Balmumu Ayarı Döküm Nedir ve Takı Yapımını Nasıl Dönüştürür?
Mum Ayarı Döküm Süreci, Gereksinimleri, Sık Karşılaşılan Sorunlar ve Çözümleri
Prenses kesim değerli taşlar için balmumu ayarı
İçindekiler
Bölüm I Balmumu Ayarlı Döküm İşleminin Avantajları
(1) Zamandan tasarruf edin ve üretim verimliliğini artırın. Örneğin, kare değerli taşları dizerken, yetenekli bir dizici günde sadece 100 parça dizebilirken, mum dizme teknolojisini kullanarak kısa süreli eğitim almış bir çalışan 200 ila 300 parça dizebilir.
(2) İşçilik maliyetlerini düşürür. Geleneksel metal ayarlama işlemleri, ayarlama işçisinin önemli düzeyde beceri sahibi olmasını gerektirir; bu da kuyumculuk fabrikalarının ayarlama departmanı için vasıflı işgücüne büyük yatırım yapması gerektiği anlamına gelir ve işçilik maliyetlerini önemli ölçüde artırır. Bu durum özellikle işçilik maliyetlerinin toplam maliyetin yüksek bir oranını oluşturduğu düşük değerli mücevherler için geçerlidir. Mum ayarı teknolojisinin kullanılması işçilik maliyetlerini büyük ölçüde azaltabilir.
(3) Azaltılmış metal kaybı. Geleneksel metal ayar tekniklerinde, ayar pozisyonunu ayarlamak genellikle gereklidir ve bu da nispeten yüksek metal kaybına neden olur. Mum ayarında ayarlamalar mum modelinde yapılır, böylece metal kaybı büyük ölçüde azaltılır.
(4) Balmumu ayarlama işlemleri yalnızca basit aletler gerektirir, bu da iğneler ve esnek şaft taşlama makineleri gibi taşlama aletlerinin yatırım ve kayıp maliyetlerini önemli ölçüde azaltabilir.
(5) yeni bir ayar yöntemi olarak balmumu ayar döküm işlemi, mücevher tasarımında yenilik için teknik koşullar sağlar. Bazı mücevher tasarım ürünleri yalnızca mum ayarlı döküm yoluyla üretilebilir.
Bölüm II Mum ayarlı döküm işleminde kullanılan ana aletler ve işlevleri
Tablo 5-2 Kayıp mum döküm işleminde kullanılan ana aletler ve işlevleri
| Araç adı | Fonksiyon |
|---|---|
| Chuck | Fasten steel needle & chisel |
| Elektrikli havya | (1) Çatal ucunu yuvarlayın, batık çukurları doldurun; () Balmumu modelin hasarlı bölgesini onarın |
| Fırça | Balmumu tozunu temizleyin |
| Cerrahi bıçak | (1) Balmumu yüzeyini düzeltin; (2) Balmumu tozunu çıkarın |
| Cımbız | Taş kelepçesi, taşı yerleştirin |
| Düz keski | (1) Keski çukurları ve kenarları için kullanılır; (2) Balmumu yüzeyinin düzeltilmesi; (3) Balmumu tozunun temizlenmesi; (4) Taşın yerleştirilmesi |
| Uçan Disk | Tırnak ve ters pim ayarları sırasında çatal uçları tutun |
| Top Bur | (1) Tırnak ayarı için taban oluşturun; (2) Çerçeve ayarı için boşluklar oluşturun |
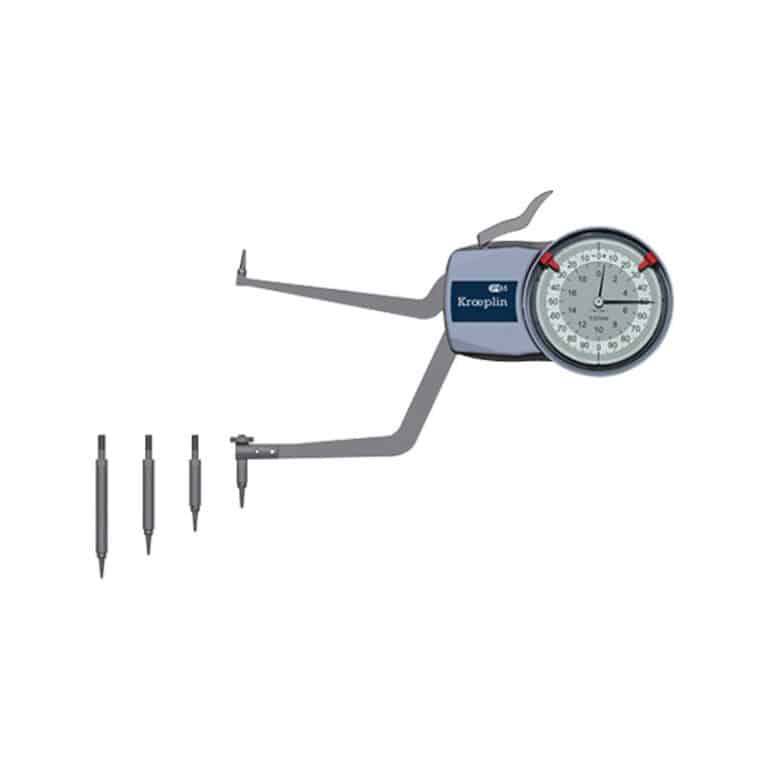
| Halka göstergesi | Mum ayarı tamamlandıktan sonra, halkanın yuvarlaklığını kontrol etmek için halkayı mastarın üzerine koyun. |
| Yağ taşı | Küreği düzleştirmek için kullanılır |
| Dikiş iğnesi | Ucunu çıkarın ve düz bir kürek haline getirin. |
| Çelik iğne | Mum ayar tabanını temizleyin |
Bölüm III Mum ayarlı döküm proses akışı
1. Ana kalıp üretimi
Değerli taşların mum ayarı sırasında alçı kalıpta bırakılması gerektiğinden, yatırım, tükenme ve döküm sırasında yer değiştirmelerini veya gevşemelerini önlemek için sabitlenmeleri gerekir. Bu nedenle, kalıp değerli taşları en az iki konumda desteklemelidir. Genel olarak, ayarın alt kısmında bir delik açılır ve değerli taşın alt kısmındaki yüzeyin metalle kaplanmasını veya değerli taşın dökümden sonra dengesiz olmasını önlemek için delik mümkün olduğunca büyük, ideal olarak değerli taşın çapının yarısından fazla olmalıdır.
Kauçuk kalıplama, mum kalıp yapımı ve metal döküm işlemleri sırasında meydana gelen ve gömülü değerli taşları önemli ölçüde etkileyebilen büzülme nedeniyle, orijinal versiyonu tasarlarken ve yaparken tüm büzülme faktörlerini, yani kauçuk kalıp büzülmesini, mum kalıp büzülmesini ve metal büzülmesini dikkate almak çok önemlidir. Yakın dizilmiş değerli taşlara özel dikkat gösterilmeli ve balmumu ayar dökümüne uyum sağlamaları için aralarında uygun bir boşluk bırakılmalıdır. Boşluk çok küçükse, değerli taşlar birbirlerine bastırılabilir ve döküm büzülmesi sırasında kırılabilir; boşluk çok büyükse, metal değerli taşlar arasında sıkışabilir veya estetiği etkileyebilir. Ayrılan boşluğun boyutu döküm büzülme oranına göre hesaplanabilir. Belirli boyut, değerli taşların sayısına ve boyutuna göre ayarlanmalıdır ve operatöre karar vermede yardımcı olmak için çeşitli kalınlık ölçerler kullanılabilir.
Erimiş metalden kaynaklanan termal şok nedeniyle değerli taşların kırılması veya renginin solması riskini azaltmak için, ana kalıbın ayar alanının kalınlığının özel gereksinimleri vardır. Bu alanda çok fazla veya çok kalın metal olduğunu varsayalım. Bu durumda, dökme sırasındaki termal kapasite büyük olacak ve değerli taşlar üzerindeki termal etki daha güçlü olacak, kırılma ve renk değişikliği riskini artıracaktır. Bu nedenle, değerli taş güvenliği açısından, ayar alanı ile değerli taşlar arasındaki doğrudan temas alanı en aza indirilmeli ve ayar alanındaki metal kalınlığı mümkün olduğunca azaltılmalıdır. Ancak bu, ayarın güvenliğiyle ilgili başka bir sorunu da beraberinde getirir; ayar alanındaki metalin çok zayıf olması, ayar yapısının gücünü azaltacak ve değerli taşların gevşeme veya düşme olasılığını artıracaktır.
2. Yolluk çizgisi oluşturun
Balmumu ortamında, değerli taşları korumak için döküm genellikle geleneksel döküm sıcaklığından daha düşük bir sıcaklıkta yapılır ve döküm işlemi sırasında değerli taşlar erimiş metal üzerinde soğutucu bir etkiye sahip olacaktır. Bu nedenle, döküm sistemini tasarlarken, erimiş metalin boşluğu doldurma hızını ve büzülme telafisini tam olarak dikkate almak önemlidir. Tipik olarak, erimiş metalin doldurulmasına ve telafi edilmesine yardımcı olarak değerli taş ayar alanında eksik dolum veya büzülme kusurlarını önleyen geleneksel yöntemlerden daha büyük yolluk kabı veya yükselticiler kullanılır.
Yolluk çizgisini oluştururken, balmumu model kenarına, değerli taş alanının yakınına yerleştirmeyi düşünün. Birden fazla değerli taşı olan bazı parçalarda, erimiş metalin değerli taş alanına ısı vermesini sağlamak için birden fazla yolluk çizgisi gerekebilir. Yer değiştirmelerini önlemek için erimiş metalin doğrudan değerli taşların üzerine gelmemesine dikkat edin.
3. Kauçuk Kalıp Yapımı
Farklı kauçukların farklı büzülme oranları, esneklikleri ve çoğaltma yetenekleri vardır. Ana kalıbı yapmadan önce, kullanılan kauçuk kalıbın büzülme oranını anlamak önemlidir ve yüksek kaliteli organik kauçuk kullanılması tavsiye edilir. Ana kalıbı çıkarmak için kauçuk kalıbı keserken, değerli taş yüzeyiyle doğrudan geçiş veya temastan kaçınmak için ayırma çizgisini mümkün olduğunca gizlemeye çalışın. Ayırma çizgisi bir parlamaya dönüşebilir ve değerli taşla doğrudan temas, dökümden sonra çatlamasına neden olabilir. Genel olarak, iç ayırma çizgisi değerli taştan kaçınarak ayarın ucuna yerleştirilebilir. Buna karşılık, dış ayırma çizgisi ana kalıbın kenarlarına yerleştirilebilir, böylece temizleme iş yükü azalır ve estetik artar. Ayrıca, kauçuk kalıbı keserken, mum modelin deformasyon olmadan kolayca çıkarıldığından emin olun. Kauçuk kalıbı yaparken, mum enjeksiyonu sırasında kusurları azaltmak için mum modelin uygun havalandırmaya sahip olduğundan emin olun ve gerekirse bazı havalandırma olukları ekleyin. Kauçuk kalıp kullanımı sırasında herhangi bir deformasyon veya hasar olup olmadığını düzenli olarak kontrol edin.
4. Balmumu Kalıp Yapımı
5. Değerli Taş Hazırlama
6. Ayar Hazırlığı
Değerli taşı ayarlamadan önce, değerli taşı gözlemlemek, düzenlemek, ayar tabanını kazmak ve ayar tabanını test etmek de dahil olmak üzere dikkatli ve kapsamlı bir Hazırlık yapılmalıdır.
(1) Değerli taşın ve balmumu kalıbının gözlemlenmesi. İlk olarak, siparişin teknik gereksinimlerine göre, değerli taşın şeklini ve özelliklerini gözlemleyin. Ardından, balmumu kalıbının siparişe ve ayarlanacak değerli taşa uyup uymadığını ve değerli taşların kalitesinin ve miktarının uygun olup olmadığını kontrol edin.
(2) Değerli taşın düzenlenmesi. Değerli taşı ayar konumuna yerleştirin, değerli taşın ayar konumunun özelliklerine uyup uymadığını, çatalların uzunluğunun uygun olup olmadığını ve ayar tabanının derinliğinin eşleşip eşleşmediğini kontrol edin.
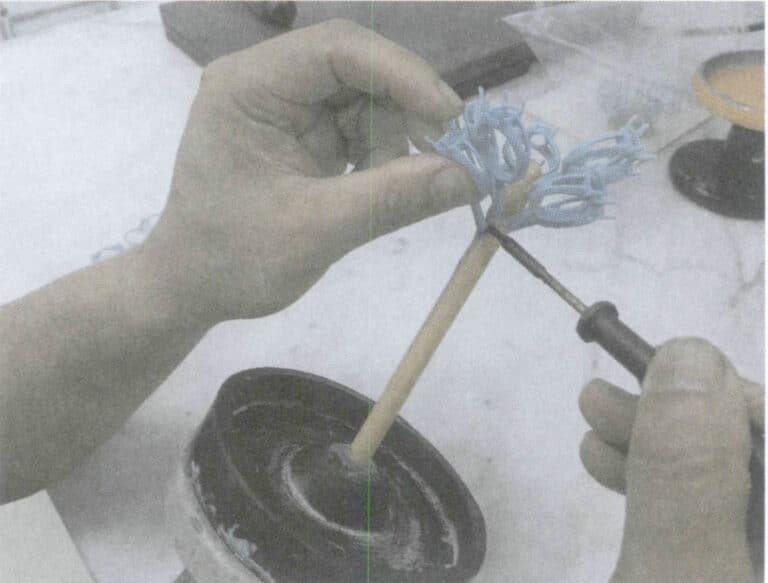
(3) Ayar tabanını oyunuz. Yassı keskiyi ve çelik iğneyi çift başlı kıskaca takın, balmumu modelini sol elinizle sabit tutun ve ayar tabanını ayarın şekline göre soldan sağa doğru oymak için sağ elinizle çelik iğneyi kullanın (ayar tabanının balmumu yüzeyine kalınlığı 0,5 mm'dir)
(4) Test ayarı tabanı. Test ayar tabanı, ayar tabanını kazdıktan sonra ayar konumunu ölçmek için değerli taşı kullanır. Kusur olmadan değerli taş ayarına girebilir.
7. Değerli Taşların Ayarlanması
Değerli taşların ayarlanmasının çeşitli ifade biçimleri ve çalışma yöntemleri vardır. Üretim pratiği deneyimine dayanarak, çeşitli yöntemler tanıtılmıştır.
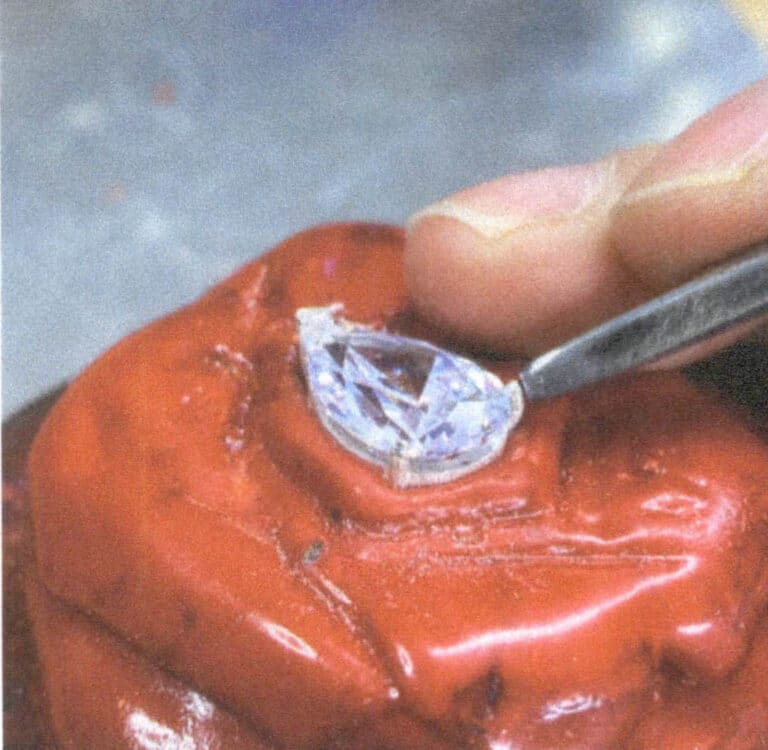
(1) Çatal ayarı. Balmumu kalıbını sol elinizle sabit tutun ve sağ elinizle bir cımbız kullanarak değerli taşı alın ve değerli taşı ayar konumuna yerleştirin (Şekil 5-32).
Değerli taşı ayar tabanına yerleştirin ve ayarda değerli taşın yüksekliğini kontrol edin. Değerli taş yüzeyi çok yüksekse, ayar tabanını hafifçe alçaltmak için bir bilyeli frez kullanın veya taşlamak için düz bir keski kullanın; değerli taş yüzeyi çok alçaksa, ayarı oluşturmak için balmumlu elektrikli bir havya kullanın. Balmumu tozunu düz bir keski ve bir fırça ile kalıptan temizleyin. Çatal uçlar çok uzunsa, değerli taş yüzeyinden biraz daha yüksek olacak şekilde makasla düzeltin; çatal uçlar çok kısaysa, uçları yükseltmek için balmumu eklemek üzere elektrikli bir havya kullanın (Şekil 5-33).

Şekil 5-32 Balmumu Ayar Konumu

Şekil 5-33 İşaret Çatalları
Çatallı bir ayarda, çatallar ister uzun ister kısa olsun, uçları yuvarlatmak ve değerli taşı tutturduklarından emin olmak için elektrikli bir havya kullanın. Çatal uçlar düz olmalı, eğri olmamalı ve aynı boyutta olmalıdır. Ayarın alt kısmı delinmelidir; aksi takdirde bitmiş ürün değerli taşı opak (koyu) hale getirebilir. Değerli taşı ayarlarken, değerli taşları kalınlıklarına göre ayırmaya çalışın ve ayarın yüksekliğini ayarlamak için bir bilyeli frez veya elektrikli havya kullanarak, ayarlamadan sonra değerli taş yüzeyinin düz ve uygun yükseklikte olmasını sağlayın.
(2) Çerçeve Ayarı ve Kupa Ayarı. Balmumu kalıbı sol elinizle sabit tutun ve sağ elinizle değerli taşı almak için düz bir keski kullanarak değerli taşı ayar konumuna yerleştirin. Değerli taş ayardan daha büyükse, ayar tabanını değerli taşın boyutuna uyacak şekilde ayarlamak için uygun bir bilyeli frez kullanın; değerli taşın kalınlığı ayarın derinliğini belirlemelidir. Genel olarak, ayardan sonra değerli taş yüzeyi mum yüzeyinden 0,4 mm daha aşağıda olmalıdır. Ayarı yaptıktan sonra, balmumu tozunu bir fırça ile ayardan temizleyin, ardından düz bir keski kullanarak değerli taşı ayara yerleştirin, değerli taşın sabit olduğundan emin olun ve kenarları balmumu ile kapatmak için elektrikli bir havya kullanın, balmumunun değerli taşa yapıştığından ve iç kenarı düzgün bir şekilde yuvarladığından emin olun.
(3) Kanal ayarı (yuvarlak değerli taşlar, kare değerli taşlar, prenses kesim). Değerli taşların şekline ve boyutuna göre, balmumu modeli üzerindeki ayar konumunda ayar tabanları oluşturmak için düz bir keski kullanılır ve ayar tabanının balmumu yüzeyinden yüksekliği yaklaşık 0,5 mm olur. Her iki taraftaki serme kenarlarının genişliğinin tutarlı olması gerektiğini unutmayın; bir taraf geniş, diğer taraf dar olamaz; aksi takdirde bir taraf değerli taşın kenarını kapatmazken diğer taraf değerli taşın yüzünü kapatabilir. Değerli taş yerleştirildikten sonra eğilmeyi önlemek için her iki taraftaki ayar tabanlarının yüksekliklerinin tutarlı olmasını sağlamak önemlidir. Aynı sırada birden fazla değerli taş ayarlanırken, ayarı güçlendirmek için ek çapraz çubuk destekleri eklenmeli ve taşlama sırasında mum modelin desteğinin kırılmamasına dikkat edilmelidir; aksi takdirde ayarın sabit boyutu kaybolacaktır. Ayar tabanları bir kerede çok büyük taşlanırsa, orijinal haline geri döndürmek için balmumu uygulamak üzere bir havya kullanın, ardından ayar tabanlarını yeniden taşlayın.
Ayar tabanları taşlandıktan sonra, değerli taşı almak için cımbız kullanın, değerli taşın bir tarafını ayar tabanına yerleştirin ve ardından değerli taşı sabitlemek için düz keski ile diğer tarafı aşağı doğru bastırın. Birden fazla değerli taş ayarlanırken, değerli taşların boyutu, alaşım türü, döküm işlemi koşulları vb. tarafından belirlenen belirli boyutlara sahip değerli taşlar arasındaki boşlukların kontrol edilmesine özel dikkat gösterilmelidir. Boşluklar çok büyükse, mücevher üzerindeki değerli taşlar da daha büyük boşluklar bırakacaktır; boşluklar çok küçükse, değerli taşların dökümden (döküldükten) sonra çatlamasına neden olabilir (Şekil 5-34).
Balmumu Ayarı Videosu
8. Balmumu model onarımı ve düzeltilmesi
9. Balmumu ağaçlarının dikilmesi
Balmumu ağaçları dikilirken, döküm ağacının boyutu çelik döküm şişesinin boyutuna ve döküm ekipmanının türüne göre belirlenmelidir. Balmumu kalıbını merkezi ana dökme kanalına bağlarken, yeterli bir açı sağlayın; genellikle, balmumu kalıbı 45 derece dışa doğru açılı olmalıdır, bu da erimiş metalin kalıp boşluğuna düzgün bir şekilde akmasına yardımcı olur. Sıcak balmumu onarım aletlerini kullanırken, balmumu modellerine dokunmamaya veya balmumu sıvısının değerli taşın üzerine damlamasına izin vermemeye dikkat edin; bu, döküm üzerindeki değerli taşın metalle kaplanmasına neden olur.
Santrifüj dökümde, mum ağacının yüksekliği 150 mm'yi aştığında, üst bölgedeki erimiş metalin basıncının bazen değerli taşın etrafında bir miktar metal parlamasına neden olabileceğini unutmayın. Bu nedenle, mum ağacının yüksekliğini uygun şekilde kontrol etmek veya ilk iki katmana hiç mum ayar modeli yerleştirmemek ve yalnızca üçüncü sıradan itibaren mum ayar modelleri yerleştirmeye başlamak gerekir. Tersine, balmumu modelini ağacın dibine veya dökme kabının yakınına çok yakın yerleştirmeyin, çünkü erimiş metalin dolum basıncı bu alanda düşüktür ve bu da eksik doluma yol açabilir.
Balmumu ağacını diktikten sonra, bulamacı dökmeden önce bir ıslatıcı maddeye veya anti-statik sıvıya batırılıp kurutulabilir. Bu, kabarcıkların balmumuna yapışmasını önleyebilir ve balmumu ağacındaki yüzey gerilimini azaltabilir.
10. Yatırım
Değerli taşların yanma ve döküm sırasında renk değiştirmesini önlemek için, döküm tozuna genellikle borik asit eklenerek özel işlem yapılması gerekir, bu da değerli taşların yanma ve döküm sırasında yanmasını ve renk değiştirmesini önlemeye yardımcı olur. Genellikle 100 g döküm tozu için 2,5-4 gram borik asit tozu ve 40-42 mL su ilave edilir. Borik asit eklendikten sonra alçının priz alma hızı arttığından, genellikle sadece 6-7 dakika sürer; bulamacın mum modele yapışmış kabarcıkları çıkarmak için yeterli vakum süresine sahip olmasını sağlamak için tüm işlem sürecinin hızını kontrol etmek önemlidir. Ayar tabanındaki veya yakın bölgelerdeki kabarcıklar döküm üzerinde çıkarılması zor metal boncuklar oluşturacaktır. Islatma özelliklerini iyileştirmek ve kabarcık sıkışmasını önlemek için bulamaca az miktarda sıvı deterjan eklenebilir. Ayrıca, dökme sırasında değerli taşın yerinden oynamamasına dikkat edilmelidir.
Artık piyasada özellikle mum döküm için döküm tozları mevcuttur. Bu döküm tozlarını kullanırken, toz üreticisinin su-toz oranı, karıştırma süresi, vakum süresi ve priz süresi gibi kullanım önerilerini izleyin. Dökme işleminden sonra, mum alma ve fırınlama işlemine geçmeden önce kalıbı 1-2 saat bekletin.
Copywrite @ Sobling.Jewelry - Özel takı üreticisi, OEM ve ODM takı fabrikası
11. Mum alma ve tükenmişlik
Mum dökümünde hem buharlı mum alma hem de kuru mum alma kullanılabilir. Yine de, karbon kalıntıları metal dökümünde kusurlara neden olabileceğinden ve dökümlerin kalitesini etkileyebileceğinden, dökümden önce tüm mum kalıntılarını iyice temizlemek önemlidir. Buharla mum alma süresi 1 saatle sınırlı olmalıdır; çok uzun sürerse, dökümlerde kolayca su lekesine veya kalıbın hasar görmesine neden olabilir. Buharlı mum alma işleminden sonra, hemen yakma için yakma fırınına aktarın.
Değerli taşlar yüksek sıcaklıklara, termal şoka ve termal strese maruz kaldığında yanma, renk değişikliği veya çatlama riski nedeniyle, değerli taşları korumak için genellikle mum dökümde geleneksel döküme kıyasla daha düşük bir yanma sıcaklığı kullanılır. Bu nedenle, kalıplar için makul bir yanma sistemi oluşturmak mum ayarlı dökümün anahtarıdır. Bazı fabrikalar mum giderme için yardımcı olan buharlı mum giderme yöntemini kullanmaktadır. Tükenmişlik etkinliğini sağlamak için, tükenmiş mum döküm kalıpları için aşağıdaki noktalara dikkat edilmelidir.
(1) Yakma fırını, değerli taşların yanmasına veya renginin solmasına neden olabilecek aşırı ısınmayı önlemek için sıcaklığı doğru bir şekilde kontrol etmelidir.
(2) Termal şok ve termal stres nedeniyle değerli taş çatlaması riskini azaltmak için kalıplar eşit şekilde ısıtılmalıdır.
(3) Balmumundan arta kalan karbonun tamamen yanmasını sağlamak için yakma fırınında yeterli hava sirkülasyonu olmalıdır.
Tükenmişlik sırasında, belirli sıcaklık aralıklarında bir ısı koruma platformu ayarlamak, değerli taşların çatlamasını önlemeye yardımcı olur. Tükenme sıcaklığı değerli taşın türüne ve kalitesine göre değişebilir ve dökme sırasındaki kalıp sıcaklığı da malzemeye, döküm yapısına ve diğer faktörlere göre belirlenmelidir.
12. Dökme
Balmumu ayarlı mücevher dökümünde vakum döküm veya santrifüj döküm yöntemleri kullanılabilir. Bununla birlikte, döküm işlemi sırasında türbülans nedeniyle değerli taşların yer değiştirme riskini azalttığı için mum ayarlı dökümde vakum döküm genellikle daha yaygındır. Bununla birlikte, özellikle daha küçük mücevherler için santrifüj döküm ile de iyi sonuçlar elde edilebilir, önemli olan kontrol yöntemidir. Santrifüj döküm kullanılırken, ağacın yüksekliğine ve dönüş hızının seçimine dikkat edilmelidir, çünkü erimiş metalden gelen aşırı basınç metalin değerli taşın etrafında parlamasına neden olarak çatlamaya veya temizleme zorluğunun artmasına neden olabilir.
Erimiş metal değerli taşla doğrudan temas ettiğinden, değerli taş anında önemli bir termal şok yaşar; dökme sıcaklığı ne kadar yüksekse, termal şok da o kadar büyük olur. Bu nedenle, erimiş metalin sıcaklığını mümkün olduğunca düşürmek için uygun şekillendirmeyi sağlarken ağaç üzerindeki mücevher sayısını kontrol etmek önemlidir. Mum ayarlı döküm için kullanılan alaşımlar daha düşük erime noktasına, daha iyi akışkanlığa ve oksidasyon direncine sahip olmalıdır. Balmumu ayarlı döküm için kullanılan döküm ekipmanı ideal olarak hassas sıcaklık kontrolüne izin vermeli ve dökümlerin tutarlı ve istikrarlı kalitesini sağlamalıdır.
13. Kalıbın soğutulması ve çıkarılması
14. Parlatma
Bölüm IV Balmumu ayarlı döküm için gereklilikler
1. Balmumu Ayarlı Dökümde Değerli Taşlar için Gereklilikler
Mum ayarlı döküm işleminin etkinliğini ölçmek için önemli bir gösterge de değerli taşların stabilitesidir. Mum ayarlı dökümden sonra değerli taşlarda renk değişikliği, çatlama veya kırılma sorunları görülmemelidir. Mum ayarlı döküm işlemi sırasında, değerli taşlar yüksek sıcaklıktaki yanmaya ve dökme sırasında yüksek sıcaklıktaki erimiş metalden kaynaklanan termal şoka dayanmalıdır. Bu nedenle, değerli taşlar nispeten yüksek sıcaklıklara dayanmalı ve düzensiz ısınma ve soğumaya karşı belirli bir kapasiteye sahip olmalıdır. Bu durum, kullanılan değerli taşların türü ve kalitesi konusunda özel gereklilikler getirmektedir. Çatlakları olan veya sıcaklığa ve termal şoka duyarlı değerli taşların kullanılması mum ayarlı dökümden sonra çatlamaya yol açabilir; benzer şekilde, renk değiştirmek için ısıl işlem görmüş değerli taşlar mum ayarlı dökümden sonra görünümlerini ve renklerini olumsuz etkileyebilir. Buna ek olarak, bu karmaşık süreçte etkili olan birçok faktör vardır ve herhangi bir faktörün etkisi değerli taşların çatlamasına veya görünümlerinin değişmesine neden olabilir. Bu nedenle, mum ayarlı döküm işlemi her zaman bazı riskler taşır.
Yaygın olarak kullanılan çeşitli değerli taşların wax-setting işlemine uygulanabilirliğini kategorize ederek, değerli taşlar genellikle iki ana kategoriye ayrılabilir: wax-setting için uygun olanlar ve wax-setting için uygun olmayanlar.
(1) Balmumu ayarlı döküm için uygun değerli taşlar.
Değerli taşın kalitesi iyiyse ve döküm işlemi parametreleri doğru bir şekilde kontrol edilirse, bu değerli taşlar balmumu ayarından sonra iyi sonuçlar elde edebilir. Bu tür değerli taşlar arasında değerli taşlar, yakutlar, safirler, lal taşları, peridotlar, kübik zirkonya vb. bulunur.
(2) Balmumu döküm için uygun olmayan değerli taşlar.
Bu temel olarak aşağıdaki üç türü içerir:
① İç çatlakları, yarıkları veya çok sayıda inklüzyonu olan değerli taşların yüksek sıcaklıklara ve termal şoka maruz kaldıktan sonra çatlaması veya kırılması muhtemeldir veya inklüzyonlar nedeniyle döküm işlemi sırasında renk değiştirebilir (sütlü veya buzlu görünüm). Bu nedenle, bu kalitedeki değerli taşlar, birçok iç çatlağı olan opaller gibi mum ayarlı döküm için uygun değildir ve diğer düşük kaliteli değerli taşlar genellikle bu sorunlara sahiptir.
② Ametist, iki renkli turmalin, sitrin vb. dahil olmak üzere yüksek sıcaklıklara dayanamayan veya yüksek sıcaklıklarda renk değiştiren değerli taşlar. Rengi iyileştirmek için yapay olarak işlenmiş bazı değerli taşlar ısıtıldıktan sonra değişebilir veya solabilir. Zümrütlerin ısıya, özellikle de düzensiz ısınmaya karşı direnci düşüktür ve bu da balmumuyla döküm işlemi için uygun değildir.
③ İnci, kehribar, mercan ve turkuaz gibi yüksek sıcaklıklarda yanacak değerli taşlar, yüksek sıcaklıklarda yanarak değerli taşın yüzeyinin pürüzlü olmasına ve iç kısmının hafif bulanıklık göstermesine neden olur. Bu nedenle, mum ayarlı döküm işleminde kullanılamazlar.
2. Balmumu dökümünde mücevher alaşımları için gereklilikler
Geleneksel kayıp mum döküm işlemleriyle karşılaştırıldığında, mum ayarlı döküm genellikle yanma sıcaklığını düşürür ve erimiş metalin değerli taşlara termal şokunu en aza indirmek için mümkün olduğunda daha düşük bir dökme sıcaklığı kullanılmalıdır. Bu nedenle, mum ayarlı döküm için kullanılan alaşımlar daha düşük erime noktasına, daha iyi akışkanlığa ve oksidasyon direncine sahip olmalıdır. Mum ayarlı döküm için yaygın olarak kullanılan mücevher alaşımları aşağıdaki gibidir.
(1) K sarı metal alaşımı.
Genel olarak, K sarı metal alaşımları daha düşük bir erime noktasına ve daha iyi döküm performansına sahiptir, genellikle yaygın olarak kullanılan 8KY, 9KY, 10KY ve 14KY, 18KY alaşımları gibi iyi bir mum ayar etkisi sağlar (Şekil 5¬-35). Saflık ne kadar yüksekse, alaşımın erime noktası da o kadar yüksek olur ve bu da mum ayarlama işlemi için karşılık gelen gerekliliklere sahiptirekipman, vb. Santrifüj döküm yöntemi, yüksek saflıktaki metal alaşımları için vakumlu döküme göre daha uygundur. Bunun nedeni, vakumlu dökümde kullanılan kalıp sıcaklığının daha yüksek olması ve erimiş metal ile oluşan sıcaklık sisteminin değerli taşlar için çok yüksek olmasıdır. Santrifüj döküm kalıp sıcaklığını düşürebilir ve değerli taşlara zarar verme riskini azaltabilir. Deneyler, 20KY ve 22 KY metal alaşımlarının da mum ayarı için kullanılabileceğini göstermiştir.

(2) K beyaz metal alaşımı.
K platin için pazar talebi çok yüksektir, örneğin 10KW、 14KW、 18KW. K beyaz metalin büyük bir kısmı takı setlerinde kullanılmakta ve bu da balmumu döküm işlemini bu tür bir alaşımın üretilmesi için uygun hale getirmektedir. Bununla birlikte, şu anda K beyaz metal alaşımları için kullanılan ağartma elementleri esas olarak Ni ve Pd'dir. Yüksek erime noktaları nedeniyle, K beyaz metal alaşımlarının döküm sıcaklığı daha yüksektir ve katılaşma hızı daha hızlıdır. Bu nedenle, K beyaz metal alaşımları ile mum döküm yapılırken, değerli taşlar termal şoka karşı daha hassastır, bu da potansiyel sorunlara yol açar ve döküm metali de sorunlarla karşılaşabilir. Vaks döküm işlemi maksimum pişirme sıcaklığını düşürür ve bu da kalıpta vaks kalıntıları bırakabilir. Alaşım ve bu kalıntılar arasındaki reaksiyon dökümde gaz deliklerine neden olabilir.
Ek olarak, balmumu ayarlı değerli taş alanında, değerli taşların hızlı soğutma etkisi besleme kanallarını kolayca tıkayabilir ve dökümde büzülme boşluklarına yol açabilir. Ayrıca, mum dökümünden sonra, kalıp doğal soğutma için daha uzun bir süre gerektirir, bu da 260-430 ℃ arasında kalma süresini uzatarak Ni içeren alaşımlarda yaşlanma sertleşmesi etkilerine neden olur ve daha yüksek sertlikle sonuçlanır. K beyaz metal alaşımları için her birinin avantaj ve dezavantajları olan birçok besleme türü kullanılır.
Metalin erime noktası nispeten düşüktür, iyi akışkanlığa sahiptir ve döküm performansı ve geri dönüştürülebilirliği oldukça iyidir, bu da onu mum döküm için avantajlı hale getirir. Deneyler, uygun döküm alaşımları seçilerek ve çalışma sırasında proses gerekliliklerine sıkı sıkıya bağlı kalınarak mükemmel mum döküm sonuçları elde edilebileceğini göstermektedir (Şekil 5-36).
(3) K Kırmızı Metal Alaşım.
Genel olarak, mum döküm için pembe veya kırmızı K metal alaşımlarının, özellikle de 18K pembe veya 18K kırmızının kullanılmasından kaçınılması tavsiye edilir. Bunun nedeni, döküldükten sonra kalıbın soğuma süresinin uzun olmasıdır, bu da döküm parçasında düzenli bir faz dönüşümüne neden olabilir ve döküm parçasının yüzeyinde çatlaklara ve kırılganlığa yol açabilir.
(4) Gümüş Alaşım.
Gümüş alaşımları daha düşük erime noktasına ve daha iyi döküm performansına sahiptir, bu da mum döküm sonuçlarının garanti edilmesini kolaylaştırır. Kübik zirkonya (CZ) ve çeşitli ucuz sentetik değerli taşlar tipik olarak kullanılır (Şekil 5-37) . Gümüş alaşımlı takıların mum dökümünde iyi sonuçlar elde etmek için, döküm parçasının gözenekliliğini önemli ölçüde azaltabilecek ve oksit desenlerinin oluşumunu en aza indirebilecek iyi oksidasyon direncine sahip bir dolgu maddesi seçilmesi tavsiye edilir.

Şekil 5-36 Balmumu döküm elmas 18KW metal alaşımlı yüzük

Şekil 5-37 Balmumu döküm CZ 925 gümüş alaşımlı yüzük
Bölüm V Balmumu Dökümünde Sık Karşılaşılan Sorunlar ve Çözümleri
Tablo 5-3 Balmumu Dökümünde Sık Karşılaşılan Sorunların, Nedenlerinin ve Karşı Önlemlerin Analizi
| Yaygın sorunlar | Örnek Görüntüler | Nedenler | Geliştirilmiş yöntemler |
|---|---|---|---|
| Bu mücevher çatlaklar |
|
(1) Mücevherin kalitesi sorunludur veya balmumu kakma dökümü için uygun değildir; (2) Ana modelin büzülme oranı şöyledir yanlış; (3) Mücevherler arasındaki boşluklar çok küçük veya birbiriyle temas halinde kakma sırasında; (4) Isıtma hızı kavurma sırasında çok hızlıdır; (5) Dökme sıcaklığının çok yüksek olması; (6) Büzülme alaşım oranı çok büyük | (1) Balmumu kakmaya uygun daha yüksek kaliteli mücevherler kullanın döküm; (2) Kauçuğun toplam büzülmesini göz önünde bulundurun kalıpları, balmumu kalıpları ve metal; (3) Dağıtım eşit ve yeterli olmasını sağlamak için makul ölçüde boşluklar; (4) Kavurma sırasında ısıtma hızını kontrol edin; (5) Metal sıcaklığını uygun şekilde düşürün; (6) Uygun alaşımları seçin |
| Bu mücevher değişiklikler renk |

|
(1) Mücevher balmumu kakma için uygun değildir döküm; (2) Mücevher yapay olarak işlenmiş; (3) Döküm sıcaklığı çok yüksek yüksek; (4) Metal döküm sıcaklığı çok yüksek | (1) Ametist, sitrin gibi değerli taşlar kullanmayın, veya mavi topaz; (2) optimize edilmemiş, işlenmemiş değerli taşlar; (3) kavurma sıcaklığını düşürün ve kalıbın dökme sıcaklığını ayarlayın, koruyucu ekleyin maddelerin döküm tozuna eklenmesi; (4) metalin düşürülmesi döküm sıcaklığı |
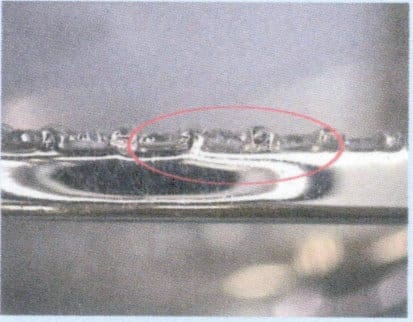
| Metal arasında ve değerli taşlar |

|
(1) Ana kalıp tarafından bırakılan büzülme çok büyüktür, bu da aşırı boşluklara neden olur değerli taşlar arasında; (2) değerli taşların boyutları uygun olması; (3) uygun olmayan değerli taşlar düzensizdir; (4) metal sıcaklık çok yüksek | (1) Büzülme miktarını doğru seçin ana kalıp; (2) uygun değerli taşları seçmek boyutu; (3) değerli taşların eşit olarak dağıtılmasını sağlamak uygun boşluklar; (4) dökme sıcaklığını düşürün |
| Değerli Taşlar düşmüş |

|
(1) Alt kısımdaki ön ayar delikleri ana model uygun değildir; (2) kapı yeterince büyük değil veya konumlandırılmamış yanlış; (3) Balmumu kalıbı taş yerleştirilmeden önce kontrol edilir; (4) değerli taş balmumuna güvenli bir şekilde yerleştirilmemiştir kalıp; (5) Değerli taşın boyutu uygun; (6) Metal döküm sıcaklık çok düşük. | (1) Ana modelin ön ayar deliklerini düzeltin; (2) Kapının boyutunu artırın veya başka bir kapı açın metal dolum kapasitesini artırmak için; (3) Dikkatlice balmumu kalıbını, özellikle de ön ayar deliğini kontrol edin alanı; (4) Değerli taşı balmumu kalıbına güvenli bir şekilde yerleştirin, değerli taşın sertliğine dikkat ederek; (5) Uygun büyüklükte değerli taşlar kullanın; (6) Gerekirse, erimiş malzemenin sıcaklığını uygun şekilde tam bir döküm elde etmek için metal. |
| Bu değerli taş Düzensiz. |
|
(1) Ana modelin kalitesi zayıf ve ayar konumu düzensiz; (2) Değerli taş eşit şekilde yerleştirilmemiştir balmumu kalıbına yerleştirildiğinde; (3) Balmumu kalıbın deforme olması; (4) Kalıbın boyutunun değerli taş düzensizdir; (5) Balmumu kalıp dış titreşimlere maruz bırakıldı nakliye ve işletme sırasında. | (1) Ayar yaparken ayar konumunun eşit olduğundan emin olun ana model; (2) Değerli taş balmumu kalıbına yerleştirildiğinde eşit olarak yerleştirilir; (3) Pay balmumu kalıbını kontrol etmeye ve varsa düzeltmeye dikkat edin deformasyonlar; (4) Değerli taşın boyutu aşağıdaki gibi olmalıdır düzenli; (5) Balmumu kalıbını titreştirmemeye dikkat edin operasyon sırasında |