresponding to the mechanical holder with 64 divisions (8×8). The hexagonal holder can carve gemstones based on 6, corresponding to the mechanical holder with 48 divisions (6×8). The pentagonal holder can carve gemstones based on 5, corresponding to the mechanical holder with 40 divisions (5×8), as shown in Figure 7-19.

4.6 The Grinding Conversion Relationship Between the Mechanical Holder and the Octagonal Holder (Figure 7-20)

4.7 Measurement of gemstone grinding angles and conversion of lift platform height (Figure 7-21, Table 7-1)

Table 7-1 Angle and Height Conversion Table
| Angle L(° ) | Length L( mm) | |||||
| 155 | 160 | 165 | 170 | 175 | 180 | |
| Height H( cm) | ||||||
| 10 | 145.7 | 150.6 | 155.5 | 160.5 | 165.4 | 170.3 |
| 15 | 139.4 | 144.2 | 149.0 | 153.9 | 158.7 | 163.5 |
| 20 | 132.0 | 136.7 | 141.4 | 146.1 | 150.8 | 155.5 |
| 25 | 123.6 | 128.1 | 132.6 | 137.2 | 141.7 | 146.2 |
| 30 | 114.2 | 118.6 | 122.9 | 127.2 | 131.6 | 135.9 |
| 35 | 104.0 | 108.1 | 112.2 | 116.3 | 120.4 | 124.5 |
| 40 | 93.0 | 96.9 | 100.7 | 104.5 | 108.3 | 112.2 |
| 45 | 81.3 | 84.9 | 88.4 | 91.9 | 95.5 | 99.0 |
| 50 | 69.0 | 72.2 | 75.4 | 78.6 | 81.8 | 85.1 |
| 55 | 56.1 | 59.0 | 61.9 | 64.7 | 67.6 | 70.5 |
| 60 | 42.9 | 45.4 | 47.9 | 50.4 | 52.9 | 55.4 |
5. Examples of Gem Carving and Polishing
(1) Standard Round Drill Type (Figure 7-22)
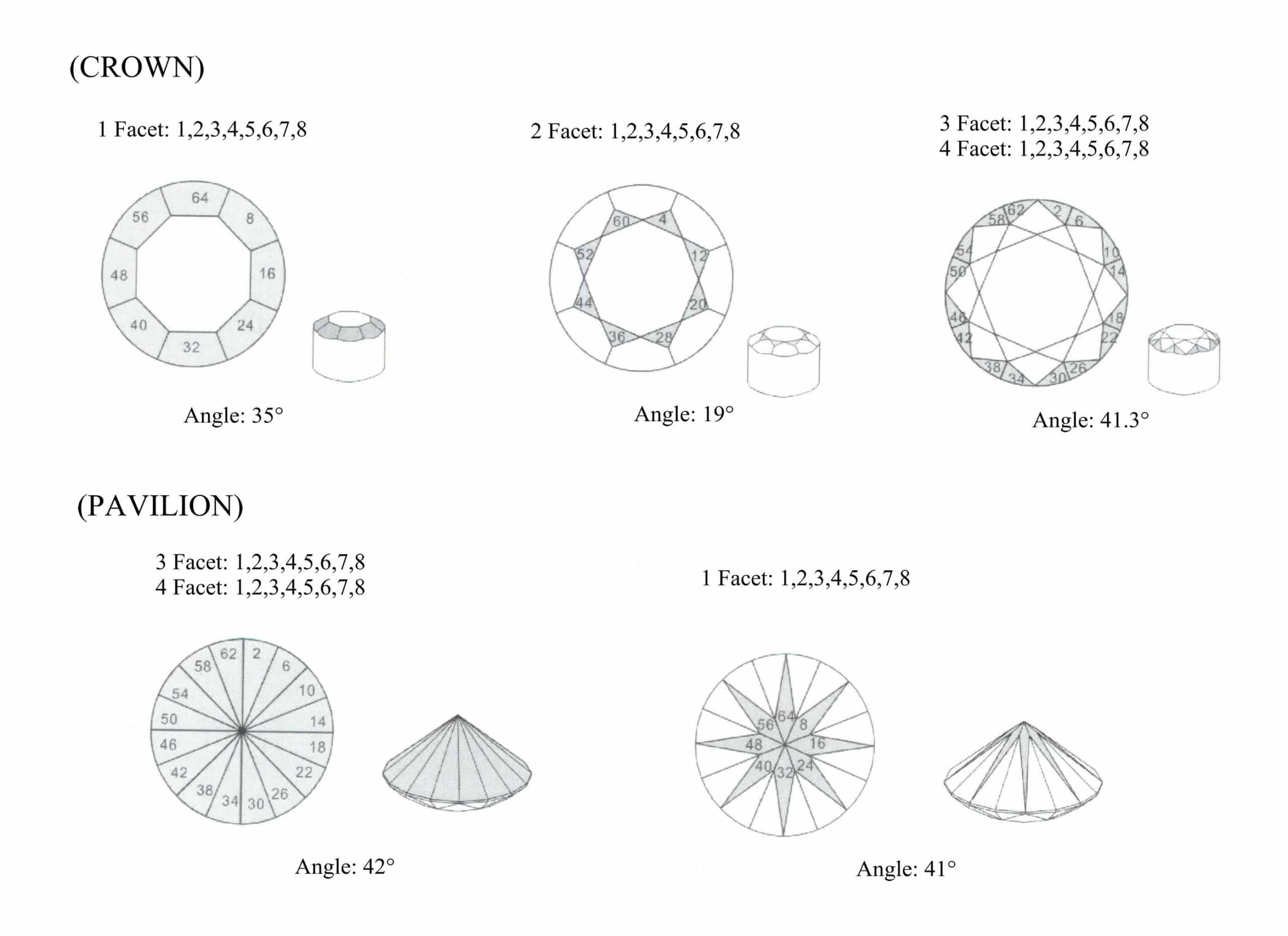
Standard Round Brilliant Pavilion Lapping Video
Standard Round Brilliant Pavilion Polishing Video
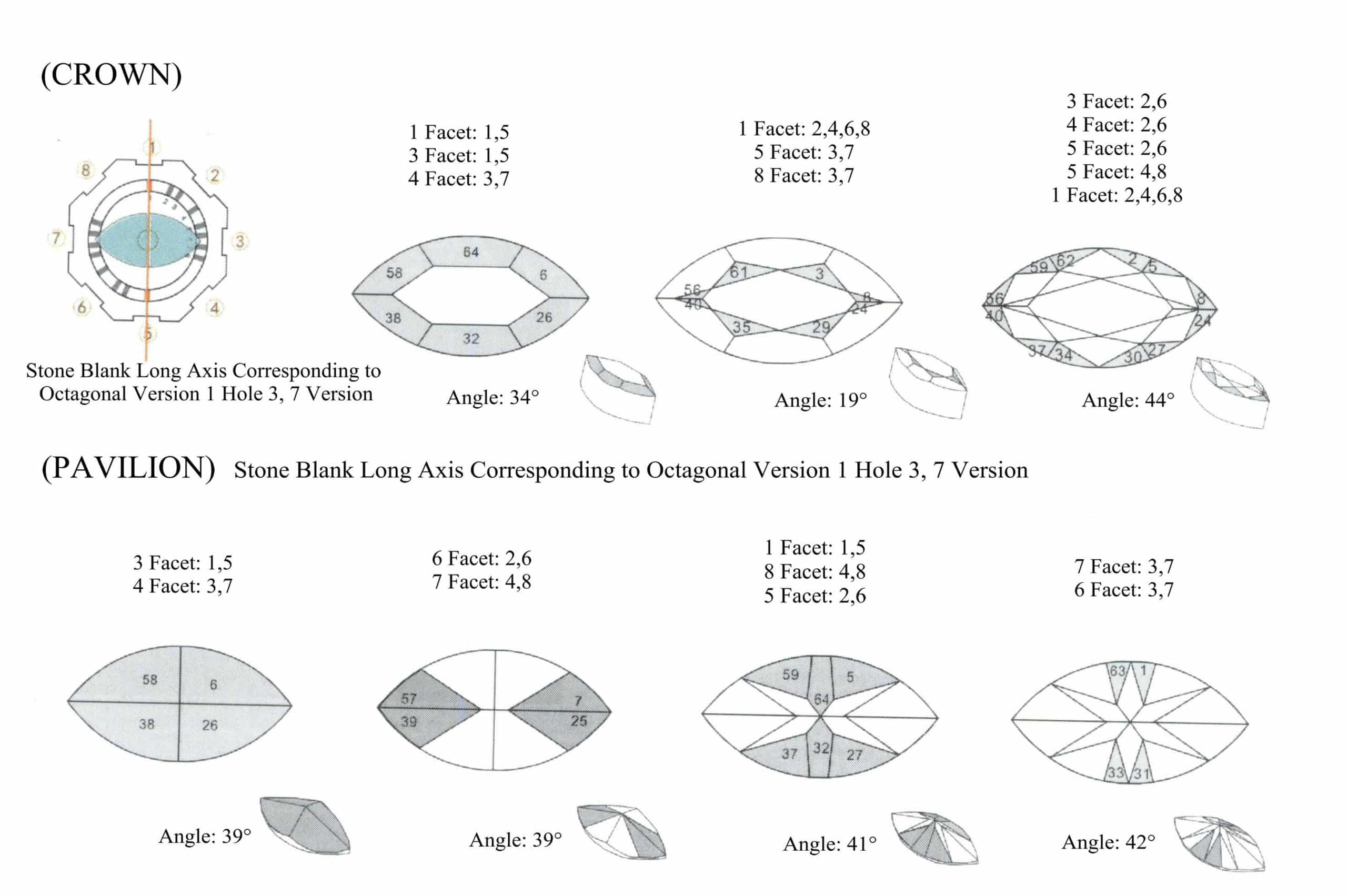
(2) Marquise shape (Figure 7-23)
(3) Egg (Oval) Shape (Figure 7-24)
.png.webp)
.png.webp)
(4) Heart Shape (Figure 7-25)

(5) Emerald Cut (Figure 7-26)

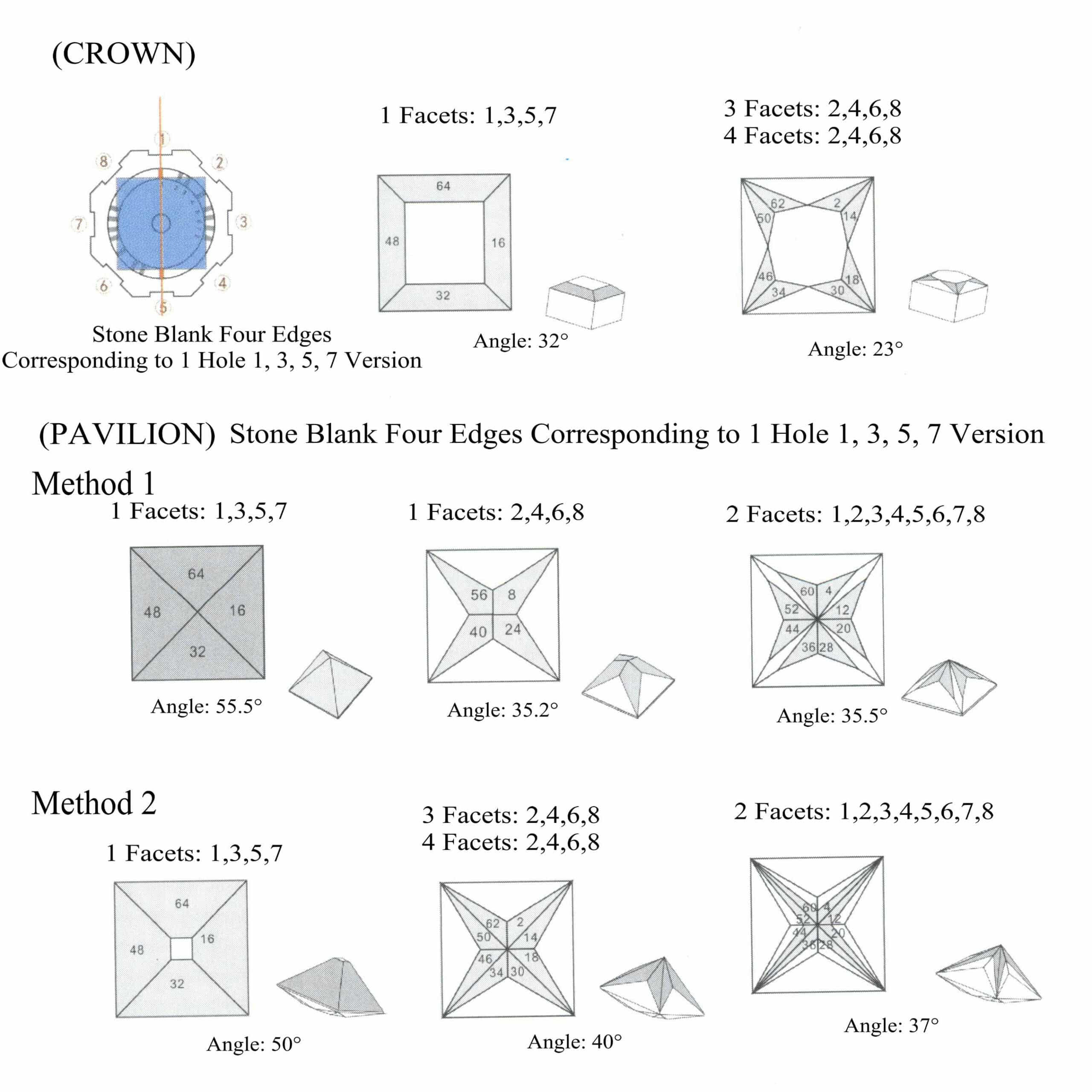
(6) Princess Cut Square (Figure 7-27)
(7) Pear (Water Drop) Shape (Figure 7-28)

6. Auxiliary Materials in Gemstone Processing
(1) The Role of Water in Gemstone Processing
- When cutting and grinding gemstones, sufficient moisture is needed to cool the gemstones to prevent overheating of the gem rough material, which can cause cracks.
- When cutting and grinding gemstones, sufficient moisture is needed to cool the gemstones to prevent overheating of the gem rough material, which can lead to colloidal softening.
- Wash away the powder left during the cutting and grinding.
(2) The Role of Sandpaper in Gemstone Processing
- Press the polishing powder into the base of the disc.
- Repair the disc.
- Balance the powder in the disc.
- Scrape off the excess polishing powder and residues from polishing.
(3) The role of polishing oil in gemstone processing.
- Polishing powder for blending.
- Acts as a lubricant to protect the polishing pad.
- Ensures the polishing powder is evenly distributed on the pad.
(4) The role of toilet paper in gemstone polishing.
- Wipe off the excess oil from the polishing pad.
- Erase the polishing powder floating on the surface of the polishing disc.
- Press the polishing powder inside the polishing disc body to become fixed friction polishing.
7. The Engraving and Grinding of Millennium Gemstones
The Millennium gemstone style, also known as the concave gemstone style, is a processing method that extends from the faceted gemstone processing method. The difference between the two is that the processing of faceted gemstones uses a flat grinding disc containing diamond powder, and polishing is done with a zinc alloy hard polishing rod combined with diamond powder, resulting in a series of concave arc-shaped small surfaces.
The Millennium gemstone style processes a series of arc-shaped small surfaces that can gather and reflect light, making the light and fire color reflected from the gemstone’s interior stronger than faceted gemstones. When the gemstone is rotated, it sparkles and shines brilliantly, making it appealing and becoming today’s most popular gemstone style.
7.1 Millennium Gemstone Processing Equipment (Figure 7-29)

7.2 Millennium Gemstone Processing Technology
(1) Cutting and Shaping
According to production requirements, a cutting machine is first used to cut out triangular materials and then shape them on a semi-automatic circular machine to produce rough materials of the required size.
(2) Adhesive Stone
Place the gemstone adhesive rod coated with gemstone adhesive under a Bunsen burner to heat it, allowing the gemstone adhesive to bake, melt, and soften. Then, attach the gemstone rough material to the adhesive rod. The size of the adhesive on the rod can be determined based on the size of the gemstone style; for larger gemstones, use a larger adhesive; for smaller gemstone rough materials, use a smaller adhesive.
After the gemstone is attached to the adhesive rod, check for any misalignment, whether the gemstone’s center line coincides with the adhesive rod’s center line or if there is too much adhesive. If any issues arise, they should be corrected promptly.
(3) Gemstone Carving and Polishing
After the gemstone is mounted on the rod, could you insert it into the robotic arm? To speed up the carving efficiency of the finished product, a standard gemstone machine is used to process the flat surface with a 320 # grinding disc according to the carving pattern of the round drill-shaped crown. Install an 800 # diamond powder stick on the drill chuck of the concave machine, start the main machine and micro motor, and carve out small concave arc surfaces according to the circular carving pattern on the concave machine. During processing, be sure to use a sponge soaked in water for cooling to prevent the gemstone from cracking due to heat during processing.
After completing the grinding process: replace it with a zinc alloy polishing rod, use diamond polishing powder and repeat the grinding process to complete the crown polishing.
After the grinding and polishing of the gemstone crown are completed, the gemstone can be removed from the adhesive rod, reversed, and reattached to the adhesive rod for the grinding and polishing of the pavilion.
7.3 Key technical issues in the processing equipment for millennium gemstones
Millennium Worker gemstone style processing in the process requires skilled skills, but also in the performance requirements of the equipment is also high, the key technical issues are the following points.
- The processing motor uses a two-speed system, employing different speeds for different sizes of gemstones. A low speed is used for small gemstones, while a high speed is used for large gemstones, with the motor speed controlled for optimal performance between 5000~6000r/min. At this speed, the polished gemstones have good brightness and high efficiency.
- The speed of the micromotor is controlled at 20 revolutions per minute to ensure the precision and efficiency of engraving and polishing. The micro motor mainly drives the micro workbench in a reciprocating motion; if the speed is too fast, it will cause significant bouncing of the micro workbench, affecting the precision of engraving and polishing while being too slow will impact work efficiency.
- When engraving gemstones, they must be placed in the fixture, which keeps the gemstones aligned with the axis of the round rod, ensuring uniform size of the engraved facets. Because the diameter of the round rod is small, any displacement will decrease the precision of the concave facets, leading to uneven sizes of the engraved facets.
- The centerline of the micro workbench’s movement must be parallel to the centerline of the spindle; otherwise, the concave facets produced will appear skewed or deformed.
If the processing methods for millennium-style gemstones differ, various millennium styles will emerge; some have both the crown and pavilion processed as curved surfaces, while others have the crown processed with small flat facets and the pavilion as a curved surface. The styles are ever-changing, such as star-shaped, radiating, chrysanthemum-shaped, spiral, etc., appearing both fashionable and profound, combined with the gemstones’ dazzling brilliance, making them very popular among consumers.
8. Factory Production Examples
(1) Single Gemstone Addition
CNC Single Gemstone Processing Video
(2) Mechanical Single Gemstone Automatic Addition
Manual Single Gemstone Processing Video in a Factory














