Inläggning med ädelstenar
Bild 2-1 Inläggning med ädelstenar
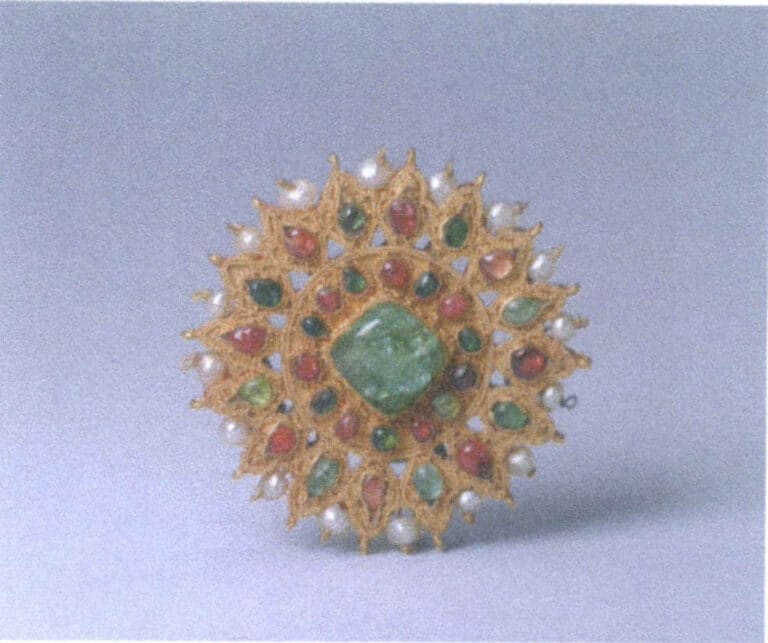
Bild 2-2 Filigraninställning
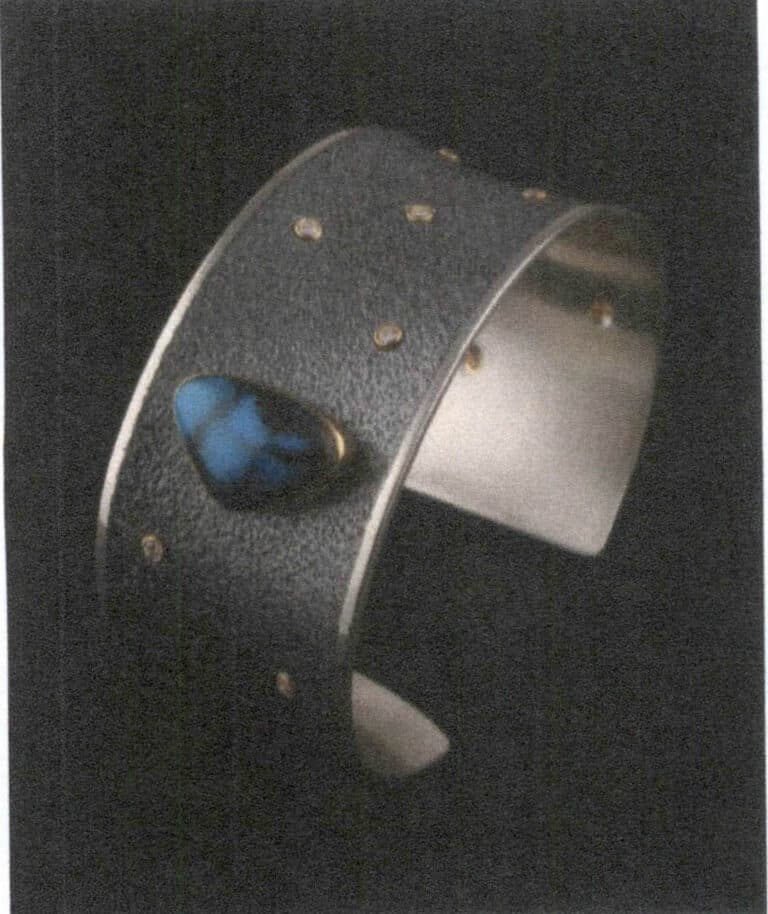
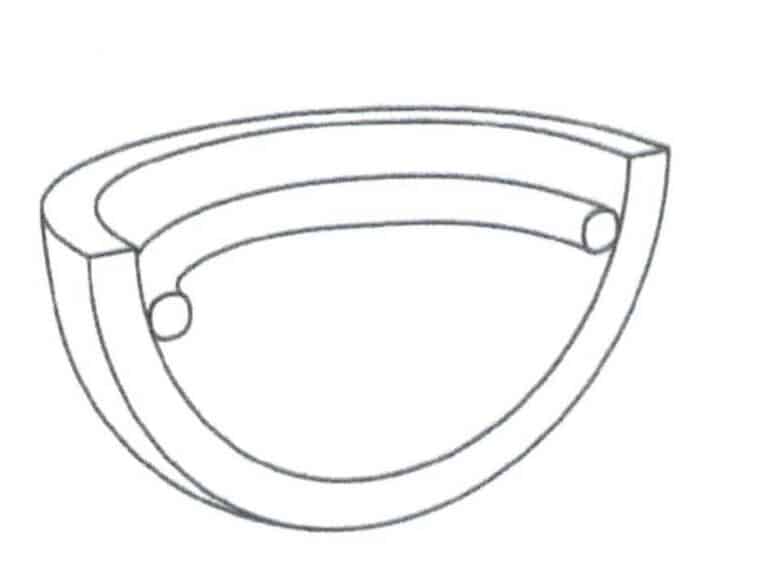
Figur 2-3 Oregelbunden cabochon ädelsten med bezelinfattning armband
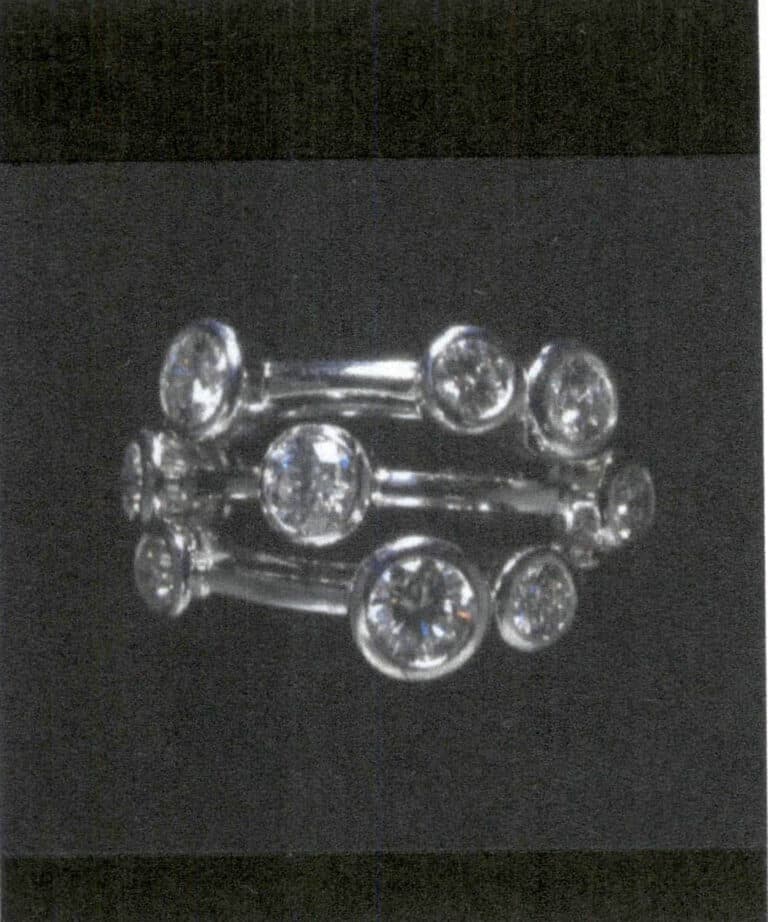
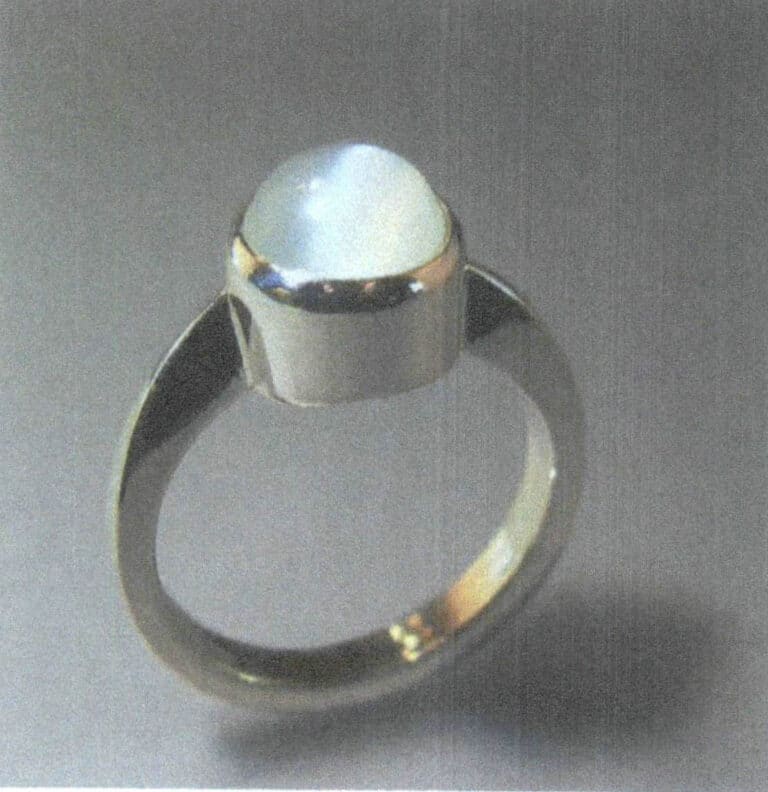
Figure 2-4 Multi-gemstone setting ring (V&A Museum Collection)
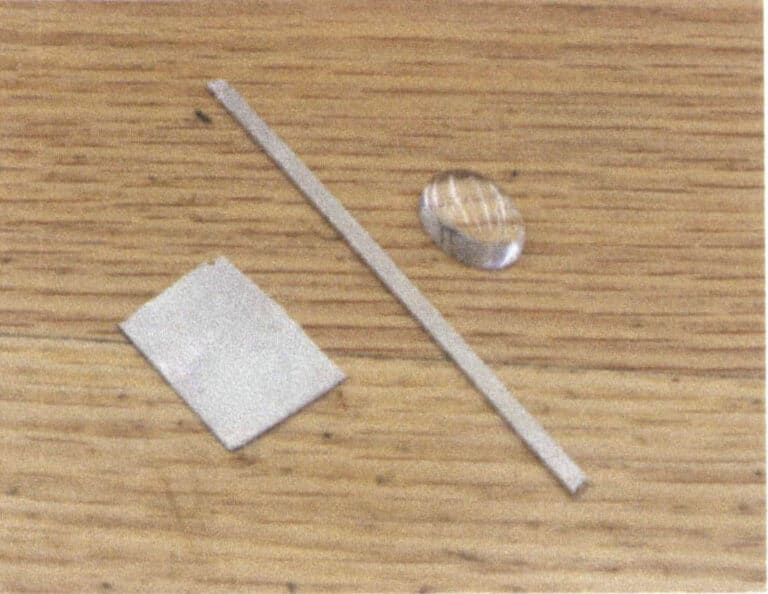
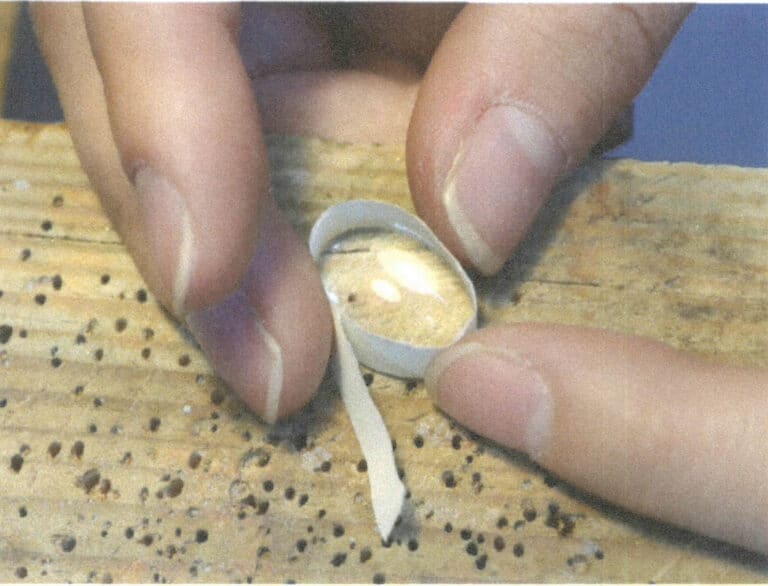
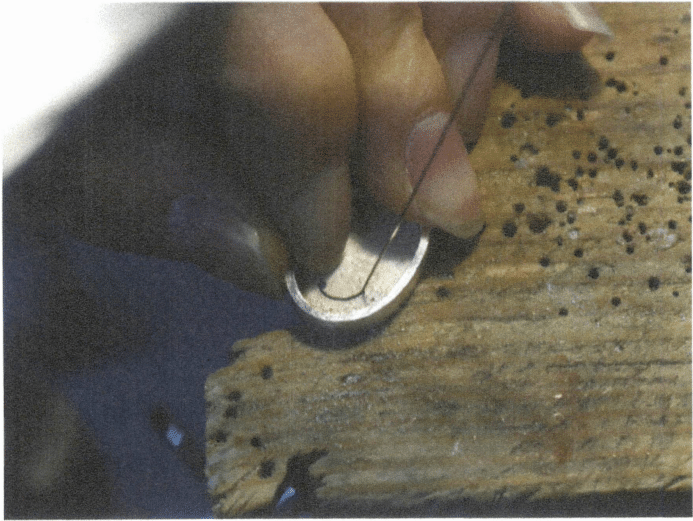
Figur 2-7 Mätning av ädelstenens omkrets med en pappersremsa

Bild 2-8 Bestämning av metallkantens längd
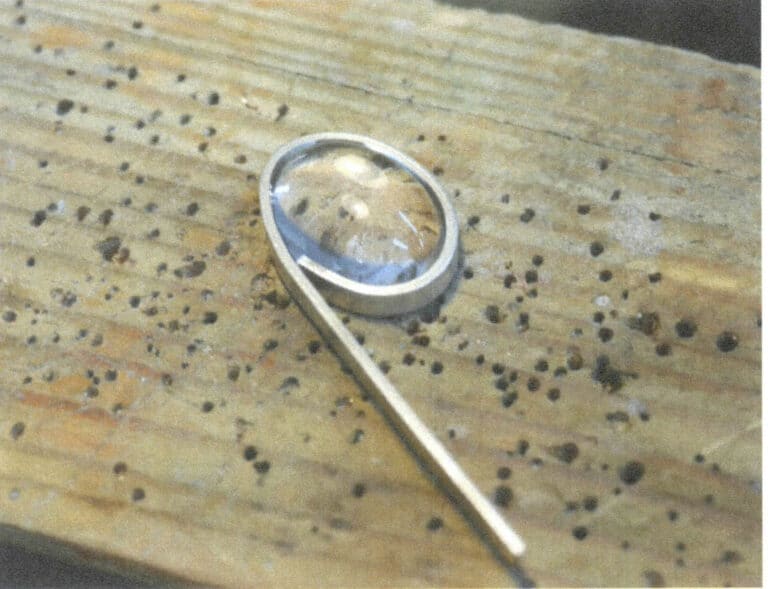
Bild 2-9 Böjning av metallkanten

Bild 2-10 Kapning av metallkanten
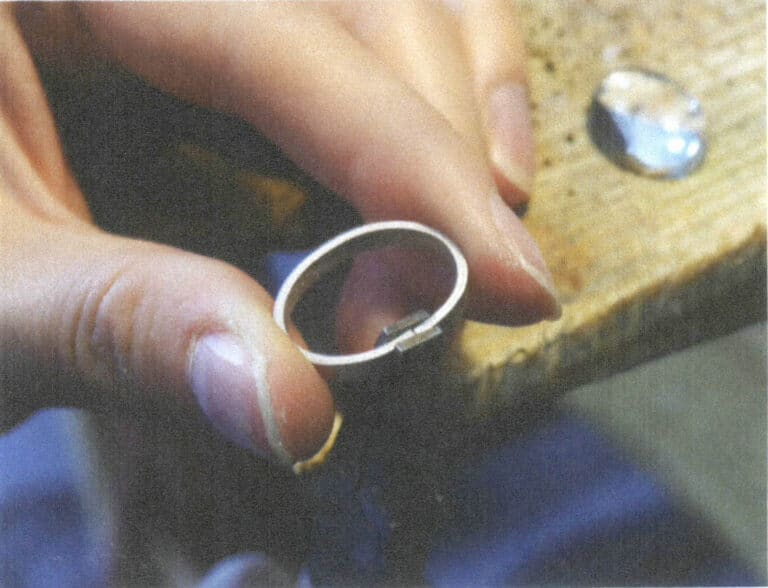
Bild 2-11 Åtdragning av skarven

Bild 2-12 Svetsning av skarven
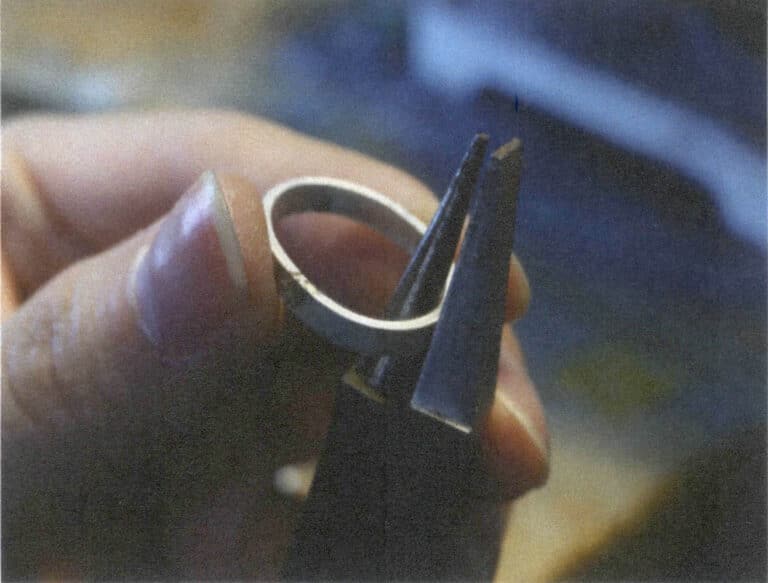
Bild 2-13 Justering av metallkantens form

Bild 2-14 Test av inställningsfästet

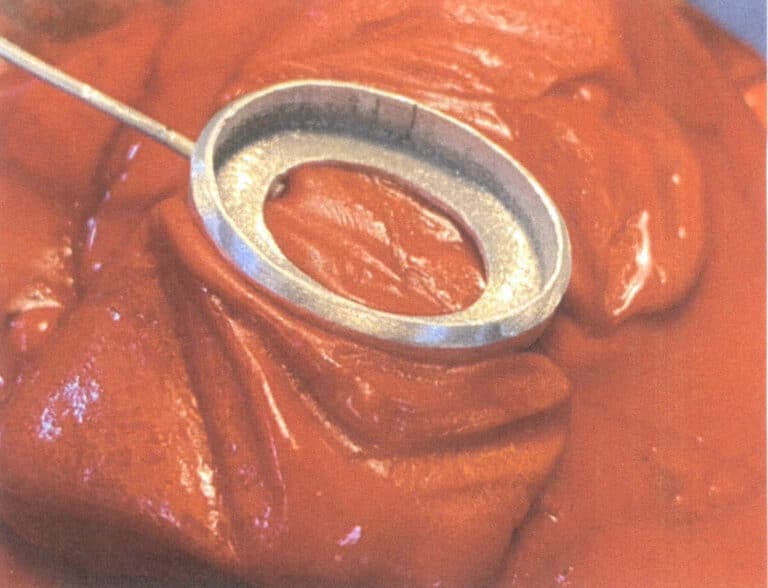
Bild 2-15 Svetsbas

Bild 2-16 Sågning av överflödig metallbasyta på utsidan

Bild 2-17 Slipning av kanter
Figur 2-18 Ihålig bas

Figur 2-19 Trimning av ihåliga kanter

Bild 2-20 Bearbetning av metallkantens höjd
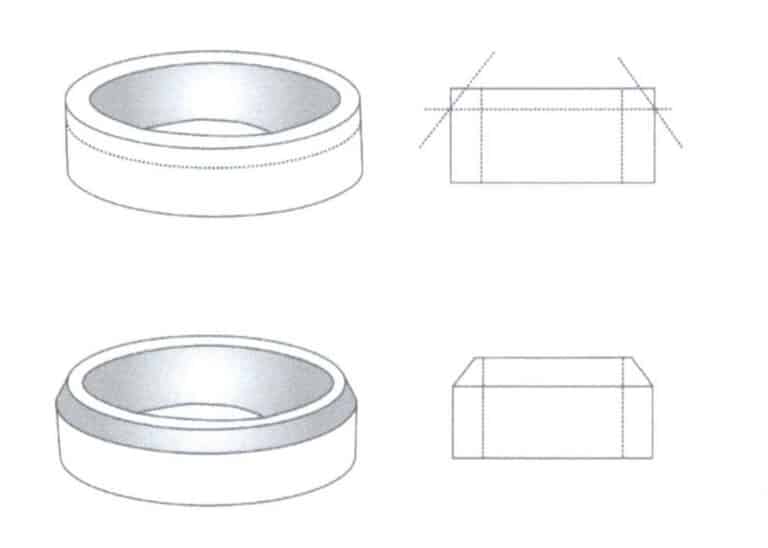
Bild 2-21 Metod för hantering av tjockare ramar

Bild 2-22 Slipning av metallkantens lutande yta

Bild 2-23 Svetsning av metallbeslag
Figur 2-24 Fästning av metall
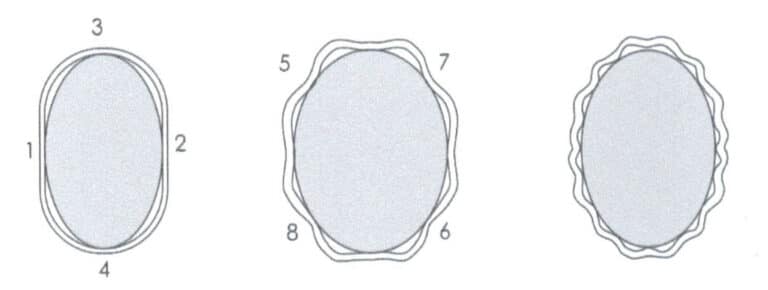
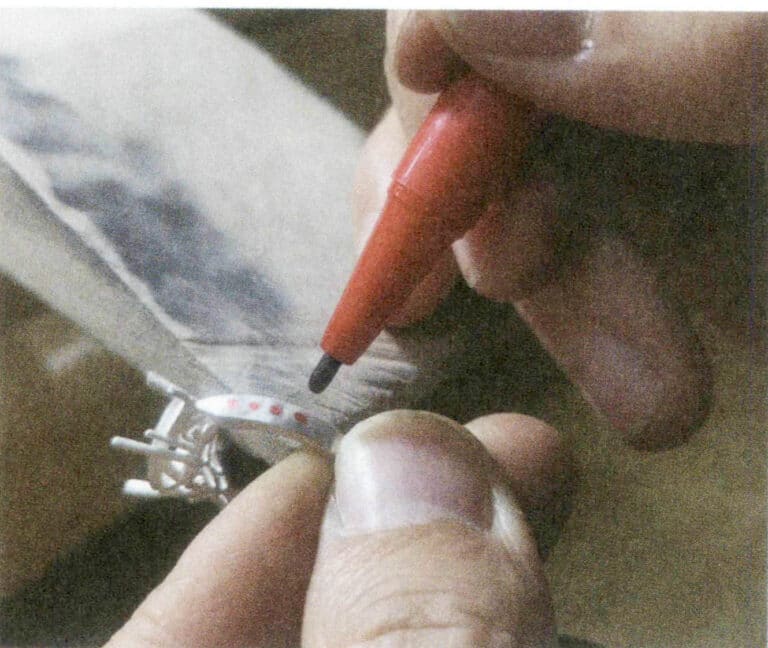
Figur 2-26 Ordningsföljd för punktfixering
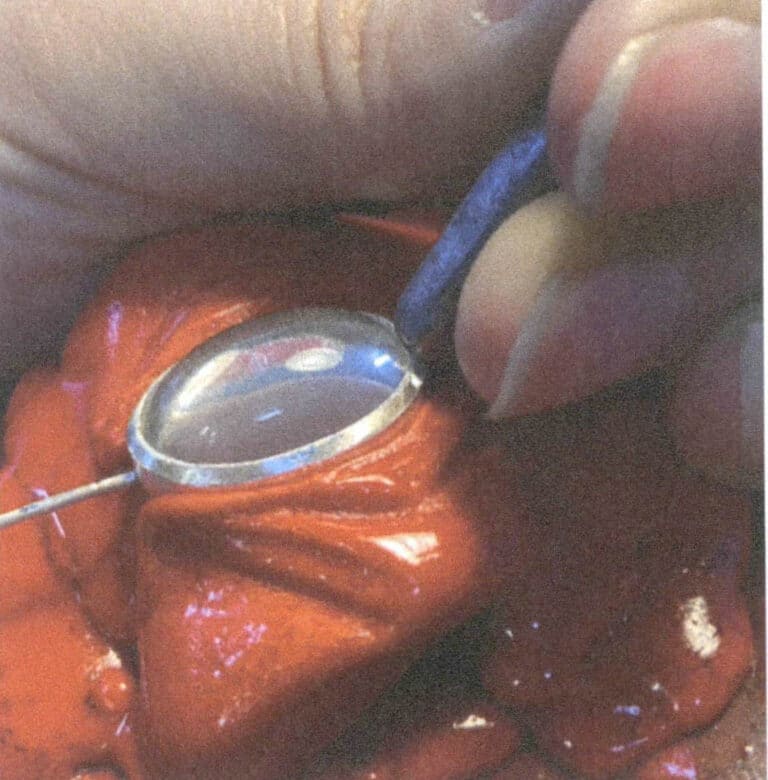
Figur 2-27 Hållning vid användning av en mejsel med platt huvud
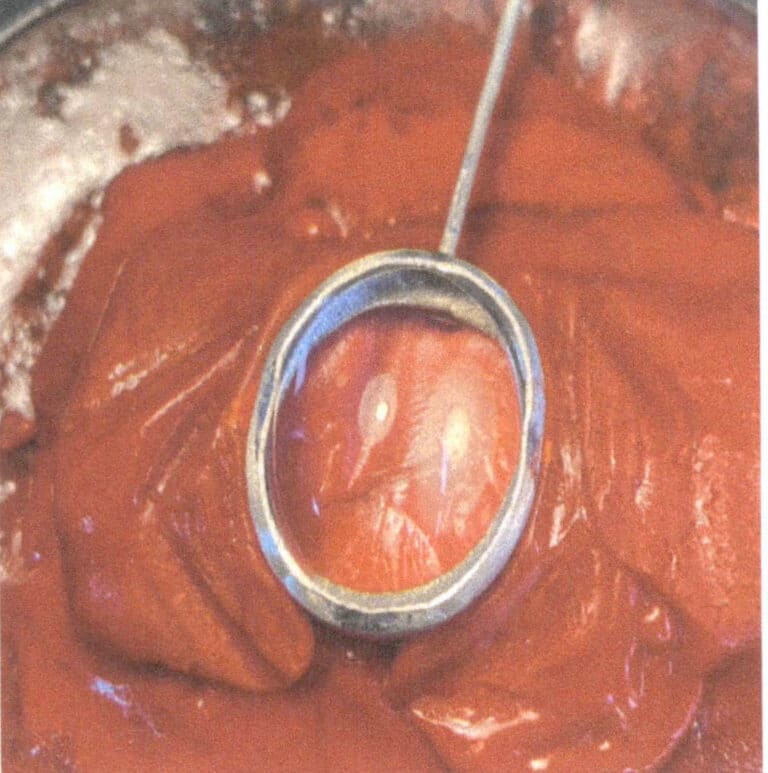
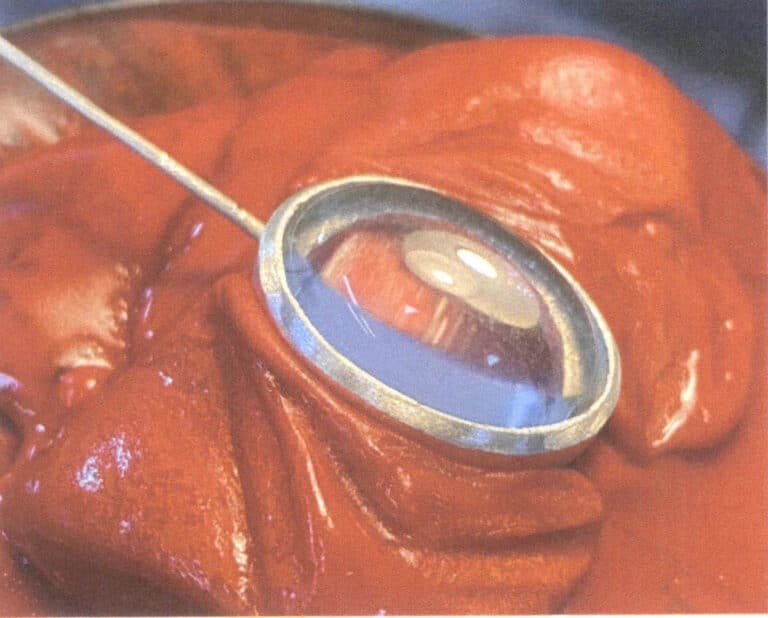
Bild 2-28 Symmetrisk punktfixering (fyra punkter)
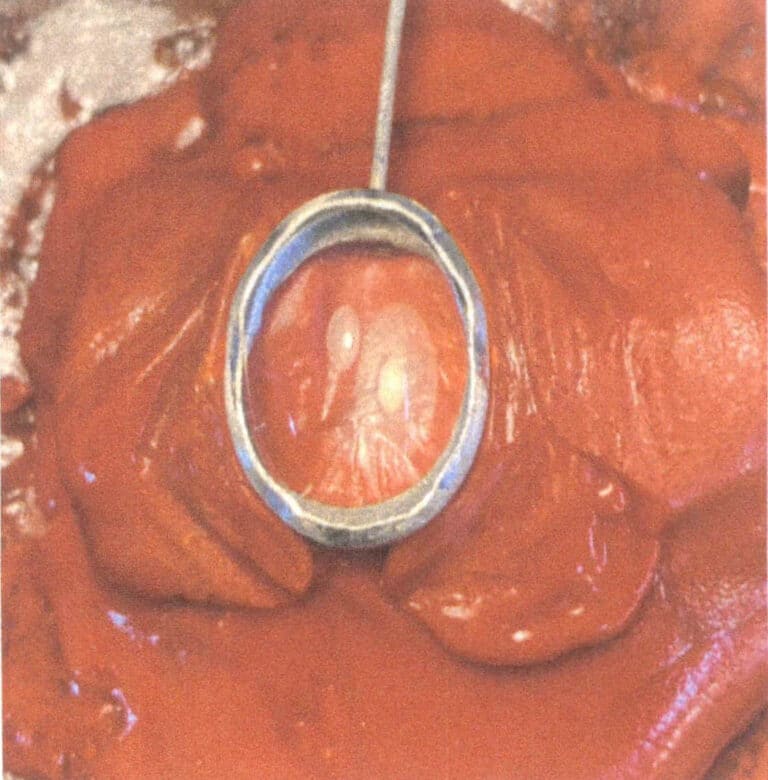
Bild 2-29 Symmetrisk punktfixering (åtta punkter)
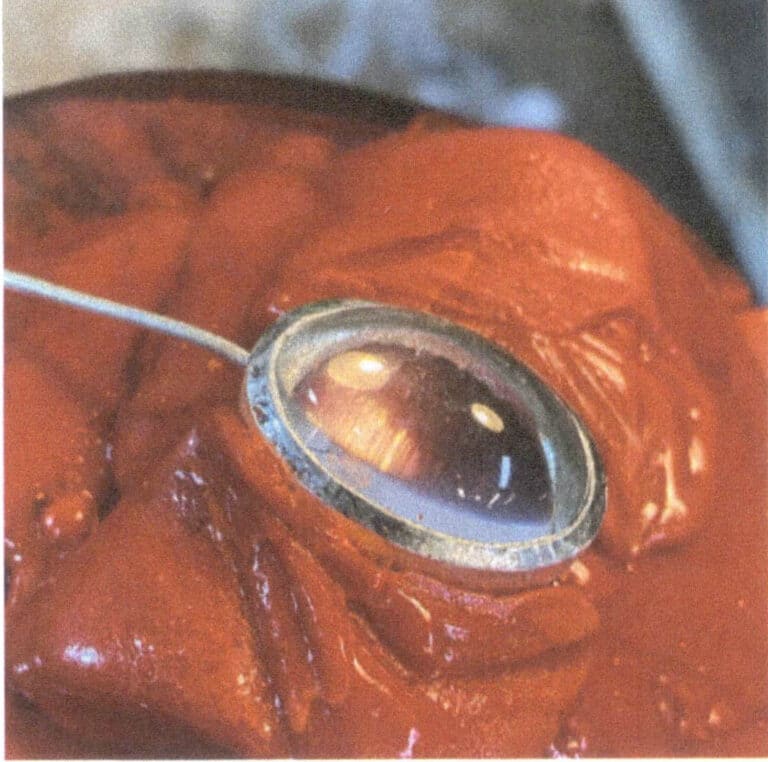
Bild 2-30 Cyklisk kantpressning

Bild 2-31 Trimning

Bild 2-32 Användning av sandpappersrullar för polering.

Bild 2-33 Polering med polerskiva

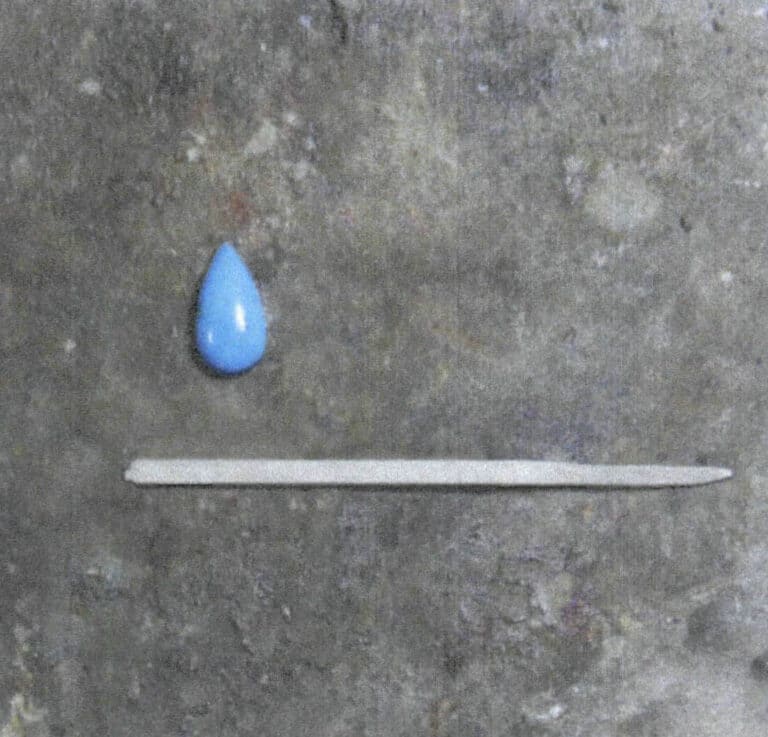
Bild 2-35 Materialberedning

Bild 2-36 Böjning av metallkanter
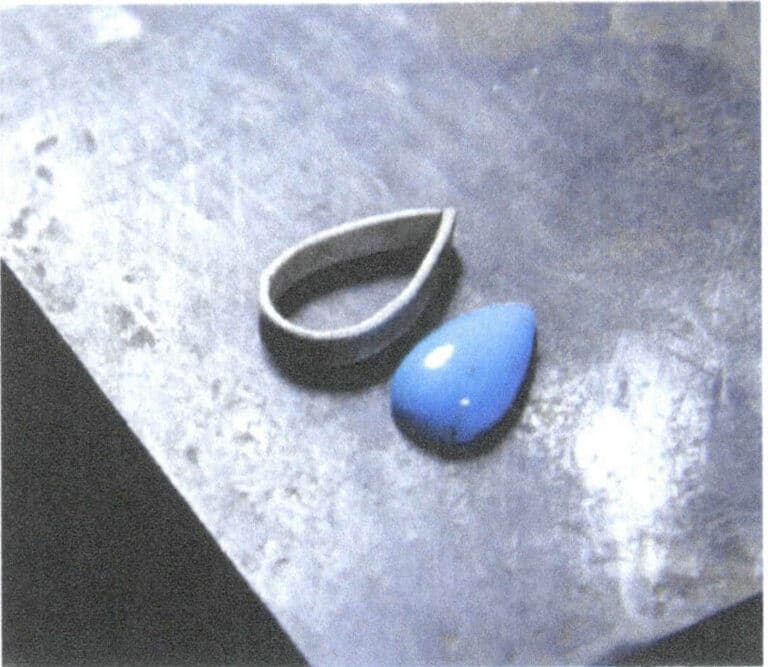
Bild 2-37 Kapning av metallkanter
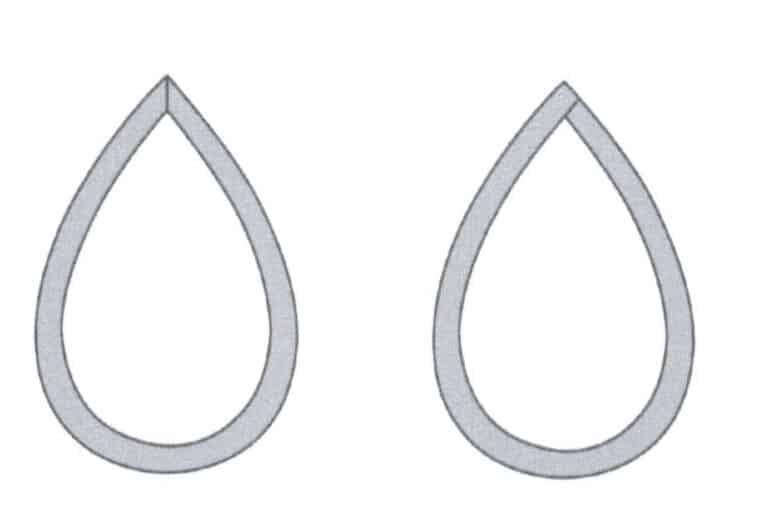
Bild 2-38 Två metoder för bearbetning av skarven på droppformade metallkanter

Bild 2-39 Svetsning av metallkanter
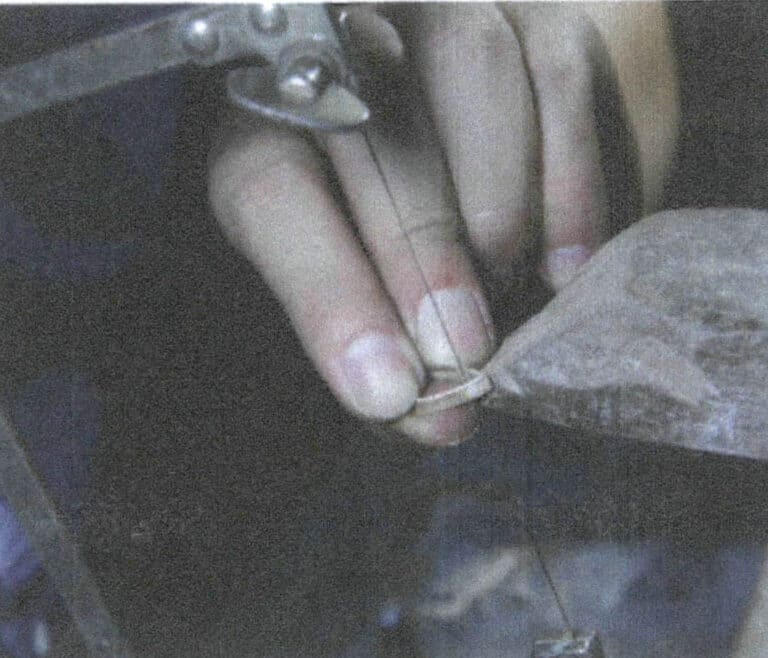
Bild 2-40 Rengöring av hörnlödning
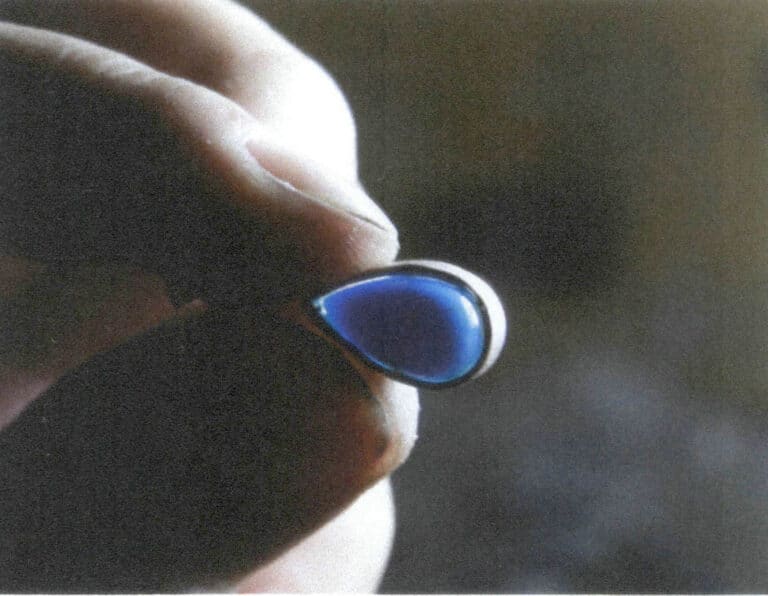
Bild 2-41 Test av inställningsfästet

Bild 2-42 Svetsning av metallbasen
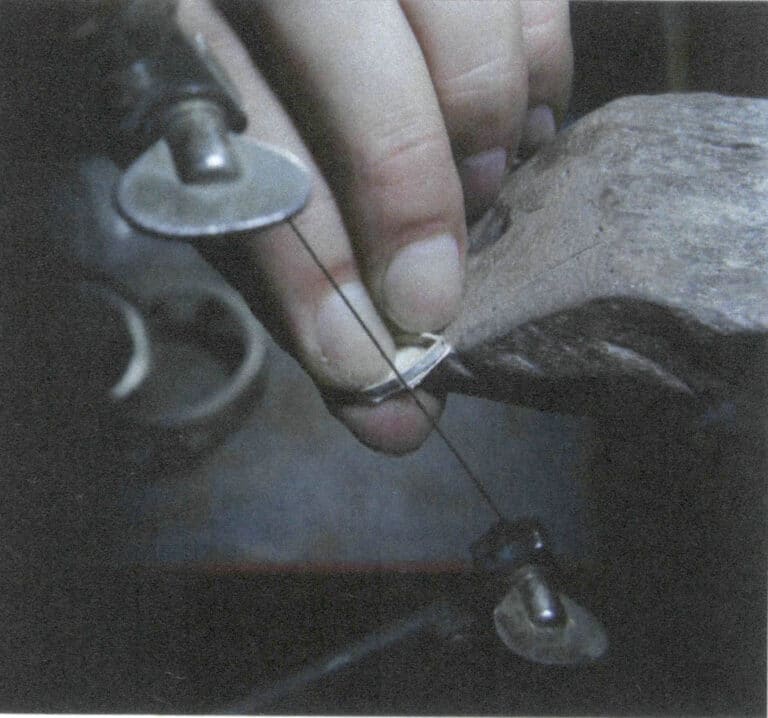
Bild 2-43 Sågning av överflödig metallbas på utsidan
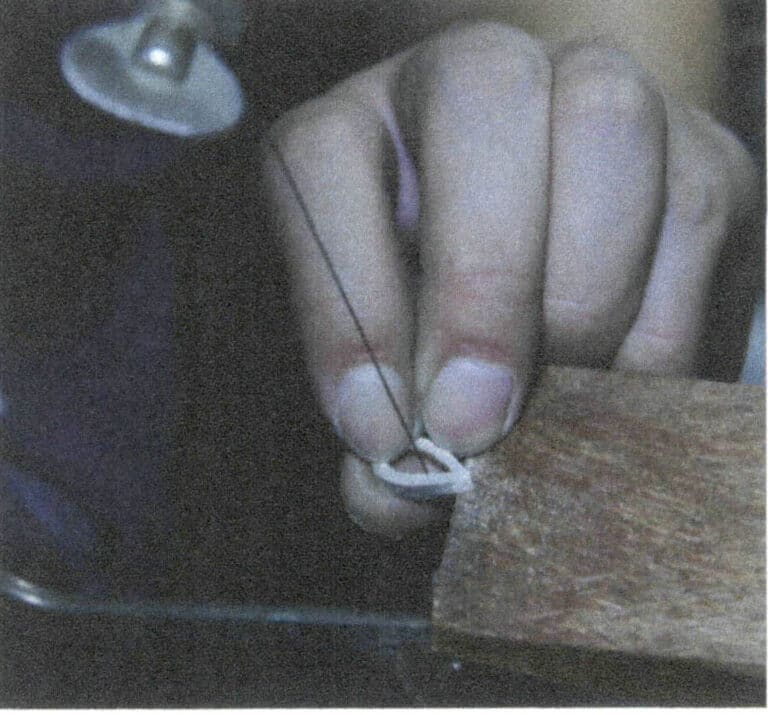
Bild 2-44 Håltagning av metallbasen
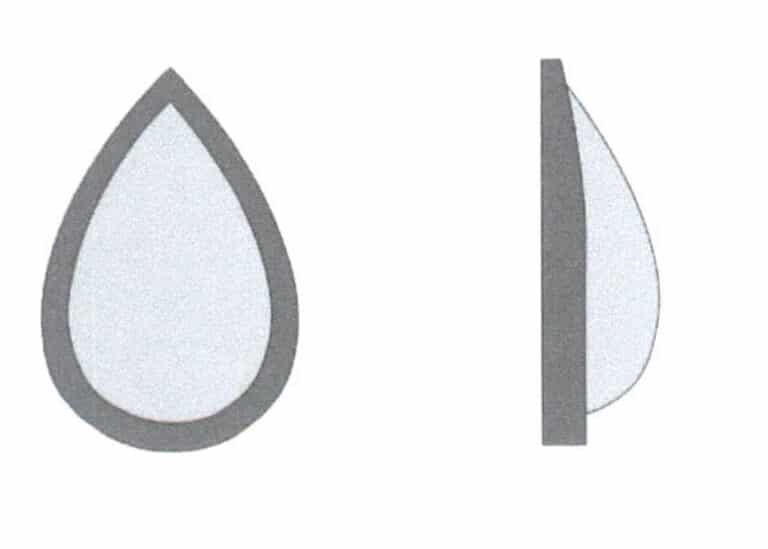
Figur 2-45 Behandling av droppformad cabochon ädelsten metallkant
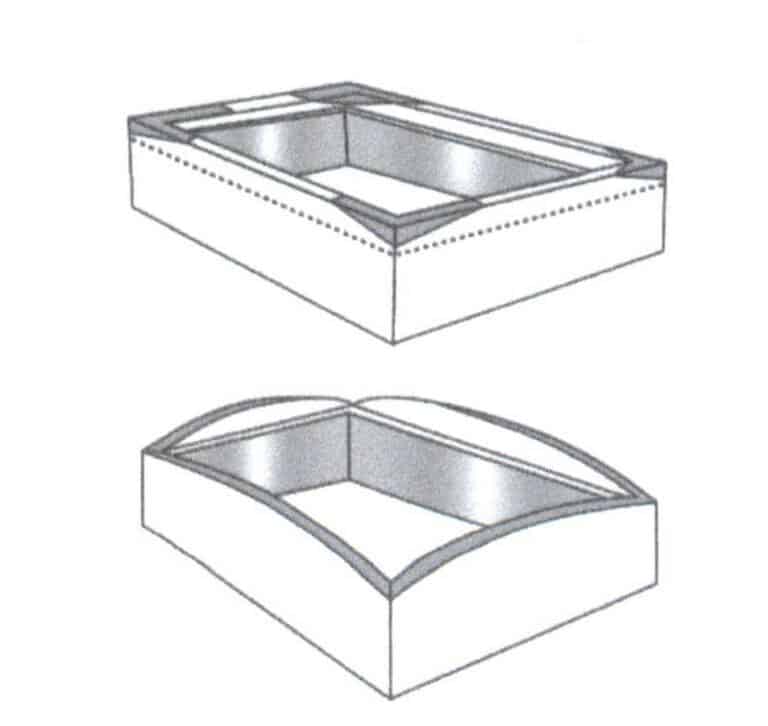
Bild 2-46 Behandling av rektangulärt formad båge cabochon ädelsten metallkant

Bild 2-47 Svetsning av metallrördelar

Bild 2-48 Fästning av metall

Bild 2-49 Placering av stenen
Figur 2-50 Sekvens för punktfixering
Figur 2-51 Cyklisk kantpressning
Figur 2-52 Rengöring av orenheter och kontroll av att ramen sitter fast
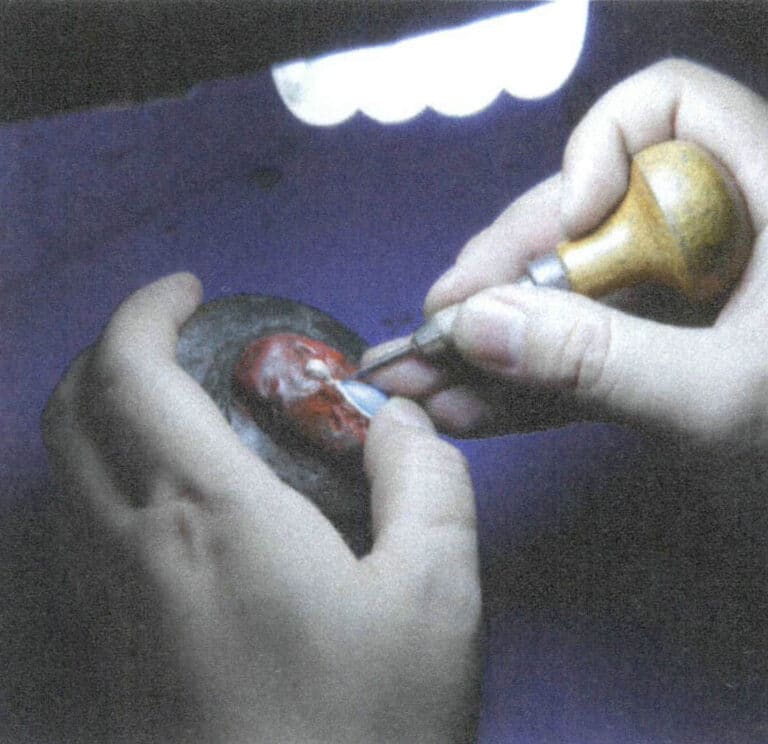
Bild 2-53 Trimning av metallens inre metallkant

Bild 2-54 Trimning av metallens yttre metallkant

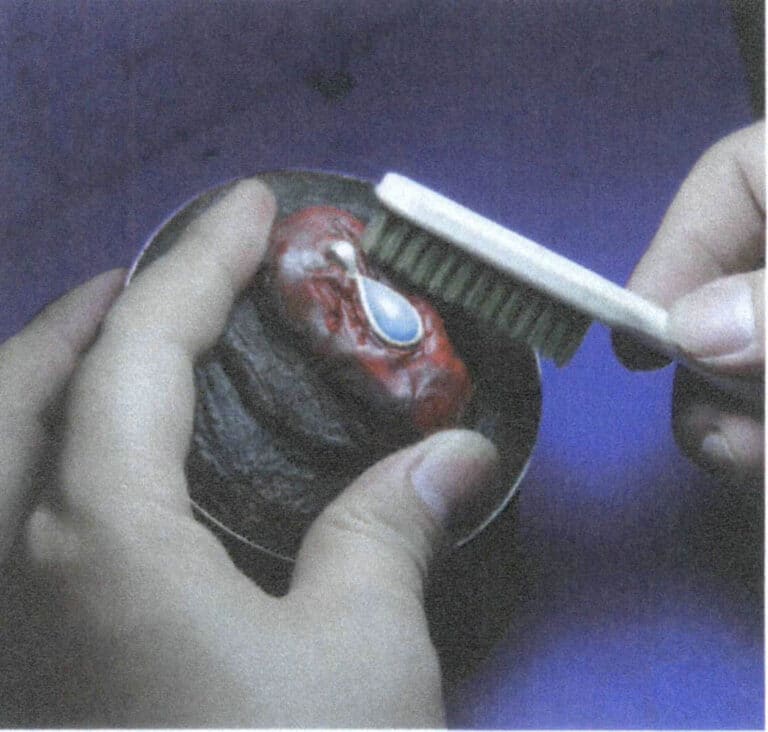
Bild 2-55 Polering med sandpappersrullar

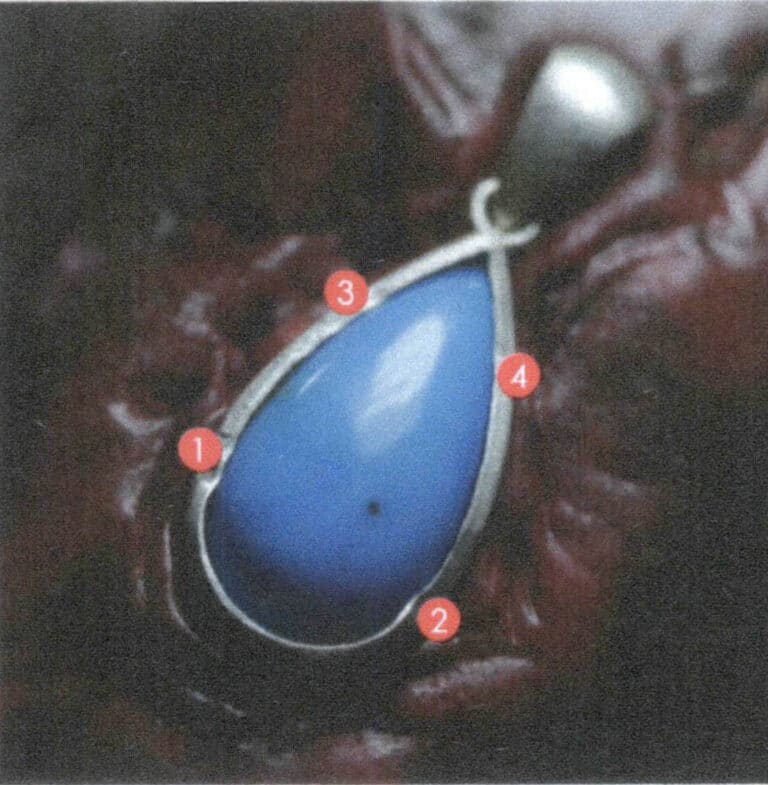
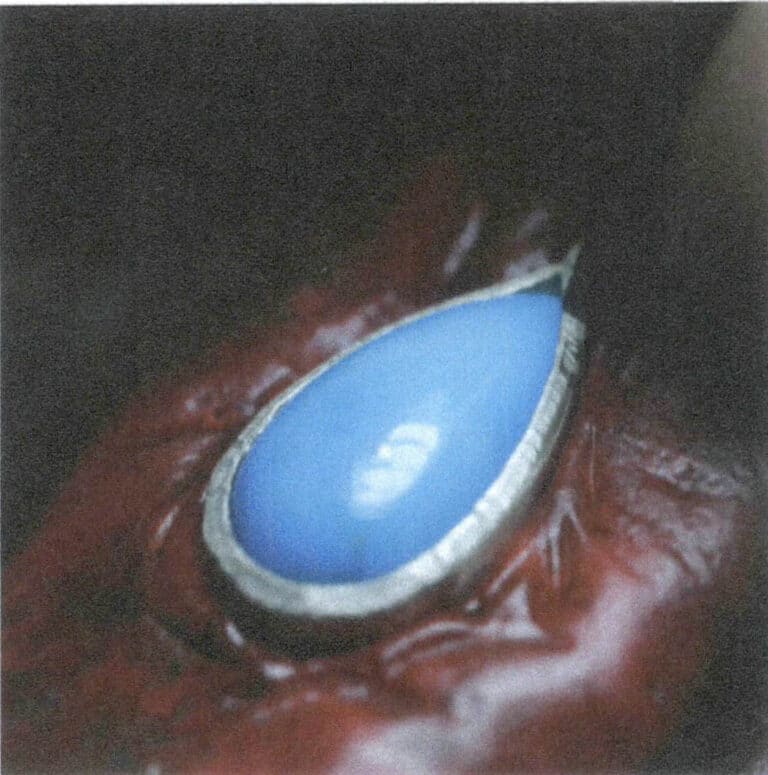
Figur 2-56 Komplettering av infattningen med droppformad cabochon ädelsten

Figur 2-57 Infattning med rund briljantslipad ädelsten

Figur 2-58 Rektangulär briljantslipad ädelsten med infattning Infattning
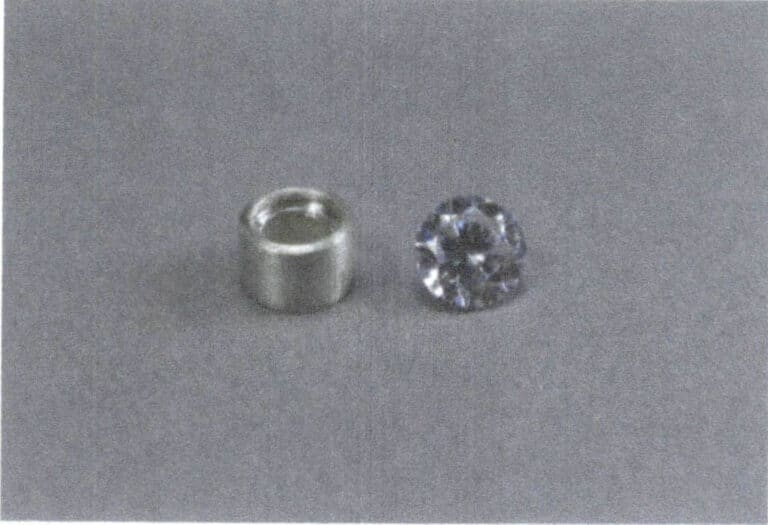
Figur 2-59 Runda briljantslipade ädelstenar och infattning
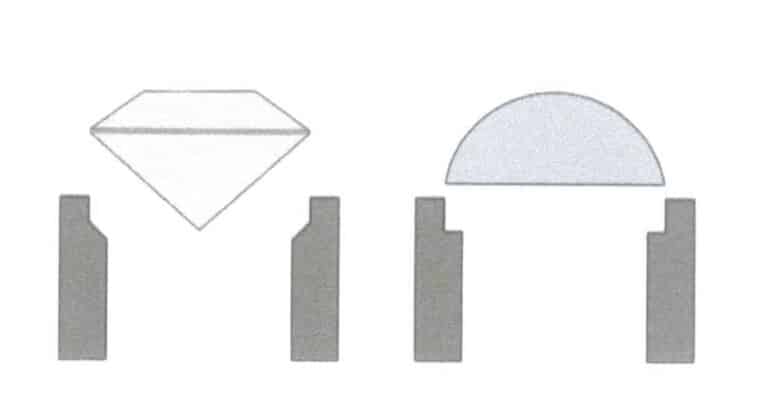
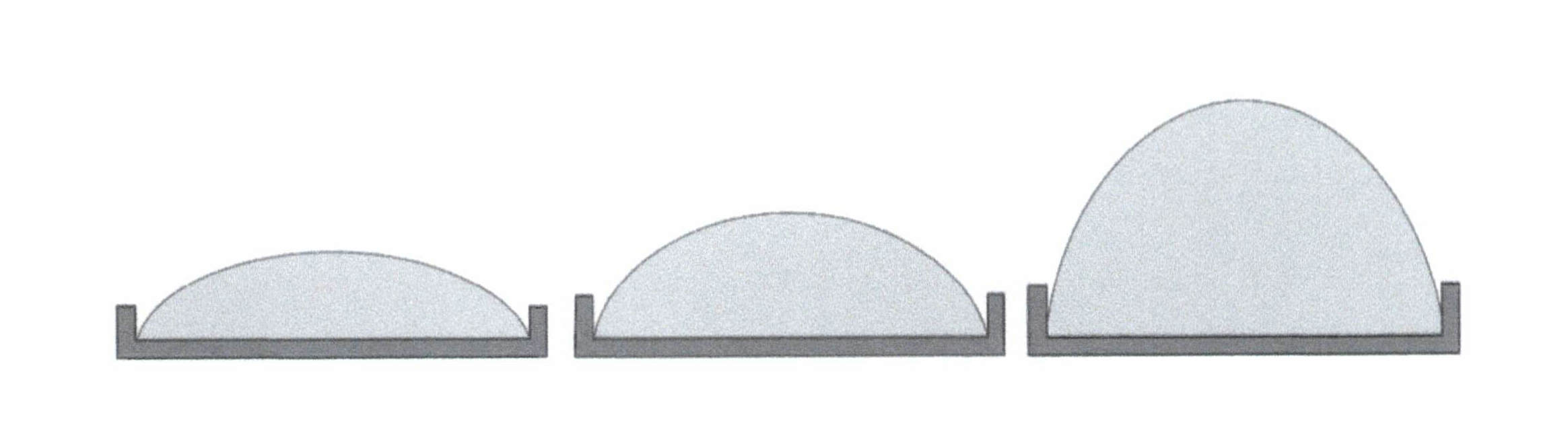
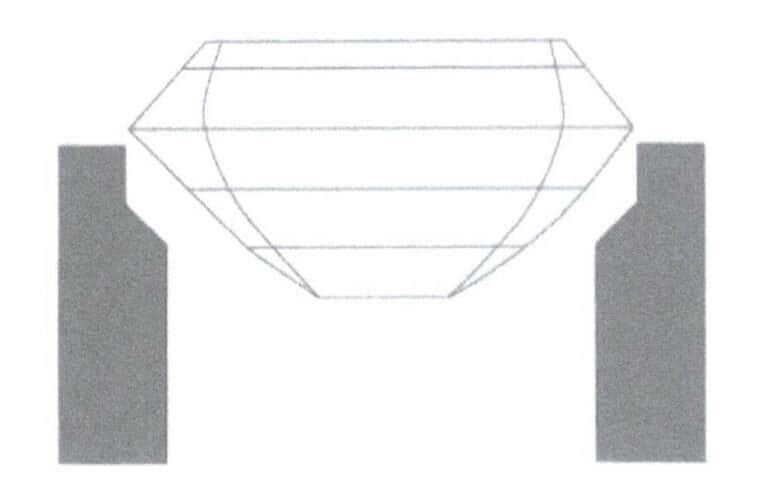
Figur 2-60 Tvärsnitt av steninfattningens position för fasetterade ädelstenar och cabochon-ädelstenar i infattningar
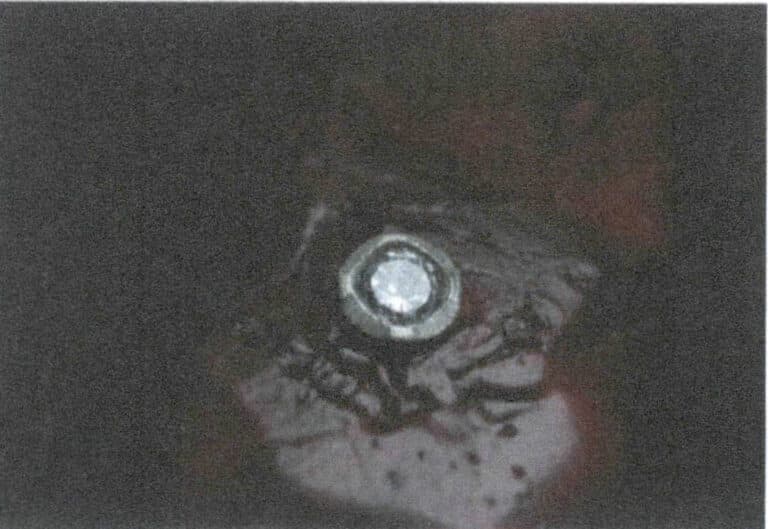
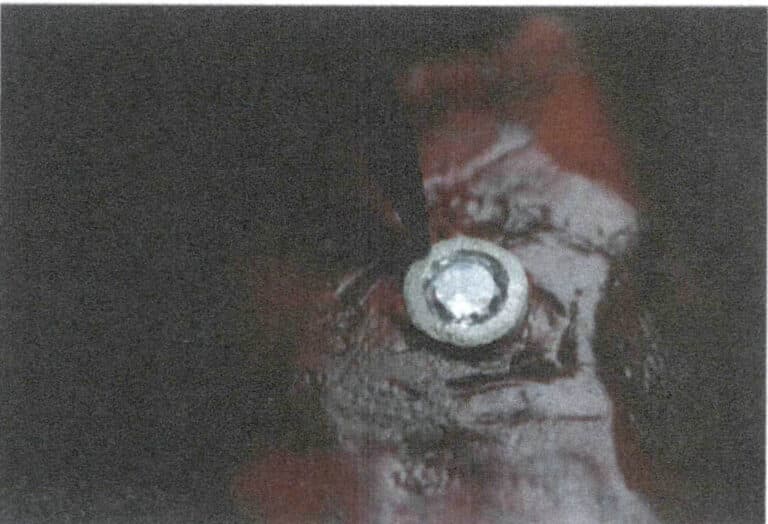
Bild 2-61 Punktfixering
Figur 2-62 Cyklisk kantpressning

Bild 2-63 Reparation av metallkantens insida med en tryckare
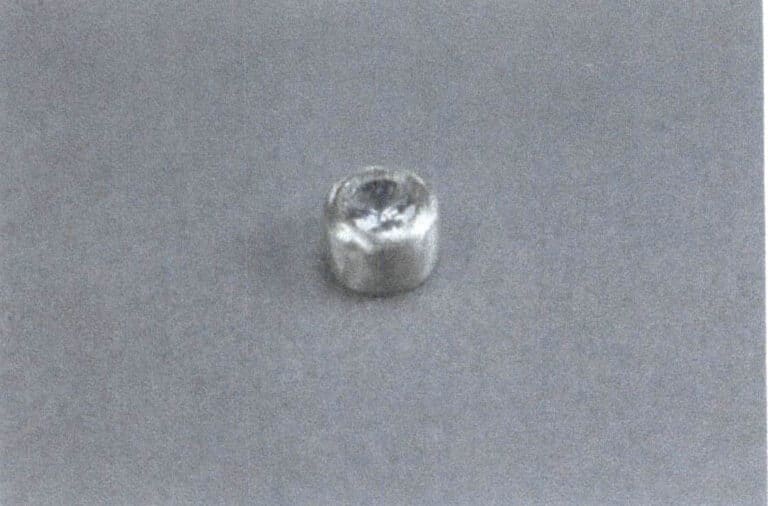
Figur 2-64 Färdigställd rund briljantslipad ädelsten med infattning
Figur 2-65 Tvärsnitt av en rektangulär briljantslipad ädelsten med bezelinfattning
Figur 2-66 Position för det inre spåret på metallkanten på den rektangulära briljantslipade ädelstensinfattningen
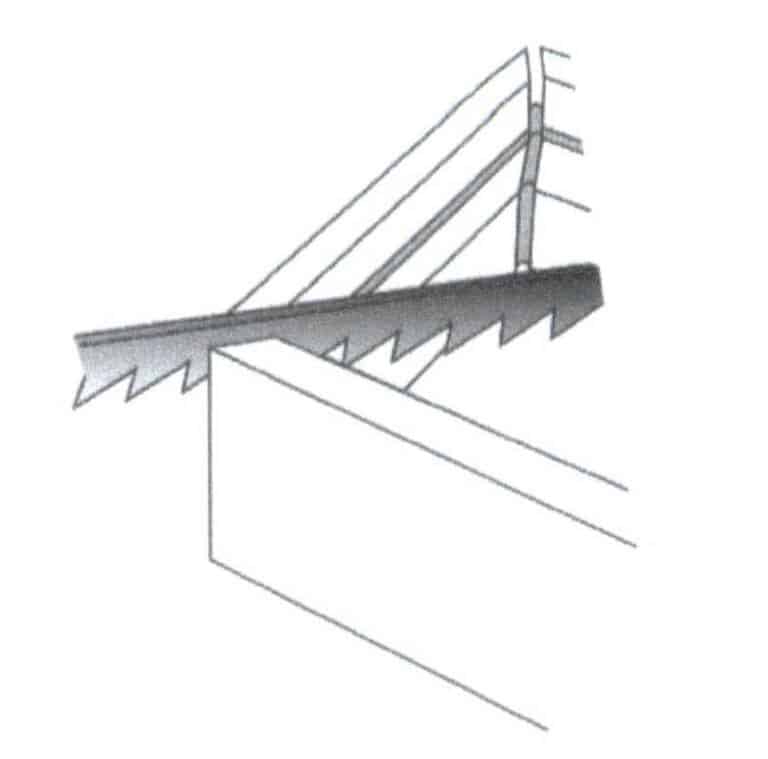
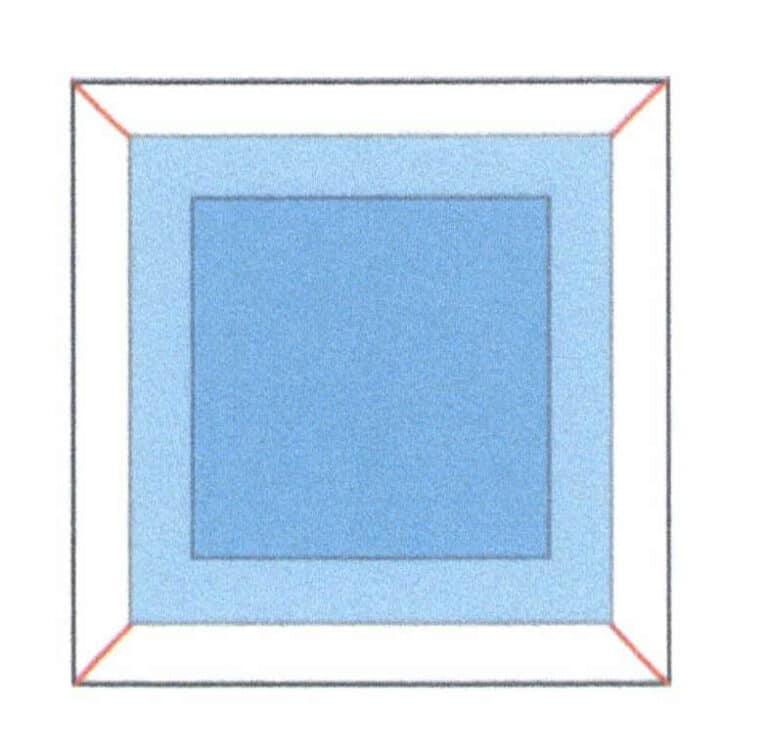
Bild 2-68 Den röda linjen markerar sågsnittet
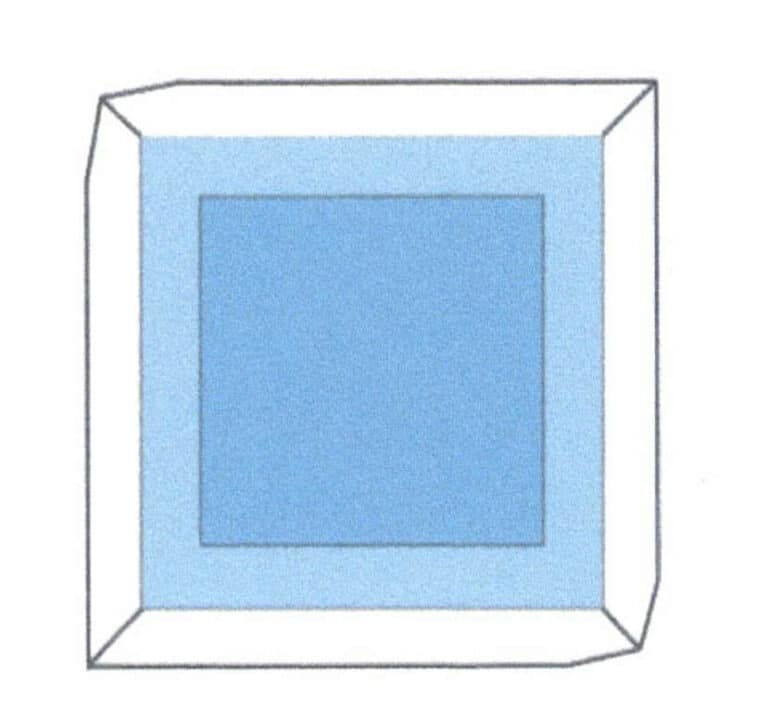
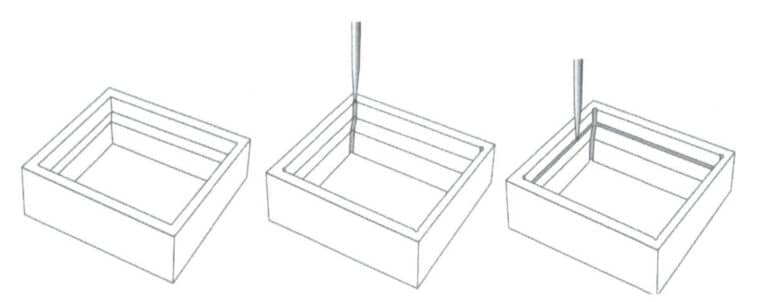
Figur 2-69 Pressa metallkanten i rätt vinkel i en diagonal ordning
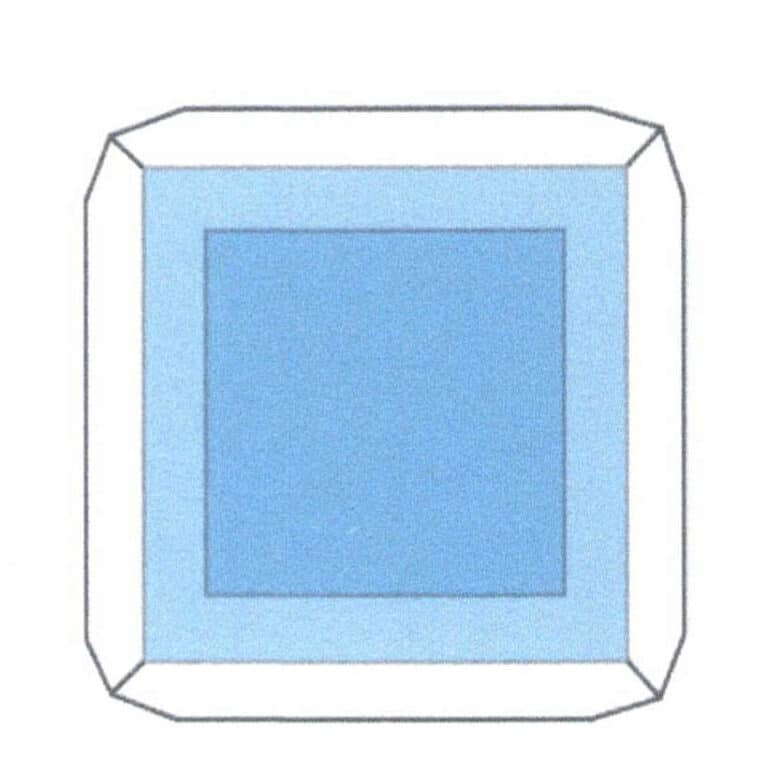
Figur 2-70 Komplettera pressningen jämnt i alla fyra hörnen
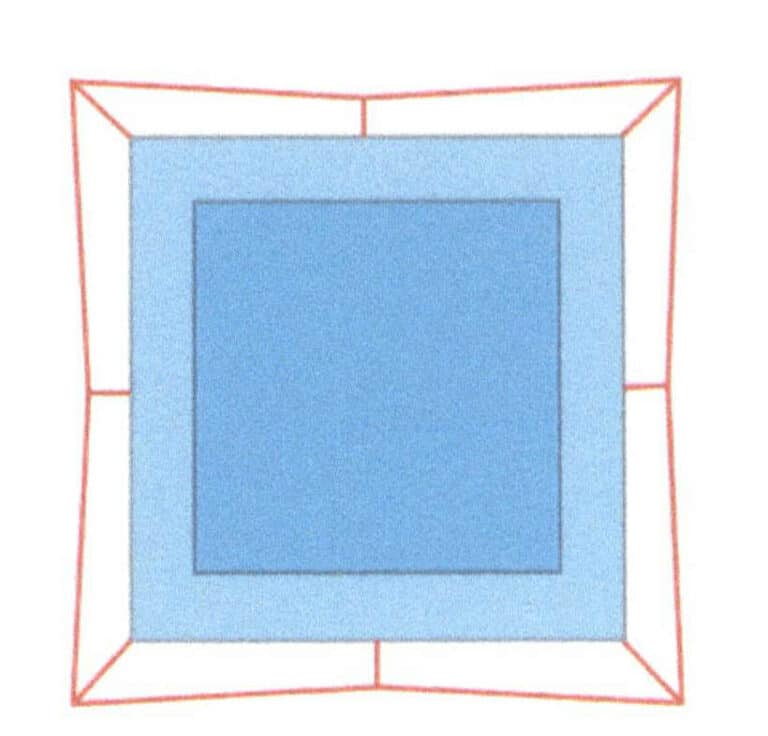
Figur 2-71 Demonstration av felaktig stensättning
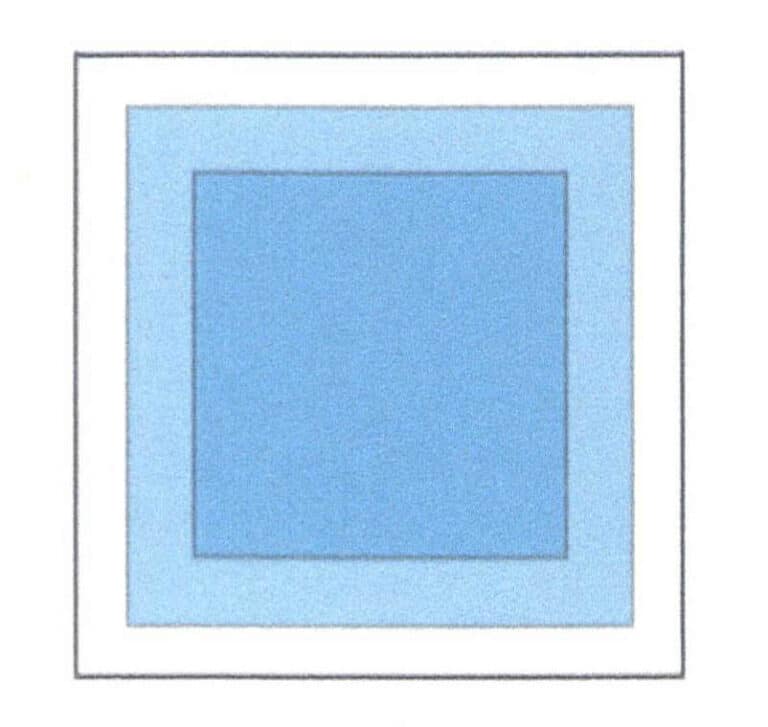
Figur 2-72 Övre vy av komprimerad metallkant

Figur 2-73 Sidovy av metallkant
Figur 2-74 Inställningsring för ram (1)

Figur 2-75 Inställningsring för ram (2)
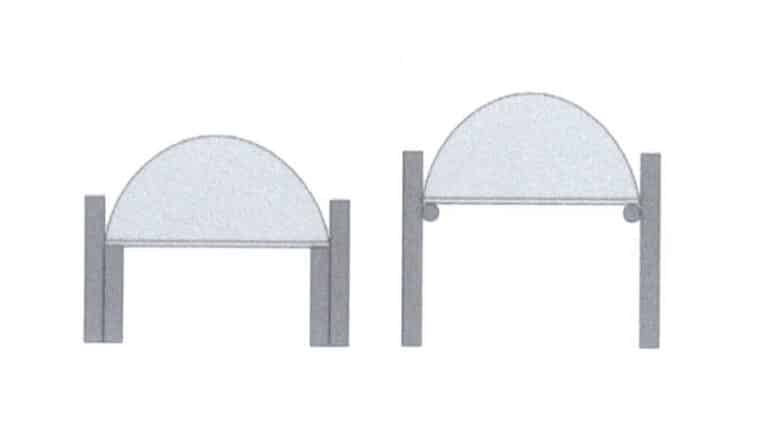
Bild 2-76 Tvärsnitt av den inre axelringens inställning
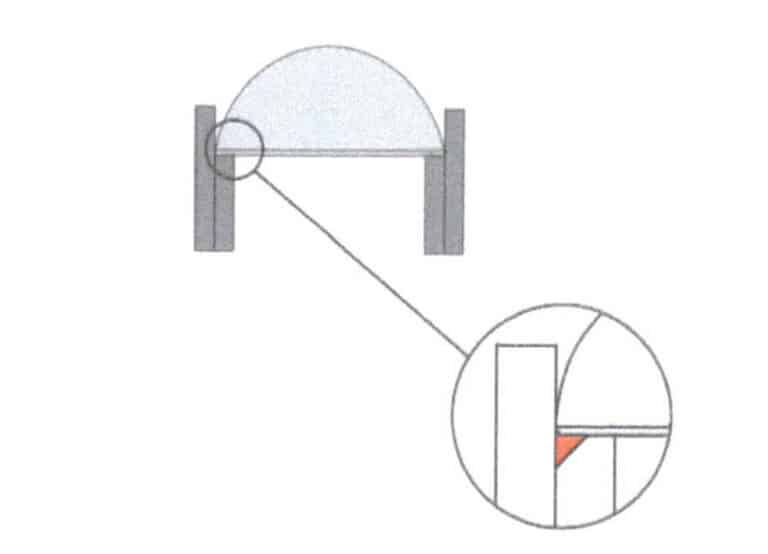
Bild 2-77 Vinklad behandling av svetsläget mellan metallkanten och det inre metallstycket


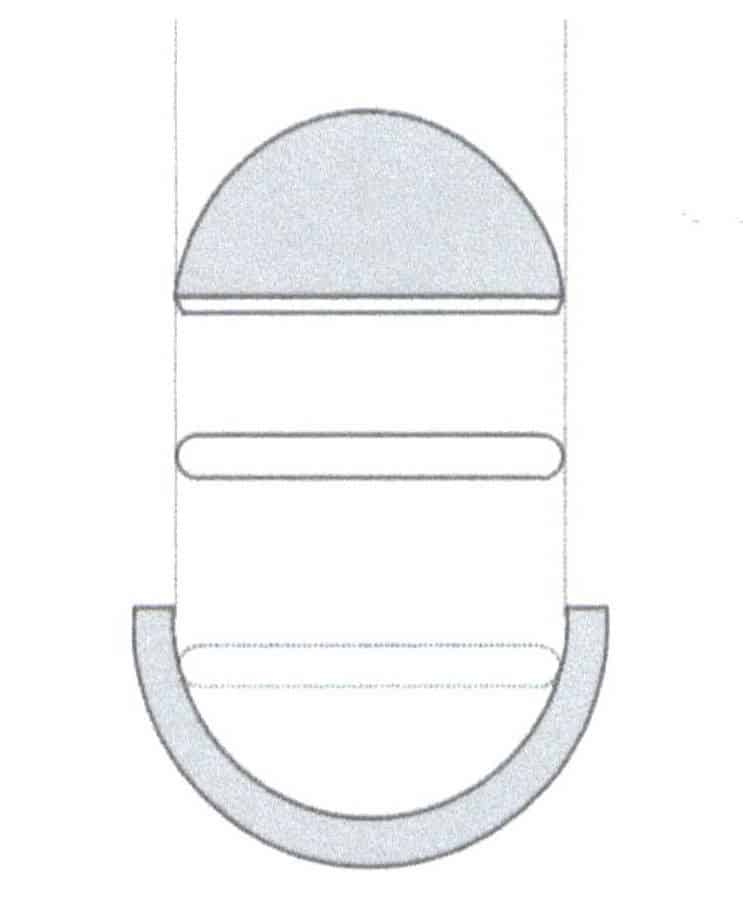
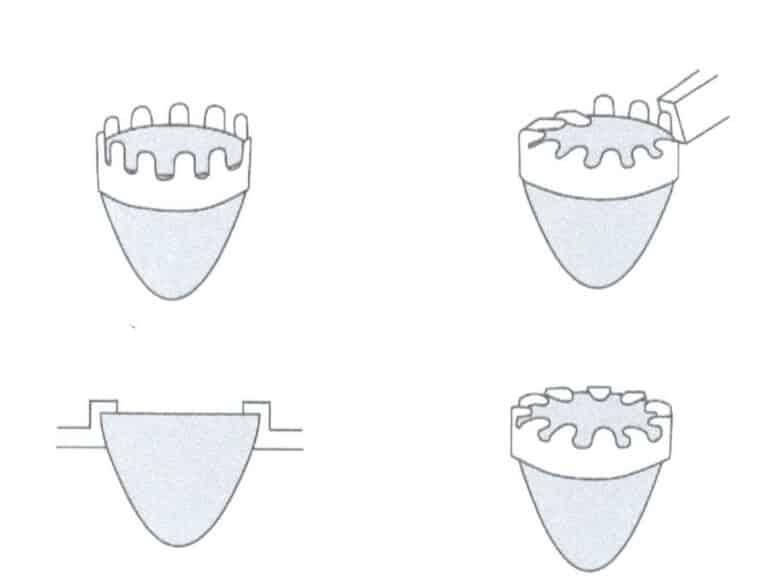
Bild 2-80 Strukturdiagram för skålformad infattning
Figur 2-81 Tvärsnitt av en skålformad infattning med metallstruktur
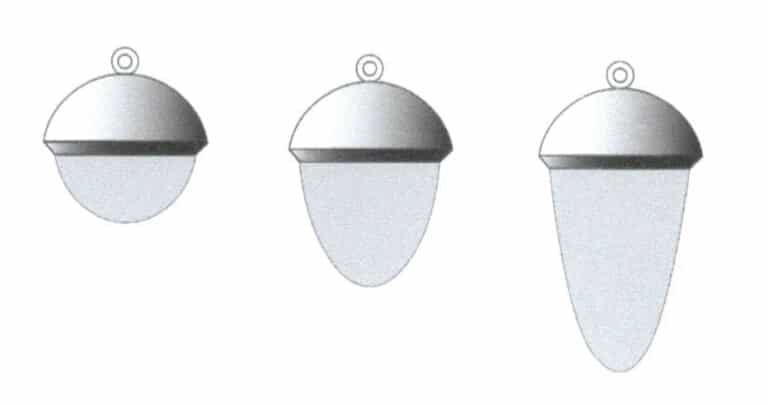
Figur 2-82 Skålformad infattning på cabochon- och avsmalnande ädelstenar

Bild 2-83 Skålformad infattning
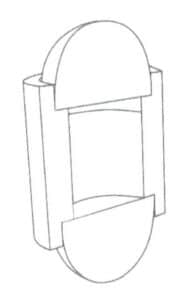
Bild 2-84 Tvärsnitt för inställning av dubbel huvudring

Bild 2-85 Inställning för dubbel huvudring

Figur 2-87 1600-1900-tals guld med inläggningar av pärlor och ädelstenar Rund filigran

Figur 2-88 Marockanska pärlprydnader från 1700-talet

Figur 2-89 Inställning av smycken (1)

Figur 2-90 Inställning av smycken (2)

Figur 2-91 Inställning av smycken för ramen (3)

Figur 2-92 Inställning av smycken för ramen (4)