Verktyg och utrustning för smyckestillverkning - en guide för proffs
En guidebok med grundläggande verktyg och utrustning för smyckestillverkning
Inledning:
Smyckestillverkning är en komplex process som omfattar flera olika förfaranden och olika verktyg och utrustning. En omfattande förståelse och korrekt användning av dessa verktyg och utrustning är grunden för att behärska konsten att tillverka smycken. I detta kapitel ges en kort introduktion till de viktigaste verktygen och utrustningen som används vid smyckestillverkning.

Innehållsförteckning
Avsnitt Ⅰ Vanligt förekommande verktyg vid smyckestillverkning
1. Arbetsbänk
Arbetsbänken är den mest grundläggande utrustningen för smyckestillverkning, vanligtvis tillverkad av trä, och kan delas in i allmänna arbetsbänkar (Figur 1-1) och arbetsbänkar med mikroinlägg (Figur 1-2). För allmänna arbetsbänkar för smyckestillverkning finns det, även om utseendet kan variera, i allmänhet flera standardkrav för deras struktur och funktion:
(1) Den måste vara robust och solid, särskilt i det huvudsakliga arbetsområdet på bordsskivan, som i allmänhet är tillverkad av hårt lövträ med en tjocklek på över 50 mm, eftersom bordsskivan ofta utsätts för stötar under bearbetningen;
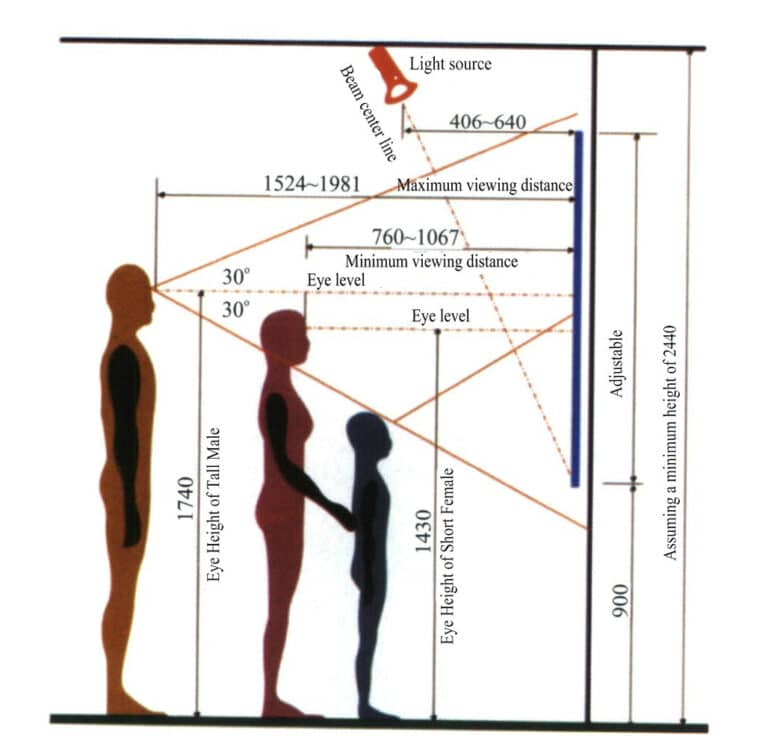
(2) Det finns specifika höjdkrav för arbetsbänken, i allmänhet 90 cm hög, så att operatörens armbågar kan vila eller stödjas;
(3) Bordsskivan måste vara plan och slät, utan betydande skevheter eller luckor, med högre hinder på vänster, höger och bakre sida för att förhindra att ädelstenar eller arbetsstycken faller in i luckor eller studsar;
(4) Den bör ha lådor för uppsamling av metallpulver och ställningar eller krokar för placering av verktyg;
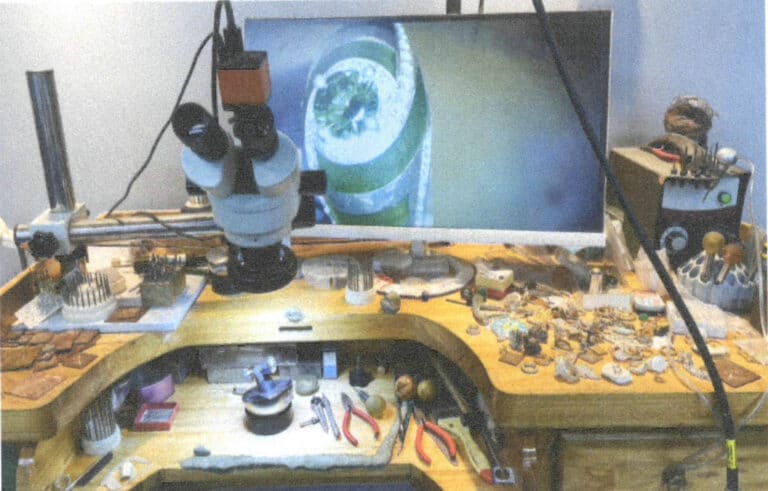
(5) Den bör ha praktiska bearbetningsbordspluggar, och bordsskivan har i allmänhet stöd för att hänga flexibla axelslipmaskiner. Längden och bredden på arbetsbänken för mikroinlägg bör vara mer betydande än för den allmänna arbetsbänken för att rymma ett binokulärt mikroskop och lämna tillräckligt med arbetsutrymme. Bordsskivan är i allmänhet gjord i en konkav bågform för att underlätta användningen.

Figur 1-1 Arbetsbänk med flera användningsområden

Figur 1-2 Arbetsbänk för mikroinlägg
2. Kniv för vaxsnideri
Vaxsnidningsknivar kan delas in i två huvudkategorier: en typ är allmänt användbar och kan köpas på marknaden för smyckesbearbetningsutrustning; den andra typen består av verktyg tillverkade efter olika behov. Baserat på deras användningsegenskaper kan de grovt delas in i specialiserade vaxsnidningsknivar (Figur 1-3), utökade vaxsnidningsknivar (Figur 1-4) och hemlagade vaxsnidningsknivar (Figur 1-5)

Figur 1-3 Specialkniv för vaxsnideri

Figur 1-4 Förlängd vaxtäljkniv

Figur 1-5 Hemmagjord vaxsnidarkniv
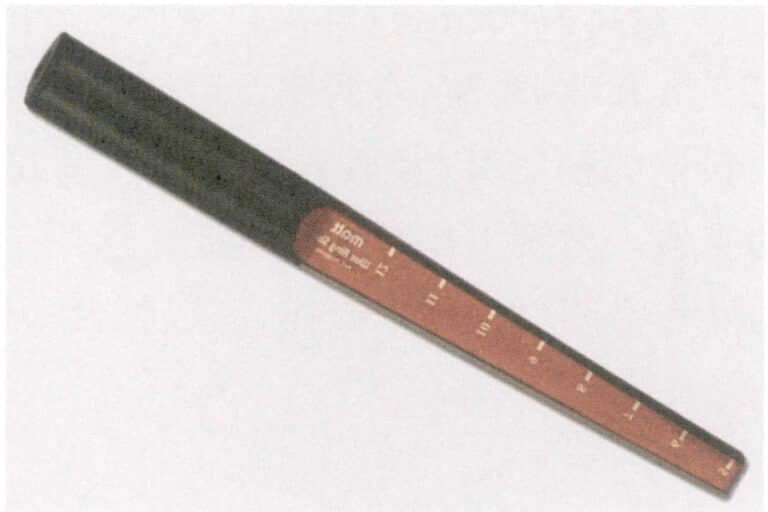
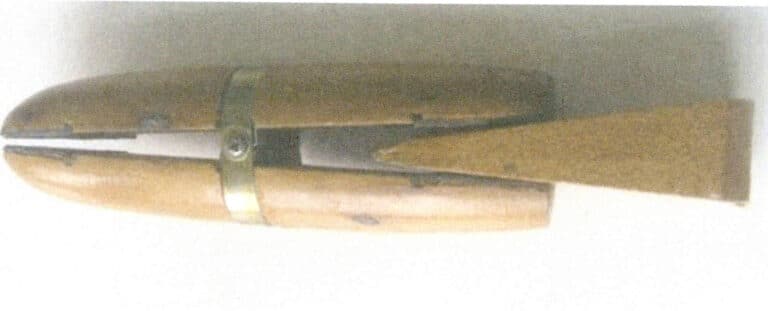
Vaxsnidarknivar används ofta under vaxsnidningsprocessen av ringar. De är specialverktyg för att förstora ringstorleken, gjorda av trä eller plast, med ett blad inbäddat på sidan. Vid användning placeras täljkniven i ringens vax och roteras jämnt för att förstora ringstorleken (Figur 1-6).
3. Elektrisk slipmaskin för böjliga axlar och stålfräsar
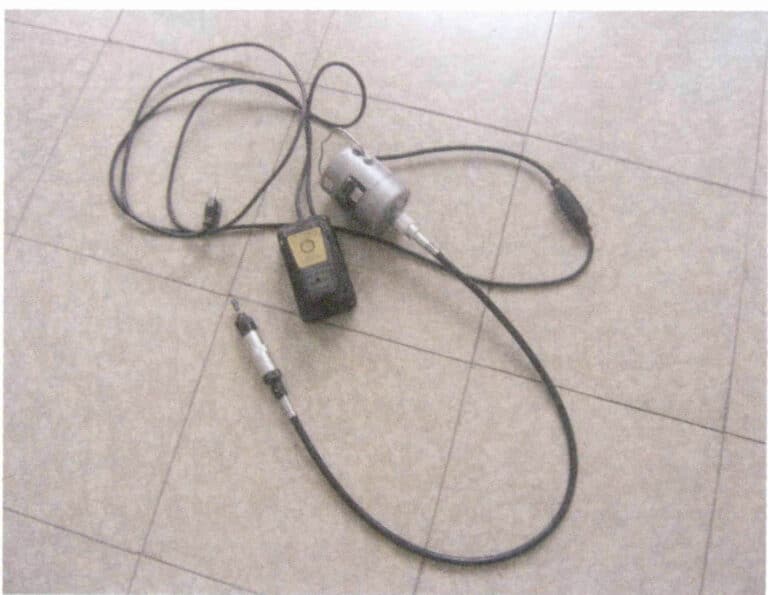
En Flexible Shaft Grinder kallas ofta för en hängmotor och används ofta inom smyckestillverkning. Flexible Shaft Grinder består av en motor, fotbrytare, flexibel axel och ett maskinhuvud (Figur 1-7). Kraften överförs till sliphuvudet med flexibel axel genom den flexibla axeln, som är täckt med ett ormskinnsrör av metall, vilket möjliggör betydande böjning och flexibel användning. Fotomkopplaren styr hastigheten på Flexible Shaft Grinder och flera interna kontakter är anslutna till motståndstråden. När du trycker på pedalen ändras motståndet och därmed hastigheten på Flexible Shaft Grinder.
Den kompletta uppsättningen stålborrar (allmänt kända som borrkronor) som används med den flexibla axelslipen varierar i form, och stålborrar med olika form har olika användningsområden, t.ex. borrning, slipning och svarvning. De vanligast förekommande stålborrarna är följande (Figur 1-8).
(1) Borrspetsar /F203
Borrfräsar används ofta när man skapar smyckesformar för att borra motsvarande storlekar av stenpositioner eller mönster. De används också ofta för att justera stenpositioner och mönster under formhållning och stensättning. Storleken på borrkronorna är i allmänhet 0,05-0,23 cm. Om borrkronan inte är tillräckligt vass kan den slipas med en oljesten innan du fortsätter att använda den.
(2) Wave Burs /F1
Vågborrens form är nära sfärisk, med en storlek i allmänhet på 0,05-0,25 cm. Under gjutningsprocessen av smycken används det ofta för att rengöra gipspulver eller metallpärlor längst ner på blomhuvudet, reproducera mönsterlinjerna, rengöra svetsområdena etc. Vid steninställning används ofta de små vågborrarna för att göra ett pärlsugningsverktyg, medan den större kan användas för att ställa in böjda ytstenar, och de mest gigantiska vågborrarna kan användas för att ställa in flygkanter och släta lutande positioner.
(3) Fräsar för hjul /F3
Storleken på hjulborrarna är i allmänhet 0,07-0,50 cm. Under stensättningsprocessen används den för att öppna gropar och skopa bottnar, med de skopade områdena relativt släta.
(4) Burs för persika /F6
Persikoborrarna har samma form som en persika och är i allmänhet 0,08-0,23 cm stora. Det är det primära verktyget för steninfattning och dess positioneringseffekt är mer lämpad för infattning av runda diamanter och kräver inga andra verktyg för assistans. Det kan användas som ett hjälpverktyg under operationer som bezelinfattning, paveinfattning och kanalinfattning.
(5) Paraplyspetsar /F5
Paraplyborrens form liknar ett paraply, med en storlek som i allmänhet är 0,07-0,25 cm. Mer omfattande specifikationer av paraplyborrarna är det primära verktyget för klosättning av stenar. I jämförelse används mindre specifikationer ofta för att sätta hjärtformade, marquiseformade, triangulära och andra stenpositioner. Vid infattning av tjocka stenar kan den användas för att positionera stenens midja.
(6) Tandfräsar /F36 & F38
Tandborren, även känd som en vargtandspinne, kan delas in i raka vargtandspinnar och lutande vargtandspinnar, med en storlek i allmänhet på 0,06-0,23 cm. I en ädelstensinfattning används tandborren ofta för att jämna ut om stenens position är för smal eller kanterna är ojämna. Den kan också användas för positionering vid kloinfattning av stenar. Vid gjutning av smycken används den ofta för att skrapa bort sömmar mellan lager, rensa upp döda hörn och klargöra områden med otydliga linjer.
(7) Fräsar från flygande tefat F253 F25W F249
Storleken på det flygande tefatet är i allmänhet 0,08-0,25 cm, med variationer i tjocklek, som kan väljas baserat på tjockleken på ädelstenens midja. I allmänhet används tunna flygande tefat för infattning av stenar med små partikelklor, och ibland kan de också användas för infattning av runda diamanter. I kalibreringsläget under den första inställningen används tjocka flygande tefat.
(8) Cup Burs /F256 F256A
Storleken på sugpärlan är i allmänhet 0,09-0,23 cm. Det finns färdiga sugpärlor på marknaden, eller så kan de vara hemmagjorda. Färdiga sugpärlor har ofta tandmärken i sugkoppen och används i allmänhet för att suga tjockare metallklor eller ringar; hemmagjorda sugpärlor är vanligtvis släta och används för att suga nagelpartiklar. När det finns många grova nagelpartiklar behövs en stor mängd sugpärlor, och gamla verktyg kan användas för att göra sugpärlor, vilket effektivt minskar produktionskostnaderna.
4. Kombinationsverktyg, svetsplattor och svetsklämmor
4.1 Verktyg för kombinerad svetsning
Kombinerade svetsverktyg består huvudsakligen av svetspistol, luftkula och oljetank, som är sammankopplade till en enhet med slangar (Figur 1-9). Luftbollen består av två sammankopplade träskivor i form av bordtennisracketar. Brädornas ovansida och sidor är täckta med gummi. När man trampar på brädorna blåses gummit på luftbollen upp, vilket tvingar in luft i oljetanken som förångar oljan inuti. Olje- och luftblandningen sprutas sedan ut från svetspistolen och kan användas när den väl har antänts. Svetspistolen används främst för svetsning, smältning och glödgning.
Oljetanken kan delas in i luftintagsröret (oljetankens rörliga rör anslutet till luftkulan) och avgasröret (oljetankens fasta rör anslutet till svetspistolen). Oljetanken får endast fyllas med olja till 1/3 av sin kapacitet. Om den fylls för mycket kommer svetspistolen att spruta bensin om man trampar på luftkulan, vilket kan leda till en olycka.
4.2 Svetsplattor och svetsklämmor
Svetsplattor används vanligtvis för att placera svetsmaterial, vilket ger brandsäkra och värmeisolerande funktioner och förhindrar att lågan från svetspistolen direkt bränner arbetsbänken. Svetsklämmor är indelade i två typer: Låspincett och svetspincett. Låspincett kan hålla arbetsstycket på plats för att underlätta svetsningen; svetspincett kan utföra punktsvetsning, hålla svetsmaterialet på plats och röra om svetsmaterialet jämnt under smältprocessen (Figur 1-10).

Bild 1-9 Verktyg för kombinerad svetsning
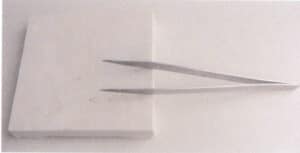
Bild 1-10 Svetsning av bakre plattor och svetspincett.
5. Bågsåg (ramsåg)
Huvudsyftet med bågsågen (ramsåg) är att kapa stänger och rör, samt att såga ut prover enligt ritade mönster, och den kan även användas som fil. Det finns två typer av sågblad (linjeformade): fasta och justerbara (figur 1-11).
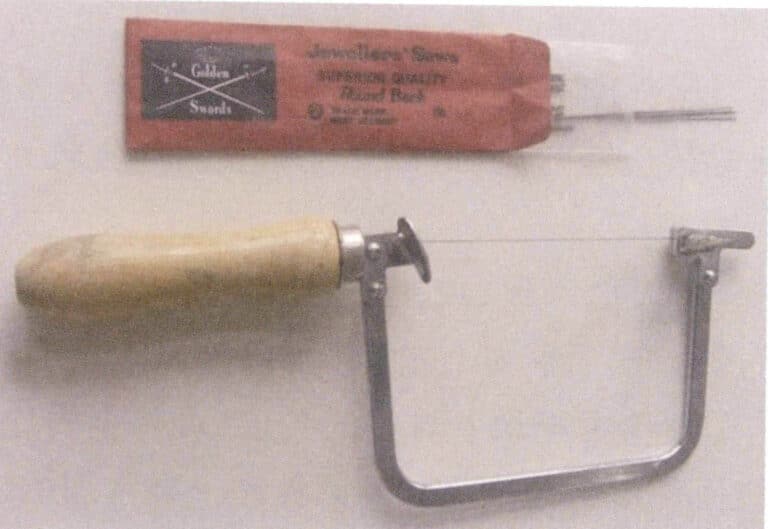
Bow Saw har en skruv i varje ände för att fästa sågbladet. Sågklingan finns i olika tjocklekar och bredder och används för smyckestillverkning. I allmänhet är den tjockaste nummer 6 och den tunnaste 8/0, vanligen kallad "åtta cirklar", men de mest använda är 4/0 eller 3/0, även kallade "fyra cirklar" och "tre cirklar". Specifikationerna för sågblad som vanligen används vid smyckestillverkning visas i tabell 1-1.
Tabell 1-1 Specifikationer för sågremsor för smyckestillverkning
| Modell | Sågtjocklek (mm) | Sågbredd (mm) | Modell | Sågtjocklek (mm) | Sågbredd (mm) |
|---|---|---|---|---|---|
| 8/0 | 0.160 | 0.320 | 0 | 0.279 | 0.584 |
| 7/0 | 0.170 | 0.330 | 1 | 0.305 | 0.610 |
| 6/0 | 0.178 | 0.356 | 1.5 | 0.318 | 0.635 |
| 5/0 | 0.203 | 0.399 | 2 | 0.340 | 0.701 |
| 4/0 | 0.218 | 0.445 | 3 | 0.356 | 0.737 |
| 3/0 | 0.241 | 0.483 | 4 | 0.381 | 0.780 |
| 2/0 | 0.330 | 0.518 | 5 | 0.401 | 0.841 |
| 1/0 | 0.279 | 0.559 | 6 | 0.439 | 0.940 |
6. Fil
Vid smyckestillverkning tillhör de olika filarna som används mestadels metallbearbetningsfiler. Men eftersom smyckestillverkning är en relativt fin form av metallbearbetning är filarna som används oftast små. Det finns dock många olika typer med varierande specifikationer, ofta benämnda efter tvärsnittsformen, t.ex. platta filar, triangelformade filar, halvrunda filar och runda filar (figur 1-12). Ovanstående är några vanliga filar, medan andra mer specialiserade filar inkluderar knivfilar, bambulövfilar, svart tungfilar, fyrkantiga filar, platta filar etc.

Längden på en fil är i allmänhet standard och avser vanligtvis längden från filens spets till handtagets ände, med standardlängder på 6 tum eller 8 tum. Filens tänder varierar i avstånd. Filens svans är markerad med ett nummer som börjar från 00-8. Nummer 00 har de grövsta tänderna, som filar metall snabbt men kan göra arbetsstyckets yta grov; nummer 8 har de tätaste tänderna, som kan ge en jämnare effekt på metallytan. Vanligtvis används tänder med nummer 3 och 4.
Huvudsyftet med en fil är att göra metallytan enhetlig eller att modifiera metallskärningen enligt önskat mönster. Olika former av filar kan skapa olika former av metallytor, t.ex. en triangulär fil kan skapa triangulära urtag; en rund fil kan skapa runda urtag och kan också förstora små runda områden; de runda delarna av en halvrund fil och en fyrkantig fil kan användas för att fila ner metallens upphöjda kanter etc. Valet av filtyp beror på formen på det smycke som tillverkas. En halvrund fil är en vanligt förekommande typ, större med grövre tänder och handtaget är ca 8 tum långt. Eftersom handtaget är rödmålat kallas den ofta för "rödhandtagen fil" i branschen, och används främst för att forma en produkt. En glidfil är en annan vanligt förekommande typ. Den är också halvrund till formen, ca 8 tum lång och har en vass svans som måste sättas in i ett handtag för att användas. Huvudsyftet med en glidfil är att göra slutjusteringar och göra metallytan slätare för slipning och polering.
Vid tillverkning av vaxmodeller används också en uppsättning filar, men filarna som används för att fila vax skiljer sig från dem som används för att fila metall; den förstnämnda har grövre tänder (Figur 1-13).

7. Tänger, saxar
Det finns många olika former av tänger och användningsområdena för olika tänger varierar. Vanliga tänger är runda tänger, platta tänger, nåltänger och avbitartänger (Figurerna 1-14).
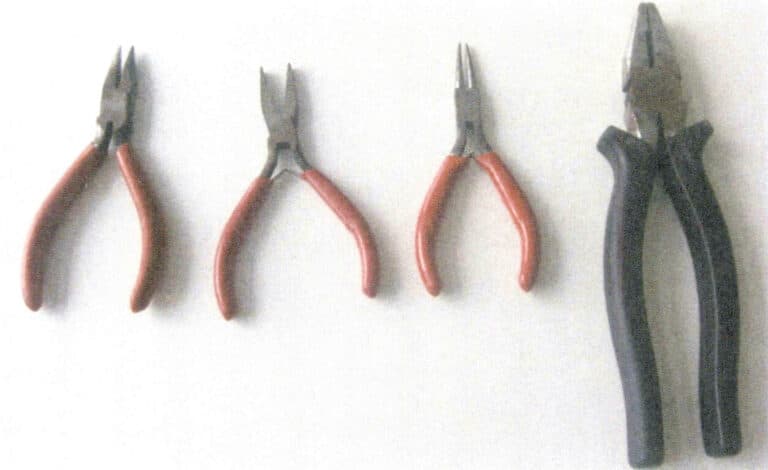
Rund- och plattänger används främst för att vrida metalltrådar och plåtar. Plattång används ibland också för att hålla fast små arbetsstycken, vilket gör dem lättare att hantera, och används ibland för att fästa ädelstenar.
Avbitartänger är egentligen stora tänger som används i järnhandeln för att dra i trådar och klippa av tjockare metalltrådar vid smyckestillverkning. Förutom tängerna ovan finns det också skruvstycken för att hålla fast arbetsstycken och ringklämmor av trä (figur 1-15). De bänkpinnar som används vid smyckestillverkning är vanligtvis ganska små, ofta med en sfärisk led som möjliggör olika vinklar, vilket gör dem praktiska. En vanlig struktur för ringklämmor av trä är att lägga till en träkil i nedre änden för att klämma fast arbetsstycket, som huvudsakligen används för att hålla metallinställningar för steninställningar. Ringklämmor av trä lämnar i allmänhet inga märken på ytan av fint färdiga smycken.
Saxar används främst för att klippa stora och tunna plåtstycken; tjocka och komplexa arbetsstycken är olämpliga för saxar. Vanliga typer av saxar är saxar med svart handtag och skärande tänger, som kan delas in i saxar med svart handtag, klippsaxar, raka saxar och vinklade saxar (Figur 1-16).

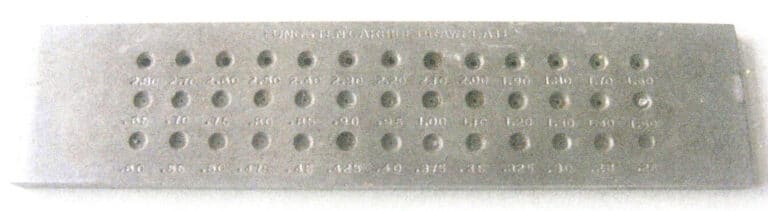
8. Tråddragningsplatta
Vid smyckestillverkning behövs ofta metalltrådar med varierande diameter som måste tillverkas med hjälp av en ritbräda. Ritbrädan är tillverkad av stål. Ritbrädan har vanligtvis följande:
39 hål( 0,26-2,5mm), 36 hål(0,26-2,2mm), 24 hål( 2,3-6,4mm), och 22 hål( 2,5-6,4mm) och andra specifikationer. Hålen i ritbordet är tillverkade av specialstål (volframstål), som är extremt hårt och inte lätt deformerat. Storleken på hålen i ritbordet varierar och det finns många former, t.ex. runda, kvadratiska, rektangulära, triangulära och till och med hjärtformade, vilket gör det möjligt att välja lämpliga trådhål baserat på bearbetningsbehov, där de vanligaste är runda (figur 1-17).
9. Anvilja, hammare, ringjärn och liknande föremål
Ankar, hammare och ringjärn används vanligtvis tillsammans, vilket gör att de kan forma metall till ringar.
9.1 Hammare
Hammare är mycket användbara i smyckestillverkningsindustrin; även med ett valsverk finns det fortfarande många ställen där en hammare behövs. När det gäller material, förutom järnhammare, används ofta läderhammare, trähammare och gummihammare; när det gäller form finns det platta hammare, runda hammare och spetsiga hammare (Figur 1-18). Järnhammare används främst för att slå på metall eller forma ringens omkrets och kan också användas med ringjärn, städ och andra verktyg. Små stålhammare används främst för att fälla in stenar. Om du vill undvika att lämna märken på metallytan efter att ha slagit kan du använda läder-, gummi- eller trähammare.

9.2 Anvila
Städet är ett viktigt verktyg som används tillsammans med en hammare, främst för att stödja slagningen av metallarbetsstycken (Figur 1-19). Formen på städet varierar, med fyrkantiga platta städ som främst används för att slå på arbetsstyckets kuddar; det finns också hornformade städ som kan användas för att slå på hörn och bågar. Ett gropjärn är också en typ av städ, som har spår av olika storlekar, liksom olika storlekar på runda och ovala gropar, positionen används främst för bearbetning av halvcirkelformade arbetsstycken. I likhet med gropjärn är stångformen, som har olika halvcirkelformade och runda spår och mönster. Dessutom finns det skålstäd av järn eller koppar, som har några halvklotformiga gropar av varierande storlek, av vilka några har halvcirkelformade spår på sidan, främst används för bearbetning av halvklotformiga eller halvcirkelformade arbetsstycken. En uppsättning sfäriska stansar, som kallas skålformade, används tillsammans med skålstöten.

9.3 Ring Järnstång
Ringjärnet är en konisk massiv järnstång (figur 1-20). När man ändrar ringens öppning eller gör den rund, kan den placeras på ringjärnet för att slå. Dessutom förlitar sig svetsringar också på ringjärnet. I likhet med ringjärnstången är den järnstång med större diameter som används för att göra armband.

10. Chuck, stålnål, oljesten
10.1 Chuck
En chuck är ett verktyg för att hålla en stålnål för arbeten som att sätta stenar eller markera linjer. Stålnålen förs in i chucken och därefter dras chuckhuvudet åt. Det finns flera olika former av chuckar; vissa trächuckhandtag liknar svampar, så kallade champinjonchuckar, medan andra liknar kalebasser, så kallade kalebasschuckar. Förutom trähandtag finns det också järnhandtag, som har en diameter på ca 1 cm och är täckta med halkskyddsmönster (Figur 1-21).
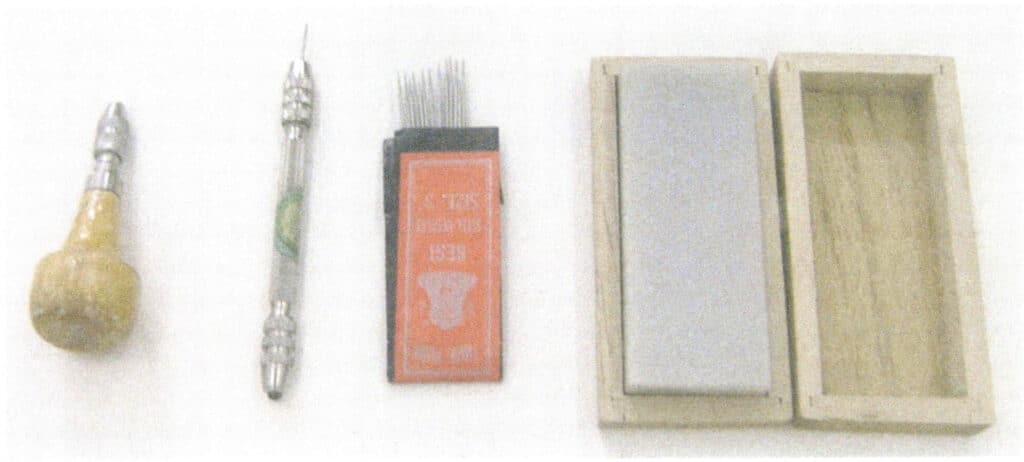
10.2 Nål av stål
Stålnålar används också ofta vid smyckestillverkning, för att markera linjer, rita former och gravera på metallplattor. När de slipas till en platt spadeform kan de användas för att fästa stenar och kantlister.
10,3 Oljesten
En oljesten är ett oumbärligt verktyg vid stensättning. När stålnålen blir slö måste den vässas igen eller slipas till en platt spade, vilket kräver att man använder en oljesten. En välfungerande oljesten för slipning av stensättningsspadar är ganska dyr.
11. Sandpapper
Sandpapper finns i olika grovhetsgrader, som vanligtvis anges med siffror. 200# är grovt sandpapper, 400# är relativt grovt, 800# är finare och 1200# är det finaste. Dessa är några av de vanligaste typerna av sandpapper (Figur 1-22). Sandpapper kan ha en baksida av papper eller tyg, och papperssandpapper finns i färgerna gult, svart och mörkgrönt. De slipande partiklarna på sandpapper varierar också, bland annat kvartssand, korund och granatsand.
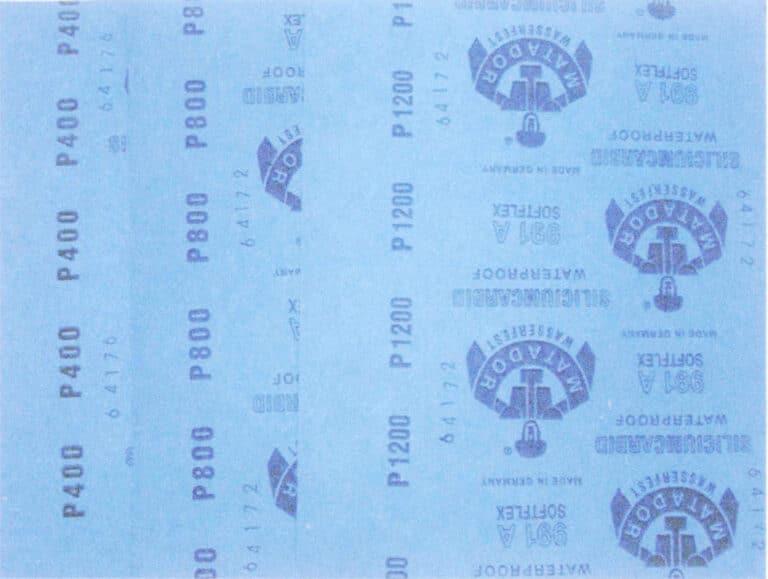
Sandpapper kan eliminera de grova ytmärken som finns kvar på arbetsstycken efter verktygsoperation, följt av slipning och polering. Vid användning bör sandpapperet formas till olika former, såsom tryckare, sandpapperspinnar, klämmor, nålar och sandpappersspetsar.
Copywrite @ Sobling.smycken - Anpassad smyckestillverkare, OEM och ODM smyckesfabrik
12. Verktyg för mätning
Smyckestillverkning är ett exakt hantverk, så de verktyg som används för mätning måste också vara exakta. Vanliga mätverktyg är stållinjaler, elektroniska skjutmått, ringmätare, ringstorlekscirklar och elektroniska vågar (figur 1-23).

12.1 Ringstorleksmätare
Ringmätaren används för att mäta storleken på den inre cirkeln i en ring, även kallad fingerpinne. Denna ringmätare är mestadels av koppar, med en tunn topp som gradvis blir tjockare mot botten. I botten av ringmätaren finns ett trähandtag, vanligtvis 30 cm långt, med graverade skalor. Olika länder har olika skalor, och de vanligaste är amerikanska, hongkongska, japanska, italienska och schweiziska mått.
12.2 Ringmått (även känd som fingerring)
Ringmätaren används främst för att mäta fingrarnas tjocklek. Den består av dussintals metallringar i olika storlekar, var och en markerad med en skala för att ange storleken.
12.3 skjutmått
Skjutmåttet består av två delar: en del är den fasta kroppen, kallad huvudskalan, som har graderingar, varje gradering är 1 mm; ovanför huvudskalan finns en rörlig del som kallas vernierskalan, som också har graderingar, varje gradering är 0,02 mm.
12.4 Elektroniskt skjutmått
Strukturen på huvudskalan för det elektroniska skjutmåttet liknar den för skjutmåttet med vernier. Noniusskalan är dock ersatt av en elektronisk displayenhet, vilket gör att mätvärdet kan avläsas direkt på displayskärmen.
12.5 Elektronisk balans
Elektroniska vågar används ofta inom smyckestillverkning och är ett oumbärligt vägningsverktyg. Det finns många specifikationer för elektroniska vågar, var och en med olika mätnoggrannhet och intervall, lämpliga för vägning av metaller, diamanter och ädelstenar (Figur 1-24).

Avsnitt II Vanlig utrustning för smyckestillverkning
1. Pressmaskin
Pressmaskinen används huvudsakligen för valsning av metallplåtar eller metalltrådar och finns i manuella (Figur 1-25) och elektriska (Figur 1-26) utföranden, som fungerar enligt samma princip. Pressmaskinens arbetsdel består av ett par cylindriska valsar med släta spegelvalsar, men de flesta har spår på båda sidor av valsarna. Före pressningen måste valsarna och metallremsorna rengöras och avståndet mellan valsarna justeras. Spalten justeras med hjälp av skruvar på båda sidor, som styrs av en kuggplatta på pressmaskinen; genom att vrida kuggplattan justeras spalten mellan valsarna. Avståndet som trycks ner varje gång får inte vara för stort för att undvika skador på maskinen.
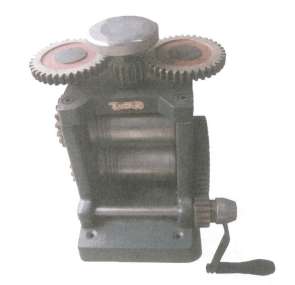
Bild 1-25 Manuell tablettpress

Figur 1-26 Elektrisk tablettpress
2. Gummiformningsmaskin
Gummiformningsmaskinen (även känd som en vulkaniserande gummimaskin, Figur 1-27) används huvudsakligen för vulkanisering av gummiformar. Gjutningen kräver ett visst tryck, som styrs av den övre pressplattan som drivs av en skruvstång, med en skivspelare på skruven för enkel användning. Gummivulkanisering måste utföras vid en viss temperatur, och det finns inbyggda värmetrådar inuti pressplattan, med en temperaturregulator för att reglera temperaturen. Olika formramar finns tillgängliga för att matcha gjutmaskinen, såsom enkelram, dubbelram och fyrram, varav de flesta är gjorda av aluminiumlegering.

3. Injektionsmaskin för vax
Det finns många vaxinsprutningsmaskiner, där de mer avancerade är pneumatiska injektionsmaskiner (Figur 1-28) och vakuumvaxinsprutningsmaskiner (Figur 1-29). Båda vaxinsprutningsmaskinerna använder lufttryck för att fylla vaxvätskan i gummiformens hålighet. Pneumatiska vaxinsprutningsmaskiner använder i allmänhet vanliga temperaturregulatorer och är relativt billiga. Om produkten inte har höga tekniska krav kan denna utrustning användas för att producera vaxformar för massproduktion, men kvaliteten på vaxformarna är relativt svår att garantera. Vakuumvaxinsprutningsmaskinen dammsuger formen före vaxning, optimerar fyllningsprestandan och gör det enkelt att injicera även relativt tunna vaxformar.

Bild 1-28 Pneumatisk vaxinsprutningsmaskin

Figur 1-29 Vakuumvaxinsprutningsmaskin
Det finns också olika typer av vakuumvaxinsprutningsmaskiner. Tidigare var automatiseringsnivån för vakuumvaxinsprutningsmaskiner relativt låg, vilket krävde manuell inriktning av gummiformen med vaxmunstycket och fotdrift av pedalen för att injicera vax. Nu har högautomatiserade vakuumvaxinsprutningsmaskiner utvecklats, till exempel det digitala vakuumvaxinsprutningssystemet som tillverkas av Japans Yausi (Yoshida) företag, som använder ett sekundärt vaxinsprutningssystem som minimerar krympningen av vaxformen. Parametrar som primärt insprutningstryck, sekundärt insprutningstryck, starttid för sekundärt insprutningstryck, fastspänningstryck för formen, hålltid och kompressionstryck kan kombineras och lagras fritt för att uppnå den bästa kombinationen av inställningsparametrar för vaxinsprutning. Gummiformen placeras i den klämmekaniska armen, programnumret matas in och genom att trycka på startknappen kommer alla åtgärder automatiskt att slutföras, t.ex. fastspänning, framflyttning, automatisk inriktning av vaxinsprutningsporten, evakuering, primär vaxinsprutning, sekundär vaxinsprutning, bibehållande av vaxformens stelning och öppning av formen. Temperaturkontrollen är korrekt och kvaliteten på de injicerade vaxformarna är bra.
4. Pulverblandare och vakuumpump
Pulverblandaren är en maskin som blandar gjutpulver och vatten till en jämn slurry. Den ersätter manuell blandning, förbättrar effektiviteten och säkerställer en jämnare blandning. Den är indelad i två typer: enkel och vakuumautomatisk.
Den enkla pulverblandaren (figur 1-30) har en billig konstruktion. Eftersom blandningen sker i atmosfären kan den dra in gaser. Efter blandning av gipsslurryn behövs en vakuumpump för att avlägsna gaserna. En vanlig vakuumpump är en maskin som huvudsakligen består av en pump och en tryckmätare, med en platt platta monterad på toppen av maskinhuset. Hörnen på plattan har fjädrar som kan vibrera, och ett lager gummimatta ligger på plattan som är utrustad med ett halvklotformigt akrylhölje (Figur 1-31). Under dammsugning tätar locket tätt med gummimattan för att förhindra luftläckage, vilket säkerställer vakuumets kvalitet. Att använda den enkla pulverblandaren för pulverberedning innebär flera steg: blandning, dammsugning, hällning och dammsugning igen, vilket är relativt besvärligt.

Bild 1-30 Enkel pulverblandare

Bild 1-31 Vakuumpump
Den vakuumautomatiska pulverblandningsmaskinen är en relativt avancerad pulveröppningsanordning (Figur 1-32, Figur 1-33). Denna typ av maskin kombinerar en mixer och en vakuumförseglingsanordning, vilket möjliggör hela processen, från blandning av gjutpulver till slurryformning, samtidigt som ett vakuumtillstånd upprätthålls, vilket effektivt minskar bubblor och förbättrar produktens jämnhet. Vakuumblandningsmaskiner är i allmänhet utrustade med funktioner som kvantitativ vattentillsats, inställning av blandningstid och inställning av blandningshastighet, vilket förbättrar pulveröppningens automatiseringsnivå. Jämfört med enkla blandningsmaskiner eliminerar den komplexa operationer som blandning, dammsugning, hällning och dammsugning igen, vilket gör operationen enklare och mer tidseffektiv.

Bild 1-32 Automatisk vakuuminvesteringsmaskin 1

Bild 1-33 Automatisk vakuuminvesteringsmaskin 2
5. Utbränningsugn
De utbränningsugnar av gips som används av smyckestillverkande företag är i allmänhet motståndskraftiga, men vissa använder oljeeldade ugnar, som vanligtvis är utrustade med temperaturkontrollanordningar och kan uppnå segmenterad temperaturkontroll. Figur 1-34 visar en typisk motståndsugn för utbränning, som kan genomföra temperaturkontroll i fyra eller åtta segmentprogram. Denna typ av ugn använder i allmänhet tresidig uppvärmning, och vissa använder fyrsidig uppvärmning; temperaturfördelningen inuti ugnen är dock inte enhetlig, vilket gör det svårt att justera atmosfären under utbränning. Under de senaste åren har avancerade utbränningsugnar dykt upp för att uppnå enhetlig temperaturfördelning inuti ugnen, eliminera vaxrester och automatisera kontrollen. En ny ugnstyp som utvecklats av det italienska företaget Schultheiss har till exempel ett värmebeständigt stålhölje mellan värmeelementen och gipsformen, med en fläkt installerad högst upp i ugnen för att tvinga luft att strömma över värmeelementen och återvända till ugnskammaren från botten, vilket tvingar fram luftcirkulation inuti ugnen.
En mer avancerad utbränningsugn som utvecklats i Tyskland använder dessutom en roterande bäddmetod (figur 1-35), vilket gör att gipsformen kan värmas jämnt, med en slät och fin innervägg, särskilt lämplig för kraven i avancerade vaxinläggningsgjutningsprocesser. För närvarande producerar många länder denna typ av utbränningsugn. Denna robusta motståndsugn ger den bästa produktionsmiljön för gjutning av större och fler stålklockor, och ugnslådan i denna utbränningsugn har fyrsidig uppvärmning, med dubbelskikts eldfasta tegelpartitioner inuti, vilket säkerställer enhetlig och stabil värme tillsammans med god isolering. Dess avgaser genomgår två fullständiga förbränningsprocesser, vilket resulterar i det slutliga utsläppet av icke-förorenande gaser.

Figur 1-34 Typisk utbränningsugn

Bild 1-35 Roterande utbränningsugn
6. Gjutmaskin
Modern smyckestillverkning använder huvudsakligen gjutmetoden med förlorat vax. Eftersom smycken är relativt fina arbetsstycken stelnar de snabbt under hällning och förlorar flytbarhet. Därför är konventionell gravitationshällning svår att säkerställa formning, och vissa yttre krafter måste införas för att främja den snabba fyllningen av formhålan med smält metall för att erhålla gjutgods med kompletta former och tydliga konturer. Gjutmaskinen är en mycket viktig utrustning i gjutningsprocessen för förlorat vax för smycken, och det är en av de viktiga grunderna för att säkerställa produktkvaliteten. Enligt formen av yttre kraft inkluderar de vanliga gjutmaskinerna för smycken huvudsakligen följande typer.
6.1 Centrifugalgjutningsmaskin
Centrifugalgjutningsmaskinen använder centrifugalkraften som genereras av höghastighetsrotation för att dra smält metall in i formhålan. Vid centrifugalgjutning är fyllningshastigheten för den smälta metallen relativt snabb, vilket är fördelaktigt för att bilda små och komplexa arbetsstycken, vilket gör den lämplig för gjutning av legeringar som guld och silver. Eftersom den tid som krävs för platina är mycket kort för ett flytande tillstånd är centrifugalgjutning också ganska lämplig. Därför är centrifugalgjutningsmaskiner fortfarande smyckestillverkarnas mest använda gjututrustning.
(1) Centrifugalgjutningsmaskin med mekanisk drivning (Figur 1-36). Detta är en enkel centrifugalgjutningsmaskin som vanligtvis används i vissa små smyckesbearbetningsfabriker. Den levereras inte med en induktionsvärmeanordning, syre-acetylen för att smälta metallen eller en smältugn för att smälta den och sedan hälla den i degeln för centrifugalgjutning.
(2) Centrifugalgjutningsmaskin av märket Manfredi (Figur 1-37). Denna typ av centrifugalgjutningsmaskin används ofta i smyckenbearbetningsfabriker, som integrerar induktionsuppvärmning och centrifugalhällning. Den är lämplig för gjutning av guld-, silver- och kopparlegeringar.
(3) Yausi (Yoshida) märke centrifugalgjutning platina maskin (Figur 1-38). Denna typ av centrifugalgjutningsmaskin används vanligtvis för att hälla platina-legeringar; den slutför smältning och centrifugalhällning i vakuum, vilket är fördelaktigt för kvaliteten på metallsmältning.

Bild 1-36 Centrifugalgjutmaskin med mekanisk drivning

Figur 1-37 Centrifugalgjutmaskin av märket Manfredi

Figur 1-38 Centrifugalgjutningsmaskin för platina av märket Yausi(Yoshida)
Jämfört med statisk gjutning har traditionell centrifugalgjutning följande nackdelar.
(1) På grund av den snabba fyllningshastigheten är turbulensen i den smälta metallen under hällningen kraftig, vilket ökar risken för gasinfångning och porbildning.
(2) Utsläppet av gas i formen är relativt långsamt, vilket resulterar i högt mottryck inuti formen, vilket ökar sannolikheten för att porer uppträder i gjutningen.
(3) När trycket på den fyllda smälta metallen är för högt utövar det en betydande skureffekt på formväggen, vilket lätt kan leda till formsprickning eller spaltning.
(4) Under hällningen kan slagg komma in i formhålan tillsammans med den smälta metallen, vilket påverkar gjutkvaliteten.
(5) På grund av det höga fyllningstryck som genereras av centrifugalkraften är den maximala mängden metall som en centrifugalgjutmaskin kan gjuta inom ett säkert område mindre än för en statisk gjutmaskin. Dessutom används inerta atmosfärer i allmänhet mindre ofta eftersom gjutkammaren är större.
Som svar på ovanstående problem har moderna centrifugalgjutmaskiner avsevärt förbättrat drivtekniken och programmeringen, vilket förbättrar automatiseringsnivån för gjutprocessen. Till exempel är vinkeln på formens mittaxel och svängarmen utformad för att vara variabel, fungerar som en funktion av rotationshastigheten och kan ändras från 90 ° till 0 °. Detta tar hänsyn till centrifugalkraftens och den tangentiella tröghetskraftens roller när det gäller att driva den smälta metallen ut ur degeln och in i formen, vilket bidrar till att förbättra balansen i metallflödet och förhindra att den smälta metallen företrädesvis flyter längs hällkanalväggarnas omvända rotationsriktning. Dessutom är en avgasanordning installerad i botten av formen för att underlätta en jämn utmatning av gas i hålrummet, vilket förbättrar fyllningskapaciteten. Den är också utrustad med en temperaturmätningsanordning för att minimera mänskliga bedömningsfel så mycket som möjligt.
6.2 Statisk gjutmaskin
Arbetsprincipen för den statiska gjutmaskinen är att använda metoder som vakuumsuggjutning och vakuumtrycksättning för att främja fyllningen av metallvätskan i formhålan. Jämfört med centrifugalgjutningsmaskiner är fyllningsprocessen för statiska gjutmaskiner relativt mild och metallvätskans skurande effekt på formväggen är mindre. På grund av vakuumeffekten är gasens mottryck i formhålan också lägre, vilket gör det möjligt att gjuta en större mängd metall på en gång. Därför används statiska gjutmaskiner i allt större utsträckning. Det finns många statiska gjutmaskiner, bland vilka den enklaste är sugmaskinen (Figur 1-39).

Huvudkomponenten i denna maskin är vakuumsystemet, som inte innehåller en värme- och smältanordning, så den måste användas tillsammans med en fackla eller smältugn. Sugmaskinen är relativt enkel att använda, mycket effektiv och används ofta i små och medelstora smyckesbearbetningsfabriker. Men eftersom hällningen sker i atmosfären har metallvätskan ett problem med sekundär oxidation och gasabsorption. Dessutom, eftersom hela hällprocessen styrs av operatören, inklusive hälltemperatur, hällhastighet, huvudhöjd och behandling av slaggen på vätskeytan, kan många mänskliga faktorer påverka gjutgodsets kvalitet.
Den automatiska gjutmaskinen för vakuumsugning är den mer avancerade och allmänt använda statiska gjutmaskinen. Det finns många modeller av denna typ av maskin, till exempel Japans Yausi (Yoshida, figur 1-40), Tanabe (figur 1-41), Italiens Italimpianti (figur 1-42) och Amerikas Neutec (figur 1-43), som alla är väl ansedda varumärken i världen.

Figur 1-40 Japans vakuumgjutningsmaskin Yausi (Yoshida)

Figur 1-41 Gjutmaskin från Tanabe Kenden (Japan)

Bild 1-42 Gjutmaskin från italienska Italimpianti

Figur 1-43 Amerikansk gjutmaskin av märket Neutec
Maskinerna som produceras av olika företag har alla sina egna egenskaper, men i allmänhet integrerar de induktionsvärme, vakuumsystem, styrsystem etc. i en enhet, som vanligtvis antar en upprätt struktur, med den övre delen som induktionssmältkammaren och den nedre delen som vakuumgjutningskammaren. De använder en bottenhällningsmetod med ett hål i botten av degeln, som förseglas med en eldfast kolvstång under smältningen. Kolvstången lyfts vid hällning, vilket gör att den smälta metallen kan strömma in i formhålan. Generellt sett är ett termoelement placerat inuti kolvstången, vilket exakt kan återspegla temperaturen på den smälta metallen. Det finns också termoelement placerade på degelväggen för att mäta temperaturen. Ändå kan den uppmätta temperaturen inte direkt återspegla temperaturen på den smälta metallen och kan bara fungera som en referens. Automatiska vakuumgjutningsmaskiner smälter och gjuter vanligtvis metaller under vakuum eller inerta gasförhållanden, vilket effektivt minskar risken för metalloxidation och gasabsorption. De använder i stor utsträckning datorprogrammeringskontroll, har en hög grad av automatisering och kvaliteten på de gjutna produkterna är relativt stabil med färre defekter, vilket gör dem till ett föredraget val för många tillverkare; de används ofta för vakuumgjutning av ädelmetaller som guld, K-guld och silver. Vissa modeller levereras också med granuleringsanordningar som kan förbereda granulerade mellanlegeringar.
7. Polermaskin
Den högglanspolerade ytan på smyckesprodukter är beroende av polering. Tidigare genomgick massproducerade smycken vanligtvis manuell gjutning följt av polering. För att minska arbetskostnaderna och intensiteten under gjutningsprocessen och förbättra produktionseffektiviteten används mekanisk poleringsutrustning i allt högre grad för polering av smycken, och det finns till och med slip- och poleringsanordningar som kan ersätta manuell polering. Vanlig mekanisk poleringsutrustning inkluderar bland annat trumpolermaskiner (Figur 1-44), magnetiska polermaskiner (Figur 1-45) och vibrerande polermaskiner (Figur 1-46).
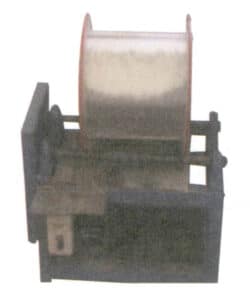
Bild 1-44 Polermaskin för trummor
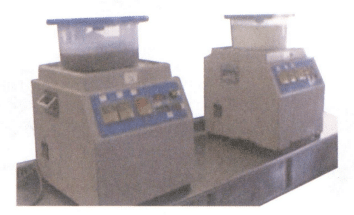
Bild 1-45 Magnetisk polermaskin

Bild 1-46 Vibrerande polermaskin
Efter att smyckena har formats och försetts med stenar måste de genomgå slutlig polering, vilket poleraren slutför med hjälp av en polermaskin. Det finns olika typer av polermaskiner, inklusive enstations-, dubbelstations- och flerstationstyper, som vanligtvis består av en motor, ett tätningshölje och ett dammuppsamlingssystem. Dammuppsamlingssystemet kan vara slumpmässigt inkluderat (Figur 1-47) eller kan vara en central dammuppsamlare. Motoraxelns ände har en omvänd konisk gänga och dukhjulet monteras på axeln och utnyttjar den friktion som uppstår under poleringen för att dra åt det ytterligare. Olika material och former av tyghjul, gummihjul, trådstänger och borstar kan installeras på axeln för att uppfylla smyckenas olika krav på ytkvalitet.

8. Rengöringsmaskin för ultraljud
Ultraljudsvågor är ljudvågor med en frekvens som är högre än 20 kHz. Arbetsprincipen för en ultraljudsrengöringsmaskin är att när ljudvågor verkar på en vätska skapar de många små bubblor i vätskan. När dessa bubblor spricker genererar de högenergiska chockvågor, vilket gör att arbetsstyckets ytor rengörs och spolas. Ultraljudsrengöring har sitt ursprung i 1960-talet, och i de tidiga tillämpningsstadierna, på grund av begränsningar i elektronikindustrin, var strömförsörjningen för ultraljudsrengöringsutrustning relativt stor, med låg stabilitet och livslängd och var dyr. Med den snabba utvecklingen av elektronikindustrin har en ny generation elektroniska komponenter dykt upp. På grund av tillämpningen av nya elektroniska kretsar och komponenter har stabiliteten och livslängden för ultraljudsströmförsörjningar förbättrats ytterligare, deras storlek minskat och priserna gradvis sänkts. Nya ultraljudsströmförsörjningar har små storlekar, hög tillförlitlighet och lång livslängd, vilket ytterligare förbättrar rengöringseffektiviteten, samtidigt som priserna har sjunkit till en nivå som är acceptabel för de flesta företag.
Ultraljudsrengöringsutrustning består av en rengöringstank, ultraljudsgenerator och strömförsörjning. Ultraljudsrengöringsmaskinen som vanligtvis används i smyckesfabriker (figur 1-48) har fördelar som hög rengöringseffektivitet, god rengöringseffekt, brett användningsområde, låg rengöringskostnad, låg arbetsintensitet och en bra arbetsmiljö. Historiskt sett har rengöring av döda hörn, blinda hål och svåråtkomlig smuts på smycken varit ett knepigt problem, men ultraljudsrengöring kan lösa detta problem. Detta är särskilt viktigt för smycken, eftersom de mestadels är komplexa och känsliga komponenter, vilket gör ultraljudsrengöringsmaskiner till en av de oumbärliga viktiga enheterna vid smyckestillverkning.