Как Sobling контролирует качество ювелирных форм?
Проверка качества и анализ дефектов пресс-форм ювелирных мастеров
Введение:
Мастер-форма для ювелирных изделий - это первый процесс в процессе обработки ювелирных изделий. Обычно ее изготавливают следующими способами: во-первых, мастер-форма ручной работы, то есть с помощью пиления, опиливания, сварки, гравировки и т. д., чтобы создать мастер-форму с острыми краями, четкими гранями и гладкой поверхностью. Во-вторых, вырезание восковой модели вручную и последующее ее литье в мастер-форму. В-третьих, различные методы быстрого прототипирования используются для изготовления восковых или смоляных моделей, а затем они отливаются в серебряные варианты или непосредственно в мастер-формы из металла. В современном ювелирном производстве технология быстрого прототипирования все чаще используется для повышения эффективности изготовления моделей.
Качество ювелирной мастер-формы оказывает значительное влияние на эффективность производства, себестоимость и качество ювелирных изделий. Качественная мастер-форма для ювелирных изделий с разумной структурой и чистой поверхностью может снизить трудоемкость последнего процесса обработки. Напротив, из некачественной мастер-формы можно получить только некачественные изделия, так как дефекты мастер-формы будут точно воспроизведены на изделии, что приведет к выбраковке партии изделий или увеличению объема работ по ремонту. Поэтому ювелирная мастер-форма должна гарантировать, что ювелирные изделия соответствуют требованиям заказчика к качеству основы, и должна усилить контроль и испытания качества мастер-формы.

Оглавление
Раздел I: Содержание проверки качества мастер-формы
Основное содержание проверки качества мастер-формы включает форму, размер, вес, структуру, качество поверхности, литник и т.д.
1. Форма
Самое главное требование к ювелирной мастер-форме - восстановление первоначального вида, то есть изготовление мастер-формы должно строго соответствовать требованиям чертежей или замыслам дизайнера. Чтобы достичь этого, оператор должен сначала использовать трехмерное мышление, чтобы глубоко прочувствовать и понять идеи и темы дизайнера, а также учесть целостность, координацию и эстетику мастер-формы.
2. Проверка размеров
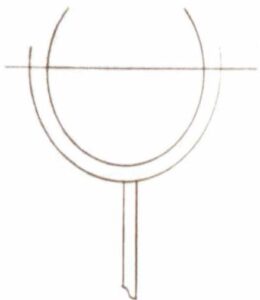
Различные типы ювелирных изделий имеют как стандартные требования к размерам, так и специфические размеры для каждого вида, которые необходимо учитывать при изготовлении образцов. Если взять в качестве примера кольца, то каждая их часть имеет определенные требования к размерам, как показано на рис. 5-1.
2.1. Кольца
Размер пальца: Относится к внутреннему диаметру кольца, обычно обозначается номером размера пальца.

Ширина хвостовика: Обозначает ширину хвостовика в нижней части кольца.
Толщина хвостовика: Относится к толщине хвостовика в нижней части кольца 0,6-0,7 мм
Толщина оправы: Толщина детали без драгоценных камней по краю головки. Измеряется штангенциркулем; если заказчик не предъявляет требований, то 0,6-0,7 мм.
Толщина штифта: Толщина оправы для драгоценных камней измеряется штангенциркулем. Если заказчик не предъявляет требований, можно использовать 1-1,2 мм.:1,5-1,8 мм
Толщина края крепления камня: толщина края вокруг крепления камня, например, толщина края, может составлять 1,5-1,8 мм.
2.2. Ожерелье
Общая длина: общая длина без учета соединительной части застежки. Обычно ожерелья имеют длину от 16 до 17 дюймов, а браслеты - от 6,5 до 7 дюймов.
Длина звена: длина одного звена.
Требования к толщине корпуса, толщине оправы и толщине края оправы камня аналогичны требованиям к кольцам.
2.3. Браслет
Внутренний диаметр: Обозначает внутренний диаметр браслета, обычно выраженный в цифрах размера.
Ширина: Означает ширину поперечного сечения стенки браслета.
Требования к толщине корпуса, толщине оправы и толщине оправы камня аналогичны требованиям к кольцам.
Инструментами для контроля размеров мастер-формы являются штангенциркули, кольцевые калибры, внутренние штангенциркули и т.д. Размер мастер-формы должен быть определен в соответствии с чертежами, но при этом должны быть предусмотрены припуски на усадку и последующую обработку. То есть, размер мастер-формы = требуемый размер изделия x (1 + коэффициент усадки )+ припуск на обработку.
Обратите внимание, что скорость усадки в разных направлениях различна, а различные структуры изделий и материалы также влияют на скорость усадки. Припуск на обработку должен определяться в зависимости от качества поверхности отливки, используемого метода обработки поверхности и требуемой степени качества поверхности. Обычно принимают неравномерность 0,1-0,6 мм. Если качество отливки низкое, используется ручная обработка, а требования к качеству поверхности высокие, припуск на обработку должен быть более значительным.
Отлитая заготовка имеет хорошую плотность и гладкость поверхности, поэтому резервный припуск на обработку может быть меньше. Поэтому определение размера главной пресс-формы не является фиксированным и должно определяться в зависимости от реальной ситуации.
3. Вес
Вес мастер-формы в значительной степени определяет вес изделия. Когда материал мастер-формы и материал изделия выбраны, между их весами существует приблизительная пропорциональная зависимость. Поэтому вес изделия можно регулировать, контролируя вес мастер-формы.
Для серебряных форм ручной работы вес серебра может быть непосредственно определен пропорциональным соотношением между серебром и материалом изделия. Для восковых форм, вырезанных вручную, вес восковых форм обычно контролируется в первую очередь. После того как восковые формы отливаются в мастер-формы, вес мастер-форм контролируется путем обработки мастер-форм и уточнения деталей. Примерное соотношение между воском и металлом выглядит следующим образом:
| Тип металла | 1 грамм восковой модели = вес металла после отливки |
|---|---|
| Стерлинговое серебро | 10 грамм |
| 24-каратное золото | 20 грамм |
| Золото 18 карат | 15 грамм |
| Золото 14 карат | 14 грамм |
| Золото 10 карат | 10 грамм |
4. Структура мастер-формы
Разумная структура мастер-формы может значительно снизить рабочую нагрузку при массовом производстве и уменьшить вероятность возникновения проблем с качеством; и наоборот, когда структура мастер-формы неразумна, при массовом производстве часто возникает ситуация, когда вдвое меньше усилий, а результат вдвое хуже. Поэтому перед изготовлением мастер-формы необходимо тщательно продумать последующие производственные операции и разработать соответствующую структуру мастер-формы. Структура мастер-формы включает в себя основной корпус, компоненты, вставки, аксессуары, технологические приспособления и т.д.
4.1 Основной корпус:
Относится к центральной части мастер-формы.
Компоненты: Более сложные мастер-формы, например те, которые имеют значительные производственные трудности, проблемы с обеспечением качества и высокую стоимость производства, обычно разделяются на несколько компонентов для отдельного производства, а затем эти компоненты собираются.
4.2 Вставки:
Относится к небольшим аксессуарам, вставляемым в корпус основной пресс-формы. При сборке и креплении вставок обычно требуется сварка, поэтому следует обращать внимание на прочность сварки и количество используемых сварочных материалов.
4.3 Настройка:
Относится к основе для оправы драгоценных камней. Существуют различные типы оправы, которые должны определяться в соответствии с требованиями заказа. Расположение оправы, ее размер, глубина основания для закрепления камня, размер и длина когтей - все это существенно влияет на качество оправы.
4.4 Петля:
Относится к механическим устройствам, используемым для соединения двух компонентов и обеспечения их вращения. Петли часто используются в ювелирных изделиях, таких как серьги, браслеты и броши. Гибкость и прочность патронов напрямую влияют на функциональность ювелирных изделий.
4,5 Ушная булавка:
Означает металлический стержень, проходящий через ушное отверстие серьги, обычно используется с ушным зажимом. Положение, длина, толщина и т. д. ушного штифта должны быть определены в соответствии со структурой мастер-формы.
4.6 Застежка в виде коробочки с язычком:
Относится к крепежной фурнитуре, используемой в открытых соединительных частях браслетов, цепочек для запястий и т.д., включая язычок(пружинный элемент) и застежки, используемые вместе с ними.
4.7 Аксессуары для рукоделия:
Относится к некоторым аксессуарам, которые не присутствуют на готовых украшениях, но добавляются в связи с требованиями производственного процесса, например, дополнительные литники, нашивки и т.д. Эти аксессуары, как правило, должны быть удалены после завершения определенных производственных процессов.
5. Качество поверхности мастер-формы
Качество поверхности мастер-формы оказывает значительное влияние на качество продукции, эффективность производства, себестоимость и т. д. Дополнительная работа над мастер-формой может принести отдачу, которую трудно измерить на производстве, но некоторые производители часто не понимают этой простой истины. Поверхность мастер-формы должна быть гладкой и нежной, без заметных песочных глаз, отверстий, царапин или неровных краев.
6. Литейный литник
Литейный литник служит каналом для потока расплавленного металла в процессе литья. В ювелирном литье правильная установка литника является важным условием для обеспечения качества отливки. Необоснованные настройки литника, такие как недостаточное заполнение, усадка и пористость, прямо или косвенно являются причиной многих распространенных дефектов литья по выплавляемым моделям. Рациональность установки литейного литника в основном оценивается по таким аспектам, как положение, количество, форма, размер и способ соединения литейного литника.
(1). При изготовлении мастер-формы литник следует рассматривать как неотъемлемую часть мастер-формы и приваривать его к мастер-форме высоким припоем. Такие литники удобны для заливки воска или расплавленного металла. Если на мастер-форме нет литейного литника и он случайно выкопан на резиновой форме скальпелем, такой канал подвержен турбулентности, что не способствует заполнению.
(2). Литейный литник должен быть соединен с самой толстой частью отливки, а эквивалентная толщина его сечения должна быть больше толщины отливки. Поскольку литейный литник выполняет функцию компенсации усадки, время его затвердевания должно быть более поздним, чем время затвердевания отливки, чтобы избежать таких дефектов, как усадка и усадочные отверстия в отливке. Способ соединения литника с заготовкой также оказывает значительное влияние на качество отливки. Соединение под прямым углом или вырез в месте соединения не способствует заполнению литника расплавленным металлом и может вызвать турбулентность. У корня литника в месте его соединения с отливкой следует вылить закругленный угол, а радиус угла следует контролировать. Необходимо избегать слишком маленьких углов, чтобы они были эффективными, и слишком больших углов, которые затрудняют очистку.
(3). Длина литника должна быть разумной. Процесс протекания воска или металлической жидкости через канал литника представляет собой постепенный процесс охлаждения. Если литник короче, это способствует заполнению и может привести к дефектам заполнения. Однако слишком короткая длина литника приводит к тому, что заготовка оказывается слишком близко к сердцевине. В этом случае не только уменьшается количество заготовок из одного литого металла, но и увеличивается вероятность возникновения дефектов усадки из-за чрезмерного нагрева заготовки.
(4). Количество фильер должно определяться в зависимости от структуры заготовки. При условии соблюдения требований по заполнению и подаче, уменьшение количества литников может снизить нагрузку на шлифовку и очистку и повысить производительность процесса; однако, если заготовка относительно тонкая, сложная или большая, когда для соблюдения требований требуется более одного литника, следует использовать два или более литников.
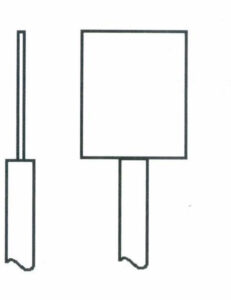
(5). Форма литника. В производстве обычно используются круглые, квадратные, треугольные и т. д. формы поперечного сечения литников. В первую очередь рекомендуется использовать круглое сечение, так как оно не только способствует плавному течению расплавленного металла, но и снижает потери тепла, продлевая время, необходимое для поддержания канала и удержания усадочного канала. Литьевые патрубки бывают различных форм, таких как одиночный патрубок, Y-образный, V-образный, крюкообразный, круглый и т. д., и выбор должен осуществляться в зависимости от фактического состояния заготовки.
Раздел II. Персонал и методы контроля качества
По сравнению с инспекторами качества в других процессах ювелирного производства, требования и сложность работы инспекторов качества мастер-форм гораздо выше. В отрасли их принято называть просмотрщиками узоров или инспекторами узоров. Отличный просмотрщик узоров должен понимать дизайн ювелирных изделий, даже если он не дизайнер по профессии, но должен иметь четкое представление о работе дизайнера и уметь разбираться в 3D-чертежах. Они должны иметь богатый опыт изготовления мастер-форм и хорошо разбираться в структуре серебряных мастер-форм, процессах производства серебряных мастер-форм и требованиях к качеству. Знакомы с процессом работы отдела изготовления мастер-форм, знакомы с производственными и технологическими звеньями ювелирного производства, имеют длительный практический опыт работы на заводах, хорошо понимают процессы и производственный процесс, обладают особыми знаниями ювелирных материалов и способны прогнозировать нештатные производственные проблемы.
При современных методах производства ювелирных изделий на качество мастер-формы влияет несколько ключевых факторов.
Один из них - рассмотрение чертежей CAD, где при составлении чертежей CAD должны быть тщательно рассмотрены вопросы, связанные с формой мастер-формы, размером, структурой и процессом производства ювелирных изделий. Однако многие CAD-чертежники не знакомы с производственными процессами, поэтому дизайнерам необходимо не только просматривать CAD-чертежи, чтобы понять эстетику и формы, но и проводить структурные и технологические обзоры и предоставлять предложения по модификации и требования.
Во-вторых, необходимо осмотреть восковые или смоляные модели для быстрого прототипирования, чтобы проверить, целы ли они или имеют дефекты, такие как отсутствие частей, деформации, песчаные отверстия и т.д. При обнаружении таких дефектов необходимо провести ремонт, прежде чем приступать к литью серебра. Если ремонт невозможен, следует изготовить новые модели из воска или смолы. Восковые модели, вырезанные вручную, также должны быть тщательно проверены.
В-третьих, необходимо провести инспекцию тиражированных серебряных моделей, проверяя, целы ли серебряные модели или имеют серьезные дефекты, а также провести проверку форм, структур, узлов, размеров, процессов, качества поверхности и т.д.
Средства проверки мастер-формы относительно просты. Внешняя форма, структура, шарм и т.д. в основном зависят от визуального наблюдения. Для проверки размеров можно использовать кольцевой калибр, штангенциркуль, внутренний штангенциркуль и т. д. Качество поверхности можно проверить невооруженным глазом и с помощью увеличительного стекла.
Раздел III. Общие дефекты мастер-формы
7. Несоответствие формы
Мастер-формы для ювелирных изделий обычно имеют проектные чертежи, эскизы или устные требования заказчика к форме. После того как мастер-форма готова, ее необходимо сверить с чертежами или подтвердить заказчику.
【Пример 5-1】Внутренний край кольца требует внутренней дуги, как показано на рисунке 5-2.
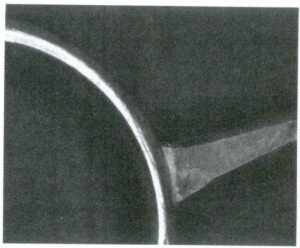
Анализ:
Украшения должны учитывать удобство ношения. Внутренний край кольца обычно требует закругленного угла, но часто в процессе производства его делают прямым.
【 Случай 5-2】Деформация, как показано на рисунке 5-3.

Анализ:
Проблемы с деформацией мастер-формы часто возникают в процессе производства, в том числе из-за структуры украшения, которая, как правило, хрупкая и слабо противостоит внешним воздействиям. Материал мастер-формы, которая обычно изготавливается из серебра 925 пробы, также является одним из факторов. По сравнению с другими широко используемыми в ювелирном деле материалами, такими как золото K, медные сплавы и т. д., сплавы серебра обладают меньшей прочностью и твердостью, что приводит к деформации мастер-формы в процессе производства, особенно в процессе компрессионного формования.
Решения:
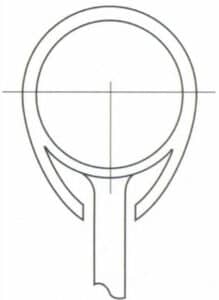
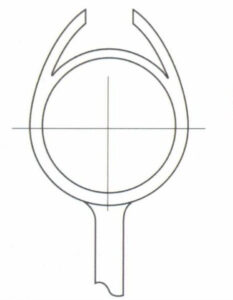
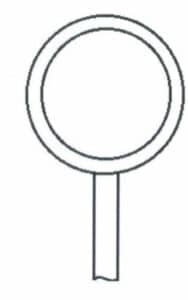
Существует несколько решений проблемы деформации мастер-формы. Во-первых, следует внести необходимые изменения в конструкцию мастер-формы, чтобы она не была слишком хрупкой или имела слишком большую плоскую поверхность; во-вторых, установить технологические тяги, как показано на рис. 5-4, для соединения различных изолированных рабочих ручек с тягами, что значительно снижает вероятность деформации рабочих ручек; в-третьих, выбрать материалы с лучшими характеристиками для изготовления серебряной версии. В последние годы некоторые производители в отрасли предприняли полезные попытки разработать высокотвердые серебряные сплавы, значительно улучшив прочность и твердость сплава путем добавления микроэлементов сплава и усовершенствования процесса производства.

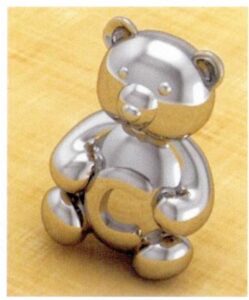
[Пример 5-3] Мастер-форме не хватает шарма, как показано на рисунке 5-5.
Анализ:
Товар должен обладать не только физической формой, но и шармом, иначе ему потребуется более яркая жизненная сила, особенно для некоторых стилей фигурок и животных. Однако передать шарм при изготовлении мастер-формы не так-то просто. Это требует значительных художественных навыков. Во многих случаях его можно только понять, но не объяснить словами.
Решения:
При создании животных по мастер-форме использование компьютерного рисунка для быстрого прототипирования часто кажется механическим и жестким. Рекомендуется отдать предпочтение ручной резьбе по воску или использовать компьютерный рисунок для создания первичной модели тела, а затем обрабатывать ее вручную.
[Пример 5-4] Кромка инкрустации на мастер-форме не закруглена, как показано на рис. 5-6.
Анализ:
Неправильная техника при шлифовке превратила край инкрустации на мастер-форме в многоугольник, что не соответствует требованиям к скруглению.
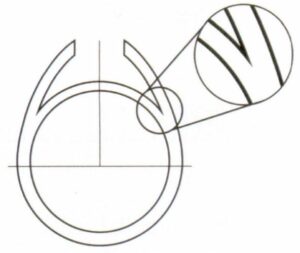
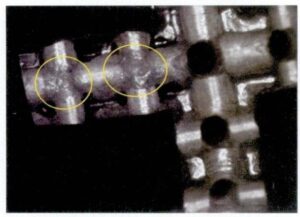
[Пример 5-5] Край отверстия на мастер-форме сломан и отсутствует, как показано на рис. 5-7.
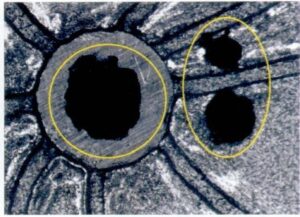
Анализ:
В данном примере после отливки все три круглых отверстия показали заметные края разрушения, что привело к сильной деформации круглых отверстий. Причина появления краев облоя тесно связана с качеством формы и процессом литья во время отливки по определенным причинам.
8. Несоответствие размеров
К ювелирным изделиям не предъявляются такие же строгие требования к размерам, как к механическим деталям, но когда речь идет о ношении, настройке и сборке, например, о размере кольца, размере отверстия браслета, длине браслета, согласовании между колье и подвеской и согласовании между инкрустацией и основой, требуются точные размеры мастер-формы.
【 Случай 5-6】Размер хвоста кулона не совпадает.
Анализ:
Залог кулона имеет различные характеристики. Его размер обычно определяется в зависимости от формы, структуры и материала кулона, а также размера подходящей цепочки. Размер отверстия, через которое продевается дужка кулона, должен обеспечивать беспрепятственное прохождение цепочки. В противном случае могут возникнуть проблемы с ношением.
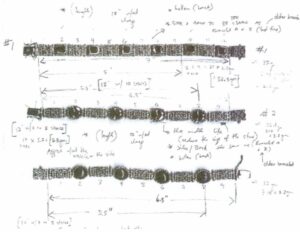
【 Случай 5-7】Длина браслета не соответствует требованиям чертежа.
Анализ:
Длина браслета - важнейший показатель удобства его ношения. Размер каждого звена должен определяться исходя из количества звеньев и общей длины браслета, требуемой чертежом, в сочетании с припусками на усадку и обработку. Чертежи ювелирных изделий зачастую менее стандартизированы, чем чертежи в механообрабатывающей промышленности. Предполагается, что в чертеж будут вноситься произвольные пометки или изменения. Типичными примерами являются требования к размерам и конструкции браслета на рис. 5-8. Поэтому при изготовлении мастер-формы необходимо внимательно ознакомиться с требованиями чертежа. При возникновении каких-либо сомнений следует незамедлительно обратиться к заказчику за подтверждением, а не решать проблему, основываясь только на собственном понимании.
[Пример 5-8] Размер оправы не соответствует драгоценному камню, как показано на рис. 5-9.

Анализ:
Бриллианты в форме лестницы - часто используемый способ оправы в ювелирных изделиях с бриллиантами. Как правило, в оправе необходимо расположить несколько бриллиантов, при этом бриллианты должны быть расположены плотно, гладко и бесшовно, без видимых зазоров между бриллиантами или между бриллиантами и краями оправы. Однако если размер не контролируется точно во время изготовления мастер-формы, может возникнуть проблема несовпадения размеров оправы и бриллиантов.
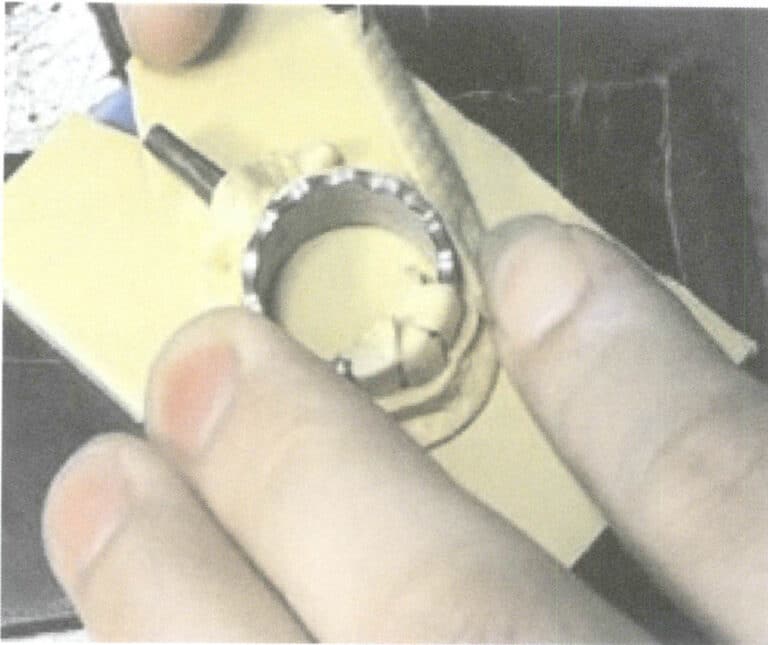
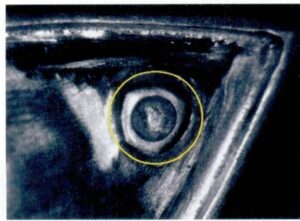
[Пример 5-9] Размер базовой установки не соответствует размеру аксессуаров, как показано на рисунке 5-10.

Анализ:
В кольце, показанном на рис. 5-10, белая часть - агат, собранный с металлической основой и закрепителем, что требует хорошего прилегания поверхности стыка без видимых зазоров. Это требование кажется простым, но для его обеспечения в реальном производстве требуется работа. При изготовлении серебряной мастер-формы необходимо точно определить фактическую усадку металлической основы и закрепителя, которая должна быть отрегулирована и подтверждена экспериментально.
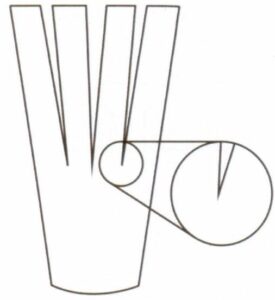
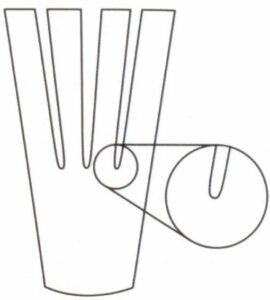
[Пример 5-10] Размер зубцов в мастер-форме слишком мал, как показано на рисунке 5-11.

Анализ:
В ювелирных изделиях с инкрустацией иногда, для достижения лучшего эффекта инкрустации, зубцы инкрустации не изготавливаются при создании компьютерной восковой модели (или модели из смолы), а после заливки серебряной формы зубцы изготавливаются вручную на серебряной форме. Зубцы инкрустации для крепления драгоценных камней должны обеспечивать минимальную толщину и высоту, а при ручном изготовлении зубцов на серебряной форме следует учитывать усадку формы, последующие потери при обработке и другие факторы; в противном случае при использовании этой мастер-формы для массового производства после таких операций, как шлифовка, полировка зубцов и шлифовка, некоторые зубцы могут оказаться слишком слабыми и привести к потере камня.
9. Вес мастер-формы не соответствует
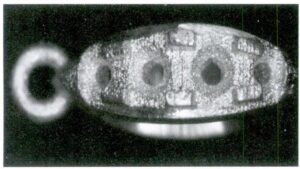
[Пример 5-11] Вес мастер-формы слишком велик, как показано на рисунке 5-12.
Анализ:
Для ювелирных изделий из драгоценных металлов, учитывая стоимость и востребованность на рынке, необходимо контролировать вес металла. Это необходимо обеспечить еще на этапе изготовления пресс-формы, чтобы соблюсти внешние размеры украшения и прочность конструкции, максимально выдолбив скрытые части, такие как задняя часть и вогнутые участки, для уменьшения веса изделия. В этом случае, если требуется только трехмерный эффект на передней части, формы можно изготовить только наполовину, выдолбив заднюю часть. Если требуется трехмерный эффект круглой резьбы, мастер-форму можно разделить на две части для передней и задней части, выдолбив внутреннюю часть обеих частей. Спинка может быть выполнена в виде клетки, что значительно снижает вес.
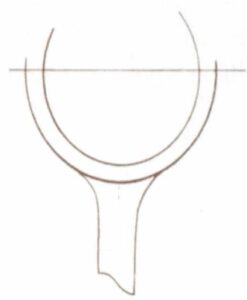
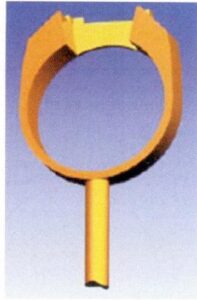
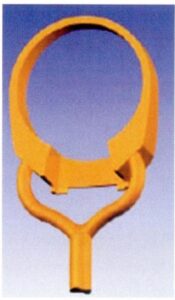
10. Структура мастер-формы является необоснованной
Конструкция мастер-формы оказывает значительное влияние на контроль качества последующих процессов. Непродуманная конструкция мастер-формы легко приводит к появлению дефектов и увеличивает сложность производства и объем работы по обработке. Конструкция мастер-формы должна обеспечивать соответствие изделия требованиям заказчика по размерам и полностью учитывать работоспособность производственного процесса. Вот несколько распространенных примеров нерациональных конструкций мастер-форм.
[Пример 5-12] Мастер-форма не разбирается, и внутренние детали не могут быть отшлифованы, как показано на рисунке 5-13.


Анализ:
Основная часть серег в данном случае имеет форму сердца. Для уменьшения веса с обеих сторон формы сердца вырезаны небольшие углубления в форме сердца, а внутренняя часть формы сердца выдолблена. Однако при создании чертежа в САПР не была полностью учтена работоспособность удерживающих форм и пресс-формы во время производства, в результате чего вся форма сердца была сформирована, что сделало невозможным для копирующей серебряной пресс-формы работать с полыми внутренними полостями. Последующее изготовление резиновой формы и отделка изделия, конечно же, вызывают трудности.
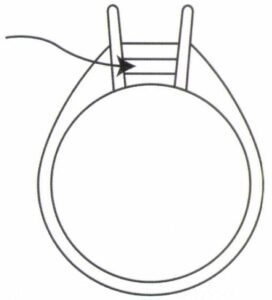
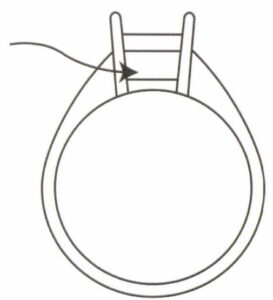
Решения:
Разделите форму сердца на две половинки и запечатайте их воском по отдельности. Установите выступы и канавки на поверхности соединения, как показано на рис. 5-14. После того как две половинки серебряной формы будут отшлифованы, соберите их для проверки правильности изготовления формы, а затем отдельно изготовьте резиновую форму.


[Пример 5-13] Отверстия для инкрустации в мастер-форме маленькие и глубокие, как показано на рисунке 5-15.

Анализ:
Такая структура инкрустационных отверстий не способствует производству и оптическому эффекту бриллиантов. Поскольку маленькие и глубокие инкрустационные отверстия нелегко сгладить во время литья и даже часто засоряются, сложно правильно изготовить форму и отполировать ее, а во время гальванического покрытия нелегко сформировать форму, из-за чего бриллианты выглядят темными. Иногда приходится вручную нажимать на нижнюю часть камня, чтобы придать ему блеск, что может быть более эффективным и действенным.
Решения:
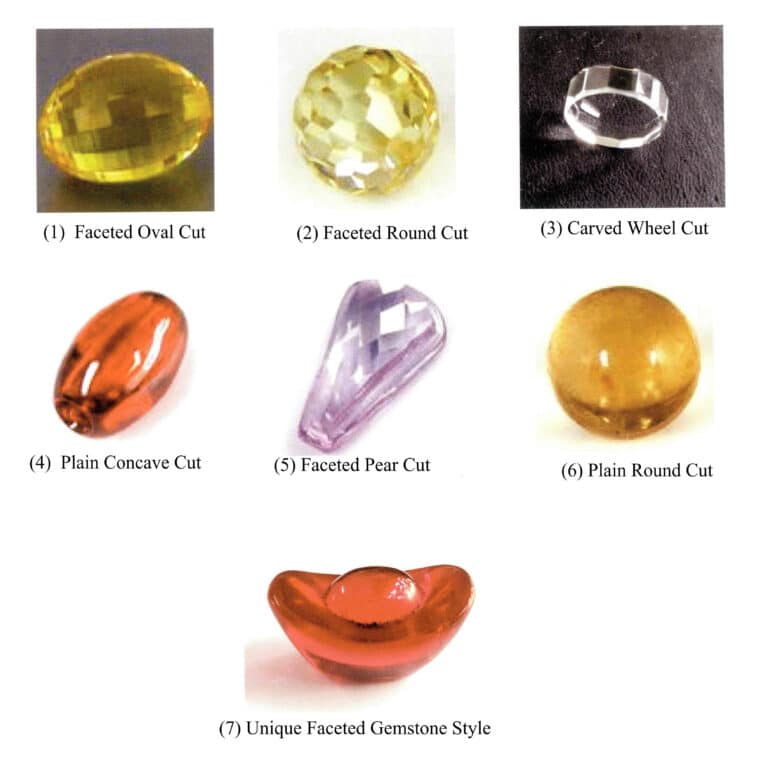
Различные виды огранки и шлифовки драгоценных камней имеют соответствующую толщину. При изготовлении форм следует учитывать соотношение между диаметром и глубиной отверстий для инкрустации. Инкрустация драгоценными камнями должна быть устойчивой и иметь хороший блеск, поэтому размер отверстий для инкрустации должен быть задан разумно. Поскольку устойчивость драгоценных камней зависит только от положения основания оправы и обхвата металлического края, драгоценный камень ниже обхвата не должен касаться стенок инкрустационного отверстия.
В принципе, пока глубина закрепительного отверстия немного превышает толщину драгоценного камня. Поэтому часть закрепочного камня можно утончить, выдолбив дно, как показано на рис. 5-16.

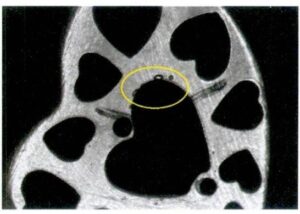
[Пример 5-14] Полая деталь мастер-формы слишком тонкая, как показано на рисунке 5-17.

Анализ:
Ювелирные изделия часто имеют полую структуру. Если полая часть спроектирована слишком тонкой, хрупкая часть резиновой формы будет свисать вниз, вызывая колебания во время впрыска воска, что приведет к таким дефектам, как перекос и вспышка. Во время впрыска воска хрупкая часть резиновой формы может также оторваться, или хрупкий гипс может отколоться во время изготовления гипсовой формы, что приведет к исчезновению тонкого отверстия в заготовке.
Решения:
Полая деталь в мастер-форме должна рассматриваться в сочетании с производственным процессом, исходя из требований дизайна. В данном примере полая часть находится на внутренней стенке, цель - снизить вес без ущерба для внешнего вида. Поэтому при изготовлении пресс-форм полая часть должна быть задана в виде легко обрабатываемой дуги, а две соответствующие полые позиции должны быть разделены, как показано на рис. 5-18. Кроме того, при соблюдении требований к размеру вкладыша дно кольцевого вкладыша должно быть соответствующим образом удалено, чтобы уменьшить глубину полой части.

[Пример 5-15] Мастер-форма имеет острые углы на соединительных деталях или утопленные декоративные элементы, как показано на рисунке 5-19.
Анализ:
Такое соединение под острым углом приведет к нескольким проблемам: резиновая форма может порваться во время производства, что приведет к неровным краям конечного продукта; хрупкий гипс может сломаться при изготовлении гипсовой формы; во время литья металлическая жидкость подвержена турбулентности. Вызывает такие дефекты, как поры и включения в заготовке; трудно отполировать острый угол, а при механической полировке в эти участки легко попадают полировальные средства; при неправильном расположении точки литника заготовка подвержена короблению металла.
Решения:
Измените острый угол на закругленный, как показано на рис. 5-20, и определите размер закругленного угла в соответствии с требованиями проекта.
[Пример 5-16] Мастер-форма имеет узкое отверстие в боковой стенке, как показано на рисунке 5-21.
Анализ:
Помимо выемки нижней части украшения в мастер-форме, обычно вскрывается слой на боковых стенках тех украшений, которые имеют более высокие боковые стенки. В данном случае когтевая оправа основного камня также имеет слой, открытый на боковой стенке оправы, что позволяет не только уменьшить вес, но и улучшить блеск драгоценного камня.
Однако, когда отверстие слоя узкое, это не способствует позиционированию восковой формы во время впрыска воска, что приводит к деформации отверстия слоя, и это также не способствует удалению восковой модели из резиновой формы.
Это также не способствует извлечению восковой модели из резиновой формы, когда отверстие слоя узкое.
Решения:
Правильно расширьте межслойное отверстие, как показано на рисунке 5-22.
[Пример 5-17] Подвесная часть кулона движется не плавно, как показано на рисунке 5-23.
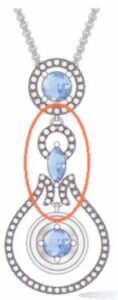
Анализ:
В этом случае каждая соединительная часть кулона соединена кольцом с перемычкой, что требует от каждой части кулона плавного качания. Однако при изготовлении формы из-за недостаточного пространства между соединительными кольцами качание легко затрудняется.
Решения:
Увеличьте зазор в соединительной части в соответствии с эстетикой дизайна, обеспечив достаточный зазор между сопрягаемыми деталями для обеспечения достаточного перемещения.
[Пример 5-18] Толщина стенок мастер-формы сильно варьируется, как показано на рис. 5-24.
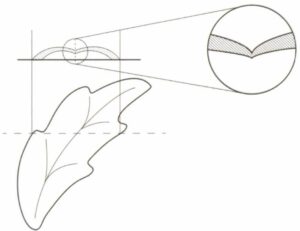
Анализ:
В этом случае заготовка в форме листа имеет самые тонкие жилки в центре, а лепестки листа толще с обеих сторон, причем толщина увеличивается по мере удаления от центральной жилки листа. Во время литья тонкая часть будет мешать загрузочному каналу, что приведет к усадке пористости в области толстой стенки и ухудшению качества поверхности. Иногда, когда толщина стенки тонкой части слишком мала, она может треснуть из-за недостаточной прочности.
Решения:
При разработке структуры мастер-формы старайтесь избегать структуры "толстый-тонкий-толстый". Тонкая часть должна иметь голую толщину, а толстая часть может быть выдолблена путем добавления гребня к задней части и выемки дна, чтобы уменьшить разницу в толщине стенок между различными частями.
[Пример 5-19] Отверстие для вставки камня в мастер-форму не было просверлено, как показано на рис. 5-25.
Анализ:
Для деталей, которые должны быть инкрустированы камнями, отверстия для инкрустации камнями должны быть просверлены на мастер-форме, чтобы обеспечить постоянство качества инкрустации во время массового производства, уменьшить потери драгоценных металлов, повысить эффективность производства и избежать отсутствия инкрустации в изделиях. Этому вопросу следует уделять больше внимания при плотной инкрустации несколькими мелкими драгоценными камнями.
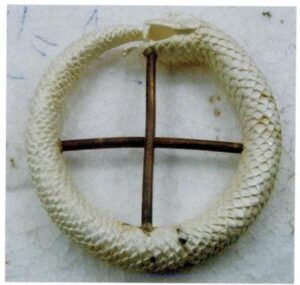
【Случай 5-20】Диаметр жемчужной крышки слишком мал, как показано на рисунке 5-26.
Анализ:
Общий способ закрепления жемчуга заключается в том, что в жемчужинах просверливают отверстия, наносят клей на металлический штифт и выступ жемчужины, затем вставляют штифт в отверстие жемчужины и ждут, пока клей застынет и закрепится. Размер жемчужного выступа должен быть подходящим, закрывать отверстие для жемчуга, но не быть слишком большим, чтобы не создавать непропорционального соотношения. В этом случае диаметр выступа жемчужины слишком мал, и клей легко затекает на выступ жемчужины, что увеличивает объем работы по очистке и риск поцарапать жемчужину.
11. Плохое качество поверхности мастер-формы
Качество поверхности мастер-формы определяет качество поверхности изделия, и мастер-форма должна иметь гладкую и чистую поверхность, чтобы уменьшить объем работы по полировке и ремонту в последующих процессах. Распространенными дефектами качества поверхности мастер-формы являются следующие.
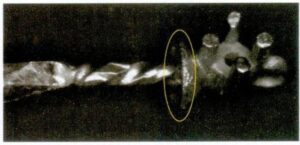
【 Случай 5-21】На месте сварки мастер-формы появляются шрамы от сварки, как показано на рисунке 5-27.
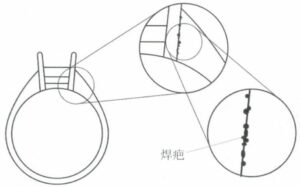
Анализ:
В этом примере когтевая часть кольца сваривается вместе с кольцевой полосой, в результате чего на месте сварки остается множество нечистых шрамов. Когда мастер-форма используется для производства, шрамы от сварки переносятся на каждую деталь, что приводит к значительному количеству повторных обработок. Другими словами, этот дефект воспроизводится в больших количествах.
Решения:
Требуется аккуратное обращение с местом сварки, использование соответствующих инструментов для гладкой и яркой полировки.
[Пример 5-22] Царапины на поверхности мастер-формы, как показано на рис. 5-28.
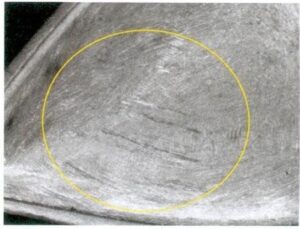
Анализ:
Для получения гладкой поверхности отливки мастер-формы требуются такие процессы, как опиливание, шлифовка и изготовление литника. Если в процессе изготовления форм предварительная обработка будет слишком интенсивной, это приведет к появлению глубоких царапин, которые трудно удалить в последующих процессах или для их устранения потребуется изменить форму форм.
Решения:
При изготовлении форм следуйте процессу обработки поверхности от грубого к нормальному, выбирайте соответствующие инструменты для каждого процесса, осваивайте силу работы, и последующий процесс должен обрабатывать всю поверхность предыдущего процесса.
[Пример 5-23] Мастер-форме не хватило шлифовки на инкрустации, как показано на рисунке 5-29.
Анализ:
В этом случае инкрустация мастер-формы протекла, сохранив грубую и неровную поверхность отливки.
[Пример 5-24] На поверхности мастер-формы имеются отверстия для песка, как показано на рисунке 5-30.
Анализ:
В процессе литья многие факторы мастер-формы приводят к появлению дефектов песчаных отверстий, включая процесс литья, форму, металлические материалы, структуру изделия и т.д.
[Пример 5-25] Замерший угол мастер-формы недостаточно отшлифован, как показано на рисунке 5-31.
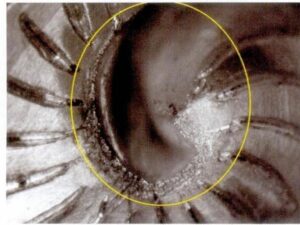
Анализ:
В данном случае корень центральной спирали в мастер-форме находится в мертвом углу, до которого трудно добраться обычными инструментами. После шлифовки эта часть все еще выглядит грубой и не может быть удалена.
Решения:
В процессе верстки ювелирных изделий из-за значительных структурных различий мастер-формы обычные стандартные инструменты иногда не могут справиться с тупыми углами, вогнутыми участками и т. д. Для шлифовки таких участков работникам приходится самостоятельно изготавливать специальный инструмент.
[Пример 5-26 ] Края мастер-формы не ровные, как показано на рисунке 5-32.
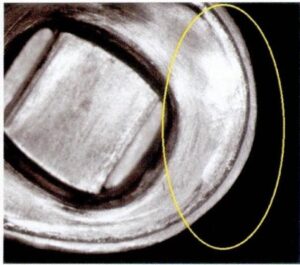
Анализ:
При отделке ювелирных изделий края должны быть ровными, без явных неровностей по толщине. Мастер-форма в данном примере не соответствовала этому требованию, края были заметно неровными, что связано с техникой оператора.
12. проблема литника для литья в мастер-форму
Литейный литник - это не только канал для поступления металлической жидкости в полость формы, но и канал для пополнения застывающей и усадочной металлической жидкости при литье. От того, правильно или нет установлен литник, зависит качество отливки, плотность поверхности и т. д., и к этому следует отнестись со всей серьезностью. Ниже перечислены несколько распространенных проблем с установкой литника в мастер-форме.
[Пример 5-27] Литейный литник слишком мал, как показано на рисунке 5-33.
Анализ:
Когда литник слишком мал, уровень металлической жидкости в полости поднимается медленно, что может привести к таким дефектам, как неполные дефекты. Усилие, с которым металлическая жидкость прижимается к стенкам формы, велико, что может привести к появлению таких дефектов, как песчаные и дутьевые отверстия. В процессе затвердевания отливки дополнительный канал усадки металлической жидкости блокируется, что может привести к образованию макроскопических усадочных полостей и микроскопической усадочной рыхлости в заготовке.
Решения:
Размер литника должен определяться исходя из характеристик металлического материала отливки, размеров и конструктивных особенностей отливки, метода литья и т.д. Вообще говоря, площадь поперечного сечения литника должна составлять 70%-150% в месте соединения с заготовкой. Поэтому литник мастер-формы в данном примере может быть соответствующим образом увеличен, как показано на рисунке 5-34.
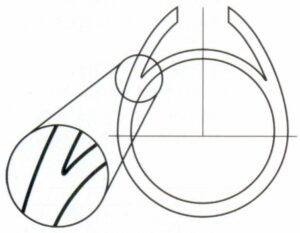
【Пример 5-28】Положение литника не соответствует требованиям к заполнению и усадке, как показано на рисунке 5-35.
Анализ:
Для кольца, чтобы облегчить последующую полировку и уменьшить влияние на внешний вид, литник обычно устанавливается на хвостовике. Однако в этом случае боковые стороны головки кольца представляют собой сплошные толстостенные структуры, и эти две области затвердевают в последнюю очередь; их усадка не может быть компенсирована внешней металлической жидкостью, что приводит к сильной усадочной пористости.
Решения:
В соответствии с общим принципом, установленным литейным листом, он должен быть установлен в толстостенной части отливки. Если конструкция кольца не допускает изменений, кольцо должно быть перевернуто. Следует установить двойной опорный литейный литник, соединенный с толстой частью соответственно; если допускается выемка внутренней части кольца при сохранении прежней формы, толщина двух толстостенных частей может быть уменьшена, чтобы быть меньше толщины стенки ручки кольца. Затем литейная форма может быть установлена на ручке кольца. Как показано на рисунках 5-36 и 5-37.

[Пример 5-29 ] Как показано на рисунке 5-38, место расположения литника трудно поддается очистке.
Анализ:
Литник - это технологическая мера, необходимая для литья, но не требуемая для самой отливки. После формовки отливки литник необходимо удалить. В данном случае литник установлен в прослойке кольца, которую сложно вырезать. Такие инструменты, как стальные напильники и наждачная бумага, также сложно использовать во время моделирования, что затрудняет очистку остатков литника.
Решения:
Литейный литник должен быть установлен на внешней гладкой поверхности, как можно более удобной для очистки, как показано на рис. 5-39.
【Пример 5-30】Литейный литник соединен с отливкой под прямым углом, как показано на рисунке 5-40.
Анализ:
Когда литник соединен с заготовкой под прямым углом, в расплавленном металле в процессе заполнения легко возникают турбулентности, вызывающие такие проблемы, как захват газа и шлака, а в месте соединения могут образовываться термические узлы, что приводит к усадочной пористости в этом месте. При высоком давлении расплавленного металла гипсовая стенка, обращенная к потоку расплавленного металла, легко размывается и истирается, вызывая такие дефекты, как включения и песчаные отверстия.
Решения:
Литейный литник должен быть соединен с отливкой с помощью галтели, которая позволяет сделать заливку расплавленного металла плавной и уменьшить истирание стенок формы. Размер галтели должен всесторонне учитывать такие факторы, как размер поперечного сечения литника, толщина стенки отливки и удобство очистки.
【 Пример 5-31】 Тонкостенная отливка имеет литник увеличенного размера, как показано на рисунке 5-41.
Анализ:
Соединение большого литника с тонкой секцией при неправильной температуре расплавленного металла и гипса может привести к усадке и ослаблению литника, распространяющемуся на область соединения и вызывающему так называемое явление "обратного потока".
Решения:
Устанавливайте литейные шприцы на тонкостенные отливки, чтобы избавиться от заблуждения, что большие литейные шприцы обеспечивают полное заполнение формы. На самом деле заполняемость расплавленным металлом зависит не только от литейных вкладышей, но и от потока расплавленного металла в полости формы. Чем больше и тоньше отливка, тем легче она охлаждается и вызывает дефекты заполнения. В этом случае простое увеличение сечения литника не решит проблему. Необходимо увеличить количество литников и сократить диапазон, охватываемый каждым литником в полости формы, как показано на рис. 5-42.