Como dominar o processamento de pedras preciosas em cabochão e contas e como fazer a análise da qualidade do processamento de pedras preciosas
Introdução:
Desvende os segredos do processamento de pedras preciosas em cabochão e pérolas com o nosso guia conciso. Está repleto de dicas práticas para joalheiros e designers para moldar e polir estas gemas para obter o máximo brilho. Além disso, aprenda a análise de qualidade para detetar defeitos, garantindo que as suas criações cumprem os mais elevados padrões. Essencial para qualquer pessoa no ramo da joalharia, desde lojas a fabricantes personalizados.
Esquema de prensa de berbequim e prensa de berbequim
Índice
Secção I Tratamento de pedras preciosas em forma de cabochão e de pérolas
1. Variedades de Pedras Preciosas Cabochão
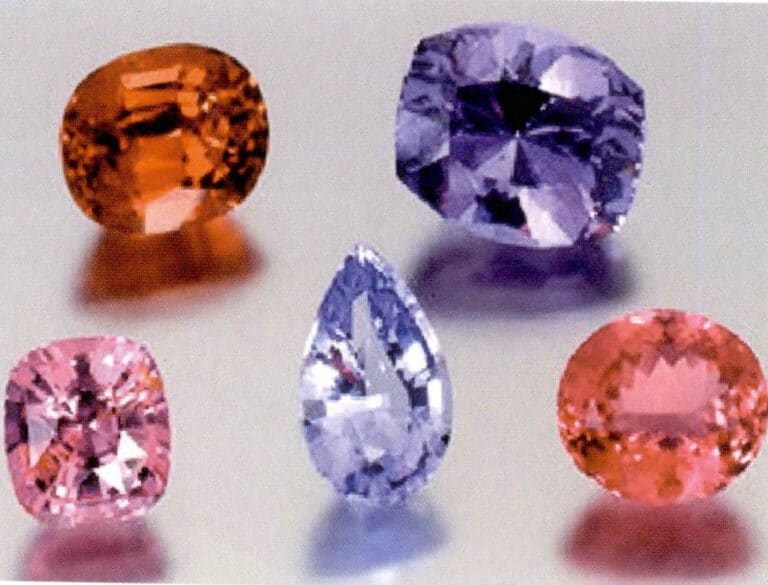
As pedras preciosas curvas e em forma de pérola são produtos compostos principalmente por superfícies curvas, também conhecidas como pedras preciosas convexas ou de superfície lisa. As pedras preciosas de superfície lisa são feitas de materiais de pedras preciosas semitransparentes a opacos, e as caraterísticas do processamento de pedras preciosas de superfície lisa podem mostrar totalmente o brilho e os efeitos ópticos especiais da superfície da pedra preciosa.
1.1 Variedades e classificações das pedras preciosas cabochão (convexas)
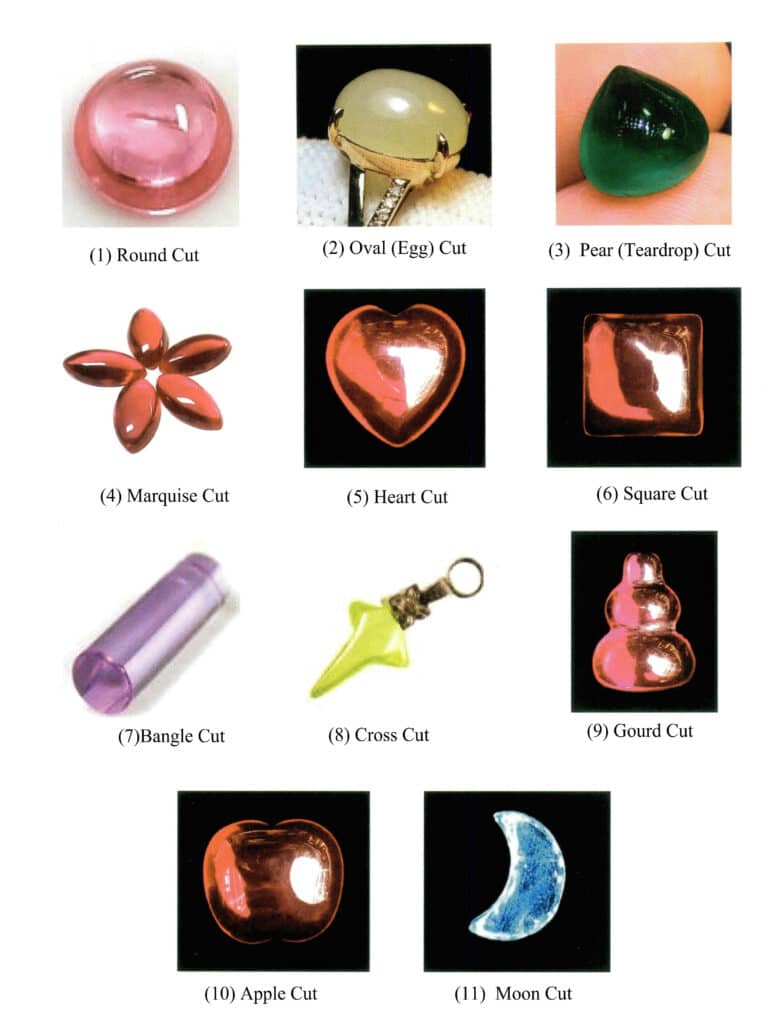
(1) Classificação com base na forma do bordo da cintura e da secção transversal (Figura 8-1)
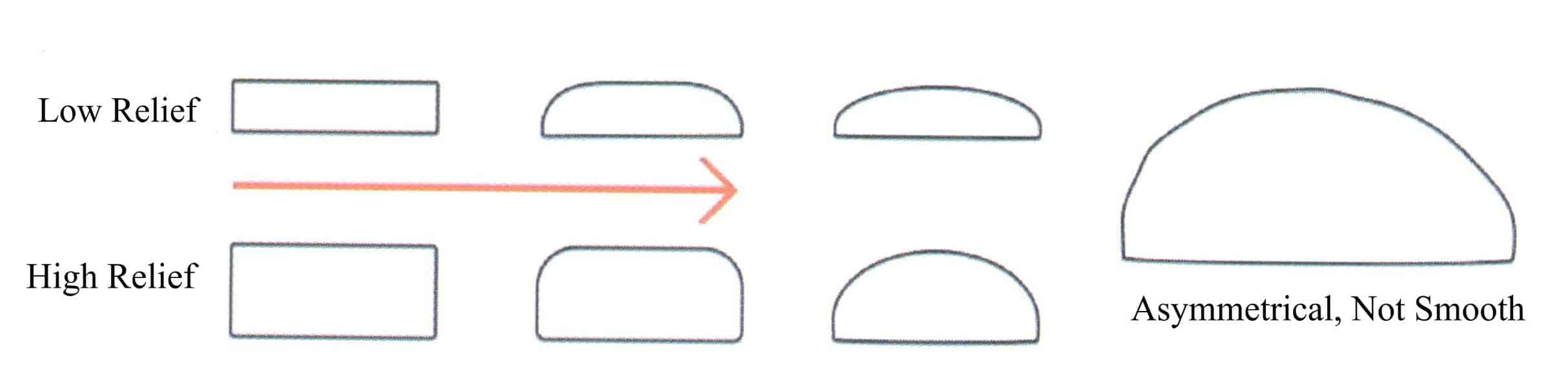
(2) Classificação com base na forma lateral
- As superfícies convexas simples podem ser divididas em convexas altas, médias e baixas.
- As superfícies duplamente convexas podem ser divididas em convexas altas, médias e baixas.
Os tipos convexos altos são frequentemente utilizados para a preservação de produtos, enquanto os tipos convexos médios são normalmente utilizados para materiais de pedras preciosas de gama média e baixa. Os tipos pouco convexo e oco reflectem a transparência e a cor do material, como mostra a Figura 8-2.

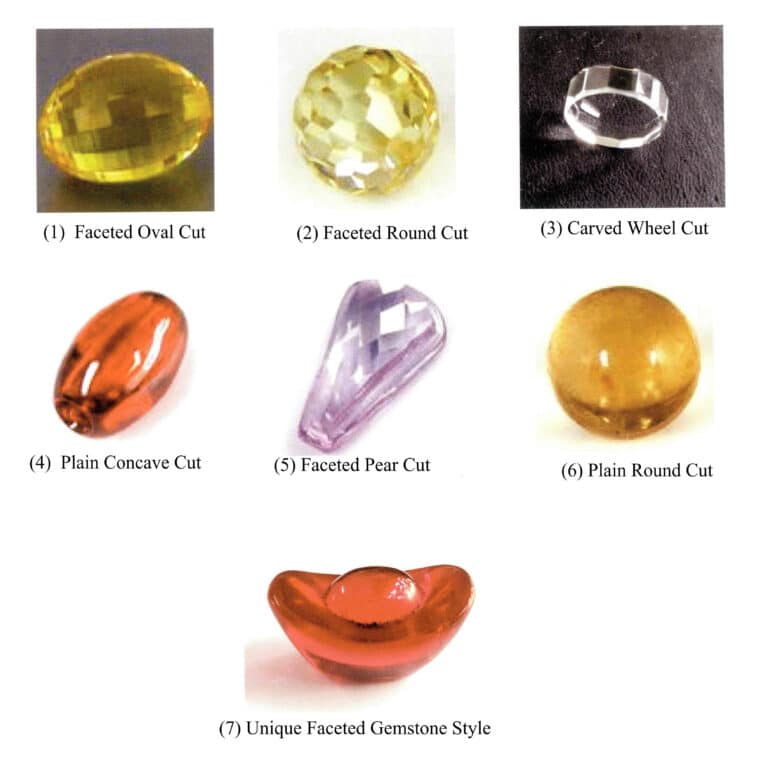
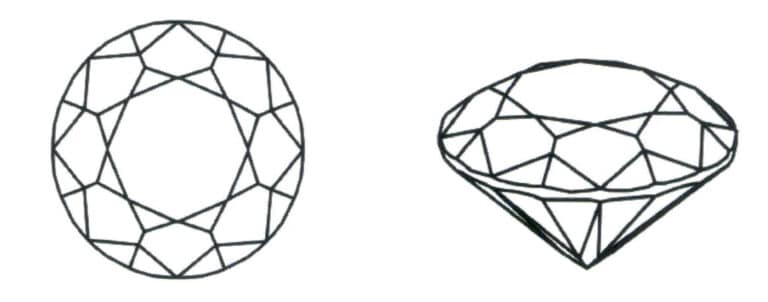
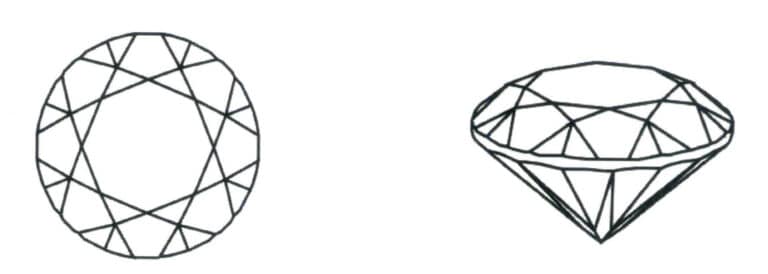
1.2 Estilos comuns de pedras preciosas
As formas das pedras preciosas também se dividem em facetadas e lisas, como mostra a Figura 8-3.
2. Processamento de pedras preciosas em cabochão
2.1 Técnicas de tratamento de pedras preciosas em cabochão
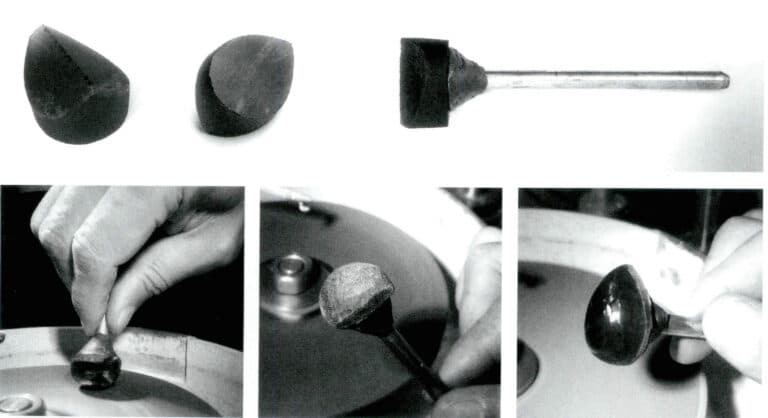
(1) Fluxo de trabalho de processamento para pedras preciosas de curvatura única
O principal fluxo de trabalho para o processamento de pedras preciosas curvas simples é cortar a pedra, parti-la, moer a base, colar a pedra, moldar o contorno, moagem fina, polimento, remoção da pedra e limpeza (Figura 8-4).
Vídeo sobre o processamento de pedras preciosas cabochão de corte único
(2) Princípios do processamento de pedras preciosas curvas (Figura 8-5)
2.2 Processo de produção em massa de pedras preciosas em cabochão
Os principais processos para a produção em massa de pedras preciosas curvas são o corte, a moldagem, a retificação pontual, o polimento vibratório e a limpeza.
2.3 Técnicas de processamento de pedras preciosas na fábrica
Vídeo sobre o processamento de pedras preciosas cortadas em contas
2.4 Equipamento para processamento de furos em pedras preciosas esféricas
(1) Máquina de perfuração por ultra-sons
A máquina de perfuração ultra-sónica está disponível em dois modelos: agulha única e agulha múltipla. As suas estruturas são as mesmas, mas a diferença é que a potência da máquina de perfuração ultra-sónica de agulha única é menor do que a da máquina de perfuração ultra-sónica de agulha múltipla. A haste de amplitude pode soldar várias agulhas de aço, permitindo que vários furos de pedras preciosas sejam perfurados simultaneamente. O princípio de funcionamento da máquina de perfuração por ultra-sons: o gerador de ultra-sons produz ondas ultra-sónicas, que fazem vibrar o íman através da bobina. Sob a ação do transdutor, são geradas ondas de vibração eléctrica de frequência ultra-sónica, e a amplitude é amplificada para 0,01~0,15mm através da inserção de amplitude, que é então transmitida à agulha para criar vibrações ultra-sónicas, atingindo o material de processamento mais de 16.000 vezes por segundo. Sob a cooperação do diamante e da suspensão de processamento água-líquido, o material na área de processamento é esmagado em partículas muito finas por impacto, e a suspensão lava as partículas esmagadas por impacto e repõe novos diamantes até que o trabalho de perfuração esteja concluído. O diagrama esquemático do princípio de perfuração ultra-sónica de agulha única e da máquina de perfuração ultra-sónica de agulha única é mostrado na Figura 8-6.
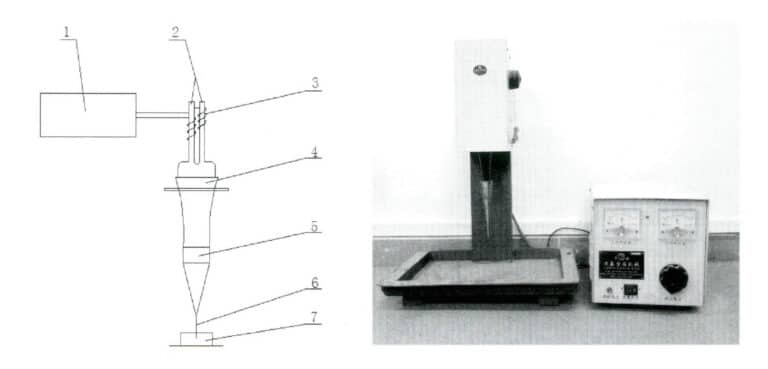
1. gerador de ultra-sons; 2. íman; 3. bobina; 4. transdutor; 5. transformador de amplitude; 6. agulha de aço; 7. material de gema
Vídeo de perfuração por ultra-sons
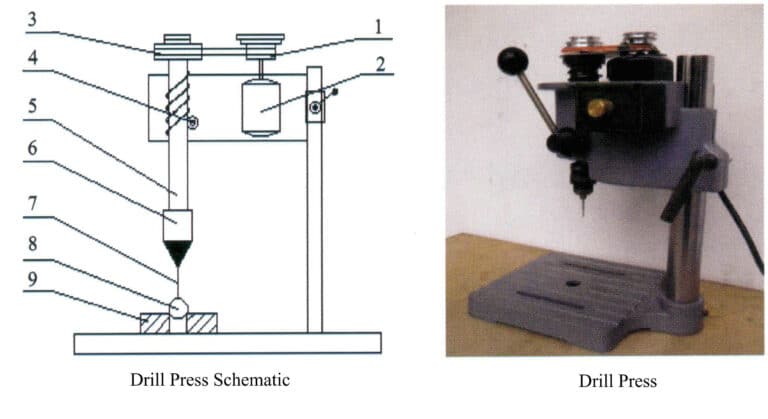
(2) Máquina de perfuração de alta velocidade
A estrutura da máquina de perfuração é constituída por um motor, uma correia, um dispositivo de perfuração com polia, um fuso, uma estrutura de mandril de perfuração, etc. Princípio de funcionamento: O motor montado na estrutura tem uma polia de velocidade ajustável no eixo do motor, que acciona a rotação da polia do fuso através da correia. Uma broca de diamante é instalada no mandril de perfuração, e o movimento vertical do dispositivo de perfuração e a rotação do mandril do fuso com a broca de diamante completam a perfuração de gemas de material duro.
O diagrama esquemático da máquina de perfuração de alta velocidade e da máquina de perfuração é mostrado na Figura 8-7.
1. motor elétrico; 2. correia; 3. polia; 4. dispositivo de perfuração; 5. fuso; 6. mandril de perfuração; 7. broca; 8. pedra preciosa; 9. dispositivo de fixação
3. Tecnologia de polimento dos orifícios interiores das gemas
3.1 Mecanismo de polimento do furo interior
Após a perfuração das pedras preciosas, especialmente das pedras transparentes e translúcidas em forma de pérolas, a textura rugosa dos orifícios é muito clara, afectando a qualidade estética das pulseiras ou colares, pelo que os orifícios interiores devem ser polidos. O objetivo do polimento dos orifícios interiores é remover as camadas irregulares e fissuradas produzidas durante a perfuração, alcançando a suavidade de superfície necessária. A primeira fase remove as camadas irregulares no interior dos furos das pedras preciosas. A segunda fase remove as camadas de fissuras. Durante o polimento dos furos interiores, o pó de diamante e o líquido de polimento são empurrados pelo fio de cobre ondulado, com algumas partículas abrasivas a serem pressionadas para as depressões do fio de cobre ondulado. Em contraste, um grande número de partículas abrasivas livres na superfície do furo são empurradas, puxadas, vibradas e roladas à medida que o fio de cobre ondulado se move em relação ao furo interior da pedra preciosa, colidindo com os picos das camadas irregulares na superfície do furo. No entanto, uma vez que o fio de cobre ondulado é macio, está num estado de flutuação elástica durante o trabalho, resultando num efeito de corte relativamente fraco, deixando apenas riscos superficiais na superfície processada, exigindo assim um tempo de polimento mais longo. Com a ação de vibração e tração, as partículas abrasivas aumentam no fio de cobre ondulado, dando-lhe um certo efeito de micro-corte, permitindo que o polimento prossiga de forma relativamente rápida, e a suavidade da superfície do furo melhora rapidamente.
3.2 Equipamento, ferramentas e processo de polimento para o polimento de furos interiores
- Máquina de polimento vibratório.
- Fio de cobre ondulado.
- Processo de polimento.
Enfiar as pérolas com fio de cobre ondulado, 5 a 10 pérolas por fio, fixando ambas as extremidades do fio de cobre para evitar que as pérolas caiam. Coloque o pó de polimento na tremonha da máquina vibratória e pode começar a polir.
Secção II Análise da qualidade da transformação de pedras preciosas
1. Defeitos comuns do produto e causas no processamento de pedras preciosas facetadas
As pedras preciosas facetadas deparar-se-ão mais ou menos com problemas de qualidade do produto durante a transformação. Analisar a qualidade dos produtos e as razões da sua qualidade e evitar problemas de qualidade durante a produção é um método para as empresas controlarem os custos.
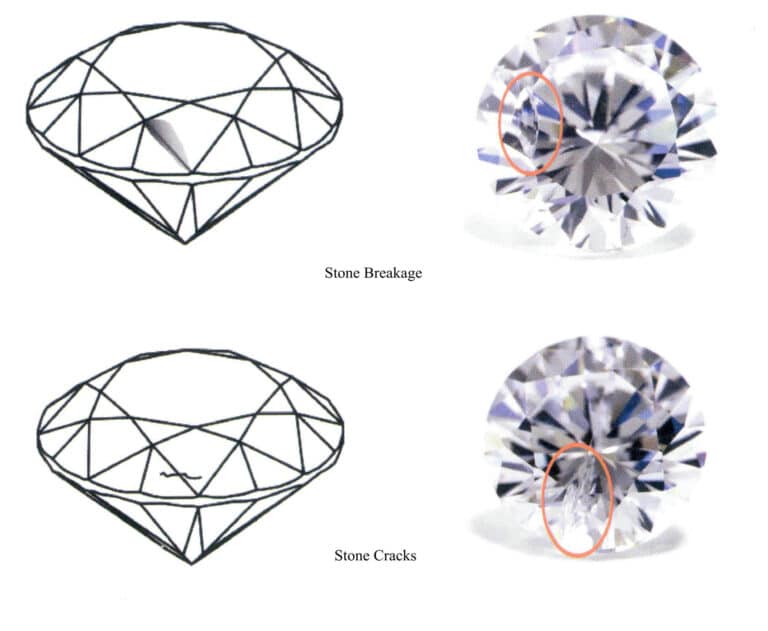
(1) Quebra e fissuração
As lascas referem-se ao facto de o produto ter entalhes. A fissuração refere-se a fissuras internas ou externas (Figura 9-1).
A principal razão para a quebra é a colisão com objectos duros durante a gravação, o polimento e a limpeza. A causa das fissuras é a não remoção de fissuras existentes na matéria-prima durante o corte ou operações de corte incorrectas. O calor gerado durante a gravação e o polimento também pode causar fissuras.
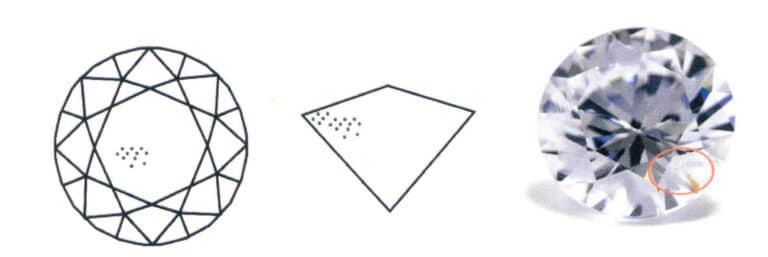
(2) Bolhas e impurezas
Bolhas e impurezas são inclusões dentro da matéria-prima da pedra preciosa que não foram completamente removidas durante o corte, como mostrado na Figura 9-2.

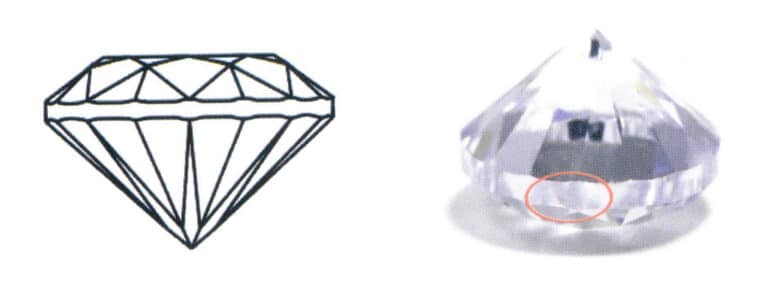
(3) Nuvens pesadas
A turvação intensa refere-se ao facto de o produto ter um acabamento não brilhante, com uma superfície que parece branca enevoada, causada por um polimento deficiente, como se mostra na Figura 9-3.

(4) Nebulosidade
A turvação refere-se ao facto de o produto ter um brilho insuficiente na superfície polida, com áreas visíveis branco-acinzentadas escuras causadas por um polimento deficiente, como mostra a Figura 9-4.

(5) Ligeiramente nublado
Ligeiramente turvo refere-se a produtos com facetas relativamente brilhantes, sem branco-acinzentado visível a olho nu, mas os defeitos branco-acinzentados podem ser vistos sob ampliação causados por um polimento deficiente.
(6) Lascagem
As lascas referem-se a defeitos em que parte ou a totalidade da linha de cintura do produto foi desgastada, resultando numa aparência de gume de faca, como se mostra na Figura 9-5.

(7) Borda espessa
Borda grossa (espessura da cintura) refere-se à cintura do produto que excede o 2% da altura total, como mostra a Figura 9-6.
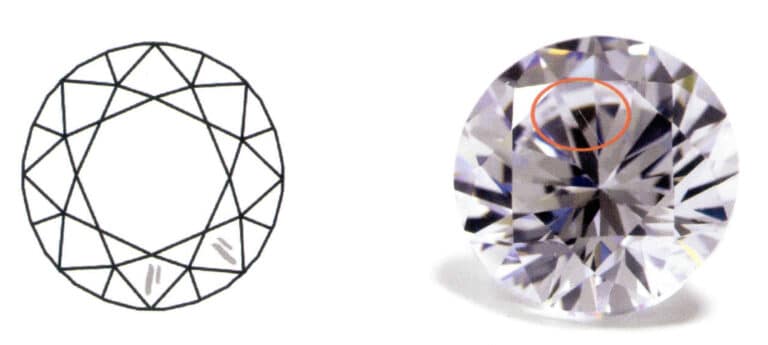
(8) Poros de areia
Os poros de areia são marcas deixadas pelo processo de polimento que não removeu completamente os riscos da pedra preciosa, como mostra a Figura 9-7.
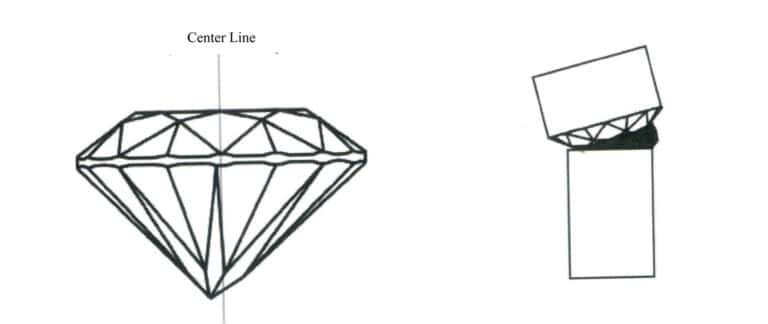
(9) Cúbito descentrado
O fenómeno em que a ponta inferior do produto se desvia da linha central é designado por culeta descentrada. O tampo da mesa não é perpendicular à barra de ferro quando se efectua o contra-ponto, como se mostra na Figura 9-8.
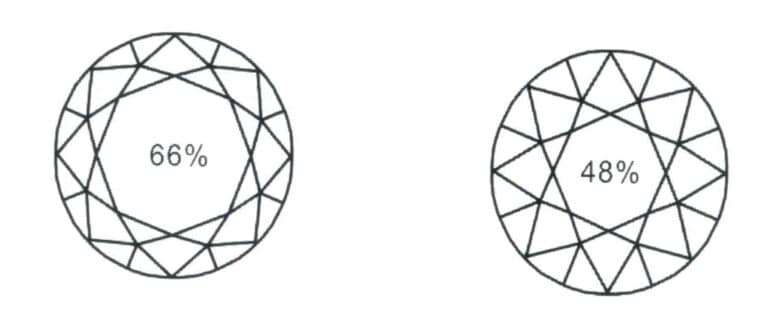
(10) A dimensão do tampo da mesa não é qualificada
O tampo da mesa dos produtos de pedras preciosas facetadas deve corresponder a 58%~60% do diâmetro. Se o tampo da mesa dos produtos de pedras preciosas facetadas for superior a 60% do diâmetro ou inferior a 58% do diâmetro, é considerado não qualificado, como mostra a Figura 9-9.
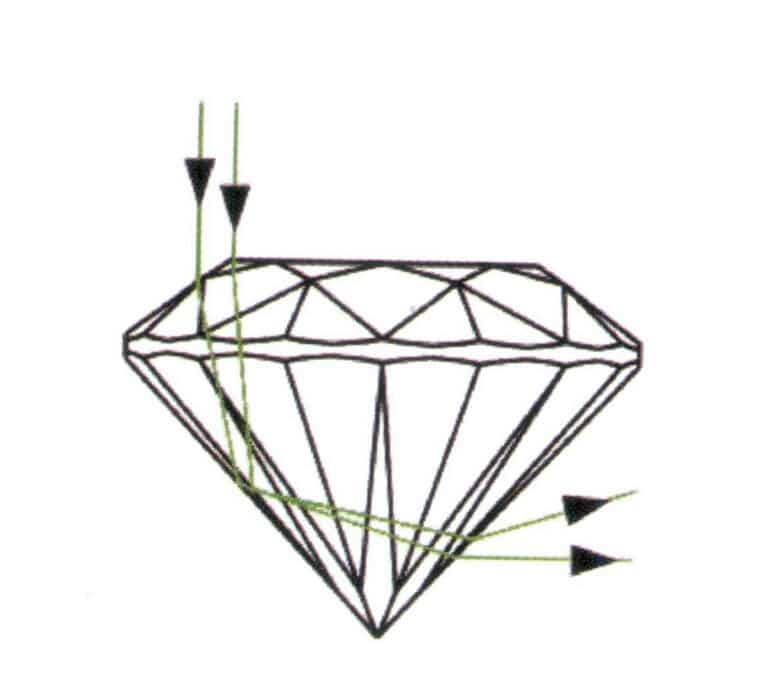
(11) Fuga de luz
O defeito do ângulo do pavilhão é que precisa de ser maior, e a altura total do pavilhão que precisa de ser qualificada é chamada fuga de luz. A principal razão é que o ângulo do pavilhão é inferior ao ângulo de projeto, como se mostra na Figura 9-10.

(12) Fundo escuro
O defeito do ângulo do pavilhão ser demasiado grande e o pavilhão ser demasiado alto em produtos de pedras preciosas facetadas é chamado de base preta. A principal razão é que o ângulo do pavilhão é maior do que o ângulo do desenho, como mostra a Figura 9-11.
Copywrite @ Sobling.Jewelry - Fabricante de jóias personalizadas, fábrica de jóias OEM e ODM
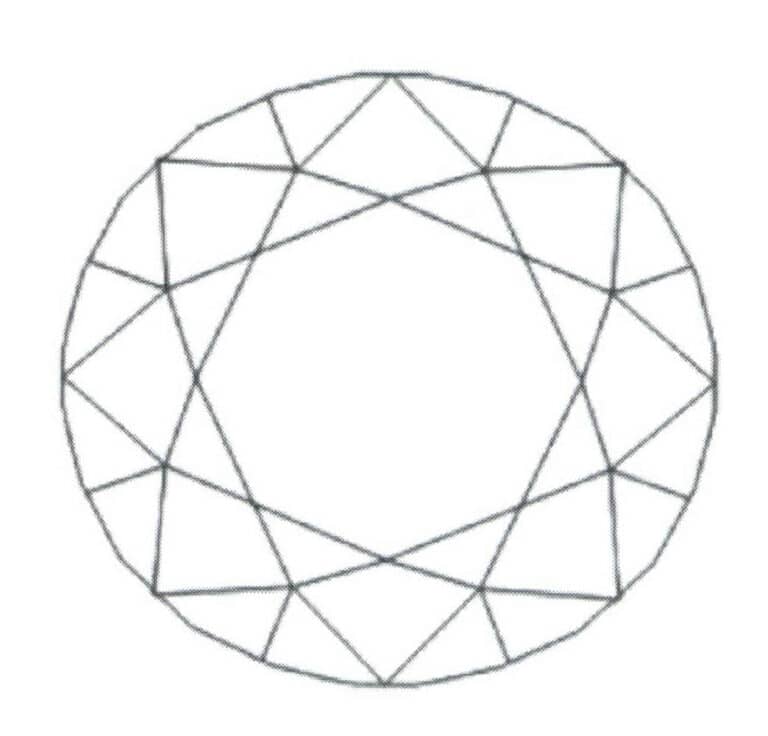
(13) Separação de estrelas
O fenómeno em que os ângulos entre facetas estelares adjacentes em produtos de pedras preciosas facetadas não se encontram num ponto é chamado de separação estelar, como mostrado na Figura 9-12.

(14) Colisão de estrelas
O fenómeno em que os ângulos entre facetas estelares adjacentes em produtos de pedras preciosas facetadas se ligam excessivamente é designado por colisão estelar, como mostra a Figura 9-13.
(15) Colisão da cintura da estrela
O fenómeno em que os ângulos entre a face pequena da estrela e a face pequena da cintura superior em produtos de pedras preciosas facetadas se ligam nos cantos é designado por colisão da cintura da estrela, como mostra a Figura 9-14.

(16) Separação da cintura da estrela
O fenómeno em que os ângulos entre a face pequena da estrela e a face pequena da cintura superior nos produtos de pedras preciosas facetadas não se ligam é designado por separação da cintura da estrela, como mostra a Figura 9-15.
(17) Separação da cintura
O fenómeno em que os ângulos entre as duas facetas superiores da cintura de um produto de pedra preciosa facetada não se unem é chamado de separação da cintura, como mostra a Figura 9-16.
(18) Colisão da cintura
O ângulo e a transição de ângulo que liga duas facetas superiores da cintura em produtos de pedras preciosas facetadas é chamado de colisão de cintura, como mostrado na Figura 9-17.

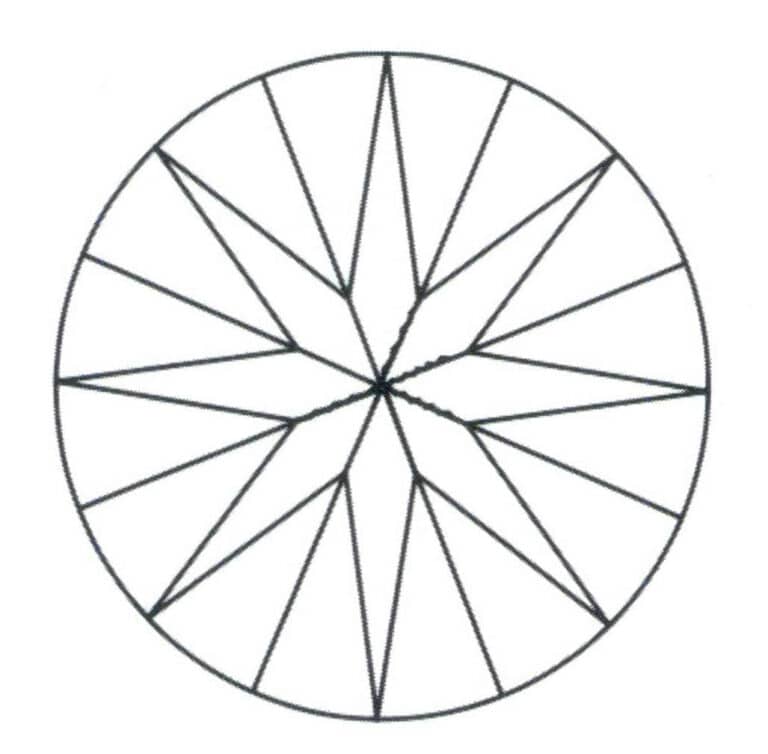
(19) Multifacetado
O defeito de ter duas ou mais facetas aparecendo numa faceta ideal em produtos de pedras preciosas facetadas é chamado de multifacetado, como mostrado na Figura 9-18.
(20) Placa de arrasto
O defeito na junção de facetas adjacentes de produtos de pedras preciosas facetadas que não formam arestas vivas, mas apresentam uma forma de arco arredondado, é chamado de placa de arrasto, como mostrado na Figura 9-19.

(21) Não pontiagudo
O defeito dos produtos de pedras preciosas facetadas em que o ponto inferior não é recolhido é chamado "não apontado". Isto é geralmente causado pela altura insuficiente da pedra bruta, como mostra a Figura 9-20.
(22) Mal apontado
O defeito em produtos de pedras preciosas facetadas em que a faceta principal do pavilhão não converge num ponto com o ponto inferior é chamado de "mal apontado", como mostrado na Figura 9-21.

(23) A dimensão não é qualificada
Nos produtos de pedras preciosas facetadas, os erros de dimensão que excedem os requisitos do projeto são designados por dimensões não qualificadas, como mostra a Figura 9-22.
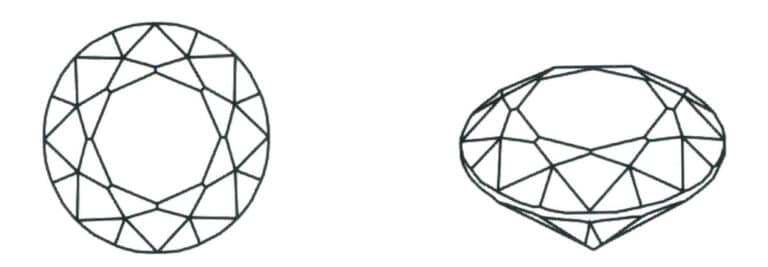
(24) Perda de redondeza
Nos produtos acabados de pedras preciosas redondas, os diâmetros da circunferência da cintura não são iguais, e os produtos com formas irregulares são designados por perda de redondeza. Este problema é causado pela não conformidade da forma durante a produção de pedras brutas ou por operações manuais incorrectas de afiação, como se mostra na Figura 9-23.
(25) Ponta de raspagem
O fenómeno de pequenos arranhões semelhantes a pontos na ponta inferior ou contusões nas bordas perto da ponta inferior em produtos de pedras preciosas facetadas é chamado de ponta de flor, como mostrado na Figura 9-24.
(26) Pedra danificada
O fenómeno de riscos listrados em pedras preciosas facetadas é chamado "pedra danificada", como mostra a Figura 9-25.
2. Inspeção da qualidade das gemas
2.1 Ferramentas de inspeção da qualidade das gemas
(1) Toalha especial de inspeção de pedras preciosas
Escolha toalhas de algodão com boa absorção de água, como mostra a Figura 9-26.

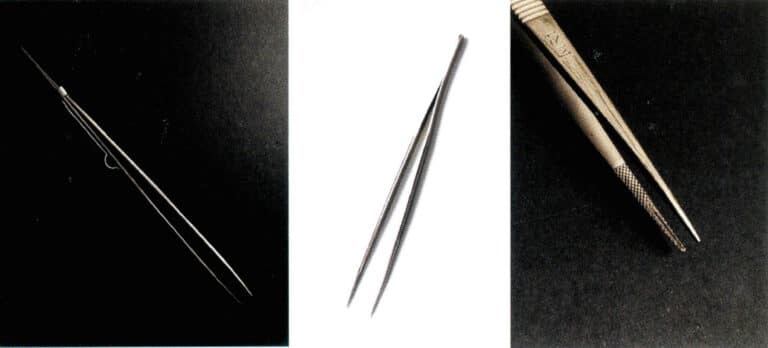
(2) Pinças para pedras preciosas
As pinças para pedras preciosas devem ser feitas de aço inoxidável, com ou sem mecanismo de bloqueio; as pontas das pinças podem ter dentes com ou sem ranhuras. As pinças sem ranhuras são normalmente usadas para contar pedras preciosas, enquanto que as pinças com ranhuras são normalmente usadas para segurar pedras preciosas, como se mostra na Figura 9-27.
(3) Lupa para pedras preciosas
A lente de ampliação dobrável para processamento e inspeção de pedras preciosas normalmente tem uma ampliação de 5 a 10 vezes. A distância focal da lente de ampliação dobrável é fixa, tornando-a simples, cómoda e intuitiva de operar, como mostrado na Figura 9-28.

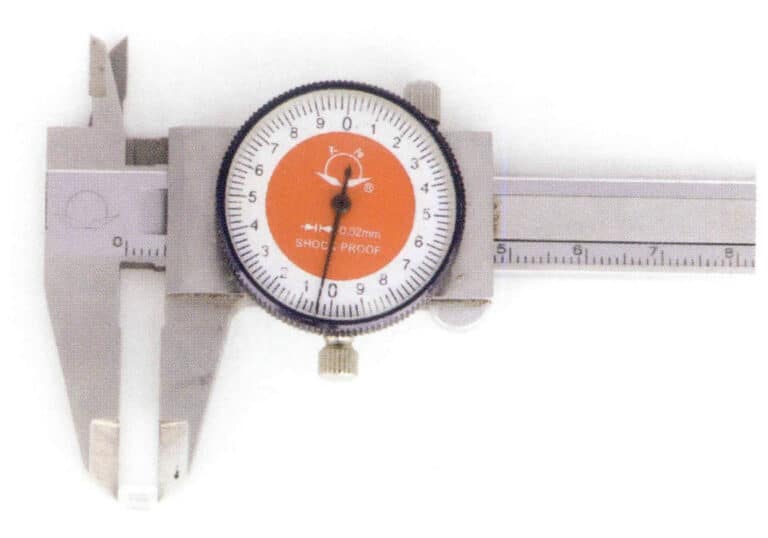
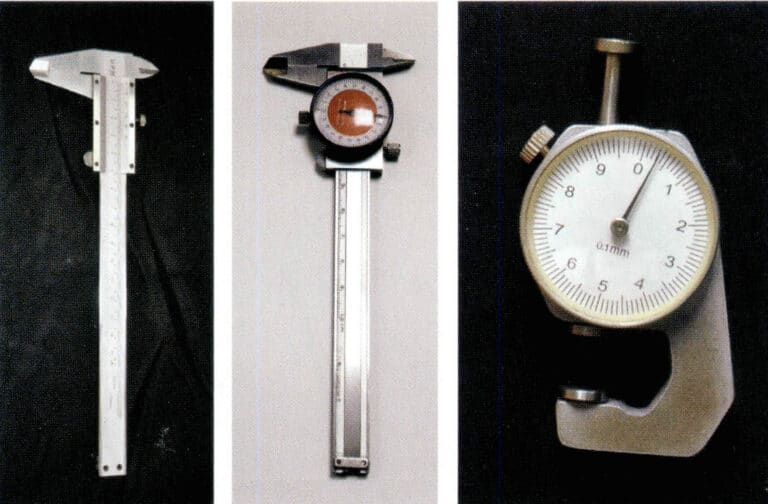
(4) Pinça
O paquímetro é utilizado para medir as dimensões dos produtos de gema, como se mostra na Figura 9-29.
2.2 Normas de classificação do mercado para a inspeção da qualidade das gemas artificiais
(1) Normas técnicas
① Especificações e dimensões
O diâmetro do círculo mede as especificações dos produtos diamantados redondos. Os produtos irregulares são medidos pelos eixos curto e longo, sendo o tamanho das especificações de 1~110mm.
② Desvio de tamanho admissível (Quadro 9-1)
Quadro 9-1 Desvio de dimensão admissível
| Tamanho da especificação (mm) | AAA | AA | A | B | C | D |
|---|---|---|---|---|---|---|
| 1 ~ 2 | ±0.01 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.12 |
| > 2 ~ 5 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.08 | ±0.15 |
| > 5 ~ 25 | ±0.03 | ±0.04 | ±0.05 | ±0.06 | ±0.10 | ±0.18 |
| > 25 | ±0.05 | ±0.08 | ±0.10 | ±0.15 | ±0.20 | ±0.20 |
(2) Normas de inspeção de qualidade a todos os níveis
① Normas de inspeção de pedras preciosas de grau AAA do mercado
- O tamanho é exato e a luz é transparente. Quando verificada com uma lupa de 10x, a superfície das facetas não deve ter marcas de polimento nebuloso branco-acinzentado, boa redondeza, proporções de corte: 59%≤rácio de profundidade total≤64%, 53% ≤rácio de largura da mesa≤58%, 2%≤rácio de espessura da cintura≤5%, e a superfície é uniforme.
- Sem lascas, pontos tortos, turvação, buracos de areia, fuga de luz, base preta, bordos grossos, perda de arredondamento, não pontiagudos, placas múltiplas, placas arrastadas e outros defeitos.
- Simetria: sem colisões de estrelas, separações de estrelas, colisões de cintura de estrelas, separações de cintura de estrelas, colisões de cintura, separações de cintura e outros defeitos. A faceta principal da coroa apresenta uma forma de pipa; a ponta é bem definida.
② Normas de inspeção de pedras preciosas de grau AA do mercado
- O tamanho é exato e a luz é transparente. Quando verificado com uma lupa de 10x, a superfície das facetas não deve ter marcas de polimento nebuloso branco-acinzentado, boa redondeza, proporções de corte: 59%≤rácio de profundidade total≤64%, 53%≤rácio de largura da mesa≤58%, 2%≤rácio de espessura da cintura≤5%, e a superfície é uniforme.
- Sem lascas, pontos tortos, turvação, buracos de areia, fugas de luz, base preta, bordos grossos, perda de redondeza, não pontiagudos, tábuas múltiplas, tábuas arrastadas e outros defeitos.
- São permitidas ligeiras colisões de estrelas na cintura, colisões de cintura, separação de cintura, mas não é permitida a separação de estrelas na cintura; ou não são permitidas colisões de estrelas na cintura, separação de cintura, colisões de cintura, separação de cintura, são permitidas ligeiras colisões de estrelas, mas não é permitida a separação de estrelas, a faceta principal da coroa apresenta uma forma de papagaio; é preferível a pontiaguda.
③ Normas de inspeção de pedras preciosas de nível A
- Dimensões precisas, boa transmissão de luz, verificadas com uma lupa de 10x, a superfície das facetas deve estar livre de marcas de polimento nebuloso branco-acinzentado, boa redondeza, proporções de corte: 59%≤relação de profundidade total≤64%, 53%≤relação de largura da mesa≤58%, 2%≤relação de espessura da cintura≤5%, superfície uniforme da placa.
- Sem lascas, pontos tortos, turvação, buracos de areia, fugas de luz, base preta, bordos grossos, perda de redondeza, não pontiagudos, tábuas múltiplas, tábuas arrastadas e outros defeitos.
- Permitir ligeiras colisões de estrelas na cintura, colisões na cintura, separações na cintura; não permitir separações de estrelas na cintura; ou não permitir colisões de estrelas na cintura, separações de estrelas na cintura, colisões na cintura, separações na cintura, permitir ligeiras colisões de estrelas, não permitir separações de estrelas, a faceta principal da coroa apresenta uma forma de papagaio; preferível uma ponta afiada.
④ Normas de inspeção de pedras preciosas de grau B
- São permitidas as cores relativamente brilhantes, ligeira névoa, buracos de areia extremamente pequenos, pontas extremamente ligeiramente tortas e relativamente redondas.
- Não são permitidos defeitos óbvios, como lascas, não pontiagudos, facetas múltiplas ou facetas arrastadas.
- Permitir colisões de estrelas não óbvias, separações de estrelas, colisões de cintura de estrelas, separações de cintura de estrelas, colisões de cintura e separações de cintura.
⑤ Normas de inspeção de gemas de grau C
- Defeitos graves, como inclusões e buracos de areia.
- Defeitos como lascas, não pontiagudas, perda de redondeza, tábuas múltiplas e tábuas arrastadas são mais óbvios.
⑥ Normas de inspeção de gemas de grau D
- Defeitos graves, como inclusões e buracos de areia.
- Defeitos como o lascamento dos bordos, a culeta descentrada, a perda de redondeza e as placas múltiplas são bastante graves, com fenómenos de placas não pontiagudas ou múltiplas.
➆ Normas de inspeção de pedras preciosas de grau E
Refere-se aos que apresentam roturas, fissuras, deterioração, impurezas, bolhas, turvação intensa e o grau D mais grave, também conhecido como pedras residuais.
(3) Métodos de classificação de mercado
A classificação das pedras preciosas no mercado de Wuzhou, em Guangxi, adopta geralmente os seguintes métodos (com excepções para requisitos especiais).
Produtos AAA: Grau AAA.
Produtos A: A grade, AA grade, AAA grade.
Mercadorias AB: As classes A e B são contabilizadas 50%.
Total de produtos superiores: As classes A e B representam 80%, e as classes C representam 20%.
Total de produtos inferiores: A categoria A representa 10%, as categorias B e C representam 90%.
Mercadorias BC: Grau B e C.
Pedra secundária: Grau D.
Resíduos de pedra: Grau E.
3. Limpeza de gemas
Após o processamento da gema, as manchas de óleo e a cola residual da gema devem ser limpas na superfície da gema. Existem muitos métodos de limpeza, e ao conceber a fórmula da solução de limpeza, a solução deve ser capaz de remover o adesivo e outras sujidades que aderem à superfície da peça de trabalho.
Os métodos de limpeza habitualmente utilizados são descritos a seguir.
(1) Método de limpeza alcalino
Misture carbonato de sódio e água numa proporção de 1:10, e aqueça a 100℃. Coloque os produtos de pedras preciosas processados em uma cesta de aço inoxidável, mergulhe-os na água de carbonato de sódio e ferva-os por 10 minutos para limpá-los completamente.
(2) Método de limpeza com álcool
Coloque os produtos de pedras preciosas em recipientes de cerâmica, plástico ou vidro e, em seguida, deite álcool para embeber a superfície das pedras preciosas até o adesivo sair.
(3) Método de limpeza Tiana
Colocar as pedras preciosas a serem limpas numa tigela de cerâmica, deitar tiana para submergir as pedras preciosas e depois enxaguar bem com água limpa após 10~15 min.