Видео по обработке и формовке драгоценных камней кабошон
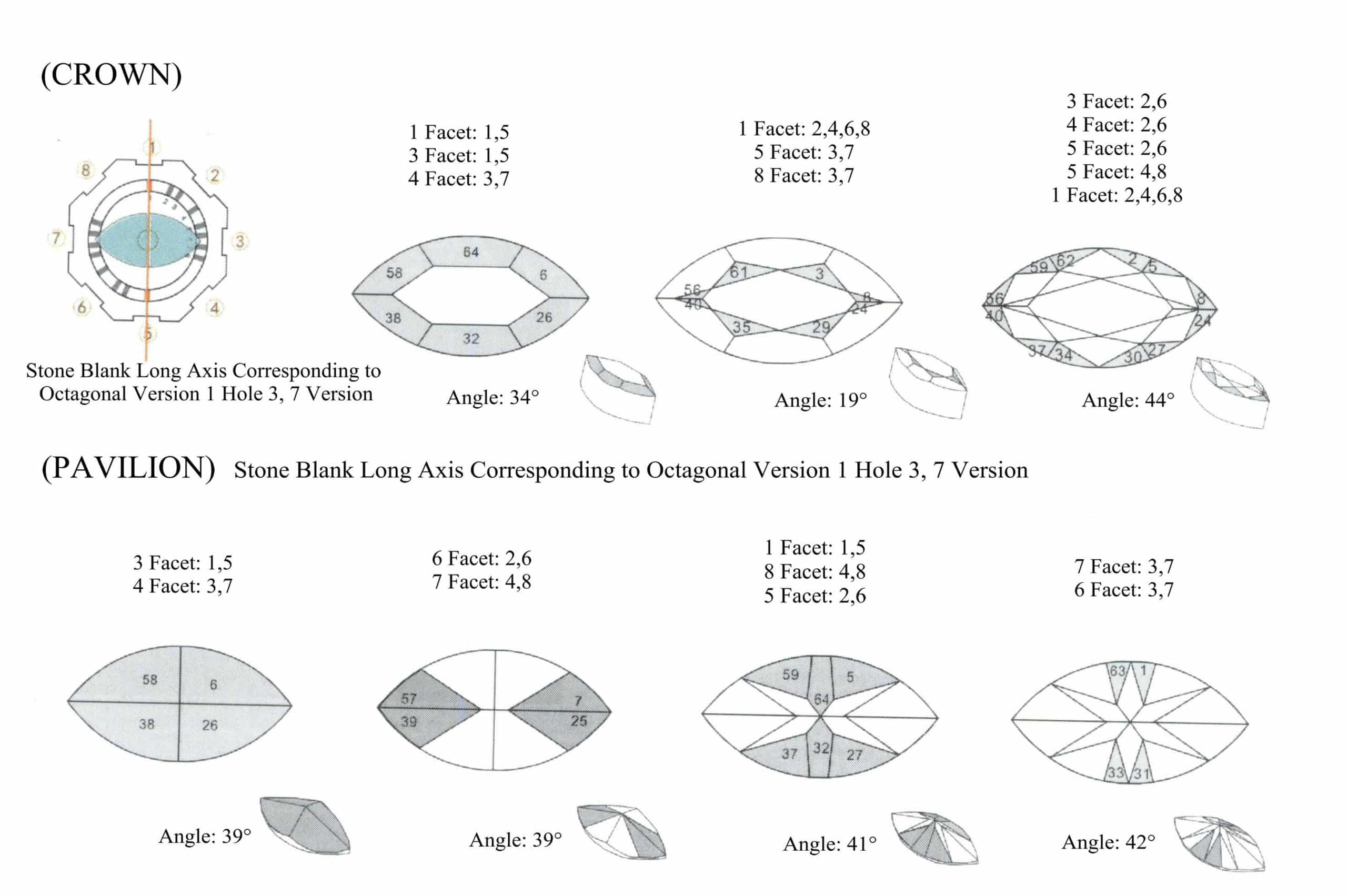
Видео о формировании и отделке овальных (яйцевидных) драгоценных камней
Видео по формированию и отделке драгоценных камней изумрудной огранки (прямоугольной со скошенными углами)
Таблица 5-1 Обзор сравнения входных данных оборудования для трех распространенных типов грубый камень
Таблица 5-2 Нормы добычи на килограмм необработанного камняs
Таблица 5-3 Обзор степени извлечения каждого грубого камня
Видео по установке камней для спиртовых ламп
Видео по ручной огранке камней
Видео о полуавтоматической установке и огранке камней
(1) Ручной фасетный станок с двумя обычными углами (Рисунок 7-3)
Стандартный станок для обработки драгоценных камней Видео
Видео обработки стола с драгоценными камнями
(1) Восьмиугольный держатель и конструкция (Рисунок 7-17)
Видео сборки и разборки восьмиугольного ключа и роботизированной руки
Таблица 7-1 Таблица преобразования углов и высот
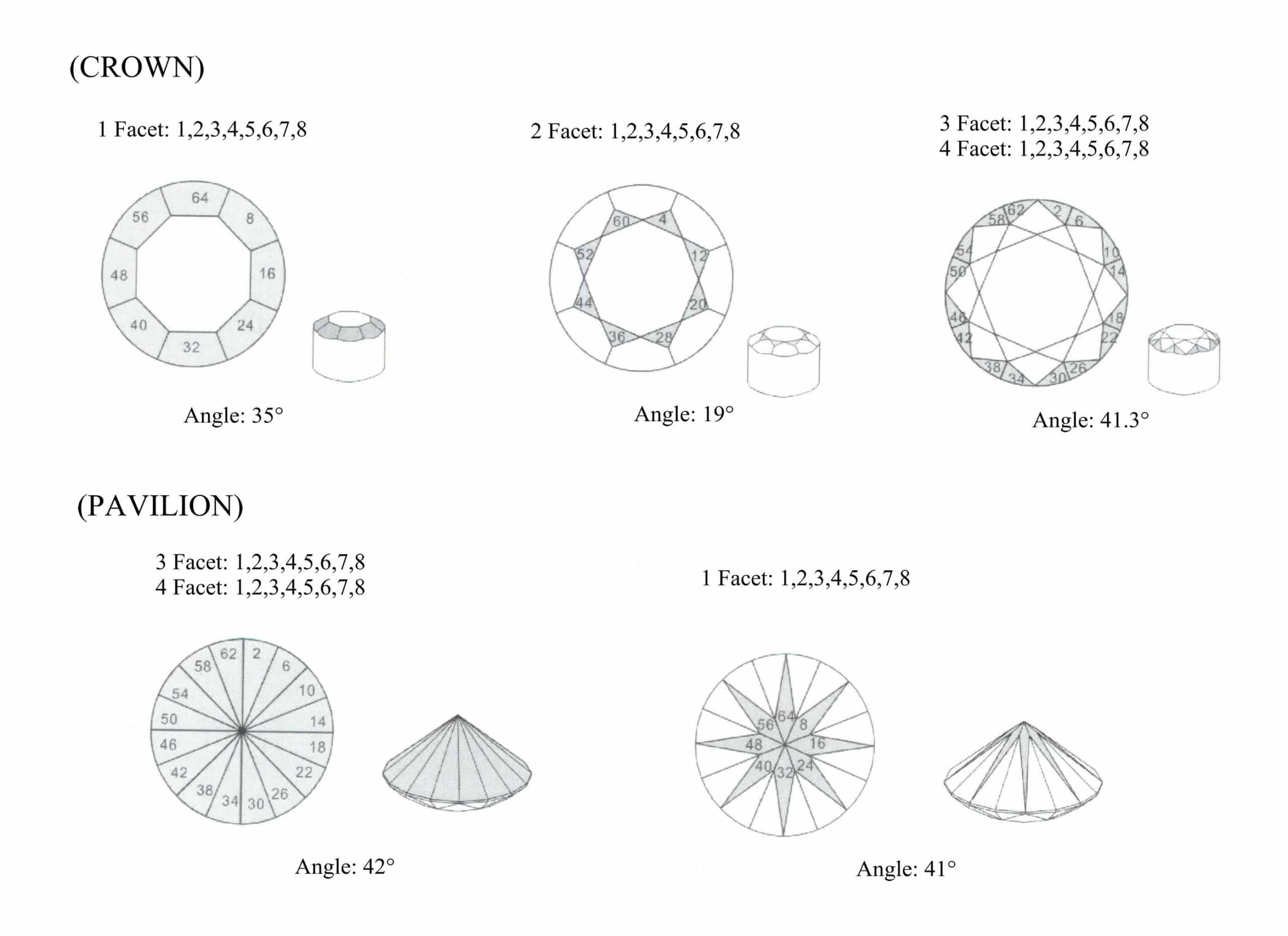
(1) Стандартный тип круглого сверла (Рисунок 7-22)
Притирка стандартного круглого павильона Brilliant Pavilion Видео
Стандартный круглый бриллиант павильон полировка видео
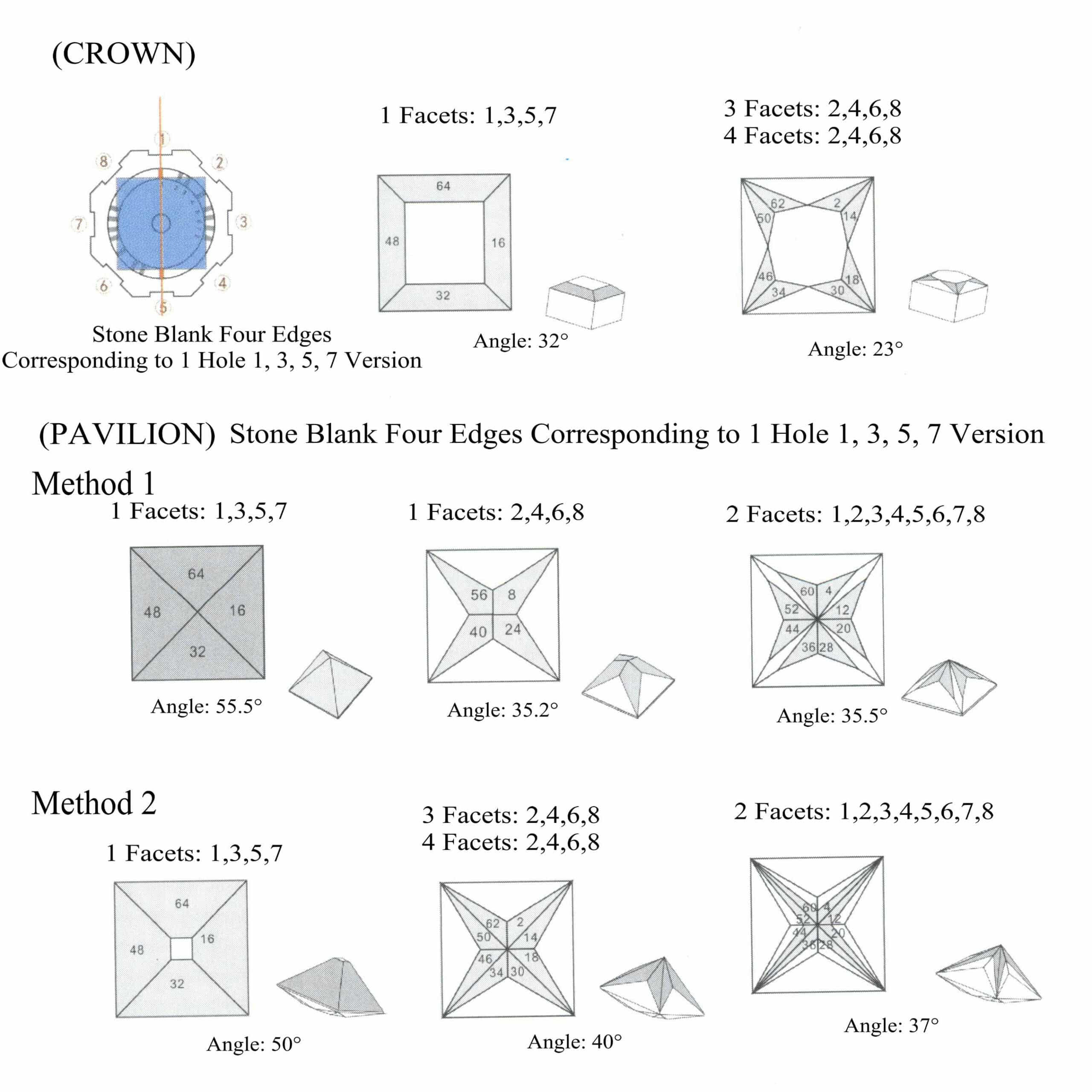
(1) Резка и придание формы
В соответствии с производственными требованиями сначала используется отрезной станок для вырезания треугольных материалов, а затем они формируются на полуавтоматическом круглом станке для получения черновых материалов требуемого размера.
(2) Клейкий камень
Поместите стержень, покрытый клеем для драгоценных камней, под горелку Бунзена и нагрейте его, чтобы клей для драгоценных камней запекся, расплавился и размягчился. Затем прикрепите необработанный материал из драгоценного камня к клейкому стержню. Размер клея на стержне можно определить в зависимости от размера драгоценного камня; для крупных камней используйте более крупный клей, для мелких необработанных материалов - более мелкий.
После того как драгоценный камень прикреплен к клеевому стержню, проверьте, нет ли перекосов, совпадает ли центральная линия драгоценного камня с центральной линией клеевого стержня или не слишком ли много клея. Если возникли какие-либо проблемы, их следует оперативно устранить.
(3) Резьба и полировка драгоценных камней
После того как драгоценный камень закреплен на стержне, можно ли вставить его в роботизированный манипулятор? Чтобы ускорить процесс резьбы готового изделия, на стандартном станке для обработки драгоценных камней плоскую поверхность обрабатывают шлифовальным диском 320 # в соответствии с рисунком резьбы круглой коронки в форме сверла. Установите палочку с алмазным порошком 800 # в сверлильный патрон вогнутого станка, запустите основной станок и микромотор и вырежьте небольшие вогнутые дуговые поверхности в соответствии с круговым рисунком резьбы на вогнутом станке. Во время обработки обязательно используйте губку, смоченную в воде, для охлаждения, чтобы предотвратить растрескивание драгоценного камня от нагрева во время обработки.
После завершения процесса шлифовки: замените его на полировальный стержень из цинкового сплава, используйте алмазный полировальный порошок и повторите процесс шлифовки, чтобы завершить полировку короны.
После завершения шлифовки и полировки короны драгоценный камень можно снять с клейкого стержня, перевернуть и снова прикрепить к клейкому стержню для шлифовки и полировки павильона.
(1) Добавление одного драгоценного камня
Видеоролик обработки одного драгоценного камня с ЧПУ
Видео ручной обработки одного драгоценного камня на фабрике
Видео полностью автоматизированной обработки драгоценных камней



































































































.png.webp)
.png.webp)