Engångskunskap om platinagruppens metaller och deras legeringar som används i smycken
En omfattande guide till egenskaper och funktioner hos material i ren platina och platinalegeringar
Platinagruppens metallelement omfattar rutenium (Ru), osmium (Os), rodium (Rh), iridium (Ir), palladium (Pd) och platina (Pt). Bland platinagruppens elementmineraler uppvisar dessa sex element vanligtvis ett brett spektrum av isomorfism, tillsammans med förekomsten av isomorfa blandningar som järn, kobolt och nickel. De metaller i platinagruppen som vanligen används i smycken är platina, palladium, rodium och en liten mängd iridium.
Även om platinagruppens metaller upptäcktes senare har de unika fysikaliska och kemiska egenskaper. De används nu i stor utsträckning i moderna industrier och banbrytande teknikområden som fordons-, petroleum-, kemikalie-, kommunikations-, nationellt försvars- och rymdindustrin och förtjänar titeln "banbrytande material". Inom smyckesindustrin är de viktigaste baselementen som används i smycken från platinagruppens metaller Pt och Pd. Däremot används Ir och Ru ibland som legeringselement i smyckeslegeringar. Os används inte inom smyckesindustrin. Även om volymen av smycken av platinagruppens metaller är mycket mindre än den för guld och silver, har de vuxit fram inom det globala smyckesområdet för ädelmetaller på grund av sina utmärkta fysikaliska och kemiska egenskaper. De har nu blivit ett betydande slutanvändningsområde efter biltillverkningssektorn.

Innehållsförteckning
Avsnitt Ⅰ Fysikaliska och kemiska egenskaper hos metaller i platinagruppen
1. Fysikaliska egenskaper hos metaller i platinagruppen
Bland platinagruppens metaller återfinns rutenium (Ru), rodium (Rh) och palladium (Pd) i grupp 5 i den 5:e perioden. Däremot är osmium (Os), iridium (Ir) och platina (Pt) placerade i grupp VIII i den 6:e perioden, som alla tillhör övergångsmetallerna.
De viktigaste fysikaliska egenskaperna hos metallerna i platinagruppen visas i tabell 5-1. Platinans densitet är högre än guldets och ungefär dubbelt så hög som silvrets, vilket ger en märkbart tung känsla. Densiteten hos palladium är något högre än hos silver, men mycket lägre än hos guld. Metaller i platinagruppen har en hög reflektionsförmåga över hela det synliga ljusspektrumet och reflektionsförmågan ökar jämnt med ökande våglängd, så metaller i platinagruppen framstår i allmänhet som silvervita. Bland platinagruppens grundämnen i samma period sjunker metallernas smältpunkt med ökande atomnummer. Smältpunkterna för platina och palladium är betydligt högre än för guld och silver, vilket gör smältning och gjutning svår. Värmeledningsförmågan hos platinagruppens metaller är lägre än hos guld och silver; till exempel vid rumstemperatur (300K) är platinas värmeledningsförmåga lägre än guldets. Därför, även om värmen som krävs för att smälta platina legeringar är hög, gör den låga värmeledningsförmågan det svårt för värmen att spridas under uppvärmningen, vilket resulterar i att den lasereffekt som krävs för lasersvetsning av platina smycken är lägre än för guld och silver, vilket är mycket fördelaktigt för montering och lasersvetsning av platina legering smycken. Metaller i platinagruppen är paramagnetiska; de magnetiserar inte sig själva, men ädelmetallelement som Pt och Pd kan uppvisa viss magnetism när de legeras med element som Fe, CO.
Tabell 5-1 Huvudsakliga fysikaliska egenskaper hos platinagruppens metaller
| Indikatorer för fysisk egendom | Metaller i platinagruppen | |||||
|---|---|---|---|---|---|---|
| Indikatorer för fysisk egendom | Ru | Rh | Pt | Os | Ir | Pd |
| Atomiskt nummer | 44 | 45 | 46 | 76 | 77 | 78 |
| Relativ atommassa | 101.07 | 102.905 | 106.4 | 190.2 | 192.22 | 195.078 |
| Kristallstruktur | Tätt packad hexagonal | Ansiktscentrerad kubisk | Ansiktscentrerad kubisk | Tätt packad hexagonal | Ansiktscentrerad kubisk | Ansiktscentrerad kubisk |
| Densitet (20℃)/(g/cm3) | 12.37 | 12.42 | 12.01 | 22.59 | 22.56 | 21.45 |
| Färg | Blå vit | Silvervit | Stål vit | Blå vit | Silvervit | Vit tenn |
| Smältpunkt /℃ | 2333 | 1966 | 1555 | 3127 | 2448 | 1768.1 |
| Kokpunkt /℃ | 4077 | 3900 | 2990 | 5027 | 4577 | 3876 |
| Smältvärme/(kJ/mol) | 39.0 | 27.3 | 16.6 | 70.0 | 41.3 | 22.11 |
| Värme vid avdunstning (1 x 105 Pa)/(kJ/mol) | 649 | 558 | 377 | 788 | 670 | 565 |
| Specifik värmekapacitet (1 x 105 Pa, 25℃) /[J/(mol⸳K)] | 24.05 | 24.90 | 26.0 | 24.69 | 25.09 | 25.65 |
| Termisk konduktivitet (0℃)/[W/(m⸳K)] | 119 | 153 | 75.1 | 88 | 148 | 71.7 |
| Resistivitet (25℃)/(/uΩ⸳m) | 7.37 | 4.78 | 10.55 | 9.13 | 5.07 | 10.42 |
| Koefficient för termisk expansion (20℃)/(X10-6/) | 9.1 | 8.3 | 11.77 | 6.1 | 6.8 | 8.93 |
Platinagruppselement som Pt och Pd har egenskapen att adsorbera gaser, särskilt H. Pt, Pd Förmågan att adsorbera H är relaterad till deras fysiska tillstånd; platinasvart kan adsorbera upp till 502 gånger sin volym av H, och på grund av skillnader i tillverkningsprocessen för platinasvart kan mängden väte som absorberas variera kraftigt. I jämförelse kan platinasvamp endast adsorbera 49,3 gånger sin volym av H. Palladium kan adsorbera upp till 2800 gånger sin volym av H och bildar en fast lösning av palladium och väte, som minskar i densitet, elektrisk ledningsförmåga och styrka, men väte kan frigöras vid uppvärmning.
2. Kemiska egenskaper hos metaller i platinagruppen
Metaller i platinagruppen har utmärkt oxidations- och korrosionsbeständighet, men det finns skillnader i oxidations- och korrosionsbeständighet mellan platinagruppens element, och skillnaderna är ganska betydande.
2.1 Oxideringsbeständighet
I torr luft vid rumstemperatur uppvisar platinagruppens metaller god oxidationsbeständighet; det finns dock betydande skillnader i deras oxidationsprestanda, som följer ordningen för affinitet för syre Pt < Pd < Rh < Ir < Ru < Os. Vid uppvärmning i luft bildas ett lager av oxidfilm på ytan, vilket påverkar kvaliteten på smyckenas yta. När temperaturen ökar kommer oxidfilmen att sönderdelas och reduceras tillbaka till metall, vilket återställer smyckesytans metallglans.
Platina reagerar med syre och bildar PtO, Pt2O3 och PtO2. I en oxiderande atmosfär, vid ett tryck på 0,8 MPa, kommer uppvärmning av platinapulver till 430 ℃ att orsaka att platina oxideras för att bilda PtO.
Palladium reagerar med syre för att producera PdO vid 350-790 ℃, men det är instabilt vid höga temperaturer och kommer att sönderdelas. Vid ytterligare upphettning över 870 ℃ reduceras PdO helt till metalliskt palladium. PdO2 är mörkröd och är ett starkt oxidationsmedel. Det förlorar långsamt syre vid rumstemperatur och sönderdelas till PdO och O2 under 200℃.
En oxidfilm bildas på ytan av iridium och rodium vid 600-1000 ℃.
2.2 Korrosionsbeständighet
Vid rumstemperatur har platina stark korrosionsbeständighet; saltsyra, salpetersyra, svavelsyra och organiska syror påverkar inte platina i sitt kalla tillstånd, medan svavel påverkar platina något vid uppvärmning. Kungsvatten kan dock lösa upp platina i både kallt och varmt tillstånd. Smält alkali eller smälta oxidationsmedel kan också korrodera platina. När temperaturen höjs till 100 ℃ under oxidativa förhållanden fungerar olika hydrohaliska syror eller halogenider som komplexbildande medel, vilket gör att platina komplexeras och löses upp. Vid 350-600 ℃ reagerar platina med klor för att bilda platinaklorid, som kan värmas ytterligare för att reducera den.
Smält alkali kan korrodera platina. Vid höga temperaturer kan kol lösas i platina, med löslighet som ökar med temperaturen; vid kylning gör kolrester platina spröd, ett fenomen som kallas "kolförgiftning". Därför bör man inte använda grafitdeglar vid smältning av platina; vanligtvis används deglar av aluminiumoxid eller zirkoniumoxid och processen utförs under vakuum eller skydd av inert gas. Genom att tillsätta rodium och iridium till platina kan man förbättra dess korrosionsbeständighet.
Palladium är den minst korrosionsbeständiga av metallerna i platinagruppen. Salpetersyra löser upp palladium, liksom varm svavelsyra och smält kaliumbisulfat. Speciellt i närvaro av hydridkomplex (t.ex. kungsvatten) är palladium mer mottagligt för korrosion och upplösning. Vid brännande temperaturer interagerar palladium med klor för att bilda palladiumklorid. Palladium reagerar med kungsvatten och saltsyra och bildar kloropalladiumsyra eller kloropalladit. När ammoniak tillsätts i överskott till kloropalladit kan en lösning av tetraklorammoniak erhållas, och när saltsyra tillsätts till lösningen kan en ljusgul, fin kristallin utfällning av palladiumdiklorid fällas ut, som sönderdelas till metalliskt palladium efter kalcinering. Palladium reagerar med svavel och bildar palladiumsulfid samt med selen och tellur och bildar palladiumselenid (tellur). När palladium smälts i grafitdeglar sker också kolförgiftning, vilket resulterar i spröda egenskaper. Korrosionsbeständigheten hos palladium ökar när andra platinagruppselement är närvarande.
Rhodium och iridium är de kemiskt mest stabila metallerna bland platinagruppens metaller, och varm kungsvatten löser inte lätt upp dem. Smälta alkalimetallperoxider och alkalier kan emellertid oxidera rodium och iridium, och det oxiderade rodiumet och iridiumet kan lätt lösas upp av komplexbildare; smälta sulfater kan också lösa upp rodium. När iridium reagerar med klor bildas olika klorerade iridiumprodukter vid olika temperaturer. I en vattenlösning kan klorering fälla ut iridiumklorat, som har ett betydande värde vid raffinering av platinagruppsmetaller och används för återvinning och separation av iridium och andra platinagruppsmetaller.
Korrosionsbeteendet hos platinagruppsmetaller i vissa korrosiva medier visas i tabell 5-2.
Tabell 5-2 Egenskaper hos platinagruppsmetallernas korrosionsbeständighet
| Frätande media | Metaller i platinagruppen | ||||||
|---|---|---|---|---|---|---|---|
| Frätande media | Pt | Pd | Rh | Ir | Os | Ru | |
| koncentrerad H2SO4 | / | / | / | / | / | / | |
| HNO3 | 70%, rumstemperatur | / | stark | / | / | allmän | / |
| 70%, 100℃ | / | stark | / | / | stark | / | |
| Kungsvatten | Rumstemperatur | stark | stark | / | / | stark | / |
| Koka | stark | stark | / | / | stark | / | |
| HCl | 36%, rumstemperatur | / | / | / | / | / | / |
| 36%, kokande | svag | svag | / | / | allmän | / | |
| Cl2 | Torr | svag | allmän | / | / | / | / |
| Våt | svag | stark | / | / | allmän | / | |
| NaClO-lösning | Rumstemperatur | / | allmän | svag | / | stark | stark |
| 100℃ | / | stark | / | / | stark | / | |
| FeCl3 lösning | Rumstemperatur | - | allmän | / | / | allmän | / |
| 100℃ | - | stark | / | / | stark | / | |
| Smält Na2SO4 | Smält Na2SO4 | svag | allmän | allmän | / | svag | svag |
| Smält NaOH | Smält NaOH | svag | svag | svag | svag | allmän | allmän |
| Smält Na2O2 | Smält Na2O2 | stark | stark | svag | allmän | stark | allmän |
| Smält NaNO3 | Smält NaNO3 | / | allmän | / | / | stark | / |
| Smält Na2CO4 | Smält Na2CO4 | svag | svag | svag | svag | svag | svag |
Anmärkning: / indikerar icke-korrosiv; svag indikerar lätt korrosion; allmän indikerar korrosion; stark indikerar allvarlig korrosion; ett indikerar att inga sådana data finns i originallitteraturen.
Avsnitt II Smycken med användning av platina och dess legeringsmaterial
1. Platinasmyckenas historia Utveckling av platinasmycken
1.1 Historik över utvecklingen av platinasmycken
Platina är en mycket sällsynt ädelmetall. På grund av dess sällsynthet, stabilitet och unika egenskaper, samt dess bländande silvervita metallglans, har dess värde ofta varit högre än guldets. Människans användning av platina har en mycket lång historia;
arkeologiska fynd tyder på att människor redan för 3000 år sedan i det gamla Egypten började använda platina. Den vetenskapliga förståelsen för detta ädelmetallmaterial har dock bara funnits i lite mer än 200 år. Historiskt sett började man använda ädelmetaller för att skapa hantverk, smycken, religiösa prydnadsföremål och redskap. Platina är ovanlig i naturen och dess fördelning i jordskorpan är sällsynt. I kombination med dess olöslighet och stabilitet har detta inneburit betydande utmaningar för platinagruvdrift, urval, raffinering och rening. Platinas höga smältpunkt gör bearbetningen mycket svår, särskilt när man använder primitiva metoder. Därför kan man förstå att det tillverkades få platinaprodukter under antiken, och ännu färre har överlevt.
Enligt statistiken var mängden platina som användes för att tillverka platinasmycken i världen 1980 cirka 15 ton, vilket ökade till 58 ton 1995. Japan är det land som älskar platinasmycken mest och har den högsta konsumtionen av platina. Kina började bearbeta platinahantverk på 1920- och 1930-talen. På grund av de kinesiska konsumenternas långvariga preferens för guldsmycken behövdes det ändå mer engagemang i tillverkningen av platinasmycken före 1990-talet. Med öppnandet av ekonomin, utvecklingen och förbättringen av människors levnadsstandard, liksom inflytandet från mode- och platinasmyckestillverkare, började den kinesiska smyckesindustrin utvecklas mot platinasmycken. År 2000 hade Kina gått om Japan och blivit världens största konsument av platinasmycken. Sedan dess har efterfrågan på platinasmycken i Kina vuxit snabbt och nådde en topp mellan 2012 och 2015, med en årlig efterfrågan på 55-60 ton, som står för cirka 70% av den globala totala efterfrågan, vilket gör den till den största konsumenten av platinasmycken i världen och dominerar den globala marknaden för platinasmycken.
1.2 Egenskaper hos smycken i platina
Platinasmycken är älskade av människor för sin unika textur, skönhet och rytm. Platinasmycken visar inte bara smyckets övergripande elegans och nåd utan presenterar också en viss mystisk atmosfär rik på konstnärlig smak. Detta är också anledningen till att platinasmycken är populära bland sociala klasser med en viss nivå av konstnärlig odling och högre kulturella standarder.
Platinans mjuka, eleganta och lyxiga färg symboliserar renhet och ädelhet. Därför används den ofta tillsammans med diamanter för att skapa vigselringar, som fungerar som kärleksbevis för att symbolisera kärlekens renhet och eviga natur. De transparenta, färglösa och strålande diamanterna som är infattade i den skimrande platinastommen framhäver diamanternas felfria vithet och storhet ännu mer.
Platinasmycken kan delas in i två kategorier: rena platinasmycken utan ädelstenar och platinasmycken med ädelstenar. Ren platina är mjuk, och på grund av begränsningarna i materialstyrka görs den vanligtvis till rena platinasmycken utan ädelstenar. Vanliga stilar inkluderar främst ringar, halsband, örhängen och broscher.
1.3 Renhetsmärkning av platinasmycken
De populära platinasmyckena på marknaden kan delas in i två huvudkategorier: rena platinasmycken, även kända som platina med hög renhet, som teoretiskt sett borde ha en finhet på 1000 ‰. Dess finhet uttrycks vanligtvis i delar per tusen, men i verkligheten finns det inget sådant som rent guld eller ren platina; finheten hos ren platina är alltid lägre än detta värde. Den andra kategorin är smycken av platina-legeringar, en legering som bildas genom att andra metaller, såsom vismut, palladium och koppar, tillsätts till ren platina för att förbättra dess hårdhet och seghet.
På grund av skillnader i regionala kulturer och smyckeskulturer är renhetsnormerna på marknaden i olika länder (regioner) också olika.
Japan, Hong Kong: Den tillåtna renheten för platina är 1000‰, 950‰, 900‰ och 850‰, med ett tillåtet fel på 0,5%.
Förenta staterna: Smycken med ett platinainnehåll högre än 95% får stämplas med "Pt" (Platinum eller Plat); smycken med ett platinainnehåll mellan 75% och 95% måste stämplas med märket för platinagruppens metall, såsom " IR-10-PAT", vilket indikerar en legering som innehåller iridium 10%. Smycken med ett platinainnehåll mellan 50% och 75% måste stämplas med innehållet och namnet på den ingående metallen i platinagruppen, till exempel "585 Platinum (585PAT)" eller "365 Palladium" (365PALL).
Europa: De flesta länder kräver en renhetsgrad på 950 ‰, medan ett fåtal tillåter att iridium räknas som platina. Tyskland tillåter andra renhetsstandarder.
Med "fin platina" avses platina med en halt av minst 990 promille, och den måste vara stämplad med ett fin platinamärke eller tryckt med den faktiska halten.
2. Ren platina
2.1 Mekaniska egenskaper
Ren platina är mjuk, har god duktilitet och har utmärkta bearbetningsmöjligheter, vilket gör att den kan rullas till plåtar och dras till trådar efter behov. Ett gram ren platina kan dras till cirka 2 km fin tråd. Ren platina har god seghet, vilket gör det möjligt att skapa smycken av platina med flexibelt nät, vilket är svårt att uppnå med rent guld, silver och andra ädelmetaller.
Draghållfastheten och sträckgränsen för ren platina i glödgat tillstånd är högre än för rent guld och rent silver; dess specifika styrka (styrka-till-vikt-förhållande) är dock fortfarande relativt låg, vilket gör den benägen att deformeras. Det används främst för att tillverka vanliga smycken utan ädelstensinfattningar, såsom ringar, halsband och örhängen.
De viktigaste mekaniska egenskaperna hos ren platina visas i tabell 5-3.
Tabell 5-3 Huvudsakliga mekaniska egenskaper hos ren platina
| Mekaniska egenskaper | Glödgat tillstånd | Bearbetat tillstånd (60%) |
|---|---|---|
| Hårdhet HV/(N/mm2) | 39 ~ 42 | 90 ~ 95 |
| Draghållfasthet /MPa | 130 ~ 160 | 300 ~ 350 |
| Sträckgräns /MPa | 70 ~ 110 | - |
| Förlängningshastighet /% | 40 ~ 50 | 1 ~ 3 |
På grund av den låga hårdheten hos ren platina är smycken tillverkade av den benägna att buckla, repa och slitas från daglig användning på grund av stötar och friktion, vilket kräver förstärkningsbehandling.
2.2 Processens prestanda
Platina har en mycket hög smältpunkt, och temperaturen under investeringsgjutning är i allmänhet över 1900 ℃, vilket innebär betydande utmaningar för smältning och gjutning. Kol kan lösas upp i platina vid höga temperaturer och lösligheten ökar med temperaturen. Vid kylning gör kolrester platina sprött, ett fenomen som kallas kolförgiftning. Därför kan grafitdeglar inte användas vid smältning av platina; aluminiumoxid- eller blyoxiddeglar används vanligtvis, och smältningen sker under vakuum eller inert gasskydd. Platina kan bilda eutektiker med låg smältpunkt med element som P, S och Si, vilket leder till sprödbrott i materialet.
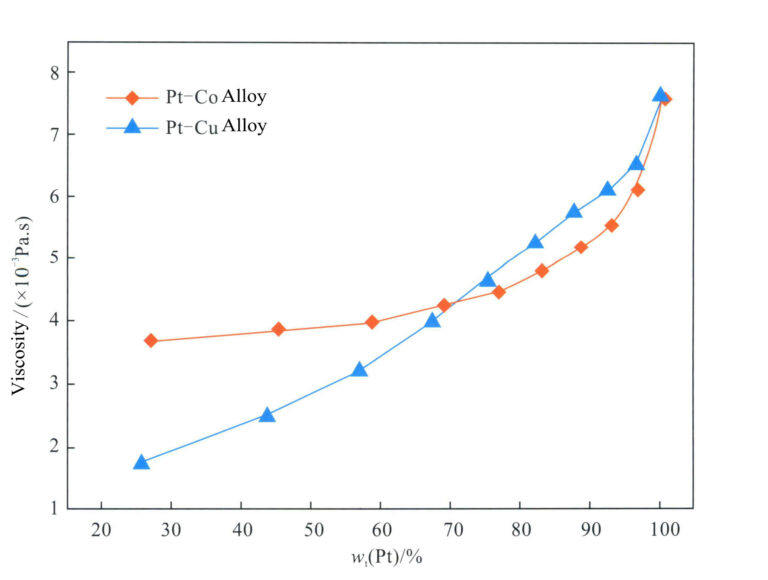
Ytspänningen hos platina är 1,5 gånger högre än hos guld och dess värmeledningsförmåga är 1/3 av guldets. Viskositeten vid samma grad av överhettning är betydligt högre än för guld (figur 5-1). Den höga ytspänningen och viskositeten gör det svårare för den smälta metallen att fylla formen smidigt, särskilt för små delar; den låga värmeledningsförmågan leder till ojämn temperatur och sammansättning av den smälta metallen, särskilt när det finns en stor temperaturskillnad mellan den smälta metallen och formen. I den faktiska produktionen används ofta centrifugal- eller vakuumsuggjutning för att ge ytterligare fyllningskraft och förbättra fyllningsprestandan. Under gjutningen har konventionella gipsmodellmaterial dålig termisk stabilitet och kommer att genomgå allvarliga termiska sönderdelningsreaktioner under inverkan av platinavätska med hög temperatur, vilket leder till defekter som porositet och sandhål i gjutgodset. Därför måste gjutpulvermaterial som använder fosfat som bindemedel användas.

Ren platina glödgad tillståndshårdhet är låg och arbetshärdningshastigheten är högre än guld och silver, men den tillhör också energimetallen med lågt skiktfel. Således är arbetshärdningshastigheten inte hög, har god flexibilitet och kallbearbetningsegenskaper, kan rullas, dras, smidas och annan kall deformationsbearbetning, kan dras i en mycket fin tråd, rullas till en mycket tunn platinafolie.
3. Platina-legering
För att förbättra styrkan och hårdheten hos platinamaterial för att uppfylla kraven för att ställa in smycken är det nödvändigt att stärka dem. Många metallelement används för platinalegering, och de förstärkande effekterna av olika legeringselement på platina varierar avsevärt. Mängden av samma legeringselement som tillsätts leder också till olika grader av variation i dess förstärkande effekt (figur 5-2).

De metallelement som vanligtvis används i smycken platina legeringar inkluderar främst Ir, Cu, Co, Ru, Pd, etc. Deras binära legeringar kan direkt tillämpas på smyckesproduktion, eller så kan de bilda ternära eller multielementlegeringar baserade på dessa legeringar för att optimera platina-legeringarnas övergripande prestanda.
3.1 Binärt legeringssystem
3.1.1 Pt-Ir-legering
Pt-Ir-legering är den legering som bildas genom att tillsätta en liten mängd iridium till ren platina. Som visas i figur 5-3 är denna legering en kontinuerlig fast lösning vid höga temperaturer, och när iridiuminnehållet överstiger 7at % inträffar fasseparation vid kylning från hög temperatur till 975-700 ℃.

Ir är ett effektivt förstärkningsmedel för Pt. När mängden iridium ökar kan hållfastheten och hårdheten hos Pt-Ir-legeringen förbättras avsevärt, men bearbetning av legeringen blir svår när Ir-innehållet är > 30% (Figur 5-4).

Pt-Ir-legeringar är silvervita, med en stark metallisk glans, är den vitaste och ljusaste av alla platina-legeringar. Tillsatsen av iridium förbättrar platinas kemiska korrosionsbeständighet, 90% Pt-10% Ir-legeringens kemiska korrosionshastighet är endast 58% av ren platina. Legering har flyktighet, Ir i luften vid uppvärmning flyktig förlust än Pt många gånger, i 1227 ℃, Ir-volatilitet än Pt 100 gånger, innehållande Ir högre än 5% av legeringen i luften vid uppvärmning kommer att oxidera, i 700 ℃ eller mer, kommer det att göra legeringsytskiktet blir blått. I 1200 ℃ ovan kommer det blå lagret att försvinna.
Pt-Ir-legeringar med lägre Ir-innehåll har bättre gjutprestanda. När Ir-innehållet ökar stiger legeringens smältpunkt och gjutgods uppvisar ofta dendritiska kristaller eller inre segregering, vilket leder till sämre enhetlighet i legeringsegenskaperna.
Beroende på innehållet av nickel och platina innehåller Pt-Ir-legeringen huvudsakligen 95%Pt-5%Ir, 90%Pt-10%Ir och 85%Pt-15%Ir tre kvaliteter och deras huvudsakliga egenskaper visas i tabell 5-4. Pt-Ir-legering är ett av de viktiga materialen för platinasmycken, och det används särskilt mycket i USA. Under de senaste åren har Pt950Ir50-legering också använts för smycken i Japan och Tyskland.
Tabell 5-4 Huvudegenskaper för olika kvaliteter av platina-iridiumlegeringar
| Betyg | Smältpunkt/°C | Densitet/ (g/cm3) | Hårdhet HB/(N/mm2) | Draghållfasthet/ MPa | Förlängning/ % | Färgkoordinater | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Betyg | Smältpunkt/°C | Densitet/ (g/cm3) | Glödgat tillstånd | Bearbetat tillstånd | Glödgat tillstånd | Bearbetat tillstånd | Glödgat tillstånd | Bearbetat tillstånd | L* | a* | b* |
| 95%Pt - 5%Ir | 1795 | 21.49 | 90 | 140 | 275 | 485 | 32 | 2.0 | 84.7 | -0.2 | 4.2 |
| 90%Pt - 10%Ir | 1800 | 21.53 | 130 | 185 | 380 | 620 | 27 | 2.5 | 85.5 | -0.1 | 4.7 |
| 85%Pt - 15%Ir | 1820 | 21.57 | 160 | 230 | 515 | 825 | 24 | 2.5 | - | - | - |
95%Pt-5%Ir Låg hårdhet, liten tendens till gjutkrympning, men dålig flytbarhet, grövre kornstorlek och inte lätt att polera. Lämplig för hantverk, stämpling och andra formningsprocesser. På grund av låg hårdhet och relativt hög seghet har den dålig bearbetbarhet och tenderar att hålla sig till verktyg. Denna legering kan användas som en allmän smyckeslegering för gjutning, hantverk och stansning.
90%Pt-10%Ir är en legering med medelhårdhet som kan bearbetas med de flesta tillverkningstekniker. Denna legering bildar inte någon oxidfilm i smält tillstånd, vilket är fördelaktigt för gjutning av små delar och kan användas som en allmän smyckeslegering för gjutning, handtillverkning och stansning.
3.1.2 Pt-Cu-legering
Som visas i figur 5-5 är Pt-Cu-legeringen en kontinuerlig fast lösning vid höga temperaturer, och vid lägre temperaturer ( < 825 ℃ ) kommer den att fälla ut ordnade faser såsom PtCu3 och PtCu, vilket resulterar i åldringsförstärkning och ökad hårdhet. Forskning har visat att det gjutna tillståndet för 95%Pt-5%Cu-legering genomgår värmebehandling vid 100-400 ℃, och legeringens hårdhet kommer att öka ytterligare på grund av bildandet av en Pt7Cu supergitterstruktur, där vissa legeringar genomgår en ordnad omvandling, vilket resulterar i en ordnad härdningseffekt och ökad hårdhet.

Cu är ett medelstarkt förstärkande element för platina, och dess härdningseffekt är relaterad till behandlingsmetoden. Härdningseffekten av den fasta lösningen Pt-Cu-legering är inte signifikant när den utsätts för åldringsbehandling vid låg temperatur. Ändå finns det en härdningseffekt när legeringen med fast lösning kalldeformeras och sedan åldras vid 300-500 ℃.
När Pt-Cu-legeringen värms upp i atmosfären bildar selektiv oxidation av kopparkomponenten ett kopparoxidfilmskikt, vilket gör legeringen benägen för oxidation och missfärgning. Därför bör smältning och värmebehandling ske i en skyddande atmosfär eller vakuummiljö.
Pt-Cu-legeringen har måttlig hårdhet, är gjutbar och används ofta som en legering för allmänna ändamål. Legeringar som används för smycken innehåller i allmänhet 3%-5%Cu, och när kopparinnehållet överstiger 5% försämras legeringens gjutprestanda. De viktigaste egenskaperna hos 95%Pt-5%Cu-legeringen visas i tabell 5-5. Baserat på Pt-Cu-legeringssystemet innehåller legeringen 4%-6% Cu och andra legeringselement som Co, Ni, Pd, etc.
Tabell 5-5 95%Pt-5%CuHuvudsakliga egenskaper hos legeringen
| Smältpunkt/°C | Densitet/ (g/cm3) | Hårdhet HV/(N/mm2) | Draghållfasthet/ MPa | Förlängning/ % | ||||
|---|---|---|---|---|---|---|---|---|
| Smältpunkt/°C | Densitet/ (g/cm3) | Solid lösning | Glödgat tillstånd (800℃) | Bearbetat tillstånd (90%) | Glödgat tillstånd | Maskinbearbetad stat (90%) | Glödgat tillstånd (800℃) | Machine d State (90%) |
| 1750 | 20.05 | 90 | 150 | 240 | 310 ~ 410 | 720 ~ 920 | 27 ~ 45 | 13 |
3.1.3 Pt-Co legering
Figur 5-6 visar att Pt-Co-legeringen bildar en oändlig fast lösning vid temperaturer över 825 ℃, och dess kristallstruktur är ansiktscentrerad kubisk. Under denna temperatur, beroende på sammansättningen, kommer legeringen att uppvisa CoPt3 och CoPt ordnade faser, som genomgår en övergång från oordnad fas-> till ordnad fas, vilket resulterar i en ordnad härdningseffekt. Pt-Co-legeringens hårdhet är i hög grad relaterad till värmebehandlingsprocessen.

Jämfört med Pt-Ir-legeringen och Pt-Ru-legeringen har Pt-Co-legeringen en lägre smältpunkt, kan gjutas vid lägre temperaturer och dess smälta har en relativt lägre viskositet än andra platina-legeringar (Figur 5-7). Därför är flytbarheten hos Pt-Co-legeringen bättre än hos andra legeringar, med mindre tendens till gasabsorption och krympning, vilket möjliggör gjutning av smycken med fina mönster.
Den gjutna ytan av Pt-Co legering kommer att ha en viss grad av oxidation och presentera en ljus gråblå färg. Genom att doppa arbetsstycket i borsyra och värma upp det till en orangegul temperatur kan denna blå färg elimineras. Pt-Co-legeringen har hög korrosionsbeständighet och eroderas inte av oorganiska syror och baser vid rumstemperatur och korroderas inte heller i het, koncentrerad svavelsyra. När Co-innehållet ökar minskar legeringens oxidationsbeständighet och korrosionsbeständighet, och sannolikheten för defekter på grund av oxiderade inneslutningar i gjutgodset ökar. När denna legering används för smyckestillverkning överstiger Co-innehållet därför i allmänhet inte 10%, varvid 95%Pt-5%Co-legeringen (tabell 5-6) är den vanligaste.
Tabell 5-6 95%Pt-5%Co Legeringens huvudsakliga egenskaper
| Smältpunkt/°C | Densitet/ (g/cm3) | Hårdhet HV/(N/mm2) | Draghållfasthet/ MPa | Färgkoordinater | ||||
|---|---|---|---|---|---|---|---|---|
| Smältpunkt/°C | Densitet/ (g/cm3) | Glödgat tillstånd | Bearbetat tillstånd | Glödgat tillstånd | Bearbetat tillstånd | L* | a* | b* |
| 1765 | 20.8 | 135 | 270 | 275 | 475 | 86.6 | 0.5 | 4.5 |
95%Pt-5%Co Legeringen har lätt oxidation på ytan under värmebehandling eller svetsning, så skydd behövs. Den bör svalna under borsyraalkohol efter svetsning, vilket ger en ljus orange färg som kan avlägsnas med citronsyra. Observera att borsyra inte ska användas för skydd före svetsning. Eftersom borsyra blir en förorening vid höga temperaturer är denna legering inte lätt att svetsa med en syre-acetylenbrännare; att använda en vattensvetsare eller laser är bäst.
95%Pt-5%Co Legeringen genomgår en magnetisk omvandling under en viss temperatur och uppvisar då en svag magnetism. Särskild försiktighet måste iakttas vid bearbetningen och magneter bör inte användas för att separera Pt-Co-spån och sågspån.
95%Pt-5%Co Legeringen har god gjutningsprestanda och genom att tillsätta Co som tillsats till Pt kan man effektivt förbättra legeringens hårdhet, vilket ger den goda mekaniska egenskaper, gör den lätt att polera och lämplig för hantverk, stansning och maskinbearbetning. Legeringen får slutligen en svagt blå färg, som passar särskilt bra ihop med diamanter och används ofta som smycken i Europa och Nordamerika.
3.1.4 Pt-Ru Legering
Kristallstrukturen hos platina är en tätpackad hexagonal struktur, som i sig är spröd och svår att bearbeta. Tillsats av rutenium till platina kan bilda en bred fast lösning i den rika Pt-änden (Figur 5-8), så denna legering har inte åldringsförstärkande effekter. Rutenium har emellertid en viss förstärkningseffekt för fast lösning, och det är en kornraffinerare, så att tillsats av det kan förfina legeringens mikrostruktur; därmed har Pt-Ru, legeringen, god styrka och hårdhet. 95%Pt-5%Ru Legeringens huvudegenskaper framgår av tabell 5-7. Tillsatsen av rutenium höjer legeringens smältpunkt, Pt-Ru, och legeringen framstår som silvervit.

Tabell 5-7 95%Pt-5%RuHuvudsakliga egenskaper hos legeringen
| Smältpunkt/°C | Densitet/ (g/cm3) | Hårdhet HV/(N/mm2) | Draghållfasthet/ MPa | Förlängningshastighet/% | Färgkoordinater | ||||
|---|---|---|---|---|---|---|---|---|---|
| Smältpunkt/°C | Densitet/ (g/cm2) | Glödgat tillstånd | Bearbetat tillstånd | Glödgat tillstånd | Bearbetat tillstånd | Glödgat tillstånd | L* | a* | b* |
| 1795 | 20.67 | 125 ~ 135 | 230 | 415 | 760 | 25 | 84.2 | 0 | 4.1 |
Hårdheten hos Pt-Ru-legering efter glödgning är cirka HV130, med en stabil arbetshärdningshastighet, och den kan i slutändan nå cirka HV230. Legeringens draghållfasthet är också relativt hög, vilket ger Pt-Ru-legering god bearbetnings- och poleringsprestanda, vilket gör den lämplig för att göra ringar från Pt-Ru-rör. Pt-Ru-legeringen kan också användas för gjutning, men jämfört med andra platina-legeringar är den inte den mest lämpliga för gjutning; den smälta metallen har en hög tendens att absorbera gas, särskilt med en god affinitet för syre, vilket leder till defekter som porer och inneslutningar i gjutgodset. Flödbarheten hos den smälta metallen kan vara bättre, vilket gör det svårt att bilda små delar av smyckena, med allvarlig mikrokrympning mellan dendriter, ojämn kornstorleksfördelning och grövre kolonnkorn på ytan. Att öka hälltemperaturen och mögeltemperaturen hjälper till att förbättra fyllningsprestandan, men eldfast gjutpulver med god värmebeständighet måste användas. Oxy-acetylen-flamsmältning rekommenderas inte, eftersom den resulterande ruteniumoxiden RuO2 Ångorna är giftiga.
Pt-Ru-legering är en vanligt förekommande platinalegering i USA, ursprungligen utvecklad för handgjorda föremål, och är en legering för allmänt ändamål, med 95%Pt-5%Ru som den vanligaste, med god bearbetningsprestanda och används ofta vid tillverkning av bröllopssmycken och åtnjuter stor popularitet på den amerikanska marknaden. I Schweiz är denna legering också vanligt förekommande inom klocktillverkning.
3.1.5 Pt-Pd-legering
Figur 5-9 visar att Pt-Pd-legeringen är en kontinuerlig fast lösning vid höga temperaturer. Den genomgår fasnedbrytning vid långsam kylning under 770 ℃ och bildar två icke-blandbara fasta lösningar: en Pt-rik fas och en Pd-rik fas.

Pt-Pd Legeringens hårdhet i glödgat tillstånd är mycket låg, med god bearbetningsprestanda. När Pd-innehållet ökar ökar legeringens hårdhet och hållfasthet initialt snabbt och når en topp, varefter ytterligare ökningar av Pd-innehållet leder till en minskning av hårdhet och hållfasthet (Figur 5-10).

Pt-Pd Legeringen har hög korrosionsbeständighet och oxidationsbeständighet, men med ökad Pd-innehåll minskar dess korrosionsbeständighet och oxidationsbeständighet något. Pt-Pd, Legeringens gjutprestanda är i allmänhet genomsnittlig på grund av att Pd lätt absorberar gaser, vilket gör den benägen att bilda pinholes i gjutgods när den gjuts i atmosfären; den måste gjutas i en skyddande atmosfär. Pt-Pd Legeringen används vanligen i sin ursprungliga färg. Det finns tre olika typer: 95%Pt-5%Pd, 90%Pt-10%Pd och 85%Pt-15%Pd, med följande egenskaper och användningsområden.
(1) Legering 95%Pt - 5%Pd:
Används ofta i Japan, Hong Kong och Europa, lämplig för gjutning av fina delar. Hårdheten i det glödgade tillståndet är cirka HV70, densitet 20,98 g/cm3, smältpunkt 1765℃.
(2) 90%Pt - 10%Pd legering:
Den kan gjutas, svetsas och lödas och är en av de mest använda platina-legeringarna i Asien. Den har en gråvit färg och ytan är i allmänhet rodiumpläterad. Hårdheten i det glödgade tillståndet är cirka HV80 och hårdheten i det bearbetade tillståndet är cirka HV140, liknande 95%Pt-5%Ir-legering. Densiteten är 20,51 g/cm3, smältpunkt är 1755 ℃, och gjutfluiditeten är bra, men gjutgods uppvisar ofta krympningsfel.
(3) 85%Pt - 15%Pd legering:
Används för bearbetning av kedjor i Japan och Hong Kong, med en glödgad hårdhet på ca HV90 och god flexibilitet. Densitet 20,03 g/cm3, smältpunkt 1750℃.
Sammanfattningsvis har de binära platinalegeringarna som består av olika legeringselement vissa skillnader i prestanda, och det finns olika anpassningar för olika bearbetningstekniker vid smyckesproduktion, vilket beskrivs i tabell 5-8.
Tabell 5-8 Vanliga användningsområden för platina-legeringsserier
| Legeringstyp | Svetsning | Rakning | Hydrauliskt tryck | Stämpling | Precisionsgjutning | Smide | Inlägg | Tillverkning av kedjor | Tillbehör | Montera |
|---|---|---|---|---|---|---|---|---|---|---|
| Pt-Co legering | ● | ● | ● | ● | ●●● | ● | ● | ● | ● | ● |
| Pt-Cu-legering | ●●● | ●●● | ●●● | ●●● | ●● | ●● | ●● | ●●● | ● | ●●● |
| Pt-Pd-legering | ●● | ●●● | ●●● | ●●● | ● | ●● | ●●● | ●● | ●● | ●●● |
| Pt-Rh-legering | ●● | ●● | ●● | ●● | ● | ●● | ●● | ●● | ●● | ●● |
| Pt-Ru-legering | ●● | ● | ●● | ●● | ● | ●● | ● | ●● | ●● | ● |
| Pt-Ir-legering | ●●● | ●●● | ●● | ●● | ●● | ● | ● | ●●● | ●● | ●●● |
| Pt-W-legering | ●●● | ●●● | ●● | ●●● | ● | ● | ● | ●● | ●●● | ●●● |
Obs: ●Representerar rekommenderat; ●● representerar acceptabelt; ●●●representerar svårigheter.
Copywrite @ Sobling.smycken - Anpassad smyckestillverkare, OEM och ODM smyckesfabrik
3.2 Ternära eller kvartära platina-legeringar
I många applikationer behöver hårdheten hos binära platina-legeringar fortfarande förbättras, och deras processprestanda måste förbättras, vilket leder till problem under produktproduktion och användning. Därför har många ternära eller kvartära platina-legeringar baserade på binära legeringar utvecklats, såsom Pt Pd-Me-legeringsserien, Pt-Ir-Me-legeringsserien, Pt-Ru-Me-legeringsserien, Pt-Co-Cu-legeringsserien etc. Om vi tar Pt-Pd-Me-legeringsserien som exempel, är den baserad på den binära Pt-Pd-legeringen, med tillsats av ett eller flera andra legeringselement.
Platina-legeringar består av legeringselement. På grund av Pt-Pd-legeringens mycket låga hårdhet och dess genomsnittliga gjutprestanda kan tillsats av element som Cu, Co och Ru effektivt förbättra legeringens totala prestanda.
3.2.1 Pt-Pd-Cu-legering
Genom att tillsätta en liten mängd Cu till Pt-Pd-legeringen kan hårdheten och slitstyrkan förbättras samtidigt som kostnaden för legeringen minskar. Överdriven Cu-innehåll kan påverka legeringens färg-, korrosions- och oxidationsbeständighet, och ytan är benägen att mörkna på grund av oxidation under gjutning, värmebehandling, svetsning och andra operationer. Därför kontrolleras Cu-tillsatsen i allmänhet för att vara 3%- 5%, vid vilken tidpunkt legeringens färg inte påverkas av koppar, och kopparoxidfilmen som bildas på ytan under varmbearbetning kan avlägsnas genom blötläggning i utspädd svavelsyra. Bearbetningsprestanda och hårdhet hos Pt-Pd-Cu-legeringen förbättras. När kopparhalten ökar ökar legeringens hårdhet, särskilt när den används i bearbetad form, vilket gör den lämplig för att göra hårda dekorativa föremål som halsband, armband, broscher, örhängen och hängen, som är relativt lätta att polera. Pt-legeringens gjutprestanda är i allmänhet genomsnittlig och den är benägen för gasabsorption och oxidation när den gjuts i atmosfären. Legeringen är relativt spröd och måste gjutas i en inert atmosfär eller vakuum. Denna legering används i stor utsträckning i Kina och Japan.
3.2.2 Pt-Pd-Ru-legering
Genom att tillsätta Ru till Pt-Pd-legeringen kan man förbättra dess hårdhet och slitstyrka och i viss mån förbättra dess gjutprestanda. Legeringen har god korrosionsbeständighet. Legeringen har god flexibilitet och kan användas som en allmän legering för olika formningsprocesser.
3.2.3 Pt-Pd-Co legering
Tillsats av Co kan förbättra gjutningsprestandan och bearbetningsprestandan för Pt-Pd-legeringen, öka legeringens hårdhet, hållfasthet och slitstyrka och förbättra legeringens arbetshärdningshastighet (figur 5-11). Efter tillsats av Co till Pt900 med 5% är legeringens arbetshärdningsnivå betydligt högre än för 90%Pt-10%Pd-legering och 90%Pt-10%Ir-legering och också betydligt högre än för 18 K-guld. Därför görs Pt-Pd-Co-legeringen ofta till hårda ornament i ett bearbetat tillstånd. Eftersom Co lätt oxideras kan en oxiderad koboltfilm lätt bildas på legeringens yta under glödgning eller svetsning i atmosfären. Därför är Co-innehållet som läggs till legeringen i allmänhet inom 5%. Pt-Pd-Co-legeringen kan användas som en legering för allmänna ändamål, lämplig för gjutning och kallbearbetning.

De viktigaste egenskaperna och användningsområdena för olika legeringselement och olika kvaliteter av ternära platina-legeringar visas i tabell
Tabell 5-9 Huvudsakliga egenskaper och användningsområden för ternära platina-legeringar
| Legering | Smältpunkt /℃ | Densitet / (g/cm3) | Glödgad Hårdhet HV/(N/mm2) | Draghållfasthet i glödgat tillstånd Styrka /MPa | Tillämpning | Huvudsakligt användningsområde |
|---|---|---|---|---|---|---|
| 90%Pt-7%Pd-3%Cu | 1740 | 20.7 | 100 | 300 ~ 320 | Allmänna tillämpningar, maskinbearbetade delar | Japan, Kina |
| 90%Pt-5%Pd-5%Cu | 1730 | 20.5 | 120 | 340 ~ 360 | Maskinbearbetade delar | Japan, Kina |
| 85%Pt-10%Pd-5%Cu | 1750 | 20.3 | 130 | 350 ~ 370 | Maskinbearbetade delar | Japan |
| 95%Pt-7%Pd-3%Co | 1740 | 20.4 | 125 | 350 ~ 370 | Allmän tillämpning | Japan, Kina |
| 85%Pt-10%Pd-5%Co | 1710 | 19.9 | 145 | 500 ~ 520 | Gjutgods, bearbetade delar | Japan |
| 85%Pt-12%Pd-3%Co | 1730 | 20.1 | 135 | 370 ~ 390 | Gjutgods, bearbetade delar | Japan |
| 80%Pt-15%Pd-5%Co | 1730 | 19.9 | 150 | - | Hårda dekorativa delar | Japan |
| 95%Pt-3%Co-2%Cu | 1765 | 20.4 | 115 | 370 | Gjutgods, bearbetade delar | Kina |
4. Vanliga problem vid tillverkning av smycken i platina-legeringar
På grund av de speciella egenskaperna hos platinalegeringsmaterial har gjutningen av platinasmycken egenskaper som hög smälttemperatur, kort retentionstid i flytande tillstånd och lätt förorening av metallvätskan, vilket lätt kan leda till gjutfel; hårdheten hos platinasmycken är relativt låg, medan dess seghet är hög, vilket gör dess produktion mycket svårare än för guld- och silversmycken.
4.1 Smältdegel
Platina har en hög smältpunkt, vilket ställer höga krav på smältdegelns värmebeständighet, termiska stabilitet och kemiska reaktivitet. Degeln som används för smältning av platina bör ha följande egenskaper för att säkerställa metallurgisk kvalitet och produktionsstabilitet.
(1) Hög smältpunkt och eldfasthet. Den ska tåla de höga temperaturerna i smält platina utan att smälta eller mjukna.
(2) Bra motståndskraft mot termisk chock. Den tål den snabba växlingen mellan uppvärmning och kylning under smältning och gjutning med induktionsvärme utan att spricka på grund av termisk chock.
(3) God kemisk inerthet. Det är motståndskraftigt mot erosion från metallvätskor vid höga temperaturer, reagerar inte kemiskt med smält metall och eroderas eller perforeras inte av smält metall.
(4) Tillräcklig mekanisk hållfasthet. Den kan motstå påverkan från matning av metalladdningar och de yttre krafterna vid centrifugalgjutning, vilket gör den mindre benägen att spricka eller splittras.
Grafitdeglar används vanligen för smältning av icke-järnmetaller och är det degelmaterial som föredras för smältning av guld- och silverlegeringar. Eftersom platina kan lösa upp en stor mängd kol i smält tillstånd och kolet vid stelningen fälls ut i form av fibrös eller flagnande grafit vid korngränserna, vilket leder till spröda frakturer hos platina, är platina inte lämplig för smältning i grafitdeglar och kan endast användas i oxiddeglar.
Materialområdet för oxiddeglar är ganska brett, men endast vissa typer av oxiddeglar är lämpliga för smältning av platina. Till exempel har material som aluminiumoxid, blyoxid och magnesiumoxid alla mycket höga smälttemperaturer (aluminiumoxid 2050 ℃, magnesium 2800 ℃, zirkoniumoxid 2680 ℃), vilket gör dem till vanliga degelmaterial; deras termiska chockmotstånd är dock dåligt och de är benägna att spricka och för tidigt misslyckas när de används i gjutning av platinasmycken.
För närvarande används kvartsdeglar huvudsakligen för gjutning av platinasmycken. Kvartsdeglar har god motståndskraft mot termisk chock och kan i allmänhet motstå snabb kylning och uppvärmning under induktionsvärmningshällning. Men de har också en framträdande fråga: deras eldfasthet måste förbättras för att klara de höga temperaturerna under platinasmältningen. När antalet användningar ökar fortsätter väggtjockleken på degelns sida och botten att bli tunnare, vilket effektivt ökar den användbara volymen. Samtidigt minskar den yttre diametern på degelns smältzon något (figur 5-12). Särskilt när råvarorna inte förlegeras och smälts direkt i degeln, används ofta högre smälttemperaturer och längre smälttider för att främja en enhetlig sammansättning, vilket leder till en ökad sannolikhet för degelerosion och försämrar den smälta metallens metallurgiska kvalitet.

Tabell 5-10 visar degelns dimensioner och volym efter olika antal användningar. Därför uppfyller de nuvarande kvartsdeglarna inte tillräckligt gjutningskraven för högkvalitativa platinasmycken, och degelmaterial måste utvecklas som bättre matchar motståndskraft mot termisk chock och eldfasthet.
Tabell 5-10 Förändringar i väggtjocklek och effektiv volym hos kvartsdeglar efter smältning av platina
| Antal/tider för smältugnen | Sidoväggens tjocklek vid slagglinjen /mm | Botten tjocklek på degeln /mm | Förändring av smältzonens ytterdiameter /mm | Effektiv volym /mL |
|---|---|---|---|---|
| 0 | 8.1 | 12.9 | 0 | 35.85 |
| 4 | 7.0 | 11.6 | 0.14 | 36.94 |
| 10 | 4.6 | 9.1 | 0.44 | 39.48 |
4.2 Gjutmaterial
Platinagjutningstemperaturen är hög, den smälta metallens relativa densitet är stor och centrifugalgjutning används ofta tillsammans med de gjutmaterial som används. Materialen måste uppfylla prestandakrav som hög värmebeständighet, god termisk stabilitet, låg reaktivitet med smält metall, hög formhållfasthet och viss permeabilitet. För precisionsgjutning av guld- och silversmycken används vanligtvis gipsformmaterial, vilket är mycket bekvämt eftersom uppslamningen kan stelna snabbt och lätt rengöras efter gjutning. För gjutning av platinasmycken är gipsformmaterial emellertid olämpliga eftersom gips har dålig termisk stabilitet och kommer att genomgå termisk sönderdelning vid 1200 ℃ och styrkan hos gipsformar är relativt låg. Hälltemperaturen för smält metall under platinagjutning är ofta över 1850 ℃. Om gipsformmaterial används kommer gjutgodset att drabbas av allvarliga defekter som porositet och sandhål.
Därför bör man vid platinagjutning använda gjutformsmaterial som använder fosfater och kiselsol som bindemedel, eftersom deras högtemperaturhållfasthet är mycket högre än gipsformarnas och de har bättre termisk stabilitet, vilket är fördelaktigt för att få gjutgods med bättre ytkvalitet. Uppslamningen gjord av dessa formmaterial självförstelnar emellertid inte snabbt som gipsgjutningspulveruppslamning; istället kräver det långsam uttorkning för att uppnå initial våtstyrka. Annars kan formen spricka under bränningen, vilket leder till defekter som grader och sandhål i gjutgodset (figur 5-13). Hållfastheten hos fosfat- och kiselsolbundna formar är mycket hög, med dålig flexibilitet, och de är benägna att spricka på grund av platina-legeringens dåliga plasticitet i gjutningstillståndet. Formens resthållfasthet är mycket hög, vilket gör det svårt att rengöra gjutgodset.

4.3 Fel i gjutningen
Under gjutning av platinasmycken kommer defekter som porositet, krympning och inneslutningar sannolikt att uppstå. Figur 5-14 visar porositetsdefekter på en Pt950 platina ringgjutning. Förekomsten av porositet är nära relaterad till legeringens egenskaper och smält- och gjutprocessen. Platina-legeringar har en stark tendens att absorbera gas, och när legeringen smälts i en atmosfär med otillräckligt vakuum eller under atmosfäriska förhållanden kan det leda till defekter.
Vid höga temperaturer är smält metall benägen att absorbera gaser; ju högre smältmetalltemperaturen är, desto allvarligare är gasabsorptionen. När den smälta metallen hälls i formen kyls den snabbt ned och lösligheten hos gaser i den smälta metallen minskar kraftigt. De gaser som inte kan lösas upp fälls ut, och om de utfällda gaserna inte kan drivas ut i tid kommer de att fångas på ytan eller inuti gjutningen och bilda porer. Platina-legeringar har en hög smälttemperatur och uppvisar en viss tendens att absorbera gaser, men olika typer av legeringar har varierande tendenser. Under samma grad av överhettning är Pt-Pd-legeringens gasabsorptionstendens i allmänhet större än för andra legeringar. Om gasporer ofta förekommer i gjutningen, är det lämpligt att välja en legering med en mindre gasabsorptionstendens och stärka skyddet under smältningen för att minska gasabsorptionen.

Figur 5-15 visar de mikrokrympningsdefekter som uppstod under gjutningen av Pt900-ringen, vilket är ett vanligt problem vid gjutning av platinasmycken. Krympningsdefekterna försämrar avsevärt poleringskvaliteten på smyckesytan, och allvarlig krympning kan också påverka den övergripande kvaliteten, smyckets mekaniska egenskaper. Anledningen ligger i platina-legeringars höga smältpunkt och den smälta metallens höga viskositet, vilket skapar ett betydande flödesmotstånd. Efter att den smälta metallen har hällts i formen svalnar den snabbt och tiden den förblir i flytande form är kort. När gjutningen genomgår stelningskrympning, om den smälta metallen inte kan övervinna flödesmotståndet för att nå de områden som behöver kompletteras, kommer den i slutändan att lämna krympningsfel i gjutningen. Ju bredare kristallisationsintervallet för platina-legeringen är, desto mer utvecklade är dendriterna som bildas under stelning, vilket gör det lättare för den smälta metallen att isoleras i små flytande regioner under stelningsprocessen. När dessa flytande regioner genomgår stelningskrympning, tycker de att det är svårt att ta emot extern smält metalltillskott, vilket resulterar i mikroskopisk krympning. Därför är gjutgods av platinasmycken benägna att krympningsfel, och under gjutningen är det lämpligt att välja platinalegeringar med bättre flytbarhet och mindre kristallisationsintervall, och storleken på hällkanalerna bör i allmänhet vara större än för guld- och silversmycken.

4.4 Polering av platina
Vid tillverkning av platinasmycken är svårigheter med ytpolering en mycket vanlig fråga som är nära relaterad till platinas egenskaper. Inhemska platinainläggssmycken använder huvudsakligen Pt950, som har en lägre hårdhet. De gjutna ämnena har vanligtvis otillräcklig densitet, med defekter som lufthål och krympning, vilket gör det enkelt att producera repor under polering. Efter polering är ytan benägen för bucklor och repor på grund av dess låga hårdhet.
Därför bör man i produktionen sträva efter att förbättra platina-legeringarnas hårdhet genom förstärkning av fast lösning, finkornig förstärkning, åldringsförstärkning och deformationsförstärkning, och åtgärder bör vidtas för att förbättra kvaliteten på smyckesämnen och öka deras densitet. Under slipningsprocessen är det viktigt att korrekt bedöma tillståndet för ytdefekter och välja lämpliga korrigerande åtgärder. Använd allt finare sandpapper för att upprepade gånger slipa ytan tills de slutliga reporna är mycket små, nästan osynliga. Undvik överhettning under poleringen, annars kan polermedlet lätt fastna på arbetsstyckets yta och blandas med nästa finare polermedium, vilket orsakar korskontaminering.
Avsnitt III Palladium och dess legeringar används i smycken Material
1. Palladiumsmycken
1.1 Palladiumsmyckenas utvecklingshistoria
Palladium är en sällsynt vit ädelmetall som användes i smycken redan på 1940-talet. Under andra världskriget stoppades användningen av platina för civilt bruk eftersom regeringen utsåg den till en strategisk reserv. Vissa välkända smyckesmärken, som Tiffany & Co. i USA, hade valt att använda palladium istället för platina för smyckestillverkning. Palladium kom dock inte att användas i någon större utsträckning inom smyckesindustrin efter kriget. Anledningen är att även om priset på platina fortfarande var relativt acceptabelt vid den tiden, så gjorde palladiums speciella fysiska egenskaper att tillverkningsprocessen blev svårare. På grund av detta har palladium alltid spelat en "stödjande roll" i smyckestillverkning. I tidiga platinasmycken från Japan och Kina var legeringen, allmänt känd som det fyllmedel som användes, palladium, så det fanns en viss tillämpning av palladium i smyckesindustrin. Den utbredda tillämpningen av palladium i smycken har verkligen sitt ursprung i Kina. I slutet av 2003, när platinapriserna var höga, började Kina kraftfullt främja användningen av palladium för smyckestillverkning. Palladiumsmycken blev snabbt en ny favorit på smyckesmarknaden, och många smyckesbutiker inrättade särskilda diskar för palladiumsmycken, vilket ledde till en snabb utveckling av marknaden för palladiumsmycken och gjorde Kina till världens största konsument av palladiumsmycken. Under tiden utvecklade USA, Japan och Europa också palladiumsmycken, och många internationellt kända juvelerare och toppmodesmyckesdesigners ser i allmänhet ett brett utvecklingsutsikter för palladiumsmycken. Internationellt kända varumärken började också fokusera på palladiumsmycken och utnyttjade fullt ut den unika briljansen och den starka plasticiteten för att skapa det ena moderna och eleganta smycket efter det andra.
Jämfört med platinasmycken är dock den kemiska stabiliteten hos palladiumsmycken relativt dålig. Efter att ha burit palladiumsmycken under en period tenderar de att bli tråkiga. Dessutom ger den lägre densiteten hos palladiumsmycken dem en lätt och luftig känsla, vilket resulterar i en sämre textur. Bearbetningssvårigheterna är större än för platina; under smältning är det benäget att flyga och har en hög förlustgrad. Produkterna riskerar att få problem med porositet, brott och missfärgning vid svetsning, vilket ställer höga krav på alla delar av produktionen. Den tekniska nivån hos vanliga guldbutiker och smyckesbearbetningsfabriker är ofta otillräcklig för att bearbeta palladium, vilket gör att de flesta guldbutiker är ovilliga att köpa tillbaka palladiumsmycken. Detta har lett till att den inhemska marknaden för palladiumsmycken har stött på en utvecklingsflaskhals efter en kort period av ära, särskilt under de senaste åren, eftersom priset på palladium har skjutit i höjden på grund av den ökande efterfrågan på miljömarknaden, vilket avsevärt överstiger platina, vilket ytterligare hindrar utvecklingen av palladiumsmycken.
1.2 Renhetsmärkning av palladiumsmycken
Rena palladiumsmycken är den högsta graden av smycken, med en teoretisk grad på 1000 ‰. Rent palladiummaterial är mjukt och kan i allmänhet endast tillverkas till vanliga guldsmycken utan infattade ädelstenar, såsom ringar, halsband, örhängen etc. Om ädelstenar ska infattas måste en liten mängd andra metaller, t.ex. iridium, rutenium eller koppar, tillsättas palladiumet för att öka hårdheten och segheten hos rent palladium. Därför tillverkas de flesta palladiumsmycken av palladiumlegeringar, som kan delas in i högvärdigt palladium och lågvärdigt palladium, baserat på deras sammansättning. Högvärdigt palladium har vanligtvis ett palladiuminnehåll på över 80%, där legeringar som innehåller 95% är de mest använda; lågvärdigt palladium har vanligtvis ett palladiuminnehåll som inte överstiger 50%.
För att säkerställa palladiumets renhet i varje smycke måste varje palladiumsmycke vara märkt med en Pd-renhetsetikett. De flesta länder i världen uttrycker kvaliteten på palladiumlegerade smycken i tusendelar, till exempel Pd850, Pd900, Pd950 och Pd990, som representerar renheten av Pd i smycket som 850 ‰, 900 ‰, 950 ‰ respektive 990 ‰.
2. Material för smycken av palladiumlegering
2.1 Rent palladium
Palladiums genomsnittliga reflektionsförmåga för synligt ljus är cirka 62,8%, lägre än silver och platina, och verkar gråvitt. Palladium har den lägsta korrosionsbeständigheten bland alla metaller i platinagruppen men är fortfarande bättre än silver. I en normal atmosfärisk miljö uppvisar palladium god korrosionsbeständighet och antifärgegenskaper. Densiteten för palladium är 12,02 g/cm3Palladium klassificeras som en lätt ädelmetall och jämfört med guld och platina är palladiumsmycken med samma volym lättare. Däremot verkar palladiumsmycken med samma vikt ha en större volym.
Rent palladium i glödgat tillstånd har en hårdhet på cirka HV42, en draghållfasthet på cirka 190 MPa och en töjning på 35%-40%, vilket uppvisar god bearbetningsprestanda. När deformationen är 50% ökar hårdheten till HV110 och draghållfastheten är cirka 350 MPa. Arbetshärdningshastigheten för palladium är högre än för platina.
2.2 Palladiumlegering för dekoration
På grund av den låga hållfastheten och hårdheten hos rent palladium blir det lätt deformerat och slitet vid tillverkning av smycken. Därför kräver det ofta förstärkande behandling i den faktiska produktionen. Högkvalitativa palladiumlegeringar kan bara innehålla en liten mängd eller spår av legeringselement, som bör ha höga härdnings- eller förstärkningseffekter. De förstärkande effekterna av olika legeringselement på palladium varierar kraftigt (Figur 5-16), bland vilka elementen med bättre härdnings- och förstärkningseffekter inkluderar Ru, Ni-Ir, Cu och andra.

2.2.1 Pd-Ru-legering
Fasdiagrammet för den binära legeringen visas i figur 5-17. Denna legering tillhör det peritektiska systemet, där den maximala lösligheten av rutenium i palladium är 17,2%(at) och den peritektiska reaktionstemperaturen är 1583℃, Pd-Ru. Legeringen är en enda fast lösning vid höga temperaturer. När temperaturen sjunker minskar lösligheten av rutenium i palladium, vilket leder till utfällning av en ruteniumrik fas vid en viss temperatur, vilket förbättrar legeringens styrka.

Bland de vanliga legeringselementen har rutenium den starkaste förstärkningseffekten på palladium, och legeringen har en hög arbetshärdningshastighet. Med ökningen av Ru-innehållet ökar hårdheten och styrkan hos den fasta lösningen Pd-Ru-legering avsevärt, och legeringens arbetshärdningshastighet ökar. Legeringar med lägre ruteniuminnehåll, såsom Pd-Ru, har god bearbetningsprestanda, men när ruteniuminnehållet överstiger 12% (wt), försämras legeringens bearbetningsprestanda. Därför har den Pd-Ru-legering som används för smycken i allmänhet ett lägre ruteniuminnehåll, med 95%Pd-5%Ru som det vanligaste. Egenskaperna för denna legering visas i tabell 5-11. Tillsatsen av rutenium kan förbättra palladiums reflektionsförmåga för synligt ljus, vilket gör att det verkar vitare; det kan också förbättra palladiums korrosionsbeständighet.
Tabell 5-11 95%Pd-5%Ru Legeringens huvudsakliga egenskaper
| Smältpunkt/°C | Densitet/ (g/cm3) | Färg | Hårdhet HV/(N/mm2) | Draghållfasthet/ MPa | |||
|---|---|---|---|---|---|---|---|
| Smältpunkt/°C | Densitet/ (g/cm3) | Färg | Solid lösning | Fast lösning åldrande tillstånd | Bearbetat tillstånd (50%) | Solid lösning | Bearbetad stat (50%) |
| 1590 | 12 | Silvervit | 100 | 160 | 180 | 420 | 650 |
95%Pd-5%Ru kan bearbetas till profiler och sedan göras till smycken eller andra dekorativa föremål genom stämpling, bearbetning och andra metoder; det kan också gjutas direkt i smyckesämnen med hjälp av gjutningsmetoden med förlorat vax och sedan sättas in i ornament genom forminställning.
2.2.2 Pd-Cu-legering
Fasdiagrammet för den binära legeringen Pd-Cu visas i figur 5-18. Legeringen är en kontinuerlig fast lösning i högtemperaturområdet. När temperaturen sjunker under 598 ℃, inom kompositionsområdet med minskande palladiuminnehåll, genomgår Pd-Cu-legeringen en ordningstransformation och bildar olika ordnade faser som förbättrar legeringens hårdhet. Eftersom kopparinnehållet kommer att påverka legeringens färg och korrosionsbeständighet efter att ha nått en viss nivå, hålls kopparinnehållet i dekorativa Pd-Cu-legeringar i allmänhet inom 10%, vilket är långt ifrån den ordnande transformationszonen, och legeringsstrukturen är en enda fast lösningsfas. Både koppar och palladium har en ansiktscentrerad kubisk struktur, och deras atomradiusskillnad är inte signifikant, så den förstärkande effekten av koppar i palladium är inte särskilt uttalad.

Obs! Ll2 står för Cu3Pd-typ ordnad fas; står för CuPd-typ ordnad fas; 1D LPS står för endimensionell domänstruktur med omvänd fas; 2D LPS står för tvådimensionell struktur med omvänd fas; 506℃ står för starttemperaturen för Ll2-ordnad fasövergång; 598 ℃ står för starttemperaturen för den β-ordnade fasövergången.
I Pd-Cu-legeringssystemet är 95%Pd-5%Cu-legeringen den mest använda, och dess huvudsakliga egenskaper visas i tabell 5-12.
Tabell 5-12 Huvudegenskaper för 95% Pd-5% Cu-legering
| Smältpunkt/°C | Densitet/ (g/cm3) | Färg | Hårdhet HV/(N/mm2) | Draghållfasthet/ MPa | Förlängningshastighet /% | |||
|---|---|---|---|---|---|---|---|---|
| Smältpunkt/°C | Densitet/ (g/cm3) | Färg | Solid lösning | Bearbetat tillstånd (75%) | Solid lösning | Bearbetad stat (75%) | Solid lösning | |
| 1490 | 11.4 | Silvervit | 60 | 160 | 250 | 550 | 30 | |
Smältpunkten för 95%Pd-5%Cu-legeringen är lägre än för Pd-Ru-legeringen, och dess kristallisationstemperaturområde är mycket litet, vilket är fördelaktigt för gjutningsprestanda. På grund av palladiums höga gasabsorptionsbenägenhet är det dock fortfarande troligt att defekter som porositet uppstår under gjutningen.
På grund av Pd-Cu-legeringens lägre hårdhet kan legeringens hårdhet förbättras ytterligare genom tillsats av en lämplig mängd legeringselement med högre härdningseffekt, t.ex. Ni, Ga och In.
Legeringen 95%Pd-5%Cu kan bearbetas till profiler för tillverkning av smycken och den kan också göras till smycken med hjälp av gjutningsprocessen med förlorat vax. Binära legeringar kan användas för att göra vanliga guldsmycken, medan ternära eller multielementlegeringar som innehåller förstärkande element kan göra inlagda smycken.
2.2.3 Pd-Ga-legering
Fasdiagrammet för den binära legeringen Pd-Ga visas i figur 5-19. Ett fullständigt fasdiagram har ännu inte fastställts, men det spekuleras i att när Ga-innehållet är lågt bildas en kontinuerlig fast lösning under stelningen. När temperaturen sjunker minskar lösligheten av gallium i palladium, vilket leder till utfällning av en fas som förbättrar utskiljningsstyrkan. När galliuminnehållet når en viss nivå bildas en serie mellanfaser under stelningen, vilket gör legeringen hård och spröd. I praktiska Pd-Ga-legeringssystem överstiger därför galliuminnehållet vanligtvis inte 5%, och dess förstärkningseffekt är betydligt större än kopparns och uppvisar en hög härdningseffekt.

Gallium har en mycket låg smältpunkt och dess tillsats till palladium sänker också legeringens smältpunkt. Smälttemperaturen för 95%Pd-5%Ga-legeringen är lägre än för 95%Pd-5%Cu-legeringen, men kristallisationsintervallet för Pd-Ga-legeringen är större än för den senare. Gallium har en mycket hög kokpunkt, men det oxideras lätt i atmosfären, så vakuum eller inert gasskydd krävs under smältning och gjutning. 95%Pd-5%Ga kan användas som en allmän legering och göras till smycken genom bearbetningsprofiler eller förlorat vaxgjutning. På grund av sin höga hållfasthet kan den användas för att skapa inlagda smycken.
För att ytterligare förbättra legeringens prestanda under produktionen tillsätts ytterligare element som In och Ag baserat på Pd-Ga-legeringen, såsom legeringen 95%Pd-5%Ga/Ag utvecklad av det amerikanska företaget Hoover & Strong, som har en glödgad hårdhet på HV125 och ett kristallisationsintervall på endast 30 ℃, och legeringen 95%Pd-5%Ga/In som utvecklats av det italienska företaget Legor, som har en glödgad hårdhet på HV103 och ett kristallisationstemperaturintervall på 50 ℃. Dessa legeringar har god gjutningsprestanda, relativt god gjutkvalitet och anständig återvinningsbarhet.
2.2.4 Pd-Ag-legering
Fasdiagrammet för den binära legeringen Ag-Pd visas i figur 4-13. Denna legering är oändligt blandbar i flytande och fasta faser och bildar en kontinuerlig fast lösning. Tillsats av Ag till Pd sänker legeringens smältpunkt och ökar dess vithet och ljusstyrka.
Pd-Ag-legeringen har god gjutningsprestanda, vilket är fördelaktigt för smyckesproduktion. Som visas i figur 5-16 har silver en viss härdningseffekt på palladium, men effekten är inte framträdande. För högkvalitativa palladiumsmycken gör Pd-Ag-legeringens styrka och hårdhet det svårt att uppfylla produktionskraven. Därför tillsätts ytterligare legeringselement som Ru, Ni, Cu, Ga och In till denna legering för att utveckla ternära eller flerelementlegeringar med bättre hållfasthetsprestanda.
Sovjetunionen lade en gång till en liten mängd Ni till Pd-Ag-legeringen för att stärka den och utvecklade legeringen 85%Pd-13%Ag-2%Ni, som är en enfas fast lösning med en smältpunkt på cirka 1450 ℃, en glödgad hårdhet på cirka HB100 och god korrosionsbeständighet och kemisk stabilitet, tillsammans med god bearbetningsprestanda.
Genom att tillsätta Cu till Pd-Ag-legeringen kan dess hårdhet förbättras i viss utsträckning. För högkvalitativa palladiumlegeringar är dock den kombinerade förstärkningseffekten av Ag och Cu också begränsad (figur 5-20).

3. Vanliga problem med palladiumsmycken
3.1 Problem med mörkare missfärgning
Efter att ha burit palladiumsmycken under en tid blir ytan ofta tråkig. Egenskaperna hos palladium i sig avgör detta: Pd har relativt dålig kemisk stabilitet, dess d-elektronskikt är inte fyllt och det adsorberar lätt organiska gaser. Under den katalytiska verkan av Pd omvandlar de adsorberade organiska ämnena aromatiska föreningar till alifatiska föreningar eller komplexa blandningar och bildar en mörkbrun organisk polymerfilm på ytan, vilket ger den så kallade "bruna pulvereffekten". För att förbättra palladiumsmyckenas anti-dullingprestanda, ur material- och processperspektiv, är det nödvändigt att lägga till legeringselement för att förbättra motståndet mot organisk förorening i Pd, såsom Ag, Au, Cu, Ni, Sn, etc. Dessutom är vitheten hos palladiumlegeringar i sig otillräcklig, och de måste vanligtvis pläteras med rodium på ytan, vilket kräver förbättringar i rodiumpläteringsprocessen för att förlänga beläggningens livslängd. Vid användning är det också viktigt att minska källor till organisk förorening i miljön och att undvika att använda eller förvara dem i atmosfärer som innehåller organiska ämnen som toluen, eter och fenol.
3.2 Problem med gjutprocessen
De flesta uppsättningar smycken måste formas genom gjutning, medan gjutningssvårigheten för palladiumsmycken kraftigt överstiger den för guld- och silversmycken. Detta är relaterat till egenskaperna hos palladiumlegeringar, som huvudsakligen manifesteras i följande aspekter:
(1) Grafitdeglar kan inte användas för smältning av palladiumlegeringar, eftersom de också kommer att drabbas av samma "kolförgiftningsproblem" som platina, och endast kvarts-, magnesia- och andra keramiska deglar kan användas.
(2) Palladiumlegeringen smälter starkt och tenderar att absorbera gas. Under smältningen är den smälta metallen benägen att stänka, vilket resulterar i höga förluster, vilket ställer högre krav på gjututrustning och smältprocesser.
(3) Smältpunkten för palladiumlegering är relativt hög, med gjutningstemperaturer i allmänhet över 1400 ℃, och gjutningstemperaturen för högkvalitativt palladium kan till och med nå 1700 ℃. Därför kommer konventionella gipsformar att orsaka allvarliga reaktioner, och keramiska formar med fosfatbindemedel måste användas.
3.3 Frågor om underhåll och återvinning av palladiumsmycken
Hantverket av palladiumsmycken är ganska utmanande, och produkter har oundvikligen olika problem som kan exponeras under användning, såsom missfärgning, exponerade håldefekter, sprickor eller brott. Smyckesmarknaden har ännu inte bildat en komplett underhålls- och servicekanal efter försäljning. Vanliga guldbutiker eller smyckesfabriker har ofta svårt att tillgodose underhålls- eller återvinningsbehov för palladiumsmycken på grund av hårdvaruförhållanden och tekniska begränsningar, vilket utan tvekan orsakar problem för konsumenter av palladiumsmycken.
Copywrite @ Sobling.smycken - Anpassad smyckestillverkare, OEM och ODM smyckesfabrik














