Что делает керамические украшения уникальными: Материалы, дизайн и мастерство
Откройте для себя очарование керамических украшений: Инновационный дизайн и техника
Керамические украшения - это декоративные изделия из различных керамических материалов или в сочетании с металлами и другими материалами, украшающие тело человека и связанное с ним окружение (в том числе ювелирные изделия, орнаменты и т.д.).
Керамика, как уникальное художественное средство, имеет свои материальные характеристики и исторические культурные коннотации. С точки зрения материала, керамика обладает нежной текстурой, разнообразными глазурями, богатыми фактурами и элементом случайности в производстве. Это придает керамическому искусству очарование, которое невозможно достичь с помощью других материалов. В то же время керамические материалы обладают превосходными свойствами, такими как высокая твердость, износостойкость, кислотостойкость, щелочестойкость, морозостойкость и теплостойкость, что делает их непревзойденными в современном декоре. Благодаря современному материаловедению и технологиям нанокерамика может изменить фатальную слабость керамики - хрупкость, превратив ее в новый материал для ювелирных изделий, обладающий высокой прочностью и жесткостью, предоставляя больше возможностей для дизайна украшений.
Керамические украшения - это новый вид аксессуаров, отличающихся новизной и неповторимым стилем. Они могут выделяться необычными формами, отличаться цветом глазури или демонстрировать новые формы в декоре, создавая художественный образ, богатый смыслом и элегантностью.

Точное керамическое кольцо Chanel 18K с бриллиантами
Оглавление
Раздел I Введение в керамические материалы
1. Концепция керамики
Керамика - это общий термин, обозначающий тип материала и его незаменимые в жизни и производстве изделия. Она прошла тысячелетний путь развития в истории человечества. Традиционно под керамикой понимают различные изделия, изготовленные из глины как основного сырья, смешанного с другим природным минеральным сырьем путем дробления и смешивания → формования → спекания. К традиционной керамике относятся керамические изделия повседневного использования, архитектурная керамика и электротехнический фарфор. Поскольку основным сырьем для нее являются силикатные минералы (такие как глина, полевой шпат, кварц и т.д.), полученные из природы, ее можно отнести к силикатным материалам и изделиям. Традиционная керамическая промышленность может быть отнесена к категории "силикатная промышленность" наряду со стеклом, цементом, эмалью и огнеупорными материалами.
С развитием современной науки и техники возникает необходимость в полном использовании физико-химических свойств керамических материалов. В прошлом веке появилось множество новых видов керамики, таких как оксидная, пьезоэлектрическая, а также различные высокотемпературные и функциональные керамики. Хотя процесс их производства по-прежнему основан на традиционных методах обработки сырья→формование→спекание, в качестве сырья уже не используются традиционные керамические материалы, такие как глина, или используются очень мало. Он расширился до химического сырья и синтетических минералов, даже несиликатного и неоксидного сырья, а диапазон состава также расширился до объема неорганических неметаллических материалов, и появилось множество новых процессов. Поэтому широкое понятие керамики является общим термином для неорганических неметаллических твердых материалов и изделий, изготовленных с использованием методов керамического производства, а термин керамика, используемый на международном уровне, не имеет единой границы в разных странах.
2. Классификация керамики
Существует множество видов керамики и различных методов классификации. Исходя из их концепции и использования, керамику можно разделить на две основные категории: обычная керамика и специальная керамика.
Обычная керамика относится к традиционной керамике в рамках концепции керамики. Эта категория керамических изделий является наиболее распространенной и широко используется в повседневной жизни и производстве. В зависимости от области применения их можно разделить на керамику повседневного использования (включая художественную выставочную керамику), архитектурную санитарную керамику, химическую керамику, фарфор, электротехническую керамику и другую промышленную керамику. Керамика повседневного использования - самая старая и наиболее распространенная традиционная керамика среди различных керамических изделий. Эти керамические изделия обладают широчайшей практичностью и эстетической привлекательностью, а также являются результатом органичного сочетания керамической науки и техники с декоративно-прикладным искусством. Декоративная керамика также относится к этой категории изделий. Декоративную керамику можно определить как изделия, изготовленные из минералов силиката алюминия или некоторых оксидов в качестве основного сырья, оформленные в соответствии с определенными стилями и изготовленные с помощью определенных химических процессов при высоких температурах и в определенной атмосфере (окисление, карбонизация, нитридирование и т.д.) для достижения желаемой формы, с поверхностью, покрытой различными эстетически привлекательными глазурями или специфическими украшениями. Некоторые виды фарфора также обладают различной степенью прозрачности. Тело включает в себя один или несколько кристаллов, аморфных связующих, пор или микроструктур относительно клинкерной оболочки.
Специальная керамика относится к керамическим материалам и изделиям, входящим в широкое понятие керамики, выходящее за рамки обычной керамики. Специальная керамика - это керамические изделия, необходимые для различных современных отраслей промышленности и передовых научных технологий, а сырье и производственные процессы значительно отличаются и более совершенны, чем у обычной керамики. По своим характеристикам специальная керамика обладает различными специальными свойствами и функциями, такими как высокая прочность, высокая твердость, коррозионная стойкость, электропроводность, изоляция, специальные функции в магнетизме, электричестве, оптике, акустике и биоинженерии, что позволяет широко применять ее в высокотемпературных, механических, электронных, аэрокосмических и медицинских областях техники. По составу традиционная керамика определяется компонентами глины, поэтому керамика из разных регионов и печей имеет разную текстуру. Поскольку сырьем для специальной керамики служат чистые соединения, их состав определяется искусственными соотношениями, а качество свойств определяется чистотой сырья и технологических процессов, а не местом происхождения. Что касается процессов подготовки, то ограничения традиционной керамики, для производства которой в основном использовались печи, были преодолены благодаря широкому распространению таких методов, как вакуумное спекание, спекание в защитной атмосфере, горячее прессование и горячее изостатическое прессование. Что касается сырья, то ограничения традиционной керамики, в которой в качестве основного сырья используется глина, были превзойдены; в специальной керамике в качестве основного сырья обычно используются оксиды, нитриды, силициды, бориды, карбиды и другие материалы.
3. Состав керамических материалов
Керамические материалы относятся к неорганическим неметаллическим материалам, в основном это оксиды, содержащие кремний и другие элементы. Их сырьевой состав в основном состоит из четырех частей: сырья для керамического тела, сырья для глазури, красителей для декорирования и сырьевых добавок.
(1) Сырье для изготовления керамического корпуса
Как правило, это природное минеральное сырье, которое по своим физико-химическим свойствам можно разделить на глинистое, кремнистое, кальциево-магниевое и другие виды фарфорового песка.
Глиняное сырье в рецептурах керамического производства обусловлено его пластичностью. В сочетании с сырьем на основе фарфорового песка они укрепляют изделия, обеспечивая их сохранность при транспортировке и декорировании на производственной линии. На их долю приходится почти 10%~40% всего состава. Сырье на основе фарфорового песка в основном поступает из шахт и является основным компонентом керамического сырья, в целом составляя почти 50%~90%. Виды и типичные минералы: при соединении глины и фарфорового песка, измельчении до определенной тонкости и обжиге при соответствующей температуре образуются керамические тела с различными показателями водопоглощения, усадки и различными физическими и химическими свойствами.
(2) Сырье для глазури
Большинство из них представляют собой стандартизированное сырье, полученное путем глубокой переработки и полного синтеза некоторых природных минералов и химического сырья, например, кварца, каолина, глинозема, диоксида марганца и оксида железа. Синтетические фритты также появились с появлением низкотемпературной технологии быстрого обжига в современной керамике. Их различные сочетания позволяют создавать глазури с различной текстурой и чрезвычайно насыщенными эффектами, использовать их для покрытия поверхности керамического тела, что приводит к появлению множества художественных декоративных эффектов.
(3) Пигменты
Пигмент - это красящее вещество для глазури, которое обычно добавляется непосредственно в материал корпуса и глазурь во время использования. Обычные красители в керамике включают оксид железа, оксид меди, оксид кобальта, оксид марганца и диоксид титана, которые дают красный, зеленый, синий, фиолетовый и желтый цвета.
(4) Добавка
Некоторые добавки, используемые в керамическом производстве, можно назвать "солью и мононатриевым глутаматом" керамической промышленности, поскольку они могут значительно улучшить многие свойства при производстве глазурных материалов для керамических тел. Например, использование небольшого количества триполифосфата натрия в условиях низкой влажности может помочь суспензии достичь хорошего разжижения. Добавки можно систематически классифицировать в зависимости от их функций на дефлокулянты, смачиватели, консерванты и т. д.
4. Свойства керамических материалов
Свойства керамических материалов включают в себя физические свойства, химические свойства, механические свойства, тепловые свойства, электрические свойства, магнитные свойства, оптические свойства и другие. Этот раздел посвящен анализу и объяснению общих эксплуатационных характеристик керамических материалов.
(1) Физические свойства
① Тепловые свойства. Тепловые свойства керамических материалов включают в себя такие аспекты, как температура плавления, теплоемкость, тепловое расширение и теплопроводность.
Температура плавления керамических материалов, как правило, выше, чем у металлов, а температура некоторых из них достигает более 3000℃. Они обладают более высокой высокотемпературной прочностью по сравнению с металлами, что делает их широко используемыми высокотемпературными материалами в технике.
Коэффициент линейного расширения керамики относительно мал и гораздо ниже, чем у металлов; ее теплопроводность зависит в основном от тепловых колебаний атомов. Теплопроводность различных керамических материалов различна; некоторые из них являются хорошими изоляционными материалами, в то время как другие - хорошими теплопроводными материалами, например, керамика из нитрида бора и карбида кремния.
Термическая стабильность - это способность материала противостоять разрушению при резких изменениях температуры. Материалы с большим коэффициентом теплового расширения, плохой теплопроводностью и низкой прочностью обладают низкой термостойкостью. Большинство керамических материалов имеют плохую теплопроводность и низкую прочность, поэтому обладают низкой термостойкостью. Однако некоторые виды керамики, например карбид кремния, обладают высокой термической стабильностью.
② Проводимость. Большинство керамик обладают хорошими изоляционными свойствами, но некоторые, например, пьезоэлектрические и сверхпроводящие, обладают определенной проводимостью.
③ Оптические свойства. Керамика обычно непрозрачна, но с развитием технологий были разработаны новые виды керамики, например, материалы для твердотельных лазерных устройств, материалы для оптических волокон и оптических накопителей.
(2) Химические свойства
Структура керамики очень стабильна, и в обычных условиях она вряд ли вступит в реакцию с кислородом в среде. Она не окисляется при комнатной температуре; даже при температуре выше 1000℃ она не окисляетсяидиз. Он также обладает сильной устойчивостью к коррозии под воздействием кислот, щелочей и солей и может противостоять эрозии расплавленных металлов (таких как алюминий, медь и т.д.).
(3) Механические свойства
Модуль упругости керамики обычно высок, поэтому ее очень трудно деформировать. Некоторые современные виды керамики обладают хорошей упругостью и могут быть использованы в качестве керамических пружин. Керамика обладает очень высокой твердостью, причем твердость большинства керамик значительно превышает твердость металлов. Керамика обладает хорошей износостойкостью, что делает ее хорошим материалом для изготовления различных легко повреждаемых деталей с особыми требованиями. Прочность керамики на растяжение невысока, но прочность на изгиб относительно высока, а прочность на сжатие еще выше, обычно на порядок выше прочности на растяжение.
Керамические материалы обладают высокой твердостью и высоким модулем упругости благодаря структуре их внутренних ионных кристаллов. Керамические материалы в основном представляют собой ионные кристаллы, образованные ионными связями; ковалентные связи также образуют ковалентные кристаллы. В этих кристаллических структурах энергия связи высока, а комбинация положительных и отрицательных ионов сильна, что позволяет сопротивляться упругой деформации под действием внешних сил и проявлять сильную способность к царапанию и вдавливанию, тем самым демонстрируя характеристики высокого модуля упругости и твердости. Кроме того, этот тип кристаллической структуры имеет очевидную направленность, поэтому систем скольжения в поликристаллической керамике очень мало, и они с трудом вызывают пластическую деформацию под действием внешних сил, что часто приводит к хрупкому разрушению, которое является фатальным недостатком керамики как инженерного материала. Из-за хрупкости керамики ее ударопрочность очень низкая, а усталостная прочность также оставляет желать лучшего.
С развитием материаловедения и технологии в последние годы изучаются прецизионные керамические материалы со сверхпластичностью, которые могут достигать деформации около 300% до разрушения. Как показано на рисунке 7-1, керамическая пластина длиной 3 м, шириной 1 м и толщиной всего 3 мм может быть согнута вдоль направления длины. К распространенным прецизионным керамическим материалам относятся глинозем и диоксид циркония; их свойства приведены в таблице 7-1.
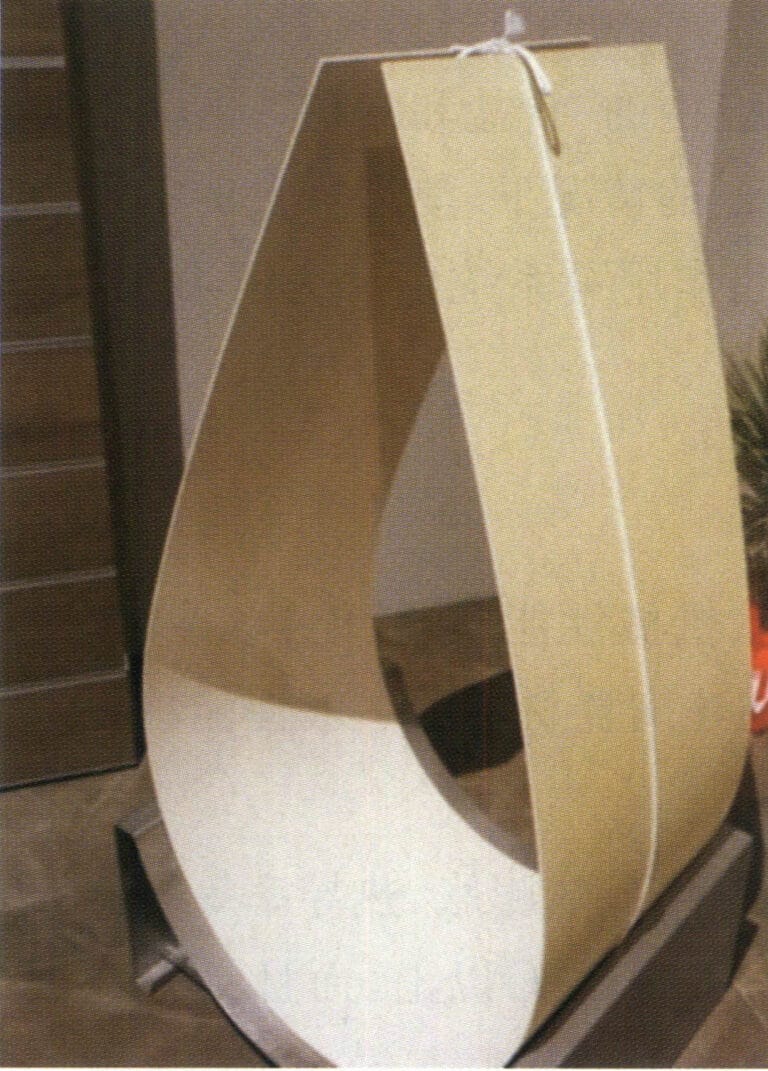
Таблица 7-1 Характеристики прецизионной керамики
| Физические свойства | Глиноземистая керамика | Циркониевая керамика |
|---|---|---|
| Качественная фракция/% | Оксид алюминия>99. 8% | Цирконий>97% |
| Плотность /(г - см-3) | 3.93 | 6.05 |
| Твердость HV | 2300 | 1300 |
| Прочность на сжатие /МПа | 4500 | 2000 |
| Прочность на изгиб /МПа | 595 | 1000 |
| Модуль Юнга/ГПа | 400 | 150 |
| Вязкость разрушения K/(МПа - m½) | 5〜6 | 15 |
Раздел II Керамические украшения
1. Обзор развития керамических украшений
Знаменитый французский художник по фарфору Бернардо предложил концепцию "керамических украшений". Столкнувшись с трудностями в своей керамической мастерской и снижением продаж фарфора, он предложил расширить разнообразие фарфоровых изделий за счет создания керамических украшений. Первыми керамическими украшениями стали керамические кольца, выполненные просто и элегантно. После появления во Франции они произвели фурор и полюбились покупателям.
Профессор Клаус Дембровски из Германии - первый в мире дизайнер керамических украшений. С 1972 года он занимается исследованиями и дизайном керамических украшений в институте, где преподает, а его работы завоевали множество национальных и международных наград. Среди других известных дизайнеров керамических украшений из Германии - Пьер Карден и Барбара Готтхофф.
История керамических украшений насчитывает несколько десятилетий с момента их появления. В течение этого времени в европейских странах наблюдалось значительное появление керамических украшений, с разной степенью развития в таких странах, как Франция и Германия; в азиатских странах, таких как Южная Корея и Япония, также появилось много новых стилей керамических украшений, элегантных и милых, которые очень популярны среди потребителей, что делает их отличным выбором для подарков.
С появлением высокопрочных циркониевых прецизионных керамических материалов использование керамики в ювелирном дизайне стало одним из самых горячих трендов последних лет. Многие ювелирные бренды выпустили керамические украшения, среди которых наиболее показательными являются черно-белые керамические обручальные кольца в коллекции Ultra от Chanel; итальянская компания Damiani также сочетает белую и черную керамику с золотом и бриллиантами, создавая новую модную тенденцию; кроме того, браслеты и кольца из черно-белой керамики с бриллиантами от Cartier, а также кольцо из розового золота с тремя кольцами из черно-белой керамики от Bulgari также являются лидерами новой тенденции в области керамических украшений. Крупнейшие бренды создают элитные украшения, смешивая уникальную креативную высокоточную керамику с другими металлическими порошками, которые по качеству не уступают драгоценным металлам, а их оригинальный дизайн способен привнести в традиционные украшения более современную и авангардную атмосферу.
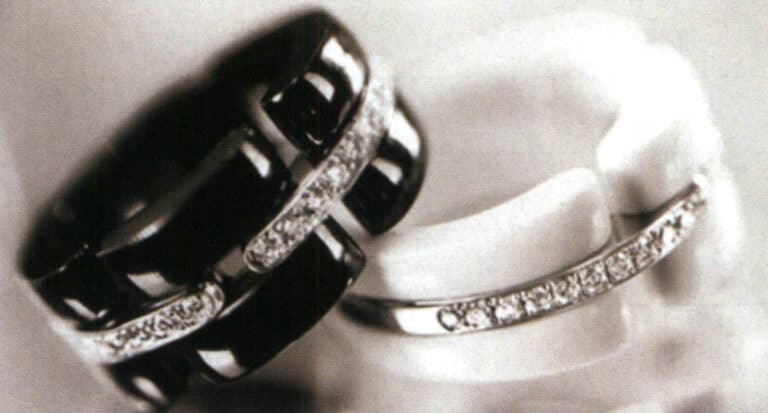
Рисунок 7-2 Кольцо из прецизионной керамики Chanel 18 карат с бриллиантами
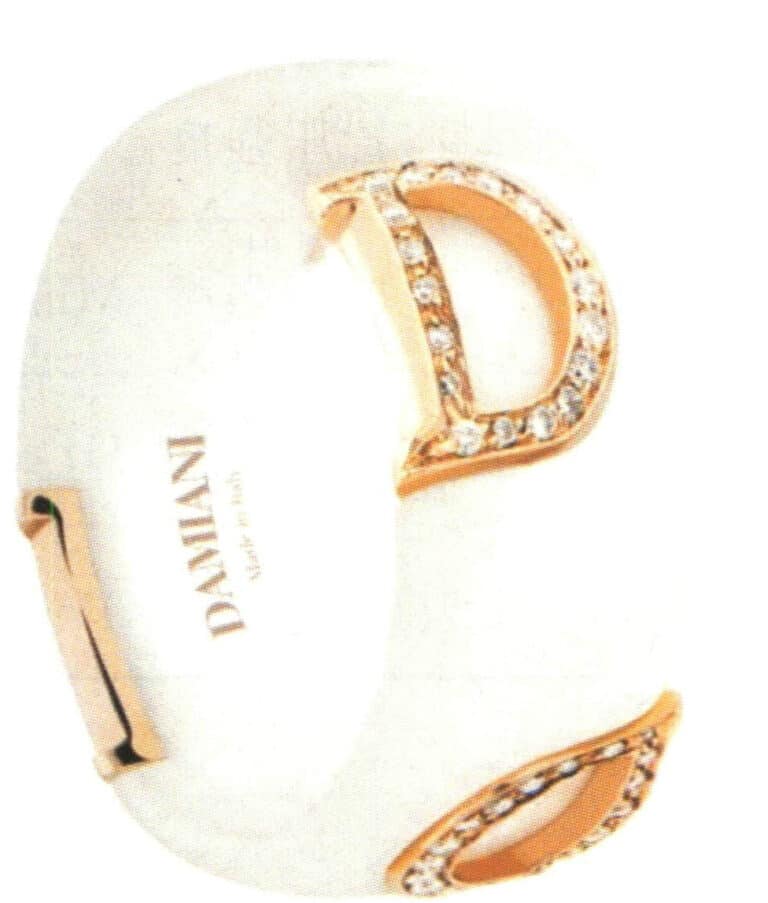
Рисунок 7-3 Прецизионная керамика Damiani
2. Характеристики керамических украшений
Материалами для керамических украшений служат земля и природные камни, обладающие многими естественными свойствами. Благодаря тесной связи между человеком и природой, земля и природные камни имеют для людей особое значение. Керамические материалы обладают такими прекрасными свойствами, как высокая твердость, износостойкость, кислотостойкость, щелочестойкость, морозостойкость и жаростойкость, они мало вредят здоровью, экологически чистые, энергосберегающие и полезные для здоровья. Микроэлементы, содержащиеся в сырье, полезны для здоровья человека. Исследования подтвердили, что керамика полезна для здоровья, например, улучшает обмен веществ и способствует кровообращению. Керамика способна излучать полезные инфракрасные лучи на человека при комнатной температуре, а излучаемые ею инфракрасные лучи соответствуют длине волны инфракрасных лучей, излучаемых человеческим телом. Таким образом, при близком расположении керамики к телу человека может возникнуть явление резонанса. Кроме того, в связи с изменением эстетических представлений людей, традиционная ценность сохранения ювелирных изделий была оставлена, и керамические украшения сделали больший акцент на декорировании, став новым типом "зеленых украшений".
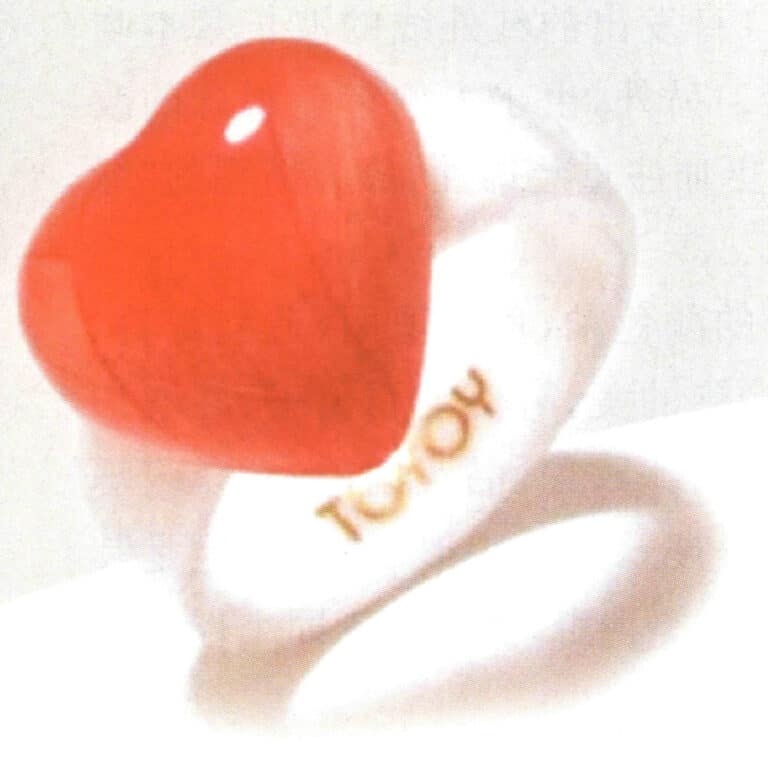
Керамические украшения плавные и динамичные, с ослепительными и яркими цветами, насыщенными оттенками, уникальными формами и прекрасными художественными концепциями. Надетые на пальцы, уши, запястья или шею, они обладают холодной и элегантной красотой сродни драгоценным камням и нефриту, превосходя художественные эффекты янтаря и агата. Красочные и яркие глазури с их нефритовой теплотой, ледяной текстурой и сверкающим кристаллическим блеском вызывают ощущение чарующей красоты глазури, в полной мере демонстрируя очарование, сродни льду и огню. Эти украшения незаменимы для украшений из других материалов, поскольку они расширяют эстетическое видение ювелирного дизайна и удовлетворяют разнообразные эстетические потребности людей с разными характерами в современных аксессуарах.
Процесс производства керамических украшений прост и малозатратен, что делает их по-настоящему доступными и качественными. Это благоприятно сказывается на популяризации украшений.
3. Категории керамических украшений
Категории керамических украшений богаты и разнообразны; распространенные украшения включают в себя:
(1) Керамические кольца. Существует множество типов, включая простые керамические кольца с керамикой в качестве ленты и кольца с металлическими лентами, инкрустированными керамикой.
(2) Керамические браслеты. Типичный пример - сине-белый фарфоровый браслет, который украшен натуральными кобальтовыми материалами, нанесенными на белую глину, затем покрыт прозрачной глазурью и обожжен при высокой температуре в один прием, что позволяет цвету полностью проникнуть в глазурь, создавая яркий синий узор, который выглядит элегантным и чистым. Еще одна разновидность - керамический браслет с трещинами на льду. В керамике, если керамическое тело и глазурь неправильно подобраны по рецептуре и обжигу, значительная разница в их коэффициентах расширения может часто вызывать трещины на поверхности глазури. Однако намеренное создание трещин на поверхности глазури имеет свой шарм, известный в керамике как кракелюрная глазурь. "Глазурь с ледяными трещинами" отличается от глазури с трещинами тем, что первая имеет многослойную трехмерную структуру трещин, напоминающую слои лепестков розы, в сочетании с вариациями цвета глазури, что приводит к очень хорошему художественному эффекту. В отличие от последней, трещины здесь однослойные.
(3) Керамическое ожерелье.
(4) Керамическая подвеска.
(5) Керамические серьги.
(6) Керамические часы.
(7) Керамическая шпилька.
Типичными примерами таких керамических украшений являются следующие.
Керамическое простое кольцо
Кольцо из металла и керамики

Керамический браслет
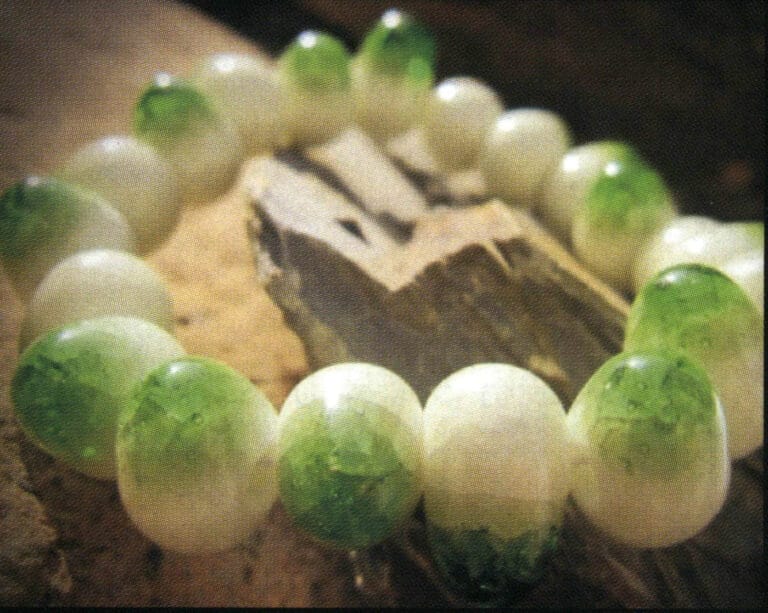
Керамический браслет с кракелюрной глазурью

Керамическое ожерелье

Бриллиантовое колье 18 карат с керамикой

Керамические серьги
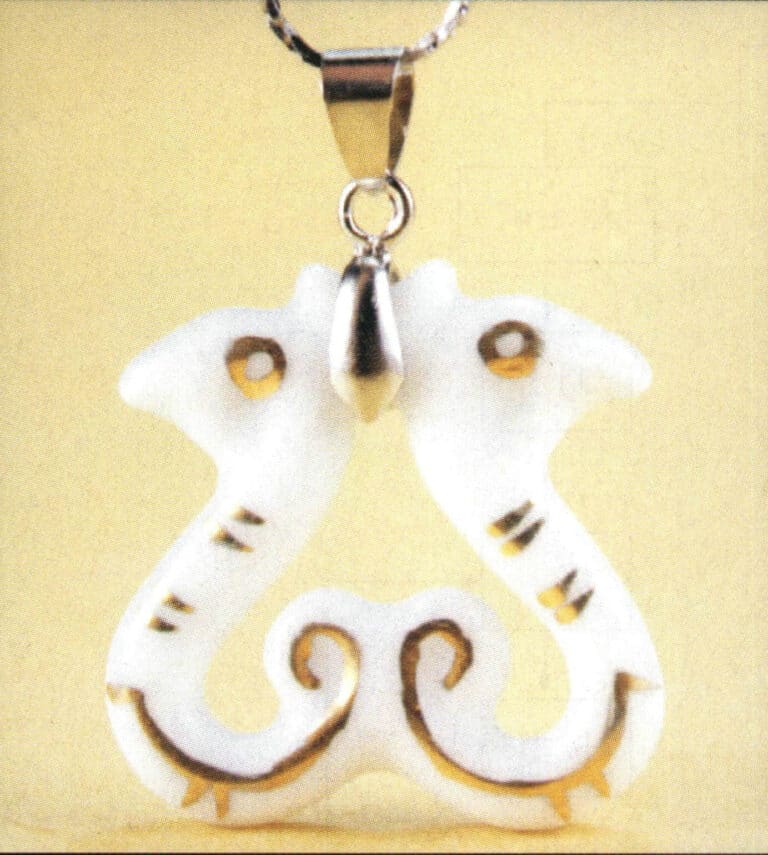
Керамическая подвеска

Керамические часы

Керамическая заколка для волос
Копирайт @ Sobling.Jewelry - Пользовательские ювелирные изделия производителя, OEM и ODM ювелирный завод
Раздел III Процесс производства керамических украшений
Основными компонентами керамического сырья являются кремний и алюминий. Состав керамики принципиально не отличается от состава горных пород, разница лишь в натуральности и искусственности. Керамические украшения - это в основном спеченная керамика, потому что она не может заливаться расплавленной жидкостью в формы, как металлы и пластмассы. Их изготавливают методом горячего прессования из-за присущих им свойств пластической деформации, поэтому они производятся методом порошкового формования с последующим спеканием. Производство керамических украшений можно разделить на четыре основных процесса: обработка сырья, формовка глиняного тела, глазурование и спекание, которые представляют собой подготовку глины, формовку, глазурование и спекание, как показано на рисунке 7-4.

1. Подготовка глины
В керамической промышленности существует поговорка: "Сырье - основа, обжиг - ключ". "Эта поговорка отражает важность обработки сырьевых и корпусных материалов в керамическом производстве. Для достижения стабильного качества керамических украшений необходимы минеральные сырьевые материалы со стабильными и надежными компонентами и характеристиками при приготовлении порошка. После добычи фарфорового камня и каолина они подвергаются дроблению, промывке и другим процедурам для удаления грубых примесей из сырья, образуя блочные материалы, которые затем очищаются, обрабатываются и формулируются в подходящие материалы для тела и глазури для различных видов фарфора.
Целью подготовки глины является, с одной стороны, удаление примесей, а с другой - объединение глин из разных источников с различными формовочными и обжиговыми свойствами в зрелую глину, отвечающую потребностям мастера, с определенным диапазоном температур обжига, который может соответствовать глазури и температуре обжига. Иногда для повышения прочности глины при высокотемпературном обжиге и предотвращения разрушения корпуса в нее добавляют песок. Иногда, в погоне за цветом обожженной глины, добавляют некоторые красители, чтобы создать "цветное тело". Химический состав фаянсовой и фарфоровой глины одинаков. Однако в результате выветривания и повторного выветривания их физические свойства изменились, в результате чего фаянсовая глина обладает большей вязкостью и пластичностью. Фарфоровая глина, напротив, характеризуется хрупкостью и более высокой степенью стеклообразования при высоких температурах.
2. Формирование
После подготовки керамического сырья начинается этап формования. Формование - это добавление пластификаторов и других материалов в керамический порошок для получения пасты, которая затем перерабатывается в полуфабрикаты определенных форм и размеров. Целью формования является получение однородного и высокоплотного тела, а совершенствование методов формования - ключевой шаг в повышении надежности керамических изделий. Существуют различные методы формования керамических украшений, которые необходимо выбирать в зависимости от характеристик изделия.
Одно индивидуальное украшение может быть сформировано непосредственно вручную. Сначала обеими руками многократно разминают глину, удаляя пузырьки воздуха внутри и делая ее более "зрелой". С помощью метода ручной лепки придайте украшению нужные размеры. Для изготовления более крупных керамических украшений или статуэток можно также использовать метод лепки на колесе. После того как керамическое тело сформировано, его необходимо доработать, разгладить влажными руками и нанести штамп. Это делается для того, чтобы предотвратить преждевременное растрескивание поверхности из-за высыхания, сделать ее гладкой, а также заполнить и выровнять все неровные участки глиняного тела.
В настоящее время большинство керамических украшений производится партиями, что, как правило, требует использования формовочного оборудования и пресс-форм для повышения эффективности производства и достижения стабильного и постоянного качества продукции.
(1) Формирование компрессии
Это метод добавления органических связующих в порошковый материал, заливки смешанного пластика в металлическую форму и формирования фигурного тела с определенной прочностью после приложения давления. Его преимуществами являются низкая стоимость и малые погрешности размеров фасонного тела. Давление находится в диапазоне от 200 до 2000 кгс/см2(1 кгс/см2=98,0665 кПам).
(2) Изостатическое прессование
Это метод формирования однородных форм порошка. Поскольку в нем используется резиновый мешок (форма), его также называют методом формования в резиновом мешке. Этот метод предполагает помещение порошка в резиновый мешок, а затем помещение резинового мешка, наполненного порошком, в гидростатическую камеру для придания формы. Давление в гидростатической камере равномерно воздействует на порошок, что позволяет получить хорошо сформированное тело.
(3) Формирование экструзии
Это метод экструзии смешанного пластикового сырья из отверстия пресс-формы, при этом формируемый керамический материал тела поступает в колпачок из отверстия подачи в колпачок, расширяется в тонкую стенку после разделения, а затем соединяется, таким образом, получая качество с хорошей растяжимостью и связностью. При экструзионном формовании выбор связующего должен оптимизировать как текучесть, так и самоадгезию материала керамического тела.
(4) Формирование затирки
Он изготавливается из суспензии с текучестью, созданной с помощью воды и других материалов, которая впрыскивается в пористую гипсовую форму. Вода просачивается в гипсовую форму через контактную поверхность, образуя на ней твердый слой. При таком способе формования на внутренней поверхности гипсовой формы образуется форма, совпадающая с формой формируемого тела. Далее он подразделяется на метод двусторонней подачи суспензии (метод сплошного впрыска) и метод односторонней подачи суспензии (метод полого впрыска). Основным инструментом для формирования суспензии является специальная гипсовая форма или пористая модель из других материалов. При использовании гипсовой формы необходимо не только усилить стенки формы стальными стержнями, чтобы выдержать давление головки формы, но и соответствующим образом распределить пористые шланги меньшего диаметра внутри стенки формы. Эти небольшие трубки могут быстро и равномерно отводить воду во время формования под давлением и нагнетать воздух для облегчения распалубки. При использовании металлической головки формы для предотвращения прилипания можно применить смазку или методы нагрева. При использовании гипсовой головки формы воздух вдувается в форму во время распалубки, в результате чего керамическое тело прилипает к головке формы и отделяется от нее. Наконец, воздух снова вдувается в головку формы, чтобы отделить тело от головки. Керамическое тело, полученное в результате суспензионного формования, не нуждается в сушке вместе с формой, что приводит к повышению эффективности производства по сравнению с производством неравномерных изделий из пластика, а качество керамического тела является хорошим, что делает этот процесс перспективным.
(5) Формование горячим прессом
Это метод формования путем добавления пластика в порошок и использования того же метода, что и при формовании смолы. Хотя этот метод подходит для формования сложных деталей, если количество клея превышает 15%~25%, скрепление становится затруднительным. В настоящее время этот метод не подходит для крупных толстостенных изделий.
3. Сушка
Сушка керамики - один из очень важных процессов в технологии производства керамики, и неправильная сушка является причиной значительной части дефектов качества керамических изделий. Сушка - это относительно простой технический процесс, но он широко применяется; он не только влияет на качество продукции и выход керамики, но и на общее энергопотребление керамических предприятий. Основные требования к технологии сушки включают высокую скорость сушки, экономию энергии, высокое качество и отсутствие загрязнения окружающей среды.
(1) Механизм процесса сушки керамики
Содержание влаги в керамических телах обычно колеблется в пределах 5%~25%. Формы связи между керамическим телом и влагой, изменения в материале в процессе сушки и факторы, влияющие на скорость сушки, являются теоретической основой для анализа и совершенствования сушилок. Когда керамическое тело вступает в контакт с неподвижным воздухом при определенной температуре и влажности, оно неизбежно выделяет или поглощает влагу, в результате чего содержание влаги в керамическом теле достигает определенного равновесного значения. Пока состояние воздуха остается неизменным, достигнутое содержание влаги в керамическом теле не будет меняться с увеличением времени контакта; это значение является равновесным содержанием влаги в керамическом теле при данном состоянии воздуха. Влажность, теряемая влажным керамическим телом при достижении равновесия, называется свободной влагой. Другими словами, содержание влаги в керамическом теле состоит из равновесной и свободной влаги. При определенных условиях воздуха пределом сушки является доведение керамического тела до равновесного содержания влаги.
Влагу, содержащуюся в организме, можно разделить на физическую и химическую. В процессе сушки участвует только физическая вода, которая подразделяется на связанную и несвязанную. Несвязанная вода находится в крупных капиллярах тела и слабо связана с ним. Испарение несвязанной воды в организме подобно испарению воды на поверхности свободной жидкости, где парциальное давление водяного пара на поверхности тела равно давлению насыщенного пара при температуре поверхности. Когда несвязанная вода выводится из организма, частицы материала сближаются, что приводит к уменьшению объема; поэтому несвязанную воду также называют усадочной водой. Связанная вода - это вода, присутствующая в микрокапиллярах тела (диаметром менее 0,1㎛) и на поверхности коллоидных частиц, которая более прочно соединена с телом (за счет физико-химических взаимодействий). Поэтому, когда связанная вода выводится, парциальное давление водяного пара на поверхности тела будет меньше, чем давление насыщенного пара при температуре поверхности тела. В процессе сушки, когда парциальное давление водяного пара на поверхности тела сравняется с парциальным давлением водяного пара в окружающей сушильной среде, процесс сушки прекращается, и влага не может продолжать выводиться. В этот момент влага, содержащаяся в теле, называется равновесной водой, которая является частью связанной воды, и ее количество зависит от температуры и относительной влажности сушильной среды. Когда связанная вода выводится, объем тела не уменьшается, что делает его относительно безопасным.
(2) Процесс сушки керамического корпуса
Если взять в качестве примера конвективный процесс сушки, то процесс сушки керамического тела можно разделить на три одновременных и взаимосвязанных процесса: теплопередача, внешняя диффузия и внутренняя диффузия.
Процесс теплопередачи: Тепло сушильной среды передается на поверхность заготовки за счет конвекции, а затем отводится от поверхности к внутренней части заготовки. Влага на поверхности заготовки получает тепло и испаряется, превращаясь из жидкости в газ.
Процесс внешней диффузии: Водяной пар, образовавшийся на поверхности керамического тела, перемещается с поверхности в сушильную среду путем диффузии через слой ламинарного потока под воздействием разности концентраций.
Процесс внутренней диффузии: В результате испарения влаги с поверхности влажного тела внутри создается градиент влажности, способствующий диффузии влаги из внутреннего слоя с более высокой концентрацией во внешний слой с более низкой концентрацией, называемой влагопроводностью или диффузией влаги.
При стабильных условиях сушки температура поверхности керамического тела, содержание влаги, скорость сушки и время имеют определенную взаимосвязь. Исходя из меняющихся характеристик их взаимосвязи, процесс сушки можно разделить на три стадии: стадия нагрева, стадия сушки с постоянной скоростью и стадия сушки с падающей скоростью.
На этапе нагревания, поскольку тепло, передаваемое от сушильной среды к поверхности тела в единицу времени, больше, чем тепло, потребляемое при испарении поверхностной влаги, температура нагретой поверхности постепенно повышается, пока не сравняется с температурой влажного термометра сушильной среды. В этот момент тепло, полученное поверхностью, и тепло, потребленное при испарении, достигают динамического равновесия, и температура остается постоянной. На этом этапе содержание влаги в теле уменьшается, а скорость сушки увеличивается.
На этапе сушки с постоянной скоростью продолжает выводиться вода, которая не успела соединиться. Поскольку содержание влаги в теле относительно велико, количество воды, испаряемой с поверхности, может быть восполнено изнутри, то есть скорость перемещения влаги внутри тела (скорость внутренней диффузии) равна скорости испарения влаги с поверхности, которая также равна скорости внешней диффузии, что позволяет поддерживать поверхность во влажном состоянии. Кроме того, тепло, передаваемое от среды к поверхности тела, равно теплу, необходимому для испарения влаги. Таким образом, температура поверхности тела остается постоянной и равна температуре влажного термометра среды. Парциальное давление водяного пара на поверхности тела равно парциальному давлению насыщенного водяного пара при температуре поверхности, и скорость высыхания остается постоянной. Поэтому этот этап называется этапом сушки с постоянной скоростью. На этом этапе основное внимание уделяется удалению неконцентрированной воды, поэтому тело уменьшается в объеме, причем величина усадки линейно связана с уменьшением содержания влаги. При неправильном подходе слишком быстрая сушка может привести к деформации и растрескиванию тела, что приведет к образованию сухих отходов. В конце фазы постоянной сушки содержание влаги в материале снижается до критического значения. В этот момент, хотя внутренняя влага материала все еще остается свободной, в поверхностном слое начинает появляться связанная вода.
На стадии сушки с падающей скоростью содержание влаги в теле уменьшается, и скорость внутренней диффузии не успевает за скоростью испарения поверхностной влаги и скоростью внешней диффузии. Поверхность больше не влажная, и скорость сушки постепенно снижается. По мере уменьшения количества тепла, необходимого для испарения поверхностной влаги, температура материала начинает постепенно повышаться. Давление водяного пара на поверхности материала меньше, чем давление насыщенного водяного пара при температуре поверхности. На этом этапе из материала выводится связанная вода; тело не подвергается объемной усадке и не образует отходов сушки. Когда количество выведенной из материала влаги сравняется с равновесной влажностью, скорость сушки станет равной нулю, и процесс сушки завершится. Даже если время сушки увеличится, влажность материала больше не изменится. В это время температура поверхности материала равна температуре сухого термометра среды, а давление пара на поверхности равно давлению пара в среде. Скорость сушки на стадии медленной сушки зависит от скорости внутренней диффузии, поэтому ее также называют стадией контроля внутренней диффузии. В это время на скорость сушки влияют такие факторы, как структура, форма и размер материала.
(3) Факторы, влияющие на скорость сушки
Факторы, влияющие на скорость сушки, включают теплопередачу, скорость внешней и внутренней диффузии.
① Ускорьте скорость теплопередачи. Для ускорения теплопередачи необходимо выполнить следующие три пункта: во-первых, повысить температуру сушильной среды, например, повысить температуру горячего газа в сушильной печи, увеличить печь горячего воздуха и т.д., но температура поверхности керамического тела не должна повышаться слишком быстро, чтобы избежать растрескивания; во-вторых, увеличить площадь теплопередачи: например, перейти от односторонней сушки к двусторонней, уложить керамические тела слоями или уменьшить количество слоев, увеличив площадь контакта с горячим газом; в-третьих, повысить коэффициент конвективной теплопередачи.
② Увеличьте скорость внешней диффузии. Когда сушка находится на стадии сушки с постоянной скоростью, сопротивление внешней диффузии становится основным противоречием, влияющим на общую скорость сушки. Поэтому снижение сопротивления внешней диффузии и увеличение скорости внешней диффузии оказывают наибольшее влияние на сокращение всего цикла сушки. Сопротивление внешней диффузии в основном возникает в пограничном слое, поэтому необходимо решить следующие три задачи: во-первых, увеличить скорость потока среды, чтобы уменьшить толщину пограничного слоя и тем самым повысить коэффициент конвективной теплопередачи; коэффициент конвективной массопередачи также может быть увеличен, чтобы способствовать увеличению скорости сушки; во-вторых, уменьшить концентрацию водяного пара в среде и увеличить площадь массопереноса, что также может повысить скорость сушки; в-третьих, увеличить скорость внутренней диффузии влаги.
Скорость внутренней диффузии влаги зависит от совместного влияния диффузии влаги и тепловой диффузии. Диффузия влаги - это перемещение воды, вызванное градиентом влажности внутри материала. Термическая диффузия, напротив, представляет собой движение, вызванное градиентом температуры внутри материала. Чтобы увеличить скорость внутренней диффузии, необходимо выполнить следующие пять пунктов: во-первых, выровнять направления тепловой диффузии и диффузии влаги, то есть попытаться сделать температуру в центре материала выше, чем на поверхности, например, с помощью дальнего инфракрасного или микроволнового нагрева; во-вторых, когда направления тепловой диффузии и диффузии влаги выровнены, усилить теплопередачу, чтобы увеличить градиент температуры внутри материала; Когда эти два направления противоположны, усиление температурного градиента, хотя и увеличивает сопротивление тепловой диффузии, может улучшить теплопередачу, повысить температуру материала и увеличить диффузию влаги, тем самым ускоряя сушку; в-третьих, уменьшить толщину тела, переходя от односторонней сушки к двусторонней; в-четвертых, снизить общее давление среды, что благоприятно для увеличения коэффициента диффузии влаги, тем самым увеличивая скорость диффузии влаги; в-пятых, учитывать другие факторы, связанные со свойствами и формой керамического тела.
(4) Классификация технологий сушки
Сушку можно разделить на естественную и искусственную, в зависимости от того, контролирует ли ее система сушки. Поскольку искусственная сушка - это управление процессом сушки людьми, ее также называют принудительной.
Его можно разделить на четыре типа в соответствии с различными методами сушки.
- Конвективная сушка. Его особенностью является использование газа в качестве сушильного агента, который с определенной скоростью обдувает поверхность заготовки для облегчения сушки.
- Радиационная сушка. При этом методе инфракрасное, микроволновое и другое электромагнитное излучение облучает высушенное тело, позволяя ему высохнуть.
- Вакуумная сушка. Этот метод предполагает сушку керамического тела под вакуумом (отрицательным давлением). Зеленое тело не нужно нагревать, но для создания определенного уровня отрицательного давления требуется насосное оборудование, поэтому система должна быть герметичной, что затрудняет непрерывное производство.
- Комбинированная сушка. Его особенностью является комплексное использование двух или более методов сушки для использования их соответствующих преимуществ, дополняющих друг друга, что часто приводит к идеальному эффекту сушки.
Некоторые методы сушки также можно разделить на сушилки периодического действия и сушилки непрерывного действия в зависимости от того, является ли процесс сушки непрерывным. Сушилки непрерывного действия можно также классифицировать на совместно текущие, противоточные и смешанные в зависимости от направления движения сушильной среды и обрабатываемого материала. По форме они также могут быть разделены на камерные, туннельные и т.д. сушилки.
4. Спекание
После того как керамическим украшениям придана нужная форма, их можно обжигать. Температура спекания и выбор материала определяют характеристики керамики.
(1) Механизм спекания
Спекание - это процесс помещения гранулированных зеленых керамических тел в высокотемпературную печь для их уплотнения в прочный твердый материал. Спекание начинается с устранения пустот между частицами материала тела, что позволяет соответствующим соседним частицам соединиться в плотное тело. Однако процесс спекания должен отвечать двум основным условиям: ① должен существовать механизм для переноса массы; ② должна быть энергия (тепловая энергия) для стимулирования и поддержания переноса массы.
В настоящее время механизмы спекания тонкой керамики включают четыре режима спекания: газофазное спекание, твердофазное спекание, жидкофазное спекание и реактивное жидкостное спекание. Механизмы структурирования материалов и движущие силы спекания различны. Основными механизмами спекания являются жидкофазное и твердофазное спекание, особенно для традиционной керамики и большинства электронных керамических изделий, которые опираются на процессы образования жидкой фазы, вязкого течения и растворения-осаждения. В отличие от этого, спекание высокочистой и высокопрочной конструкционной керамики в основном опирается на твердофазное спекание, при котором миграция материала достигается за счет зернограничной диффузии или диффузии решетки.
(2) Печи, используемые для спекания керамики
Керамические материалы и изделия можно обжигать в различных печах - периодического или непрерывного действия. Первые являются периодическими и подходят для небольших партий или специальных методов обжига. Вторая используется для крупномасштабного производства и относительно низких режимов обжига. Наиболее распространенной печью для обжига керамических украшений является электрическая печь. Температура обжига и необходимая атмосфера определяют тип печи, которую необходимо выбрать. Согласно классификации традиционных температур обжига керамики, температура ниже 1100℃ - это низкотемпературное спекание, между 1100~1250℃ - среднетемпературное спекание, между 1250~1450℃ - высокотемпературное спекание, а выше 1450℃ - сверхвысокотемпературное спекание.
(3) Основные технологии спекания керамики
Существует несколько технических методов спекания керамики.
① Спекание под нормальным давлением (также известное как спекание без давления). Речь идет о свободном спекании керамического тела в условиях атмосферного давления. Спекание начинается без внешних сил, когда температура обычно достигает температуры плавления материала в пределах 0,5~0,8. При этой температуре твердофазное спекание может вызвать достаточную атомную диффузию. В отличие от этого, жидкофазное спекание может способствовать образованию жидкой фазы или генерировать жидкую фазу посредством химических реакций для облегчения диффузии и вязкого течения. Точная формулировка кривой обжига имеет решающее значение при спекании под нормальным давлением. Соответствующий режим нагрева может обеспечить уменьшение трещин и структурных дефектов в изделиях, тем самым улучшая их выход.
② Спекание горячим прессованием и спекание горячим изостатическим прессованием. Спекание горячим прессованием подразумевает применение определенного давления (10~40 МПа) во время процесса спекания, что способствует ускоренному течению, перестройке и уплотнению материала. Температура, используемая при спекании горячим прессованием, обычно на 100℃ ниже, чем при обычном спекании под давлением, в основном в зависимости от различных продуктов и наличия жидкой фазы. Для спекания методом горячего прессования используются предварительно сформированные формы или порошок непосредственно засыпается в форму, что делает процесс относительно простым. Изделия, изготовленные с использованием этого метода спекания, имеют высокую плотность, теоретическая плотность достигает 99%, и отличные эксплуатационные характеристики. Однако этот метод спекания не подходит для производства изделий сложной формы, имеет меньший масштаб производства и более высокую стоимость.
Непрерывное спекание горячим прессованием обладает высокой эффективностью, но стоимость оборудования и форм относительно высока, и оно не позволяет обжигать слишком толстые изделия. Спекание горячим изостатическим прессованием позволяет преодолеть вышеперечисленные недостатки и подходит для производства изделий сложной формы. В настоящее время некоторые высокотехнологичные изделия, такие как керамические подшипники, зеркала, ядерное топливо, необходимое для военных целей, и оружейные стволы, также могут использовать этот процесс спекания.
③ Реактивное спекание. При этом способе спекание материалов происходит в результате взаимодействия газовой или жидкой фазы с материалом матрицы. Наиболее типичными продуктами являются реакционно спеченный карбид кремния и реакционно спеченный нитрид кремния. Преимуществами этого метода спекания являются его простота, возможность незначительно обрабатывать или не обрабатывать изделия, а также возможность получения изделий сложной формы. Недостатками являются остаточные непрореагировавшие продукты в конечных изделиях, структуру трудно контролировать, а достижение полного реакционного спекания для толстых изделий является сложной задачей.
Помимо реакционного спекания карбида кремния и нитрида кремния, недавно появился новый метод реакционного спекания оксида алюминия. Этот метод позволяет использовать реакцию окисления порошка Al для получения Al2O3 и Ал2O3-Al-композиты с хорошими свойствами.
④ Жидкофазное спекание. Во многих оксидных керамиках используются добавки с низкой температурой плавления, способствующие спеканию материала. Добавление добавок, как правило, не влияет на характеристики материала или даже может положительно сказаться на некоторых функциях. При использовании добавок для высокотемпературных структур важно отметить, что стекло на границах зерен является основным фактором, вызывающим снижение высокотемпературных механических свойств. Если выбрать жидкую фазу с высокой температурой плавления или вязкостью или подобрать подходящий состав жидкой фазы, а затем провести высокотемпературную термообработку для осаждения определенных кристаллических фаз на границах зерен, это может улучшить сопротивление материала ползучести.
⑤ Метод микроволнового спекания. Это метод, использующий микроволновую энергию для прямого нагрева и спекания. В настоящее время существуют печи для микроволнового спекания объемом 1 м3 и температурой обжига до 1650℃. Температура может превышать 2000℃, если используется нагревательная печь с графитом в контролируемой атмосфере. Также появилась микроволновая туннельная печь непрерывного нагрева длиной 15 м. Использование микроволновых печей для спекания керамики превосходит другие печи по качеству продукции и снижению энергопотребления.
⑥ Метод дугового плазменного спекания. Метод нагрева отличается от горячего прессования: в нем к изделию подается импульсный источник питания, при этом одновременно происходит напряжение, упрочнение и уплотнение материала. Эксперименты показали, что этот метод быстро спекается, позволяя материалам формировать мелкозернистые структуры высокой плотности, что, как ожидается, будет более подходящим для спекания наноразмерных материалов. Однако этот метод все еще находится на стадии исследований и разработок, и многие вопросы должны быть изучены досконально.
⑦ Метод самостоятельного спекания. Это метод производства прецизионных керамических изделий путем быстрой экзотермической химической реакции самого материала, позволяющий экономить энергию и снижать затраты.
⑧ Метод осаждения из газовой фазы. Он делится на две категории: физический газофазный метод и химический газофазный метод. Основными видами физического метода являются напыление и осаждение испарением. Напыление предполагает бомбардировку плоского материала-мишени электронами в вакууме, возбуждая атомы материала-мишени, которые затем покрывают образец подложки. Хотя скорость нанесения покрытия низкая и используется только для тонких покрытий, этот метод позволяет контролировать чистоту и не требует нагрева подложки. Метод химического осаждения из паровой фазы предполагает нагрев подложки при введении в нее реактивных газов или газовых смесей, которые разлагаются или реагируют при высоких температурах, осаждая продукты на подложке, образуя плотные материалы. Преимущество этого метода заключается в том, что он позволяет получать мелкокристаллические структуры высокой плотности, а оптическая прозрачность и механические свойства материалов лучше, чем у материалов, полученных в результате других процессов спекания.
5. Стеклопакеты
Керамическое тело состоит из кристаллических фаз, образующихся после высокотемпературного обжига, стеклянных фаз, непрореагировавшего кварца, содержащегося в сырье, и пор. Материал кристаллической фазы может улучшить физические и химические свойства керамических изделий, например, повысить механическую прочность, износостойкость и термостойкость. Однако он плохо пропускает свет и имеет неровное поперечное сечение. Материал стеклянной фазы заполняет материал кристаллической фазы, превращая его в единое целое, что улучшает общие характеристики керамики. Однако стеклофаза хрупка, обладает плохой термостабильностью и износостойкостью, поэтому ее содержание должно контролироваться в определенном диапазоне. Стеклянная фаза может улучшить светопропускание керамики, делая ее поперечное сечение более тонким.
Керамические изделия можно разделить на глазурованные и неглазурованные, но подавляющее большинство из них нуждаются в глазури для создания орнаментов. Если на керамических украшениях нет глазури, то, какой бы красивой ни была форма или новым стиль, они потеряют свое очарование. Керамика - это искусство огня, и под действием огня происходят различные изменения, но в основном в огне меняется глазурь. Глазурь на поверхности глазурованной керамики очень похожа на стекло, придавая керамической посуде гладкую и блестящую поверхность. Она служит декоративной цели, делая керамику визуально привлекательной, а также повышает механическую прочность, твердость поверхности и устойчивость керамики к химической коррозии. Кроме того, поскольку глазурь представляет собой гладкое стеклоподобное вещество с очень малым количеством пор, ее легко очистить от грязи, что обеспечивает удобство для пользователя.
Глазурь, как и керамическое тело, производится из камней или земли, но отличается от тела тем, что легче плавится в огне. Когда под воздействием сильного жара в печи материал достигает полурасплавленного состояния, сырье для глазури должно быть полностью расплавлено до жидкого состояния. После охлаждения эта жидкость застывает, превращаясь в глазурь. Глазурь - это стеклообразный слой на поверхности невпитывающего фарфора; спеченная глазурь является силикатной, а источником силикатов служат растительная зола и полевой шпат.
Для получения насыщенных цветов в глазурь добавляли различные цветные оксиды металлов. Глазури, используемые для изготовления керамических украшений, очень разнообразны, в основном это красная глазурь, голубая глазурь, зеленая глазурь, желтая глазурь, синяя глазурь, белая глазурь, черная глазурь, фиолетовая глазурь, глазурь печи Ру, глазурь чайного порошка и многие другие. Помимо цветных глазурей, существует множество видов, таких как кристаллическая глазурь, кракелюрная глазурь и матовая глазурь. Цветные глазури также делятся на высокотемпературные и низкотемпературные, при этом существует более 60 видов высокотемпературных цветных глазурей и более 30 видов низкотемпературных цветных глазурей, а разнообразие сырья велико. Фарфоровая глина, используемая для изготовления керамических украшений, относительно изысканна в выборе материала, и большинство из них покрывается высокотемпературной глазурью. Глазурь делает поверхность предметов водонепроницаемой, придает им блеск, обеспечивает ощущение чистоты и яркости, повышает прочность и облегчает чистку. Благодаря этим цветам глазури керамические украшения могут представлять собой богатый художественный эффект.
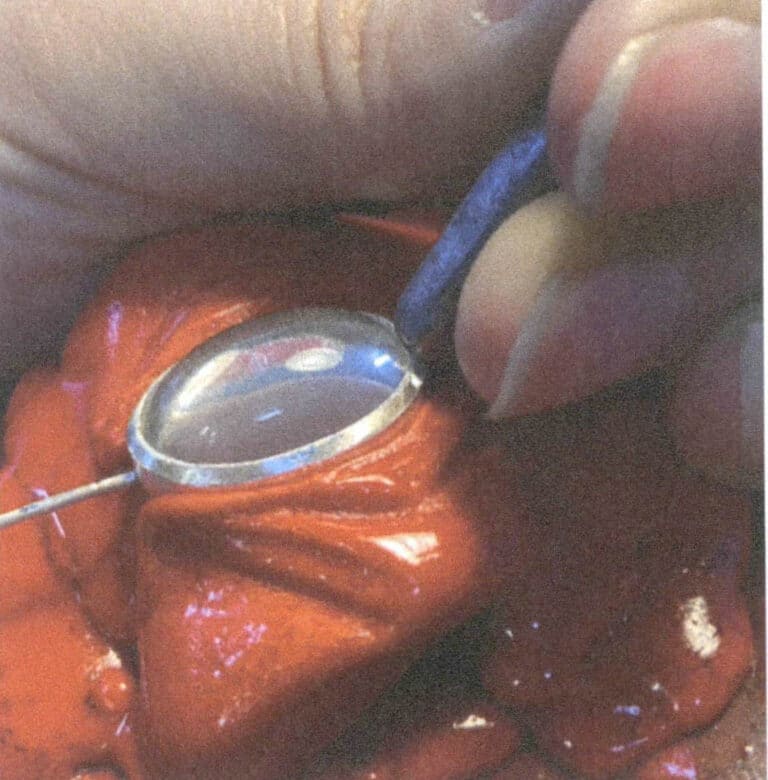
Глазурь наносится несколькими способами: окунанием, заливкой, кистью и распылением. Окунание предполагает погружение всего изделия в достаточно густую глазурь, позволяя ей естественным образом впитаться до определенной толщины. Кисть используется для нанесения глазури на изделие с помощью кисти, обмакнутой в глазурь, при этом с помощью боковой стороны кисти можно создавать особые эффекты. Распыление предполагает использование распылителя для нанесения глазури на тело. Метод глазурования может быть выбран в зависимости от дизайна керамического украшения, затем следует низкотемпературное спекание, и, наконец, подвешивание на специально разработанные подставки для сушки, в результате чего получаются изысканные керамические украшения.