Как изготовить восковые модели деревьев для отливки ювелирных изделий из золота, серебра и платины
Основные принципы и навыки работы для 3 типичных задач
Изготовление восковых моделей деревьев, также известное как посадка восковых моделей деревьев, включает в себя сварку подготовленных восковых форм на восковом стержне слоями в соответствии с определенными требованиями и порядком расположения с помощью воскосварщика, в результате чего получается восковая модель дерева, напоминающая большое дерево. В дальнейшем восковое дерево используется для таких процессов, как заливка гипса. Основное требование при изготовлении дерева восковых моделей заключается в том, что восковые формы должны быть расположены упорядоченно, с соблюдением определенного зазора, при этом на дерево восковых моделей должно быть наварено как можно больше восковых форм для удовлетворения потребностей массового производства.
Дерево восковых моделей состоит из системы заливки и восковых форм. Заливочная система - это канал, по которому жидкий металл поступает в полость формы. От того, насколько грамотно спроектирована система заливки, во многом зависит заполнение формы, качество отливок и производительность процесса. Заливочная система обычно включает такие компоненты, как головка дерева, сердцевина дерева и литник; иногда также устанавливаются вентиляционные линии. Головка дерева выполняет функцию заливочной чаши, в которую поступает расплавленный металл; сердцевина дерева эквивалентна прямому заливочному каналу и также выполняет функцию стояка; канал, соединяющий сердцевину дерева и восковую форму, называется литник, который служит внутренним заливочным каналом и каналом стояка. Литник должен быть достаточно толстым, а места соединения с восковой формой и сердцевиной дерева должны быть гладкими, без острых углов и углублений. Для восковых форм сложной формы следует устанавливать несколько или вспомогательных литников. Длина литника должна быть соответствующей, а его расположение зависит от таких факторов, как структура отливки, материал и способ заливки. При посадке дерева восковых моделей восковые формы можно распределить по сердцевине дерева в соответствии с их формой, размером и типом. Посаженные восковые формы не должны располагаться слишком близко друг к другу, иначе стенки гипсовой формы в этой области будут слишком тонкими и склонными к растрескиванию.
Данный проект позволяет освоить основные принципы и навыки работы с деревом восковых моделей для вакуумного литья золотых и серебряных украшений, центробежного литья золотых и серебряных украшений, а также платиновых украшений с помощью трех типовых и дополнительных заданий после занятий.
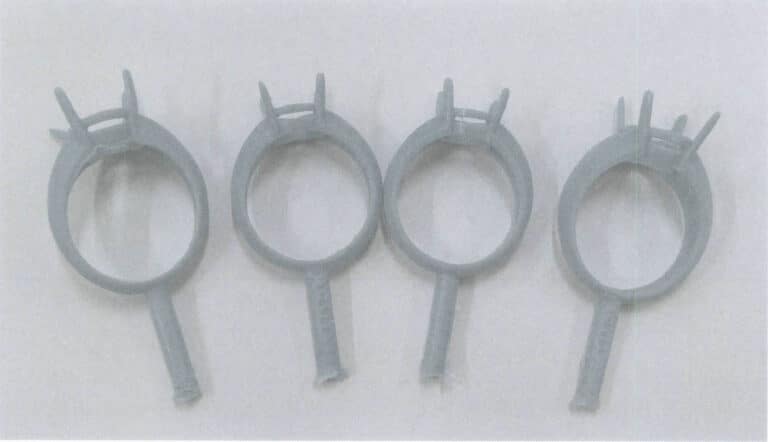
Структура восковой формы
Оглавление
Раздел I Изготовление восковых моделей деревьев для вакуумного литья золотых и серебряных украшений
1. Общие знания
1.1 Модификация шприца

1.2 Конструкция литника для отливок с восковой заливкой
1.3 Производство восковых моделей деревьев (создание восковых моделей деревьев)
При посадке дерева восковых моделей обычно лучше всего вставлять восковой стержень (т.е. основной литник) в резиновую основу. Восковую сердцевину можно изготовить с помощью формы из алюминиевого сплава, как показано на рисунке 4-2. Восковой стержень обычно имеет цилиндрическую форму, а его длина определяется высотой стального блюда. Резиновая основа для посадки воска эквивалентна корням дерева; она может удерживать дерево восковых моделей в вертикальном положении для более легкой посадки и служит для герметизации следующего этапа заливки гипсового раствора, образуя заливную чашу формы.
При посадке восковой формы на восковой стержень лучше всего использовать спиральный метод, как показано на рисунке 4-3. Во-первых, по сравнению с хаотичным или плоским расположением посадочных мест, спиральный метод не только эстетически привлекателен и экономит место, позволяя посадить больше восковых форм и снизить производственные затраты, но и значительно ускоряет процесс срезания отливок с литейного дерева, повышая эффективность производства. Кроме того, он позволяет более плавно заполнять форму расплавленным металлом и равномерно отводить тепло, избегая чрезмерно высоких локальных температур внутри гипсовой формы, которые могут вызвать реакции между расплавленным металлом и гипсовым порошком, приводящие к таким дефектам, как газовые отверстия и песчаные пустоты. Наконец, метод спиральной посадки позволяет выходить большему количеству пузырьков при добавлении гипсового раствора и вакуумировании, что снижает вероятность образования таких дефектов, как бисер в отливках.
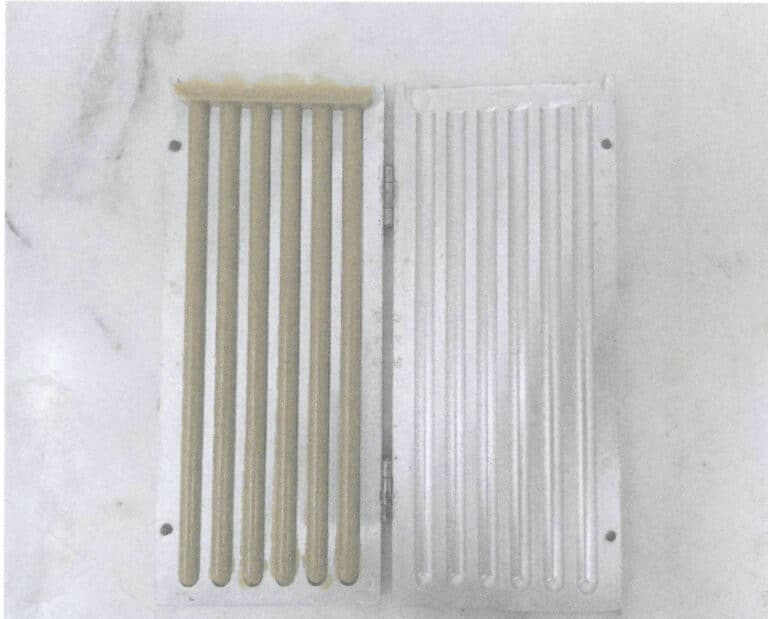
Рисунок 4-2 Металлическая форма для воскового сердечника из алюминиевого сплава

Рисунок 4-3 Восковые формы, расположенные по спирали
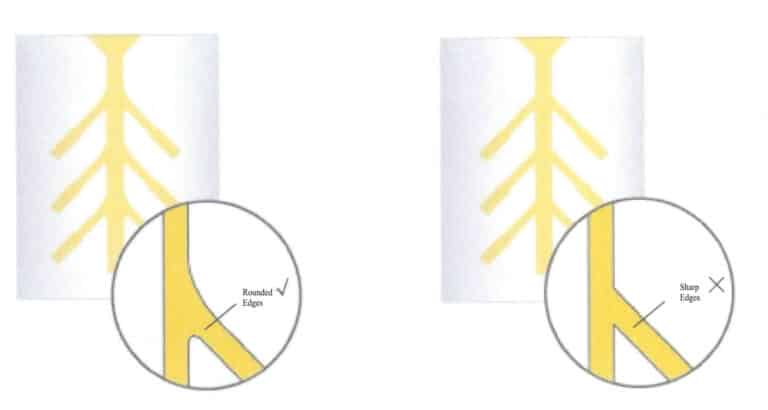
Рисунок 4-4 Угол между восковым стержнем и литниковым отростком
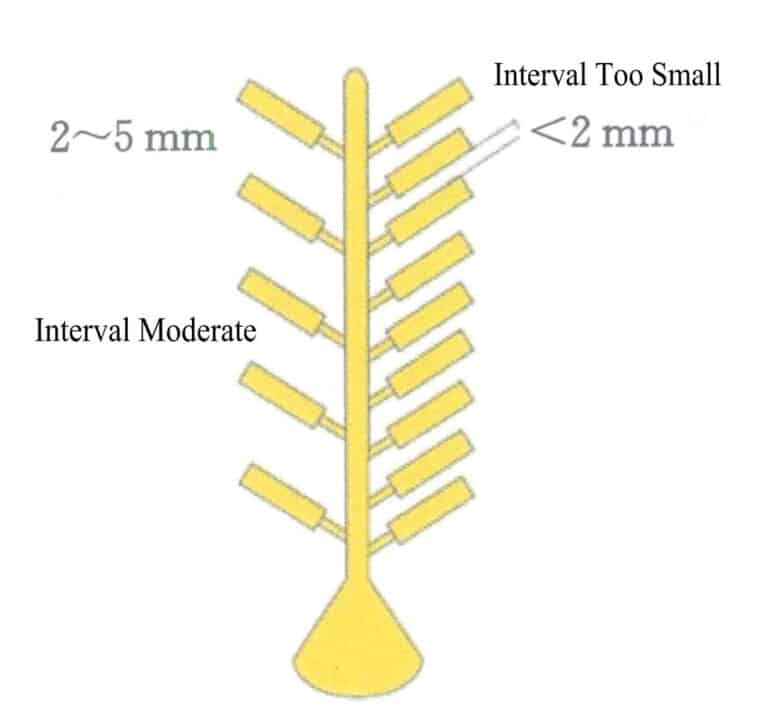
Рисунок 4-5 Расстояние между восковыми формами
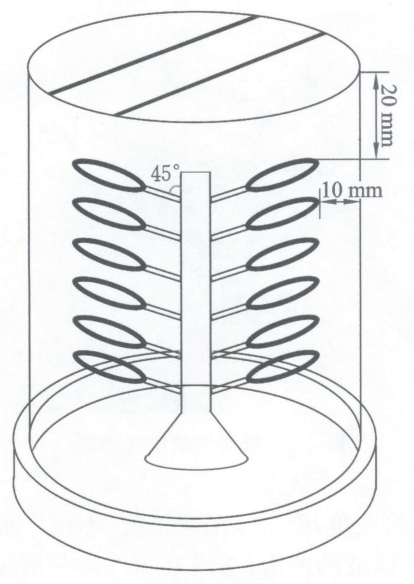
Рисунок 4-6 Положение дерева восковых моделей в стальной колбе
1.4 Вспомогательные инструменты для изготовления восковых моделей деревьев
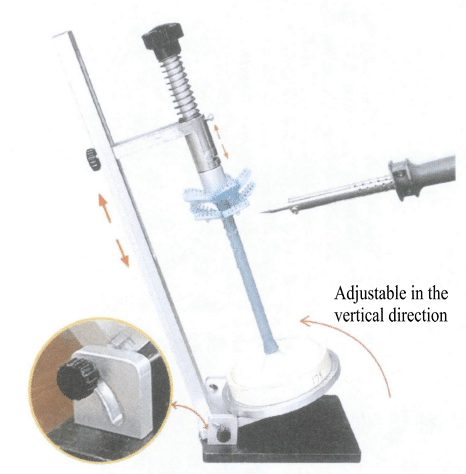
(1) Восковые модели Машины для посадки деревьев (Рисунок 4-7)
Этот прибор прост в эксплуатации и имеет высокое соотношение цены и качества. Диск основания и боковой стержень интегрированы и изготовлены из алюминиевого сплава с устройством регулировки, которое позволяет гибко регулировать угол наклона. Подвижный стержень может перемещаться вверх и вниз, а опорный диск может свободно вращаться на 360°.
(2) Поворотный стол с резиновым основанием (Рисунок 4-8)
Этот инструмент имеет простую конструкцию и удобен в использовании, в основном используется для фиксации резиновых оснований. Поворотный стол может свободно вращаться и оснащен устройством для регулировки угла наклона, что позволяет работать под разными углами при посадке деревьев модели Wax.
(3) Восковой сварочный аппарат (рис. 4-9) или электрический паяльник
Температура воскового сварочного аппарата регулируется с помощью быстрой скорости нагрева и температурного диапазона от 50 до 200℃; он оснащен гибкой ручкой для восковой сварки, что делает процесс восковой депиляции более плавным; кончик ручки можно мгновенно нагревать и охлаждать с помощью ножного регулятора.

Рисунок 4-8 Поворотный стол с резиновым основанием
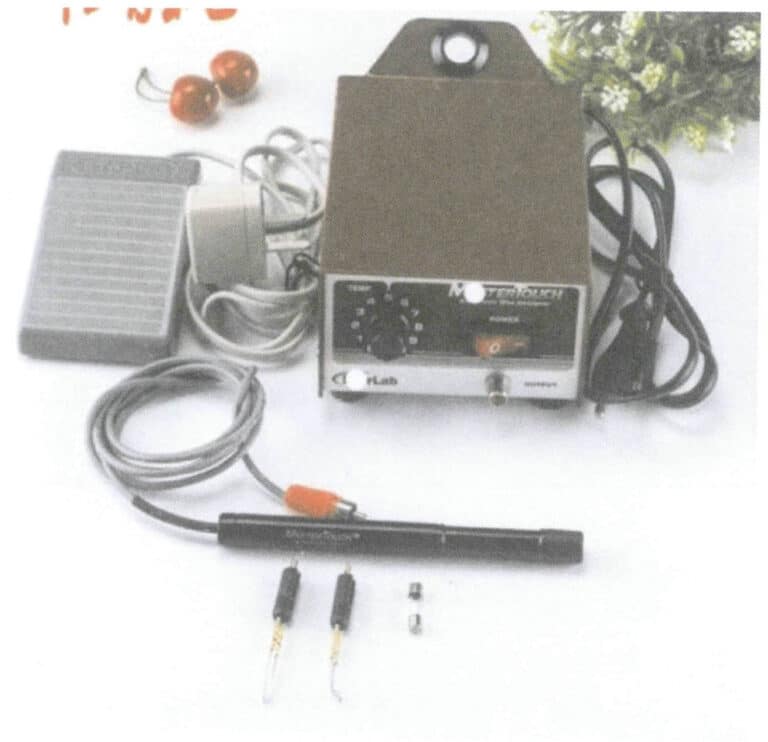
Рисунок 4-9 Восковой сварочный аппарат
2. Выполнение задачи
(1) Подготовительная работа
Подготовьте восковую форму для встраивания мужского кольца, восковой стержень диаметром 10 мм, электрический паяльник, резиновое основание с внутренним диаметром 4 дюйма, поворотный стол с резиновым дном или машину для посадки восковых моделей деревьев. Длина воскового стержня может быть выбрана в зависимости от высоты стальной колбы, как показано на рис. 4-11.

(2) Посадка дерева восковых моделей
Восковая форма должна быть установлена на круглое резиновое основание, а внутренний диаметр этого резинового основания должен соответствовать внешнему диаметру стальной колбы. Как правило, внутренний диаметр резиновых оснований составляет 3, 3,5 и 4 дюйма. В центре основания имеется сферический вогнутый выступ с круглым углублением посередине, диаметр которого сопоставим с диаметром воскового стержня. Посадка восковой модели дерева осуществляется следующим образом.
① Перед посадкой дерева модели Wax необходимо взвесить, пометить и зафиксировать каучуковое основание, как показано на рисунке 4-12.
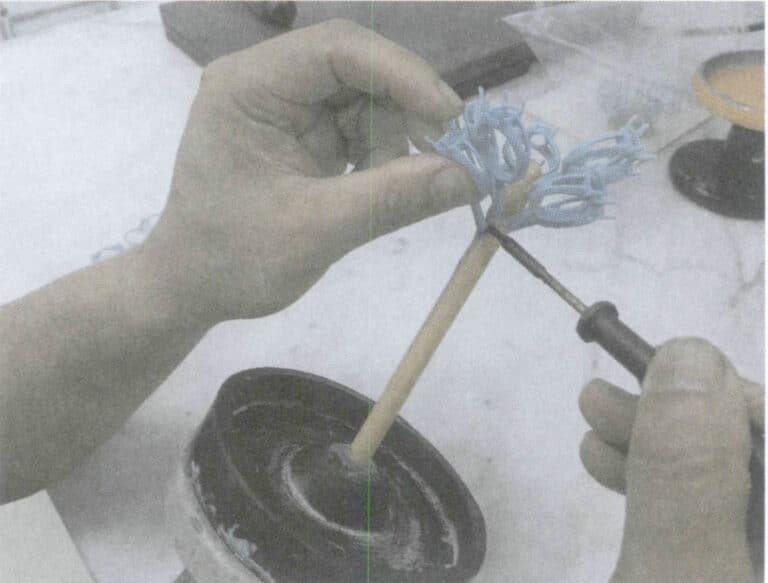
② Вставьте восковой стержень в круглое отверстие на резиновой основе и закрепите его небольшим количеством восковой жидкости. Резиновое основание можно использовать с помощью машинки для посадки восковых моделей деревьев (или поворотного столика для резинового основания) или подпереть и наклонить. Настройте температуру электрического паяльника, с помощью паяльного наконечника сделайте небольшие отверстия в восковом стержне, быстро вставьте литник восковой формы, держите восковую форму устойчиво и подождите, пока восковая жидкость немного застынет, прежде чем отпустить, как показано на рис. 4-13. В это время угол между литвой и восковым сердечником составляет 45°, а между восковыми формами должен оставаться зазор не менее 2 мм.

Рисунок 4-12 Взвешивание резинового основания
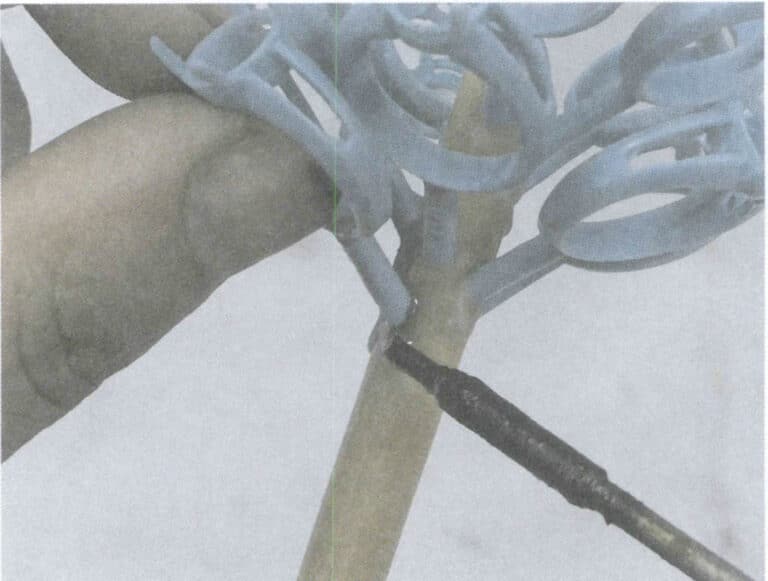
Рисунок 4-13 Посадка восковой модели дерева
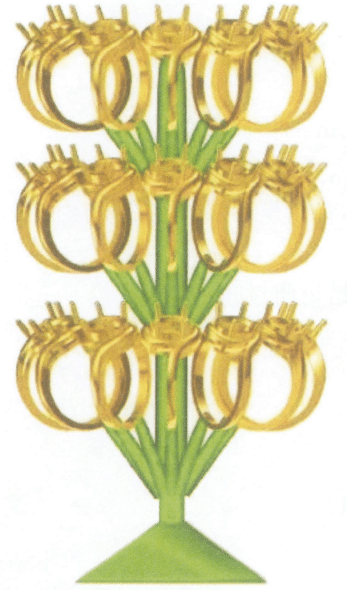
③ Приваривайте восковую форму к восковому стержню слой за слоем, пока не будет завершено все дерево восковых моделей, и, наконец, получите древовидную коллекцию восковых форм. При сварке восковой формы можно начать с нижней части воскового стержня (снизу вверх), как показано на рисунке 4-14, или с верхней части воскового стержня (сверху вниз), как показано на рисунке 4-15. При умелом обращении с деревом восковых моделей разница между этими двумя методами невелика. Однако обычно используется метод начала работы с верхней части воскового стержня (сверху вниз), поскольку главным преимуществом этого метода является то, что он предотвращает стекание расплавленного воска на сваренные восковые формы, что позволяет избежать повторной обработки из-за стекания воска.

Рисунок 4-14 Посадка дерева восковых моделей снизу вверх
Рисунок 4-15 Посадка дерева восковых моделей сверху вниз
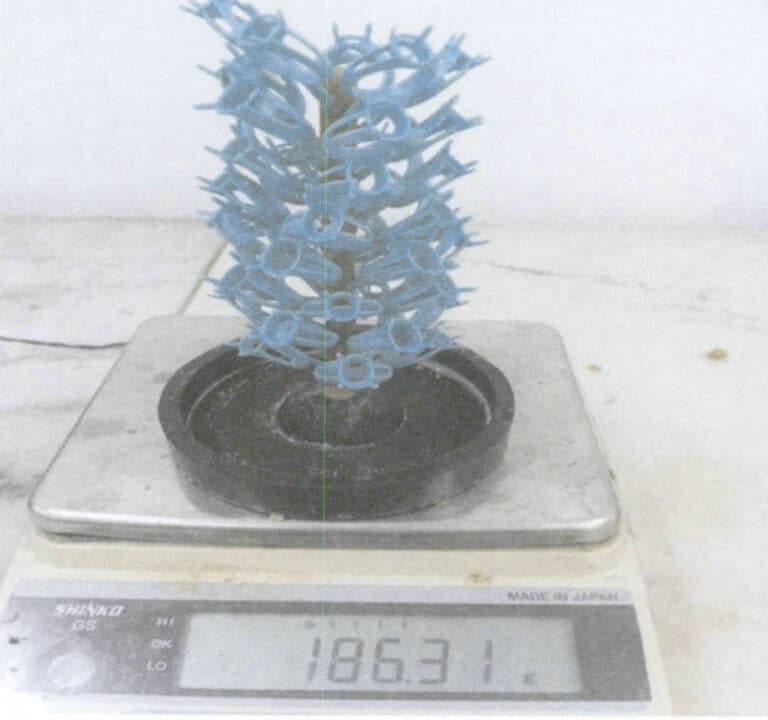
④ После посадки дерева восковых моделей снова проведите взвешивание, как показано на рисунке 4-16. Массу восковой модели дерева можно получить путем вычитания результатов двух взвешиваний. Масса дерева восковых моделей может быть пересчитана в массу металла на основе соотношения плотности парафина и металла для литья, что позволяет оценить, сколько металла потребуется для заливки. Как правило, латунь H65: воск=8,5:1; серебро: воск=10,5:1; золото: воск=15,5:1.
Копирайт @ Sobling.Jewelry - Пользовательские ювелирные изделия производителя, OEM и ODM ювелирный завод
Раздел II Изготовление восковых моделей дерева для центробежного литья золотых и серебряных украшений
1. Общие знания
1.1 Центробежное литье
Центробежное литье - это заливка расплавленного металла во вращающуюся форму, где расплавленный металл заполняет форму и застывает под действием центробежной силы, как показано на рис. 4-17. Преимущества и недостатки процесса центробежного литья заключаются в следующем.
(1) Преимущества
Во время вращения жидкий металл заполняет форму под действием центробежной силы (рис. 4-18), что обеспечивает высокую скорость заполнения и эффективность производства, что особенно удобно для отливки небольших аксессуаров, таких как цепочки и серьги. Более плотные металлы прижимаются к внешней стенке, а более легкие газы и шлак свободно перемещаются к поверхности, образуя направленное затвердевание снаружи внутрь. Поэтому условия усадки хорошие, структура отливки плотная, а механические свойства хорошие.
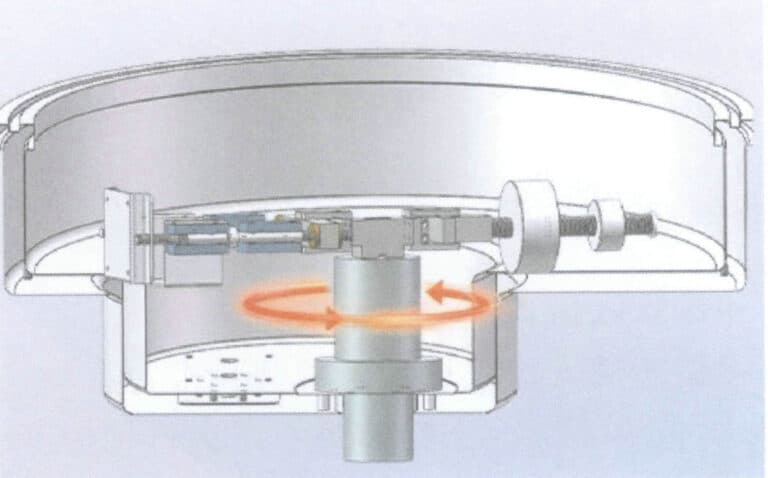
Рисунок 4-17 Метод центробежного вращения отливки
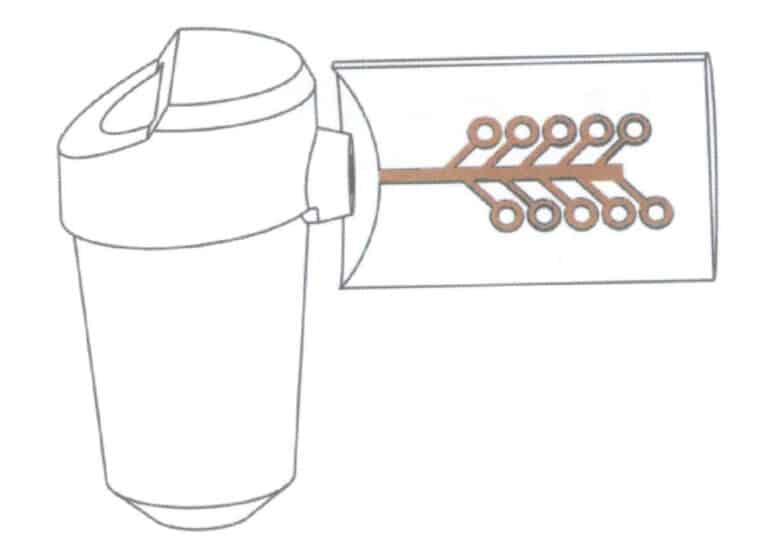
Рисунок 4-18 Заливка центробежного литья
(2) Недостатки
По сравнению со статическим литьем, традиционное центробежное литье имеет ряд недостатков: из-за высокой скорости заполнения металлическая жидкость испытывает сильную турбулентность во время заливки, что увеличивает вероятность захвата газа и образования пор; скорость выхода газа в полости формы относительно медленная, что приводит к высокому противодавлению внутри формы, что увеличивает вероятность образования пор; при слишком сильном заполнении металлическая жидкость оказывает сильное истирающее воздействие на стенки формы, что легко приводит к растрескиванию или отслаиванию формы; кроме того, шлак может попасть в полость формы вместе с металлической жидкостью во время заливки. Высокое давление заливки, создаваемое центробежной силой, определяет, что максимальное количество металла, которое может быть отлито в безопасном диапазоне центрифуги, меньше, чем у статической литейной машины. Кроме того, из-за больших размеров центробежной литейной камеры плавление в инертном газе обычно используется реже.
1.2 Меры предосторожности при изготовлении восковых моделей деревьев методом центробежного литья
(1) Восковая форма наклоняется вверх и приваривается к восковому стержню, при этом угол между восковой формой и восковым стержнем обычно составляет 45-60°, а длина литника - 10 мм. По сравнению с методом вакуумного литья, угол между восковым стержнем и ватерлинией меньше при использовании метода центробежного литья.
(2) Угол наклона может быть меньше, если восковая форма небольшая и имеет сложную структуру. Меньший угол наклона способствует тому, что металлическая жидкость течет вниз, увеличивая вероятность успешного литья (во время заливки полость дерева восковых моделей находится в перевернутом состоянии). При посадке дерева восковых моделей сначала приварите радиальный горизонтальный канал для заливки, как показано на рис. 4-19. Затем вертикально приваривают восковую форму к горизонтальному заливному каналу, чтобы лучше приспособить горизонтальный поток металлической жидкости, как показано на рис. 4-20.
(3) Восковые формы высаживаются слой за слоем в порядке вокруг восковой сердцевины от вершины дерева восковых моделей вниз. Восковые формы должны располагаться вплотную, но не касаться друг друга, сохраняя минимальное расстояние в 3 мм. Минимальное расстояние между восковой формой и восковым стержнем составляет 8 мм, а самая верхняя восковая форма должна находиться ниже верха стальной колбы.
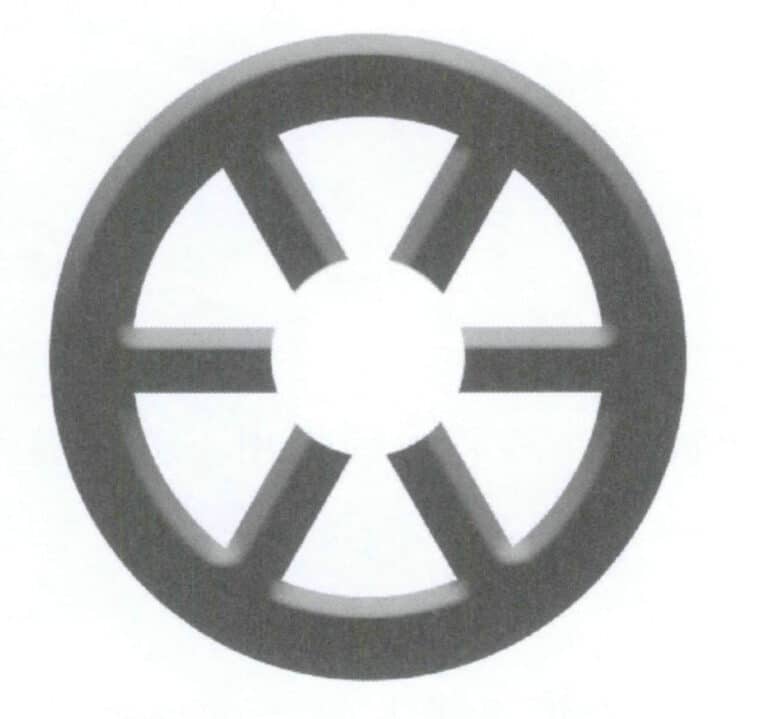
Рисунок 4-19 Радиальный горизонтальный канал для заливки
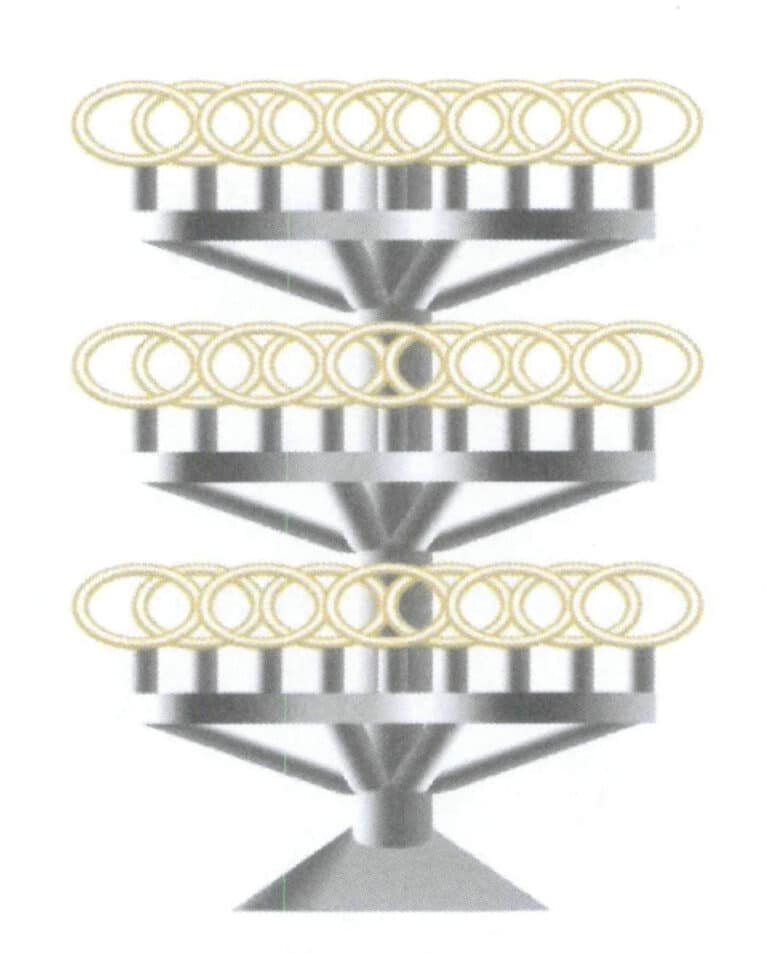
Рисунок 4-20 Система центробежного литья
2. Выполнение задачи
Чтобы сделать дерево из восковых моделей, в этом задании используется форма для воска с вложенным в нее кулоном и резиновой основой с внутренним диаметром 3,5 дюйма.
(1) Подготовительная работа
Подготовьте форму для воска в виде кулона, восковой стержень диаметром 8 мм, паяльник, резиновую основу с внутренним стержнем 3,5 дюйма, поворотный стол с клеевой основой или машину для посадки деревьев Wax models; длина воскового стержня может быть выбрана в зависимости от высоты стальной колбы.
(2) Посадка дерева восковых моделей
Восковая модель должна быть посажена на круглую резиновую основу, внутренний диаметр которой соответствует внешнему диаметру стальной колбы. Посадка восковой модели дерева осуществляется следующим образом.
① Перед посадкой дерева Wax models необходимо взвесить и разметить каучуковое основание.
② Вставьте восковой стержень в круглое отверстие на резиновом основании и закрепите его небольшим количеством восковой жидкости; поднимите резиновое основание и расположите его под углом, отрегулируйте температуру электрического паяльника, сначала приваривайте радиальный горизонтальный бегунок к восковому стержню, затем последовательно приваривайте вертикальные части восковой формы к радиальному горизонтальному бегунку, оставляя зазор 3 мм между восковыми формами, как показано на рис. 4-21.
③ Приваривайте восковые формы слой за слоем к горизонтальной направляющей, пока не будет завершено все восковое дерево, и в итоге вы получите сборку восковых форм в форме дерева, как показано на рис. 4-22.
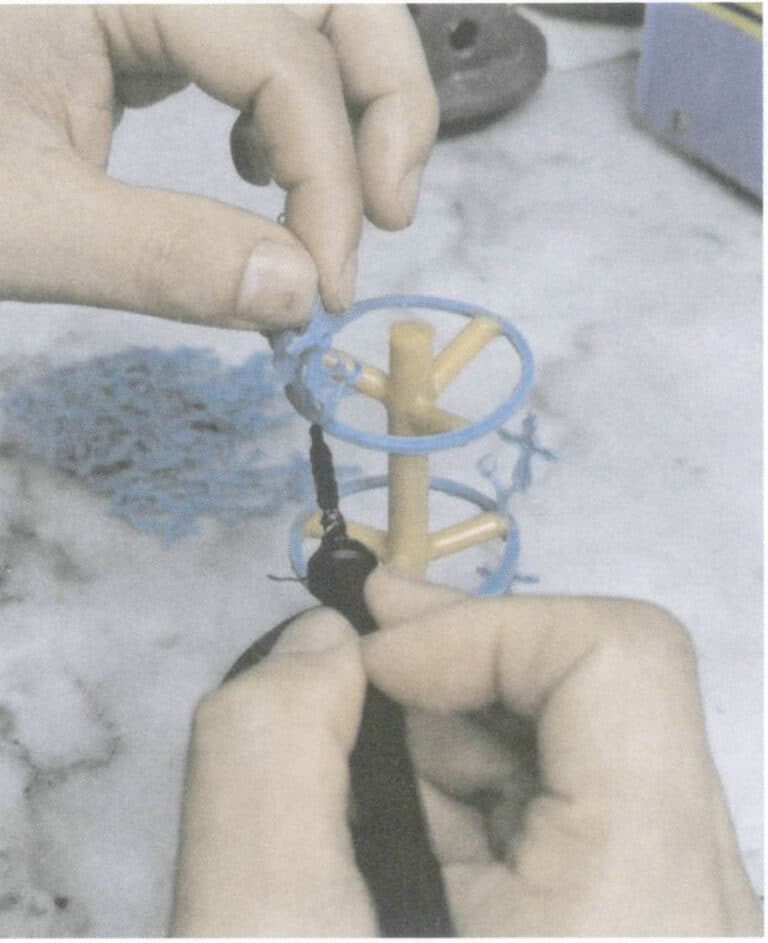
Рисунок 4-21 Приваривание восковой формы к радиальному горизонтальному бегунку
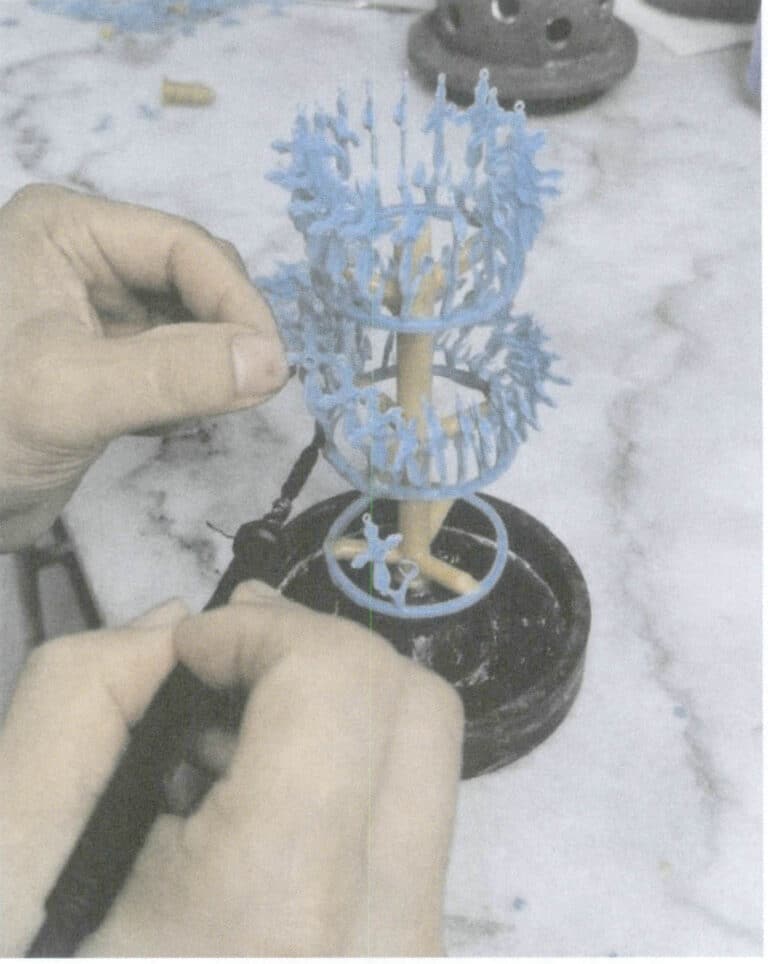
Рис. 4-22 Послойная сварка восковой формы на горизонтальной направляющей
(3) Проверка качества восковых моделей дерева
После посадки дерева восковых моделей вы можете проверить, надежно ли приварены восковые формы, слегка встряхивая или вибрируя дерево восковых моделей. Если они не будут надежно приварены, восковые формы могут легко отвалиться во время заливки гипса, что повлияет на качество отливки. Наконец, проверьте, достаточно ли зазора между восковыми формами. Если восковые формы слиплись, их следует разделить; капли воска на дереве восковых моделей следует обрезать лезвием.
(4) Вторичное взвешивание
Взвесьте все дерево восковых моделей еще раз и, вычтя результаты двух взвешиваний, получите массу дерева восковых моделей. Затем, исходя из соотношения плотности дерева восковых моделей и металла для отливки, пересчитайте ее в массу металла, что позволит вам оценить, сколько металла потребуется для заливки.
Раздел III Производство восковых моделей деревьев для платиновых ювелирных изделий
1. Общие знания
1.1 Литейные свойства платины
1.2 Методы литья платины
Существующий процесс литья платины в основном использует следующие методы литья:
(1) Метод установки большого канала для прямой заливки
В этом методе используется техника, аналогичная литью золотых и серебряных украшений при изготовлении восковых деревьев, при этом внутренний канал для заливки образует угол 45° с прямым каналом для заливки. Заливочный канал очень длинный, как показано на рис. 4-23. Из-за этого расплавленная платина под действием центробежной силы при заливке быстро устремляется к концу формы, а затем откидывается назад, заполняя полость, что легко приводит к сильной турбулентности и, как следствие, к неполному заполнению отливки. Сильная центробежная сила также создает риск взрыва в верхней части формы. Кроме того, этот метод отличается низкой производительностью.
(2) Метод прямого соединения отливки с разливочной чашей
Этот метод не имеет прямого заливочного канала, а соединяет отливку непосредственно с заливочным стаканом, при этом каждая отливка имеет независимый внутренний заливочный канал, как показано на рис. 4-24. Хотя этот метод позволяет повысить производительность процесса, количество отливок, производимых в одной форме, очень мало. В процессе производства для увеличения количества отливок расстояние между внутренними заливочными каналами уменьшается, в результате чего стенки формы между внутренними заливочными каналами легко размываются и разрушаются во время заливки, что приводит к появлению таких дефектов, как песчаные отверстия или включения в форме, которые влияют на качество отливок.
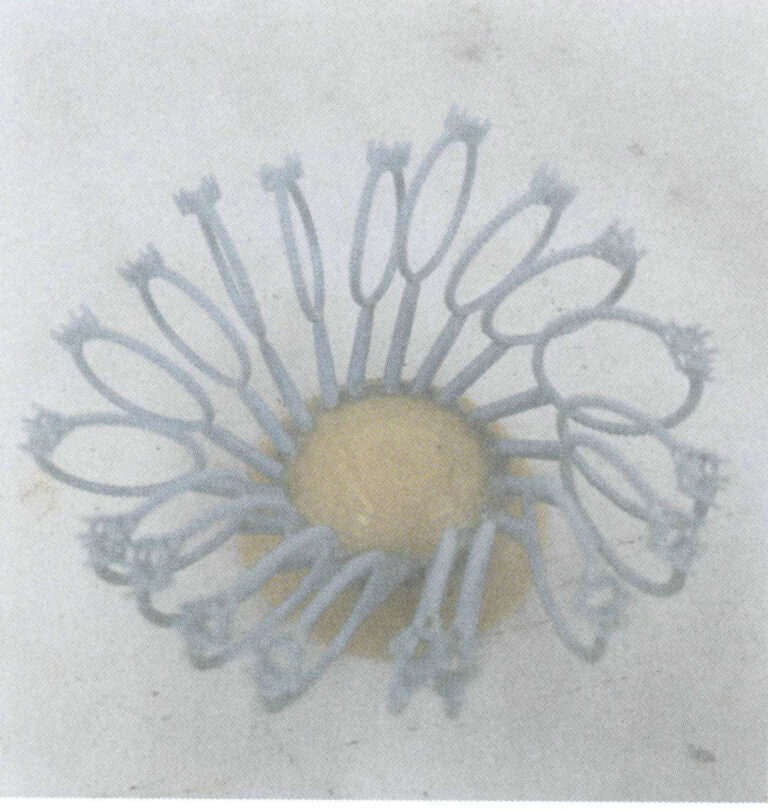
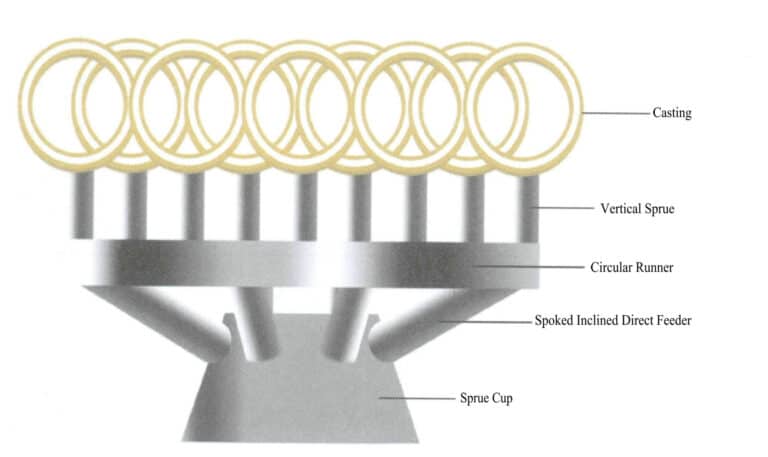
(3) Метод установки системы радиальной заливки
При этом способе устанавливаются воронкообразные литниковые чашки, прямые литники и поперечные литники, образуя спицеобразный кольцевой литник, а несколько ювелирных отливок соединяются вертикально с кольцевым поперечным литником через внутренний литник, как показано на рис. 4-25. Такой способ способствует направлению жидкого металла в полость, уменьшению турбулентности, снижению воздействия жидкого металла на отливку, увеличению количества отливок. Рисунок 4-24 Прямое соединение отливки с чашкой литника.
2. Выполнение задачи
В этом задании используются восковые модели колец с закрепительными отверстиями, электрические паяльники, абсорбирующая бумага, стальные колбы и т.д., чтобы изготовить восковые деревья для платиновых украшений.
(1) Подготовительная работа
Сначала взвесьте качество абсорбирующей бумаги с помощью электронных весов и сделайте запись, как показано на рисунке 4-26. Приварите подготовленную восковую модель чашки для разлива к центру абсорбирующей бумаги с помощью электрического паяльника, запаивая по внешнему краю чашки для разлива, не оставляя зазоров.
(2) Сварка радиального горизонтального заливного канала
Приварите радиальный горизонтальный бегунок по центру наливной чаши, обеспечив плавный переход в месте соединения без острых углов.
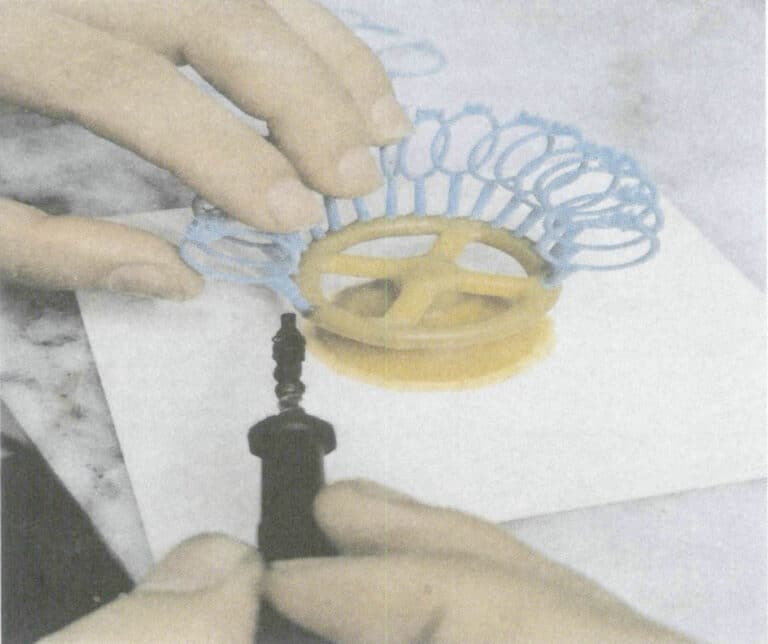
(3) Сварка восковой модели
Нанесите небольшое количество восковой жидкости на кольцевой бегунок, расположите восковую модель вертикально под углом, отрегулируйте температуру паяльника, а затем последовательно приваривайте литники восковой модели к радиальному горизонтальному бегунку, следя за тем, чтобы восковые модели были расположены аккуратно по кругу с зазором 3 мм между ними, как показано на рис. 4-27.
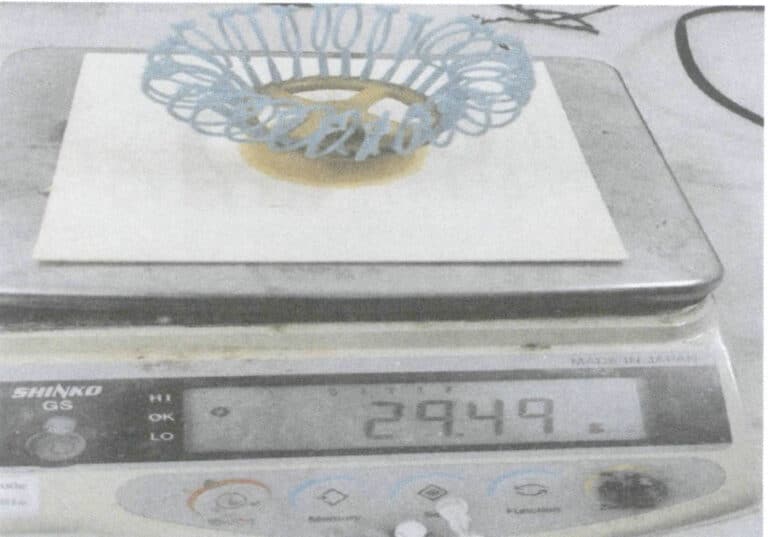
(4) Взвешивание восковых моделей дерева
После того как все восковые формы будут посажены, взвесьте их; вычтите вес абсорбирующей бумаги из конечного веса, чтобы получить вес восковой формы. Затем рассчитайте вес металла в соответствии с соотношением плотности восковых моделей дерева и платины, как показано на рис. 4-28.










Один ответ
Я хочу провести свой класс через процесс создания украшений. У нас есть принтер solidscape, и мы хотим получить некоторые материалы.