Как чистить и проверять ювелирные отливки: Техники для разных типов форм
Основные принципы и навыки работы для 4 типичных задач
После застывания металлической жидкости в форме процесс очистки отливки должен определяться с учетом таких факторов, как использование воска, свойства сплава, структура изделия и характер формы. Использование остаточного тепла формы для очистки водяным взрывом - эффективный метод распалубки отливок. Однако он подходит только для ювелирных отливок из золота, серебра и платины, которые не очень чувствительны к тепловому удару. Для ювелирных изделий с восковой оправой, чтобы избежать риска разрушения драгоценных камней из-за теплового удара, механическую распалубку можно проводить только после того, как форма остынет до определенной температуры. После распалубки металлическое дерево отливки остается несколько обмотанным остатками формы, и для его смывания требуется струя воды под высоким давлением, которая эффективно очищает остатки формы. Отливки ювелирных изделий после промывки все равно неизбежно сохраняют небольшое количество формы в некоторых местах, а на поверхности часто образуются окислы, что увеличивает сложность последующей полировки и вызывает загрязнение при повторном использовании загрузочных материалов. Поэтому для замачивания необходимо использовать такие растворы, как плавиковая кислота, до получения чистого литейного дерева. Для удаления отливок по одной из металлического дерева используются такие инструменты, как болторезы и пилы, которые классифицируются по порядку и материалам. Алмазный шлифовальный круг используется для шлифовки остатков литников, а магнитный галтовщик - для очистки заготовок для ювелирного литья.
Этот проект позволяет студентам освоить соответствующие методы очистки и навыки работы с ювелирными отливками из различных материалов и типов изделий с помощью четырех типовых заданий и упражнений после занятий.
Автоматический очиститель гипсовых вложений
Оглавление
Раздел I Очистка ювелирных отливок в обычных гипсовых формах
1. Общие знания
1.1 Напряжение при литье
Литейное напряжение - это упругое напряжение, возникающее после того, как отливка полностью переходит в упругое состояние вследствие ограниченной усадки или асинхронной усадки. Литейное напряжение может ослабить структурную прочность отливки, что приводит к деформации или даже растрескиванию. Литейные напряжения включают три типа: фазовые, тепловые и механические.
В процессе охлаждения отливки происходят фазовые изменения в твердом состоянии, что приводит к изменению объема. Из-за неоднородного состава отливки и распределения температуры разные части отливки претерпевают фазовые изменения в разное время, что приводит к неравномерному изменению объема. Это взаимное ограничение между частями создает остаточное напряжение, известное как напряжение фазового перехода. Например, отливки из розового золота 18 карат подвержены переходам упорядочивания во время охлаждения, образуя такие упорядоченные фазы, как Au3Cu, AuCu и AuCu3которые имеют несовпадающие объемы с матрицей, а время фазовых изменений в разных областях также различается, что приводит к напряжению фазовых изменений в отливке.
Термические напряжения возникают на стадии окончательного затвердевания отливки (вблизи линии солидуса, когда затвердевшая структура образует дендритный сетевой каркас) и в процессе последующего охлаждения. Из-за разницы температур литейные напряжения возникают в различных областях поперечного сечения отливки, как внутри, так и снаружи, а также в областях различной толщины. Скорость охлаждения в разных частях отливки различна, что приводит к неодинаковым скоростям твердофазной усадки. Однако различные части отливки связаны между собой как единое целое, взаимно ограничивая друг друга, что приводит к возникновению термических напряжений. Величина термических напряжений пропорциональна разнице температур между толстостенными и тонкостенными участками при переходе толстостенной части из пластического состояния в упругое; чем больше разница в толщине стенок отливки, тем больше термические напряжения.
Механическое напряжение возникает из-за того, что отливке мешает литейная форма или другие препятствия во время усадки при охлаждении. Это напряжение может быть растягивающим или сдвиговым. Механическое напряжение исчезает, как только отливка снимается с формы и устраняются препятствия, мешающие ее усадке.
1.2 Время распалубки
В процессе охлаждения после затвердевания отливки скорость охлаждения в разных местах различна. Скорость охлаждения в тонкостенных областях быстрая, а в толстостенных - медленная. Разница в толщине стенок является основным фактором, влияющим на напряжение в отливке. Поскольку гипсовые формы являются плохими теплопроводниками, скорость охлаждения отливки внутри гипсовой формы очень низкая, что позволяет уменьшить разницу в скорости охлаждения различных частей. При распалубке отливки при высоких температурах скорость ее охлаждения значительно увеличивается. Если время распалубки слишком мало, высокотемпературная отливка подвергается прямому воздействию воздуха или вступает в контакт с водой, что может привести к деформации, растрескиванию и высоким внутренним напряжениям в отливке. Поэтому соответствующее увеличение времени распалубки, позволяющее распалубливать отливку при более низкой температуре, благоприятно для снижения теплового напряжения в отливке. Однако если время распалубки слишком велико, это приведет к увеличению сложности распалубки, снижению эффективности производства и увеличению производственных затрат.
Время распалубки отливки оказывает значительное влияние на эффективность производства и качество продукции. Необходимо всесторонне учитывать такие факторы, как свойства материала отливки, время затвердевания, изменения микроструктуры в процессе затвердевания и охлаждения, а также структуру отливки, чтобы определить разумное время распалубки. Для ювелирных изделий из драгоценных металлов высокой чистоты, таких как чистое золото и чистое серебро, благодаря тому, что эти материалы обладают очень хорошей пластичностью и претерпевают структурные изменения в процессе охлаждения, риск растрескивания при распаковке при высоких температурах практически отсутствует. Однако для таких материалов, как золото 18 карат, золото 14 карат и серебро 925 пробы, их пластичность при высоких температурах значительно уступает пластичности чистого золота и чистого серебра, и при охлаждении могут происходить твердофазные изменения. Если распалубка и очистка будут проведены слишком рано, вероятность деформации и образования трещин в отливке значительно возрастет.
1.3 Способы очистки при распалубке
В производстве ювелирного литья методы распалубки отливок в основном включают механическую очистку, очистку водяным взрывом и гидравлическую очистку.
(1) Механическая очистка
Для отливок, таких как ювелирные изделия с восковой заливкой и стеклянные украшения, которые очень чувствительны к тепловому удару, механическая очистка обычно выполняется при низких температурах, чтобы избежать высокотемпературной распалубки, которая может вызвать трещины в отливках. Традиционный метод механической очистки предполагает ручную работу с использованием таких инструментов, как молотки и железные стержни для очистки форм, которые отличаются высокой трудоемкостью, низкой эффективностью и плохими условиями труда и редко используются в производстве.
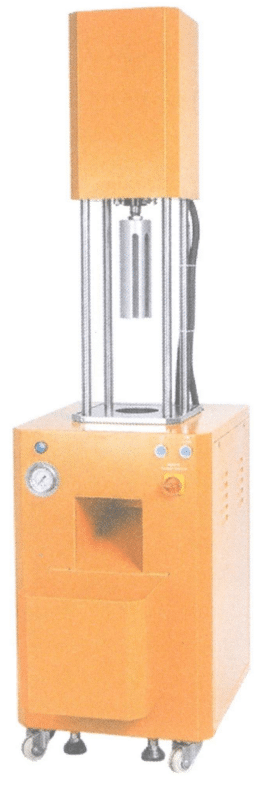
Для таких изделий в основном используется метод механической экструзионной распалубки, оборудование которого показано на рис. 8-1. В нем используется гидравлический механизм, и головка нажимного штока может давить вниз вдоль внутренней стенки стальной колбы, выдавливая металлическое дерево вместе с заключенной в него гипсовой формой, что делает распалубку простой и быстрой, особенно подходящей для распалубки изделий из воскового литья при низких температурах. Поскольку в процессе очистки экструзионной формы образуется пыль, для улучшения условий труда в рабочей зоне обычно требуется специальное вентиляционное оборудование.
(2) Очистка от водяного взрыва
Очистка водяным взрывом предполагает помещение отливок, залитых и охлажденных до определенной температуры, вместе с формами в бассейн с водой, что позволяет воде быстро проникнуть в формы, вызвать быстрое испарение и повышение давления, в результате чего происходит взрыв, который срывает формы с отливок. Он состоит из трех этапов: попадание воды, испарение и взрыв под давлением.
① Водный вход. Вода проникает в материал формы под действием динамического напора и статического напора, а под действием "капиллярного" действия зазоров между материалами формы также проникает во внутренние слои через зазоры между частицами литейного порошка и испаряется под действием тепла. Поэтому принятие всех мер для быстрого продвижения большого количества воды является первым основным условием для образования водяного взрыва.
② Испарение. После того как вода попадает в горячую форму, она испаряется под воздействием тепла, и пар непрерывно расширяется. Когда давление пара меньше давления просачивания воды, вода все равно проникает вглубь формы, и количество пара продолжает увеличиваться, повышая давление пара. Когда давление пара равно или превышает давление просачивания воды, возникает явление, когда давление пара препятствует дальнейшему просачиванию воды или снижает скорость поступления воды, что влияет на эффективность очистки водяным взрывом. Во время работы водяного взрыва колебание формы в воде может вызвать трещины в форме, увеличить динамический напор воды, ускорить приток и скорость испарения. Поэтому достаточный приток воды и ускоренное испарение являются вторыми основными условиями для формирования водяного взрыва.
③ Взрыв под давлением. Взрыв под давлением - это заключительная стадия процесса водовзрывной очистки. Его давление обусловлено двумя факторами: с одной стороны, непрерывное испарение воды повышает давление; с другой стороны, уже испарившийся пар расширяется и повышает давление в условиях постоянного нагрева. Кроме того, пар должен быть окружен определенной герметичной зоной; в противном случае, если пар вытечет наружу и давление не будет соответствовать требованиям, это ослабит эффект водяного взрыва. Таким образом, создание определенных закрытых условий и способствование быстрому увеличению давления пара являются третьими основными условиями для формирования водяного взрыва.
Поскольку формы для литья ювелирных изделий, как правило, небольшие, то и устройства для очистки от водяного взрыва обычно невелики. Некоторые предприятия даже используют бочки с водой, чтобы выполнить водоструйную очистку с помощью длинного потока воды. При производстве больших партий или отливке крупных украшений и других отливок необходимо устанавливать бассейны для водовзрывной очистки, которые обычно изготавливаются полностью из нержавеющей стали или каркасов из нержавеющей стали, облицованных ПВХ. Эти бассейны для водовзрывной очистки обладают хорошими напорными и коррозионно-стойкими свойствами, как показано на рис. 8-2.

(3) Гидравлическая очистка
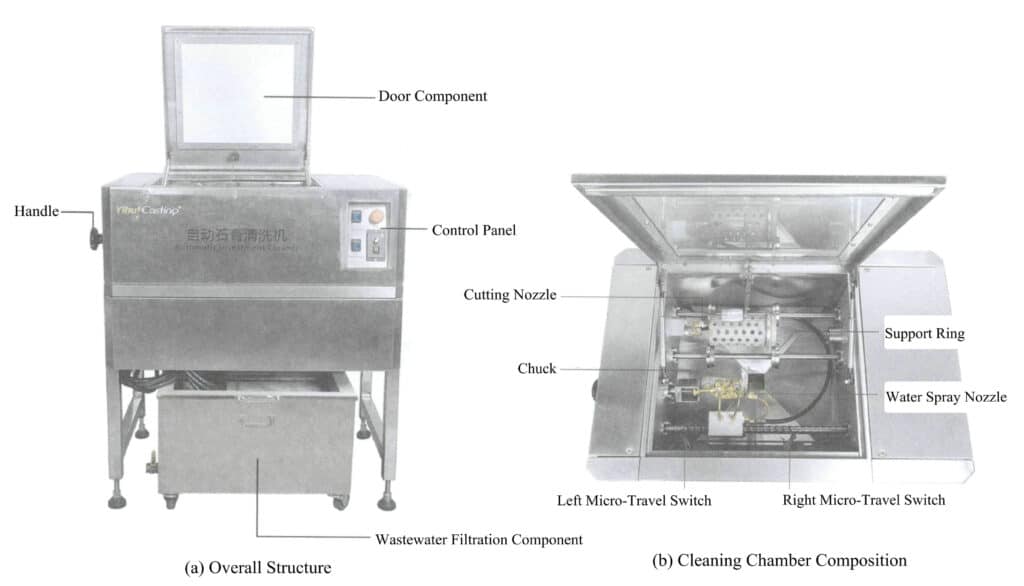
Гидравлическая очистка - это процесс использования ударной силы воды для очистки формовочных материалов, намотанных на поверхность или внутрь отливок. По сравнению с сухой механической очисткой, этот метод позволяет избежать образования большого количества пыли в процессе очистки и широко используется. Оборудование для гидравлической очистки можно разделить на две категории в зависимости от степени автоматизации: очистители гипсовых форм высокого давления и автоматические очистители гипсовых инвестиций.
Очиститель гипсовых форм высокого давления - это широко используемое устройство для очистки ювелирных форм, как показано на рис. 8-3. Принцип его работы заключается в преобразовании водопроводной воды в воду под высоким давлением с помощью насоса высокого давления и направлении ее по трубам к соплу водяного пистолета высокого давления. Вода под высоким давлением с низкой скоростью превращается в струи воды под низким давлением с высокой скоростью, которые непрерывно воздействуют на поверхность металлического дерева с высокой кинетической энергией, вызывая осыпание литейного порошка и достигая цели очистки. Спереди очистителя с обеих сторон установлены перчатки, предотвращающие разбрызгивание воды; сверху установлена стеклянная крышка для удобства наблюдения за внутренним состоянием моечной камеры.

1.4 Обработка жидкости из гипсовых отходов
При использовании методов очистки водяным взрывом или гидравлической очистки образуется молочно-белая отработанная жидкость, содержащая большое количество отработанного гипсового литьевого материала. Если эту отработанную жидкость сбрасывать напрямую, она нанесет вред окружающей среде. Поэтому необходимо принять меры по переработке отработанной жидкости.
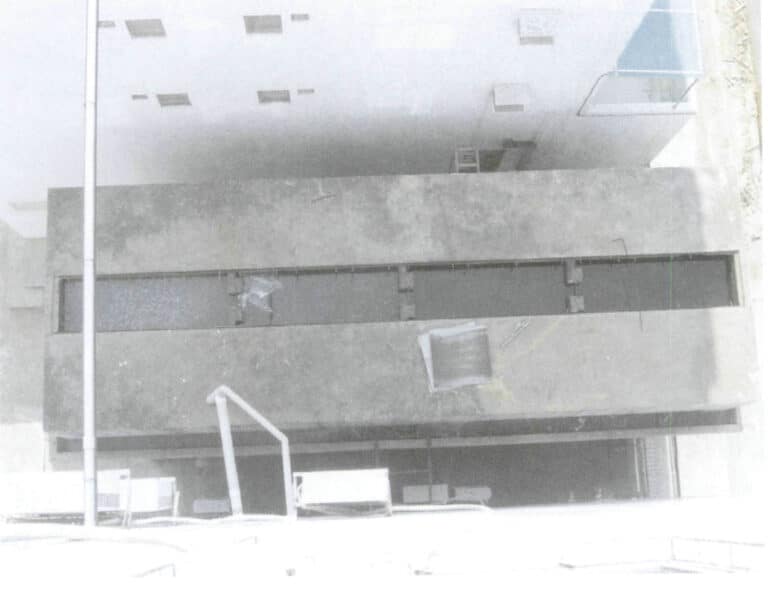
В настоящее время основным методом очистки жидкости из гипсовых отходов является отстаивание, которое основано на принципе, позволяющем взвешенным твердым частицам в потоке воды оседать за время, меньшее, чем время, необходимое для вытекания воды из отстойника, что позволяет отделить взвешенные частицы от потока воды и добиться ее очистки. Для этого в местах взрывной и гидравлической очистки воды устанавливаются резервуары для сбора отработанной жидкости, которые включают в себя такие компоненты, как вход, отстойник и выход, как показано на рис. 8-5. В отстойнике вдоль направления потока отработанной жидкости устанавливаются многочисленные перегородки для замедления скорости потока отработанной жидкости, что позволяет твердым частицам в отработанной жидкости оседать на дно. Для дальнейшей очистки отработанной жидкости некоторые ювелирные компании также специально устанавливают большие открытые отстойники для дальнейшей очистки отработанной жидкости, прошедшей первичное отстаивание, как показано на рис. 8-6.

1.5 Погружение отливок в кислоту
После промывки в некоторых зазорах, углублениях и глухих отверстиях на ювелирном дереве неизбежно остаются материалы литья. Кроме того, на поверхности металла часто остается коричневая пленка или черный оксид металла. Прежде чем приступать к следующей операции с деревом, необходимо очистить поверхность металла методом химического замачивания.
Гипсовые литейные материалы в основном состоят из огнеупорных заполнителей и гипсовых вяжущих. Огнеупорные заполнители обычно изготавливаются из кремнезема. После высокотемпературного обжига и охлаждения отливки кремнезем претерпевает многочисленные кристаллические превращения, а гипсовая часть превращается в безводный сульфат кальция, снижающий прочность сцепления. Замачивание в химическом растворе направлено на реакцию с большинством компонентов в остатках формы с образованием растворимых веществ, что позволяет дополнительно очистить поверхность отливки. Различные неорганические кислоты могут растворять оксидную пленку на поверхности металла. Однако только фтористоводородная кислота оказывает существенное влияние на диоксид кремния, реакционная формула которого выглядит следующим образом: SiO2+4HF==SiF4↑+2H2O. Сайт продукт тетрафторсилан (SiF4) представляет собой бесцветный, токсичный газ с резким запахом при комнатной температуре.
Поэтому фтористоводородная кислота широко используется для замачивания ювелирных металлических деревьев в реальном производстве. Концентрацию раствора плавиковой кислоты и время замачивания следует выбирать в зависимости от коррозионной стойкости металлического материала. Время замачивания для ювелирного литья из золота K, чистого золота и серебра составляет 20 минут при концентрации плавиковой кислоты 20%~30%; время замачивания для ювелирного литья из фиолетовой меди и латуни составляет 20 минут при концентрации плавиковой кислоты 5%~10%; время замачивания для ювелирного литья из платины составляет 60 минут, а концентрация плавиковой кислоты - 50%~60%. Из-за сильной коррозионной активности плавиковой кислоты ее следует хранить в специализированных пластиковых контейнерах, а не в стеклянной таре; при работе с ней необходимо соблюдать меры предосторожности, в том числе надевать пластиковые перчатки и защитные очки.
1.6 Полировка остатков литника

1.7 Магнитная полировка
На поверхности отливок после погружения в кислоту могут оставаться такие дефекты, как грязь, оксидная пленка, заусенцы и остатки литейного порошка, что увеличивает объем работы по финишной обработке. Поэтому большинство производителей проводят магнитную полировочную очистку отливок.
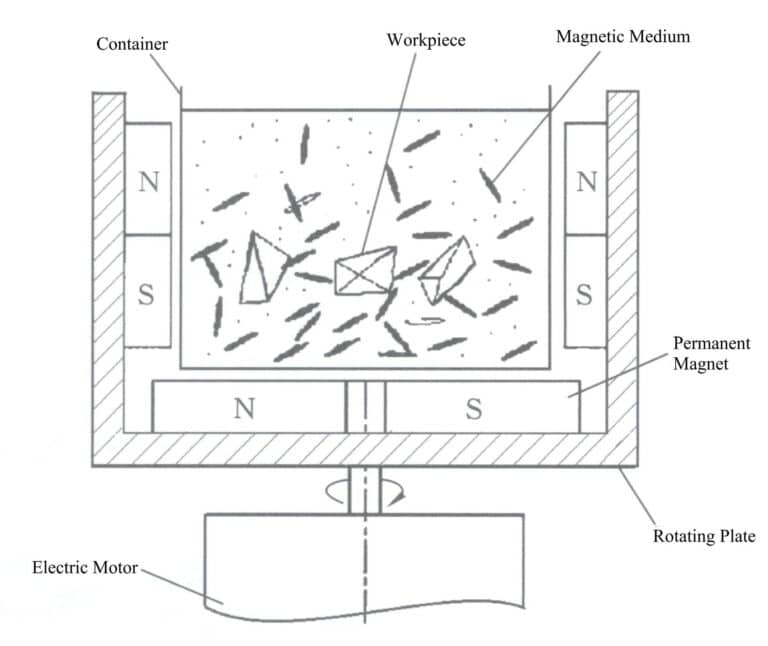
Принцип магнитной полировки показан на рис. 8-8. В нем используется высокочастотный магнитный привод для создания сильного и стабильного магнитного воздействия, заставляющего шлифовальные боры из нержавеющей стали выполнять высокоскоростные прыжки, обтекание и вращение, создавая всестороннее и многоугловое трение в зазорах, углублениях, мертвых углах и поверхностях отливок, что позволяет быстро удалить грязь, заусенцы и оксидные пленки, не повреждая поверхность заготовки и не влияя на точность обработки, а также повысить твердость ее поверхности.
2. Выполнение задачи
Эта задача - метод очистки отливок из платины 18 карат, изготовленных в гипсовых формах.
(1) Определение времени очистки от водяного взрыва
В коммерческой платине 18K в качестве отбеливающего элемента чаще всего используется никель, а сама она представляет собой сплав, состоящий в основном из золота, никеля, меди и т.д. Этот тип материала представляет собой непрерывный твердый раствор с хорошей пластичностью при высоких температурах. Однако при более низких температурах он подвергается фазовому разделению, что увеличивает прочность и твердость при одновременном снижении вязкости и пластичности. При определении времени водоструйной очистки необходимо всесторонне учитывать такие факторы, как размер стальной колбы и структура изделия, стремясь достичь оптимального баланса между снижением напряжения в отливке и эффективностью водоструйной очистки. Если очистка водяным взрывом проводится слишком рано, чрезмерное напряжение в отливке может привести к деформации или растрескиванию; если слишком поздно, эффект очистки будет низким. Для стальных колб с внешним диаметром менее 4 дюймов время выдержки формы на воздухе после заливки обычно составляет около 10~15 минут; для стальных колб с внешним диаметром 4~6 дюймов время выдержки обычно составляет около 15~20 минут; для больших стальных колб время выдержки должно быть соответствующим образом увеличено и отрегулировано в соответствии со структурой изделия.
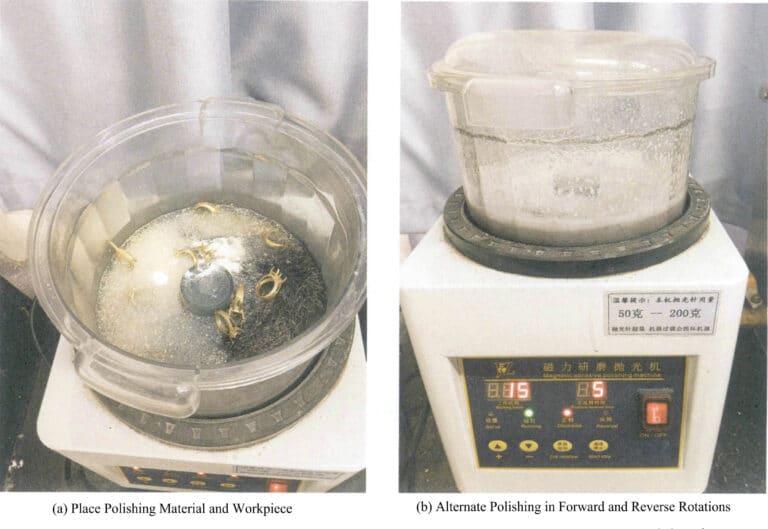
(2) Очистка от водяного взрыва
С помощью плоскогубцев закрепите пресс-форму и погрузите ее в резервуар для очистки от водяного взрыва, как показано на рис. 8-9. Когда высокотемпературная пресс-форма соприкасается с холодной водой, мгновенно возникает эффект водяного взрыва, и слышен низкий грохочущий звук взрыва. Осторожно перемещайте удерживаемую форму, чтобы обеспечить достаточный контакт с водой для достижения хорошего эффекта водяного взрыва. В процессе производства необходимо своевременно очищать от осадка отработанный материал формы на дне резервуара для водяного взрыва, чтобы поддерживать достаточную глубину воды в резервуаре для очистки.
(3) Мойка высокого давления
Извлеките металлическое дерево из стальной колбы, поместите его в очиститель гипсовой формы для литья под высоким давлением и закройте смотровое окно. Вставьте руки в моечную камеру в резиновых перчатках, держите металлическое дерево и направьте его на сопло. Нажмите на педаль, чтобы включить очиститель и промыть металлическое дерево струей воды под высоким давлением. Двигайте и переворачивайте металлическое дерево обеими руками, чтобы тщательно промыть все части, как показано на рис. 8-10.
(4) Погружение в кислоту
Используйте плавиковую кислоту с концентрацией 25%, наденьте защитное снаряжение, закрепите металлическое дерево плоскогубцами и осторожно поместите его в раствор кислоты, как показано на рис. 8-11. Накройте его и дайте отстояться. После выдержки в течение 20 минут извлеките металлическое дерево, промойте его в специальном ведре для восстановления и тщательно промойте под проточной водой. Проверьте, не осталось ли в металлическом дереве остатков литьевого порошка; если они есть, его нужно снова замочить. После некоторого времени использования эффективность раствора фтористоводородной кислоты снижается, что требует увеличения времени замачивания или добавления новой кислоты.
(5) Очистка и сушка
Тщательно очистите металлическое дерево, высушите его феном или в печи с горячим воздухом, как показано на рис. 8-12, взвесьте его и рассчитайте потери при плавке и литье для этой партии.

Рисунок 8-11 Металлическое дерево, вымоченное в кислоте
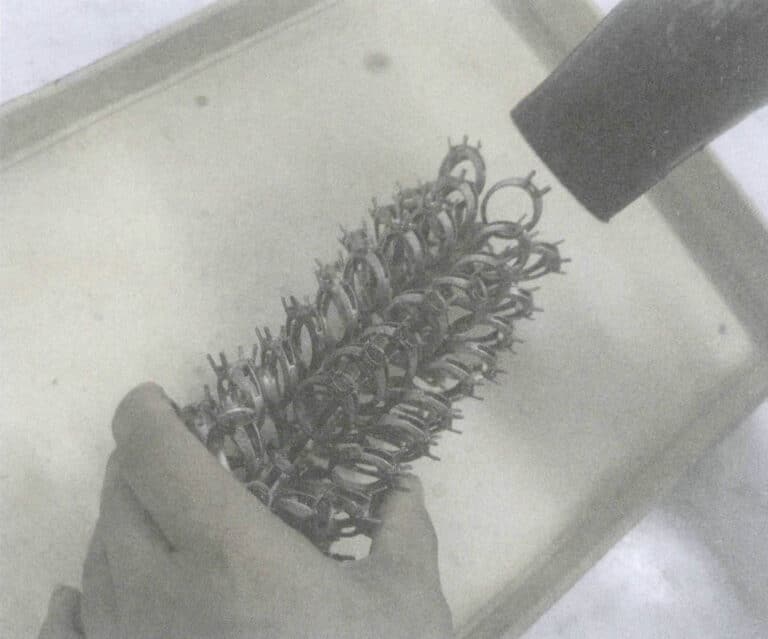
Рисунок 8-12 Сушка
(6) Заготовки для резки
Очищенные ювелирные отливки все еще имеют форму дерева и должны быть отрезаны на литнике, отсортированы по категориям и типам, чтобы подготовиться к следующему производственному процессу.
Поскольку все литники соединены с сердцевиной дерева и расположены относительно близко друг к другу, а сами литники находятся под определенным углом к сердцевине дерева, срезать литники вниз нелегко. Поэтому отливки следует отрезать от сердцевины дерева в порядке от соседнего заливочного стакана к вершине дерева. Чтобы не повредить отливки, обычно используется двухэтапный метод резки: литник отрезается на определенном расстоянии от отливки, а затем отрезается лишний литник. Для повышения эффективности производства и снижения трудоемкости можно использовать пневматическую обжимную машину для одновременной резки, как показано на рис. 8-13. При резке каждой отливки отдельно, как показано на рис. 8-14, используются ручные кусачки, что облегчает контроль направления резки и остаточного литника. Как правило, лучше всего резать на расстоянии 1,5 мм от заготовки. Если остаточный литник слишком короткий, он может легко деформировать или повредить заготовку; если он слишком длинный, это увеличивает объем работы по последующей обработке.
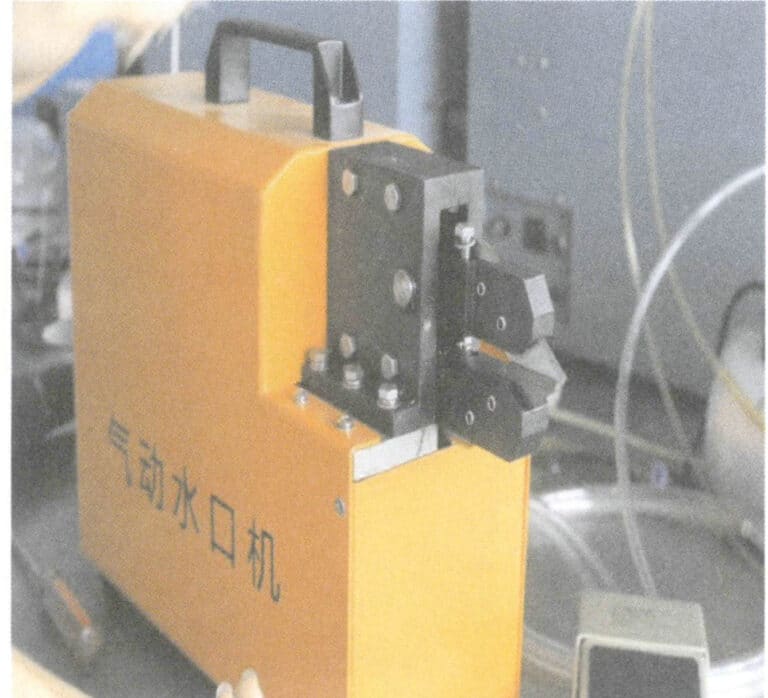
Рисунок 8-13 Обрезка литника с помощью пневматической обжимной машины
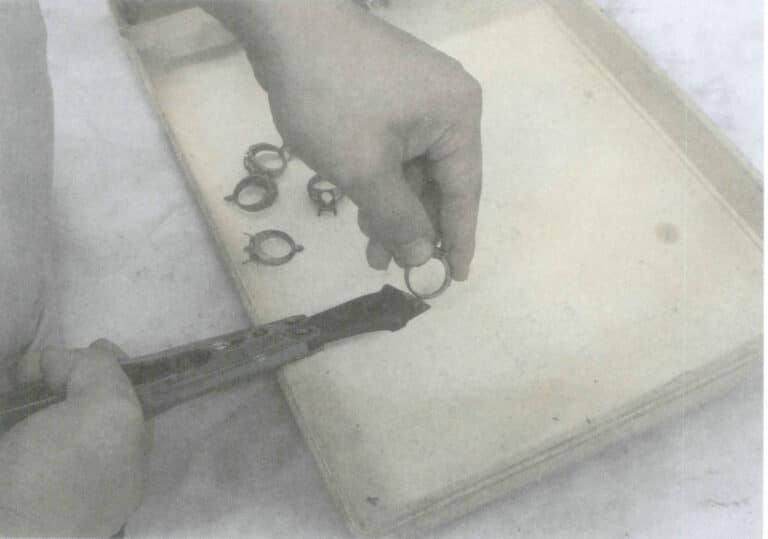
Рисунок 8-14 Использование кусачек для обрезки остатков литника
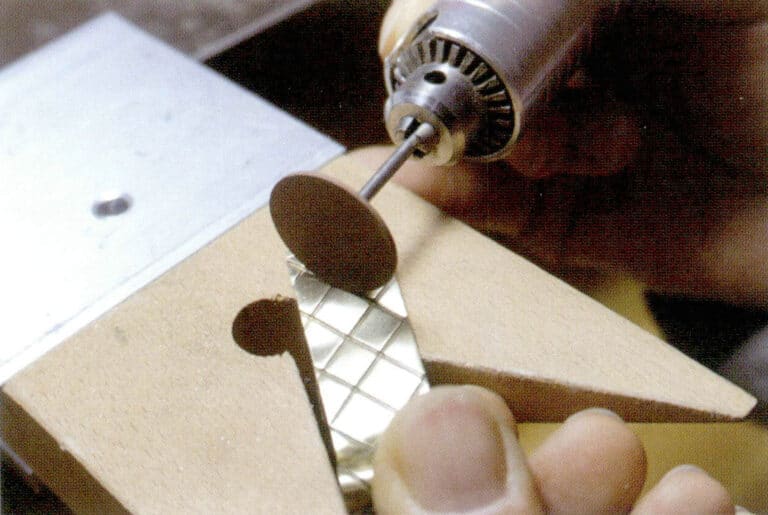
(7) Полировка остатков литника
Для повышения эффективности работы приоритет отдается использованию станков для полировки литника для удаления остаточной ватерлинии в процессе производства. После начала работы отрегулируйте охлаждающий литник, при этом оптимальной является общая скорость капель 2~3 капли в секунду. Наблюдайте за положением ватерлинии заготовки, чтобы определить угол шлифования заготовки. После начала работы используйте прерывистый метод вблизи стального круга, как показано на рис. 8-15, наблюдая и стараясь сохранить гладкость литника, стараясь не повредить заготовку, особенно обращая внимание на положение зубцов, когтей и канавок. При обточке заготовки разложите металлический порошок по контейнерам в соответствии с материалом. После полировки каждой заготовки своевременно убирайте металлический порошок и мойте руки в специально отведенном контейнере для утилизации, чтобы свести к минимуму потери драгоценных металлов.
(8) Магнитная полировка
Сначала приготовьте полировальную жидкость, смешав полировальный порошок с водой в массовом соотношении 3,5%. Затем поместите стальные боры (диаметром 0,5 мм и 0,3 мм, в соотношении 4:1) в контейнер, как показано на рис. 8-16. Масса заготовки определяется моделью тумблера, которая обычно не превышает 500 г. Скорость вращения следует выбирать в зависимости от ювелирного материала; для платины K обычно выбирают 1800~2000 об/мин. Установите время вращения по часовой стрелке и против часовой стрелки, обычно направление вращения меняется каждые 5 минут, а общее время составляет 15~30 минут. Примечание: Если заготовка в контейнере слишком большая, ее слишком много, или заданное направление меняется слишком часто, это может привести к срочной остановке работы машины. После завершения ежедневной работы оборудование следует протирать, чтобы сохранить его сухим и опрятным. Когда цвет стальных боров потемнеет, их следует очистить нейтральным моющим средством. Новые и старые стальные боры не следует смешивать, а полировальную жидкость следует заменить, когда она станет коричневой.
Копирайт @ Sobling.Jewelry - Пользовательские ювелирные изделия производителя, OEM и ODM ювелирный завод
Раздел II Очистка ювелирных отливок, изготовленных в гипсовых формах с восковой пропиткой
1. Общие знания
(1) Ослабление и разрушение драгоценных камней в восковой оправе
По сравнению с традиционными методами закрепки золота, процесс литья в восковую оправу позволяет значительно повысить эффективность производства и снизить себестоимость, благодаря чему он широко используется в ювелирном деле. Важным показателем качества восковой оправы является стабильность драгоценных камней; после отливки восковой оправы камни не должны расшатываться, обесцвечиваться или ломаться. Однако литье в восковую оправу - сложный процесс, поскольку драгоценные камни должны выдержать ряд температурных изменений, термических напряжений, вызванных тепловыми ударами, и усадку отливки. Механическое напряжение, возникающее в процессе усадки, создает такие риски, как расшатывание, растрескивание и обесцвечивание, особенно при закрепке нескольких драгоценных камней, что может легко привести к поломке, наносящей значительный экономический ущерб предприятиям. Кроме того, если драгоценный камень ломается, с ним трудно справиться: сломанный камень приходится извлекать, а затем восстанавливать на месте с помощью методов золотой оправы, что значительно влияет на стоимость и эффективность производства.
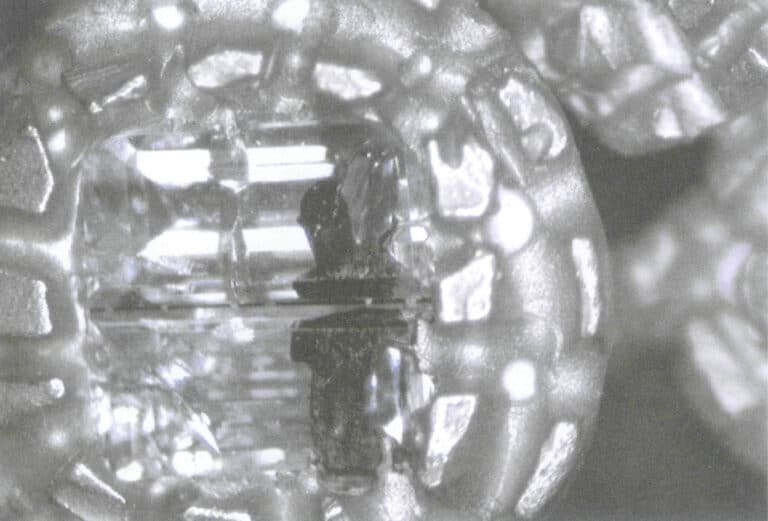
Драгоценные камни плохо переносят тепловой удар. Предположим, что отливка с восковой заливкой деформируется при высоких температурах. В этом случае при быстром охлаждении в драгоценных камнях может возникнуть значительное тепловое напряжение, что приведет к высокому риску поломки, особенно при использовании для литья драгоценных камней с внутренними трещинами в восковой оправе, как показано на рис. 8-17. Поэтому ювелирные отливки, изготовленные с помощью восковой закрепки, не подходят для очистки водяным взрывом; перед распалубкой форму необходимо медленно охладить до низкой температуры. Более подходящим методом очистки при распалубке является механическая экструзионная распалубка.
Чтобы добиться хорошего внешнего вида драгоценных камней, обычно не рекомендуется использовать крупные зубцы (клешни) или широкие, толстые грани для их закрепления в оправе. Вместо этого для оправы следует использовать более тонкие восковые штыри (когти) или тонкостенные, узкие восковые грани, которые после отливки заменяются металлом для закрепления драгоценных камней на месте. Такая конструкция обеспечивает относительно слабую поддержку драгоценных камней; при воздействии внешних сил, если сила превышает прочность металла, она может вызвать деформацию в месте металлической оправы, что приведет к смещению или расшатыванию драгоценных камней, как показано на рис. 8-18.
В процессе очистки отливок при использовании механической экструзионной распалубки, если сила экструзии непосредственно воздействует на металлическое дерево, некоторые части отливки на металлическом дереве могут деформироваться под воздействием формы, что приведет к расшатыванию драгоценных камней. Это особенно актуально, когда экструзионный стержень представляет собой сплошной цилиндр, так как он легко передает усилие экструзии на отливку, вызывая деформацию и поломку, что приводит к выпадению драгоценных камней. Поэтому экструзионный стержень должен быть выполнен в виде рассеивающей пластины, как показано на рис. 8-19, чтобы большая часть усилия экструзии действовала только на зону контакта, вызывая разрушение формы в этой зоне и не затрагивая отливки, расположенные дальше. Если экструзионная головка имеет тонкостенную цилиндрическую форму с внешним диаметром немного меньше внутреннего диаметра стальной колбы, то в процессе экструзии только стенка цилиндра вклинивается в форму, вызывая разрушение тонкого слоя формы, прилегающего к стенке цилиндра, и практически не оказывая влияния на окружающую форму, что значительно снижает воздействие экструзии на отливку.
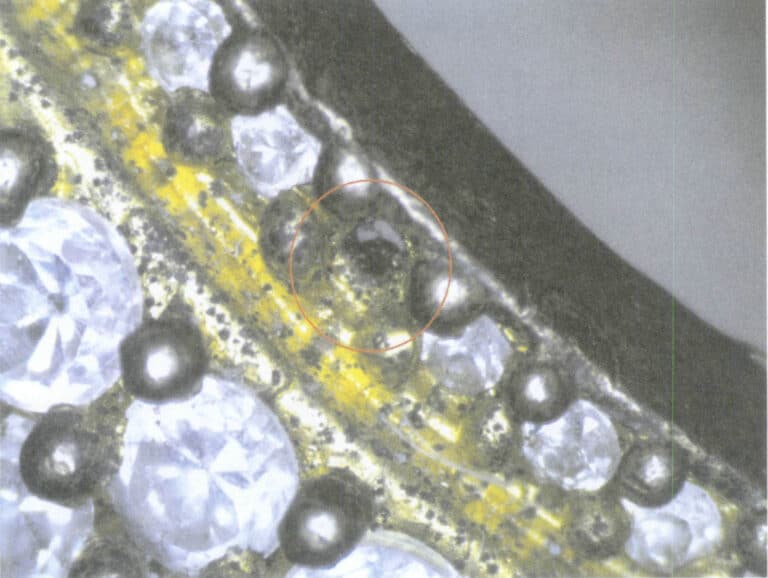
Рисунок 8-18 Драгоценные камни, выпавшие из ювелирных изделий, отлитых в восковой оправе

Рисунок 8-19 Структура головки, используемой при механическом экструзионном формовании
(2) Кислотная обработка отливок с восковой пропиткой
После промывки дерево для ювелирного литья обычно замачивают в плавиковой кислоте, чтобы удалить с поверхности отливки остатки порошка, оксидной пленки, включений и т. д. Однако в отливках с восковой оправой помимо металлического тела на отливку инкрустируются драгоценные камни. Поэтому необходимо определить, подходит ли погружение в кислоту, исходя из свойств драгоценных камней. Среди распространенных драгоценных камней кварц, обсидиан и другие камни на основе кремнезема, а также аквамарин, изумруд и топаз на основе силикатов могут подвергаться коррозии под действием плавиковой кислоты, поэтому они не подходят для вымачивания в плавиковой кислоте.
2. Выполнение задачи
В этом задании используется экструдер для литья и автоматический очиститель гипса для очистки металлического дерева для литья ювелирных изделий с драгоценными камнями в восковой оправе.
(1) Статическое литье
После отливки форму подвешивают на стойку, как показано на рис. 8-20, чтобы вся форма равномерно остывала до тех пор, пока температура формы не снизится примерно до 100℃.
(2) Механическое экструзионное формование
Переверните пресс-форму, зажав фланцевый край стальной чаши в устье экструзионной камеры и удерживая форму в вертикальном положении. Запустите экструдер и позвольте экструзионному стержню медленно опуститься, выдавливая металлическое дерево, как показано на рис. 8-21.
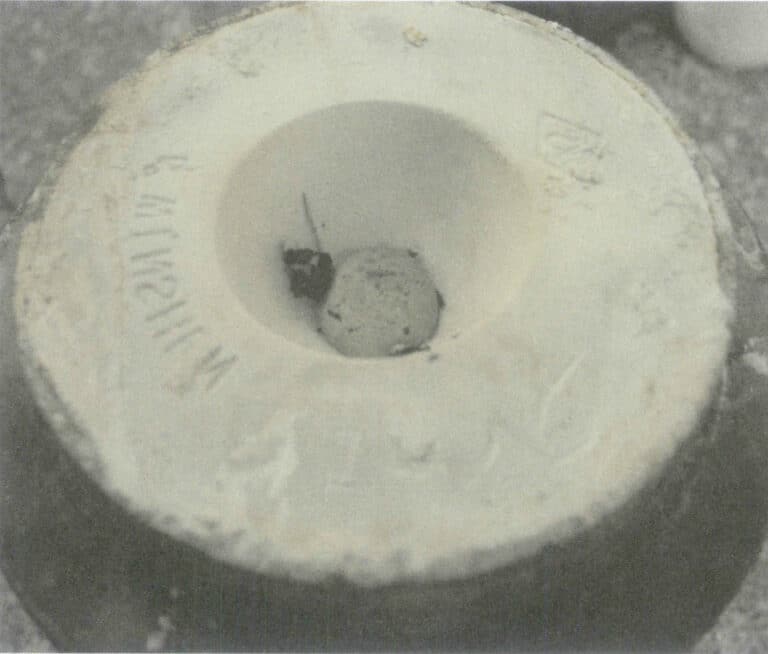
Рисунок 8-20 Охлаждение пресс-формы на месте
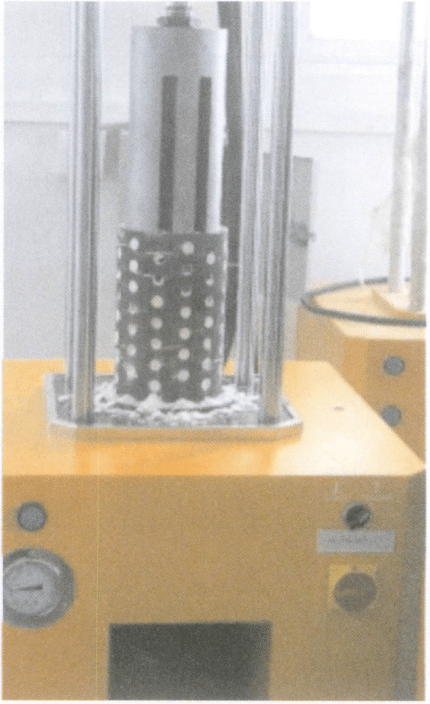
Рисунок 8-21 Экструзионная формовка стальной колбы
(3) Очистка под высоким давлением
Когда температура литейной формы вместе с обернутым металлическим деревом опускается ниже 50℃, поместите ее в автоматический очиститель гипсовых отливок и поставьте внутрь стальную колбу. Установите номинальное давление воды на 11 МПа, запустите очиститель и промойте металлическое дерево и стальную колбу. Стальная колба и металлическое дерево должны непрерывно вращаться во время процесса промывки, чтобы все части были очищены должным образом, как показано на рис. 8-22. Кроме того, на обратном патрубке очистителя следует установить фильтрующую сетку, чтобы предотвратить вымывание драгоценных камней и их попадание в отстойник, что увеличит сложность извлечения.
(4) Вырезание литника
После того как металлическое дерево очищено, его сушат, взвешивают и рассчитывают потери при плавке и литье. Затем выполняются операции резки и полировки остаточного литника. Метод операции такой же, как в главе 2 в разделе I справочного примера.
(5) Магнитная полировка
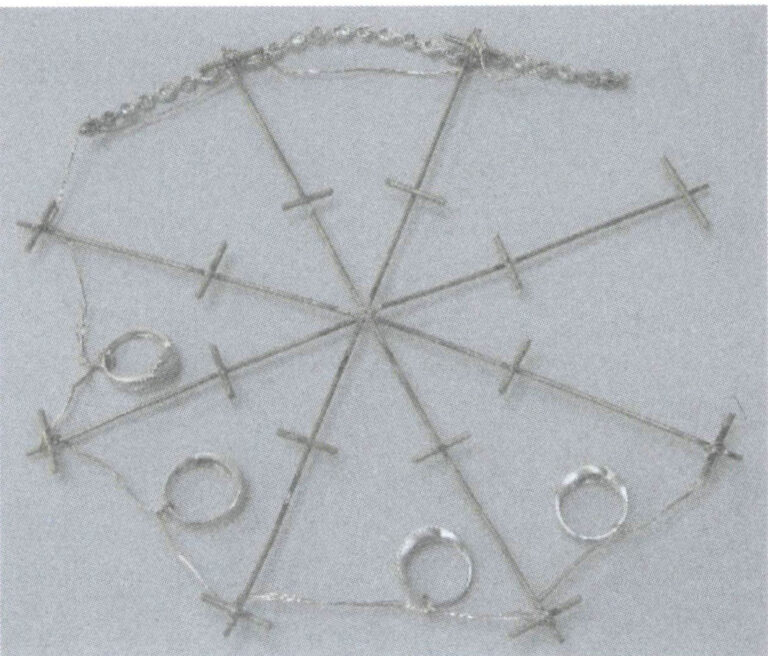
Магнитная полировка и очистка вырезанных металлических стержней и отливок с восковой заливкой выполняются отдельно. Первая процедура облегчает повторное использование металла, а вторая позволяет дополнительно очистить недостаточно промытые под высоким давлением участки, такие как установочное основание и ободок. Чтобы предотвратить столкновение и растрескивание отливок с восковой пропиткой в процессе магнитной очистки, можно изготовить специальное приспособление, как показано на рисунке, чтобы привязать отливки к приспособлению отдельно, предотвращая взаимные столкновения. Однако каждая отливка может гибко вращаться и менять направление, что не оказывает существенного влияния на эффект очистки.
Раздел III Очистка ювелирных отливок с использованием керамических форм на кислотной связке
1. Общие знания
(1) Очистка керамических форм с кислотным связующим с помощью водоструйной очистки
Для литья ювелирных изделий из материалов с высокой температурой плавления, таких как платина, палладий, нержавеющая сталь и кобальтовые сплавы, в настоящее время основным методом формовки являются керамические формы на кислотной связке. После высокотемпературного обжига суспензии литейного порошка на кислотной связке исходные модели сгорают и испаряются, влага полностью удаляется, а огнеупорные материалы формы уплотняются и керамизируются под действием связующего. По сравнению с гипсовыми формами, керамические формы на кислотном связующем обладают очень высокой высокотемпературной прочностью и сохраняют относительно высокую остаточную прочность после заливки металлической жидкости. Тем не менее, текучесть формы низкая, что препятствует усадке при затвердевании и усадке при охлаждении отливки, что приводит к увеличению внутренних напряжений в отливке и вызывает риск термического растрескивания, деформации и холодного растрескивания в отливке.
Остаточная прочность керамических форм высока, а их разрушаемость гораздо хуже, чем у гипсовых форм. Поэтому сложность распалубки и очистки металлических отливок значительно возрастает. Необходимо полностью изучить физические, химические и механические свойства металлических материалов и разработать соответствующие планы очистки отливок. Предположим, что из-за высокой твердости керамических форм для распалубки используются только механические методы выдавливания или вибрации. В этом случае их нелегко разбить, что затрудняет очистку, которая может легко привести к деформации и царапинам на поверхности отливок, а также к деформации стальной колбы. Исходя из того, что металлические отливки могут выдержать тепловой удар, приоритет должен быть отдан сочетанию процесса очистки с водяным взрывом, использующим взрывную силу пара при высоких температурах для разрыва формы и облегчения очистки водой под высоким давлением. Чем выше температура воды при очистке водяным взрывом, тем сильнее взрывной эффект, но и воздействие теплового удара на отливки также будет выше. Поэтому для определения плана процесса очистки водяным взрывом необходимо тесно сочетать свойства ювелирных металлических материалов и структурные характеристики изделий.
Платиновые ювелирные материалы с высокой пластичностью и пластичностью, такие как Pt950Ir50 и Pt950Pd50, не чувствительны к тепловому удару. Для пресс-форм из таких материалов можно использовать метод очистки высокотемпературным водяным взрывом. Даже если форму закалить в воде в течение нескольких секунд после заливки, отливки, как правило, не будут иметь проблем с растрескиванием. Однако для платиновых сплавов Pt900 и Pt850 с низкой чистотой и некоторых сплавов Pt950, чувствительных к тепловому удару, необходимо соответствующим образом снизить температуру воды для закалки формы.
Недрагоценные ювелирные материалы, такие как нержавеющая сталь и кобальтовые сплавы, обычно обладают худшей теплопроводностью, чем драгоценные металлы. В процессе охлаждения отливок происходят фазовые изменения, снижается пластичность и пластичность. Поэтому для определения подходящей температуры закалки формы необходимо всесторонне учитывать термические, фазовые изменения и механическую прочность.
(2) Вырезание литника
Из-за высокой вязкости расплавленного металла в процессе литья платиновых украшений, который сохраняет жидкое состояние в течение короткого времени и обладает плохой текучестью, литник для платиновых украшений обычно устанавливается толще, чем для золотых и серебряных украшений, чтобы улучшить заполнение и усадку расплавленного металла. Поэтому сложность резки литника для отливок из платины возрастает, что облегчает деформацию отливок. При обрезке литника необходимо выбрать подходящий метод обрезки в зависимости от диаметра литника, чтобы предотвратить деформацию отливок. При необходимости резку следует совмещать с пилой или небольшими ломтиками.
(3) Магнитная полировка
Магнитная полировка является эффективным средством очистки отливок, но различные типы металлических материалов имеют разную прочность и твердость, что приводит к различным требованиям к процессу магнитной полировки. Обычная высокопробная платина, такая как Pt990 и Pt950, имеет низкую твердость; если чистить ее на слишком высоких скоростях, можно легко получить царапины и повышенную шероховатость поверхности. Когда платиновые украшения смешиваются с золотыми украшениями K для магнитной полировки, на поверхности могут появиться следы и царапины.
2. Выполнение задачи
Эта задача включает в себя очистку керамических форм с кислотным связующим и вакуумное центробежное литье ювелирных отливок из Pt950.
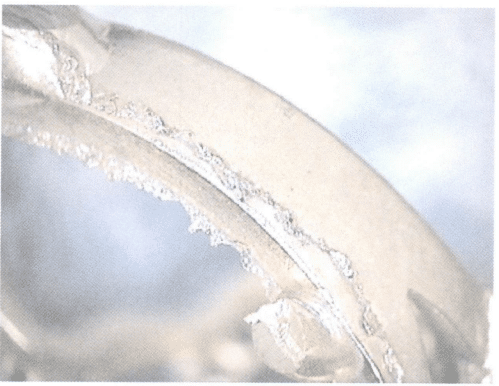
(1) Очистка от водяного взрыва
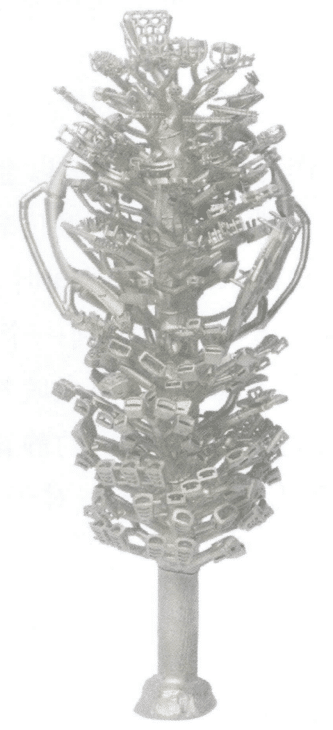
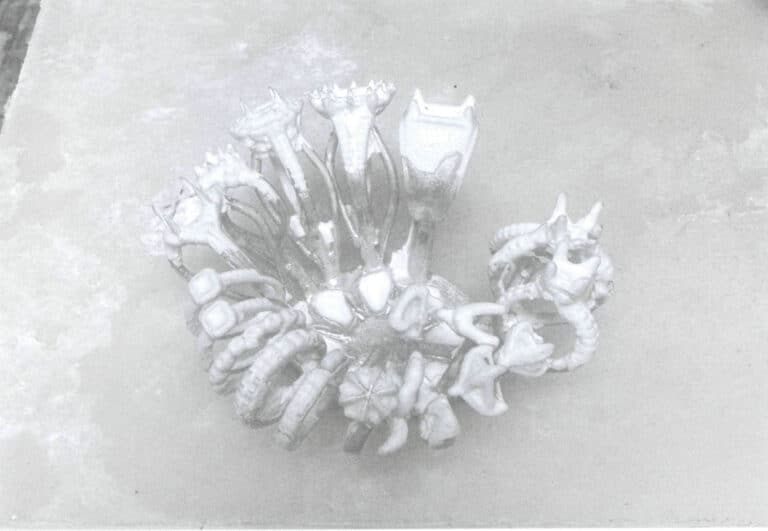
При использовании вакуумного центробежного литья для ювелирных изделий Pt950 стальная колба имеет цилиндрическую форму без отверстий в стенке. Температура литья в форму составляет 900℃, а температура расплавленного металла - 1880℃. После заливки подождите, пока оборудование перестанет работать, используйте щипцы, чтобы удалить форму, и закалите в воде для очистки бассейна от водяного взрыва, в результате чего металлическое дерево, завернутое в материал формы, с остатками материала формы, образующими взаимосвязанные сети трещин, как показано на рисунке 8-24.
(2) Очистка под высоким давлением
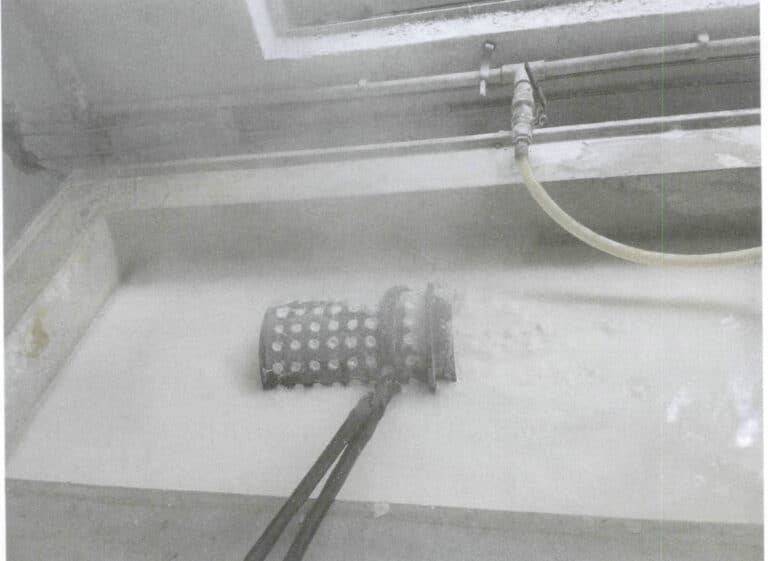
Используйте очиститель гипсовых форм высокого давления, чтобы очистить форму, обернутую вокруг металлического дерева, и формы, заложенные в углублениях, швах и других местах отливки. Поскольку остатки керамической формы нелегко удалить, полагаясь только на струйную промывку, невозможно тщательно очистить некоторые скрытые формы. Поэтому иногда необходимо использовать небольшие инструменты, такие как стальные стержни и машинные боры, для вспомогательной очистки, как показано на рис. 8-25, и продолжить промывку.

(3) Погружение в кислоту
Благодаря высокой остаточной прочности керамической формы, скрепленной кислотой, и ее плотной структуре, а также потому, что сплав Pt950 обладает превосходной коррозионной стойкостью, можно использовать высококонцентрированную плавиковую кислоту, обычно устанавливая ее концентрацию на уровне 55% при времени погружения около 1 часа, что позволяет достичь хороших результатов очистки погружением.
(4) Разрезание ватерлинии
Режущие клещи обычно можно использовать для отливок с диаметром литника менее 3,5 мм. Однако когда диаметр литника достигает 4 мм и более, возникает риск деформации при использовании отрезных клещей. Рекомендуется сначала использовать пневматические обжимные клещи для резки вблизи сердцевины дерева, а затем использовать пилу для резки вблизи поверхности отливки, как показано на рис. 8-26.

(5) Полировка остатков литника
Как уже упоминалось ранее, для удаления остатков литника будет использоваться полировальная машина.
(6) Магнитная полировка
Поместите отливку в магнитный тумблер, установите скорость и направление 800~900 об/мин, меняйте каждые 5 минут, общее время полировки 20~30 мин.
Раздел IV Проверка качества ювелирного литья
1. Общие знания
Ювелирное литье - сложный процесс, включающий множество процедур, на качество которого влияет множество факторов, что делает его подверженным различным проблемам.
(1) Инструменты и оборудование для проверки внешнего вида
При проверке качества внешнего вида ювелирных изделий необходимо проверять качество деталей, а человеческий глаз обладает ограниченной способностью различать детали объективных предметов, как правило, он способен различить наименьшую длину в пределах 0,15~0,30 мм. Поэтому необходимо использовать лупы, микроскопы и другие инструменты для наблюдения.
Лупа - это простой визуальный оптический прибор, используемый для наблюдения деталей предметов, состоящий из сходящейся линзы с фокусным расстоянием, значительно меньшим, чем ближняя точка глаза. Принцип увеличения заключается в том, что размер изображения, формируемого на сетчатке человеческого глаза, пропорционален углу, под которым объект находится к глазу (угол зрения). Чем больше угол зрения, тем крупнее изображение и тем больше деталей объекта можно различить. При использовании лупы одна рука держит лупу близко к глазу. Другой рукой, напротив, указательным и большим пальцами придерживают украшение и приближают его к лупе до тех пор, пока не будет видна нужная часть украшения. Приближение предмета может увеличить угол обзора, но способность глаза к фокусировке ограничивает его. Наиболее часто используемое в ювелирной промышленности увеличительное стекло имеет 10-кратное увеличение, как показано на рис. 8-27, и состоит из 3 линз. Квалифицированное увеличительное стекло должно обладать высокой четкостью и устранять сферическую и хроматическую аберрации, которые влияют на наблюдение драгоценных камней.

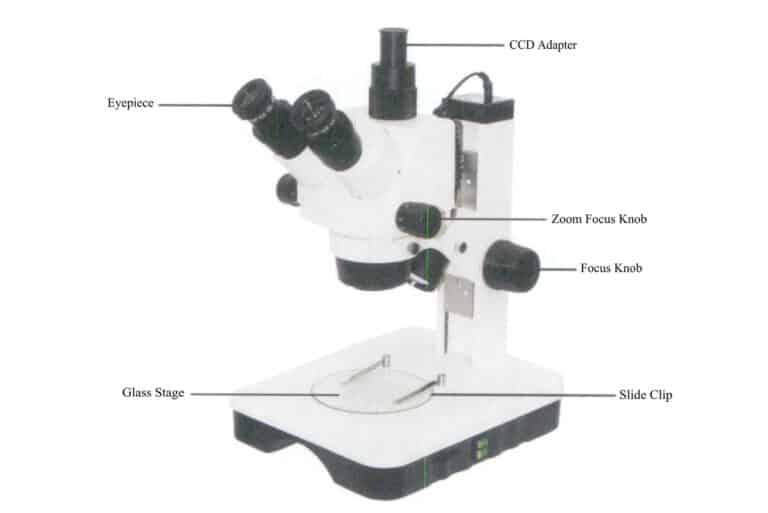
Стереомикроскоп обладает следующими характеристиками: ① большой диаметр поля и большая глубина фокуса, что облегчает наблюдение всех слоев исследуемого объекта; ② хотя увеличение не такое большое, как у обычных микроскопов, его рабочее расстояние очень велико; ③ благодаря призме под окуляром, инвертирующей изображение, изображение получается вертикальным, что облегчает работу с ним.
Типичные технические параметры стереомикроскопа для проверки ювелирных изделий следующие: увеличение окуляра 10 крат, диаметр поля 20 мм; объектив использует вращающийся барабан для непрерывного увеличения, с диапазоном 0,7~4,5 крат; общее увеличение 7~45 крат; коэффициент увеличения 6,5:1.
(2) Дефекты пористости
Дефекты пористости - это отверстия, образованные посторонними газами или газами, выпадающими из расплавленного металла, которые задерживаются внутри металла. Их характеристики включают круглые или неправильные отверстия с гладкими внутренними стенками, как показано на рис. 8-29. Цвет металлический или окисленный, и их трудно отличить, когда они сосуществуют со шлаковыми или усадочными отверстиями. Пористость может влиять на качество поверхности отливок, затрудняя получение гладкой и блестящей полированной поверхности. Наличие пор уменьшает эффективное поперечное сечение заготовки, что может оказывать определенное влияние на механические свойства заготовки; степень влияния зависит от размера и формы пор. В соответствии с различными механизмами образования поры можно разделить на реактивные, осадочные и захваченные.
Реактивные поры образуются в результате химической реакции между расплавленным металлом и внутренними или внешними факторами с образованием газа. Их можно разделить на эндогенные и экзогенные. Эндогенные реактивные поры образуются при застывании расплавленного металла, когда химические элементы самого металла реагируют с соединениями, растворенными в расплавленном металле, или между соединениями, образуя газ. Экзогенные реактивные поры образуются в результате химической реакции между расплавленным металлом и внешними факторами, такими как формы, шлак и оксидные пленки, что приводит к образованию газа. По своим характеристикам экзогенные реактивные поры можно разделить на подкожные, поверхностные и внутренние.
Осадочные поры - это поры, образующиеся в результате осаждения газа, растворенного в расплавленном металле. Растворимость газа высока в высокотемпературном жидком состоянии, а с понижением температуры растворимость также уменьшается. Когда металл переходит из жидкого состояния в твердое, растворимость газа резко снижается, и газ, который не может быть растворен, выпадает в осадок. Если выпавший в осадок газ не успевает выйти и задерживается застывающими дендритами, он образует осадочные поры.
Захваченные поры образуются в результате захвата газа в процессе заливки, когда газ не успевает выйти в процессе затвердевания и остается внутри отливки. Их характерной особенностью является то, что они распределены неравномерно, часто появляются в виде изолированных распределений, а некоторые поры могут быть относительно большими.
(3) Дефекты усадки
Явление уменьшения объема в результате снижения температуры в процессе охлаждения литейных сплавов в жидком, затвердевшем и твердом состояниях называется усадкой литейных сплавов. Усадка является основной причиной возникновения многих дефектов в отливках, таких как усадочные полости, усадочная пористость, напряжения, деформации и трещины. Она является одним из важных литейных свойств литейных сплавов. Она существенно влияет на качество отливок (например, на достижение требуемой геометрической формы и размеров и получение плотных, высококачественных отливок).
Изменение объема при переходе литейного сплава из жидкого состояния в комнатную температуру называется объемной усадкой. Усадка сплава в твердом состоянии может быть выражена не только в виде изменения объема, но и в виде изменения длины, что называется линейной усадкой. В процессе усадки сплав проходит три стадии: стадию усадки в жидкости, стадию усадки при затвердевании и стадию усадки в твердом состоянии.
Жидкая усадка: Означает усадку, которая происходит при охлаждении жидкого сплава от температуры заливки до температуры ликвидус, при которой начинается затвердевание, и проявляется в виде снижения уровня жидкости в полости формы.
Усадка при затвердевании: Для сплавов с определенным температурным диапазоном усадка, возникающая при переходе из жидкого состояния в твердое, называется усадкой при затвердевании, обусловленной состоянием затвердевания сплава. Усадка при затвердевании таких сплавов в основном включает в себя снижение температуры (связанное с температурным диапазоном кристаллизации сплава) и изменение состояния (изменение объема при изменении состояния).
Усадка в твердом состоянии: Относится к усадке, которая происходит при охлаждении литейных сплавов от температуры солидуса до комнатной температуры. В реальном производстве усадка при затвердевании часто проявляется в виде уменьшения размеров отливки, поэтому для ее представления обычно используется линейная усадка. Линейная усадка литейных сплавов не только непосредственно влияет на точность размеров отливок, но и является основной причиной возникновения напряжений, трещин и деформаций в отливках.
Величина усадки отливки зависит не только от свойств используемого сплава, но и от особенностей процесса литья, структурной формы отливки и количества растворенного газа в процессе плавления сплава. Жидкостная и застывающая усадка являются основными причинами возникновения усадочных полостей и пористости в отливках.
В процессе охлаждения и затвердевания отливки из-за усадки сплава в жидком состоянии и усадки при затвердевании в местах, где отливка затвердевает последней, часто появляются отверстия. Крупные и концентрированные отверстия называются усадочными полостями, а мелкие и рассеянные отверстия - усадочной пористостью, как показано на рис. 8-30. Форма усадочных полостей и пористости неравномерная, с шероховатой поверхностью, видны развитые дендритные кончики. Таким образом, их можно четко отличить от газовых отверстий. Предположим, что в отливке имеются усадочные полости или пористость. В этом случае они уменьшают эффективную площадь опоры отливки, вызывают концентрацию напряжений, значительно снижают механические свойства отливки, а также ухудшают физико-химические свойства отливки, повреждая плотность поверхности и полировочные характеристики.

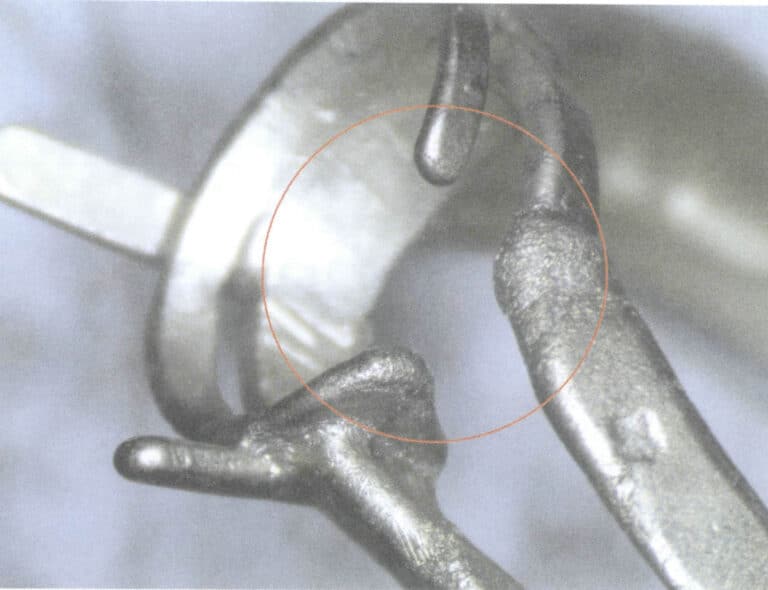
(4) Дефекты текучести
При плохом заполнении формы расплавленным металлом возможно возникновение таких дефектов, как неполное заполнение и холодная выдержка. Неполное заполнение - это когда расплавленный металл не может полностью заполнить полость формы, что приводит к неполной отливке, как показано на рис. 8-31. Характерными признаками являются гладкие отверстия с округлыми краями на стенках отливки, или один или несколько концов отливки не заполнены расплавленным металлом. Холодный затвор - значительный дефект в отливке, связанный с тем, что два участка металла не могут полностью сплавиться. Внешне он часто проявляется в виде полос, похожих на трещины, но по сравнению с трещинами их края более гладкие, а поверхность вокруг полос слегка морщинистая.
(5) Дефекты шероховатости поверхности
Шероховатость поверхности - это неровная и негладкая поверхность литейных заготовок, на которой могут быть такие дефекты, как заусенцы и песчаные ямки, как показано на рис. 8-32. Заусенец - это неравномерный тонкий слой материала, прилипший к краю отливки, также известный как "вспышка". Дефекты шероховатости поверхности, которые появляются на ювелирных отливках, тесно связаны с качеством исходной модели, качеством восковой формы, качеством литейной формы и процессом литья. Если прочность формы низкая и частицы литейного порошка отслаиваются, образуется шероховатая поверхность; если форма трескается, это приводит к появлению заусенцев на отливке; если отслаивающиеся частицы литейного порошка или инородные включения не удаляются своевременно из полости, они задерживаются в определенных местах полости, что приводит к появлению дефектов в виде песчаных отверстий. Поскольку эти вещества легче расплавленного металла, если время и условия позволяют, они всплывают на поверхность отливки, поэтому песчаные отверстия часто появляются на поверхности отливки или рядом с ней.

2. Выполнение задачи
Таблица 8-8 Дефекты и возможные причины дефектов проб ювелирного литья
| Дефект литья | Легенда о дефектах | Возможные причины |
|---|---|---|
| Появление вспышек, заусенцев |
|
① неправильная пропорция порошка для литья и воды, воды слишком много ② открытый литейный порошок в статической форме был смешан ③ печь для выжигания слишком быстро повышает температуру ④ литье в печь перед размещением слишком долго, полость внутри сухих трещин |
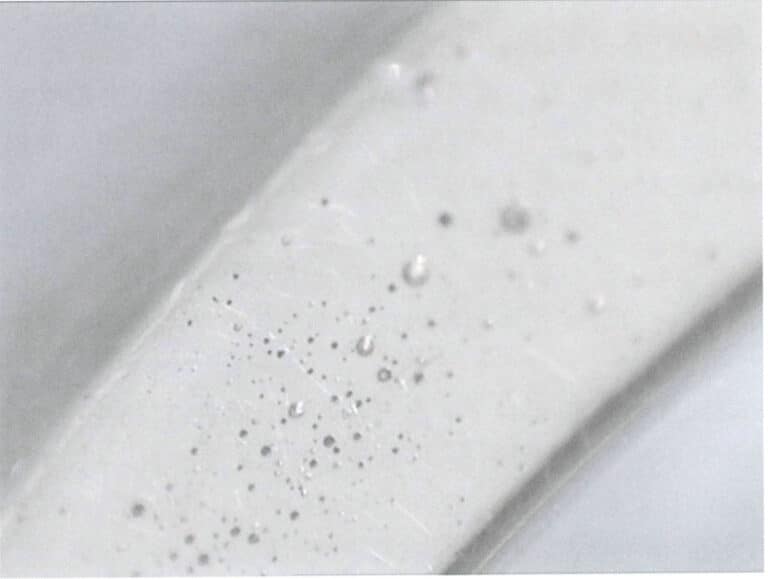
| Золотые бусины на поверхности |

|
① неправильное соотношение воды и порошка, воды слишком мало ② смешивания порошка операция рабочее время слишком долго ③ работа пылесоса не является нормальной |
| Шероховатость поверхности |

|
① шероховатая поверхность отливок ②Некачественный или некачественный литейный порошок ③ Слишком быстрая температура выгорания |
| Дефектное литье |

|
① рациональная установка литника или посадка дерева в восковой модели ② низкая температура металла при литье ③ Низкая температура отливки при заливке ④Недостаточное количество металла для отливки |
| Появление пористости |

|
① высокая температура металла отливки ② литейная форма не полностью прогорела ③ Слишком высокая доля повторно используемого материала в отливке ④ сильное поглощение газа во время плавки |
| Появление усадочной полости |

|
① температура заливки жидкого металла слишком высока ② слишком высокая температура литейной формы ③ неправильное расположение или размер литника ④ недостаточное давление при заливке |