Проверка качества ювелирной отделки и анализ распространенных дефектов
Введение:
Финишная обработка ювелирных изделий - это ответственный процесс, включающий обрезку, закрепку, сварку и грубую обработку поверхности ювелирных заготовок, изготовленных методом литья или штамповки с использованием ручных технологий и оборудования.

Оглавление
Раздел I: Содержание проверки качества ювелирной отделки
Цель ювелирной отделки - сохранить и восстановить первоначальную форму. Плохая ювелирная отделка заготовок напрямую влияет на конечное качество ювелирного изделия. Общие требования к качеству процесса финишной обработки ювелирных изделий в основном включают следующие аспекты:
(1) Ювелирная заготовка после ювелирной обработки должна быть такой же, как и оригинальные образцы, иметь красивую и пышную форму, тонкий художественный вкус, четкие и плавные линии, аккуратные декоративные инкрустации.
(2) Поверхность ювелирной заготовки после ювелирной обработки должна быть яркой и чистой, а ювелирное литье должно быть тщательно отшлифовано, не оставляя никаких мертвых углов или острых следов.
(3) Сварка каждой детали должна быть прочной, без рыхлой сварки, пропусков сварки, песчаных отверстий, заусенцев, зацепов, трещин и других дефектов
(4) Клеймо тонкости, клеймо материала и клеймо фабрики ювелирных изделий должно быть четким и видимым.
Разные виды ювелирных изделий имеют уникальные требования к отделке. Например, кольца требуют, чтобы оправа и хвостовик кольца были согласованы и едины, имели круглую форму хвостовика и не имели пропущенных штифтов.
Серьги должны быть симметричными, одинаковыми по размеру и равными по длине. Зажим для серег должен плотно удерживать штифт.
Цепочка ожерелья или браслета должна быть соединена прямо, с гибкими соединениями между звеньями. Застежка цепочки должна легко надеваться, но не слетать без нажатия кнопки. Дужка кулона должна быть соответствующего размера. Сварочная часть броши должна быть подходящей по длине.
Чтобы облегчить работу сотрудников отдела контроля качества, заводской отдел контроля качества должен указать точные требования. В качестве примера можно привести кольца и подвески.
вот содержание, требования и методы проверки
Таблица 7-1 Содержание, требования и методы контроля чистовой обработки ювелирных изделий на кольцах.
| Артикул | Содержание | Метод проверки | Требования |
|---|---|---|---|
| Размеры | Гонконг / Япония / Тайвань | Шкала размеров колец | Соответствующее положение линии размера Ringsize и шкалы размеров колец, ±1/5 |
| Соединенные Штаты | Шкала размеров колец | Соответствующее положение линии размера Кольца и шкалы размера кольца, ±1/4 | |
| Европа | Шкала размеров колец | Соответствующее положение линии размера Кольца и шкалы размера кольца, ±1/4 | |
| Форма | Реальная форма изделия | Визуальный | Следуйте форме шаблона заказа |
| Внешний вид | Инай | Визуальный | Соответствует форме ювелирной пробы, нет перекоса в какую-либо сторону |
| Бурр, межслойный | Визуальный | Чистые и гладкие, не царапаются | |
| Металлические калеки | 10-кратное увеличительное стекло | Не должно быть видно песчаных отверстий, засохшего металла, металлического шлака и т.д., поверхность металла должна быть гладкой | |
| Полоса | Визуальный | Клетчатая задняя часть целая, гладкая и не царапает руку | |
| Положение для сварки | Визуальный | Место сварки должно быть четким, а место соединения не должно быть видно | |
| Активная позиция | Визуальный | Активная позиция должна гибко раскачиваться, а при встряхивании - естественно вертикально свисать | |
| Нижняя часть хвостовика кольца | Визуальный осмотр, измерение штангенциркулем | Размер и толщина дна хвостовика кольца должны быть одинаковыми, а требуемые углы должны соблюдаться |
Таблица 7-2 Содержание, требования и методы контроля отделки подвесных ювелирных изделий.
| Артикул | Содержание | Метод проверки | Требования |
|---|---|---|---|
| Форма | Реальная форма изделия | Визуальный | Следуйте форме шаблона заказа |
| Внешний вид | Инай | Визуальный | По форме совпадает с ювелирным образцом, нет перекоса в какую-либо сторону |
| Заусенец, межслойный | Визуальный | Чистые и гладкие, не царапаются | |
| Металлические калеки | 10-кратное увеличительное стекло | Не должно быть песчаных отверстий, засохшего металла, металлического шлака и т.д., поверхность металла должна быть гладкой и ровной | |
| Полоса | Визуальный | Спинка в клетку целая, гладкая, без шероховатостей, не царапает руки | |
| Прочное соединение | Визуальный | Четкое положение сварки, висит прямо, головка пряжки подвески и кольцо подвески должны быть в центре, не наклонены | |
| Позиция действия | Визуальный | Подвижная позиция должна гибко раскачиваться, а при встряхивании естественным образом зависать в вертикальном положении | |
| Подвесная головка с пряжкой | Визуальный | Соответствует образцу ювелирного изделия по размеру, висит правильно, отверстие для цепочки обеспечивает плавное нанизывание |
Раздел II: Общие дефекты отделки ювелирных изделий
Различные категории ювелирных изделий имеют как стандартные, так и некоторые уникальные аспекты в ювелирной отделке. Соответственно, с точки зрения дефектов ювелирной отделки существуют общие и специфические для каждой категории проблемы.
1.Общие дефекты ювелирной отделки в различных изделиях
Эти дефекты могут встречаться в различных видах ювелирных изделий, в основном они касаются вопросов, связанных с качеством поверхности металла.
1.1. Подача дефектов
В процессе финишной обработки ювелирных изделий используется большое количество инструментов, таких как стальные напильники и наждачная бумага, для обработки поверхности заготовки. Эффект обработки напрямую зависит от мастерства, аккуратности и методов оценки операторов. Если обработка выполнена некачественно, могут возникнуть дефекты обработки, такие как недостаточная, чрезмерная и неравномерная шлифовка.
[Пример 7 -1] Как показано на рисунке 7- 1, подать документы недостаточно.
Анализ:
После завершения работы над ювелирным изделием на некоторых участках остаются шероховатые поверхности, или же остаются следы грубой обработки от других процессов обработки поверхности. Такие дефекты поверхности ювелирных изделий не могут быть устранены с помощью напильника и должны быть заново отшлифованы.
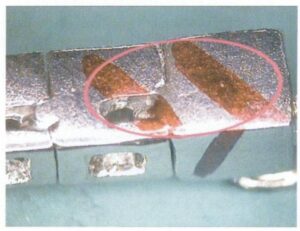
[Пример 7-2] подача слишком большая, как показано на рисунке 7-2.
Анализ:
При анализе ювелирной отделки некоторые части заготовки обрабатываются напильником слишком сильно, что приводит к нарушению их формы и появлению дефектов. После возникновения такой проблемы единственным способом ее устранения является сварка.
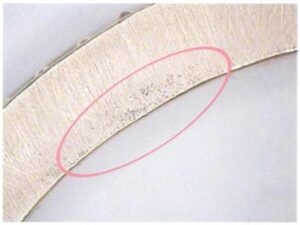
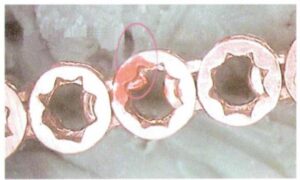
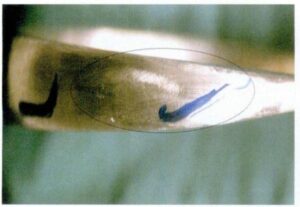
[Пример 7-3] шлифовка не является гладкой, как показано на рисунке 7-3.

Анализ:
Заготовка, после того как украшение готово, выглядит комфортно, без волнистости поверхности, неровных краев и т. д. В данном случае спинка в клетку имеет волнистые края, а линии не ровные.
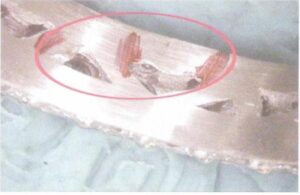
[Пример 7-4] обрушивается на ювелирную заготовку, как показано на рисунке 7-4.

Анализ:
Дефекты утраченных деталей после финишной обработки ювелирных изделий чаще всего встречаются по краям изделия. Причина может заключаться в том, что первоначальный вариант или сама отливка имели этот дефект, который не удалось устранить даже после финишной обработки ювелирного изделия, или же он может быть вызван столкновениями или чрезмерной гравировкой во время финишной обработки и чистки ювелирных изделий.
[Пример 7-5] Асимметричный размер ширины кромок, как показано на рисунке 7-5.
Анализ:
Этот тип дефекта часто возникает в процессе ювелирной отделки, проявляясь в виде несоответствия ширины двух соответствующих металлических кромок (или разных частей одной и той же металлической кромки), которые должны быть одинаковыми по ширине. Первопричина этой проблемы кроется в процессе впрыска воска в отливку, вызванном смещением воскового шаблона. Если кромки имеют разную ширину, этот метод следует использовать на этапе ювелирной отделки, чтобы сгладить обе стороны, а при необходимости для ремонта следует использовать сочетание обработки напильником и сварки.
1.2. Дефекты металлических материалов
Эти дефекты относятся к плохому содержанию металла, которые не образуются на этапе ювелирной отделки, а возникают в результате предыдущих процессов.
[Пример 7-6] Ювелирное изделие имеет видимое разрушение на поверхности, как показано на рисунке 7-6.
Анализ:
Анализ таких дефектов образуется на литой заготовке и трудно удаляется даже после завершения ювелирной обработки. Часто они проявляются в виде разрозненных веснушек или дендритов, серьезно влияя на качество поверхности заготовки. Для устранения таких дефектов на этапе финишной обработки ювелирных изделий, как правило, требуется затвердевание разрушенной части с помощью пескоструйной палочки или выемка слоя разрушенной части машинной иглой с последующим наращиванием до необходимого размера на поверхности, что относится к трудноустранимой категории дефектов. Чтобы полностью решить подобные проблемы, необходимо начинать с источника и строго контролировать его на этапе литья.
[Пример 7-7] После завершения работы над ювелирным изделием в определенной части украшения появляются отверстия для песка, как показано на рисунке 7-7.

Анализ:
Этот дефект в виде песчаного отверстия образовался не на этапе отделки украшения, а в процессе литья. Некоторые песчаные отверстия находятся непосредственно на поверхности отливки, в то время как другие скрыты под кожей и обнажаются после завершения работы над украшением.
[Пример 7-8] После обработки ювелирной заготовки остаются заусенцы, как показано на рис. 7-8.

Анализ:
Когда на отливке или штампованной заготовке появляются заусенцы, их необходимо зачистить при ювелирной обработке. Однако иногда справиться с заусенцами бывает сложно, что приводит к неполной шлифовке и образованию остатков. Помимо усиления контроля заготовок для ювелирной отделки, источник заключается в том, как уменьшить образование заусенцев в процессе литья.
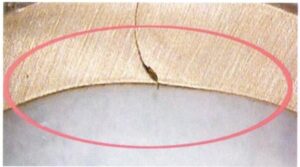
[Пример 7-9] Во время отделки украшения появились трещины, как показано на рис. 7-9.

Анализ:
Анализ показывает наличие микротрещин или сквозных трещин в некоторых частях ювелирных изделий в процессе их отделки. Причины появления трещин многогранны: чрезмерная хрупкость ювелирных материалов, чрезмерное термическое напряжение при литье, а также значительные ударные и механические нагрузки при отделке ювелирных изделий.
1.3. Дефекты сварки
При отделке ювелирных изделий часто требуется сварка для сборки деталей, устранения дефектов и т.д. Основными методами сварки являются лазерная сварка и пайка пламенем. Неправильные сварочные операции могут легко привести к таким дефектам, как песчаные отверстия, неполное проплавление и слабая сварка.
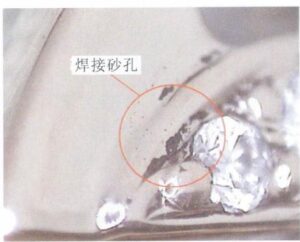
[Пример 7-10] В месте сварки ювелирных изделий появляются отверстия от сварочного песка, как показано на рисунке 7-10
Анализ:
В этом случае для восстановления кромки металла в ювелирном деле используется лазерная сварка. Лазерная сварка относится к импульсной точечной сварке, при которой сварочная проволока укладывается точечно, а затем место сварки шлифуется. Если сварочные шрамы не плотно прилегают друг к другу, после шлифовки могут появиться отверстия.
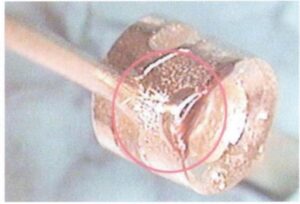
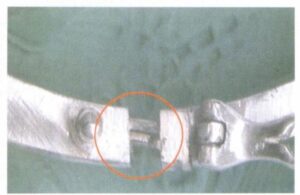
[Пример 7-11] Во время сварки сварочный материал не проник внутрь шва, что привело к неполному проплавлению, как показано на рисунке 7-11.

Анализ:
В этом случае для соединения деталей с корпусом украшения используется пламенная сварка. При пламенной сварке паяльный материал расплавляется и проникает под воздействием пламени. Если место сварки недостаточно обработано от окислов или примесей, или если проникновение сварочного материала плохое, что препятствует проникновению припоя, это приведет к наличию неполного сплавления между основным материалом и материалом припоя в сварном соединении, известном как неполное сплавление.
[Пример 7-12] Товары были расплавлены во время сварки, как показано на рисунке 7-12.
Анализ:
При сварке ювелирных изделий требуется достаточная температура для расплавления припоя. Однако если температура слишком высока, есть вероятность прожечь образец ювелирного изделия, расплавить металл вблизи сварного шва или расплавить некоторые хрупкие части образца ювелирного изделия, и даже все изделие может расплавиться. Поэтому во время сварки необходимо строго контролировать температуру нагрева.
2. Классификация дефектов ювелирной отделки для различных типов ювелирных изделий
Помимо общих проблем с ювелирной отделкой, различные категории ювелирных изделий часто демонстрируют соответствующие дефекты ювелирной отделки.
2.1. дефекты отделки ювелирных изделий Браслеты и ожерелья
Для браслетов, ожерелий и ювелирных заготовок необходимо скорректировать форму заготовок в соответствии с требованиями дизайна, затем соединить звенья, пройти такие процессы, как обработка напильником, соединение и сборка, сварка, шлифовка и т. д., чтобы собрать идеальное украшение. Необходимо, чтобы соединение между звеньями было компактным и плотно прилегающим, комбинация была гибкой, расстояние равномерным, общая цепь была сбалансированной, и не должно быть неровностей по высоте. Ниже перечислены некоторые распространенные дефекты браслетов и ожерелий, выявляемые при отделке ювелирных изделий.
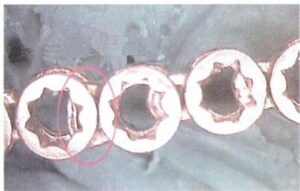
[Пример 7-13] Несоответствие размеров крепежных колец, как показано на рис. 7-13.
Анализ:
Различные звенья цепи соединяются крепежными кольцами. Необходимо, чтобы размеры крепежных колец были одинаковыми, что позволяет не только добиться хорошего внешнего эффекта, но и сделать цепь относительно прямой. В этом случае некоторые крепежные кольца оказываются слишком большими, что снижает уровень качества браслета.
【Случай 7-14】Крепежные линии между звеньями цепи слишком длинные, как показано на рисунке 7-14.
Анализ:
Для цепи с боковым соединением линии крепления не должны сильно выходить за пределы зоны сварки. В противном случае это значительно ухудшит внешний вид. В этом случае соединяемая проволока слишком длинная, и излишки соединяемой проволоки следует отрезать, а затем приварить во время ювелирной отделки.
【Пример 7-15】Теснота между звеньями различных цепей непостоянна, как показано на рисунке 7-15.
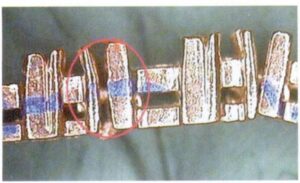
Анализ:
Браслеты и ожерелья обычно состоят из нескольких звеньев, и соединение между звеньями разных цепочек должно быть одинаково плотным, чтобы вся цепочка была гладкой. Не должно быть ситуаций, когда цепочка перекручивается, если она слишком свободна, и не может гибко вращаться, если она слишком тугая.
【 Случай 7-16】Положение сварки слабое, как показано на рисунке 7-16.
Анализ:
Сварка между звеньями цепи должна быть прочной, а количество сварочного материала должно быть адекватно контролируемым. Чрезмерное количество может привести к образованию сварочных опухолей, а слишком малое - к слабым местам сварки, что создает риск перелома.
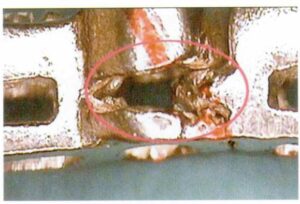
[Пример 7-17] неполная сварка плавлением, как показано на рис. 7-17.

Анализ:
Недостатки пайки, сварка с отслоением и ситуации, когда сварочный материал не может проникнуть в место сварки, обычно называют неполной пайкой плавлением. Причины включают в себя различные аспекты, такие как неправильная обработка места сварки, неполное удаление окислов или примесей, препятствующих проникновению припоя, плохая смачиваемость и проницаемость материала припоя, неправильные методы сварки, а также чрезмерный нагрев материала припоя, приводящий к сильному окислению.
【Кейс 7-18】Сварка должна быть неподвижной, как показано на рисунке 7-18.

Анализ:
Во время сварки припой проникает в зазоры между соседними звеньями цепи, в результате чего они оказываются сваренными вместе и не могут двигаться независимо друг от друга, что ухудшает внешний вид и износостойкость. Основными причинами этой проблемы являются неправильное размещение припоя, чрезмерное количество припоя, флюс, нанесенный на соединительный зазор, и т. д.
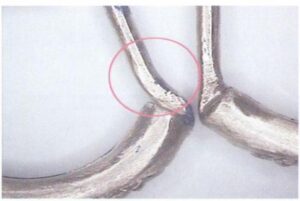
【Случай 7-19】Соединенные кольца сварены неправильно, как показано на рисунке 7-19.

Анализ:
Чтобы цепь была ровной, необходимо, чтобы места соединения каждой детали были в порядке. В данном случае соединенные кольца между звеньями браслета соединены, и одно из соединенных колец явно перекошено, что затрудняет сохранение прямолинейности цепи после сварки.
【 Случай 7-20】Деформация нижней части гнезда для звеньев цепи, как показано на рисунке 7-20.

Анализ:
В этом случае установочное устье звена цепи имеет удлиненную деформацию, что влияет на процесс установки. Перед сборкой браслета проверьте, нет ли у заготовки деформации. Если деформация есть, выберите подходящий инструмент для ее устранения.
【 Случай 7-21】Длина цепи не соответствует требованиям.

Анализ:
Для удобства ношения большинство браслетов и ожерелий имеют определенную длину. Длина браслета обычно составляет 6,5 дюйма. 7 дюймов, допустимое отклонение размера при проверке составляет ±1/4; длина браслета обычно составляет 16,5 или 17 дюймов, допустимое отклонение размера при проверке составляет ±1/2 дюйма. Требуемая длина этого браслета составляет 7 дюймов, а фактическая длина - 7,8 дюйма, что превышает максимально допустимый допуск.
2.2. Дефекты ювелирной отделки колец
Ювелирная обработка колец обычно включает в себя такие процессы, как опиливание следов литья, придание формы, сборка фурнитуры, сварка, опиливание, шлифовка и полировка. При выполнении этих операций, помимо общих проблем ювелирной отделки, часто возникают проблемы ювелирной отделки, специфичные для колец, как показано ниже.
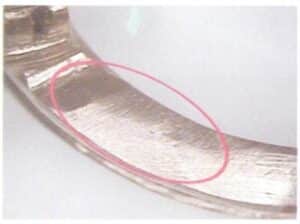
[Пример 7-22] Хвостовик кольца не является гладким, как показано на рисунке 7-22.
Анализ:
При анализе ювелирной отделки колец необходимо отшлифовать хвостовик кольца до круглой и гладкой формы, подогнать шкалу размеров кольца по кольцу и убедиться в отсутствии явных зазоров, видимых невооруженным глазом.
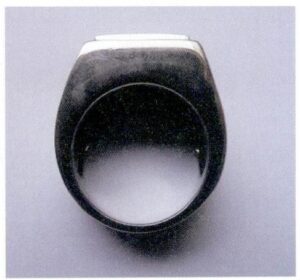
【 Случай 7 - 23】Внутренняя окружность кольца недостаточно закруглена, как показано на рисунке 7 - 23.
Анализ:
Для комфортного ношения многие кольца требуют закругленного внутреннего хвостовика. В этом случае некоторые части внутреннего хвостовика кольца имеют прямой угол и должны быть отшлифованы до округлого края.
[Пример 7-24] Днище хвостовика кольца слишком тонкое, как показано на рисунке 7-24.
Анализ:
Толщина нижней части хвостовика кольца составляет 2 мм. Во время ювелирной обработки размер кольца должен быть увеличен, а нижняя часть хвостовика кольца забита и растянута слишком тонко, что влияет на комфорт при ношении.
[Пример 7-25] Размер кольца не совпадает, как показано на рисунке 7-25.
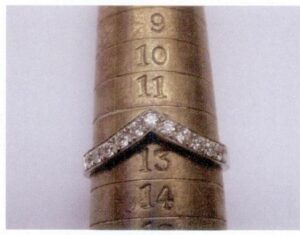
Анализ:
Существуют особые требования к размеру кольца. В данном случае размер кольца должен быть 14, но на самом деле это только 12 размер. При отделке ювелирных изделий каждый размер кольца должен быть проверен, при этом общий диапазон допусков составляет ±1/4. Если размер кольца немного меньше, можно использовать измерительный стержень и молоток, чтобы увеличить его до нужного размера. Если разница значительна, необходимо отпилить излишек у основания хвостовика кольца, добавить дополнительную секцию и надежно приварить ее. Если размер кольца слишком велик, излишек длины необходимо отпилить у основания хвостовика кольца.
[Пример 7-26] Кольцевая обойма деформируется, как показано на рисунке 7-26.
Анализ:
Для многих элитных колец требуется задняя часть в клетку, чтобы закрыть внутренний хвостовик кольца. Задник обычно изготавливается из полых деталей с регулярными полыми узорами на вершине. Во время ювелирной обработки часто возникают проблемы из-за небрежности, неправильной работы и т. д., что приводит к деформации затыльника.
[Пример 7-27] Деформация кольцевого когтя, как показано на рисунке 7-27.

Анализ:
Когти кольца должны быть симметричными и не перекошенными. В этом случае один коготь вывернут наружу, не выровнен с другими когтями. Когти должны быть исправлены во время ювелирной отделки.
[Пример 7-28] Сторона наружного кольца имеет неправильную форму, как показано на рисунке 7-28.
Анализ:
В некоторых мужских кольцах две стороны должны быть очень плоскими, образуя фиксированный угол. Чтобы не повредить общий угол украшения, при обработке напильником и шлифовке следует использовать соответствующие инструменты и техники.
[Пример 7-29] Напильник для удаления следов литника повредил хвостовик кольца, как показано на рис. 7-29.
Анализ:
При финишной обработке кольца в ювелирном деле остатки литника на заготовке должны быть сначала зачищены напильником. Чтобы повысить эффективность производства, в большинстве случаев вместо ручной резки используется станок для резки литника. Из-за сильного режущего усилия шлифовального круга, если не контролировать его должным образом, можно легко повредить заготовку во время резки. В данном случае литник кольца был разрезан слишком сильно и повредил кольцо. При резке обратите внимание на положение литника, определите угол заточки кольца, осторожно вращайте кольцо на шлифовальном круге и наблюдайте за процессом резки до тех пор, пока он не станет практически гладким по отношению к внешнему хвостовику кольца.
[Пример 7-30] Головка кольца не является прямой, как показано на рис. 7-30.
Анализ:
Чтобы уменьшить производственные трудности, иногда изделие разделяют на несколько частей для отдельного литья, а затем эти части собирают и сваривают вместе на этапе ювелирной отделки. В этом случае головка цветка и кольцо отливаются отдельно, и во время сборки головка цветка не центрируется, что приводит к перекосу. Для устранения таких дефектов во время сборки необходимо обеспечить правильное выравнивание перед сваркой; при необходимости можно установить простые позиционирующие устройства в исходном варианте или использовать простую оснастку во время сварки для помощи в позиционировании.
2.3. Дефекты ювелирной отделки серег
Ювелирная отделка серег должна пройти через такие процессы, как опиливание следов литья, придание формы, закрепление штифтов, сварка, кипячение в воде, опиливание поверхности, шлифовка, полировка и т.д. В этом процессе проявляются особые дефекты ювелирной отделки серег
[Пример 7-31] Петля серьги слишком тугая, и штифт не совпадает с отверстием иглы, как показано на рисунке 7-31.

Анализ:
При сборке серег один из методов заключается в том, чтобы открыть петлю в середине серьги, чтобы разделить ее на две половины, приварить ушной штифт на одном конце отверстия одной половины, открыть отверстие для ушного штифта в соответствующем месте другой половины и зафиксировать его, открывая и закрывая через положение петли и фиксируя совпадение ушного штифта и отверстия для ушного штифта. В этом случае положение петли слишком тугое, что приводит к тому, что ушной штифт не входит в отверстие для совмещения.
[Пример 7-32] Ушная игла слишком длинная, как показано на рисунке 7-32.

Анализ:
Длина ушного штифта выбирается в основном в соответствии с формой серьги, как правило, указанной в заказе на производство, с допустимым отклонением ±0,5 мм. Когда украшение готово, при небрежном отношении может быть использована неправильная длина штифта.
[Пример 7-33] Ушко расплавлено, как показано на рисунке 7-33.

Анализ:
Ушная игла очень тонкая по сравнению с корпусом серьги. При пайке ушной иглы особое внимание следует уделять контролю размера и силы пламени. В противном случае игла легко расплавится.
[Пример 7-34] Серьги асимметричны, как показано на рисунке 7-34.

Анализ:
Поскольку серьги носят парами, требуется симметрия с обеих сторон, включая форму и размер. В данном случае в серьгах есть несоответствия, которые требуют дальнейшей ювелирной отделки.
[Пример 7-35] Деформация отверстия для серьги, как показано на рисунке 7-35.

Анализ:
В данном случае требуемый размер отверстия для серьги составляет 8 мм, но размер отверстия для серьги с правой стороны превышает указанное требование, что приводит к асимметрии, и его необходимо изменить.
[Пример 7-36] Ушной зажим слишком туго затянут, что мешает движению, как показано на рис. 7-36.

Анализ:
Ушная клипса фиксируется с помощью зажима и корпуса серьги. Необходимо, чтобы ушная клипса открывалась и закрывалась плавно, полностью расширяясь при открытии и надежно закрываясь при закрытии. В этом случае необходимо дополнительно отрегулировать шарнир клипсы, чтобы добиться стабильной герметичности при открытии и закрытии, сопровождаемой звуком "хлопок".
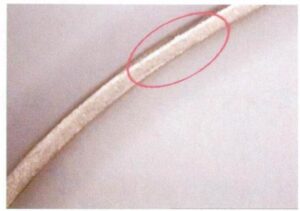
[Пример 7-37] Штифт уха не прямой, как показано на рисунке 7-37.
Анализ:
Штифт, как часть корпуса серьги, должен быть прямым. В данном случае штифт левого уха имеет заметный изгиб, который необходимо отрегулировать и исправить во время ювелирной отделки.
[Пример 7-38] Соединительная линия для пирсинга ушной раковины слишком длинная, как показано на рисунке 7-38
Анализ:
Ушная дужка соединяется с корпусом серьги с помощью соединительной проволоки. Длина соединительной проволоки должна быть на одном уровне с обоими концами ушной дужки, но не слишком длинной, иначе она будет мешать ношению.
2.4. Дефекты ювелирной отделки подвесок
Кулон сочетается с цепочкой. Процесс ювелирной отделки включает в себя зачистку следов литья, корректировку формы, пайку залога кулона, обработку напильником, шлифовку, полировку и т.д. Помимо общих дефектов ювелирной отделки, к специальным дефектам ювелирной отделки кулонов относятся следующие.
[Пример 7-39] Кольцо подвески не круглое, как показано на рисунке 7-39.

Анализ:
онное прыгающее кольцо используется для ношения залога кулона, требующего округлости для того, чтобы залог находился вертикально в центре прыгающего кольца, когда он висит прямо. В данном случае круг имеет эллиптическую форму, что может быть связано с дефектами оригинальной версии, неполным ремонтом сломанной восковой формы или неправильной ювелирной отделкой, чтобы кольцо было круглым.
[Пример 7-40]Верхнее подвесное кольцо не соответствует размеру бейла, как показано на рисунке 7-40.

Анализ:
Кончик бейла приваривается после прохождения через кольцо-перемычку. Застежка должна стоять вертикально и свободно двигаться внутри кольца. Однако в данном случае высота внутри кольца не соответствует высоте застежки, и для нее недостаточно места, чтобы стоять вертикально.
[Пример 7-41] Отверстие для засова слишком мало, чтобы пройти через цепь, как показано на рис. 7-41.

Анализ:
Когда заказчик изготавливает ожерелье, обычно указывается диаметр цепи. При подготовке дужки для кулона необходимо убедиться, что цепочка может беспрепятственно пройти через отверстие дужки для кулона. В данном примере кулон был неправильно подогнан к дужке подвески при отделке ювелирного изделия, поэтому следует использовать модель большего размера.
[Пример 7-42] Подвеска висит не прямо, как показано на рисунке 7-42.
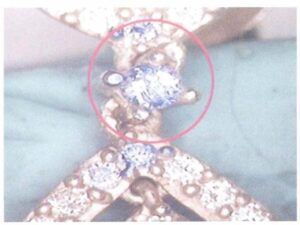
Анализ:
Подвеска в этом примере разделена на две части, соединенные через средний элемент, и три компонента не могут висеть на прямой линии, когда их соединяют. Причина в том, что в их сопряжении существуют взаимные ограничения, которые необходимо корректировать и выравнивать в процессе отделки.
[Пример 7-43] Положение подвески под прямым углом было обработано напильником как плоское, как показано на рисунке 7-43.
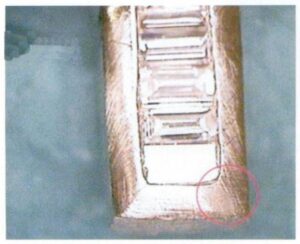
Анализ:
Углы кулона в данном случае должны иметь угловое положение, и во время отделки и полировки левый угол был отшлифован до углового положения, а правый угол случайно отполирован до тупого положения.
[Пример 7-44] Подвеска с обратной перфорацией, как показано на рисунке 7-44.

Анализ:
Дефект в виде пробитого отверстия на задней стороне кулона в этом примере не был вызван ювелирной отделкой, а уже появился на литой заготовке, и его образование может быть связано с процессом литья, условиями формы, плавлением и заливкой и т. д. Хотя проколотое отверстие появляется на задней стороне кулона, оно не влияет непосредственно на его внешний вид; вместо этого его следует заварить и отремонтировать во время ювелирной отделки.
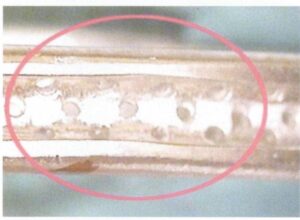
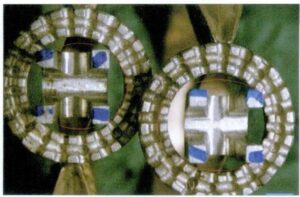
[Пример 7-45] Размеры декоративных отверстий на подвеске не совпадают, как показано на рисунке 7-45.

Анализ:
На кулоне есть круг декоративных отверстий, неравномерных по форме и размеру. Их необходимо подрезать при отделке украшения, чтобы добиться однородности размера.
[Пример 7-46] Настройка кулона не завершена, как показано на рисунке 7-46.
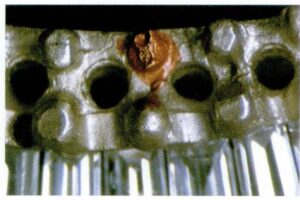
Анализ:
Полный штырь является основой для обеспечения качества инкрустации. Неполные зубцы в этом случае образуются на этапе литья. Сварочный ремонт оправы должен быть выполнен во время ювелирной отделки.
2.5. Дефекты ювелирной отделки браслетов
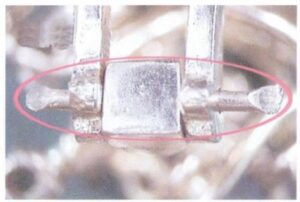
[Пример 7-47] У коробки с застежкой-язычком сломаны края, как показано на рисунке 7-47.

Анализ:
Если браслет состоит из двух половинок, которые открываются и закрываются, его обычно нужно закрывать и открывать с помощью язычка застежки. Коробка застежки должна быть квадратной и гладкой, плотно прилегая к язычку. В данном случае одна сторона коробки застежки имеет сломанный край, из-за чего она не плотно прилегает к язычку и требует ремонта сваркой для устранения дефекта сломанного края...
[Пример 7-48] Язычок застежки не фиксируется надежно, как показано на рисунке 7-48.
Анализ:
В этом случае пружине язычка не хватает упругости, что приводит к ненадежной фиксации язычка. При отделке ювелирных изделий следует выбирать соответствующие материалы для изготовления пружины, придавая ей хорошую упругость. Когда язычок вставляется в застежку, должен быть слышен четкий звук "щелчок", означающий полное и надежное прилегание язычка к застежке. В противном случае необходимо произвести повторную регулировку.
[Пример 7-49] Заглушка язычка слишком тугая, что приводит к поломке язычка, как показано на рисунке 7-49.

Анализ:
Застежка-язычок - это механизм открывания и закрывания, образованный комбинацией язычка и коробки застежки. В данном случае размер язычка немного больше, поэтому он слишком плотно прилегает к коробке застежки. При каждом открытии и закрытии язычок деформируется и затвердевает. После многократных открываний и закрываний деформация и упрочнение язычка достигают предела материала, что приводит к поломке. Поэтому после изготовления язычка и коробки необходимо произвести регулировку, чтобы язычок и коробка идеально подходили друг к другу для бесперебойной работы.
[Пример 7-50] Положение петли браслета приваривается так, чтобы она была неподвижной, как показано на рис. 7-50.

Анализ:
Браслет из двух половинок открывается и закрывается, вращаясь на шарнире. Если вращающийся стержень приварен к шарниру, он не сможет нормально вращаться, как в данном случае. Чтобы избежать этой проблемы, во время ювелирной отделки следует исправить положение петли, соединение между вращающимся стержнем и петлей браслета, точечной сваркой прочно сварить место контакта вращающегося стержня и петли браслета, и быть осторожным, чтобы сварочный материал не проник во вращающийся стержень. На вращающийся стержень можно нанести зубную пасту, чтобы предотвратить его приваривание.
[Пример 7-51] Вращающаяся планка браслета отсоединяется, как показано на рисунке 7-51.

Анализ:
Браслет вращается в положениях вращающегося стержня и шарнира. После того как вращающийся стержень вставлен в положение шарнира, оба конца необходимо обработать напильником, а на конец вращающегося стержня наносится сварка, чтобы сделать его гладким с корпусом браслета. В данном случае сварка поворотной головки не была прочной, и во время шлифовки шва произошло отслоение.
[Корпус 7-52] Боковая защелка безопасности браслета слишком ослаблена, как показано на рисунке 7-52

Анализ:
Боковая защелка на браслете предназначена для того, чтобы сделать соединение двух частей более плотным и предотвратить их отсоединение. Плотность прилегания боковой защелки должна быть соответствующей. Если она слишком свободна, она не может эффективно "затянуться", поэтому при застегивании она должна легко открываться и закрываться с небольшим усилием.
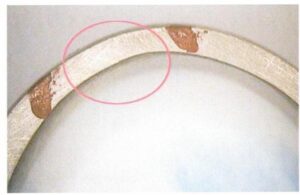
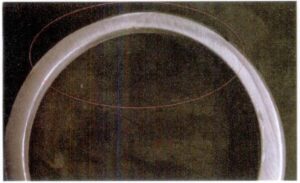
[Пример 7-53] Внутренняя окружность браслета не круглая, как показано на рисунке 7-53.
Анализ:
Чтобы обеспечить внешний вид и удобство ношения, браслет должен иметь гладкую внутреннюю окружность. При отделке ювелирных изделий форму браслета необходимо скорректировать, установив браслет на медный браслетный стержень после закрытия, прижимая его рукой, чтобы полностью подогнать браслет к медной браслетной шкале, формируя стандартную форму браслета подходящего размера.
[Пример 7-54] Шлифовка слишком сильная, как показано на рис. 7-54.
Анализ:
Отделка ювелирных браслетов требует плавности и отсутствия резких перепадов толщины. В данном случае чрезмерная обработка напильником в некоторых местах браслета привела к истончению этих участков.
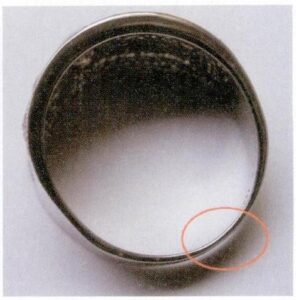
[Пример 7-55] Нижняя крышка имеет неправильную полую форму, как показано на рисунке 7-55.

Анализ:
Чтобы уменьшить вес металла и подчеркнуть эффект драгоценных камней, иногда в браслете открывают нижнее отверстие, требуя, чтобы его форма была круглой. При возникновении таких проблем, как деформации и неровные края, их следует подправить до нужной формы с помощью ювелирной отделки.