Hur kontrollerar Sobling kvaliteten på smyckenas råmaterial?
Kvalitetsinspektion och defektanalys av smyckesråvaror
Inledning:
smyckesproduktion kräver olika råvaror och hjälpmaterial, och deras prestanda påverkar direkt kvaliteten och produktionskostnaden för smyckesproduktion. Därför är det nödvändigt att strikt kontrollera inspektionen av råvaror och hjälpmaterial i produktionen för att undvika inmatning av okvalificerade material.
Sammantaget omfattar de material som används för smyckesproduktion huvudsakligen ädelmetallmaterial som guld, silver, platina och palladium; Fyllda legeringsmaterial för beredning av olika karatlegeringar; ädelstensmaterial som diamanter, rubiner, safirer och jade; hjälpmaterial som används i flera huvudprocesser såsom tillverkning av smycken, gjutning av smycken, infattning av stenar, efterbehandling och polering, galvanisering, varav några har en direkt inverkan på kvaliteten på smyckesprodukter.

Innehållsförteckning
Avsnitt Ⅰ Kvalitetsinspektion av ädelmetallråvaror
Huvudinnehållet i kvalitetsinspektionen för masterform inkluderar form, storlek, vikt, struktur, ytkvalitet, gjutning av gran etc.
Del 1. Ren guldklimp
Guld är en av de mest använda råvarorna vid tillverkning av ädelmetallsmycken. Företag köper i allmänhet rena guldklimpar från raffineringsanläggningar, ädelmetallleverantörer etc. för att förbereda material som 24K guld, 18K guld och olika karatguld.
1. Renhetskraven för rena guldtackor
förbereda material som 24K guld, 18K guld och olika karat guld.
Renheten hos rena guldklimpar är grunden för att garantera finheten hos guldsmycken. År 1999 utfärdade American Society for Testing and Materials (ASTM) standarden ASTM B562-95, "Standard Specification for Refined Gold", och reviderade den 2005 och 2012. Standarden anger det tillåtna intervallet av orenhetselement i rena guldklimpar, som visas i tabell 4-1, vilket är den enda standard som används för guldklimpar med hög renhet. Bland dem indikerar klass 99,5% ett guldinnehåll på minst 99,5%; 9995 indikerar ett guldinnehåll på minst 99,95%, och så vidare.
För rent guld av kvalitet 99.5% behöver endast den lägsta guldhalten testas, vilket är den enda renhetsgrad som kräver mätning av guldhalten. Guldinnehållet beräknas med hjälp av differensmetoden för andra renhetsgrader av rent guld. I 9995 rent guld måste fem element testas, inklusive silver, koppar och palladium, tre element som vanligtvis används i guldlegeringar. De andra två elementen är järn och bly, som är orenhetselement som allvarligt kan påverka materialbearbetningen. I 99,99%-guld måste många fler element testas, inklusive arsenik, vismut, krom, nickel, mangan, magnesium, kisel, tenn etc. Emellertid har 99,995% av guld, arsenik och nickel tagits bort.
Tabell 4-1 ASTM B562 högsta tillåtna föroreningsinnehåll i rent guld Nuggets
Enhet för metallinnehåll: x10-6
| Ren guldkvalitet | 995 | 9995 | 9995 | 9999 |
|---|---|---|---|---|
| Sterling Silver | / | 350 | 90 | 10 |
| koppar | / | 200 | 50 | 10 |
| palladium | / | 200 | 50 | 10 |
| järn | / | 50 | 20 | 10 |
| bly | / | 50 | 20 | 10 |
| kisel | / | / | 50 | 10 |
| Magnesium | / | / | 30 | 10 |
| Arsenik | / | / | 30 | / |
| Bismut | / | / | 20 | 10 |
| Tenn | / | / | 10 | 10 |
| Krom | / | / | 3 | 3 |
| Nickel | / | / | 3 | / |
| Mangan | / | / | 3 | 3 |
Föroreningar i rent guld delas in i tre kategorier: metaller, icke-metaller och radioaktiva ämnen. Metallföroreningar är relativt lätta att analysera. Platina är ett vanligt spårämne i rent guld. Ändå är det inte listat i standarden, främst för att platina är mer värdefullt än guld och inte skadar guldets tillverkningsprestanda. Andra platinagruppselement som rhodium, ruthenium, osmium och iridium är inte heller listade. Att analysera dessa element är svårt, dyrt och har liten praktisk användning. Därför väljs ibland ett enda element för att återspegla mängden av denna grupp av element, t.ex. genom att använda palladium som en indikator för platinagruppens element. När palladiumhalten är hög måste andra element i platinagruppen testas; när halten är låg finns det inget behov av att testa. Syre, svavel och klor används ofta i någon form för rening av guld. De kan bilda icke-metalliska föroreningar som finns kvar i rent guld, men dessa typiska icke-metalliska element är inte listade i standarden. Radioaktiva föroreningar som uran och torium kan orsaka säkerhetsproblem med smycken, men deras nivåer är i allmänhet försumbara och listas inte i standarden.
Därför beaktar ASTM B562 endast vissa metalliska element men ignorerar många andra. För att säkerställa produktens kvalitet kan tillverkningsföretag begära att dessa element listas, vilket uttryckligen nämns i standarden, "köparen och säljaren kan förhandla om vissa begränsade element."
2. Analysmetod för orenhetselement för rent guld Nuggets
Guldhalten i Nuggets av rent guld bestäms genom cupellation, den tidigaste analysmetoden. Noggrannheten i denna metod beror på flera faktorer, inklusive testmiljöförhållandena, testutrustningens precision, tillämpningen av testmetoden etc., vilket kan leda till betydande variationer i resultaten av samma prov inom samma sats; kalibreringsvärdet för standarden fluktuerar vilt och är instabilt; dålig noggrannhet och precision, bland andra problem. London Bullion Market Association (LBMA) kräver raffineringsförmåga för guldanalys: när testresultatet är större än eller lika med 99,95% är det tillåtna felet ±0,005%; när testresultatet är mindre än 99,50% -99,95% är det tillåtna felet ±0,015%.
Det finns flera tillgängliga tekniker för att upptäcka orenheter i rent guld. En vanlig metod är att först lösa upp guldet och sedan analysera innehållet av olika element med hjälp av spektroskopiska analysmetoder, inklusive atomabsorptionsspektroskopi eller atomemissionsspektroskopi med likströmsplasma. Induktivt kopplade plasmaspektrometrar kan användas för lösningsanalys och kan i vissa fall direkt analysera fasta prover utan behov av upplösning. Det har två fördelar: man undviker problemet med odetekterbara orenheter som inte löses upp och detektionsnoggrannheten påverkas inte av experimentella glasvaror och reagenser. Det finns också andra metoder för att undvika provupplösning, t.ex. användning av masspektrometrar och röntgenfluorescensspektrometrar, bland vilka masspektrometrar är mer lämpade för att detektera spårämnen i material med hög renhet.
Även om cupellation är den mest exakta metoden för att upptäcka guldinnehåll, är det nästan omöjligt att använda den för att upptäcka orenhetselement i rena guldnuggets eftersom denna metod innebär att samla ädelmetaller från ett specifikt prov, aggregera dem till pärlor och sedan jämföra vikten av pärlorna med det ursprungliga provet, begränsat till att upptäcka innehållet i alla ädelmetallelement. Medan cupellation kan avgöra om guldinnehållet är 99,5% eller 99,9%, eller till och med 99,99%, kan inte identifiera vilka föroreningar som finns och deras respektive kvantiteter. Därför specificerar ASTM B562 endast den lägsta guldhalten på 99,5% när cupellation används; när föroreningsinnehållet är högre detekteras innehållet i de viktigaste föroreningselementen och resten antas vara guld. Alla större föroreningar måste beaktas; annars kommer det beräknade guldinnehållet att vara felaktigt.
Ovanstående detektionsmetoder används huvudsakligen för att analysera det genomsnittliga innehållet av orenhetselement i rena guldklimpar för att producera rena guldklimpar. Flera detekteringstekniker är mer lämpade för smyckenproduktionsföretag, särskilt svepelektronmikroskopet (SEM) utrustat med en dispersiv röntgenspektrometer (EDS), som kan fokusera på en specifik del av provet för lokal upptäckt. Om smycken till exempel har defekter som frakturer eller hårda fläckar i vissa områden, kan sonder koncentreras till dessa områden för att analysera deras sammansättning. Detta är särskilt praktiskt eftersom många skadliga orenhetselement tenderar att segregera till korngränser, gitterförvrängningsställen etc., vilket resulterar i mycket högre orenhetselementinnehåll på dessa platser än genomsnittet, vilket kan leda till produktkvalitetsproblem. Därför måste smyckesproduktionsföretag vara uppmärksamma på guldinnehållet i rena guldklumpar och vara medvetna om att vissa spårföroreningselement kan segregera under gjutningsprocessen, vilket leder till mycket högt lokalt innehåll.
[Case 4-1] Analys av sammansättningen av rena guldklimpar.
Välj slumpmässigt rena guldklimpar som produceras av olika raffineringstillverkare och använd en massspektrometer för glödurladdning för detektering, analysera 17 typer av metallelement; resultaten visas i tabell 4-2.
Tabell 4-2 Analysresultat för Nuggets av rent guld som producerats av olika tillverkare av ädelmetallraffinering
Tillverkare #1-8, Enhet för metallinnehåll: x10-6.

För prover som producerats vid olika tidpunkter från samma raffinaderianläggning analyserades och detekterades halter av föroreningselement, vilket visas i tabell 4-3.
Tabell 4-3 Analysresultat för olika partier av guldklimpar producerade av samma raffineringsanläggning
Enhet för metallinnehåll: x10-6

Den renhetströskel som krävs enligt referensstandarden är att endast 8 av 9 raffinaderier uppfyller standardkraven, och ett företags produkt måste kvalificeras och innehålla 200 x10-6 Föroreningar. Silver är den största orenheten, mycket högre än andra orenheter; för 99,99% rent guld varierar silverinnehållet från 20 x10-6 till 70 x10-6; för 9995 guld, silver når 120×10-6, andra element mindre än 10 x 10-6följt av järn och koppar, cirka 5 x10-6, bly cirka 1 x10-6och de återstående cirka 1 x 10-6 element inkluderar palladium, kisel, platina, etc. Innehållet av orenheter i rena guldklumpar som produceras av samma raffineringsanläggning fluktuerar mer eller mindre vid olika tidpunkter. Därför bör smyckesföretag prioritera att välja raffineringsföretag med goda kvalifikationer när de köper rena guldklumpar.
3. Inverkan av orenhetselement i rena guldklimpar
Vissa orenhetselement som bly, vismut och arsenik i rena guldklimpar kommer allvarligt att försämra guldets prestanda. Däremot ger andra komponenter, såsom kisel, järn etc., ibland också skadliga effekter.
3.1 Ledning
[Fall 4-2 ] Sprickbildning i smycken av 18K vitguld

Beskrivning av defekten:
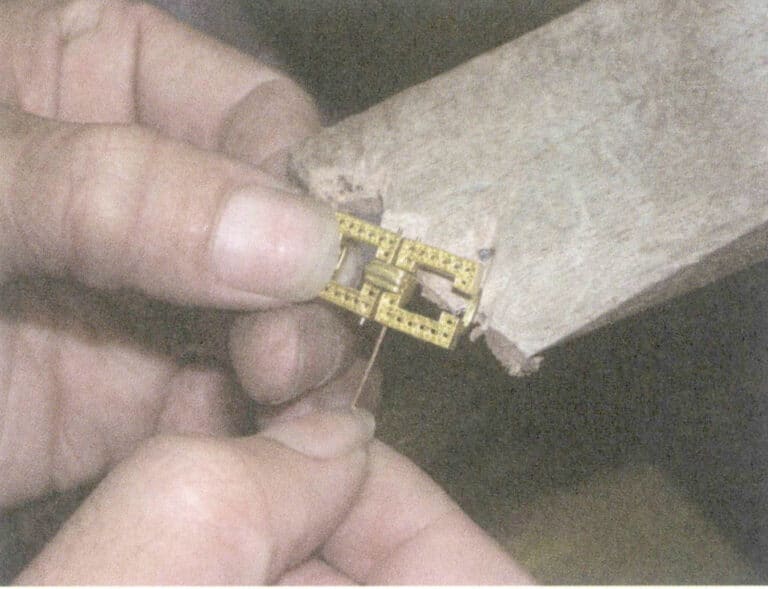
Ett visst smyckesföretag har tillverkat smycken i 18K vitguld under många år. Under en viss period fanns det problem med batchkvaliteten. Efter att smyckena hade gjutits och formats gick de sönder med lätt kraft under infattnings- eller inläggningsarbetet, med den frakturmorfologi som visas i figur 4-1. Detta problem hade ännu inte inträffat tidigare. Fabriken försökte olika lösningar, inklusive att byta ut de fyllda legeringarna, byta gran, justera hälltemperaturen etc., men problemet behövde lösas mer effektivt.
Produktionsutredning:
Från frakturens morfologi har gjutningen inte uppenbara krympningshål eller löshet, vilket indikerar att frakturen inte orsakas av otillräcklig densitet som minskar styrkan; frakturytan visar ingen formbar deformation, vilket ger en typisk spröd fraktur. Därför undersöktes villkoren för produktionsprocessen. Fabriken använde precisionsgjutning med gipsformar; ringen hade två granar, gipstemperaturen under gjutningen var 650 ℃, metallvätskans hälltemperatur var 1040 ℃ och gipsformen luftkyldes i 15 minuter före släckning. Vid smältning av ingredienserna användes 50% gammalt guld och +50% nytt guld, med det gamla guldet som användes för tredje gången. För gjutning av K-vitguldsmycken är ovanstående produktionsprocessförhållanden som används av fabriken relativt standard och bör inte orsaka sprödhet i partiet. Det spekuleras i att skadliga orenhetselement kan ha blandats in i metallmaterialet.
Vid inspektion av källan till det nya guldet visade det sig att på grund av brådskande produktionsbehov tidigare köptes en liten mängd rena guldklimpar från en liten raffineringshandlare, tillsammans med ett analysresultat för röntgenfluorescensspektrum som visade att guldets renhet nådde 99,99%. Eftersom XRF är en ytanalys och spårämnen är utmanande att analysera exakt, rekommenderas att fabriken extraherar en liten mängd rena guldprover för cupellationsanalys vid ett analyscenter. Resultaten visade att blyinnehållet i de rena guldklumparna nådde 110 x10-6.
Orsaksanalys:
Bly är en av de mest skadliga beståndsdelarna i guld och påverkar direkt dess bearbetbarhet. Redan 1894 konstaterades att en otillräcklig blyhalt skulle göra guldet sprött. Detta beror på att bly bildar mellanliggande faser såsom Au2Pb AuPb2 AuPb3 i guld, som är faser med låg smältpunkt och hög sprödhet, vilket avsevärt försämrar metallens bearbetningsprestanda. Jämviktsfasdiagrammet för guld-blylegeringar i figur 4-2 visar att när blyhalten når en viss nivå kommer en viss sammansättning av mellanfasen att bildas. I faktiska produktionsprocesser, även om blyinnehållet i guld är minimalt, på grund av den låga lösligheten av bly i guld och dess mycket lägre smältpunkt än guld, är bly benäget att segregera under kylnings- och stelningsprocessen, avvisas av korngränserna och bilda kluster.
När blyinnehållet i klustren når en viss mängd kommer det att skapa en blyrik guld-bly-mellanfas, vilket minskar materialets formbarhet. Med ökningen av blyinnehållet kommer fler mellanliggande guld-blyfaser att bildas. När blyinnehållet når 600 x10-6, kopparhaltiga legeringar och legeringar av rent guld kan inte valsas. Många smyckesföretag anser att 50 x10-6 som den övre gränsen för acceptabelt blyinnehåll

3.2 Vismut
Vismut är också ett av de mest skadliga elementen i guld och dess inverkan på dess mekaniska bearbetningsprestanda är jämförbar med blyets. Figur 4-3 visar fasdiagrammet för en binär legering av guld och vismut. Vismut har nästan ingen löslighet i guld. Under kylnings- och stelningsprocessen kommer vismut att segregera och ackumuleras vid korngränserna och bilda mellanfaser av guld-vismut, vilket avsevärt påverkar guldets smidighet och gör att produkter är benägna att spröda frakturer.
3.3 Järn
Järnets roll i guld bör ses ur två aspekter. Å ena sidan kan det fungera som ett legeringselement. Järnhaltiga guldlegeringar har använts i Europa. Genom att kombinera med andra legeringselement kan guldlegeringar som bildas uppnå en vacker blå färgeffekt när de oxideras vid medeltemperaturer under lång tid. Under de senaste åren har järn också prövats som ett blekningselement för att producera K-vitguldmaterial.
Å andra sidan påverkar järn avsevärt Golds gjutningsprestanda. Figur 4-4 är fasdiagrammet för den binära legeringen guld-järn. Ur ett termodynamiskt perspektiv kan järn lösas upp i rent guld, men på grund av dess betydligt högre smältpunkt än rent guld orsakar det


Det är inte lätt att lösa upp i guld. Antag att guld innehåller 100 x10-6 av järn. I så fall är det svårt att uppnå en enhetlig sammansättning, vilket resulterar i segregering i gjutningen, vilket leder till den så kallade "hard spot" -defekten, som visas i figur 4-5.

(Från David J Kinneberg m.fl., Gold Bulletin, 1998)
3.4 Kisel
Av figur 4-6 framgår att kisel är nästan olösligt i guld. När kiselhalten överstiger 200 x10-6 Vid korngränserna bildas Au-Si eutektiska kiselfaser, som visas i figur 4-7, med en smältpunkt på endast 363 ℃, mycket spröd och benägen för varm sprickbildning. Försprödningseffekten av kisel är relaterad till legeringens totala mängd guld och silver. Med ökningen av den totala mängden guld och silver minskar legeringens flexibilitet och sprödheten ökar när kiselhalten överstiger ett visst kritiskt värde. Med andra ord, när guldets finhalt ökar, minskar den tillåtna mängden kisel. När den nominella kiselhalten i 14K guld överstiger 0,175wt%, kommer kiselrika faser att uppträda vid korngränserna. När mängden kisel överstiger 0,05wt% i 18 KY, är det benäget att bli sprött.

3,5 Iridium
[Fall 4-3 ] Hård punktdefekt i ring av 18K vitguld
Beskrivning av defekten:
Hårda punkter hittades på ytan under poleringen och syntes som stora enskilda korn eller bo-liknande små kornkluster. Arbetsstycket är komplicerat att polera ljust, med många repor, som visas i figur
Produktionsutredning:
Fabriken använder två formningsmetoder, gjutning och stansning, som båda har upplevt liknande defekter i sina produkter. Felen uppstod inte bara i återvunnet material utan även i nyblandade guldlegeringar. Man kan dra slutsatsen att defekterna inte är relaterade till formningsmetoderna, och att problemet borde ligga i metallmaterialet eller guldsmältningsmetoden. Vid undersökningen visade det sig att guldet smältes i en smältugn med skydd av inert gas och att guldets smälttemperatur kontrollerades på ett adekvat sätt, vilket utesluter smältmetoden som den främsta orsaken.

(från David J Kinneberg m.fl., Gold Bulletin, 1998)

Orsaken bör hittas i metoden för metallmaterial. Vid inspektion av de rena guldklimpar och fyllda legeringar som användes för beredning av metallmaterial konstaterades att de fyllda legeringsmaterial som användes var från den ursprungliga inventeringen, som hade varit relativt stabil och inte hade stött på sådana problem tidigare, medan när det gäller rena guldklimpar ledde ett nyligen genomfört köp av ett parti rena guldklimpar till att problemet uppstod efter användning av detta parti guld. Prover togs från detta parti av rena guldklimpar och analyserades med hjälp av kemiska analysmetoder, vilket avslöjade en relativt hög iridiuminnehåll, som nådde 0,03wt%
Analys av bakomliggande orsaker:
Iridium har en mycket hög smältpunkt, och om det inte hanteras på rätt sätt under smältningen kommer det inte att vara lätt att lösa upp sig jämnt i guldvätskan. Dessutom har iridium en mycket låg löslighet i guld i fast form, och ännu lägre i flytande form. Iridium med hög smältpunkt kan företrädesvis fällas ut och aggregeras under stelning, vilket leder till ojämn fördelning. På grund av iridiums betydligt högre hårdhet än guld bildas hårda punkter eller kluster av hårda punkter när de når ytan, vilket orsakar repor och kometsvansar under polering.
4. Rening av guld
När överdrivna skadliga föroreningar förekommer i rent guld eller guldlegeringsmaterial måste materialen övervägas för rening. Det finns olika metoder för att rena guld, och deras primära processer och egenskaper är följande:
4.1 Sammanslagningsmetod.
Detta är en relativt gammal reningsmetod. Amalgamering är en process där guld, kvicksilver och vatten blandas och mals kontinuerligt tills inga guldpartiklar finns kvar, varvid en metallisk förening av guld och kvicksilver bildas. Svavelpulver blandas med det kombinerade guldet och mals, värms sedan upp och rostas i luften för att avdunsta överflödigt kvicksilver. Basmetaller bildar först metallsulfider och senare metalloxider. Efter att ha upprepat dessa processer flera gånger smälts materialet till Nuggets med hjälp av borax som flussmedel. Oxider av basmetaller reagerar med borax och bildar lågsmältande ämnen som flyter på vätskeytan, medan rent guld lägger sig på botten.
Denna metod är lämplig för bearbetning av grova guldpartiklar som fångats upp av kvicksilver. Guldets renhet beror på noggrannheten i amalgamering och svavelisering. När det bearbetas väl kan guldets renhet nå över 99%. På grund av användningen av det giftiga elementet kvicksilver har denna metod i stort sett eliminerats.
4.2 Aqua regia reningsmetod.
Det råguld som ska renas löses i kungsvatten, och en liten mängd saltsyra värms upp och tillsätts flera gånger tills ingen gul gas bildas. Justera pH-värdet och tillsätt reagenser som natriumbisulfit, oxalsyra eller metaller som zinkpulver eller koppar. Efter produktionen av svampguld, häll ut vätskan, skölj den flera gånger med avjoniserat vatten, värm den sedan med svavelsyra i en halvtimme, skölj igen med avjoniserat vatten, tvätta med salpetersyra i en halvtimme och skölj slutligen med avjoniserat vatten. Det renade svampguldet kan gjutas i Nuggets efter torkning, med en renhet på upp till 99,95%.
4.3 Elektrolysmetod
Detta är en mer vanligt förekommande metod. Den använder guld som anod, rent guld eller rostfritt stål som katod och koncentrerad saltsyra som elektrolyt. Under inverkan av det elektriska fältet deponeras och renas guld på katoden, med en renhet på upp till 99,95%. Denna metod är dock relativt långsam, har lång arbetstid och kräver att elektrolyten byts ut i rätt tid under produktionen.
4.4 Granulering genom droppmetod
Detta är också en vanligt förekommande teknisk metod. Först tillsätts silver till det råa guldmaterialet som ska raffineras, med ett förhållande på cirka ( 2,2-3,0):1 . De smälts samman med hjälp av borax som slaggbildare. När guldet och silvret har smält och rörts om jämnt hälls de i kallt vatten för att få granulat av en viss storlek. Granulerna placeras i en bägare; salpetersyra tillsätts för att avlägsna silver; salpetersyrans silver hälls av efter reaktionen, och koncentrerad salpetersyra tillsätts och kokas i 40 minuter; denna operation upprepas, sköljs sedan flera gånger med varmt vatten tills vätskan är fri från vit färg, skölj flera gånger till för att få ett rent guldpulver. Renheten kan nå 99,8% eller mer.
4.5 Ammoniumklorid-metoden
Denna metod är mer lämplig för rening av guldpulver. Större guldbitar måste först granuleras till små partiklar eller pressas till tunna ark för att påskynda kloreringshastigheten.
Använd först metoder som saltsyra + bordssalt + väteperoxid, saltsyra + bordssalt + klorgas eller saltsyra + bordssalt + perklorsyra för att lösa upp guld i AuCl3 vätska, värm sedan lösningen för att avlägsna oxiderande gaser. Ta bort icke-metalliska ämnen, tvätta återstoden med vatten flera gånger, justera pH-värdet till 13 med ammoniak, använd reduktionsmedel som formaldehyd för att minska guld och värm lösningen för nitratindunstning. Den renhet som uppnås med denna metod kan nå 99,95%.
Del 2 Pure Silver Nugget
Rent silver delas in i tre kvaliteter beroende på dess kemiska sammansättning: IC - Ag99,99, IC - Ag99,95 och IC-Ag 99,90.
Tabell 4-4 Intervall för tillåtna föroreningselement i rena silverklumpar (Enhet: %)
| Silver Grade | Ag | Cu ≤ | Bi ≤ | Fe ≤ | Pb ≤ | Sb ≤ | Pd ≤ | Se ≤ | Te ≤ | Summa föroreningar ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| IC - Ag99,99 | 99.99 | 0.003 | 0.0008 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0005 | 0.0005 | 0.01 |
| IC - Ag99,95 | 99.96 | 0.025 | 0.001 | 0.002 | 0.015 | / | / | / | / | 0.005 |
| IC - Ag99,90 | 99.9 | 0.05 | 0.002 | 0.002 | 0.025 | / | / | / | / | 0.1 |
På samma sätt som rent guld är bly, vismut, arsenik etc. också mycket skadliga element i rent silver. Figurerna 4-9 och 4-10 visar fasdiagrammet för silver-blylegeringen respektive fasdiagrammet för silver-vismutlegeringen. Deras fasta löslighet i rent silver är minimal, vilket gör dem lätta att kristallisera.


På samma sätt som rent guld är bly, vismut, arsenik etc. också mycket skadliga element i rent silver. Figurerna 4-9 och 4-10 är fasdiagrammet för silver-blylegeringen respektive fasdiagrammet för silver-vismutlegeringen.
Deras fasta löslighet i rent silver är mycket liten och de tenderar att polarisera vid korngränser och bilda intermediära faser med låg smältpunkt som resulterar i spröda material. Kisel har nästan ingen fast löslighet i rent silver, som visas i figur 4-11, och används huvudsakligen som ett antioxidantelement i silverlegeringar, men när kiselinnehållet överstiger en viss nivå kommer det att orsaka materialsprödhet.

Vid kvalitetsinspektion av rent silver är detektering av spårföroreningar det mest kritiska måttet på ren silverkvalitet. Men med hjälp av atomabsorption eller spektrofotometri specificerar den nationella standarden analysen av endast bly, koppar, järn, selen, palladium, antimon, tellur och vismut. Denna metod kan bara bestämma föroreningar en efter en, och förfarandet kräver flera steg, vilket gör analysen komplex och tidskrävande. I internationell handel är detektionskravet för spårföroreningar i rent silver 23 sorter. Därför har vissa testinstitutioner försökt använda induktivt kopplad plasma-atomemissionsspektrometri för att kontinuerligt bestämma föroreningselement i rent silver och uppnå goda resultat. Denna metod kan ge rimliga detektionsgränser, minimal matrisinterferens, ett brett linjärt dynamiskt intervall, enkelhet, noggrannhet och tillförlitlighet.
Del 3 Pure Platinum Nugget
Den internationella standarden "ASTM B561:2005 Refined Platinum Specifications" specificerar ren platinas krav på renhet och föroreningselement. Standarden "GB/T1419-2004 Sponge Platinum" antar också liknande bestämmelser, som visas i tabell 4-5.
Bly, vismut och andra orenheter är mycket skadliga. Deras fasta löslighet i ren platina är nästan noll. Under smältning och stelning är de lätta att aggregera vid korngränser och bildar lågsmältande spröda mellanfaser, vilket allvarligt försämrar legeringens bearbetningsprestanda.
Tabell 4-5 Intervall för tillåtet innehåll av orenheter i ren platina Nuggets (Enhet: %)
| Klass Platium | SM-Pt99,99 | SM-Pt99,95 | SM-Pt99.9 | |
|---|---|---|---|---|
| Platiuminnehåll ≥ | 350 | 90 | 10 | |
| Föroreningar ≤ | Pd | 0.003 | 0.01 | 0.03 |
| Rh | 0.003 | 0.02 | 0.03 | |
| Ir | 0.003 | 0.03 | 0.03 | |
| Ru | 0.003 | 0.003 | 0.04 | |
| Au | 0.003 | 0.01 | 0.03 | |
| Ag | 0.001 | 0.005 | 0.01 | |
| Cu | 0.001 | 0.005 | 0.01 | |
| Fe | 0.001 | 0.005 | 0.01 | |
| Ni | 0.001 | 0.005 | 0.01 | |
| Al | 0.003 | 0.005 | 0.01 | |
| Pb | 0.002 | 0.005 | 0.01 | |
| Mn | 0.002 | 0.005 | 0.01 | |
| Cr | 0.002 | 0.005 | 0.01 | |
| Mg | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Sn | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Zn | 0.002 | 0.005 | 0.01 | |
| Bi | 0.002 | 0.005 | 0.01 | |
| Ca | - | - | - | |
| Summa föroreningar ≤ | 0.01 | 0.05 | 0.01 | |
Anmärkning:
a. Kontrollgränser och analysmetoder för element och flyktiga ämnen som inte anges i tabellen ska fastställas genom ömsesidig överenskommelse mellan leverantören och efterfrågesidan.
b. Ca är ett icke-obligatoriskt testelement.


Del 4 Kontrollmetoder för ädelmetallmaterial
Efter att smyckesföretaget har köpt ädelmetallmaterial från marknaden måste det genomföra en inkommande inspektion, och inspektionsmetoden visas i tabell 4-6.
Tabell 4-6 Kontrollmetoder för inköpta ädelmetallmaterial
| Inspektionsobjekt | Inspektionsmetod | Inspektionsinnehåll | Inspektionsverktyg | Kriterier för acceptans |
|---|---|---|---|---|
| Faktura | Verifiering av leverantörsinformation, modellnummer, identifiering och belopp på fakturor | Fullständig inspektion | Manuell verifiering | Överensstämmer med avtalskraven |
| Förpackning | Kontrollera att förpackningen är intakt | Fullständig inspektion | Sensorisk undersökning | I enlighet med avtalskraven |
| Vikt | Detektering av ädelmetallmaterial Vikt | Fullständig inspektion | Elektronisk våg Vägning | Implementera standarder "Kvalitetstolerans för mätning av ädelmetallsmycken" Föreskrifter |
| Innehåll | Detektera innehåll av ädelmetall | Fullständig inspektion | Använd fluorescensspektrometer eller kemisk analysmetod | Utför standard för Kemisk analysmetod för guld, kemisk analysmetod för silver, bestämning av silverinnehåll genom silverkloridutfällning-flamma original Atomabsorptionsspektrometrimetod》, "Bestämning av guldinnehåll i smycken röntgen Fluorescens spektroskopi" |
Avsnitt Ⅱ: Kvalitetsinspektion av innehåll i fyllda material
Inlagda smycken, olika karat guldlegeringar, silverlegeringar, platinalegeringar och palladiumlegeringar smycken har alltid stått för en stor andel. Dessa legeringsmaterial framställs av rena ädelmetaller och andra grundämnen för att bilda mellanlegeringar. Till exempel framställs 18K guld av rent guld och mellanlegeringar, allmänt kända som fyllda material. Kvaliteten på fyllda legeringar påverkar direkt kvaliteten på smyckesprodukter. För närvarande använder smyckestillverkare en mängd olika fyllda legeringsmaterial, och prestanda för fyllda legeringsmaterial som produceras av olika leverantörer varierar ibland mycket.
Även om samma leverantör tillhandahåller fyllda legeringsmaterial förekommer ofta prestandafluktuationer, vilket påverkar produktionen. Därför måste företagen inspektera kvaliteten på ett nytt fyllt legeringsmaterial när de väljer det. Prestandautvärdering inkluderar främst fysiska egenskaper, kemiska egenskaper, mekaniska egenskaper, bearbetningsegenskaper, säkerhet och ekonomi. Om man tar K-guldfylld legering som exempel är det specifika innehållet följande.
Del 5 Fysikaliska egenskaper
K guldsmycken tillhör kategorin ädelmetallsmycken, och det betonar också effekterna av ytdekoration. Därför är det viktigt att uppmärksamma och rationellt utforma materialets fysiska egenskaper, vilket främst återspeglas i aspekter som densitet, färg, magnetism och smältpunkt.
5.1 Densitet
Urvalet av fyllda legeringselement för guldsmycken är brett. Varje legeringselement har sin atommassa och motsvarande densitet. Olika legeringskompositioner kommer att ha olika densiteter. Till exempel, i en guld-silver-koppar-zinklegering, är densiteten för silver 10,5g/cm3och zinkens densitet är 7,14 g/cm3. När zink används i stället för silver minskar legeringens densitet. För ett smycke med en fast volym minskar legeringens vikt, och samma kvalitetslegering kan använda mindre guld.
5.2 Färg
Som smycken är färg en viktig fysisk egenskap. Guldlegeringar för smycken delas i allmänhet in i färgade guld- och vitguldlegeringar baserat på färg. Genom att ändra legeringssammansättningsförhållandet för K-guld kan material i olika färger erhållas. De vanligaste färgerna på K-guld inkluderar K-gul, K-vit och K-röd serie. Nyligen har några unika färger av K-guldmaterial också utvecklats.
Visuell uppskattning är en enkel metod för att uppskatta och beskriva legeringars färg. Denna metod förlitar sig dock på den subjektiva uppfattningen av det blotta ögat, vilket gör det svårt att tydligt förklara de olika nyanserna av guldfärger, såsom gul, grön, vit och röd, på språk. För att kvantitativt beskriva färg och färgstabilitet hos guldlegeringar har smyckesindustrin infört CIELab-systemet för färgmätning av legeringar baserat på kromaticitetsprinciper. Detta system använder tre koordinater L*, a*, b* för att beskriva färger, vilka är stabila och tillförlitliga. Systemet är också ett effektivt verktyg för att kvantitativt beskriva missfärgning av legeringar. För att enklare kunna bestämma och jämföra färgerna på legeringar har vissa länder fastställt färgstandarder för guldlegeringar och motsvarande färgkartor för jämförelse. Schweiz, Frankrike och Tyskland har successivt fastställt färgstandarder för 18K guld: 3N, 4N och 5N. Senare lade Tyskland till tre standardfärger för 14K-guld: ON, 1N och 8N. Deras positioner i färgkoordinatsystemet visas i figur 4-14.

【Fall 4-4】 Vithetsskillnaden mellan 18K vitguld
Problembeskrivning:
Kunderna klagade på smycken i 18K vitguld som exporterades av en viss fabrik. Efter att ha burit smycket under en tid hade den lokala pläteringen slitits bort, vilket blottade den gulnande metallbasen, som hade en betydande kontrast mot pläteringsfärgen, och en retur begärdes.
Orsaksanalys:
Vitt guld, som ett substitut för platina, kräver god vithet. Därför är de flesta vitguldsmycken rodiumpläterade på ytan. Rhodiumpläteringen är vanligtvis mycket kort, allmänt känd som "flash plating", och bildar ett tunt skikt. Efter en tids användning slits det lätt bort och avslöjar den ursprungliga färgen på basmetallen. I många fall finns det en stor kontrast mellan metallkroppens färg och pläteringsfärgen. Vid bestämning av metallmaterialet anger leverantören och efterfrågesidan endast i allmänhet att det är 18K vitguld. I legeringsfärg används en kvalitativ beskrivningsmetod, som lätt kan leda till tvister mellan smyckesföretag och kunder på grund av inkonsekventa bedömningar. Som svar på denna vanliga fråga har MJSA och World Gold Council
I samarbete, efter att ha använt CIELab färgkoordinatsystem för att upptäcka färgen på 10KW, 14KW, 18K vitguldprover, definitionen av gulhetsindexet för K vitt guld fastställdes enhetligt med hjälp av ASTM:s gulhetsindex, som definierar att gulhetsindexet för "K-vitguld" ska vara mindre än 32 och delar in K-vitguld i 1:a, 2:a och 3:e sorteringen efter färg, enligt tabell 4-7.
Tabell 4-7 Vit nivå av K vitt guld
| Färgklass | Yellowness-index YI | Vithetsnivå | Plätering rodium |
|---|---|---|---|
| Nivå 1 | YI< 19 | Mycket vit | Behövs inte |
| Nivå 2 | 19 < YI < 24.5 | Vit är acceptabelt | Kan vara pläterad eller ej |
| Nivå 3 | 24.5 < YI < 32 | Dålig | Måste behöva |
Detta klassificeringssystem gör det möjligt för leverantörer, tillverkare och återförsäljare att använda kvantitativa metoder för att fastställa färgkraven för K-vitguld. När YI överstiger 32 kan det inte kallas K-vitguld.
Eftersom nickel och palladium är de viktigaste blekningselementen, desto högre är deras innehåll, desto vitare blir legeringens färg. Motsvarande produktionssvårigheter eller kostnader kommer dock att öka. Därför måste smyckesföretag ofta överväga frågorna om färg och bearbetningsprestanda på ett heltäckande sätt när de väljer fyllda legeringsmaterial.
5.3 Magnetisk
Som ädelmetallsmycken vill K-guldsmycken i allmänhet att legeringen ska uppvisa något annat än magnetism för att undvika konsumenternas tvivel och klagomål om materialets äkthet.
【Fall 4-5】18K vitguldsring med magnetism
Problembeskrivning:
Ett smyckesföretag tillverkade ett parti 18K vitnickelringar som returnerades och reklamerades eftersom ringarna har stark magnetism.
Orsaksanalys:
I naturen är järn ett välkänt metallelement med magnetism. Dessutom finns det några andra grundämnen med magnetism, till exempel kobolt, nickel och gallium. Nickel används vanligen som blekmedel i vitguld. Tillsatsen av nickel gör att guldlegeringen ibland uppvisar en viss magnetism. Ädelmetallsmycken med magnetism möter ofta konsumenternas tvivel och klagomål, så ansträngningar bör göras för att eliminera dess magnetism.
Huruvida ett ämne uppvisar magnetism beror inte bara på dess sammansättning utan också på dess mikrostruktur. Ibland, med samma grundämnen men olika strukturer eller vid olika temperaturområden, kan det finnas skillnader i magnetism. Fasdiagrammet för guld-nickellegeringen som visas i figur 4-15 kan illustrera denna punkt.
Figur 4-15 Magnetiska övergångar för binär legering av guld-nickel

Fasdiagrammet visar att guld-nickellegeringen är en solid enfaslösning under soliduslinjen och över en viss temperatur, som är rik på guld ɑ1 och rik på nickel ɑ2, båda icke-magnetiska. En tvåfasregion börjar framträda när enfasregionen med fast lösning långsamt kyls till en viss temperatur. När temperaturen sjunker till cirka 340 ℃ inträffar en magnetisk övergång. När sammansättningen av nickelvitt guld faller inom området för magnetisk övergång kan legeringen uppvisa magnetism.
På grund av den långsamma kylningsprocessen för nickel K White gold efter gjutning och komponentsegregeringen som genereras under gjutningen, kommer en tvåfasstruktur att uppstå under gjutningsförhållandena och genomgå en magnetisk omvandling för att producera magnetism.
Lösning:
Under förutsättning av oförändrad legeringssammansättning, för att eliminera magnetismen hos nickel K Vitt guld, är det nödvändigt att kontrollera legeringsstrukturen, det vill säga att erhålla en icke-magnetisk enfas solid lösning genom värmebehandling. Den gjutna strukturen kan värmas upp till den enfasiga fasta lösningszonen, hållas vid denna temperatur för att uppnå en viss grad av enhetlighet i sammansättningen och sedan snabbt kylas (såsom släckning) legeringen för att upprätthålla den enfasiga fasta lösningen stabil vid hög temperatur till rumstemperatur, vilket eliminerar legeringens magnetism.
5.4 Smältpunkt
Gjutningsprocessen för gipsform producerar huvudsakligen k guldsmycken. På grund av gipsens dåliga termiska stabilitet vid hög temperatur kommer termisk sönderdelning att inträffa när temperaturen når 1200 ℃, vilket frigör SO2 gas, vilket orsakar gjutporositet. Ofullständig kalcinering av gipsform lämnar kvarvarande kol i formen, eller allvarlig oxidation av metallvätskan bildar en stor mängd kopparoxid, vilket avsevärt minskar sönderdelningstemperaturen. För att säkerställa säkerheten vid gjutning av gipsform är det därför nödvändigt att kontrollera legeringens smältpunkt. I allmänhet är smältpunkterna för K gult guld och K rött guld cirka 900 ℃, så det kommer inte att finnas några betydande problem med gjutning av gipsform. Men för K-vitguld, på grund av användningen av nickel och palladium med hög smältpunkt som blekningselement, är legeringens smältpunkt högre än för K-gult guld och K-rött guld, vilket utgör en risk för termisk sönderdelning av gipsform. När nickel- och palladiuminnehållet är mycket högt kan gipsform inte garantera produktionskvalitet, och dyrt syrabundet gjutpulver måste användas, vilket avsevärt ökar produktionskostnaderna.
Del 6 Kemiska egenskaper
De kemiska egenskaperna hos K-guldlegeringar visar sig främst i deras motståndskraft mot missfärgning och korrosion, vilket är avgörande för smycken. Legeringarnas korrosionsbeständighet varierar med sammansättningen. Vanliga starka syror korroderar inte 18K guld, och 14K guld har också god korrosionsbeständighet men kan laka ut koppar och silver från ytan under fast syraattack. Guldlegeringar under 9K är inte motståndskraftiga mot stark syrakorrosion och kan missfärgas i ogynnsamma miljöer. Ädelmetallinnehållet är dock inte den enda faktor som påverkar missfärgning. Missfärgning är ett omfattande resultat av kemisk sammansättning, kemiska processer, miljöfaktorer och mikrostruktur. I K-guld med låg karat, när de fyllda legeringarna bidrar till att öka guldets potential, bilda en tät skyddande film och förbättra legeringens mikrostruktur, är det fortfarande möjligt att få en legering med utmärkta kemiska egenskaper och god antifärgningsförmåga. Bland de tre huvudserierna av K-guld är K rose Gold benägen att ytmatta på grund av dess höga kopparinnehåll, vilket kräver fördelaktiga legeringselement för förbättring.
Del 7 Mekaniska egenskaper
Smycken måste bibehålla hög ljusstyrka under lång tid, vilket kräver en ökning av legeringens hårdhet för att uppfylla kraven på nötningsbeständighet. Vissa strukturella smyckeskomponenter, såsom öronstift, öronkrokar, broscher och fjädrar, kräver god elasticitet och förbättrar legeringens hårdhet. Guld har dock låg hårdhet och styrka, vilket gör det utmanande att uppfylla inställningskraven. Ett av syftena med K-guldplätering är att förbättra materialets styrka, hårdhet, seghet och andra mekaniska egenskaper. Bland de tre typiska typerna av K-guld,
Nickelblekt K vitguld har hög hållfasthet och hårdhet, med mer utmärkt elasticitet, vilket kräver en balans mellan hållfasthet, hårdhet och flexibilitet. K roséguld kan genomgå en omvandling av ordning och oordning och förlora formbarheten, vilket kräver att man överväger de fyllda legeringarna och tillverkningsprocessen.
Del 8 Bearbetningsegenskaper
Vid utformningen av den fyllda legeringsmetallen bör man ta hänsyn till de krav som olika bearbetningstekniker ställer på prestanda. Till exempel har olika smältmetoder olika effekter på legeringarnas oxidationsbeständighet. Olika smältmetoder som oxyacetylenflamsmältning, induktionsvärmning smältning i luft, smältning i en skyddande atmosfär eller under vakuum för samma legering ger inkonsekventa resultat. På samma sätt används vid smyckestillverkning metoder som gjutning, stansning och svetsning, där varje teknik har specifika prestandakrav för K-guld i vissa avseenden, vilket också avgör valet av legeringselementtyper och mängder. När du väljer den fyllda metallen bör legeringens processoperabilitet beaktas fullt ut för att undvika driftsproblem orsakade av ett smalt processområde. Bearbetningsprestanda ses huvudsakligen från gjutningsprestanda, formbar bearbetningsprestanda, poleringsprestanda, svetsprestanda och återvinningsbarhet.
8.1 Gjutningens prestanda
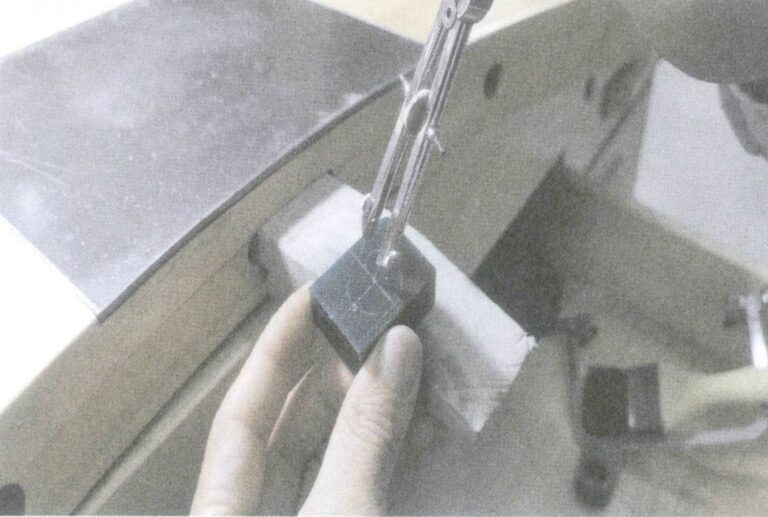
Legeringens gjutprestanda påverkar avsevärt ytkvaliteten på gjutna smycken. Kvaliteten på legeringens gjutprestanda kan utvärderas utifrån aspekter som den smälta metallens flytbarhet, tendensen till krympningshål och porositet och tendensen till deformationssprickning. Det krävs att K-guld som används för gjutning har litet kristallavstånd, låg tendens för gasabsorption och oxidation, god flytbarhet och fyllningsförmåga och inte är benägen att bilda spridd krympning och generera deformationssprickor, vilket är fördelaktigt för att erhålla smyckengjutgods med fullständig form, tydliga konturer, täta kristaller och sund struktur. Stegformade, platta plattformade och nätformade prover används vanligtvis för att testa gjutningsprestandan hos de fyllda legeringarna, som visas i figur 4-16. Bland dem används stegformade prover huvudsakligen för att testa hårdhet och stegytans kvalitet, platta plattformade prover används främst för att upptäcka kornstorlek och porositetstendens och nätformade prover används för att utvärdera fluiditet.
Figur 4-16 Prov för gjutningsprestanda

8.2 Formbar bearbetning Prestanda
Malbar bearbetningsteknik har använts i stor utsträckning för att producera K-guldsmycken. Förutom att använda ritning, valsning och andra mekaniska metoder för att producera plåt, tråd, rör och andra profiler, används det också ofta för att forma smycken, såsom att vrida på verktygsmaskiner, stämpla med stämplingsmaskiner och hydraulisk pressning. För att säkerställa kvaliteten på smidbara bearbetade produkter, förutom att korrekt formulera och strikt följa specifikationerna för driftsprocessen, har själva materialets smidbara bearbetningsprestanda en avgörande inverkan. K-guldmaterial måste ha god smidbar bearbetningsprestanda, särskilt när man utför ritning, valsning, stämpling och hydraulisk pressning. Legeringens hårdhet bör vara hanterbar och legeringens arbetshärdningshastighet bör vara långsammare för att underlätta driften; materialet krävs för att ha god flexibilitet. Annars är det lätt att sprickor uppstår, vilket visas i figur 4-17.


8.3 Poleringens prestanda
Smycken har exakta krav på ytkvalitet, och de flesta smycken måste poleras för att uppnå en spegelliknande ytans ljusstyrka. Detta kräver inte bara korrekt utförande av poleringsprocessen utan också själva legeringen, som har ett väsentligt inflytande på egenskaperna. Till exempel, om arbetsstyckets struktur är tät, är kornen raffinerade och enhetliga och det finns inga defekter som porer och inneslutningar om arbetsstycket har grova korn, krympning och porositetsdefekter, är det lätt att se apelsinskal, poleringsgropar, kometsvansar och andra fenomen. Om det finns styva inneslutningar är det också troligt att repor och kometsvansdefekter uppstår, vilket visas i figur 4-18.
8.4 Återanvändbarhet
Avkastningen på gjutprocessen är i allmänhet cirka 50% eller ännu lägre för smyckesprocessen. Varje gjutning kommer att medföra många återanvända material som ett hällsystem, skrot etc. Smyckesföretag hoppas alltid kunna använda så mycket återanvänt material som möjligt baserat på produktionskostnad och effektivitet. På grund av oundvikliga problem som förångning, oxidation och gasabsorption under legeringssmältningsprocessen kommer legeringens sammansättning att förändras med varje gjutning, vilket påverkar legeringens metallurgiska kvalitet och gjutningsprestanda.
Försämringen av prestanda under upprepad användning av legeringen är inte bara relaterad till driftsprocessen utan också nära relaterad till återanvändbarheten hos själva legeringen.
Legeringens återanvändbarhet bestäms huvudsakligen av dess gasabsorptions- och oxidationstendens samt dess reaktivitet med deglar och gjutmaterial. Ju lägre gasabsorption och oxidationstendens, och ju lägre reaktivitet med deglar och gjutmaterial, desto bättre återanvändbarhetsprestanda.
8.5 Svetsningsprestanda
Vid smyckestillverkning är det ofta nödvändigt att dela upp arbetsstyckena i enkla små delar för separat produktion och sedan svetsa ihop dessa små delar. För att få god svetskvalitet, förutom att använda rätt löd, är det också nödvändigt att bedöma svetsprestandan hos K-guld. Om den svetsade delen har god värmeledningsförmåga ackumuleras inte värmen lätt vid svetsstället under svetsuppvärmning. Ändå leder det snabbt till hela arbetsstycket, vilket kan vara mer gynnsamt för smältningen av lodet. Antag att K-guld är benäget att oxidera under uppvärmning. I så fall kommer det bildade oxidskiktet att minska lodets vätbarhet, förhindra att lodet infiltrerar svetssömmen och leda till problem som svag svetsning och falsk svetsning.
Del 9 Säkerhet
Smycken är i direkt kontakt med människokroppen under lång tid, och dess säkerhet är en viktig faktor som smyckesmaterial måste överväga. Skadliga element för människokroppen, såsom kadmium, bly och radioaktiva element, bör undvikas i de fyllda legeringarna; allergiska reaktioner orsakade av smycken som kommer i kontakt med huden bör också undvikas. Till exempel i K-vitguldsmycken används nickel i stor utsträckning som det primära blekningselementet, men det finns ett problem när man använder Ni-vitguld; vissa människor kan ha allergiska reaktioner på Ni efter kontakt. Därför har EU och vissa andra länder strikta gränser för nickelutsläppshastigheten i smycken, och nickelinnehållande smycken måste uppfylla standarderna för nickelutsläppshastighet.
Del 10 Ekonomi
K-guld är ett legeringsmaterial som består av guld och fyllda legeringar, och priset på lödtenn är en väsentlig faktor som påverkar produktionskostnaderna, särskilt för K-guld med låg karat, vilket kräver en stor mängd lödtenn för legering. Därför bör principen om omfattande materialkällor och låga priser följas vid valet av lödlegeringselement, och dyra ädelmetaller bör undvikas eller användas så lite som möjligt för att minska legeringskostnaderna.
Del 11 Kontrollmetod för fyllda legeringar
När ett företag som tillverkar smycken introducerar nya fyllda legeringar bör det genomföra omfattande tester för att säkerställa att dess prestanda uppfyller kraven innan den kan sättas i produktion. Speciellt för massproduktion krävs försiktighet. Produktions- och driftsproblem orsakade av olämpliga fyllda legeringar är inte ovanliga. De viktigaste kontrollinnehållen och metoderna för den fyllda legeringen visas i tabell 4-8.
Tabell 4-8 Kontrollmetod för fyllda legeringar
| Inspektionsobjekt | Inspektionsmetod | Inspektionsinnehåll | Inspektionsverktyg | Kriterier för acceptans |
|---|---|---|---|---|
| Faktura | Verifiering av leverantörsinformation, modellnummer, identifiering och belopp på fakturor | Fullständig inspektion | Manuell verifiering | Överensstämmer med avtalskraven |
| Förpackning | Kontrollera att förpackningen är intakt | Fullständig inspektion | Sensorisk undersökning | I enlighet med avtalskraven |
| Vikt | Detektering av ädelmetallmaterial Vikt | Fullständig inspektion | Elektronisk våg Vägning | Implementera standarder "Kvalitetstolerans för mätning av ädelmetallsmycken" Föreskrifter |
| densitet | Kontroll av ädelmetallegeringens densitet | Slumpmässig inspektion | Vattendensitetsmätare | Båda parter är överens |
| Färg | Kontroll av ädelmetallegeringens färg | Fullständig inspektion | Förbered motsvarande färgprov och jämför det Färgprov eller färgmätning med en kolorimeter | Överenskommen av båda parter Standard färgprov |
| Smältpunkt | Inspektion av ädelmetallegeringen Smältpunkt | Slumpmässig inspektion | Material, detektera smältpunkt med hjälp av differentialvärmeanalysator | Avtal mellan båda parter |
| Färgförändring | Kontrollera metallegeringars förmåga att motstå färgförändringar | Slumpmässig inspektion | Förbered legeringsmaterial med motsvarande färg Material, blötläggning i lösning, saltspraykorrosion, korrosionsatmosfär, polarisationskurvdetektering, färgblekningsbeständig prestanda hos legeringar | Avtal mellan båda parter |
| Hårdhet | Kontrollera metallegeringens hårdhet | Slumpmässig inspektion | Förbered motsvarande legeringsmaterial, använd en makro- eller mikrohårdhetstestare för att kontrollera hårdhetstest | Avtal mellan båda parter |
| Gjutning | Inspektion av gjutningen Utförande av gjutning av metallegeringar | Slumpmässig inspektion | Förbered motsvarande färglegeringsmaterial , använd skärmar, steg, platta plattor etc. för testning Provprovning av gjutprestanda | Avtal mellan båda parter |
| Formbar bearbetning | Check the alloy Shaping & processing performance | Slumpmässig inspektion | Förberedelse av legeringsmaterial med lämplig färg, med hjälp av rullpressar, hårdhetsprovare etc. för att testa bearbetningsbeteendet | Avtal mellan båda parter |
| Slumpmässig inspektion | Slumpmässig inspektion | Slumpmässig inspektion | Slumpmässig inspektion | Avtal mellan båda parter |
| Svetsning | Inspektera legeringens svetsningsprestanda | Slumpmässig inspektion | Förbered motsvarande färgade legeringsmaterial Material, detektera svetsprestanda med hjälp av flamma, laser, båge, hydrolys och andra metoder för att detektera svetsprestanda | Avtal mellan båda parter |
| Polering | Inspektera poleringsprestanda för metallegeringar | Slumpmässig inspektion | Konfigurera motsvarande färg på legeringsmaterialet, använd mekaniskt tyghjul, mekanisk slipning etc. Sätt att testa poleringsprestanda | Avtal mellan båda parter |
| Återanvändbarhet | Kontrollera återvinningen av legeringen Prestanda | Slumpmässig inspektion | Konfigurera motsvarande legeringsmaterial , med hjälp av investeringsgjutningsprocessen för att gjuta prover, återanvända flera gånger, jämföra varje gjutkvalitet | Avtal mellan båda parter |
| Säkerhet | Kontrollera metallegeringens säkerhet | Slumpmässig inspektion | Konfigurera motsvarande legeringsmaterial, med hjälp av artificiell svett nedsänkningsmetod för att kontrollera Mät metallens frigöringshastighet | Utföra produktdestination Skadligt metallinnehåll i marken Standarder för kvantitet eller utsläppshastighet |
Avsnitt III Kvalitetsinspektion av hjälpmaterial
Ett stort antal hjälpmaterial används vid smyckesproduktion, vilket har olika grad av påverkan på kvaliteten på smyckesprodukter, bland annat är den betydande effekten av investeringspulver, borsyra / borax, deglar och andra hjälpmaterial.
Del 12 Investeringspulver
Investeringspulver är bland de viktigaste hjälpmaterialen i gjutformar för smycken. Krav på investeringspulverets prestanda: bra replikeringsprestanda, fullständig replikering av vaxformdetaljer; stabila termiska och kemiska egenskaper, inte lätt att sönderdelas, inte lätt att reagera med smält metall; stabil och lämplig termisk expansionsprestanda, bibehåller dimensionsstabiliteten hos gjutna smycken; lämplig och enhetlig partikelstorlek. Inspektionsmetoden för investeringspulver visas i tabell 4-9.
Tabell 4-9 Kontrollmetoder för gjutpulver
| Inspektionsobjekt | Inspektionsmetod | Inspektionsinnehåll | Inspektionsverktyg | Kriterier för acceptans |
|---|---|---|---|---|
| Faktura | Verifiering av leverantörsinformation, modellnummer, identifiering och belopp på fakturor | Fullständig inspektion | Manuell verifiering | Överensstämmer med avtalskraven |
| Förpackning | Kontrollera att förpackningen är intakt | Fullständig inspektion | Sensorisk undersökning | I enlighet med avtalskraven |
| Luftfuktighet | Kontrollera om gjutpulvret är torrt eller fuktigt | Slumpmässig inspektion | Ta ett hårt grepp och släpp sedan | Löst pulver, ingen agglomerering |
| färg | Kontrollera färgen på gjutpulvret | Slumpmässig inspektion | Slumpvis med en stålsked Observation efter extraktion | Helt vit, inga fläckar |
| Teknologisk prestanda | Undersök förhållandet mellan vatten-gipsförhållande och hållfasthet, flytbarhet, härdningstid etc. | Slumpmässig inspektion | Beredning med olika vattenpulverförhållanden Slurry, hällt platt prov | Båda parter var överens |
Del 13 Borsyra, borax
Borax och borsyra är inte samma sak. Borax är en förening av borsyra och natriumtetraboratdekahydrat, molekylformel: Na2B4O7 - 10H2O, engelskt namn Borax, löslig i vatten alkalisk. Borsyrans molekylformel är H3BO3Borax är det engelska namnet för borsyra och är en svagt sur lösning. Borsyra och borax används ofta vid smyckestillverkning och är kända som "fairy powder" i branschen.
13.1 Borax förhindrar oxidation av diamanter vid diamantbearbetning.
Under den faktiska skärnings- och slipningsprocessen, när en diamants yttemperatur når över 600 ℃, kan syret i luften orsaka förändringar i diamantens yttersta lager av kolatomer. I denna oxidationsprocess brinner diamanten direkt och förvandlas till gasformig koldioxid och lämnar ett tunt, cirkulärt, ringformat vitt ogenomskinligt brännmärke på ytan. När diamantytan är lokalt berövad syre och når temperaturer över 1000 ℃, kan den omvandlas till sin allotrope - grafit, vilket lämnar brunsvarta brännmärken på diamantytan (denna situation är sällsynt). Förekomsten av brännmärken påverkar dramatiskt diamantens klarhet och minskar därmed dess värde. Reparation kräver ompolering.
De unika termofysiska egenskaperna hos borax kan i huvudsak lösa oxidationsproblemet som uppstår under diamantslipning. Lösningen är som följer: lösa borax i varmt vatten för att bilda en övermättad lösning, blötlägg sedan den rengjorda diamanten (diamanter har en oleofil natur, absorberar lätt olja och oljefläckar på ytan kommer att skada skyddet av borax på diamantytan) i den övermättade boraxlösningen och slipa slutligen diamanten med boraxlösning. Under slipningsprocessen orsakar den höga temperatur som genereras på diamantytan på grund av ackumulering av slipvärme förändringar av boraxen som är fäst vid diamantytan.
Borax skyddar diamanter på två sätt: först absorberar borax värme och genomgår en uttorkningsreaktion, vilket sänker diamantytans temperatur; sedan börjar borax smälta och den smälta boraxen flyter jämnt på diamantytan för att bilda ett isoleringsskikt, vilket isolerar syre från att komma i kontakt med diamantytan och därigenom förhindra uppkomsten av brännmärken. Även om uppvärmning av diamanter i en miljö med låg syrehalt till 2000 ~ 3000 ℃ kommer att förvandla dem till grafit, och denna omvandlingsprocess börjar vid 1000 ℃, är omvandlingen av diamanter till grafit extremt långsam, och de omedelbara höga temperaturer som genereras under diamantslipning förhindrar huvudsakligen uppkomsten av svarta brännmärken på diamantytan under det smälta boraxskiktet. Därför kan diamantoxidation effektivt förhindras med den övermättade boraxlösningens skyddande effekt.
13.2 Borsyra spelar en viktig roll för att förhindra missfärgning av ädelstenar vid vaxgjutning.
Vid vaxgjutning utsätts ädelstenar för högtemperaturbakning i utbränningsugnen under lång tid med formen, och metallvätskan med hög temperatur under gjutningen kommer också att orsaka termisk chock för ädelstenarna, vilket gör dem benägna att missfärgas och förlora lyster. Vid produktion används vanligtvis en borsyralösning för skydd.
【Fall 4-6】 Boraxpulver av dålig kvalitet gör att diamanter i vaxinlagda produkter blir grumliga.
Beskrivning av defekten:
Diamanterna i 18K vitguldsmyckena av vaxinlagda diamanter har en hög andel grumlighet och missfärgning över tid, vilket visas i figur 4-19. Andelen har plötsligt ökat från 0,15% till cirka 0,5% och har fluktuerat på en hög nivå, utan någon uppenbar regelbundenhet i missfärgningsområdena.
Undersökning av produktionsförhållanden:
De använda diamanterna är av medelkvalitet, samma som tidigare; gipstemperaturen är 670 ℃ och metallvätsketemperaturen är 1040 ℃; ett visst varumärkesföretag producerar det gjutpulver som används; gjutpulvret innehåller mättat borsyravatten. Från ovanstående situation ligger produktionsförhållandena inom det normala intervallet, vilket utesluter defekter orsakade av felaktiga produktionsförhållanden. Diamantkvaliteten är densamma som tidigare, vilket också utesluter det. Därför är det troligt att problemet är med gipspulvret.

Hitta källan till problemet:
Gipspulvret har varit konsekvent.
Lagrets temperatur och luftfuktighet är genomsnittliga för samma parti av inkommande varor. Nyligen användes ett annat märke av borsyrapulver, och problemet kan ligga i borsyrapulvret, eftersom det inte gav tillräckligt skydd.
Lösning:
Allt nytillverkat borsyravatten av det nya varumärket drogs in och ersattes med borsyrapulver av det gamla varumärket, vilket resulterade i att andelen diamond haze återgick till sin ursprungliga låga nivå.
13.3 Borsyra och borax fungerar som flussmedel vid lödning av smycken.
Smyckesbearbetning kräver att lödfogar ska vara enhetliga, fasta och fria från sprickor, bubblor, krympningshål etc. På grund av den lilla och känsliga naturen hos ädelmetallsmycken är lödfogarna emellertid ömtåliga, vilket gör att lödningen (eller lödstången) att ha svårt att komma in jämnt. Lödkompositioner innehåller ofta silver, som tenderar att oxidera och bli svart när de utsätts för luft vid höga temperaturer. Detta resulterar i en märkbar färgkontrast mellan lödfogen och smyckekomponenten. Genom att använda borax som flussmedel i lödningsprocessen kan dessa två problem lösas på ett effektivt sätt.
Det finns för närvarande två olika uppfattningar om boraxens roll som flussmedel: Den ena uppfattningen är att när smyckesdelar doppade i boraxlösning eller lödstavar belagda med boraxpulver kommer i kontakt med en högtemperaturflamma, genomgår boraxen först en uttorkningsreaktion, följt av smältning. Den smälta boraxen rinner jämnt ut på metallytan vid lödfogen och bildar ett tunt skikt. Under fortsatt höga temperaturer smälter lodet och styrt av den "termiska brygga" som boraxen bildar droppar lodet jämnt till alla delar av lödfogen. På branschspråk kallas boraxets "köldbryggseffekt" för att lodet "flyter bra", vilket innebär att boraxet gör att lodet flyter jämnt. Det andra synsättet är att flussmedlet (t.ex. borax) smälter vid upphettning och interagerar med den flytande metallen, vilket får slaggen att flyta uppåt och skydda den smälta metallen och förhindra oxidation.
13.4 Borsyrans och boraxets roll vid tillverkning av slagg från ädelmetallsmältning
Kristallin borax dehydratiseras genom upphettning vid hög temperatur för att bilda vattenfri borax före användning. Det är känt från boraxens sammansättning att det är ett fast surt flussmedel, som kan bilda boratslagg med många metalloxider. De alkaliska komponenterna i borax kan reagera med kiseldioxid i ingredienser för slaggtillverkning och bilda silikater. Boraxslaggframställning har två betydande fördelar: för det första är dess slaggframställningsförmåga mer vital än kiseldioxidens, och den kan sönderdela vissa eldfasta mineraler, såsom kromit; för det andra, som borat, har borax en lägre smältpunkt än motsvarande silikat, och att tillsätta borax till ingredienserna kan avsevärt minska slaggens smältpunkt.
Del 14 Smältdegel
Beroende på de olika egenskaperna hos smyckesmaterial används olika deglar. Vanligt använda deglar inkluderar grafitdeglar, inklusive grafitdeglar med hög renhet; vanliga grafitdeglar; keramiska deglar, inklusive kvartsdeglar, korunddeglar, magnesiadeglar, mullitdeglar, blyoxiddeglar, kiselkarbiddeglar etc. Kraven på deglar vid smältning omfattar huvudsakligen eldfasthet, densitet, termisk stabilitet, reaktivitet med smält metall etc.
14.1 Grafittiegel
Grafitdeglar kan användas för smältning av guld-, silver- och kopparlegeringar. Figur 4-20 visar några typiska degelformer. Grafitdegeln har hög eldfasthet, god värmeöverföring, hög termisk effektivitet, låg värmeutvidgning, god stabilitet vid termisk chock och motståndskraft mot slaggerosion. Den ger ett specifikt skydd för den smälta metallen och uppnår god metallurgisk kvalitet.
Tabell 4-10 Fysikaliska och kemiska egenskaper hos grafit med hög renhet
| Volymdensitet (g/cm3) | Porositet (μΩm) | Tryckhållfasthet (MPa) | Draghållfasthet (MPa) | Resistivitet (μΩm) | Askhalt (%) |
|---|---|---|---|---|---|
| ≥1.7 | ≤24 | ≥40 | ≥20 | ≤15 | ≤0.005 |
Tabell 4-11 Fysikaliska och kemiska indikatorer för grov grafitguld Nuggets
| Maximal partikelstorlek (mm) | Volymdensitet (g/cm3) | Porositet (μΩm) | Tryckhållfasthet (MPa) | Elasticitetsmodul (GPa) | Termisk expansionskoefficient (10-6/℃) | Askhalt (%) |
|---|---|---|---|---|---|---|
| 0.8 | ≥1.68 | ≤7.8 | ≥19 | ≤9.3 | ≤2.9 | ≤ 0.3 |
14.2 Keramisk degel
För att uppfylla smältkraven bör keramiska deglar ha hög eldfasthet, hög densitet, god termisk stabilitet, låg reaktivitet med smält metall och god kemisk stabilitet. Enligt egenskaperna hos smycken metallmaterial, de mest använda keramiska deglar är kvarts och korund.
Den huvudsakliga kemiska komponenten i kvartsdeglar är kiseldioxid och renheten har en betydande inverkan på dess prestanda. Råvarorna bestämmer renheten, och råvarorna för kvartsdeglar kräver hög renhet, god konsistens och enhetlig partikelstorleksfördelning. När de skadliga komponenterna är höga kommer det att påverka degelns smält- och temperaturbeständighet och kan också orsaka bubblor, missfärgning, skalning och andra fenomen, vilket allvarligt påverkar kvaliteten på kvartsdeglar. Därför finns det strikta krav på föroreningselement i kvarts, som visas i tabell 4-12.

Tabell 4-12 Krav på föroreningar i råmaterial för kvartsdeglar
Enhet för metallinnehåll: x10-6
| Elementets namn | Al | Fe | Ca | Mg | Ti | Ni | Mn | Cu | Li | Na | K | Co | Bi |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Innehåll | 11.6 | 0.3 | 0.5 | 0.5 | 1.0 | 0.01 | 0.05 | 0.01 | 0.7 | 0.43 | 0.42 | 0.03 | 0.04 |
En väl bränd kvartsdegel har typiska fysikaliska och kemiska egenskaper: bulkdensitet ≥2,90 g/cm3; eldfasthet≥1850℃; skenbar porositet ≤20%; termisk expansionskoefficient ca 8,6 x 10-6/ ℃; termisk chockbeständighet 1300 ℃; maximal kontinuerlig användningstemperatur 1100 ℃, under en kort tid 1450 ℃. Kvartsdeglar kan användas för att smälta K vitguld, nickel, silver och andra material.
Korunddegeln består av porös smält aluminiumoxid med komplexa och eldfasta egenskaper, motståndskraftig mot höga temperaturer, inte motståndskraftig mot syra och alkali, motståndskraftig mot snabb kylning och extrem värme, motståndskraftig mot kemisk korrosion och hög densitet efter slamformning. Den kan användas för smältning av material som K vitt guld, nickelsilver, rostfritt stål etc. De fysiska och kemiska indikatorerna för korunddegeln visas i tabell 4-13.
Tabell 4-13 Prestandaindikatorer för korunddeglar för smyckesgjutning
| Föremål | Indikator | ||
|---|---|---|---|
| Kemisk sammansättning | Al2O3 | > 99 | |
| R2O | ≤ 0.2 | ||
| Fe2O3 | ≤ 0.1 | ||
| SiO2 | ≤ 0.2 | ||
| Volymdensitet (g/cm3) | ≥3.80 | ||
| Öppen porositet (%) | < 1 | ||
| Böjhållfasthet (MPa) | > 350 | ||
| Tryckhållfasthet (MPa) | > 12000 | ||
| Dielektricitetskonstant E(1MHz) | 2 | ||
| Brandmotstånd (℃) | > 1700 | ||
| Maximal driftstemperatur (°C) | 1800 | ||
| Temperatur vid kontinuerlig användning (°C) | 1600 | ||
| Motstånd mot termisk chock/tider (300 ℃ snabb kylning) | >7 | ||
Del 15 Silikongummi
Smycken förlorade vaxgjutning kräver att man använder gummiformar för att göra vaxformar. Gummiformens kvalitet bestämmer vaxformens kvalitet. Korrekt val och användning av smyckesgummi är viktigt. Två huvudtyper av gummi kan användas för att göra mjuka formar: naturgummi och silikongummi. Naturgummi har hög draghållfasthet, upp till 21 ~ 25MPa, och en lång livslängd men dålig gjutningsprestanda, vilket kräver mycket mögelfrigöringsmedel och dålig vaxformkvalitet. Jämfört med naturgummi är silikongummi mer inert och reagerar inte med silver eller koppar, vilket minskar behovet av ytelektroplätering med nickel eller rodium på den ursprungliga modellen. Gummiformens yta är slät, har självsmörjande egenskaper, kräver mindre formfrigöringsmedel, minskar kvalitetsproblem som orsakas av ackumulering av dessa ämnen på gummiformen och gör det enkelt att ta bort vaxformen. Sedan införandet av silikongummi i smyckesindustrin har det blivit det viktigaste smyckesgummit. Enligt dess vulkaniseringsmetod kan silikongummi delas in i högtemperaturvulkaniserat och rumstempererat silikongummi.
Styrkan hos högtemperaturvulkaniserat silikongummi är i allmänhet mellan 7 ~ 10MPa, med god formbarhet, enkel press och enkel skärning av formen. Silikongummiformar kan bibehålla den ursprungliga formen bättre än naturgummiformar under vaxinsprutning, vilket gör dem mer kapabla att motstå förändringar i injektionstrycket. Dessutom passar silikongummiformar i allmänhet tätare, vilket minskar vaxdelarnas flygkant och är lämpliga för att göra känsliga och komplexa delar. Livslängden är lägre än för naturgummi, som vanligtvis används flera hundra till tusentals gånger.
Rumstemperaturvulkaniserat silikongummi (RTV) kräver inte uppvärmning och tryckvulkanisering och är lämpligt för ömtåliga, spröda original med låg smältpunkt. Dessutom krymper det inte och kan exakt kontrollera vaxformens storlek, vilket är avgörande för operationer som att sätta in stenar och montera komponenter. RTV har dock en lång härdningstid och låg draghållfasthet, vanligtvis bara 0,7-1,4MPa, vilket gör den benägen att riva och skada, med en kort livslängd. Var försiktig när du skär formen i kombination för att undvika att skada gummiformen. Många RTV-gummin kräver exakt blandning i proportion, med en mycket kort arbetstid, vanligtvis 1-2 minuter, medan vissa RTV-gummin kan ha en arbetstid på upp till 60 minuter. Vanligtvis måste RTV-gummi dammsugas för att avlägsna luftbubblor. Vissa formbara material kan hindra vulkaniseringen av RTV-silikongummi, vilket ofta kan lösas genom att galvanisera smyckesmästarformen. RTV-gummiformar är instabila och känsliga för fukt, vilket påskyndar deras försämring när de utsätts för fuktig luft.
Jämförelsen av prestanda för naturgummi, högtemperaturvulkaniserat gummi och rumstemperaturvulkaniserat gummi visas i tabell 4-14.
Tabell 4-14 Jämförelse av prestanda för material i smyckesformar
| Material för gjutform | Vulkaniseringstemperatur (°C) | Härdningstid | Draghållfasthet (MPa) | Krympningsgrad (%) |
|---|---|---|---|---|
| Naturgummi | 140 - 160 | ≤ 45 min | 21 - 25 | 0 - 4 |
| Silikongummi | 140 - 160 | ≤ 45 min | 7 - 10 | 2.6 - 3.6 |
| RTV-silikongummi | 140 - 160 | 18 ~ 72 timmar | 0.7 - 1.4 | 0 |
Smyckesilikongummi för tillverkning av mjuka formar bör uppfylla prestandakrav som korrosionsbeständighet, åldringsbeständighet, god återhämtningsprestanda, elasticitet och mjukhet. Innehållet och metoderna för inkommande inspektion visas i tabell 4-15.
Tabell 4-15 Innehåll och metoder för inspektion av silikongummi
| Föremål | Innehåll och acceptanskriterier | Inspektionsmetod | Inspektionsinnehåll | Inspektionsprotokoll |
|---|---|---|---|---|
| kontroll av information | Kontrollera modell, etikett och belopp på fakturan | Fullständig inspektion | Kontrollera leverantörsuppgifterna på fakturan | Efter kontroll, i Faktura undertecknad Namn bekräftat, Record |
| Förpackning | Fullständig inspektion | Kontrollera om förpackningen är skadad | ||
| Kvantitet | Fullständig inspektion | Räkna, kontrollera fakturan | ||
| Kvalitet | Test med gummipress | Slumpmässig inspektion | Välj typisk produkt för formpressning |
Del 16 Råmaterial för smyckesvax
Vid investeringsgjutning påverkar kvaliteten på vaxformar för smycken direkt kvaliteten på de slutliga smyckena. För att få lämpliga vaxformar för smycken bör vaxmaterialet ha följande processparametrar: smältpunkten för vaxmaterialet bör vara måttlig, med ett specifikt smälttemperaturområde, stabil temperaturkontroll och lämplig flytbarhet; vaxformen mjukas inte lätt eller deformeras, värmestabiliteten bör inte vara lägre än 40 ℃, lätt att svetsa; för att säkerställa dimensionell noggrannhet hos smycken vaxformar, krävs att vaxmaterialet har en liten expansionskrympningshastighet, i allmänhet mindre än 1%; vaxformen bör ha en tillräcklig ythårdhet vid rumstemperatur för att säkerställa att det inte finns någon ytförslitning i andra processer för investeringsgjutning; för att avlägsna vaxformen från gummiformen smidigt kan vaxformen böjas utan att gå sönder och den kan automatiskt återställa sin ursprungliga form efter att formen har tagits bort. Smyckesvax bör ha god styrka, flexibilitet och elasticitet, med en böjhållfasthet större än 8 MPa och en draghållfasthet större än 3 MPa, minimala komponentförändringar under uppvärmning och låg restaskhalt under förbränning.
Den elementära sammansättningen av vaxmaterial inkluderar vax, fett, naturliga och syntetiska hartser och andra tillsatser. Vax är matrisen, med tillsats av en liten mängd fett som smörjmedel; olika hartser tillsätts för att göra vaxformen styv och elastisk samtidigt som ytglansen förbättras. Tillsats av harts till paraffinvax hindrar tillväxten av paraffinvaxkristaller, förfinar kornen och ökar deras styrka
Populära smyckesvaxer finns i olika former, såsom pärlor, flingor, rör och trådar, med färger inklusive blå, grön, rosa och andra kategorier. Kvalitetsinspektionen av smyckesvaxfoder inkluderar i allmänhet innehållet och metoderna som visas i tabell 4-16, och andra prestandaindikatorer kan testas av professionella institutioner efter behov.

Tabell 4-16 Kontroll av innehåll och metoder för smyckesvax
| Föremål | Innehåll och acceptanskriterier | Inspektionsmetod | Inspektionsinnehåll | Inspektionsprotokoll |
|---|---|---|---|---|
| Verifiering av material | Kontrollera modell, etikett och belopp på fakturan | Fullständig inspektion | Kontrollera leverantörsuppgifterna på fakturan | Efter kontroll, i Faktura undertecknad Namn bekräftat, Record |
| Förpackning | Fullständig inspektion | Kontrollera om förpackningen är skadad | ||
| Kvantitet | Fullständig inspektion | Räkna, kontrollera fakturan | ||
| Kvalitet | Smältpunkt ±3℃ | 1 prov av varje batch | Provning med lödkolv |
Del 17 Galvanisering originallösning
Vid elektroplätering av smycken är pläteringslösningen en nyckelkomponent i elektropläteringsprocessen. Sammansättningen av pläteringslösningen bestämmer beläggningens egenskaper. Olika pläteringsmetaller använder olika pläteringslösningar men inkluderar i allmänhet huvudsalt, ledande salt, komplexbildande medel, buffertmedel, vätmedel, stabilisator etc. Fabriker använder vanligtvis kommersiella galvaniserande originallösningar för att formulera och öppna cylindern.
Kontrollmetoden för inköp av den ursprungliga elektropläteringslösningen visas i tabell 4-17.
Tabell 4-17 Inspektionsinnehåll och metoder för galvanisering av originallösning
| Föremål | Innehåll och acceptanskriterier | Inspektionsmetod | Inspektionsinnehåll | Inspektionsprotokoll |
|---|---|---|---|---|
| Verifiering av material | Kontrollera modell, etikett och belopp på fakturan | Fullständig inspektion | Kontrollera leverantörsuppgifterna på fakturan | Efter kontroll, i Faktura undertecknad Namn bekräftat, Record |
| Förpackning | Fullständig inspektion | Kontrollera om förpackningen är skadad | ||
| Kvantitet | Fullständig inspektion | Räkna, kontrollera fakturan | ||
| Pläteringsförsök | Öppna cylindern för ett litet test | Provtagning | använd 500 ml för att göra testplätering |