Hur gör man för att forma, montera och fasettera ädelstenar?
Formning och limning av ädelstensråmaterial till staven, Slipning och polering av fasetterade ädelstenar
Inledning:
Den här guiden ger en djupgående inblick i ädelstensformning med fokus på de viktiga processerna för formning av råa stenar, montering av ädelstenar på stavar samt slipning och polering av fasetterade ädelstenar. Det är ett måste för alla inom smyckesindustrin som vill förfina sina färdigheter i att förvandla råa ädelstenar till polerade juveler. Lär dig hur du uppnår precision vid stenformning, säkerställer kvalitet vid limning och behärskar konsten att facettslipa för en felfri finish.
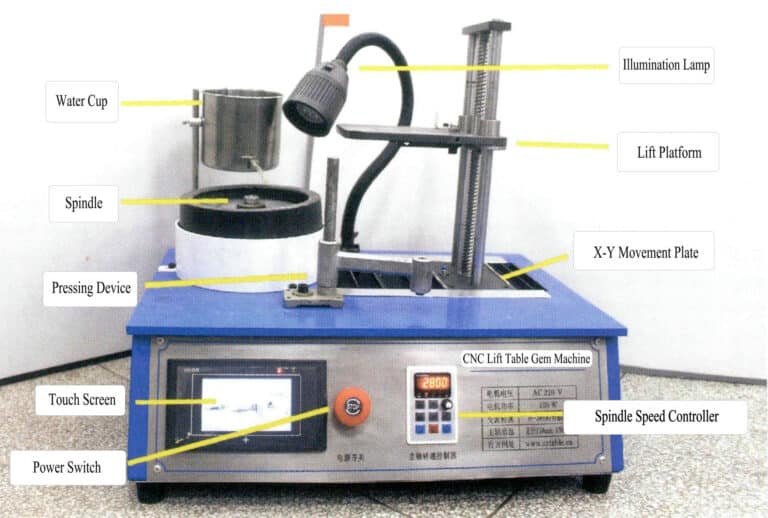
Struktur för CNC-maskin för skärning av ädelstenar
Innehållsförteckning
Avsnitt I Ädelsten grov sten Formning
1. Principer och metoder för grov stenformning
Att forma ädelstenar är att forma midjemåttet efter att ha skurit råmaterialet.
1.1 Principen för grov stenformning
Princip för ädelstensformning-Slipning av den designade midjeformen och storleken på ädelstenen på ädelstenens råa. I produktionen slipas den slipade ädelstenens råmaterial för att uppnå den midjeform och storlek som uppfyller designkraven, som visas i figur 5-1.

1.2 Metoder för grovformning av ädelstenar
(1) Formning av en enda sten
Ädla naturliga ädelstenar och ädla syntetiska ädelstenar med en liten orderkvantitet använder en enda partikelformningsmetod.
(2) Utformning för massproduktion
Vanliga naturliga och syntetiska ädelstenar använder en halvautomatisk maskin för formningsmetoder för batchproduktion.
2. Kvalitetskrav för formning av ädelstenar
2.1 Formen på ädelstenens midja är korrekt (Figur 5-2)
2.2 Enhetliga produktdimensioner
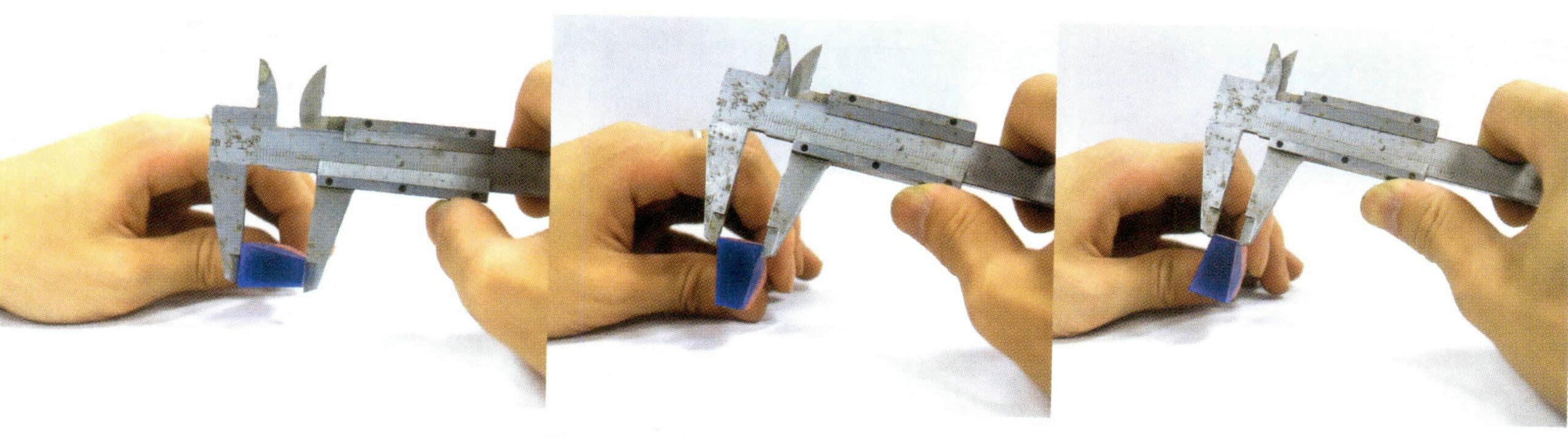
Dimensionstoleransen för precisionsämnen av grov sten är inom ±0,01 mm för storskalig bearbetning av grov sten, vilket visas i figur 5-3.

2.3 Insättning av ädelstenar enligt provring (Figur 5-4)
2.4 Produktion enligt orderritningar (Bild 5-5)
3. Process och utrustning för grovformning av enstaka ädelstenar
Midjeomkretsen på ädelstensråvaran måste formas och dimensioneras exakt genom slipning, vilket kräver rimliga produktionsprocesser, exakt utrustning och skickliga ädelstensbearbetningstekniker för att producera ämnen som är exakt formade och uppfyller storleksstandarder.
3.1 Vanlig universalmaskin eller vanlig ädelstensmaskin för formning av enstaka ädelstenar
Formningsprocessen för enstaka ädelstenar innebär att ett triangulärt stycke limmas med en järnstång, formas på utrustningen och att formningens kvalitet och dimensioner inspekteras.
(1) Limma det triangulära kakelmaterialet med gem-lim på en speciell järnstång (Figur 5-6)
(2) Formning på utrustningen
Formningen på universalmaskinen visas i figur 5-7 och formningen på den vanliga ädelstensmaskinen visas i figur 5-8.

(3) Kontrollera formningsmåtten (bild 5-9)
3.2 Vanlig formningsutrustning och strukturer för produktion av enstaka ädelstenar
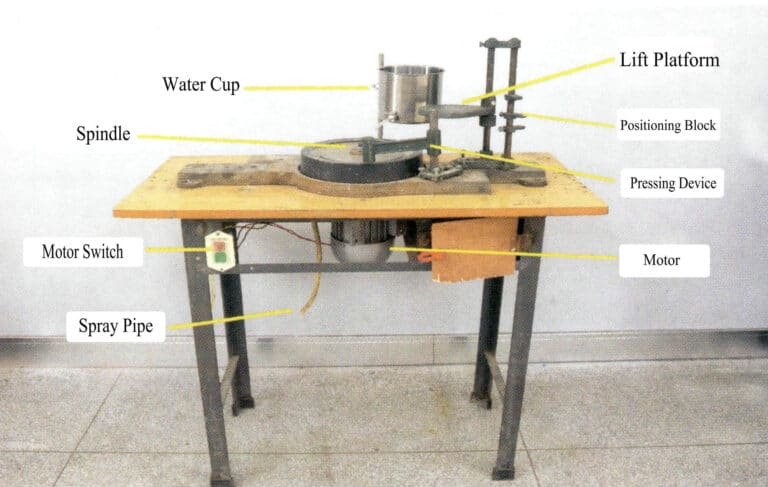
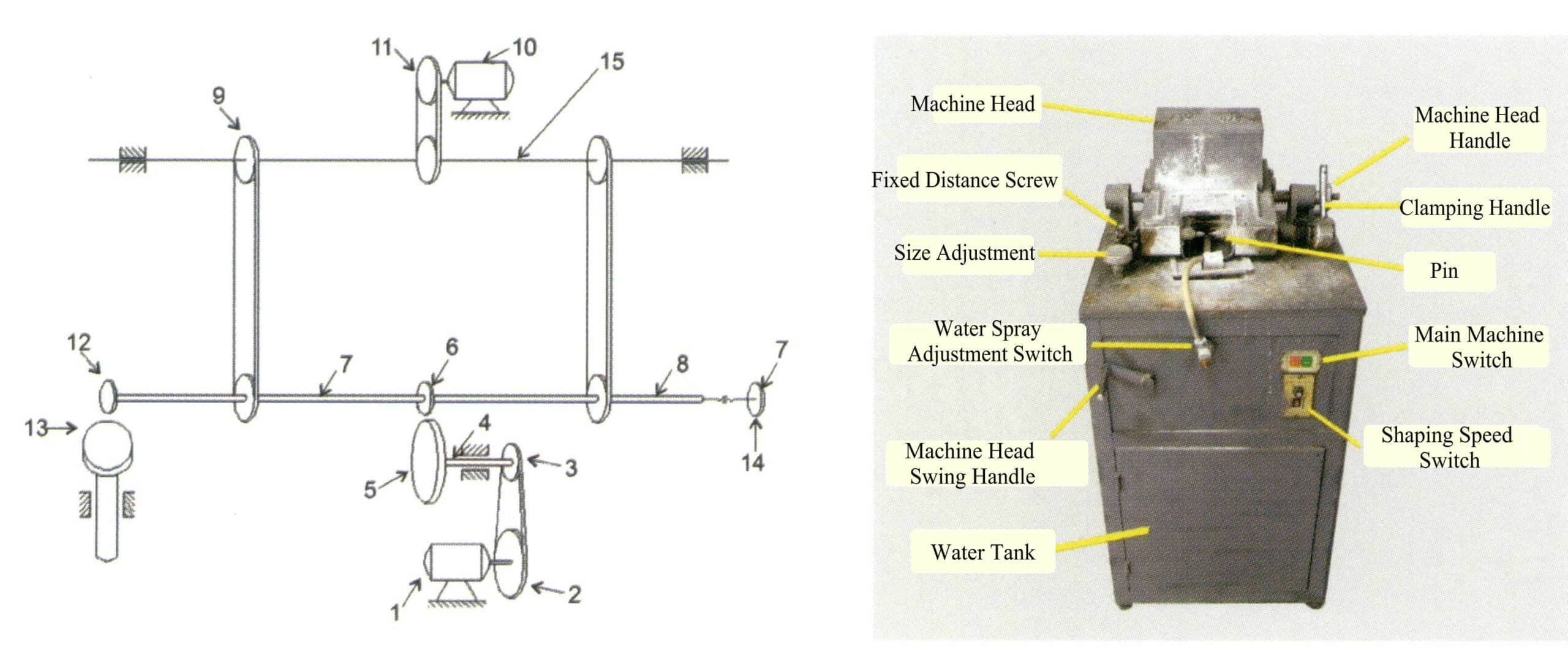
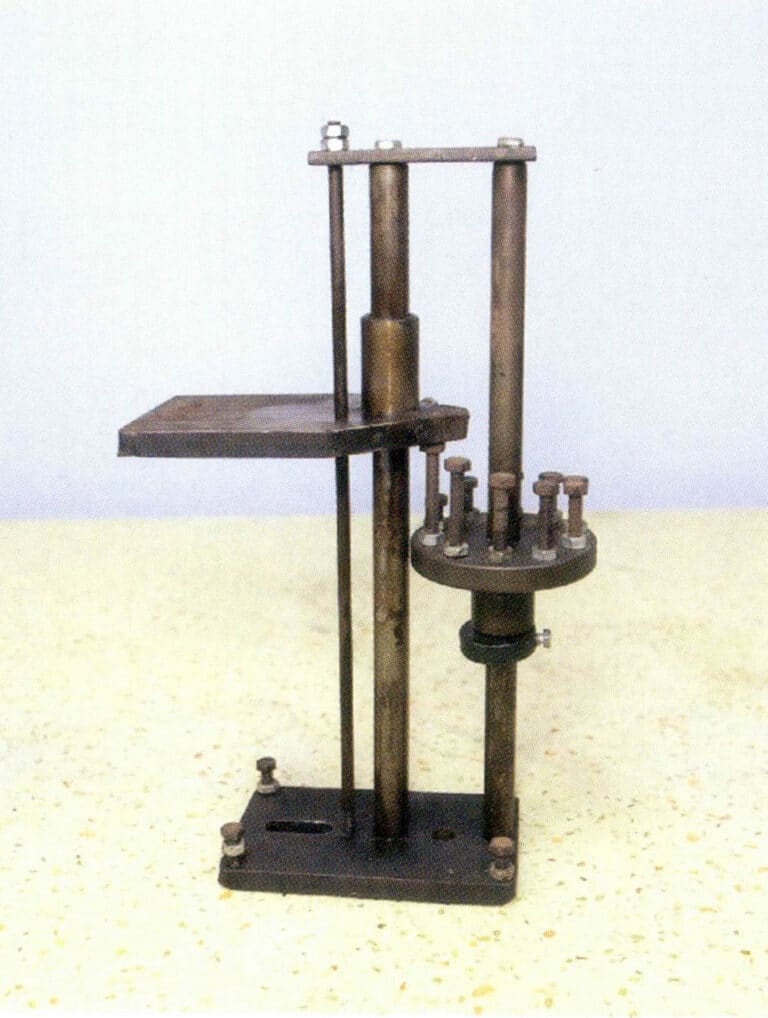
Universalmaskinens struktur visas i figur 5-10, strukturen för CNC-lyftplattformens ädelstensmaskin visas i figur 5-11 och strukturen för den vanliga ädelstensmaskinen visas i figur 5-12.
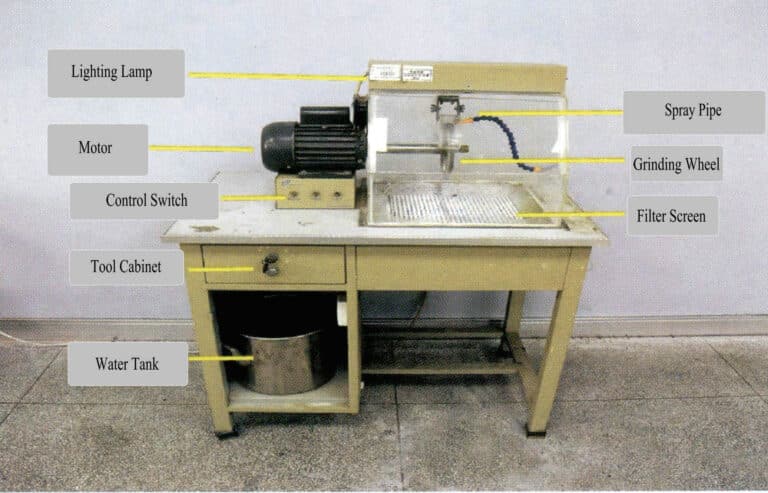
3.3 Funktioner och användningsområde för den universella polermaskinen för ädelstenar
Kraften i den universella polermaskinen för ädelstenar tillhandahålls av en 250 W motor ① installerad på basen, med en hastighet av 1400r/min. Motorn ① har en spindel ② monterad på sin axel, och en slipskiva ③ är installerad i spindelns främre ände, som kan ersättas med olika verktyg för specifika tillämpningar enligt följande.
(1) Formning
Byt ut slipskivan mot den slipskiva som krävs för att forma ädelstenen, se bild 5-13.
(2) Polering
Byt ut polerskivan mot en polerskiva för att polera ädelstenen (se bild 5-14).

(3) Gravyr
Om du byter till jadeverktyg kan du skära ädelstenar, som figur 5-15 visar.

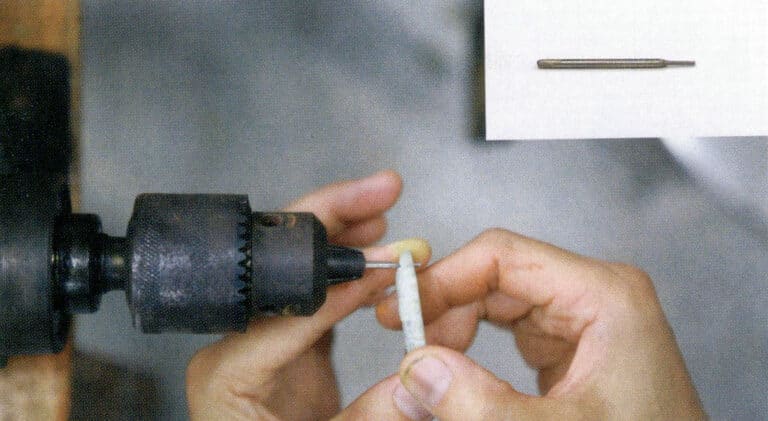
(4) Borrning
Byte till borrchuck och verktyg för att borra ädelstenar, enligt bild 5-16.
(5) Bearbetning av ädelstenar med böjd yta
Ädelstenar med böjd yta kan bearbetas genom att byta till en spårskiva, som visas i figur 5-17.

4. Exempel på produktion av vanliga ädelstensråvaror
4.1 Bearbetning av rå ädelsten med plan yta
Slät (konvex eller krökt) ädelstensråvara - Formen på ädelstenens midja består av krökta ytor, såsom runda, ovala, päron, marquise, hjärtformer etc. Den midja som bildas av den krökta ytan kallas en krökt yta ädelsten grov.
(1) Bearbetning av slät ädelstensråvara
Fäst den slipade råstenen på en järnstång med hjälp av ädelstenslim. När limmet har svalnat, forma det enligt den metod som visas i figur 5-18 för släta (böjda) ädelstensråstenar. Noggrannheten i formen och storleken på råstenen beror huvudsakligen på personens skicklighetsnivå.

Video om formning och efterbehandling av cabochonstenar
(2) Bearbetning av ovala (äggformade) ädelstensråämnen
Fäst den skurna råstenen på en järnstång med ädelstenslim, och när limmet har svalnat följer du bearbetningen för den ovala (ägg)formade ädelstenen enligt figur 5-19. Personens skicklighetsnivå styr huvudsakligen grov form och storleksnoggrannhet.

Oval (äggformad) ädelsten - video om formning och efterbehandling
4.2 Process för grovformning av linjära ädelstenar
Den linjära formen av ädelstensråsten består av raka linjer, såsom en smaragdform (en liten oktagon), kvadrat, rektangel, trapets etc. Midjan av dessa former kallas för en linjär ädelstensformad råsten.
(1) Principen för linjär grovformning av ädelstenar
Utrustningens sammansättning: På basen är en 180 W motor med en hastighet av 2800r/min (1) installerad. Motorn (1) har en spindel med ett huvud (2) monterat på sig, huvudet (2) har en bricka (3) och en slipskiva (4) monterad, och det finns parallella åttkantiga handdynor (5) på maskinen. Under drift måste axeln på den åttakantiga handen (6) vara parallell med arbetsbordet (9) på utrustningen för att säkerställa parallelliteten hos ädelstenens råmaterial. Den råa ädelstenen (8) limmas fast på järnstången (7) med ädelstenslim (bild 5-20).
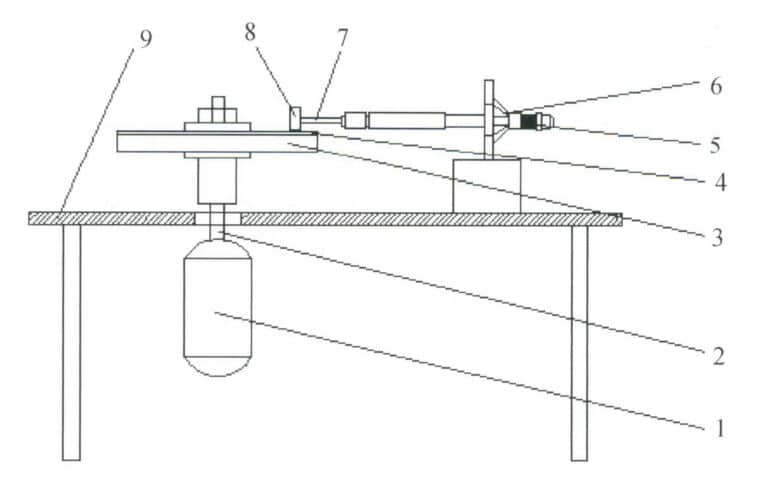
1. motor; 2. axelhuvud; 3. bricka; 4. sandskiva; 5. distans; 6. åttakantshandtag; 7. järnstång; 8. grov sten; 9. arbetsbänk
(2) Enkelkristall stegklippt ädelsten grov formning bearbetning
Bearbetningsflöde: skära remsor - skära triangulära material - lim - övre stång - ädelsten maskinformning - fullständig formning, som visas i figur 5-21.
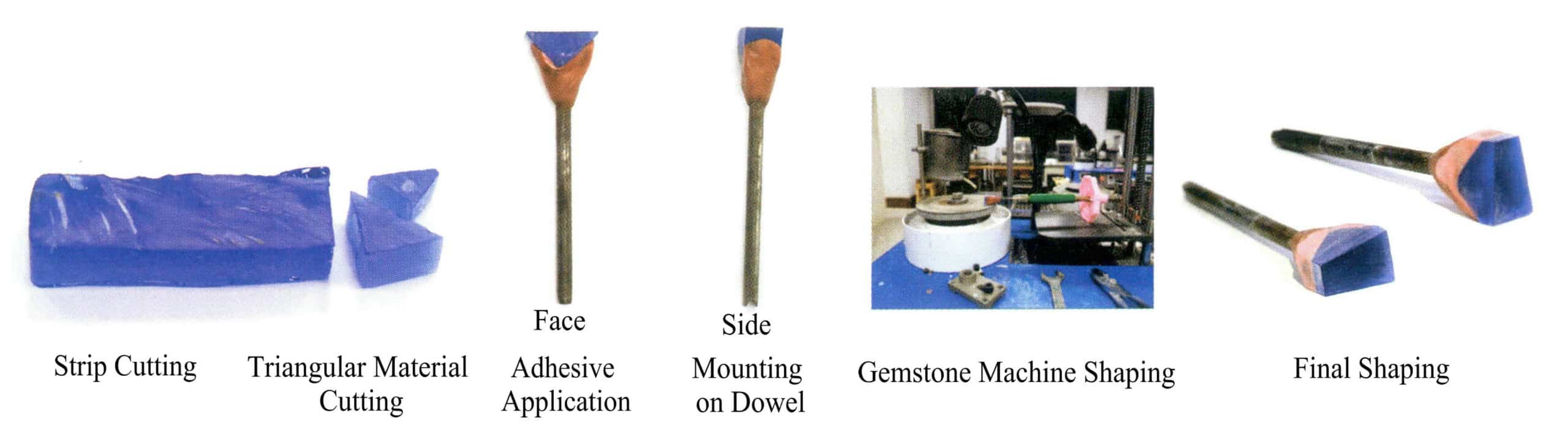
Formningsoperationen för CNC-maskinen för ädelstenar visas i figur 5-22.
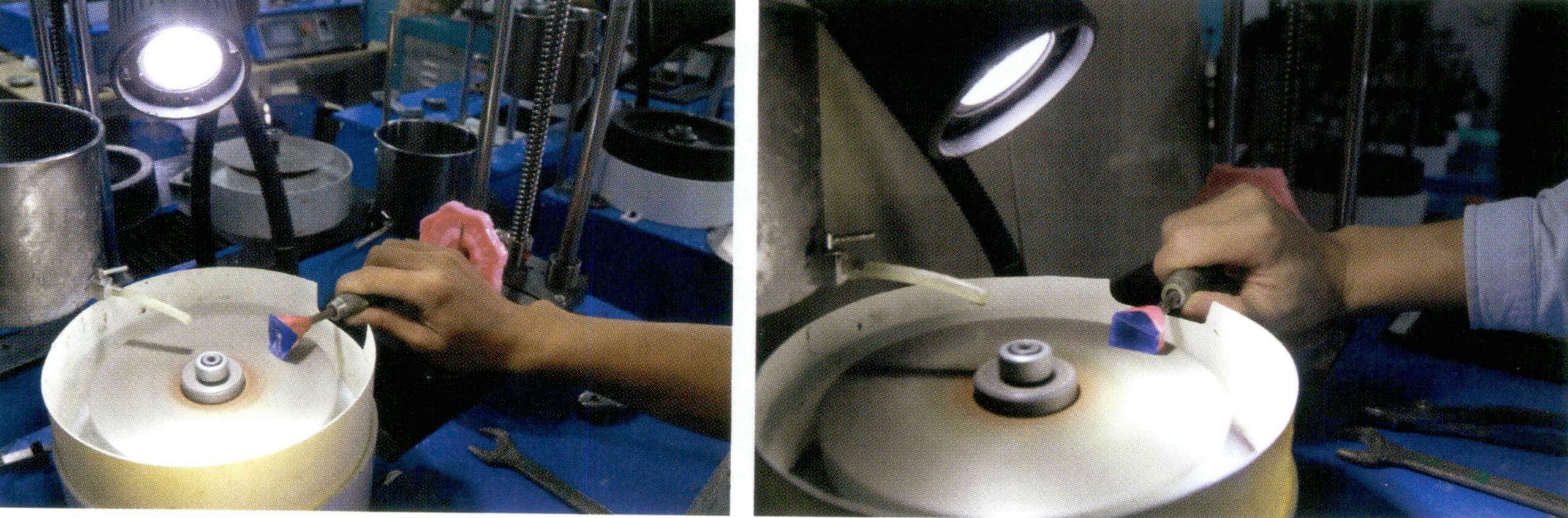
(3) Formbearbetning av ädelstensråvaror av typen enkelkristall, fyrkantig rät vinkel, parallell linje
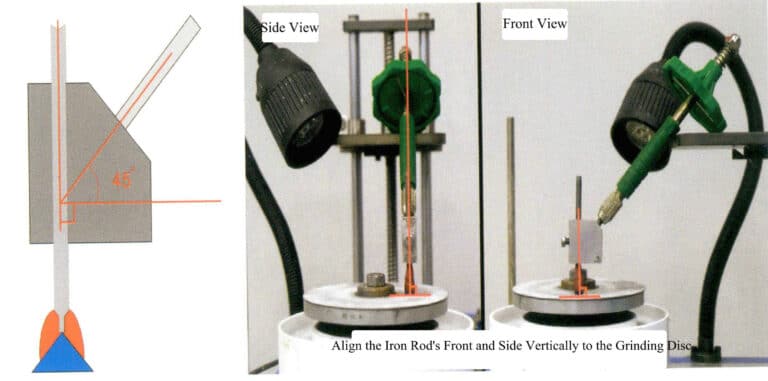
För in järnstången med ädelstensråämnen i den åttkantiga hållaren, justera arbetsbänkens vinkel så att den åttkantiga hållaren är parallell med slipmaskinens slipskiva, slå på motorbrytaren, slå på kylvattenbrytaren (storleken på ämnet avgör storleken på vattenflödet), håll den åttkantiga hållaren med höger hand, vila det åttkantiga handtaget på arbetsbänken och placera ädelstenen på slipskivan (Figur 5-23).
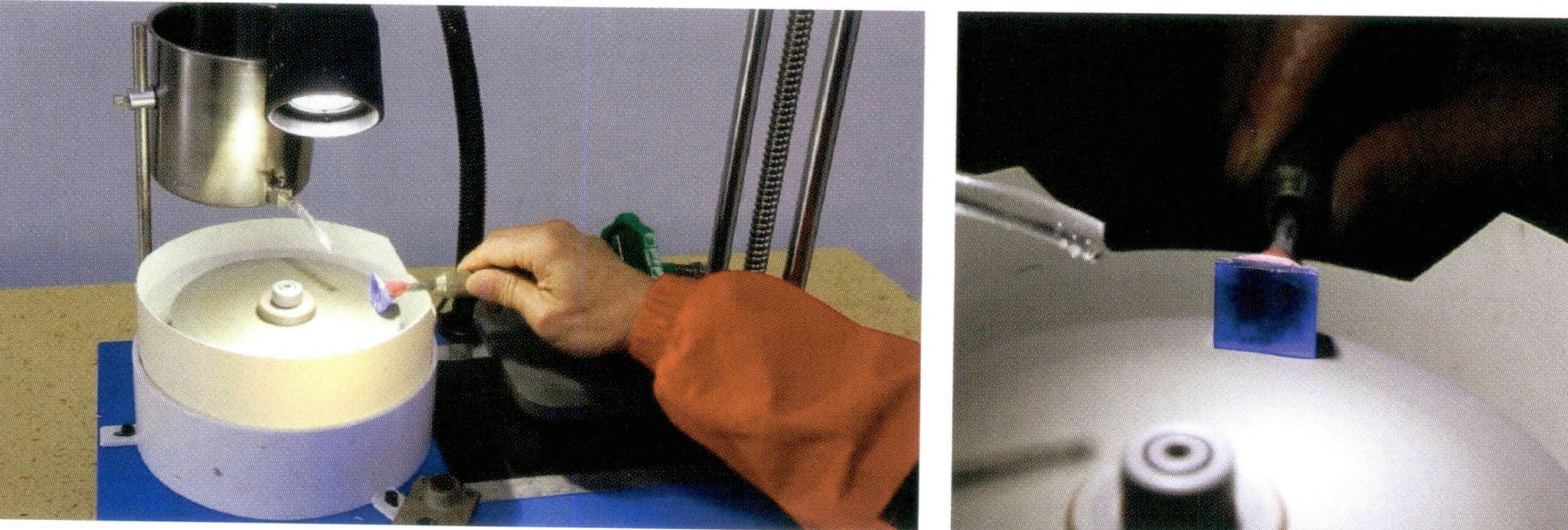
(4) Slipning med en enda smaragd (rektangulär fas) (Bild 5-24)
Smaragdslipad (rektangulär avfasad) ädelsten - video om formning och efterbehandling
4.3 Formningsprocess för specialformade ädelstensråämnen
Förutom de ovannämnda stenråvarorna, om en grop visas i en viss del av stenråvaran, anses den vara en specialformad dålig typ. Denna specialformade ädelsten är grov i sin hjärtform, plommonblomsform, pentagramform etc., har gropar bearbetade baserat på dess yttre form och måste använda en gropstansmaskin för formning.
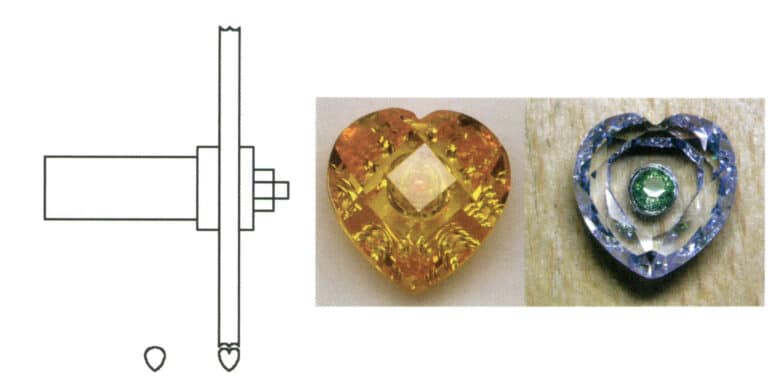
(1) Formningsprincip för hjärtformad ädelstensråvara (figur 5-25)
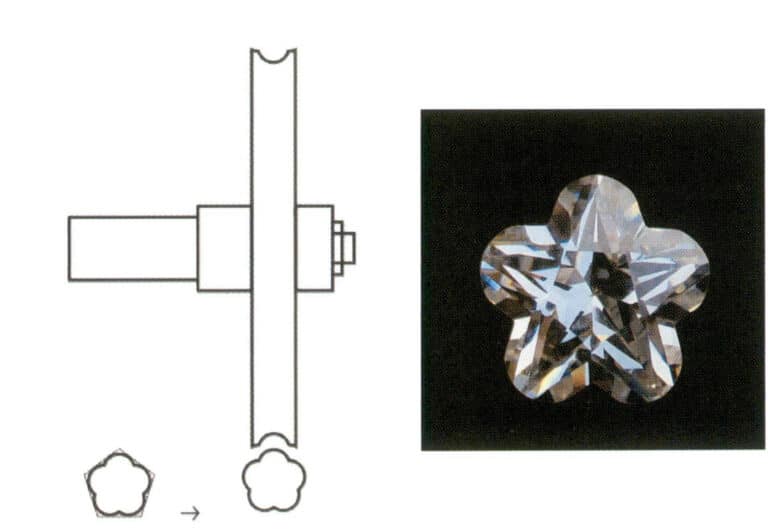
(2) Formningsprincipen för Plum Blossom Gem Rough (figur 5-26)
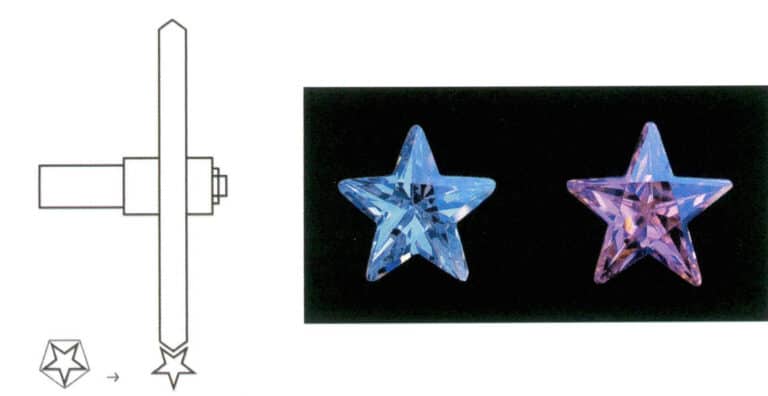
(3) Formningsprincipen för Pentagram Gem Rough (Figur 5-27)
5. Utrustning för massproduktion av ädelstensdefekter
5.1 Halvautomatisk formningsutrustning
(1) Struktur och arbetsprincip för den halvautomatiska formningsmaskinen
Vid formning av ädelstensråämnen i serieproduktion används den utrustning som visas i figur 5-28. Slipskivan drivs av en rem som överför kraft till spindelhuvudet. Slipskivan är monterad på spindelhuvudet och en uppsättning roterande anordningar för stenråmaterialet är också installerade på ramen. Genom att flytta formen kan olika blanka former produceras. Noggrannheten i stenämnets form och storlek bestäms av formens precision och handhjulets justering.
1. motor; 2. stor remskiva; 3. liten remskiva; 4. spindel; 5. diamantslipskiva; 6. ädelstensämne; 7. fast toppstift; 8. rörligt toppstift; 9. kedjehjul; 10. reduktionsmotor; 11. kedjehjul för reduktionsmotor; 12. ädelstensform; 13. justeringsstång för form; 14. handhjul; 15. Sprocket axel
Utrustningens arbetsprincip: Anslut strömförsörjningen för att starta motorn (1), som driver den stora triangulära remskivan (2) monterad på motorns (1) axel, vilket leder till rotation av spindelns triangulära remskiva (3) och diamantslipskivan monterad i den andra änden av spindeln. Ädelstensformen (12) är monterad i ena änden av det fasta utmatningsstiftet (7), medan den andra änden trycker mot ädelstensråämnet (6). Den andra änden av ädelstensråämnet (6) är utrustad med ett rörligt utkastarstift (8), som drar åt ädelstensråämnet (6) under inverkan av handhjulet (14). Reduktionsmotorn (10) driver tre kedjehjul som är monterade på kedjeaxeln (15) att rotera. Kedjehjulen i båda ändarna av kedjeaxeln (15) driver de rörliga och fasta utmatningsstiften att rotera, vilket fullbordar stenens formningsprocess. Spaken för justering av formen justerar storleken på stenämnet.
Den halvautomatiska formningsmaskinen kan forma runda former och genom att installera olika typer av profilerande formningshjul kan den bearbeta olika former av ädelstenar, glaslinser etc. med enhetliga dimensioner och hög precision. Den kan också bearbeta olika oregelbundna hängen, såsom hjärtformade, runda, ovala, bladformade, åttkantiga, triangulära, kalebassformade, vattendroppformade, lyktformade etc.
Nackdelen med den halvautomatiska formningsmaskinen är att den kräver manuell fastspänning av ämnet och sedan manuell sänkning av dragstången för att slutföra en processcykel.
5.2 Helautomatisk formningsutrustning
Helautomatisk formningsutrustning använder halvautomatisk formningsutrustning som huvudmaskin och lägger till automatiska mekanismer för fastspänning och frigöring av grov sten och automatiska matningsanordningar för att bilda helautomatisk formningsutrustning.
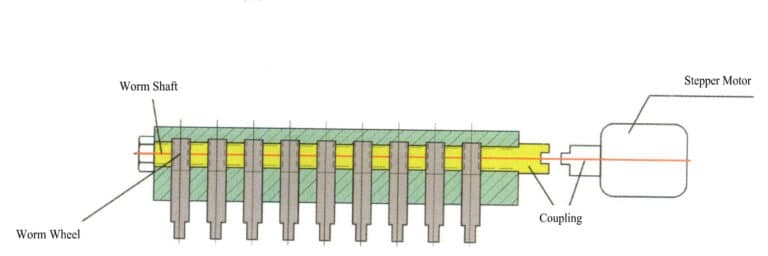
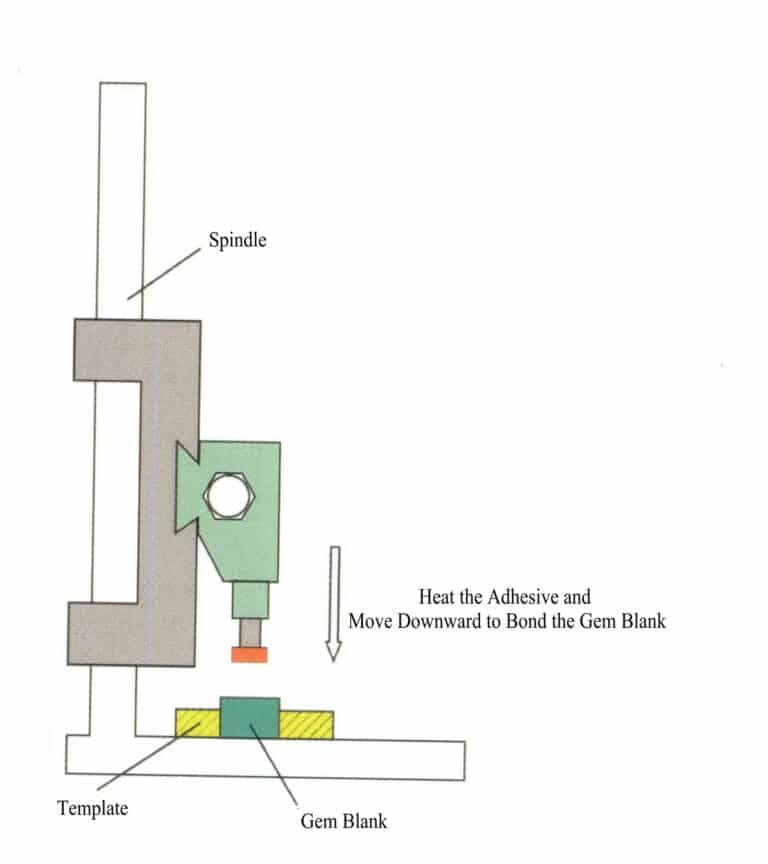
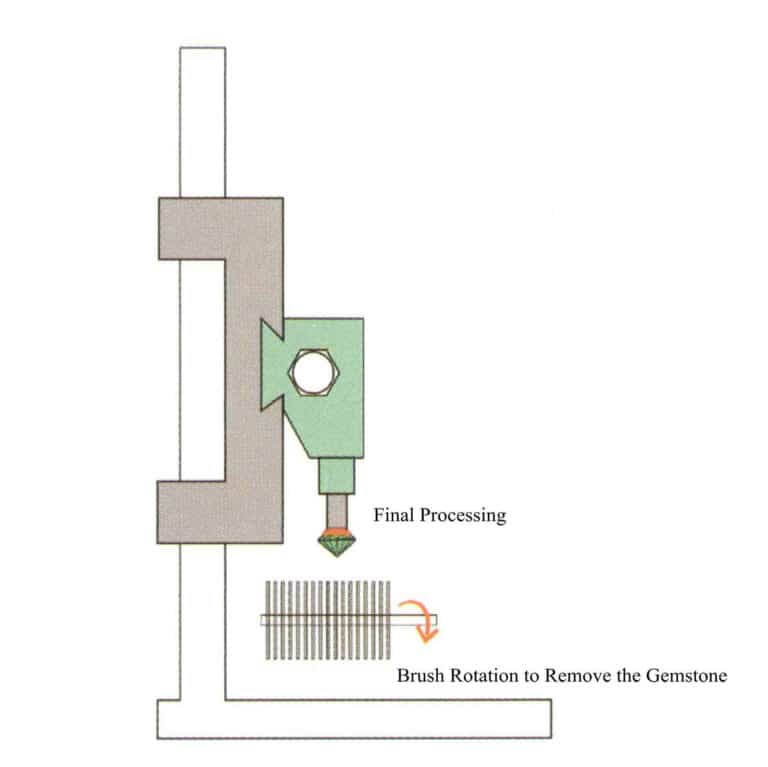
5.3 Specialutrustning för formning av kvadrater, rektanglar och trapetser
Den trapetsformade konstgjorda ädelstenen grov mögel snabbformningsutrustning har en enkel struktur, hög precision, kan massproduceras, har hög produktionskapacitet, enkla operativa processer, låga produktionskostnader, minimala investeringar och hög avkastning. Arbetare kan börja arbeta efter bara en dags utbildning. Om en produktionslinje är vetenskapligt organiserad, med 2 personer för skivning, 2 för formning och 1 för borttagning av lim, kan totalt 5 personer uppnå en genomsnittlig daglig produktion på över 10 000 stycken per arbetare efter en förtrogenhetsperiod. Det är en bearbetningsutrustning för trapesformade ädelstensformar som är "hög produktion, snabb produktion, god kvalitet och materialbesparande."
Produktionsutrustningen visas i figur 5-29.
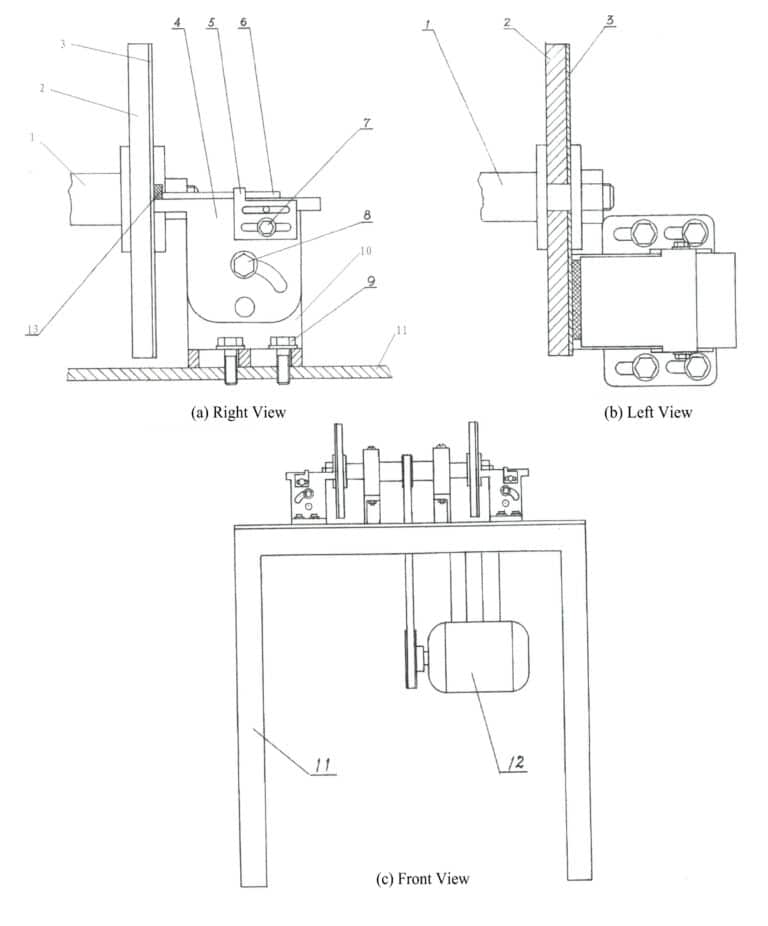
1. spindel; 2. aluminiumbricka; 3. diamantslipskiva; 4. arbetsbänkens svänghuvud; 5. gränsmodul; 6. mall; 7. justeringsskruv; 8. roterande justeringsskruv; 9. arbetsbänkens justeringsskruv; 10. arbetsbänk; 11. ram; 12. motor
6. Exempel på utrustning för produktion av råa ädelstenar från företag
Massproduktion av ädelstensråmaterial används ofta vid produktion av konstgjorda ädelstenar, t.ex. i skär- och formningsutrustning för syntetisk kubisk zirkonia. Det finns ingen standardiserad utrustning på marknaden, utan all utrustning konstrueras och tillverkas utifrån produktionsprocessen. Även om vissa delar av dessa enheter kan skilja sig åt, är funktionsprinciperna desamma. I det följande illustreras detta med exempel från fabriken.
6.1 Produktion av trapetskorrugerade stenar
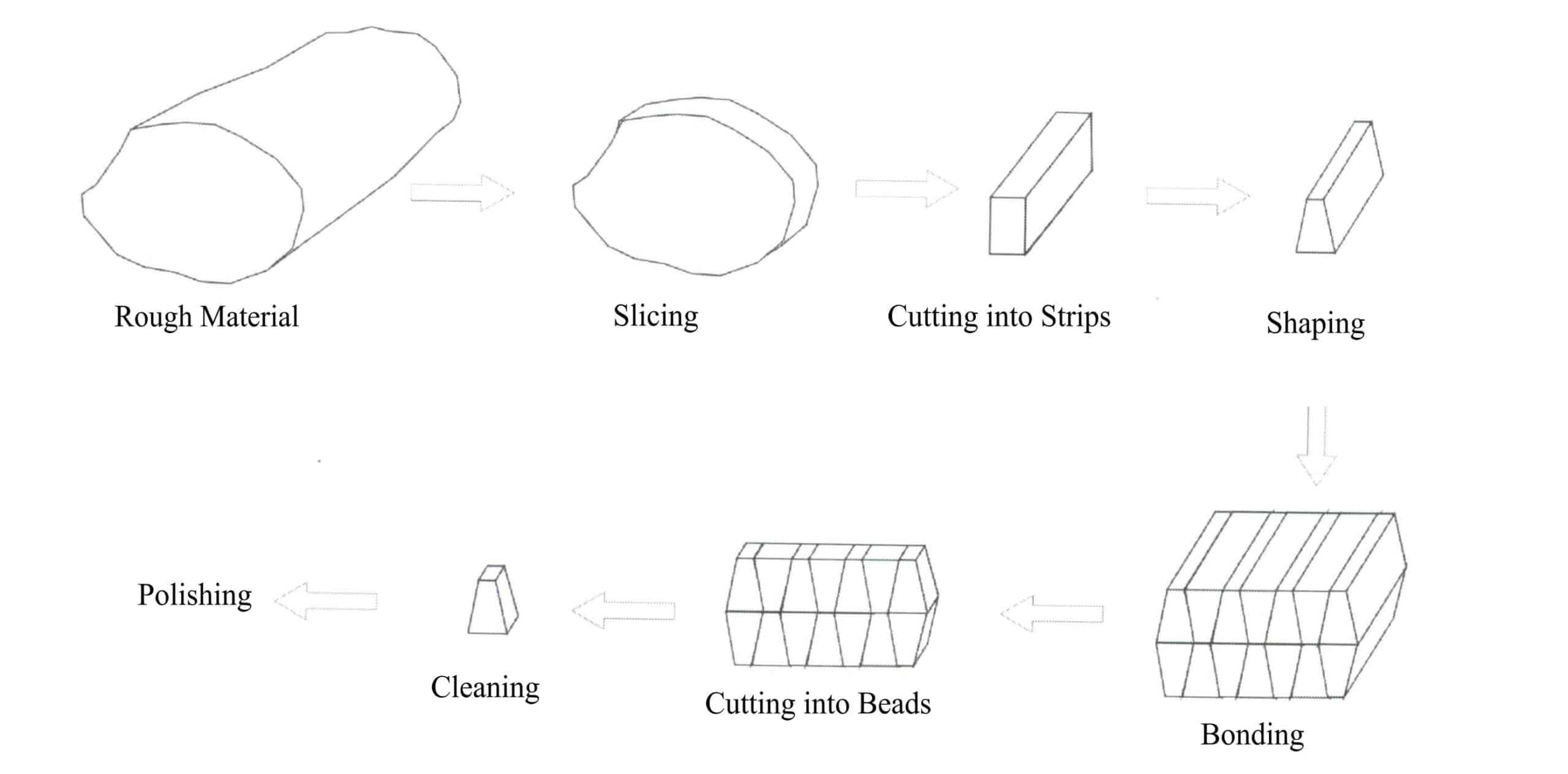
Produktionsprocessen för trapesformad konstgjord ädelsten grov är som följer (Figur 5-30).
- Kläm fast råvarorna i en flerbladig skärmaskin för att skära.
- Placera det skivade materialet på arbetsbänken till en skärmaskin med enkelblad för att skära det i remsor.
- Lägg de skurna remsorna på formningsmaskinen för formning.
- Ordna de kvalificerade remsorna enligt schemat och limma dem med 502-lim.
- Efter att ha väntat på att 502-limmet ska torka, placera det bundna blockmaterialet på den enkelbladiga stenskärningsmaskinen för att skära det i granulat.
- Rengör 502-limmet.
- Ädelsten grov dålig vibrationspolering.
6.2 Produktion av triangulära plattor
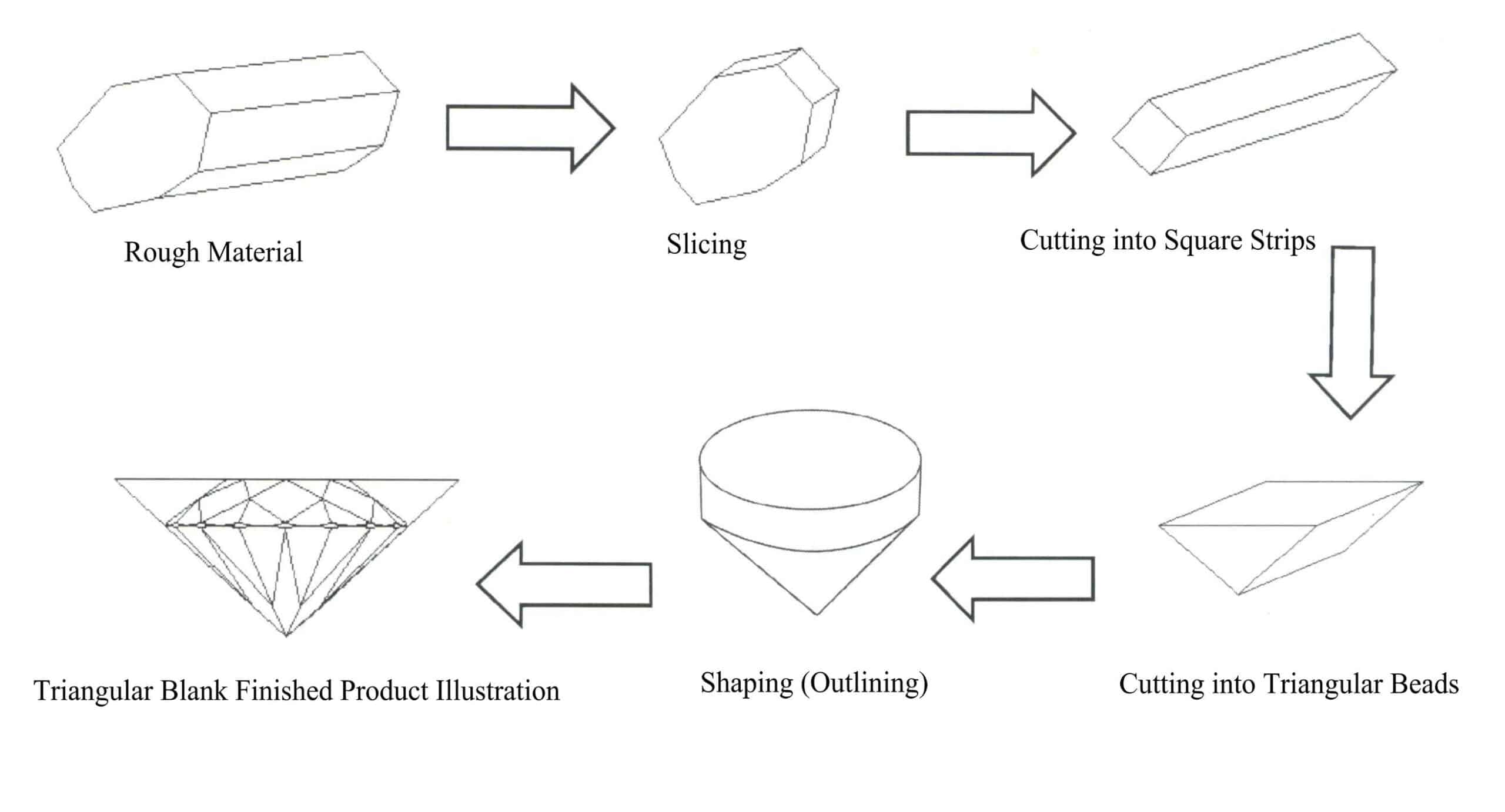
Tillverkningsprocessen för triangulära plattor visas i figur 5-31.
6.3 Tillverkning av cylinderämne
Tillverkningsprocessen för cylinderämnen visas i figur 5-32.

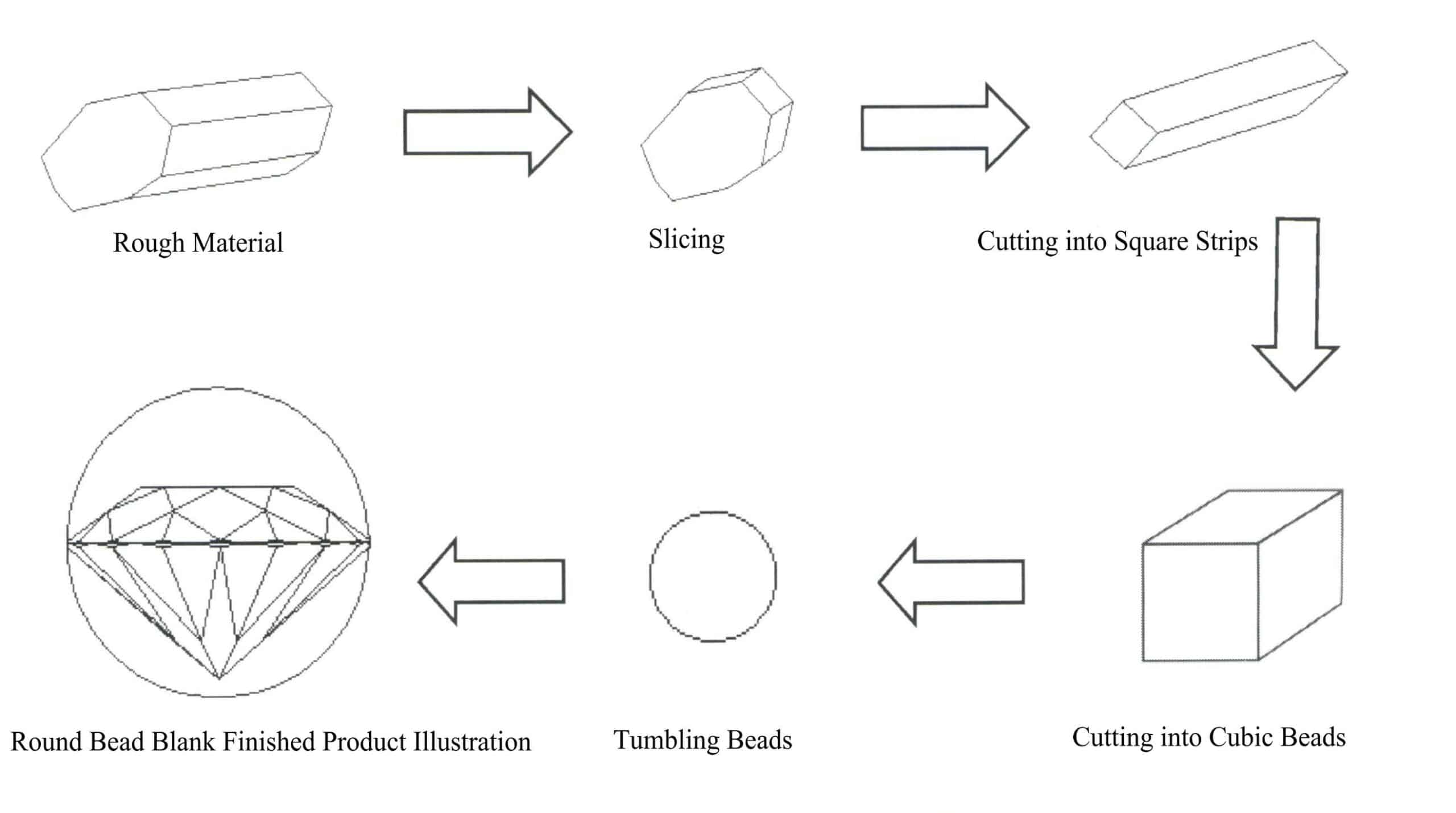
6.4 Tillverkning av rundade pärlämnen
Tillverkningsprocessen för en rundad pärla visas i figur 5-33.
7. Kostnadsredovisning för produktion av råa ädelstenar
7.1 Jämförelse av tre vanligt förekommande typer av grov sten på marknaden
Triangulärt kakel: skära - skära remsor - skära triangulära partiklar - omgivande form - grov sten
Cylinder tom: skiva, skära i remsor, mala till runda remsor, skära till cylindriska partiklar
Rundad pärlämne: skiva - skära i remsor - skära i kubiska partiklar - avfasa och nischa sfäriska pärlor
7.2 Jämförelse av utrustningens insats för två eller tre typer av grov sten (tabell 5-1)
Tabell 5-1 Översikt över jämförelse av inmatning av utrustning för tre vanliga typer av grov sten
| Parison | Skivmaskin med enkel skärning | Tärningsmaskin med multiverktyg | Konturskärmaskin | Facetteringsmaskin | Centerless slipmaskin för rundstång | Granulator med flera knivar som skär remsor | Nästande pärlmaskin |
|---|---|---|---|---|---|---|---|
| Triangelformad kakelplatta | √ | √ | |||||
| Blank cylinder | √ | √ | √ | ||||
| Blank rund pärla | √ | √ | √ | √ |
7.3 Analys av produktionseffektiviteten för tre typer av grov sten
Ta en 2 mm rund form som exempel
| Triangel Blank | 2 personer | 2000 stycken/dag | 10 timmar, i genomsnitt 1000 bitar/person |
| Cylindriskt ämne | 4 personer | 100.000 stycken/dag | 10 timmar, i genomsnitt 2500 bitar/person |
| Blank cylinder | 4 personer | 200.000 stycken/dag | 10 timmar, i genomsnitt 50.000 bitar/person |
7.4 Brytningsgrad och råvarukostnader för tre råstenar
(1) Tabell över utvinningsgrader per kilogram råmaterial (tabell 5-2).
Tabell 5-2 Utvinningspriser per kilogram råstens
| Namn | Specifikation (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangelformad kakelplatta | 30000 | 14000 | 8000 | 4000 |
| Blank cylinder | 16500 | 7700 | 4400 | 2200 |
| Rundade pärlor blanka | 15000 | 7000 | 4000 | 2000 |
(2) Materialkostnaden för varje stenfel visas i tabell 5-3 (baserat på priset på blyoxid A + B i Wuzhou, Guangxi, 200 yuan / kg, december 2012).
Tabell 5-3 Översikt över utvinningsgraden för varje grov sten
| Namn | Specifikation (mm) | |||
| 1.5 | 2 | 2.5 | 3 | |
| Triangelformad kakelplatta | 0.0067 | 0.0143 | 0.025 | 0.05 |
| Blank cylinder | 0.012 | 0.026 | 0.045 | 0.091 |
| Rundade pärlor blanka | 0.013 | 0.029 | 0.05 | 0.10 |
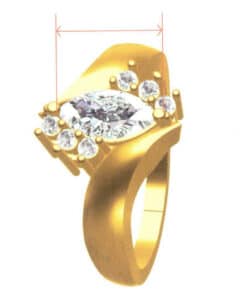
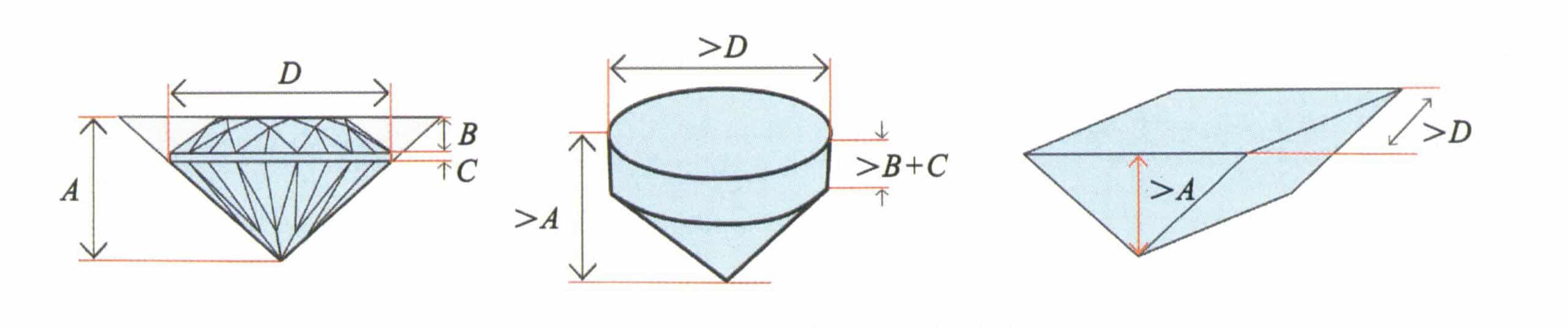
7.5 Krav på ädelstenarnas grovlek och storlek
- Ädelstenens diameter D måste lämna ett bearbetningsutrymme för polering av midjan.
- Ädelstensbordet måste lämna en bearbetningstillägg för slipning och polering.
- Den totala höjden på den råa stenen måste vara större än produktens totala höjd.
- Kronans höjd över grovstenens midjelinje måste vara större än kronans höjd över produktens midjelinje (figur 5-34).
Avsnitt II Vidhäftning av ädelstensråmaterial till staven
1. Vanliga material för att binda ädelstensråämnen till stavar
Vanliga ädelstensmaskiner används för att slipa enstaka ädelstenar i kombination med åttkantiga hållare eller verktygsmaskiner. På grund av de många olika specifikationerna och formerna på ädelstenar limmas de defekta ädelstenarna på järnstänger med ädelstenslim före bearbetningen. De placeras sedan i åttkantiga hållare eller verktygsmaskiner för att bearbeta och slipa ädelstenarna i enlighet med operativa krav. Efter slipningen lossas ädelstenarna från järnstängerna och limmet, och eventuella rester av lim och oljefläckar rengörs.
Efter att ädelstensråvaran har genomgått inspektionen binds stenämnet till en speciell järnstång innan nästa process påbörjas. Kvaliteten på ädelstensbindningen påverkar kvaliteten på ädelstensutskärningen, poleringen och bearbetningseffektiviteten.
1.1 Återanvändbart lim för ädelstenar
När bearbetningen av ädelstenen är klar tas den bort från järnstången. Det ädelstenslim som finns kvar på järnstången kan fortfarande binda ädelstenar, och skrotet av ädelstenslimet kan också smältas och återanvändas. Denna typ av ädelstenslim kallas återanvändbart ädelstenslim, förutsatt att det inte brinner, ryker eller karboniseras och förlorar sin prestanda under uppvärmning (Figur 6-1).
(1) De material som används för gem-bonding ska uppfylla följande grundläggande krav.
- Den ska ha tillräcklig bindningsförmåga, styrka och hårdhet och får inte gå sönder eller förskjutas under normal bearbetning.
- Smältpunkten bör inte vara lägre än 70 ℃ och högre än de temperaturer som genereras vid skärning, slipning och polering.
- Upprepad användning av ädelstenslim kommer att bibehålla sin prestanda efter flera uppvärmningar.
- Den ska lösa sig väl i organiska och oorganiska lösningsmedel men får inte vara löslig i fotogen och maskinolja.
- Den ska vara billig och inte sällsynt.
(2) Återanvändbart självhäftande material för ädelstenar
- Shellac (Figur 6-2). 80 ℃ mjuknar, 113 ℃ kondenserar, 165 ℃ börjar släppa ut gas kraftigt och blir en lös svampliknande substans, 210 ℃ förkolnar och förlorar vidhäftningsförmågan, den optimala temperaturen för shellack är 85-105 ℃, löses i alkohol.
- Kolofonium (figur 6-3). Mjukningstemperatur 50-70 ℃, 90-130 ℃ smälter helt, har högre vidhäftningsförmåga och tillräcklig hållfasthet och löses lätt i alkohol, eter, aceton, terpentin och andra lösningsmedel.
- Tätande vax. Består av lågkvalitativt kolofonium och järnoxid, 100 ℃ mjuknar runt, är hårdare än shellack och kolofonium, med högre hållfasthet och är löslig i alkohol, eter, aceton, terpentin och andra lösningsmedel.
- Gem-lim i pulverform. Ädelstenslim krossas till ett pulver och ädelstenslimspulver används ofta vid automatiserad vidhäftning av stenar (figur 6-4).

Bild 6-2 Shellack

Bild 6-3 Kolofonium

Bild 6-4 Gem-lim pulver
(3) Principer för val av limmaterial för Gem
Vid val av limmaterial bör hänsyn tas till arbetsstyckets form och storlek, precision, bearbetningstemperatur och värme som genereras under bearbetningen. Ju större kraften på arbetsstycket är och ju mindre området är, desto högre bör limstyrkan väljas. Shellac har huvudsakligen en vidhäftande funktion, medan tätningsvax och kolofonium har vidhäftande egenskaper och förbättrar det vidhäftande materialets mekaniska egenskaper. Lim med en hög andel tätningsvax är mjukare och har dålig värmebeständighet, medan lim med en hög andel kolofonium är hårdare och sprödare.
(4) Formulering av Gem Adhesive
Krav på formulering: Beakta värmen som alstras under slipningen och säsongsvariationer vid formuleringen.
Formuleringen är som följer:
- 95% Förseglingsvax+5% Shellac.
- 80% Kolofonium +20% Shellac.
Färgen på det kommersiellt tillgängliga ädelstenslimmet är inte relaterad till dess bindningsprestanda och är relaterad till färgen på den bearbetade ädelstenen. Det bör väljas i en färg som kontrasterar mot ädelstenens färg; till exempel bör röda ädelstenar använda vitt eller grönt ädelstenslim (figur 6-5).

1.2 Lim för engångsbruk
Ädelstenslim som inte kan återvinnas för återanvändning efter att ädelstensbearbetningen är klar kallas icke återvinningsbara ädelstenslim. Till exempel kan 502-lim binda ädelstenar väl men kan inte återvinnas för återanvändning.
För närvarande tillverkar marknaden lim för engångsbruk som är särskilt avsett för limning av ädelstenar, inklusive sorter som snabbtorkande, ljuskänsligt och AB-lim. Limmet är transparent och har stark bindningskraft, snabb bindningshastighet och hög effektivitet. Om man tar 2 mm ädelstensavfall som exempel kan en person som arbetar 8 timmar om dagen limma över 12 000 bitar, och ett kilo lim kan limma 400 000 till 200 000 bitar ädelstensavfall.
(1) Ljuskänsligt häftämne (Figur 6-6)
Metod för limning: Sätt in järnstången i den speciella insättningsbrädan, använd den spetsiga änden av flasklocket för att direkt applicera limmet på järnstångens spets och använd en pincett för att placera ädelstensämnet på den limbelagda spetsen av järnstången och jämna ut det. Använd en UV-lampa för att bestråla i 1 minut för att härda limmet före bearbetning. Det optimala avståndet mellan UV-lampan och ädelstenen är 100 mm.

(2) 502 Lim (bild 6-7)
Metod för limning: Sätt in järnstången i den speciella insättningsbrädan, använd den spetsiga änden av flasklocket för att direkt applicera limet på järnstångens spets och håll pincetten i höger hand för att placera ädelstensämnet på den limbelagda spetsen på järnstången och jämna ut det. Placera den i en 25-30 ℃ miljö i 15-20 minuter för att härda limmet före bearbetning. En ugn bör användas om temperaturen inte når 25-30 ℃.
(3) AB-lim (bild 6-8)
Bindningsmetod: sätt in järnstången i det dedikerade uttaget, blanda A-lim och B-lim enligt 1: 1, doppa direkt en lämplig mängd AB-lim i järnstångens huvud, placera pärlan på järnstångshuvudet belagt med lim och lämna den i en miljö över 25 ℃ grader i 5 ~ 8 minuter för att härda. Den kan bearbetas efter cirka 15 minuter.
Bild 6-7 502 Lim

Bild 6-8 AB-lim
2. Vanliga verktyg för limning av ädelstenar
2.1 Alkohollampa
(1) Alkohollampan används i den återanvändbara limprocessen för ädelstenar och fungerar som värmekälla för bearbetning av en enda ädelsten. Den används ofta för att förvärma ädelstenar och värma lim under produktion av en enda ädelsten. När bearbetningen av ädelstenen är klar hjälper det upphettade limmet till att lossa ädelstenen från järnstången. Alkohollampan och dess struktur visas i figur 6-9.

(2) De säkra arbetsmetoderna för användning av alkohollampan visas i figur 6-10.
- Alkohol är brandfarligt. Om alkohol spills på bänkskivan när du tillsätter alkohol i alkohollampan måste den torkas torr innan den antänds.
- Alkohollampans lufttäthet är dålig och alkoholen avdunstar lätt. För alkohollampor som inte har använts på länge måste den ackumulerade gasen i lampan släppas ut innan den kan antändas.
- Den tillsatta mängden alkohol får inte överstiga 2/3 av alkohollampan.
- Alkohollampan får inte lutas när den tänds.
- När alkohollampan inte används ska den inte släckas genom att blåsa ut den med munnen, utan med ett lampskydd.

Video om stensättning av alkohollampa
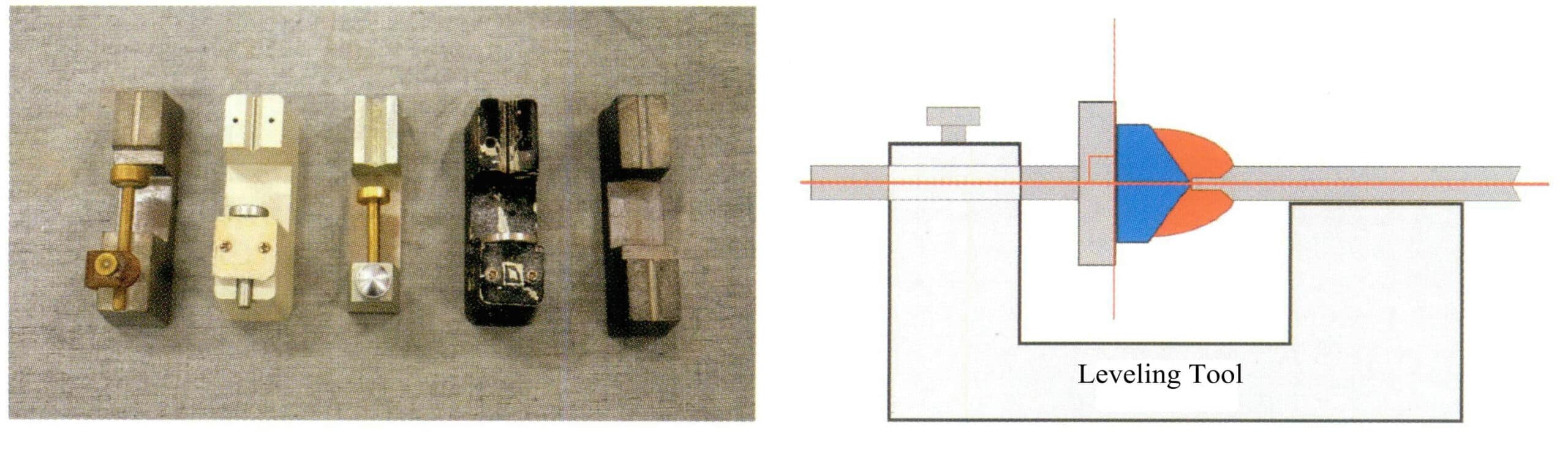
2.2 Horisontell bas (utjämningsanordning)
Håll ädelstenens yta vinkelrät mot järnstångens axel för att förbättra effektiviteten och kvaliteten på stenens vidhäftning (Figur 6-11).
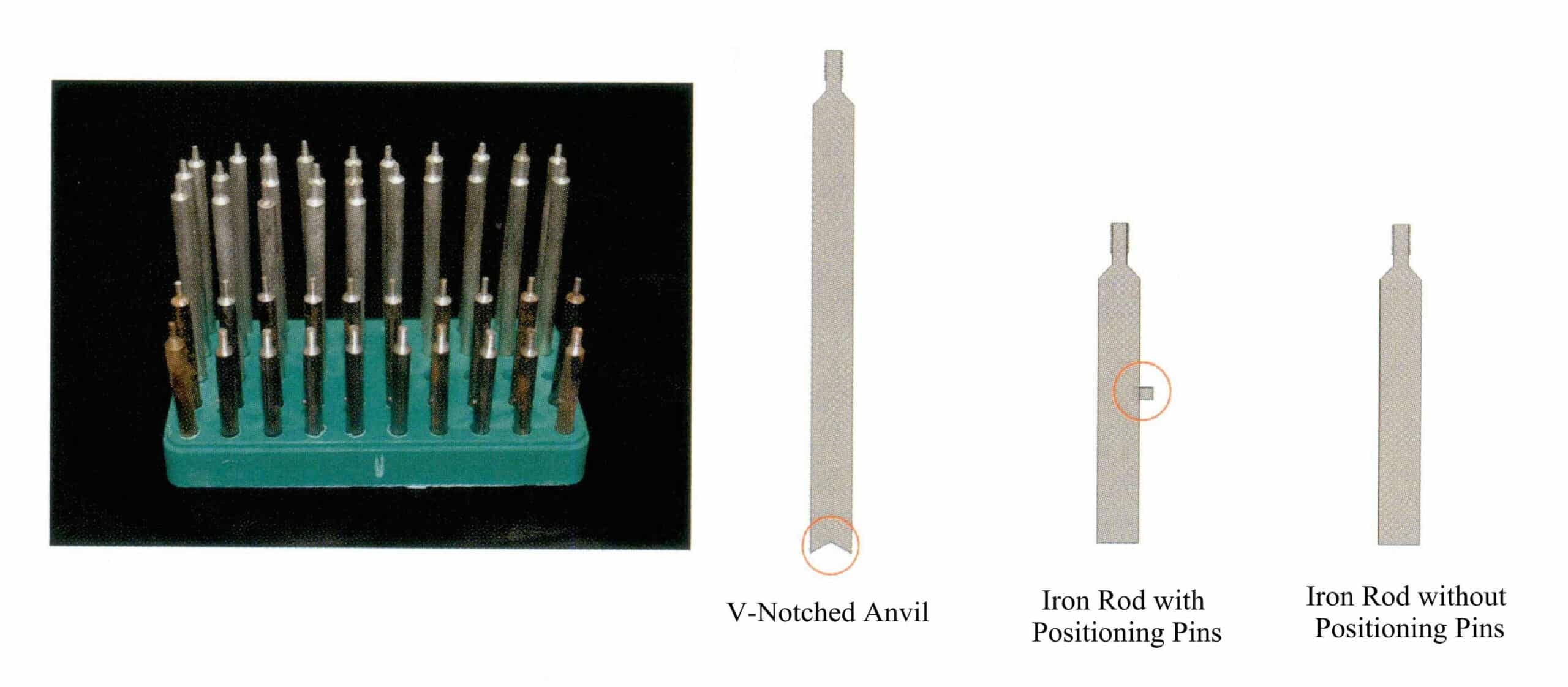
2.3 Kopparstång eller järnstång
För att binda och stödja ädelstenar, sätt in det åttkantiga handtaget eller maskinhandtaget för att använda och bearbeta ädelstenarna. Koppar- och järnstänger finns i olika former, inklusive järnstänger med positioneringsstift, järnstänger utan positioneringsstift och järnstänger med ett V-format spår i svansen, med längder från 30 ~ 90 mm. Huvudet på järnstängerna kan vara platt eller spetsigt. Järnstänger med positioneringsstift används vanligen för bearbetning av runda ädelstenar, medan järnstänger utan positioneringsstift ofta används för bearbetning av oregelbundna ädelstenar (Figur 6-12).
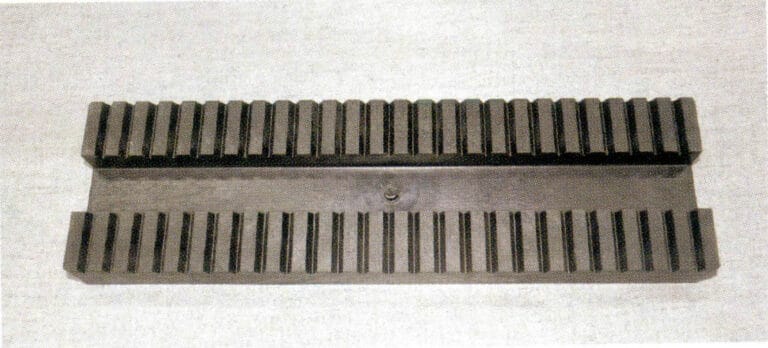
2.4 Testverktyg för Gem
För dockning av omvänd sten, efter att bearbetningen av ädelstenskronan är klar, ta bort järnstången från handtaget och placera den i det långa spåret på ena sidan av dockningsverktyget. Ta en annan järnstång som är belagd med lim och docka den omedelbart med kronan på slipmärket på dockningsverktyget. När limmet har härdat, använd en sax för att klippa av den oslipade änden av järnstången från limmet och slutför processen med omvänd sten (Figur 6-13). Obs: Detta dockningsverktyg och denna metod för omvänd sten används ofta i batchprocesser med omvänd sten med engångslim.
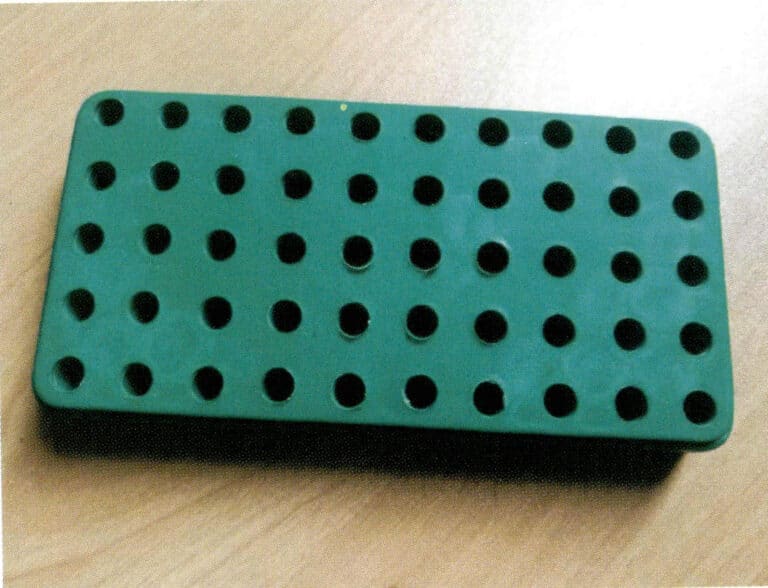
2.5 Insättningsplatta för järnstång
Efter limning av de defekta ädelstenarna sätts de in i plattans hål för förvaring, vilket underlättar löpande band-produktion, produktklassificering och kvalitetskontroll (Figur 6-14).
2.6 Storskalig produktion av lim för ädelstenar, testverktyg för ädelstenar och principer (bild 6-15, 6-16)
Copywrite @ Sobling.smycken - Anpassad smyckestillverkare, OEM och ODM smyckesfabrik
3. Kvalitetsanalys av ädelstenslim och motstenar
Kvaliteten på ädelstenens vidhäftning och kvaliteten på antistenen påverkar kvaliteten och effektiviteten i nästa produktionsprocess.
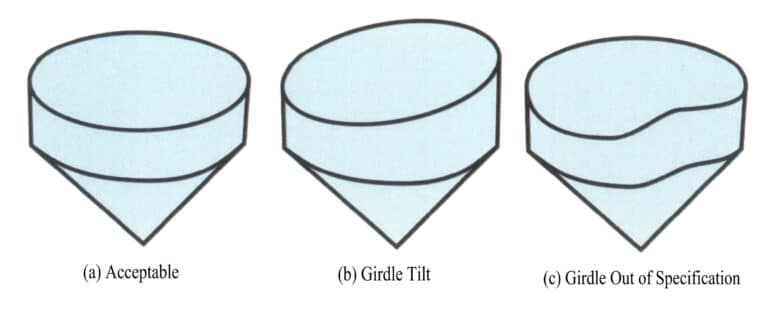
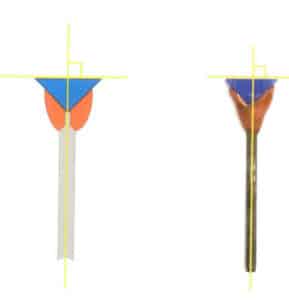
3.1 Diagrammatisk analys av ädelstenarnas vidhäftningskvalitet (figur 6-17, 6-18)
Figur 6-17 Diagrammatisk analys av ädelstenarnas vidhäftningskvalitet
Bild 6-18 Faktisk bild av vidhäftning
3.2 Analys av ädelstenens vidhäftningskvalitet
- Limskiktet ska vara jämnt och slätt. För mycket lim påverkar slipningen, medan för lite lim kan leda till att limmet går sönder under slipningen. Mängden lim som används bör baseras på stenens storlek.
- Var noga med att förvärma limstången innan du applicerar limmet; otillräcklig förvärmningstemperatur kan lätt leda till att limmet misslyckas.
- Flamlim får inte orsaka att limmet ryker eller fattar eld. Om limmet ryker eller fattar eld kommer det att förkolna limskiktet och förlora sin prestanda. Värm upp det tills det känns lätt flytande.
- Vid limning av stenämnen ska designens mittlinje på ädelstensämnet sammanfalla med limstavens mittlinje, annars kan det leda till sneda spetsar eller konstigt formade ädelstenar under bearbetningen.
- Vid limning av stenämnen ska ytan på ädelstensämnet vara vinkelrät mot limstavens axel.
- Nylimmade ädelstenar ska inte omedelbart läggas i kallt vatten för kylning, eftersom detta lätt kan leda till att ädelstenarna spricker på grund av plötslig kylning.
- Vid förvärmning av ädelstensråämnen är det viktigt att säkerställa jämn uppvärmning; annars kan termiska sprickor lätt uppstå.
3.3 Vanliga kvalitetsproblem vid inbindning av ädelstenar
- Åldrande av ädelstenslim - långvarig uppvärmning gör att det avger vit rök, vilket indikerar att kolloiden har åldrats och bindningsstyrkan har minskat.
- Om ädelstensavfallet inte rengörs ordentligt och har oljefläckar eller skräp, kommer det också att påverka bindningskvaliteten.
- Om ädelstenen eller limstången inte förvärms tillräckligt är det lätt att järnstången och kolloiden lossnar eller att ädelstenen och kolloiden får en falsk vidhäftning, vilket leder till deformation och stenförlust under bearbetningen.
- När kolloiden inte har härdats bör den placeras på en speciell insatsplatta för att svalna och härda; felaktig användning kan lätt leda till att ädelstensämnet och järnstången blir feljusterade, vilket påverkar kvaliteten på den färdiga produkten.
3.4 Exempel på fabriksadhesion och omvänd sten (figur 6-19)

Video om manuell stensättning och fasettering
Video om halvautomatisk stensättning och fasettering
3.5 Exempel på helautomatisk adhesion och omvänd sten (Figur 6-20)

(1) Processflöde för helautomatisk maskin för självhäftande sten
- Placera stenavfallet i formspåret.
- Gasen tänds automatiskt för att värma upp järnstångshuvudet.
- Limpulverfacket flyttas till järnstångshuvudet.
- Järnstångshuvudet suger åt sig ädelstenslimpulvret och smälter under värme (bild 6-21).
- Limpulverbrickan flyttas bort från järnstångshuvudet.
- Den självhäftande ädelstenens limpulverjärnstångshuvud faller ned på ädelstensämnet (bild 6-22).
- Vänta tills ädelstenskolloiden smälter på ädelstensämnet för att slutföra bindningen.
(2) Helautomatiskt processflöde för stenskyddsmaskin.
- Placera aluminiumremsan med den färdiga kronslipningen under den självhäftande stenplattformen [Bild 6-23(a)].
- Placera den tomma aluminiumremsan ovanför.
- Gasautomatisk tändning värmer upp stånghuvudet av aluminiumband och järn.
- Gem limpulverbrickan flyttas till järnstångshuvudet.
- Järnstångshuvudet absorberar limpulver och smälter under värme.
- Limpulverskivan rör sig bort från järnstångshuvudet.
- Järnstångshuvudet som är belagt med ädelstenslim går ned och kommer i kontakt med ädelstensbordet som har polerats och graverats [bild 6-23(b)].
- Den övre raden blåser luft för att kyla ädelstenslimmet. När ädelstenslimmet har stelnat slås den nedre raden av gas på för att värma upp järnstångshuvudet [Figur 6-23(c)].
- Det övre järnstångshuvudet höjs och slutför antistenprocessen.

Sektion III Slipning och polering av fasettslipade ädelstenar
1. Bearbetningsmekanism för superhårda material
Facettering av ädelstenar är slipning av enhetliga, små, plana ytor baserat på ädelstenens grovhet. Bearbetning av ädelstensmaterial med en relativ hårdhet över fem betraktas som bearbetning av hårda material, och facettering och polering av ädelstenar på en slipskiva är i huvudsak slipning.
1.1 Tillämpning av ytjämnhet vid bearbetning av ädelstenar
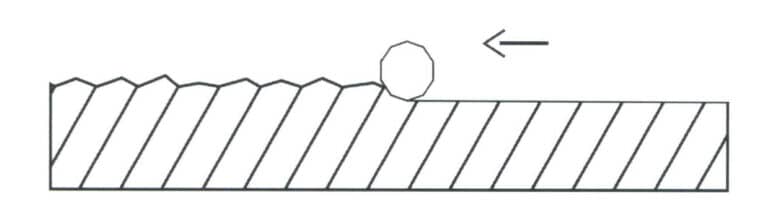
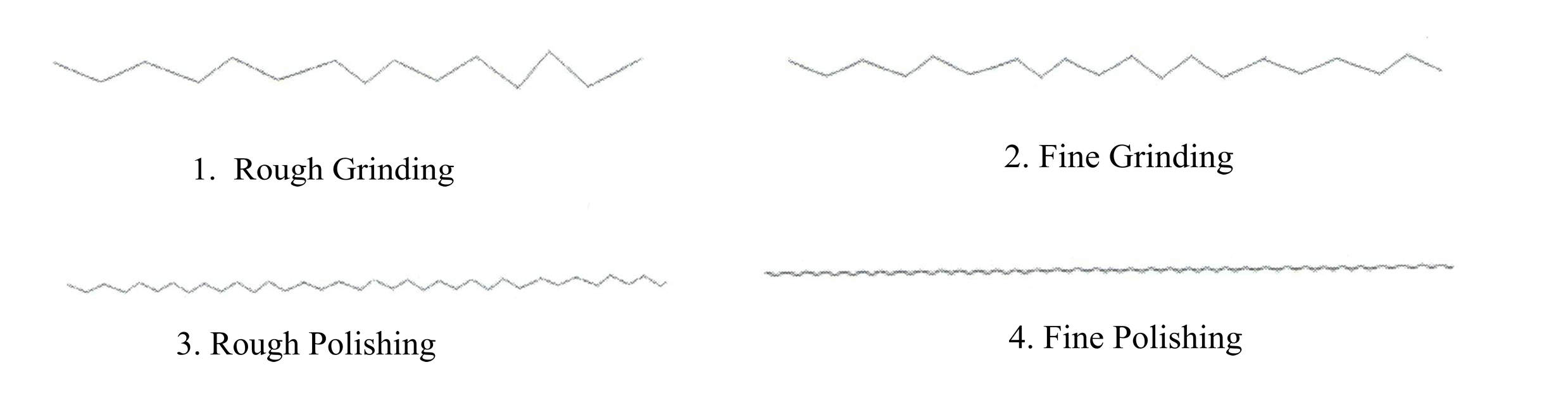
Bearbetningen av ädelstenar innebär att slipmedlet verkar på ädelstenens yta och bildar toppar och dalar, främst genom en "plogningseffekt". I slipprocessen används grova och fina slipmedel och de toppar och dalar som bildas av grova slipmedel skiljer sig från dem som bildas av fina slipmedel. Detta förklarar varför ytan på ädelstenar som bearbetats med grova slipmedel är grov. En förstorad bild som illustrerar de repor som ett sandkorn gör på ädelstensytan visar tillämpningen av ytjämnhet vid bearbetning av ädelstenar. Figur 7-1 visar principen för enkornsslipning och figur 7-2 visar grovheten på slipytor med olika grovlek på slipmedlen.
Från analysen av ytjämnhet ligger skillnaden mellan polering och slipning i det faktum att polering utförs under inverkan av finare slipande partiklar, och poleringsprocessen är en fortsättning på slipningsprocessen. Praxis har visat att under fasta parametrar såsom ädelstensmaterial, slipskivans material, slipmedel och utrustningens hastighet vid bearbetning av ädelstenar, beror ädelstenarnas ytjämnhet på slipkornens storlek och form.
1.2 Mekanism för slipning och polering av ädelstenar
Under slip- och poleringsprocessen av ädelstenar finns det ett flödesfenomen av molekyler på ytan av slip- och poleringsmaterialet, och följande fenomen inträffar under polering.
- Poleringspulvret verkar på ädelstenens yta på ett "plöjande" sätt och avlägsnar arbetsrester i samma storlek som poleringspulverpartiklarna.
- Polerpulvrets termiska tryckrörelse orsakar omarrangemang av molekyler i ädelstenens ytskikt, där den förhöjda temperaturen spelar en avgörande roll.
- Hjälpämnen som vatten eller poleringsolja spelar en kemisk roll under poleringen.
Långsiktig bearbetning av ädelstenar har visat att mekanisk verkan är den viktigaste faktorn vid polering av hårda material, reologisk verkan är svag och kemisk verkan existerar inte vid polering av hårddiskar med diamantpulver. Att tillsätta vissa kemiska medel i viss pärlpolering kan dock öka poleringshastigheten; till exempel ökar poleringshastigheten genom att tillsätta fluorvätesyra vid polering av syntetisk kubisk zirkoniumoxid.
2. Slipningsegenskaper hos fasta slipmedel och lösa slipmedel
2.1 Slipningsprocessen för lösa slipmedel
Vid polering av ädelstenar fastnar lösa slipmedel på polerskivan och slipmedlen pressas mot ädelstenens yta. Under inverkan av matningskraften pressas slippartiklarna tätt mot arbetsstyckets yta. Eftersom slipkornens hårdhet är större än ädelstenens, komprimeras och deformeras de. När kraften från slippartiklarna överstiger bindningskraften mellan ädelstensmaterialets molekyler lossnar en del av ädelstensmaterialet från ädelstenen, så kallade chips. Under tryck och skärhastighet bildas otaliga små fragment på arbetsstyckets yta genom korsande skärningar. Med slipmedlens kontinuerliga rörelse och tryck "grävs" dessa fragment bort från ädelstenens yta och "skjuts bort".
2.2 Tillämpningar av fasta slipmedel och lösa slipmedel vid slipning och polering av ädelstenar
Det finns ett experiment: en sandhög och en bit sandpapper; vilken av dem rostar en kniv snabbare? Alla skulle säga sandpapper eftersom det är fast friktion, medan en sandhög är rullande friktion. Att använda en pappershandduk för att torka av polerskivan visar att den rullande friktionen från polerpulvret som pressas in i polerskivans mjuka material omvandlas till fast friktion, vilket effektivt ökar poleringshastigheten. Detta illustrerar användningen av pappershanddukar vid polering av ädelstenar.
Slipning av ädelstenens fasetter sker t.ex. på en fast slipskiva där slippartiklarna är fästa på skivan med ett bindemedel och slipar ädelstenen. Slippartiklarna skapar en "plogande" effekt på ädelstenens yta, och när slippartiklarna kontinuerligt utför denna "plogande" åtgärd faller sprickor och skräp på ädelstenens yta av och bildar en ny grov yta. Polerpulvret på polerskivan är ett löst slipmedel; praxis visar att användning av en pappershandduk för att trycka in polerpulvret i polerskivans kropp, fixering av polerpulvret i polerskivans bas i en inbäddad form skapar en fast friktion, vilket resulterar i en viss ökning av poleringshastigheten och effektiviteten.
3. Analys av effektiviteten i bearbetningen av ädelstenar
3.1 Förhållandet mellan slipande partiklar och verkningsgrad
Ju grövre slippartiklar, desto djupare intryck och desto snabbare kapning, vilket ger högre slipningseffektivitet men en grövre yta. Finare slippartiklar leder till långsammare sliphastigheter och en jämnare ytfinish på ädelstenen.
3.2 Förhållandet mellan slipmedlets hårdhet och verkningsgrad
I takt med att slipmedlets hårdhet ökar, ökar också djupet på de intryck som uppstår. Vid slipning av ädelstenar får ädelstenens tryck på skivan inte överstiga slipkornens tryckhållfasthet; om detta överskrids kommer slipkornen att gå sönder.
I takt med att slipkornens tryckhållfasthet ökar, ökar slitaget på ädelstenen och skadeskiktet fördjupas i motsvarande grad.
3.3 Förhållandet mellan skivhastighet och effektivitet
En ökning av verktygsmaskinens spindelhastighet under samma förhållanden minskar arbetsstyckets ytjämnhet. Den aktuella hastigheten är 3000r/min, och den linjära hastigheten är 20 ~ 35 m/s.
3.4 Förhållandet mellan slipskivans material och verkningsgrad
Slipskivans tryck och verktygsmaskinens hastighet påverkar inte djupet på gemets urtagningsskikt.
Slipskivans diameter är ca 300 mm, med hög linjär hastighet och betydande rundgång på slipskivan.
3.5 Förhållandet mellan koncentrationen av polerpulver och effektivitet
För mycket polerpulver ökar antalet polerpulverpartiklar för polering av ädelstenar, vilket resulterar i lägre genomsnittligt tryck på polerpulvret och dålig ytjämnhet.
3.6 Förhållandet mellan polerskivans tryck och verkningsgrad
Polerskivans tryck vid polering av korund är 0,2 ~ 0,3 kgf/cm2.
Trycket på polerskivan vid polering av agat är 0,15-0,2 kgf/cm2.
Högt tryck på slipskivan ökar matningshastigheten, vilket gör ädelstenar benägna att spricka (när det applicerade trycket överstiger slipkornens styrka, vilket gör att de går sönder och blir finare).
Slipskivans material är mjukt, vilket resulterar i att en liten kraft överförs till arbetsstycket och bildar ett skadat skikt med ett grunt djup. Därför bör man vid finare slipning och polering av ädelstenar använda slipskivor av mjukare material.
- Slipskivans tryck är inte relaterat till bearbetningsdjupet, utan endast till effektiviteten.
- Slipskivans rotationshastighet är inte relaterad till bearbetningsdjupet, utan endast till effektiviteten.
4. Utrustning och verktyg för bearbetning av fasettslipade ädelstenar
4.1 Utrustning för bearbetning av fasettslipade ädelstenar
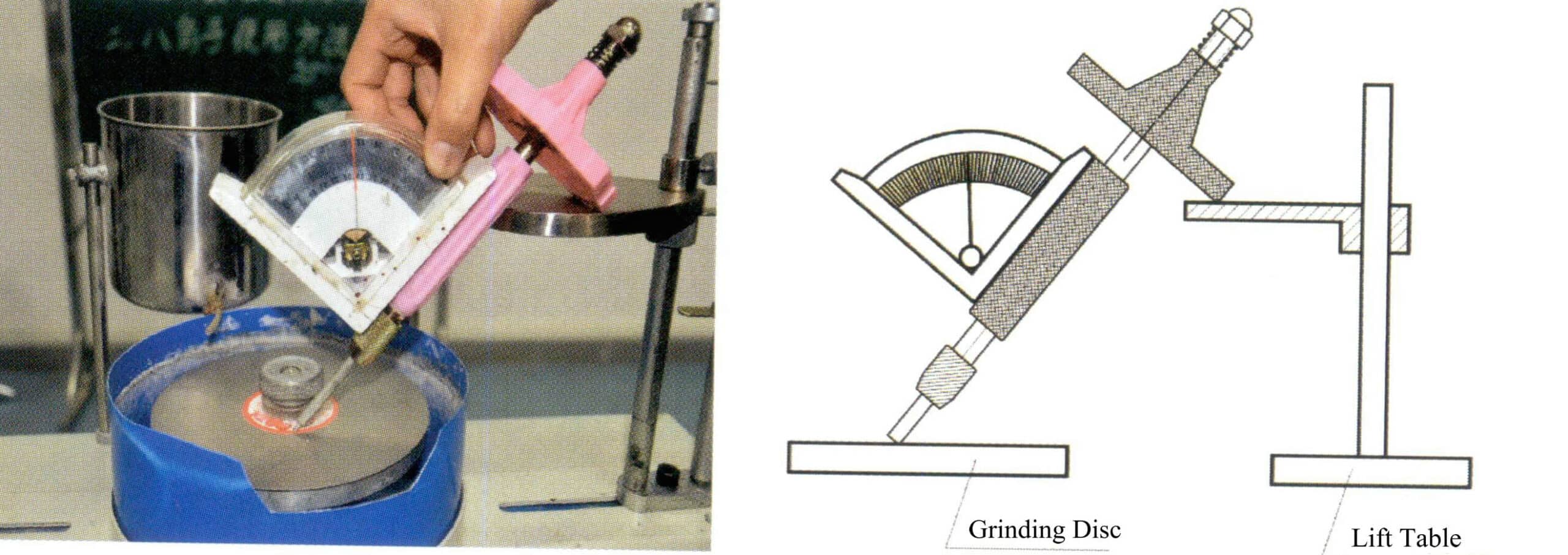
(1) Dubbla vanliga vinklar för handskurna fasetter (figur 7-3)
Standard ädelstensmaskin Video
(2) CNC-fasetteringsmaskin med upphöjd plattform (figur 7-4)

(3) Facetterad juvelerare med robot och dubbla skivor (Figur 7-5)

4.2 Graverings- och poleringsverktyg för bord
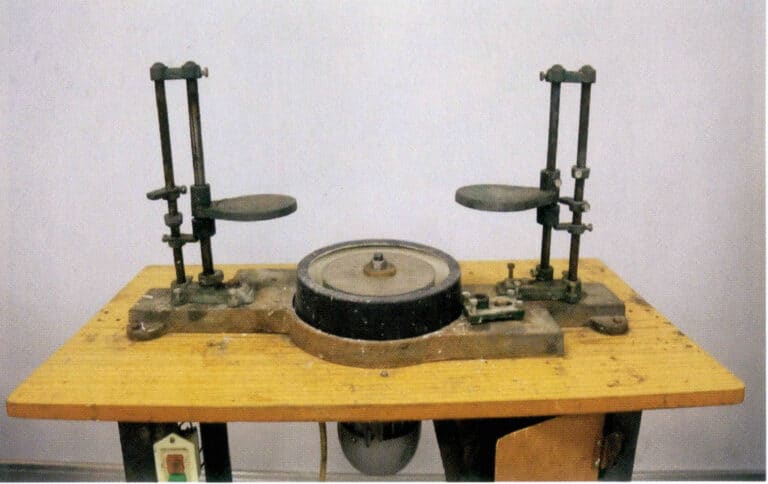
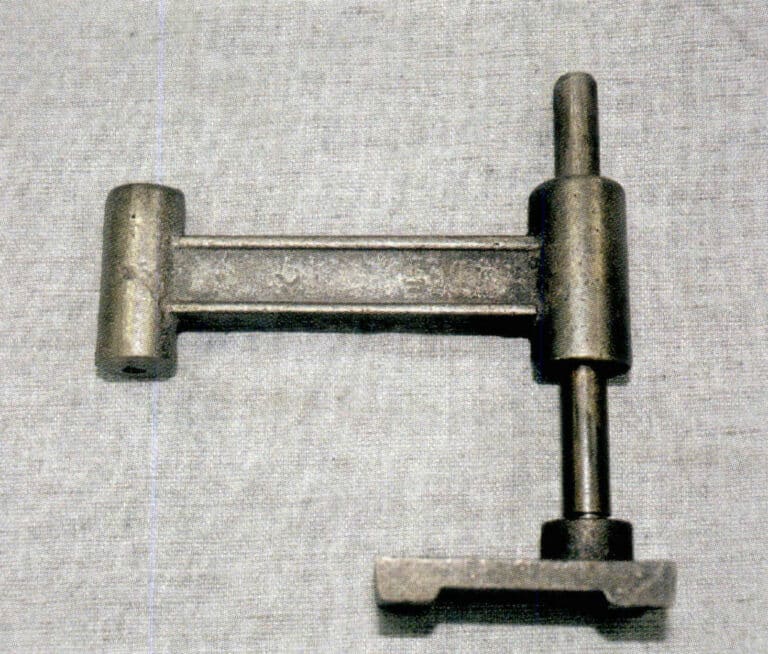
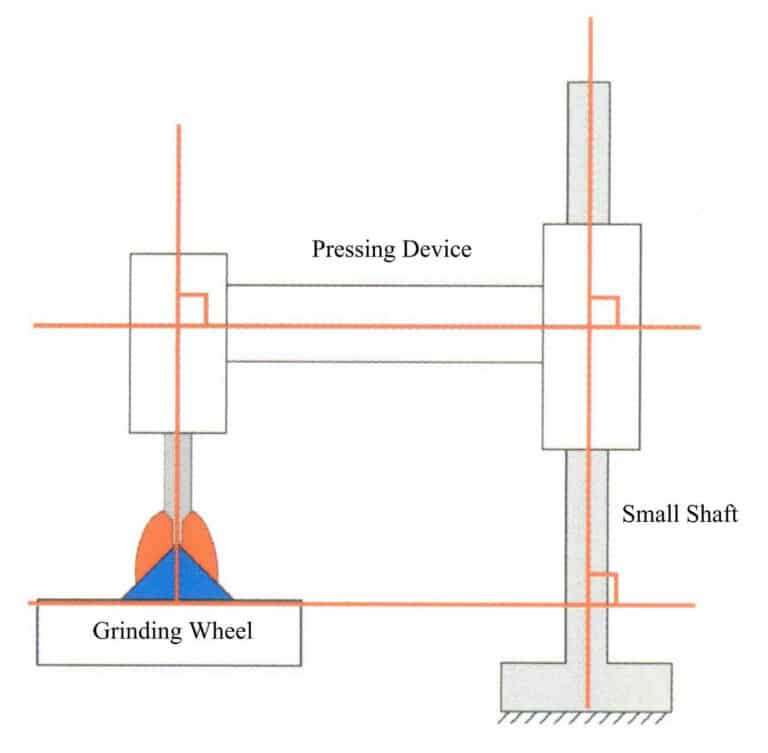
(1) Tryckverktyg
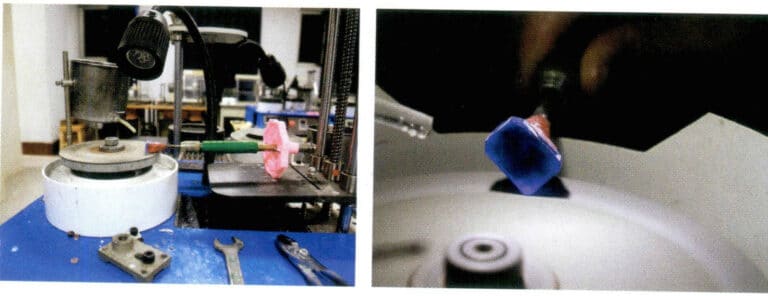
Verktygen för bänkskivan för slipning och polering av ädelstenar visas i figur 7-6, och demonstrationen av bänkskivan för slipning och polering av ädelstenar visas i figur 7-7. Pressens arbetsprincip visas i figur 7-8.

Bearbetning av ädelstensbord Video
(2) 45°-press
45°-tryckanordningen visas i figur 7-9 och arbetsprincipen för 45°-tryckanordningen visas i figur 7-10.

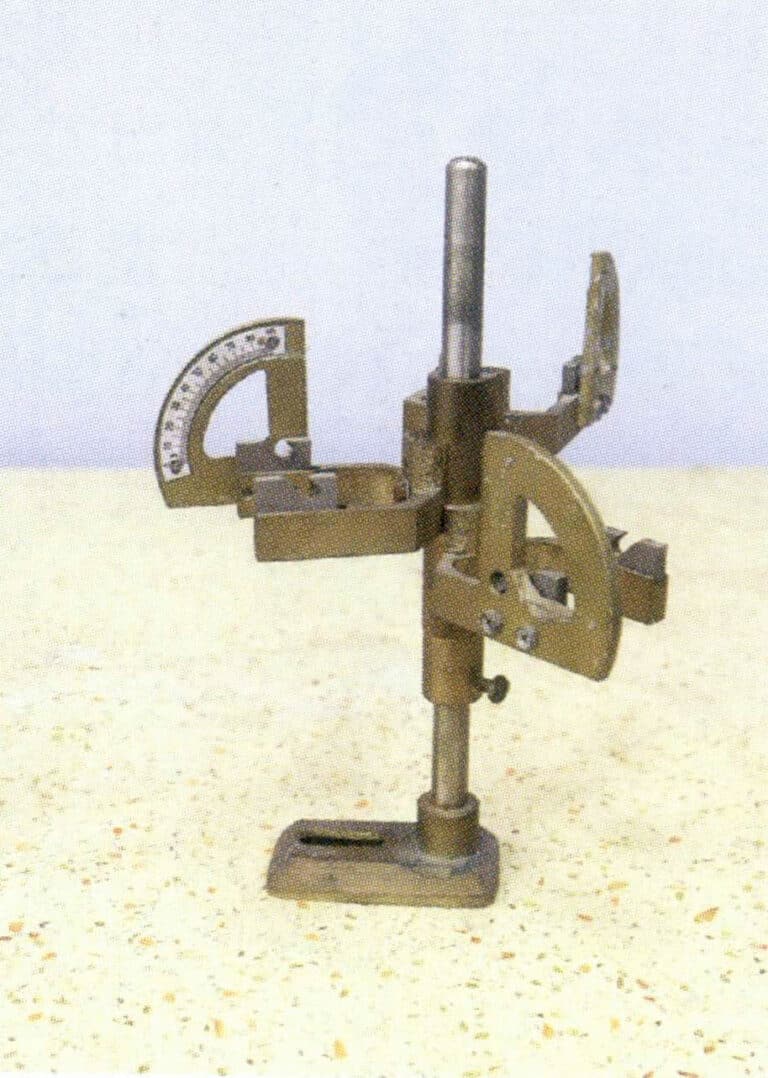
4.3 Verktyg för justering av vinkeln för Gem-gravyr
- Lyftplattform med positioneringsanordning (bild 7-11).
- Lyftplattform för positionering av Lotusblomma (Figur 7-12).
- Trident roterande positioneringslyftplattform (figur 7-13).
- Graderad lyftplattform (bild 7-14).
- Gem CNC lyftplattform (Bild 7-15).
- Verktyg och schema för mätning av slipvinkeln på Gem (bild 7-16).

Bild 7-11 Lyftplattform med positioneringsanordning
Figur 7-12 Lyftplattform för positionering av Lotusplatta
Figur 7-13 Lyftplattform för roterande positionering av Trident

Bild 7-14 Lyftplattform med våg
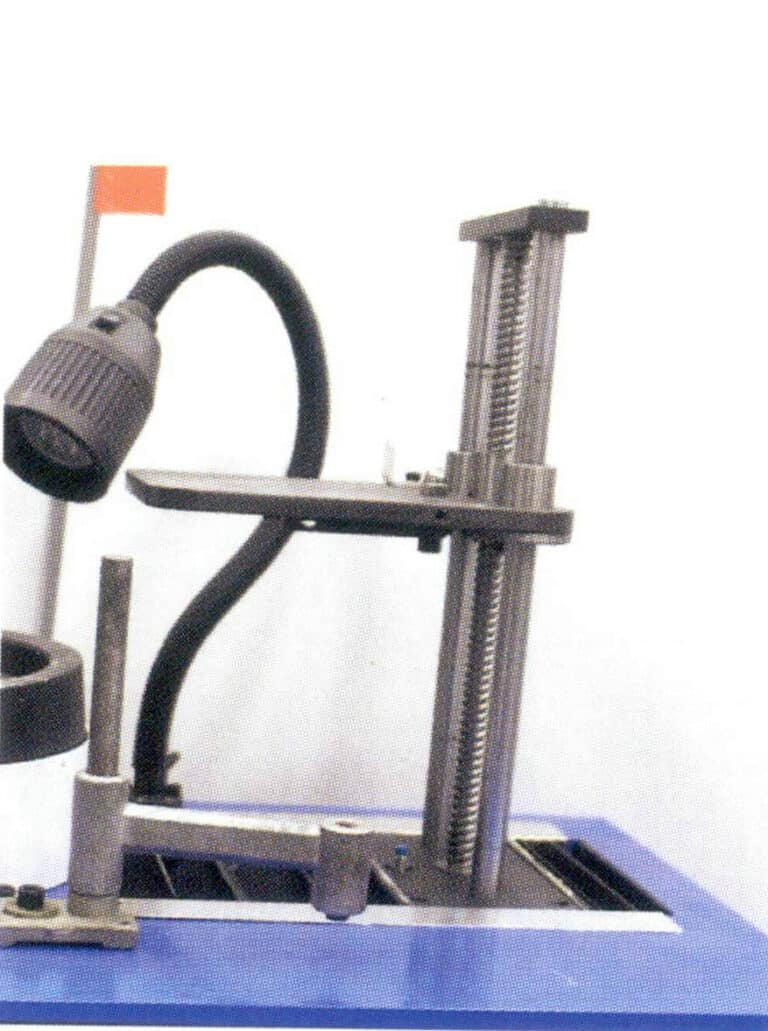
Bild 7-15 Gem CNC lyftplattform
4.4 Verktyg för justering av gem-skärvinkel
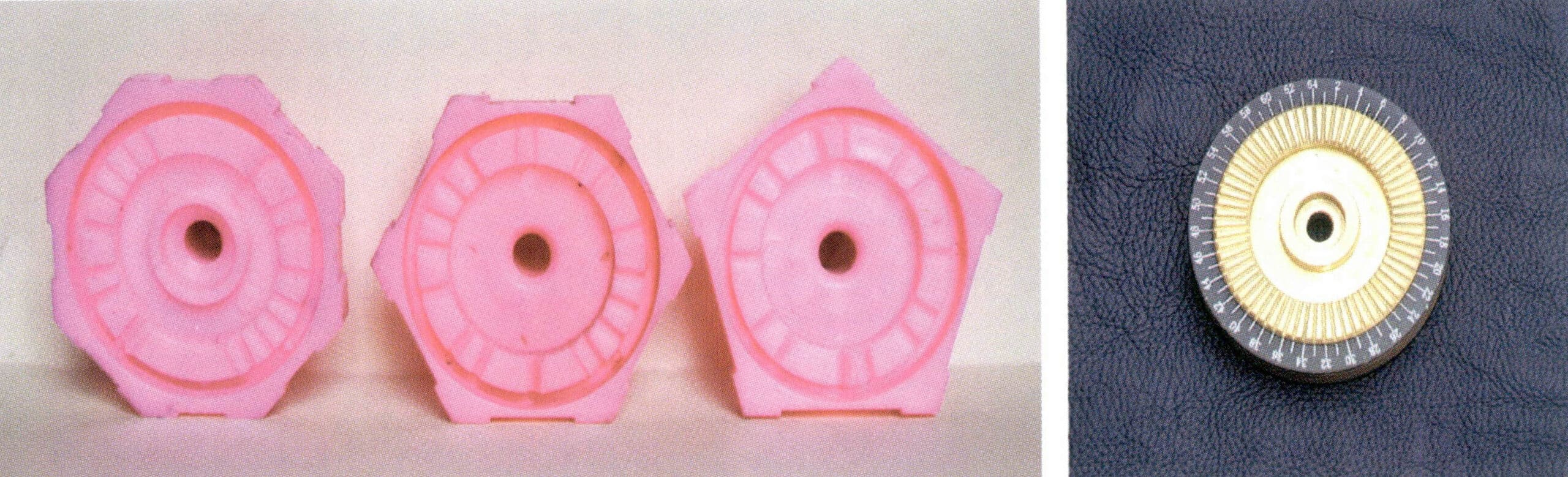
(1) Oktagonal hållare och struktur (figur 7-17)

Video för montering och demontering av åttkantig skiftnyckel och robotarm
(2) Mekanisk hållare och struktur (Figur 7-18)

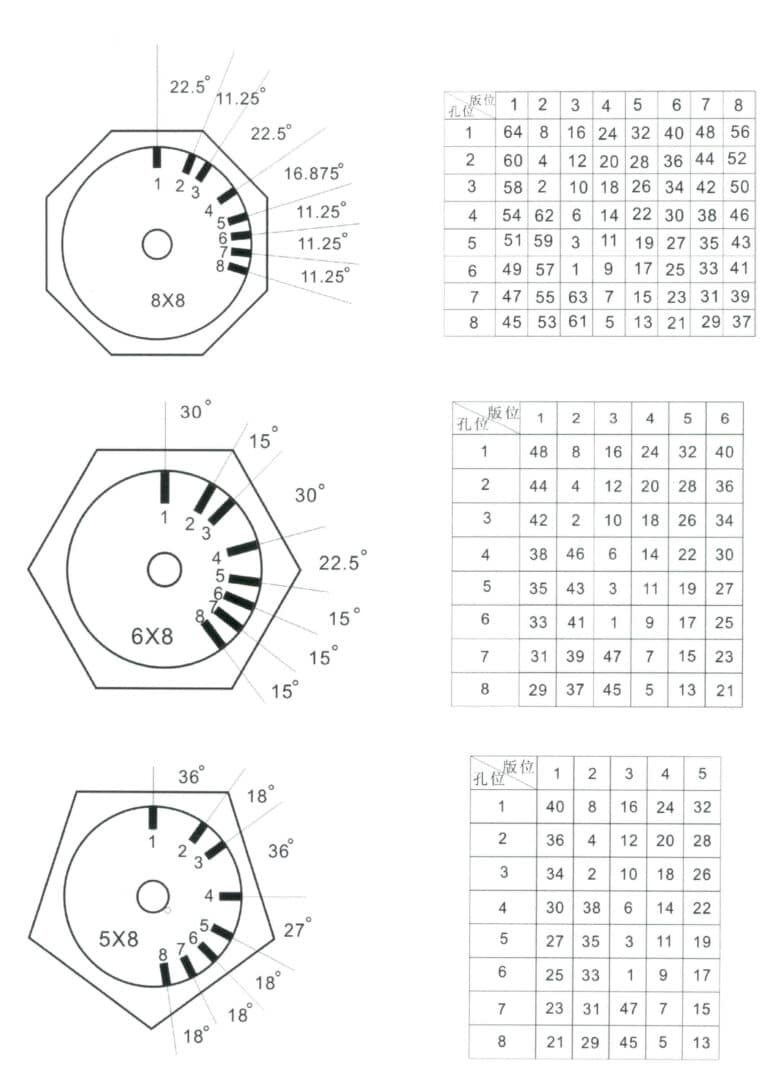
4.5 Slipförhållandet mellan den mekaniska hållaren och den åttkantiga hållaren
Den åttkantiga hållaren kan hugga alla former av ädelstenar baserade på 8 (kallas åtta baser), vilket motsvarar den mekaniska hållaren med 64 delningar (8×8). Den hexagonala hållaren kan hugga ädelstenar baserade på 6, vilket motsvarar den mekaniska hållaren med 48 indelningar (6×8). Den femkantiga hållaren kan hugga ädelstenar baserade på 5, vilket motsvarar den mekaniska hållaren med 40 delningar (5×8), som visas i figur 7-19.
4.6 Slipomvandlingsförhållandet mellan den mekaniska hållaren och den åttkantiga hållaren (Figur 7-20)
4.7 Mätning av ädelstenarnas slipvinklar och omräkning av lyftplattformens höjd (Figur 7-21, Tabell 7-1)
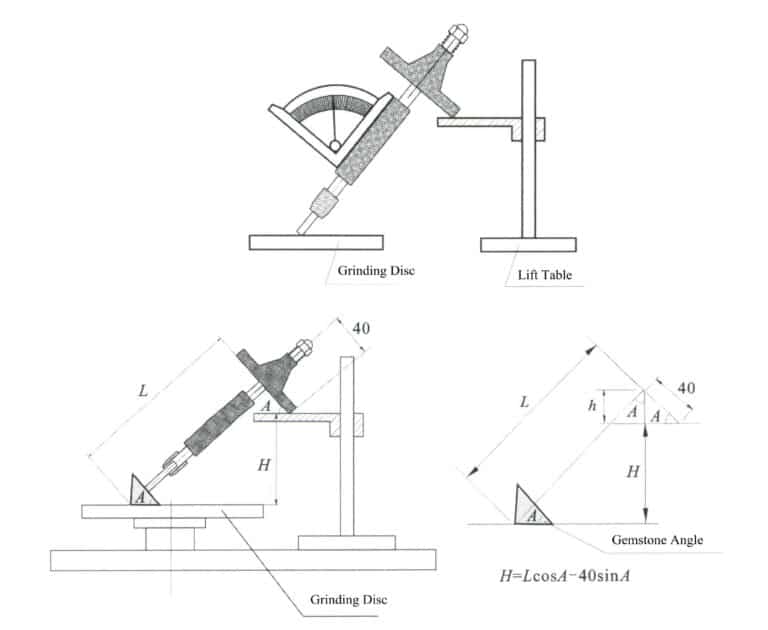
Tabell 7-1 Konverteringstabell för vinkel och höjd
| Vinkel L(° ) | Längd L( mm) | |||||
| 155 | 160 | 165 | 170 | 175 | 180 | |
| Höjd H( cm) | ||||||
| 10 | 145.7 | 150.6 | 155.5 | 160.5 | 165.4 | 170.3 |
| 15 | 139.4 | 144.2 | 149.0 | 153.9 | 158.7 | 163.5 |
| 20 | 132.0 | 136.7 | 141.4 | 146.1 | 150.8 | 155.5 |
| 25 | 123.6 | 128.1 | 132.6 | 137.2 | 141.7 | 146.2 |
| 30 | 114.2 | 118.6 | 122.9 | 127.2 | 131.6 | 135.9 |
| 35 | 104.0 | 108.1 | 112.2 | 116.3 | 120.4 | 124.5 |
| 40 | 93.0 | 96.9 | 100.7 | 104.5 | 108.3 | 112.2 |
| 45 | 81.3 | 84.9 | 88.4 | 91.9 | 95.5 | 99.0 |
| 50 | 69.0 | 72.2 | 75.4 | 78.6 | 81.8 | 85.1 |
| 55 | 56.1 | 59.0 | 61.9 | 64.7 | 67.6 | 70.5 |
| 60 | 42.9 | 45.4 | 47.9 | 50.4 | 52.9 | 55.4 |
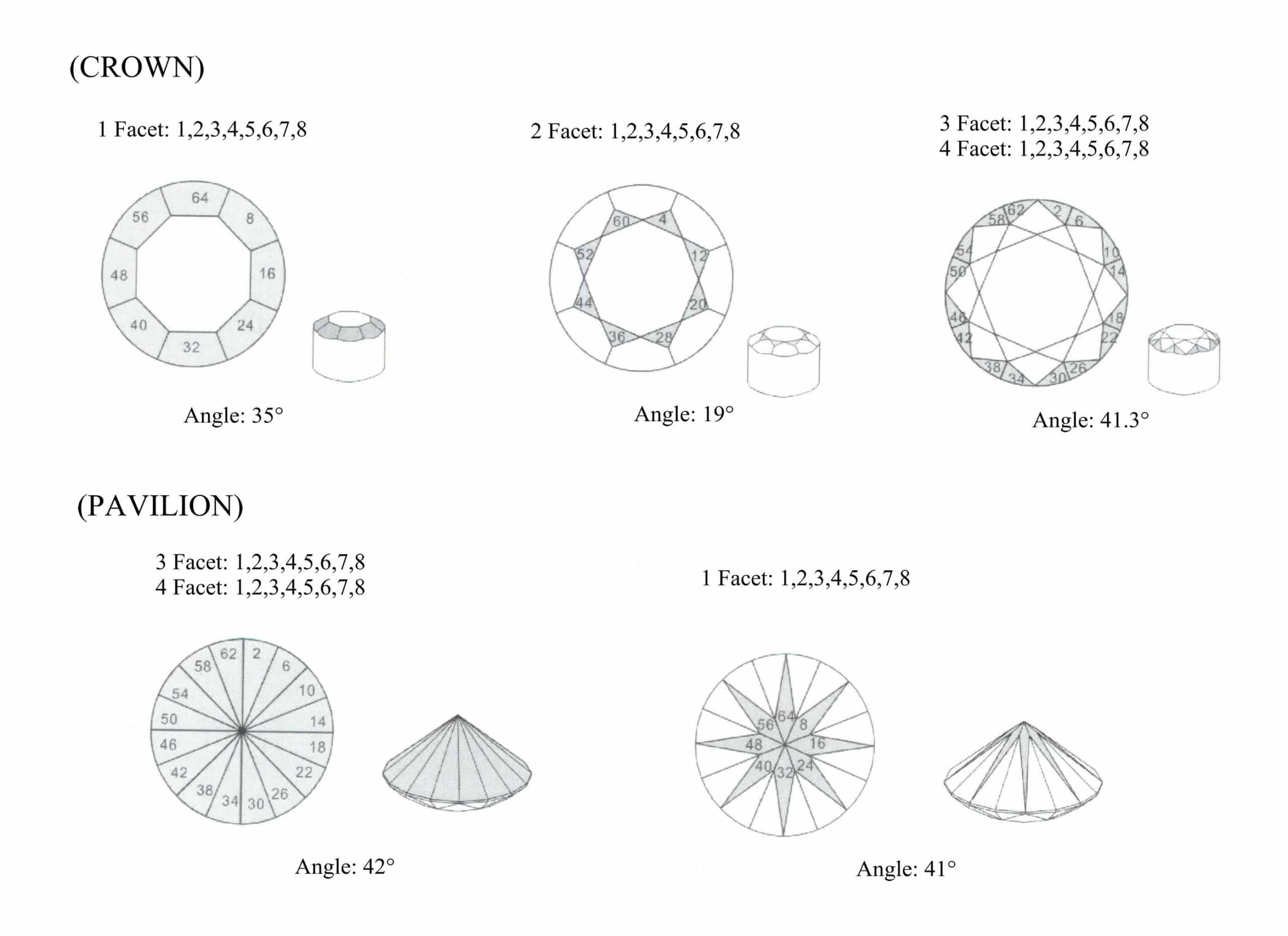
5. Exempel på slipning och polering av ädelstenar
(1) Standard rund borrtyp (figur 7-22)
Standard Rund Briljant Paviljong Läppning Video
Standard rund briljant paviljong Poleringsvideo
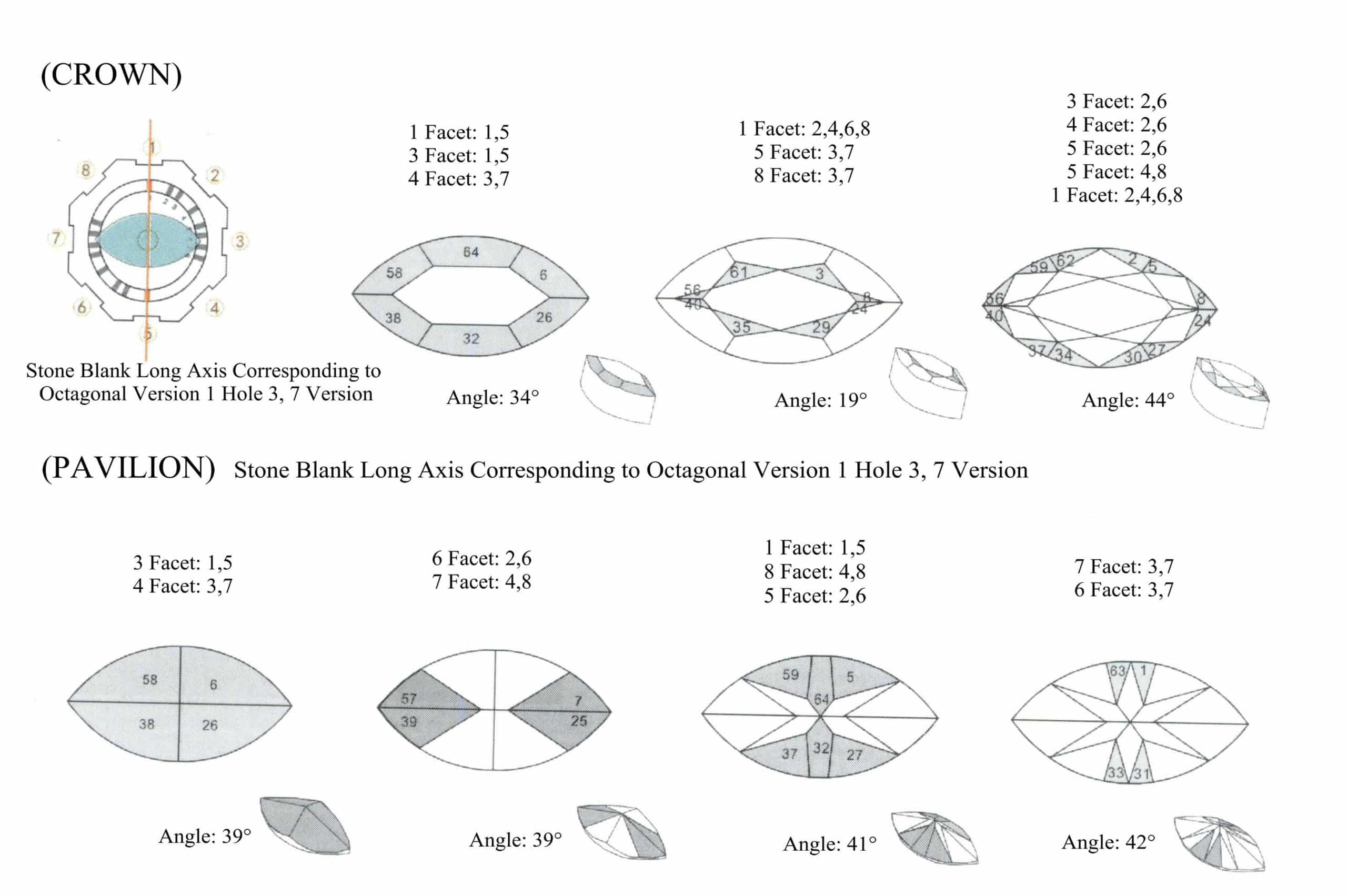
(2) Marquise-form (Bild 7-23)
(3) Äggform (oval) (Bild 7-24)
.png)
.png)
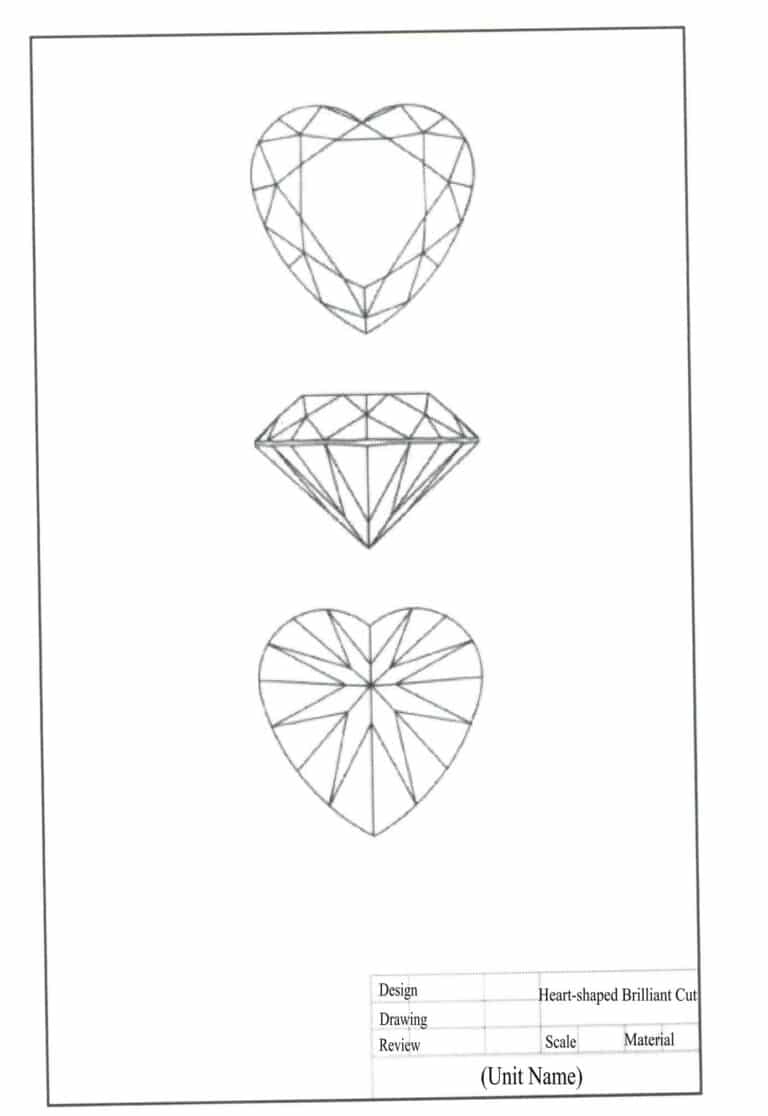
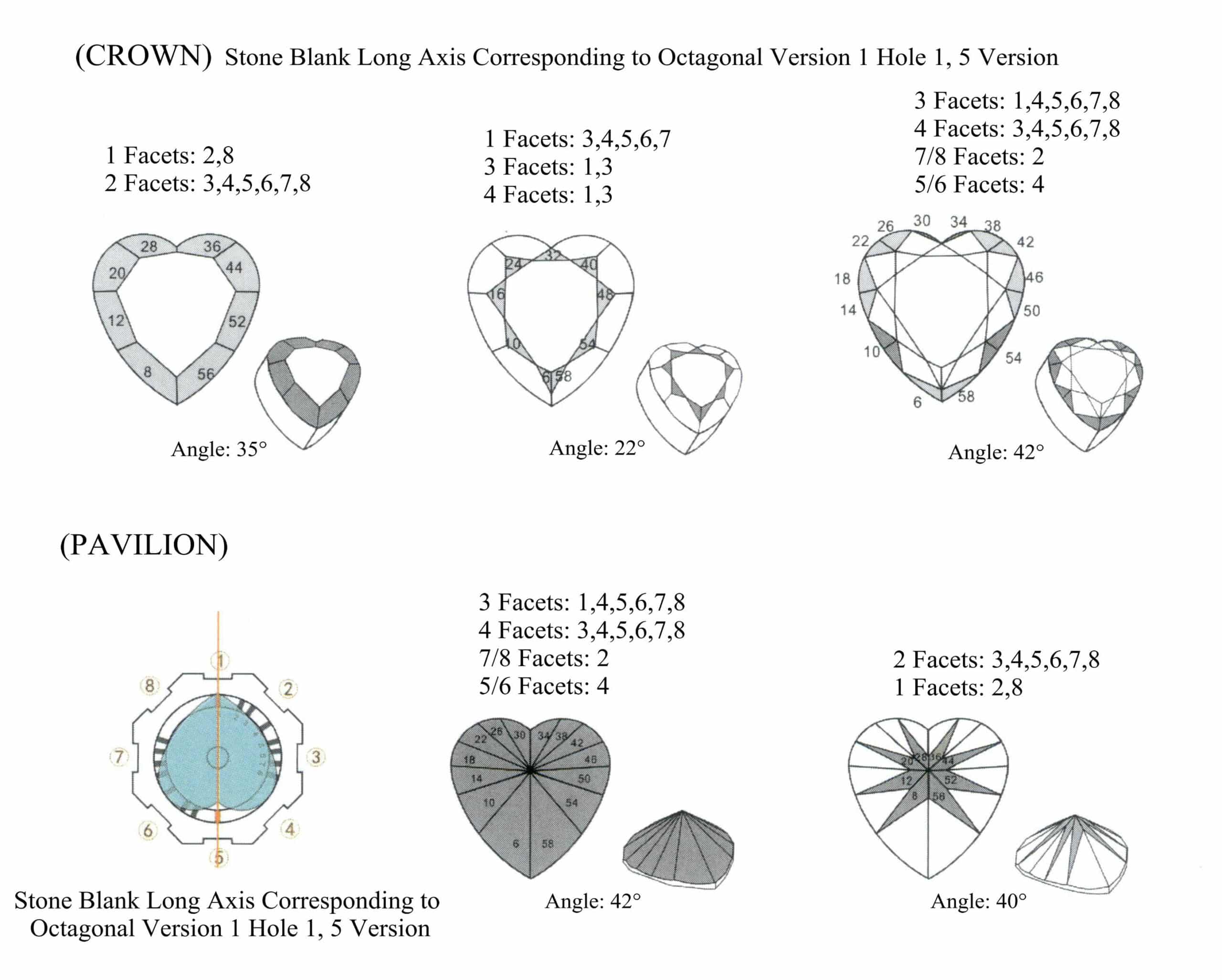
(4) Hjärtform (Bild 7-25)
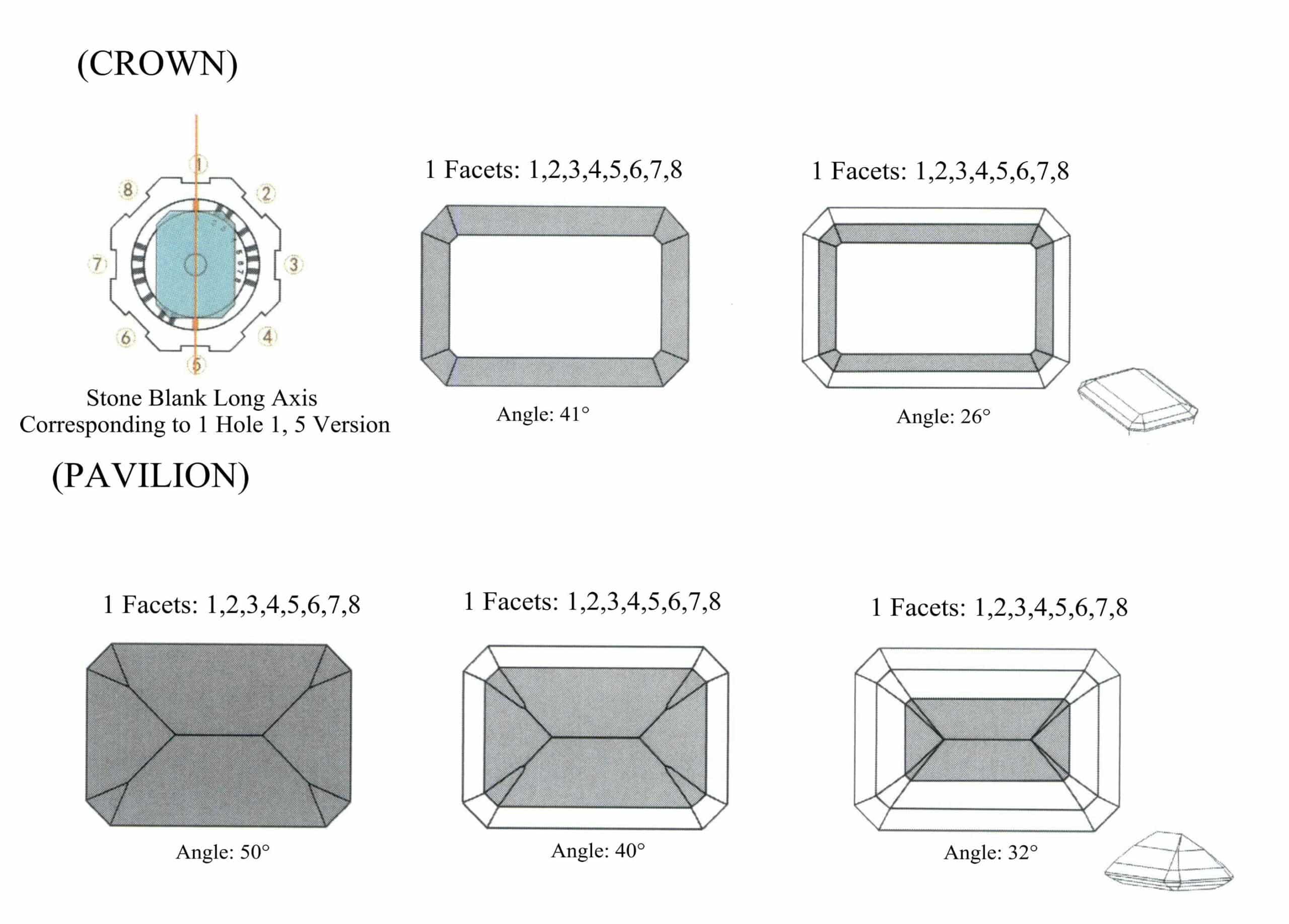
(5) Smaragdslipad (Bild 7-26)
(6) Prinsessa Skuren fyrkant (Bild 7-27)
(7) Form av päron (vattendroppe) (Bild 7-28)

6. Hjälpmaterial vid bearbetning av ädelstenar
(1) Vattnets roll vid bearbetning av ädelstenar
- Vid kapning och slipning av ädelstenar behövs tillräckligt med fukt för att kyla ädelstenarna och förhindra överhettning av råmaterialet, vilket kan orsaka sprickor.
- Vid kapning och slipning av ädelstenar behövs tillräckligt med fukt för att kyla ädelstenarna för att förhindra överhettning av ädelstensråmaterialet, vilket kan leda till kolloidal uppmjukning.
- Tvätta bort det pulver som blivit kvar vid kapning och slipning.
(2) Sandpapperets roll vid bearbetning av ädelstenar
- Tryck in polerpulvret i skivans botten.
- Reparera skivan.
- Balansera pulvret i skivan.
- Skrapa bort överflödigt polerpulver och rester från poleringen.
(3) Poleringsoljans roll vid bearbetning av ädelstenar.
- Poleringspuder för utblandning.
- Fungerar som ett smörjmedel för att skydda polerplattan.
- Säkerställer att polerpulvret fördelas jämnt på rondellen.
(4) Toalettpapperets roll vid polering av ädelstenar.
- Torka bort överflödig olja från polerdynan.
- Ta bort det polerpulver som flyter på polerskivans yta.
- Tryck in polerpulvret i polerskivans kropp för att få en fast friktionspolering.
7. Gravering och slipning av Millennium-ädelstenar
Millennium ädelstensstil, även känd som den konkava ädelstensstilen, är en bearbetningsmetod som sträcker sig från den fasetterade ädelstensbearbetningsmetoden. Skillnaden mellan de två är att bearbetningen av fasetterade ädelstenar använder en platt slipskiva som innehåller diamantpulver, och poleringen görs med en hård poleringsstav av zinklegering i kombination med diamantpulver, vilket resulterar i en serie konkava bågformade små ytor.
Millennium ädelstensstil bearbetar en serie bågformade små ytor som kan samla och reflektera ljus, vilket gör att ljuset och eldfärgen som reflekteras från ädelstenens inre är starkare än fasetterade ädelstenar. När ädelstenen roteras gnistrar den och lyser briljant, vilket gör den tilltalande och blir dagens mest populära ädelstensstil.
7.1 Utrustning för bearbetning av ädelstenar från Millennium (bild 7-29)

7.2 Millennium teknik för bearbetning av ädelstenar
(1) Kapning och formning
Enligt produktionskraven används först en skärmaskin för att skära ut triangulära material och sedan formas de på en halvautomatisk cirkulär maskin för att producera råmaterial i önskad storlek.
(2) Självhäftande sten
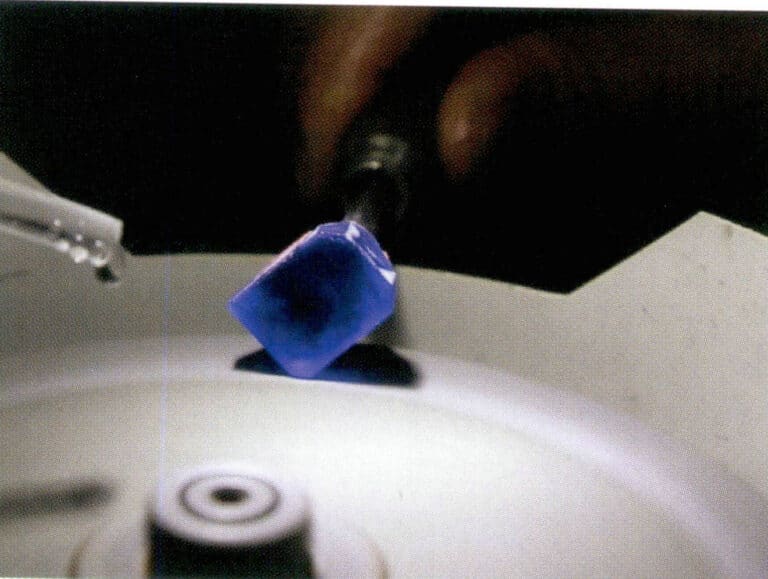
Placera ädelstenslimpan som är belagd med ädelstenslim under en bunsenbrännare för att värma upp den, så att ädelstenslimmet kan bakas, smälta och mjukna. Fäst sedan ädelstenens grova material på limstången. Storleken på limmet på stången kan bestämmas utifrån storleken på ädelstensstilen; för större ädelstenar, använd ett större lim; för mindre ädelstensråmaterial, använd ett mindre lim.
När ädelstenen har fästs på limstången ska du kontrollera om den är felriktad, om ädelstenens mittlinje sammanfaller med limstångens mittlinje eller om det finns för mycket lim. Om några problem uppstår bör de korrigeras omedelbart.
(3) Slipning och polering av ädelstenar
När ädelstenen är monterad på stången, kan du sätta in den i robotarmen? För att påskynda den färdiga produktens utskärningseffektivitet används en standard ädelstensmaskin för att bearbeta den plana ytan med en 320 # slipskiva enligt utskärningsmönstret för den runda borrformade kronan. Installera en 800 # diamantpulversticka på den konkava maskinens borrchuck, starta huvudmaskinen och mikromotorn och hugga ut små konkava bågytor enligt det cirkulära huggningmönstret på den konkava maskinen. Under bearbetningen, se till att använda en svamp indränkt i vatten för kylning för att förhindra att ädelstenen spricker på grund av värme under bearbetningen.
Efter avslutad slipning: byt ut den mot en polerstav av zinklegering, använd diamantpoleringspulver och upprepa slipningsprocessen för att slutföra kronpoleringen.
När slipningen och poleringen av ädelstenskronan är klar kan ädelstenen tas bort från limstången, vändas och fästas på limstången igen för slipning och polering av paviljongen.
7.3 Viktiga tekniska frågor i bearbetningsutrustningen för millennieskiftets ädelstenar
Millennium Worker ädelstensstil bearbetning i processen kräver skickliga färdigheter, men också i utrustningens prestandakrav är också höga, de viktigaste tekniska frågorna är följande punkter.
- Processmotorn använder ett tvåhastighetssystem med olika hastigheter för olika storlekar på ädelstenar. En låg hastighet används för små ädelstenar, medan en hög hastighet används för stora ädelstenar, med motorhastigheten reglerad för optimal prestanda mellan 5000~6000r/min. Vid denna hastighet har de polerade ädelstenarna god ljusstyrka och hög effektivitet.
- Mikromotorns hastighet regleras till 20 varv per minut för att säkerställa precision och effektivitet vid gravering och polering. Mikromotorn driver huvudsakligen mikroarbetsbänken i en fram- och återgående rörelse; om hastigheten är för snabb kommer den att orsaka betydande studsning av mikroarbetsbänken, vilket påverkar precisionen vid gravering och polering, medan för långsam hastighet påverkar arbetseffektiviteten.
- Vid gravyr av ädelstenar måste de placeras i fixturen, som håller ädelstenarna i linje med rundstavens axel och säkerställer enhetlig storlek på de graverade fasetterna. Eftersom rundstavens diameter är liten kommer varje förskjutning att minska precisionen hos de konkava fasetterna, vilket leder till ojämna storlekar på de graverade fasetterna.
- Mittlinjen för mikroarbetsbänkens rörelse måste vara parallell med spindelns mittlinje, annars kommer de konkava fasetter som produceras att se sneda eller deformerade ut.
Om bearbetningsmetoderna för ädelstenar i millenniestil skiljer sig åt kommer olika millenniestilar att uppstå; vissa har både kronan och paviljongen bearbetade som böjda ytor, medan andra har kronan bearbetad med små platta fasetter och paviljongen som en böjd yta. Stilarna är ständigt föränderliga, såsom stjärnformade, strålande, krysantemumformade, spiralformade etc., som verkar både fashionabla och djupa, i kombination med ädelstenarnas bländande briljans, vilket gör dem mycket populära bland konsumenterna.
8. Exempel på fabriksproduktion
(1) Tillägg av enstaka ädelsten
CNC-video för bearbetning av enstaka ädelstenar
(2) Mekanisk enkel ädelsten Automatisk tillägg
Video av manuell bearbetning av enstaka ädelstenar i en fabrik