
При создании "Ночного стража" использовалась традиционная техника ручной резной восковой модели, а в металлическом изделии он был отлит методом литья по выплавляемым моделям.

Резиновая форма для изготовления детали совы
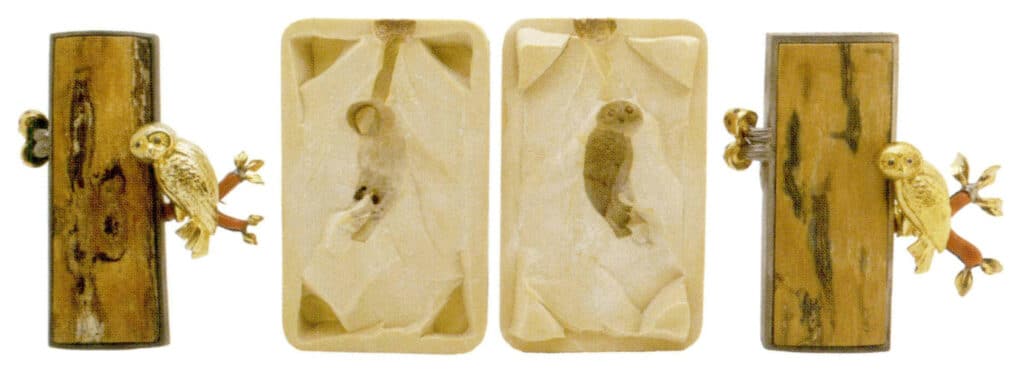
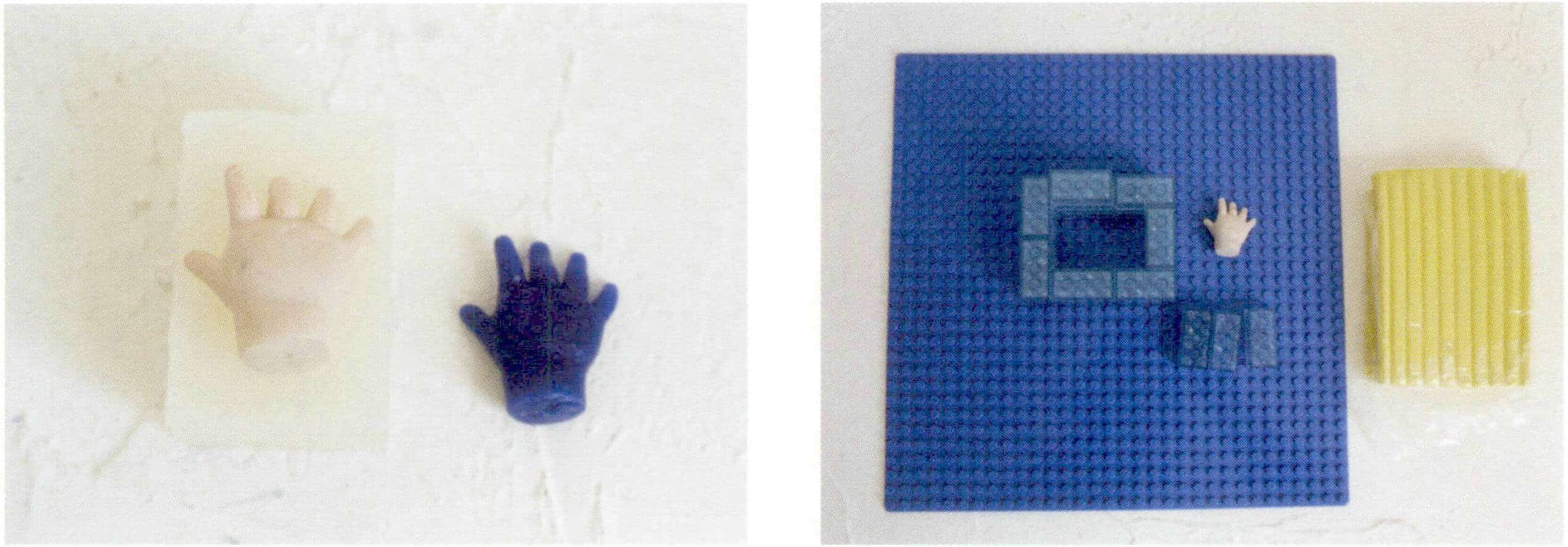
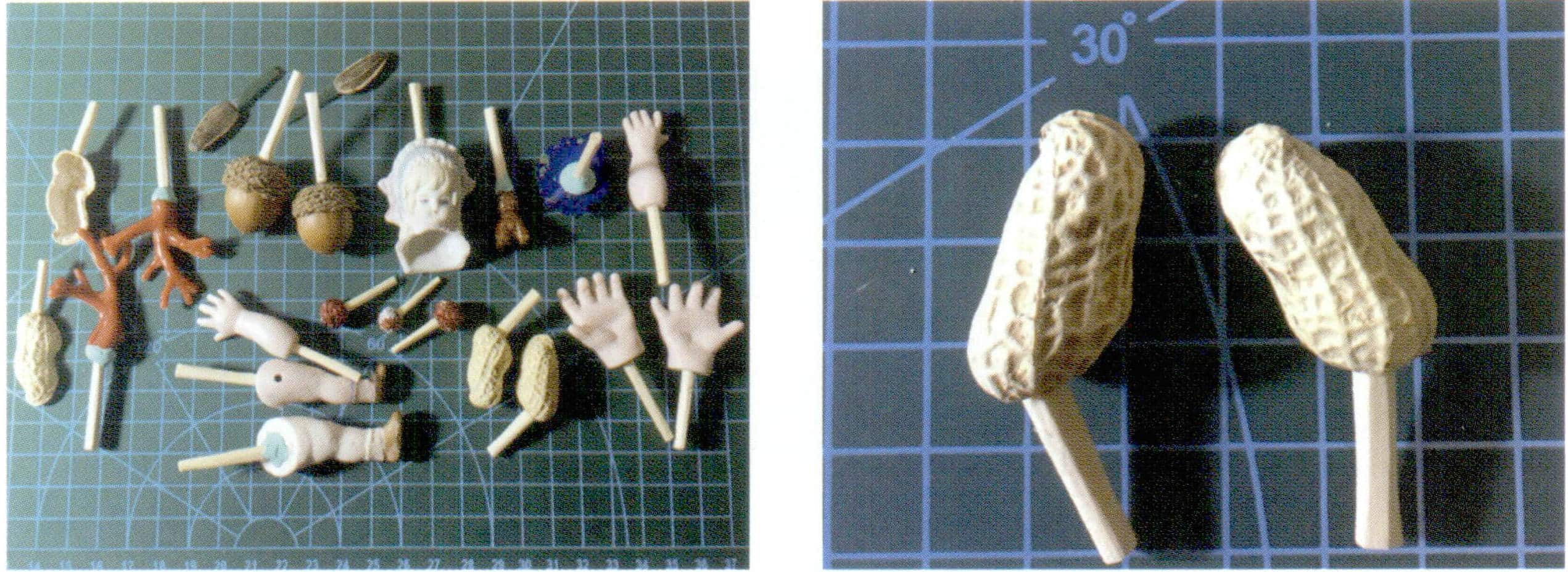
После того как металлическая деталь готова, изготавливается резиновая форма. Сова в левой части изображения вырезана вручную из воска, а та, что справа, изготовлена с помощью резиновой формы для инжекционного моделирования воска.

Рама пресс-формы из алюминиевого сплава

Вулканизатор ювелирных резиновых форм
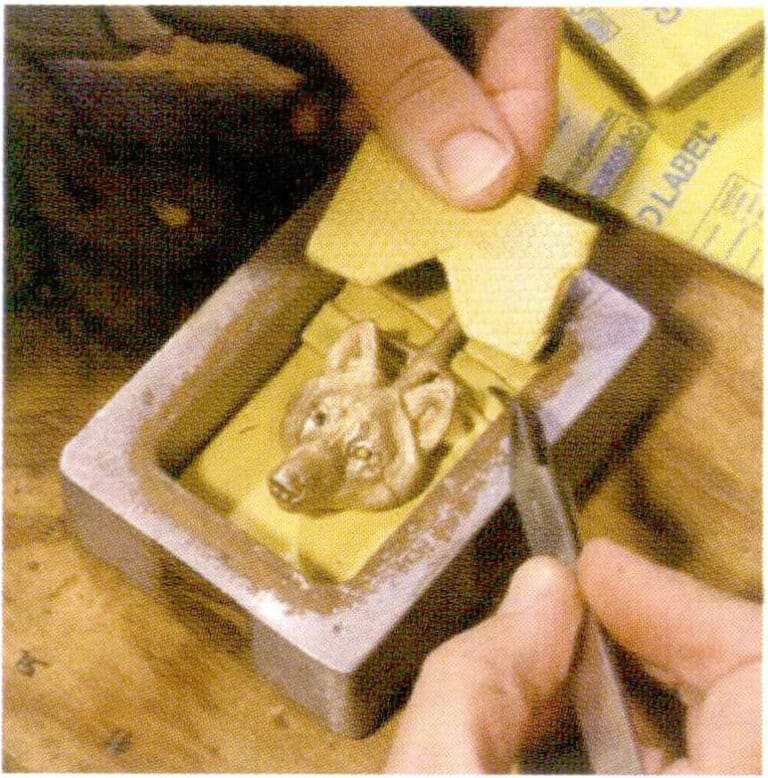
Резка резины и установка ее в раму

Резка резиновой пленки

Ручная операция впрыска воска

Полуавтоматическая машина для впрыска воска с цифровым дисплеем

Полностью автоматическая машина для впрыска воска
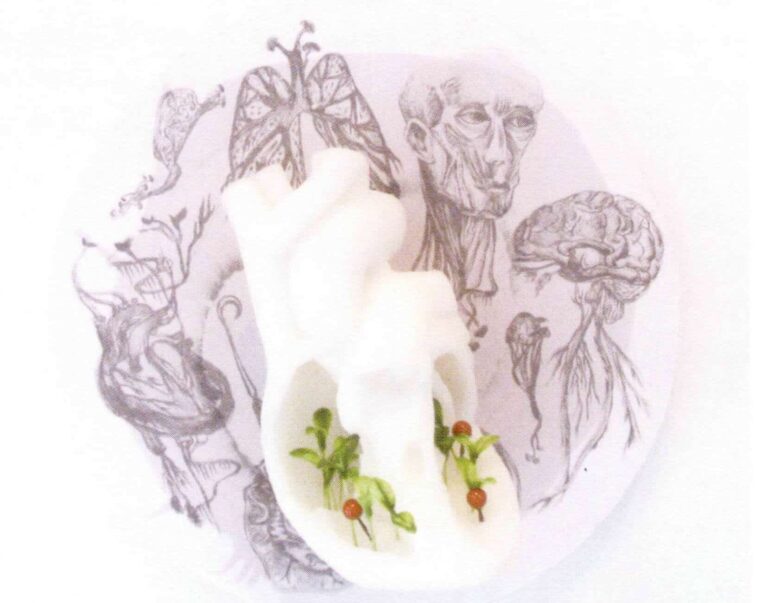
Се Бай, Се Чжоуцян, Прикоснись к моему телу - дом, силикон, синтезированный материал, 30 см x 30 см, 2011 г.

Се Бай, Се Чжоуцян, Прикоснись к моему телу - органика, силикон, синтезированный материал, 30 см x 30 см, 2011 г.
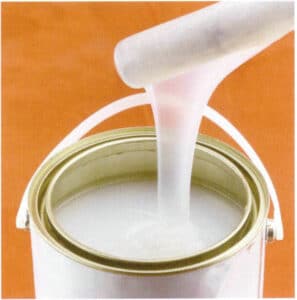
Прозрачный силикон (с высокой гибкостью)

Молочно-белый силикон
1. Подготовьте модельные блоки для заливки силикона, масляной глины, силикона и других материалов и инструментов и обведите блоки, чтобы сформировать канал для заливки подходящего размера.
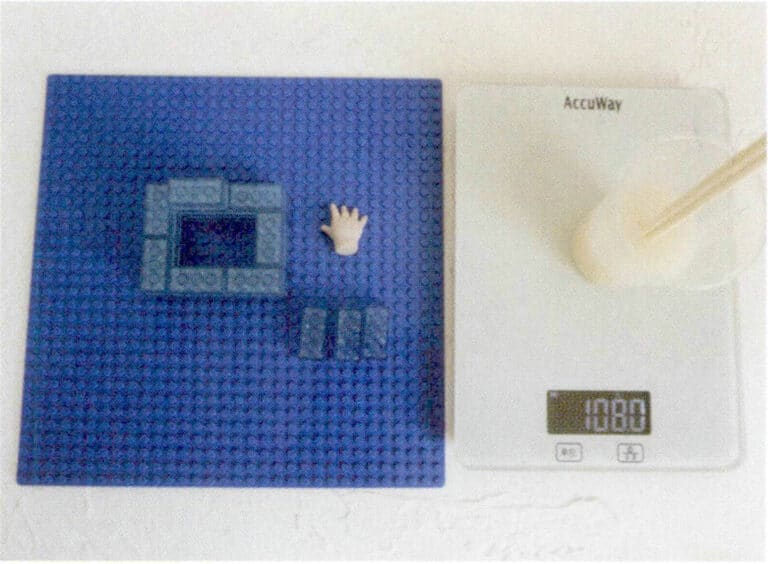
2. В соответствии с требованиями инструкции по эксплуатации силиконовой марки взвесьте соответствующее количество силикона и силиконового отвердителя в пропорции.
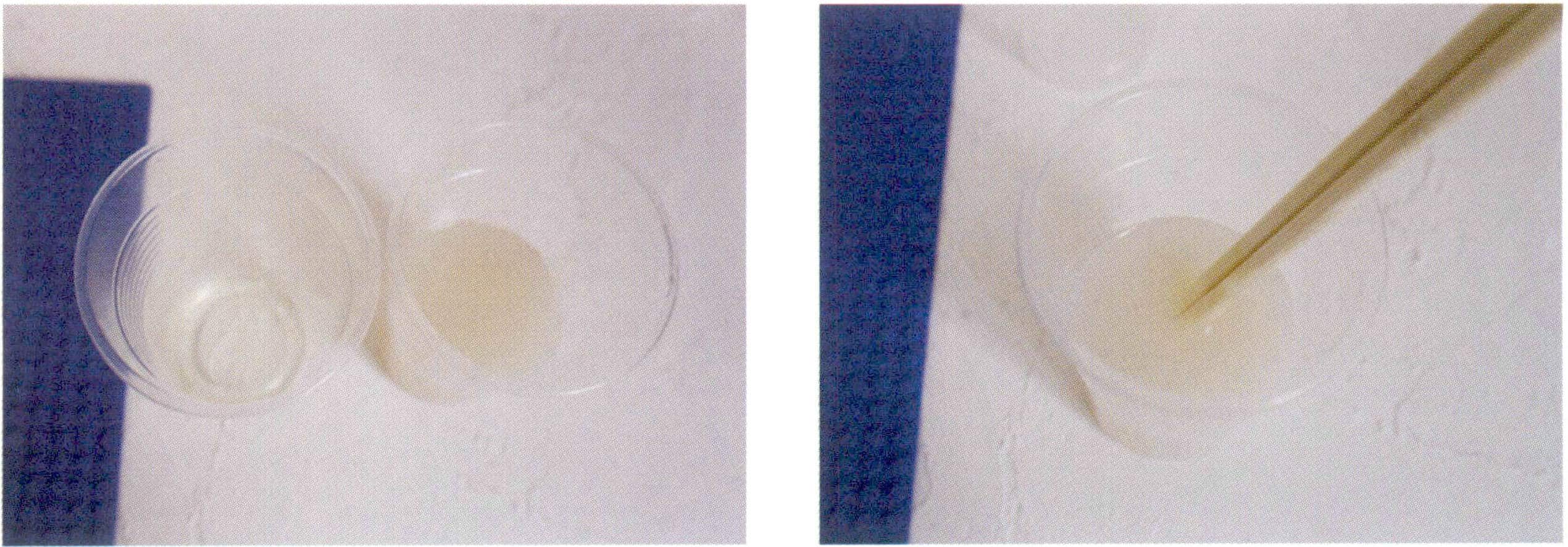
3. Налейте отвердитель в силикон и перемешайте по часовой стрелке, чтобы убедиться, что отвердитель и силикон равномерно перемешаны; неравномерное перемешивание может привести к тому, что часть силикона не отвердеет.
4. Возьмите соответствующее количество масляной глины и прилепите ее к одному концу модели.

5. Вылейте равномерно перемешанный силикон в деревянную форму; в это время влейте только половину количества силикона, а затем приклейте подготовленную модель к одной стороне формы; часть модели должна касаться силикона и будьте осторожны, чтобы не задеть дно и бока формы; модель должна находиться на расстоянии не менее 6 мм от дна, чтобы избежать перфорации силиконовой формы после ее застывания.
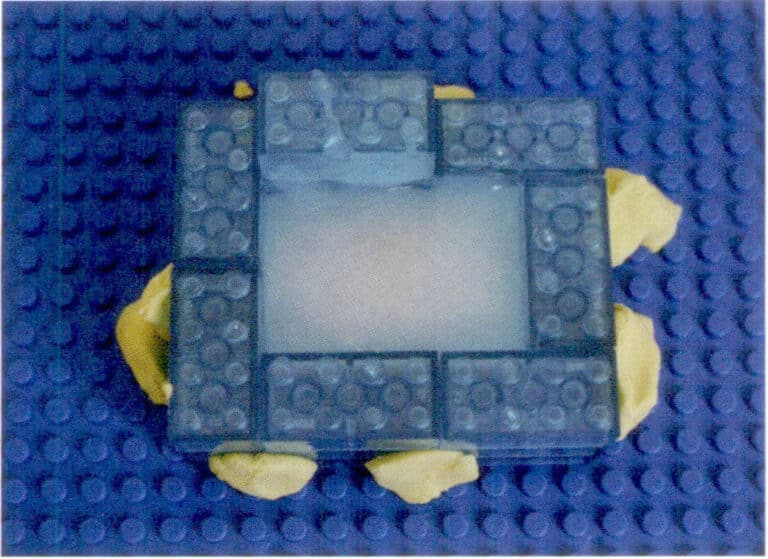
6. Закрепив модель, залейте оставшийся силикон в форму, чтобы покрыть всю модель.
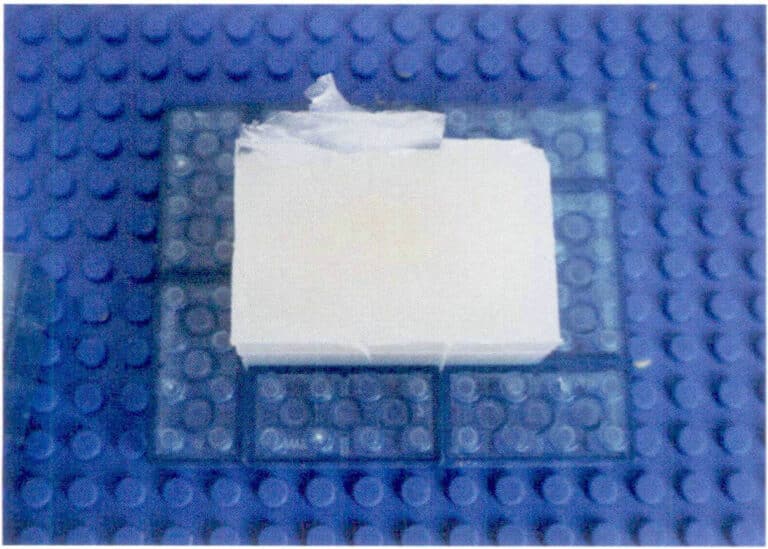
7. Подождите, пока силикон застынет; время застывания для разных марок силикона различно. Если вы не торопитесь, рекомендуется вынуть его через 12 часов, чтобы убедиться, что силикон внутри полностью затвердел и обладает хорошей гибкостью.
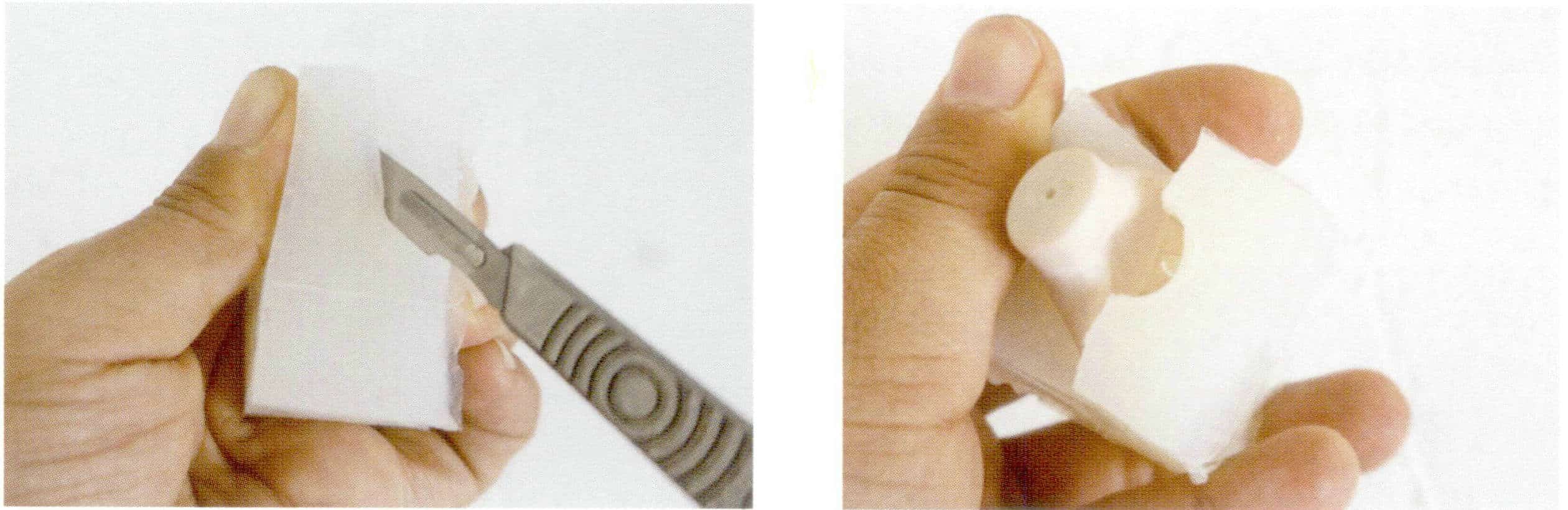
8. Скальпелем разрежьте силикон, обращая внимание на то, что линия разреза должна быть S-образной или Z-образной, что может улучшить посадку формы. Для простых и небольших изделий нет необходимости вырезать всю силиконовую форму; достаточно вырезать отверстие, чтобы извлечь модель
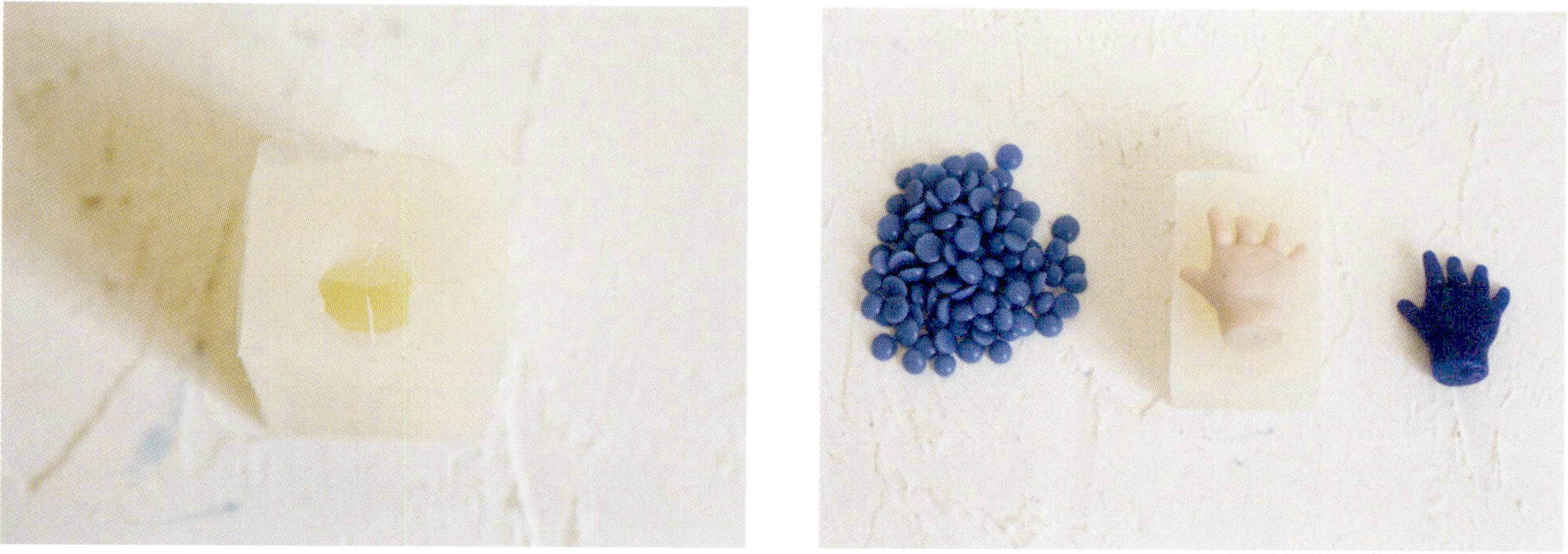
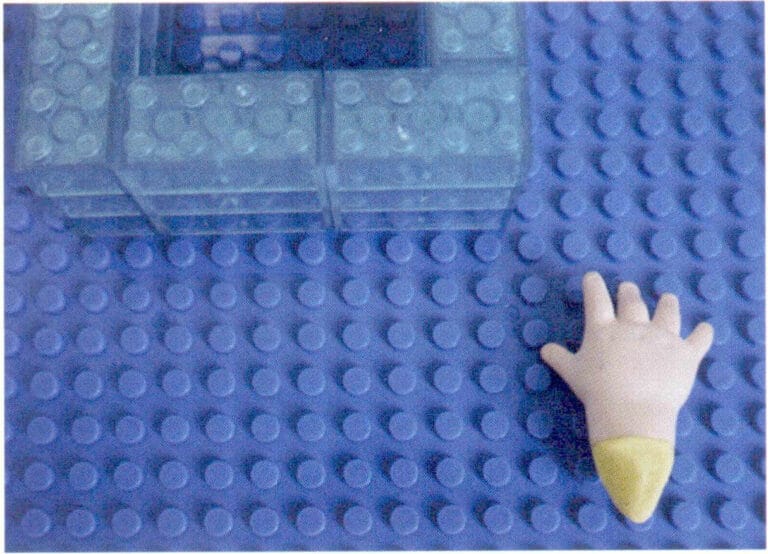
9. После снятия модели силиконовая форма завершается, а место нанесения масляной глины естественным образом образует литейный литник; затем, расплавив воск для литья и введя его в силиконовую форму, можно получить небольшую восковую руку, которая затем может быть отлита в металл методом утраченного воска; в силиконовую форму также можно непосредственно вводить смолу, цемент, гипс и другие формовочные материалы для получения моделей с различными текстурами.


1. Подготовьте силикон, отвердитель, электронные весы, бумажную коробку, одноразовые стаканчики, палочки для еды, хирургический нож и другие материалы и инструменты.

2. Выберите интересные небольшие предметы для изготовления форм, следите за тем, чтобы их структура и форма не были слишком сложными
3. Разрежьте одноразовые палочки для еды на короткие палочки соответствующего размера, которые будут служить входным каналом для литника, и с помощью масляной глины приклейте их к объекту.
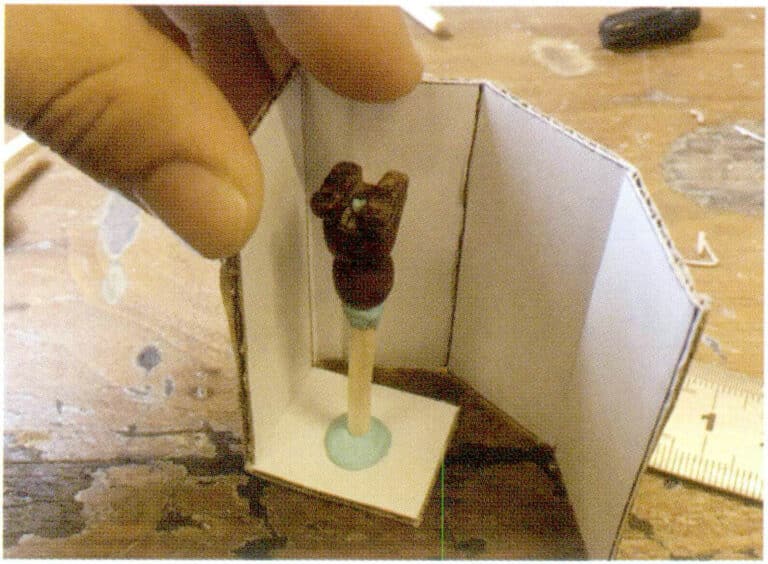
4. Из жесткого картона сделайте коробку для отливки подходящего размера. Если картонная коробка слишком мала, сначала приклейте подготовленный литник ко дну, убедившись, что он надежно закреплен, поскольку жидкий силикон обладает определенной плавучестью. Если литник не будет надежно закреплен, он может всплыть во время заливки, что приведет к неудачной формовке.
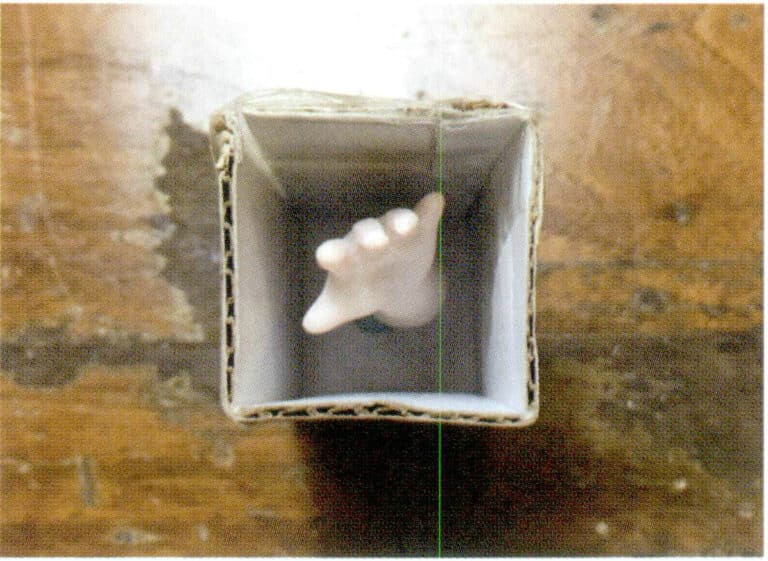
5. Закрепив предмет, заклейте всю картонную коробку. Если внутренняя поверхность коробки не покрыта пластиковой пленкой и не очень гладкая, вы можете обклеить ее прозрачным скотчем. Таким образом, после застывания силикона его можно будет легко снять. В то же время все щели на внешней стороне коробки должны быть закрыты прозрачной лентой, чтобы силикон не вытекал во время заливки.

6. Подождите, пока силикон застынет.

7. Достаньте застывшую силиконовую форму и с помощью скальпеля откройте форму, обращая внимание на то, что линия разреза должна быть S-образной или Z-образной.
8. После удаления элемента силиконовая форма готова
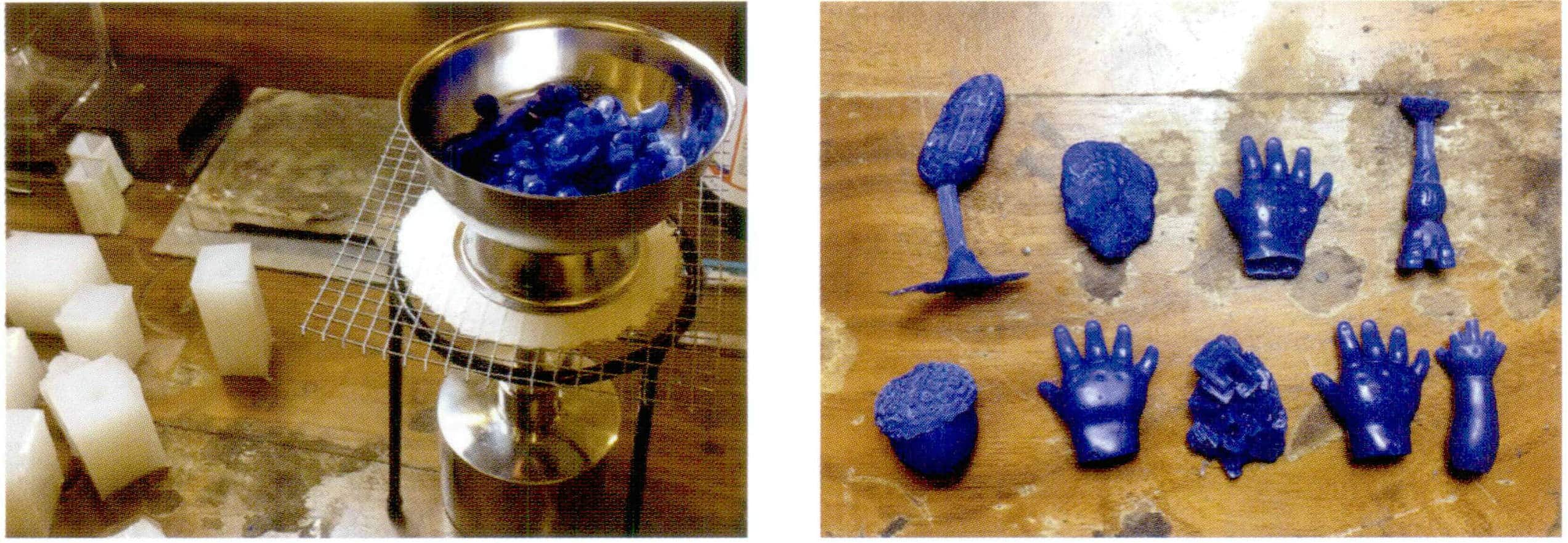
9. Разогрев воск для литья с помощью спиртовой лампы, введите его в силиконовую форму, и после охлаждения вы сможете получить восковую модель. Важно отметить, что если структура изделия относительно вытянута или имеет мелкие детали, ручное впрыскивание воска может привести к неполной восковой модели из-за проблем с давлением. В этом случае для заливки восковой формы необходимо использовать вакуумно-нагнетательную машину.














