Como fazer as jóias brilharem: O processo de galvanoplastia
Tratamento de pré-galvanização, galvanização e tratamento pós-galvanização
Polimento eletrolítico
Índice
Secção I Tratamento pré-revestimento
O tratamento de pré-galvanização refere-se ao trabalho cuidadoso de preparação da superfície que deve ser efectuado na peça antes da galvanização, com base nas propriedades do material da peça, no estado da superfície e nos requisitos de tratamento da superfície. A eficácia do tratamento de pré-revestimento tem um impacto direto na qualidade da galvanoplastia e é uma condição necessária para garantir bons resultados durante todo o processo de galvanoplastia. Antes da galvanoplastia, a superfície da peça de trabalho deve ser polida para melhorar o seu estado e remover quaisquer manchas de óleo ou películas de óxido, garantindo um revestimento bem ligado, resistente à corrosão, liso e brilhante. Defeitos como borbulhas, descamação, manchas e fraca resistência à corrosão no revestimento são frequentemente causados por um tratamento de pré-revestimento incorreto.
De um modo geral, o tratamento de pré-revestimento pode ser dividido nas seguintes etapas: polimento, remoção de cera, electro-desengorduramento, limpeza da superfície e gravação suave.
1. Tipos de processos de polimento
O polimento utiliza vários meios, tais como métodos físicos, químicos ou electroquímicos, para obter um efeito de espelho liso e brilhante na superfície dos metais das jóias. Os processos comuns de polimento de jóias incluem principalmente o polimento mecânico, químico, eletrolítico e de moagem.
(1) Polimento mecânico
O polimento mecânico envolve a utilização de equipamentos como tambores vibratórios, tambores de tambor, tambores magnéticos, tambores rotativos e tambores de arrasto para tratar a superfície das peças, obtendo efeitos de polimento grosseiro e médio e, em alguns casos, até efeitos de polimento fino.
(2) Polimento com coloração química
O polimento com coloração química (conhecido como polimento) é abrangido pelo polimento químico. A chamada coloração química refere-se a uma reação química violenta semelhante a uma explosão que ocorre quando a peça de trabalho é colocada num recipiente cheio de uma solução química. No processo de produção atual, as jóias são tratadas com corantes químicos para remover as impurezas da superfície da peça de trabalho, aumentando o seu brilho e luminosidade.
O polimento com explosão de cor é geralmente efectuado após o acabamento da peça, para expor os defeitos escondidos sob a superfície e permitir a sua reparação precoce. Por vezes, a coloração química trata os moldes em bruto, a fixação da cera com pedras pretas, etc. Em resumo, o polimento com coloração química pode melhorar a planura das superfícies das jóias, mas não pode substituir a retificação e o polimento para obter um acabamento espelhado. Devido aos requisitos de proteção ambiental, raramente é utilizado em empresas de processamento de jóias.
(3) Polimento eletrolítico
O polimento eletrolítico reduz a rugosidade fina da superfície da peça de trabalho, remove as manchas de óleo do processo anterior e obtém limpeza e brilho na superfície da peça de trabalho. Diferentes materiais metálicos utilizam diferentes soluções de polimento eletrolítico e processos de polimento. Este processo está bem estabelecido para jóias de aço inoxidável e ligas de cobre, obtendo bons resultados de polimento. No entanto, os resultados actuais deste processo são médios para o ouro, a prata, a platina e as suas ligas.
① O princípio do polimento eletrolítico
Durante o polimento eletrolítico, forma-se uma película viscosa com elevada resistividade na superfície do ânodo. A espessura desta película é menor nas saliências microscópicas e maior nas reentrâncias microscópicas, resultando numa distribuição desigual da corrente. A densidade de corrente é elevada nas saliências microscópicas, conduzindo a uma taxa de dissolução rápida. Em contraste, a densidade de corrente é menor nos recessos microscópicos, resultando numa taxa de dissolução lenta. Os iões metálicos dissolvidos difundem-se através da película, obtendo-se um efeito suave e brilhante.
② Caraterísticas do polimento eletrolítico
O polimento eletrolítico tem as seguintes vantagens: pode polir facilmente peças com formas complexas, pode alisar áreas que o polimento mecânico não consegue alcançar, como recessos e lacunas, e a superfície da peça polida não se deforma; pode refletir o verdadeiro estado da superfície metálica; é fácil de operar, a remoção de espessura é fácil de controlar e a eficiência da produção é elevada.
No entanto, o polimento eletrolítico tem também algumas desvantagens. Por exemplo, não pode remover riscos profundos, buracos profundos e outros desníveis macro na superfície da peça de trabalho, nem pode remover impurezas não metálicas contidas no metal; em ligas multifásicas, se uma fase não for facilmente dissolvida anodicamente, isso afectará a qualidade do polimento, etc.
③ Principais equipamentos e ferramentas utilizados
Retificador, calha de PVC (copo), placa de eléctrodos, vareta de aquecimento elétrico, dispositivo de suspensão, vareta de vidro, etc.
④ Materiais principais
Eletrólito, água pura.
⑤ Pontos-chave da tecnologia de funcionamento
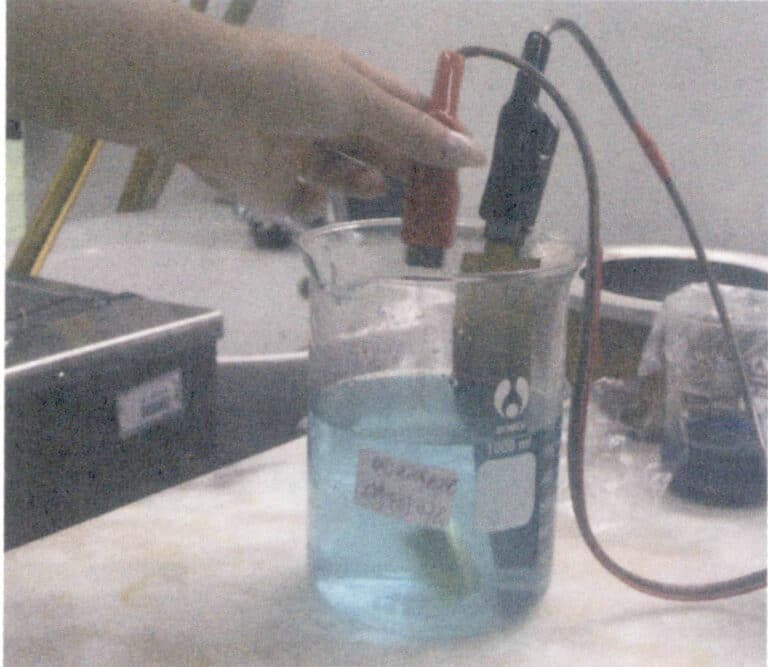
- Verter o eletrólito para um recipiente ou copo de PVC, adicionar água pura na proporção especificada e agitar uniformemente com uma vareta de vidro.
- Pendurar a placa de eléctrodos na parede da tina ou copo de PVC e ligá-la ao terminal catódico do retificador (Figura 6-1).
- Suspender a peça de trabalho no dispositivo de fixação, ligá-la ao terminal anódico do retificador e, em seguida, puxar o interrutor do vibrador da posição "OFF" para a posição "ON" e ligar o interrutor de alimentação.
- Colocar a peça de trabalho na solução electrolítica e regular a tensão e o tempo de eletrólise conforme necessário.
- Quando o tempo de eletrólise terminar, retire a peça de trabalho e lave a superfície com água limpa.
Vídeo de polimento eletrolítico
(4) Retificação Polimento
O operador utiliza equipamentos como rebarbadoras, polidoras e guinchos de eixo flexível, juntamente com ferramentas de apoio, para polir a superfície da peça, removendo buracos de areia, marcas de lima, etc., tornando a superfície rugosa da peça lisa e brilhante. Este é também um meio importante para verificar a existência de defeitos na peça de trabalho, permitindo reparações atempadas e eficazes.
2. Processo de polimento e lustragem
(1) Principais equipamentos e ferramentas
Máquina de polir, rebarbadora de discos, rebarbadora de suspensão, aspirador, etc. As principais ferramentas utilizadas para polir e lustrar são indicadas no Quadro 6-1.
Tabela 6-1 Tabela de ferramentas de retificação e aplicações
| Número de série | Nome da ferramenta | Aparência | Objetivo |
|---|---|---|---|
| 1 | Roda de escova de polimento |
|
Polimento das cavidades e das aberturas no anel interior da peça de trabalho. |
| 2 | Roda de escova longa para polimento |

|
Polimento de diferentes marcas e cavidades na superfície de peças de trabalho. |
| 3 | Roda de escova curta para polimento |

|
Posição da ponta de polimento, posição da garra, cabeça da garra, posição de colocação da pedra, etc. após a colocação da pedra na peça de trabalho. |
| 4 | Escova de arame miniatura |
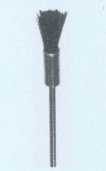
|
Branco (tipo macio) para polir; preto (tipo duro) para lixar. |
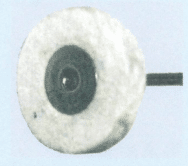
| 5 | Roda de polir de feltro de lã |
|
Polimento das superfícies exteriores e laterais das peças para remover as marcas de lixa e de lima. |
| 6 | Pau de anel |
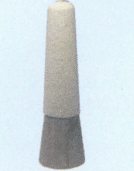
|
Polimento do anel interior do anel, que actua como agente de alisamento |
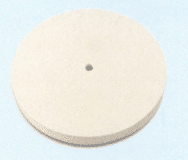
| 7 | Disco de roda em feltro de lã |
|
Polimento do anel interior da peça de trabalho para o tornar brilhante e húmido. |
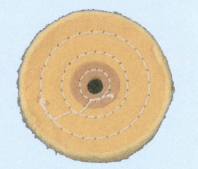
| 8 | Disco de roda em feltro de lã amarelo |
|
Depois de a peça de trabalho ter sido batida pelo disco de feltro de lã, a superfície exterior da peça de trabalho é então alisada com um disco de feltro de lã amarelo (polimento grosseiro). |
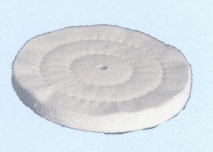
| 9 | Disco de roda em feltro de lã branca |
|
Utilizado principalmente para dar brilho ao rebordo exterior de peças de trabalho, tornando-o brilhante (polimento fino) |
| 10 | Compressor de aço |
|
Utilizado para aplanar superfícies de furos de ouro e de areia. |
| 11 | Mandril de recolha de duas extremidades |
|
Para a fixação de peças de trabalho pequenas, tais como olhais. |
| 12 | Disco de polimento duro |

|
Os discos de polimento duros são utilizados para polir superfícies planas e oblíquas de peças de trabalho com alta velocidade e bom efeito; Os discos de polimento neutros e macios são utilizados para polir superfícies planas e oblíquas e superfícies curvas de peças (dependendo da rugosidade da superfície das peças). |
| 13 | Outras ferramentas auxiliares |
|
Lixa, almofadas de dedos de lã emborrachada, espaçadores de couro, algodão, tecido. |
| Notas: (1) Quando se utiliza um disco de roda de feltro de lã branca, o tipo de cera a aplicar deve ser determinado de acordo com os requisitos do processo, tornando o disco de roda de feltro de lã branca numa ferramenta para lixar ou polir. (2) As pequenas rodas de escova de polimento podem ser divididas em três tipos: branca, cinzenta e preta. O branco é mais macio e utilizado principalmente para polir; o preto é mais duro e mais propenso a esmerilhar excessivamente; atualmente, utiliza-se principalmente o disco de escova de polimento pequeno moderadamente cinzento. (3) Existem também rodas de escovas de polimento de duas e quatro filas, que devem ser selecionadas com base na profundidade e largura das fendas e buracos. | |||
Tabela 6-2 Vários compostos de polimento e suas utilizações
| Nome do material | Caraterísticas | Utilização | |
|---|---|---|---|
| Massa de polimento verde |
|
Força de corte forte, eficácia rápida, alto brilho, superfície uniforme e brilhante sem marcas de abrasão | Pode ser utilizada para o polimento grosseiro e médio de jóias. |
| Massa de polir branca |
|
Forte poder de corte, remove as marcas de abrasão deixadas após o polimento áspero, eficácia rápida, o brilho pode atingir o efeito de espelho. | Pode ser utilizada para o polimento grosseiro, médio e fino de jóias. |
| Massa de polir vermelha |
|
Determinado poder de corte, muito poucas marcas de abrasão, o brilho pode atingir o efeito de espelho. | Pode ser utilizada para o polimento fino de jóias. |
(2) A sequência básica de retificação e polimento
O desbaste e o polimento devem seguir a sequência básica de polimento grosseiro, médio e fino.
① Polimento grosseiro
O polimento grosseiro significa remover primeiro as marcas de lima, marcas de alicate, marcas de broca, rebarbas e a camada de óxido preto deixada pela soldadura na superfície da armação de metal para jóias, com o objetivo de tornar a armação de metal para jóias suave e coordenada, com curvas arredondadas e linhas fluidas. No entanto, não se deve aplicar demasiada força nem polir de forma demasiado agressiva, uma vez que deixar mossas na superfície da armação da joia dificultará a reposição do seu aspeto original. O polimento grosseiro é a base para o polimento médio e fino subsequente; o não cumprimento dos requisitos afectará o efeito de polimento e terá um impacto direto na qualidade da joia. Durante o polimento em bruto, a cera deve ser aplicada na roda da escova de polimento e na roda de pano, mas não em demasia para evitar o sobreaquecimento devido à fricção, o que pode fazer com que a cera derreta e cubra a superfície da joia, obscurecendo várias marcas e manchas. Isto afectará a qualidade do polimento em bruto e criará dificuldades no polimento fino, podendo levar à necessidade de um novo polimento em bruto.
② Polimento médio
Para alguns materiais metálicos de joalharia com menor dureza e boa resistência, como a platina, o polimento é difícil porque existe um fenómeno de retenção, dificultando o polimento da superfície metálica. Só é possível cumprir os requisitos através de várias sessões de polimento. Para este tipo de jóias, é aconselhável efetuar um polimento médio. O método de polimento médio é o mesmo que o do polimento grosseiro, continuando a utilizar uma escova de cerdas e uma roda de pano amarelo para o polimento médio. A única diferença é o composto de polimento utilizado, que emprega principalmente um composto de polimento branco de grão mais fino. O polimento médio segue o método do polimento grosseiro, repolindo a joia do princípio ao fim.
③ Polimento fino
Depois de qualquer joia ter sido submetida a um polimento grosseiro, deve ser polida com precisão para melhorar a suavidade da superfície da joia de metal. O polimento fino é efectuado com base no polimento grosseiro e médio, tornando a superfície das jóias uniforme e lisa, obtendo um efeito refletor espelhado. No entanto, a área de contacto durante o polimento fino é pequena, pelo que não só a força deve ser leve, como também deve ser aplicada uniformemente. Toda a superfície da joia deve ser polida completamente. O método específico consiste em aplicar um composto de polimento vermelho numa roda de pano branco fino, polindo primeiro a parte da frente da joia, depois os lados e os cantos. No caso dos anéis, deve aplicar-se primeiro cera vermelha no núcleo do anel selecionado, polir o círculo interior do anel, depois polir os ombros decorativos na parte da frente do anel e, por fim, polir ambos os lados e o círculo exterior da joia.
(3) Processo de retificação e polimento
① Disco de polimento de moagem
O objetivo da retificação do disco de polimento é remover várias marcas da superfície da peça de trabalho, reduzir a carga de trabalho do polimento e melhorar a eficiência da produção dos processos subsequentes. Dependendo do estado da peça de trabalho, escolher um disco (duro, neutro, macio), colocar o disco (novo) virado para baixo, instalá-lo na rebarbadora de discos e usar uma lixa para esmerilar as rebarbas na superfície inferior do disco, tornando a superfície inferior lisa e sem arestas vivas (é melhor usar o disco que foi tratado com lixa depois de repousar durante 24 horas), sem sensação de flutuação para cima e para baixo (ver Figura 6-2).
A chave para lixar o disco de polimento é manter os movimentos suaves, manter a concentração e controlar as acções livremente.
Retificação do anel: Segurar a peça de trabalho com as duas mãos, sem a inclinar, e colocar a peça de trabalho no centro do disco, empurrando e puxando 2 ~ 3 vezes (ver Figura 6-3). Verificar o efeito de polimento; para as áreas que não tenham sido totalmente polidas, polir mais 1 ~ 2 vezes. Não devem ser deixadas marcas na peça de trabalho após o polimento e, quando os passos de polimento estiverem concluídos, a velocidade de recolha da peça de trabalho deve ser estável e rápida.

Figura 6-2 Retificação do disco

Figura 6-3 Polimento do disco
Deve-se ter um cuidado especial ao lixar o disco de polimento para peças de joalharia com um rebordo em forma de cordão. Basta remover as marcas de lixa deixadas durante o acabamento; no caso de marcas de lixa gerais (mais superficiais e mais pequenas), estas não são esmeriladas, evitando que o bordo do cordão se torne demasiado fino e seja quebrado ou removido pelo disco.
Na técnica de retificação de discos de polimento, os anéis de retificação são fundamentais. Uma vez dominados os gestos e a coordenação dos vários movimentos, os métodos para retificar outros tipos de peças tornar-se-ão uma segunda natureza.
② Polimento
Quando se recebe uma nova peça de trabalho, a primeira coisa a fazer é observá-la cuidadosamente, verificando se as gravações são claras, se existem garras partidas, se as pedras estão bem engastadas, se as pedras preciosas estão rachadas, se os bordos das pedras preciosas estão a desfazer-se e se a própria peça de trabalho está partida. Se algum destes problemas estiver presente, deve ser comunicado, registado ou substituído de imediato.
Em geral, o processo de polimento é efectuado pela seguinte ordem: polimento das linhas→ polimento da base→ polimento do círculo interior→ polimento com rodas de escovas de polimento→ polimento com roda de polimento de feltro de lã→ polimento com disco de roda de feltro de lã amarela→ polimento com disco de roda de feltro de lã branca→ polimento da base (polimento do círculo interior)→ polimento da roda de tecido (as peças em ouro K podem ser isentas de polimento com disco de roda de feltro de lã amarela).
- Polimento de linhas. Depois de obter a peça de trabalho, verificar o tamanho do espaço na área de polimento e, em seguida, determinar a espessura do cabo. Durante a operação, puxar cada área por uma determinada ordem, mas prestar atenção ao tempo e à força; o tempo de polimento não deve ser demasiado longo e a força não deve ser demasiado grande para evitar puxar as ranhuras ou provocar deformações (Figura 6-4)
- Polimento do fundo. Primeiro, observe a forma da área a ser varrida e, em seguida, determine a ferramenta para polir o fundo. Se a área for quadrada ou redonda, deve ser instalada uma vassoura reta na cabeça da rebarbadora suspensa para polir; se a área for em forma de tira, deve ser utilizada uma vassoura de cerdas. Ao polir o fundo, ter em atenção as arestas e os cantos para minimizar os danos (Figura 6-5). Em locais onde três superfícies se encontram em ângulo, é difícil polir completamente com estas duas ferramentas; normalmente, instala-se uma broca na rebarbadora suspensa e a ponta da broca é envolvida com algodão apropriado para polir, verificando constantemente até estar completamente polida. As ferramentas normalmente utilizadas para varrer o fundo são a vassoura de cerdas longas e a vassoura reta de cabo longo. Antes de serem utilizadas, devem ser lixadas com areia, para que as cerdas não se espalhem. Para fendas ou buracos grandes e compridos, deve ser utilizada uma vassoura nova de cerdas compridas ou uma vassoura reta de cabo comprido (comprimento das cerdas 1,2 cm); para fendas ou buracos pequenos e curtos, deve ser utilizada uma vassoura de cerdas compridas ou uma vassoura reta de cabo comprido com comprimento das cerdas inferior a 0,8 cm.
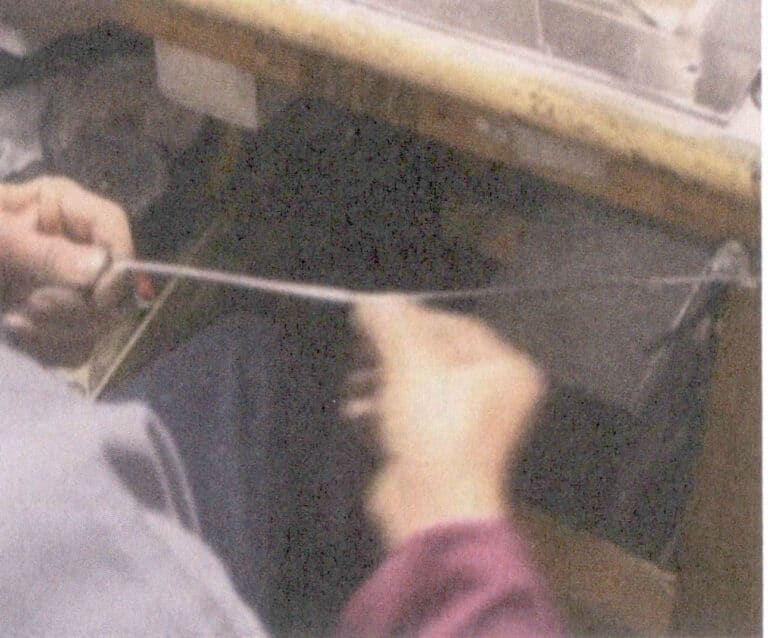
Figura 6-4 Polimento de linhas
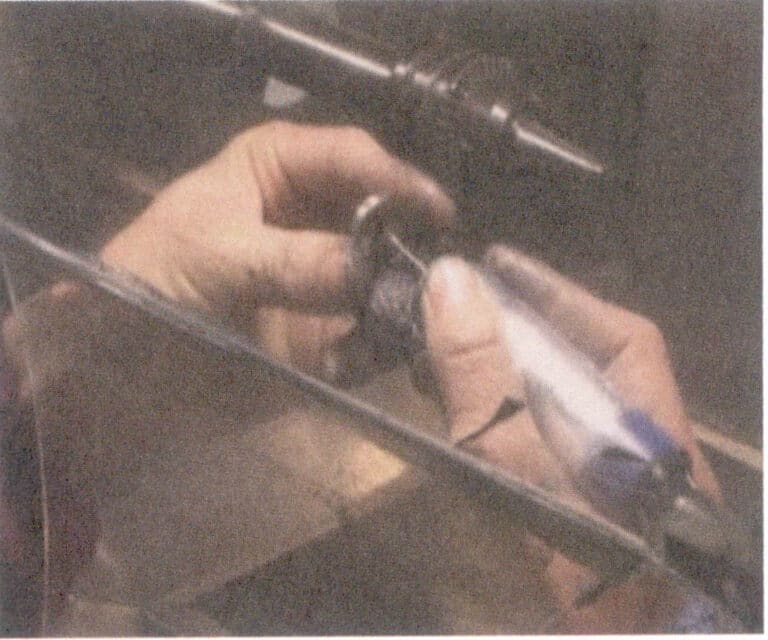
Figura 6-5 Polimento do fundo
- Polir o círculo interno. Este processo é especificamente concebido para anéis. Escolha uma barra de núcleo adequada de acordo com as suas necessidades, instale-a nos moinhos e verifique a máquina para garantir que a barra de núcleo do anel está estável e não treme (Figura 6-6). Aplicar o composto de polimento na haste do núcleo de veludo e, em seguida, usar o polegar, o indicador e o dedo médio da mão direita para agarrar firmemente o anel, colocando-o na haste rotativa do anel. Rode o anel e mova-o rapidamente para a esquerda e para a direita na haste do anel. Durante o polimento, preste atenção à superfície de contacto entre a haste do núcleo e o anel, mantendo a superfície de contacto de polimento a cerca de 1/3 do arco de círculo interno. Se a superfície de contacto de polimento for demasiado pequena, a eficiência do trabalho será baixa; se a superfície de contacto for demasiado grande, mudar a posição de polimento será muito inconveniente e a resistência ao atrito será elevada, dificultando a manutenção das jóias polidas, o que pode fazer com que as jóias polidas rodem juntamente com a haste central. Depois de rodar e polir o anel durante uma volta completa, vire-o e rode-o mais uma vez e, em seguida, retire-o para inspeção até ficar brilhante e claro. Durante esta operação, é importante manter a integridade e a clareza da gravação.
- Polimento com rodas de escovas de polimento. O polimento com rodas de escovas de polir polir principalmente as superfícies de jóias incrustadas, os bordos da pedra principal e das pedras laterais, e quaisquer lacunas nos elementos decorativos. Também pode polir a parte de trás da joia. Existem rodas de escovas longas e rodas de escovas curtas (Figura 6-7).
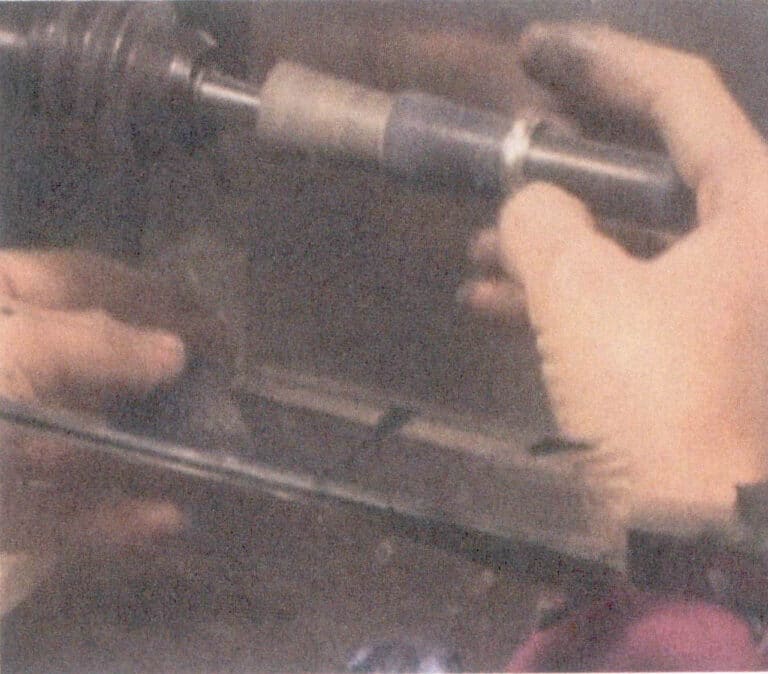
Figura 6-6 Polimento do círculo interior
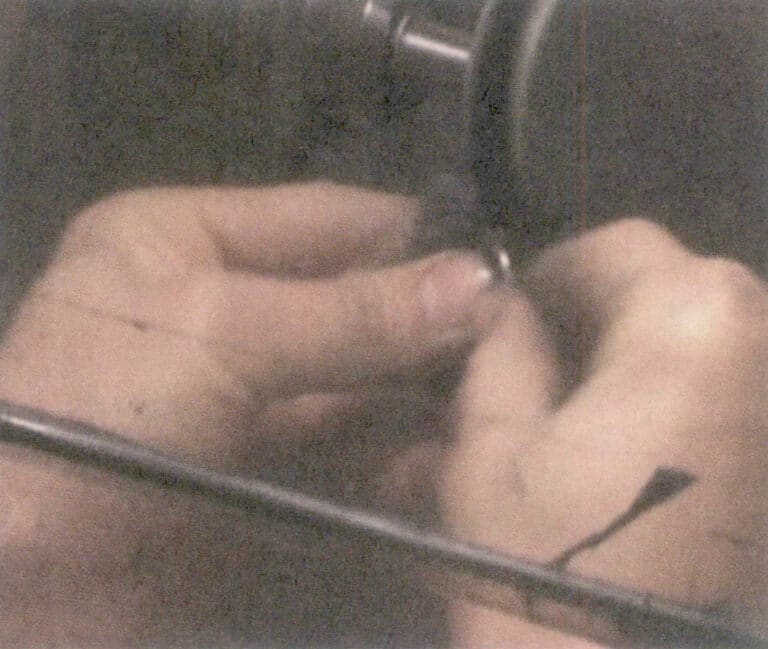
Figura 6-7 Escova para cabelo de automóvel
Polimento com rodas de escova de polimento comprida: Instale a escova de polimento comprida na máquina de polir, ligue-a e certifique-se de que funciona corretamente sem tremer. Aplique cera verde e utilize o dedo indicador e o polegar da mão esquerda (ou direita) para segurar o anel durante o polimento. Ao polir áreas curvas ou rebaixadas, altere constantemente o ângulo para evitar polir o mesmo ponto durante demasiado tempo ou utilizar um único ângulo para evitar que as arestas se desmoronem, que os dentes se achatem ou que as pontas fiquem afiadas.
Polimento com rodas de escova de polimento curta: Tal como a escova de polimento comprida, instale a escova de pelo curto na máquina de polir, aplique cera verde e utilize o dedo indicador e o polegar da mão esquerda (ou direita) para segurar o anel durante o polimento. Preste atenção à distribuição da força durante o polimento e faça o polimento a partir de vários ângulos e direcções. Para os engastes de pedra, domine o ângulo e utilize uma força moderada para o polimento de impacto. Adicionalmente, para áreas com três superfícies angulares, utilize uma rebarbadora suspensa, uma broca e algodão para polir, assegurando que as arestas não colapsam e que as pontas não ficam planas ou afiadas.
As escovas normalmente utilizadas são principalmente escovas de duas filas, sendo uma mais dura e a outra mais macia. A escova dura pode polir ouro K e platina, e a eficiência do polimento das peças é relativamente rápida; a escova macia só pode polir ouro K. A nova escova de duas filas tem um comprimento de pelo de 1,2 cm e é utilizada principalmente para polir áreas com espaços maiores, tais como os lados entre os pinos; a escova média refere-se a uma escova com um comprimento de pelo de 0,4 ~ 0,8 cm, que é a mais eficaz; a escova curta refere-se a uma escova com um comprimento de pelo inferior a 0,4 cm, utilizada principalmente para polir cabeças de pinos e molduras. Além disso, existem escovas com núcleo de ferro e escovas de quatro filas. A nova escova de núcleo de ferro tem um comprimento de pelo de cerca de 1,5 cm e é usada para polir molduras em forma de estrela porque o espaçamento entre molduras em forma de estrela é relativamente curto, com lacunas profundas e estreitas, facilitando a escova de duas filas para soltar as pedras preciosas; a escova de quatro filas é usada principalmente para polir peças de trabalho com várias garras (prong). Antes de utilizar a escova para automóveis, esta deve ser instalada de forma estável na máquina de polir para evitar vibrações. A escova recém-utilizada deve também ser polida com areia para remover os pêlos espalhados de ambos os lados, concentrando os pêlos, e depois a ponta da escova deve ser polida com areia para evitar um polimento desigual.
Ao polir com as escovas de polimento, tenha o cuidado de aplicar a força adequada; uma força excessiva pode causar a deformação da joia, a perda de garras, o desprendimento de garras ou mesmo a perda de pedras. Além disso, o polimento deve ser minucioso para evitar deixar marcas de lima ou riscos.
- Polimento com disco de polir de feltro de lã. Colocar a superfície da peça de trabalho a polir num ângulo paralelo à roda de polimento de feltro de lã e, em seguida, aproximar a roda de polimento de algodão, segurando a peça de trabalho com a mão direita e aplicando uma ligeira pressão, movendo a peça de trabalho de modo a que a roda de polimento possa entrar em contacto com a superfície da peça de trabalho (ver Figura 6-8). Tenha o cuidado de manter a mão firme durante o movimento, sem fazer pausas, e certifique-se de que a superfície de contacto entre a roda de polir de feltro de lã e a peça de trabalho permanece paralela e não se intersecta para evitar deformar a peça de trabalho. Antes de utilizar uma nova roda de polir de feltro de lã, esta deve ser polida com areia para evitar vibrações.
- Polimento com disco de feltro de lã amarelo. Segurar a peça de trabalho que foi polida pelo disco de retificação e pelo disco de polimento de feltro de lã com as duas mãos, colocando-a debaixo do disco de feltro de lã amarelo (ver Figura 6-9). Antes de utilizar um novo disco de feltro de lã amarela, este deve ser solto com uma prensa de cobre e lixado com areia.
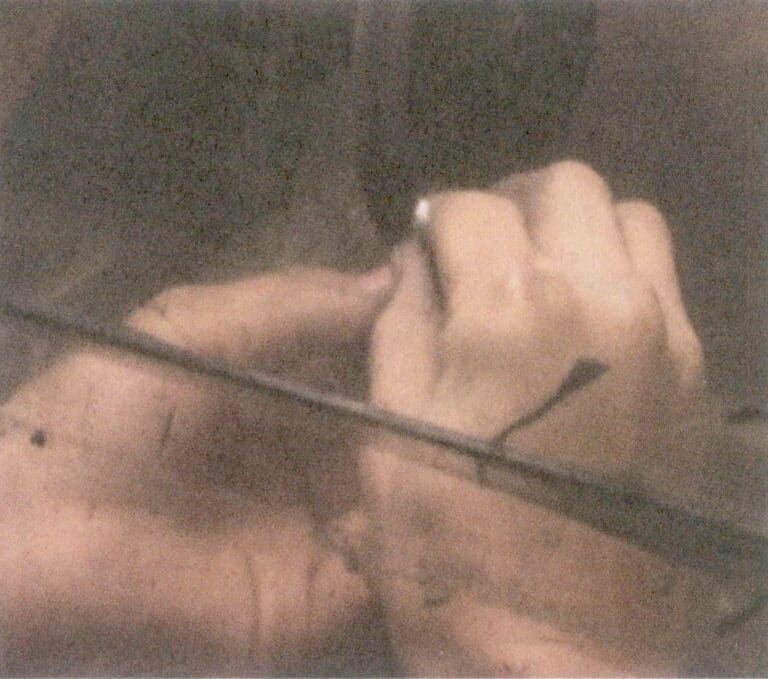
Figura 6-8 Polimento com roda de polimento de feltro de lã
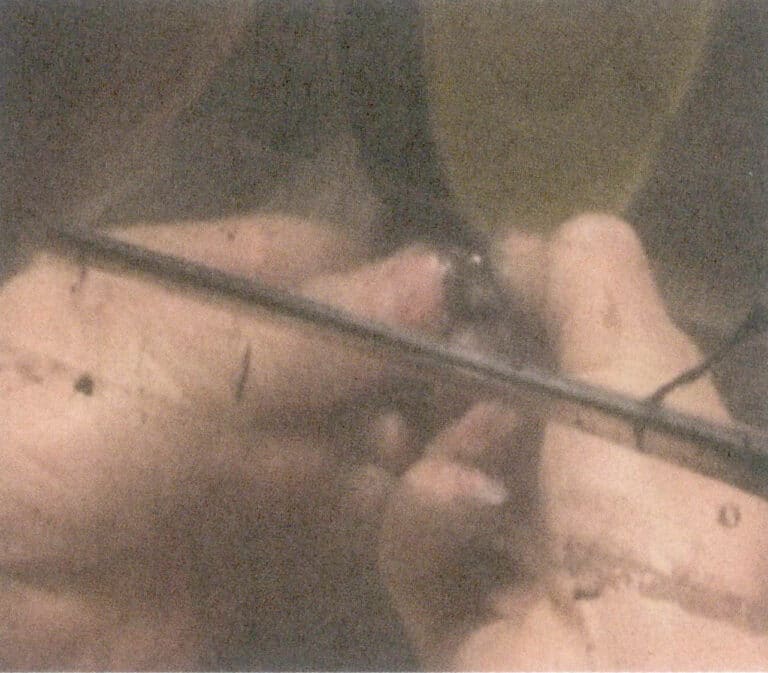
Figura 6-9 Polimento com o disco de feltro de lã amarela
De um modo geral, durante a operação, tente manter a joia paralela à roda do pano de polimento, segurando-a firmemente com as duas mãos e movendo-a em direção à roda do pano de cima para baixo. O polimento deve ser feito uniformemente de uma só vez para garantir que toda a peça de joalharia é polida, e cada parte deve ser bem polida. Técnicas de polimento incorrectas podem facilmente fazer com que as jóias polidas sejam ejectadas das mãos para o disco de polimento rotativo de alta velocidade, o que pode facilmente danificar a superfície da pedra preciosa, deformar o suporte metálico ou provocar a sua quebra. Se as jóias polidas forem de tamanho pequeno (como pingentes ou brincos), pode ser preparado um gancho de arame metálico para segurar as jóias durante o polimento, evitando o polimento por saltos e a força desigual. Se ocorrerem saltos, podem dever-se ao facto de o disco de polimento não estar centrado, de o disco de pano de polimento não ser redondo ou a problemas com a técnica do operador.
- Polimento com disco de feltro de lã branca. Depois de preparar a roda de lixa, ligue a máquina, aplique uma quantidade adequada de cera na roda de lixa e segure firmemente a peça de trabalho com o polegar e o indicador da mão esquerda (ou direita). A peça de trabalho deve ser posicionada num ângulo de aproximadamente 10° em relação ao ponto de contacto na roda de lixa e, em seguida, polida uniformemente em ambos os lados. Se se tratar de uma corrente pequena, utilize ambos os cantos da roda de pano para polir (Figura 6-10). Ao polir com a roda de pano branco, preste atenção aos ângulos e arestas onde as superfícies se ligam, à posição da pedra, pregos, garras, etc., para manter a peça de trabalho o mais próximo possível da sua forma original. Antes de utilizar um novo disco de lixa de tecido branco, esmerilhe os cantos para os tornar uniformes com uma lixa e, em seguida, utilize uma lixa para alisar a superfície do disco de lixa de tecido.
- Polir a base (polir o círculo interno). Para a peça de trabalho polida com a roda de pano, utilizar uma rebarbadora suspensa com uma escova de lã ou uma escova reta para aplicar cera em pó vermelha para polir a base (Figura 6-11). Para as áreas que não estão polidas ou não estão bem polidas, utilizar uma rebarbadora suspensa com uma broca envolta em algodão e aplicar cera de polimento até ficar bem polida. Por fim, utilizar uma rebarbadora suspensa com uma roda de tecido para aplicar cera de polimento no círculo interior, tendo o cuidado de não aplicar demasiada força durante o polimento para evitar que se desfie.
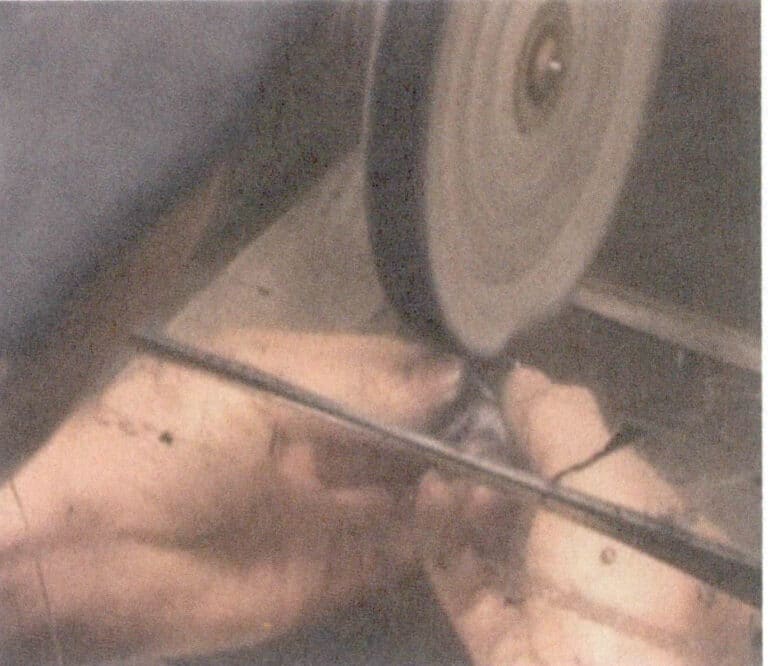
Figura 6 - 10 Polimento com disco de feltro de lã branca

Figura 6 - 11 Polimento da base
- Polimento da Roda de Pano. Este é o processo final. Depois de aplicar o disco de lixa de tecido, revesti-lo com uma quantidade adequada de cera ligeira, usar luvas limpas e polir a peça de trabalho como o disco de lixa de tecido, removendo qualquer cera flutuante e tornando a peça de trabalho brilhante, evitando qualquer penugem (Figura 6-12).
- Outros. Após a retificação ou o jato de areia da peça de trabalho, verifique se existem problemas de separação de cores ou de jato de areia. Se houver, esmerilhe as áreas com problemas de separação de cores ou jato de areia antes de prosseguir com o esmerilamento fino. Uma vez que a platina conduz o calor rapidamente, podem ser usadas almofadas de algodão para os dedos ao retificar peças de platina. Antes de usar as luvas de algodão, corte os fios de algodão em excesso para evitar que fiquem presos no fuso da máquina de retificação, o que poderia causar acidentes de segurança. Geralmente, os protetores de dedos de algodão são tão longos quanto o dedo inteiro, mas não precisam ser tão longos para uso real; as partes em excesso devem ser dobradas para dentro e depois usadas nos dedos (Figura 6-13). Durante o esmerilamento, podem aparecer alguns pequenos buracos de areia; nessa altura, pode utilizar um calcador de aço para os pressionar e depois continuar a esmerilhar sem precisar de os reparar. Colocar o calcador de aço no dedo mindinho e pressioná-lo com o polegar e o indicador.

Figura 6-12 Roda de polimento
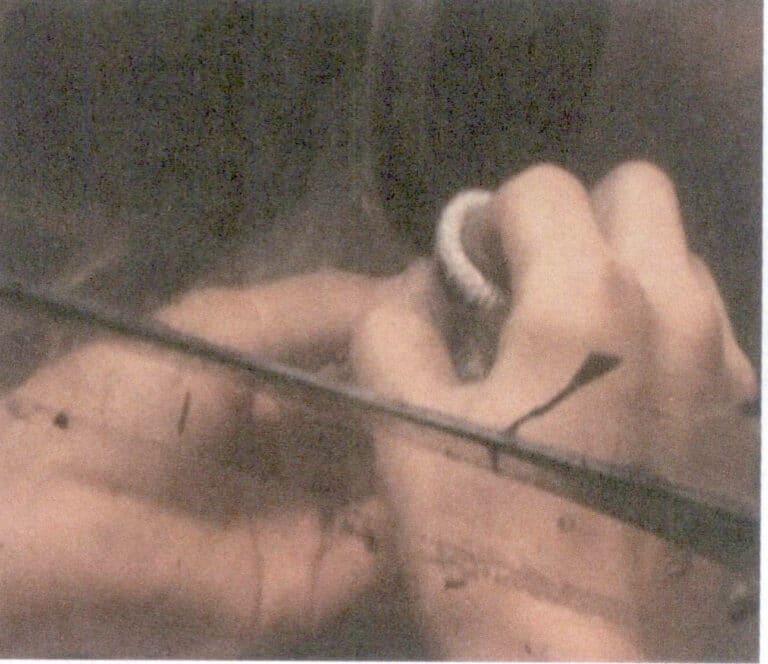
Figura 6-13 Como usar o protetor de dedos
Vídeo sobre lixar e polir
Tabela 6-3 Fluxograma do processo de polimento
| tipo / Processos / Etapas | Anel | Correntes (pulseiras, colares) | Brincos | Pendentes | Pulseiras | Broches | |||||||||||||||
| Platina | K-Ouro | Prata | Cobre | Platina | K-Ouro | Prata | Cobre | Platina | K-Ouro | Prata | Cobre | Platina | K-Ouro | Prata | Cobre | Platina | K-Ouro | Platina | K-Ouro | Prata | |
| Polimento do fundo | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | |||||||||
| Esmerilhar o círculo interno | ● | ● | ● | ● | |||||||||||||||||
| Polimento com disco de polimento | ● | ● | ◊ | ◊ | ● | ● | ◊ | ◊ | ◊ | ◊ | ● | ◊ | ◊ | ◊ | |||||||
| Polimento com escova de polimento | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Polimento com roda de escova de polimento amarela | ● | ◊ | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||
| Polimento com disco de polimento branco | ● | ● | ● | ● | ● | ● | |||||||||||||||
| Polimento da base | ● | ● | ● | ◊ | ◊ | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | |||||||||
| Polir o círculo interno | ● | ● | |||||||||||||||||||
| Polimento | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
(4) Requisitos básicos e precauções para a qualidade das peças polidas
① Requisitos básicos para a qualidade de peças de trabalho polidas
- Pelo aspeto. A superfície deve estar limpa e brilhante, sem cera flutuante, sem marcas de tração, riscos, marcas de lixa, ondulações de água, arestas vivas, linhas suaves, arestas abauladas, arestas côncavas ou deformação.
- O círculo interior do anel e as zonas de polimento da linha e do fundo devem estar brilhantes e limpos, sem riscos, sem manchas (marcas) de lixa e sem arestas ou superfícies danificadas; os caracteres estampados devem permanecer completos e claros.
- O engaste da pedra deve estar isento de marcas de lixa (pontos), sem garras planas (dentes) ou garras afiadas (dentes), e os bordos da pedra não devem apresentar qualquer colapso, afundamento, deformação, folga ou fragmentação.
② Precauções
O processo de polimento depende da energia; por conseguinte, podem surgir riscos de segurança se os procedimentos prescritos não forem seguidos durante a operação. Os operadores devem compreender e respeitar os seguintes pontos para evitar acidentes de segurança.
- Na organização da produção diária, é comum que duas pessoas partilhem uma máquina de retificação, pelo que, ao iniciar o trabalho ou ao mudar as ferramentas de retificação, é essencial informar a outra pessoa antes de reiniciar a máquina.
- Quando a máquina de retificação estiver a funcionar, tenha cuidado para não tocar no eixo rotativo e nas ferramentas de retificação com as mãos. Quando a máquina de esmerilagem de discos não estiver completamente parada, não toque na roda de discos, pois a máquina de esmerilagem de discos roda muito rapidamente e a aresta do disco é extremamente afiada, representando um risco de corte na área de contacto.
- Ao utilizar a haste com núcleo em anel, é proibido usar luvas para evitar que os dedos fiquem presos com as luvas na haste com núcleo em anel, o que poderia esmagar os dedos e causar ferimentos acidentais.
- Ao limpar a posição da máquina, a máquina de moagem deve ser desligada primeiro e a alimentação deve ser desligada antes de limpar o tubo da lâmpada dentro da caixa.
- Ao polir peças de trabalho, é necessário concentrar-se totalmente e não pensar noutras coisas, especialmente durante as operações de costura ou de costura de grandes dimensões. Um momento de desatenção pode levar ao fenómeno de "escorregamento da ferramenta" (em que a mão não segura a peça de trabalho, fazendo com que esta escorregue e voe), o que pode ter consequências graves, tais como a raspagem da peça de trabalho, danos materiais e ferimentos pessoais.
- Quando se utiliza uma rebarbadora suspensa, a posição com um entalhe na cabeça da máquina deve estar virada para cima para evitar o contacto acidental dos dedos e ferimentos. Os dedos que agarram a peça de trabalho devem usar protecções para evitar ferimentos provocados pela ferramenta de esmerilagem rotativa de alta velocidade. Além disso, a força aplicada por ambas as mãos durante a cooperação deve ser moderada e não excessiva; caso contrário, pode danificar a ferramenta de retificação e causar acidentes.
- Se ocorrer um acidente durante o trabalho, deve alertar-se imediatamente os colegas para pararem a máquina.
3. Reparação
Depois de a peça de joalharia ser submetida a três processos de polimento: polimento em bruto, polimento médio e polimento fino, pode obter um acabamento espelhado. No entanto, por vezes, devido à rugosidade excessiva após o acabamento, a superfície da joia ainda retém marcas de lima significativas, riscos e outros vestígios, tornando difícil a sua remoção completa através do processo de polimento. É necessário efetuar reparações; os riscos e marcas de lima nas jóias devem ser lixados com lixa antes de voltar a polir. Além disso, durante o processo de polimento, os orifícios escondidos sob a superfície da joia podem, por vezes, ficar expostos. Nesta altura, é essencial efetuar primeiro reparações de soldadura e só depois de alisar é que se pode voltar a polir.
(1) Reparação de pequenos poços de areia
Instalar a vareta de lixar na máquina de retificação e utilizar a vareta de lixar para eliminar os buracos de areia na peça de trabalho (Figura 6-14). Alisar a peça de trabalho com uma lixa, utilizando a lixa 400# para a platina e depois a lixa 1200#; para o ouro K, a lixa 400# é suficiente (Figura 6-15).

Figura 6-14 Fossas de areia para trituração

Figura 6-15 Polimento com lixa
(2) Reparação de buracos de areia maiores e descamação de ouro
Instalar as brocas de aço na rebarbadora suspensa e utilizar as brocas de aço para polir os furos de areia ou os pontos de descamação de ouro na peça de trabalho. Mergulhe-a em água com ácido bórico, pré-aqueça os orifícios de areia ou os pontos de descamação de ouro na peça de trabalho com um maçarico e derreta as partículas de metal utilizadas para reparação. Depois de mergulhar a pinça em contas de ouro, aplique bórax e coloque as contas de ouro na área de reparação da peça de trabalho para nivelar a mossa. Colocar a peça reparada num recipiente com água de alúmen e utilizar um maçarico para aquecer a água de alúmen até à ebulição, de modo a remover o bórax e outras impurezas da peça. Enxaguar com água limpa e secar com o secador. Utilize um pau de lixa para alisar a área de reparação e, em seguida, faça o polimento com uma lixa.
(3) Instalação ou soldadura de acessórios
Algumas jóias, tais como certos componentes de brincos e broches, podem causar inconvenientes na colocação da pedra e no polimento se forem montadas durante o processo de acabamento. Por conseguinte, é necessário instalar ou soldar os acessórios da peça de trabalho após a conclusão da colocação da pedra ou do polimento, tornando-a um todo, o que é benéfico para melhorar a eficiência da produção e a qualidade do produto.
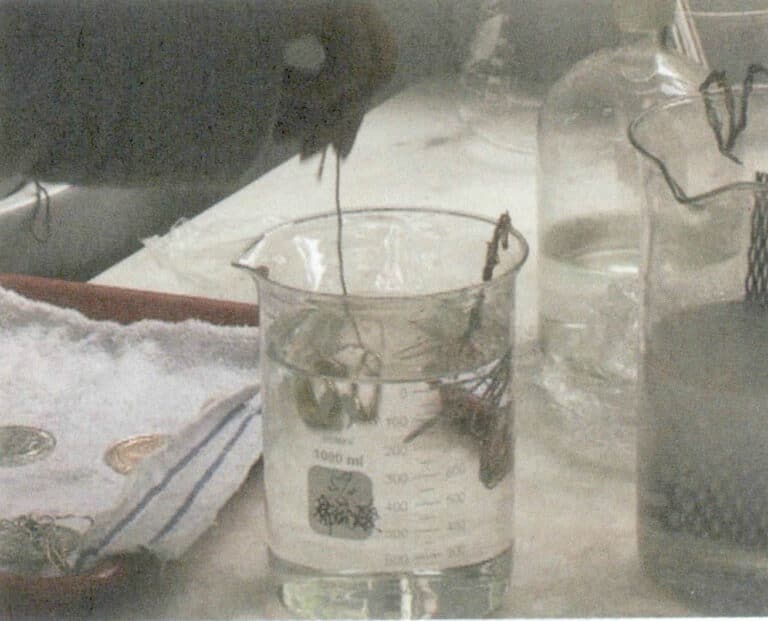
4. Remoção de cera por ultra-sons
Após o polimento, a superfície e as aberturas da peça de trabalho ficam cobertas com cera de polimento e várias misturas. A remoção da cera remove as misturas da peça de trabalho, o que limpa a peça de trabalho.
(1) Principais ferramentas utilizadas
Removedor de cera ultrassónico, dispositivo de aquecimento, frasco de spray, panela de alumínio, secador de cabelo, etc.
(2) Pontos-chave do processo operacional
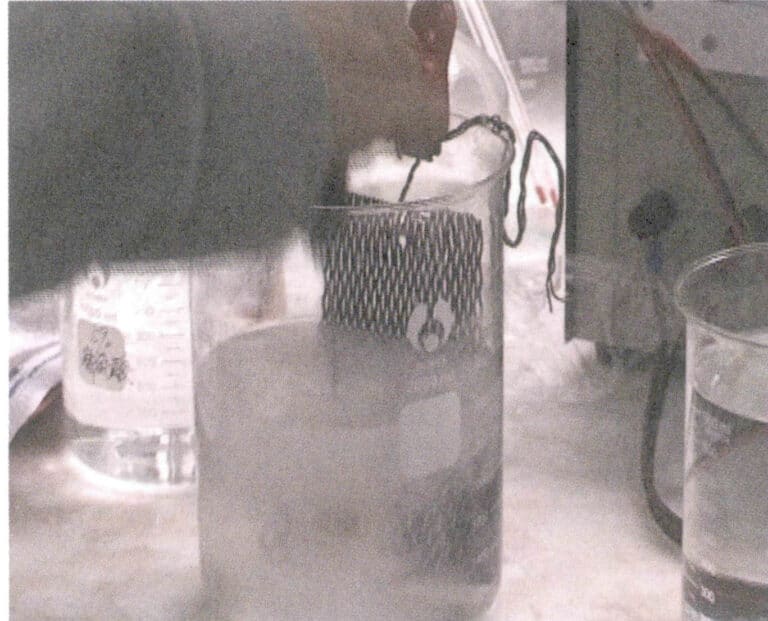
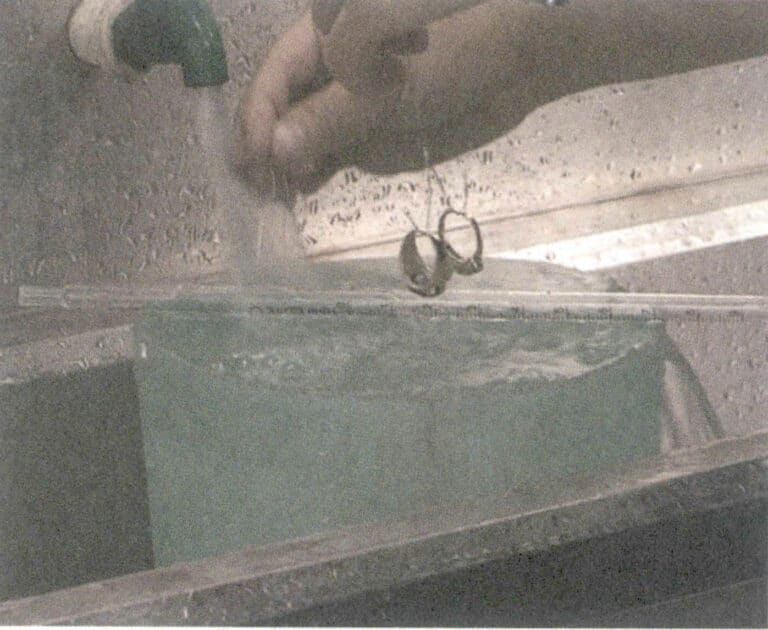
Em primeiro lugar, verificar se a peça de trabalho com engaste de pedra tem pedras soltas ou se a peça de trabalho em forma de corrente tem alguma queda. Em seguida, pendurar a peça de trabalho no gancho de remoção de cera; as peças de trabalho sem engaste de pedra também podem ser colocadas numa peneira e colocadas no aparelho de limpeza ultrassónico para remoção de cera (Figura 6-16). Após a remoção da cera, as peças de trabalho devem ser lavadas repetidamente com água limpa (Figura 6-17) e depois secas com um secador de cabelo (Figura 6-18).
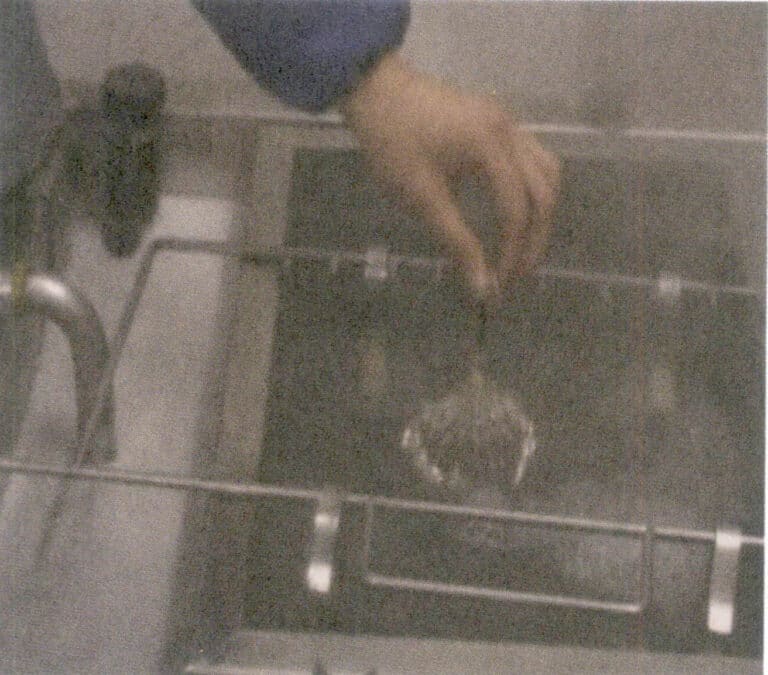

Figura 6-17 Enxaguamento com água limpa

Figura 6-18 Secagem da peça de trabalho
Vídeo da depilação com cera
As peças de trabalho em platina e as peças de trabalho que foram polidas pela primeira vez devem ser fervidas numa panela de alumínio cheia de solução de remoção de cera. Os anéis e outras peças com menos folgas devem ser fervidos durante 5 minutos, e as peças em forma de corrente requerem cerca de 10 minutos para ferver devido às suas muitas folgas estreitas. Coloque a peça de trabalho no limpador ultrassônico para remoção de cera, ajuste a temperatura da água de remoção de cera para 70 ~ 90 ℃ e ela pode ser retirada após cerca de 20 minutos de vibração.
Após o segundo polimento, a peça de trabalho pode ser diretamente limpa com o limpador ultrassónico para remoção da cera, com um tempo de remoção de cerca de 10 min (ou dependendo da situação específica).
Vídeo de lixagem e polimento e de remoção de ceras
5. Desengorduramento eletrolítico
As manchas de óleo que aderem à superfície das peças revestidas podem isolar a solução de revestimento do substrato, resultando num revestimento deficiente. Pequenas gotas de óleo podem espalhar-se numa película de óleo, isolando de forma semelhante a camada de revestimento do substrato, fazendo com que a camada de revestimento borbulhe, descasque ou se desprenda. Para obter uma boa camada de galvanização, as peças galvanizadas devem ser submetidas a um desengorduramento eletrolítico para garantir que a sua superfície está limpa, o que permite uma ligação mais forte entre a camada de galvanização e o substrato.
O desengorduramento eletrolítico envolve a passagem de corrente contínua através de uma solução alcalina, utilizando a peça de trabalho a ser revestida como cátodo ou ânodo. O gás hidrogénio gerado no cátodo ou o gás oxigénio gerado no ânodo agita mecanicamente a solução na superfície da peça, ajudando a remover manchas de óleo da superfície da peça e acelerando os processos de saponificação e emulsificação. A formulação da solução de desengorduramento eletrolítico é fundamentalmente semelhante à do desengorduramento químico, mas o desengorduramento eletrolítico é muito mais rápido e tem um efeito de desengorduramento significativamente percetível.
(1) Materiais principais
Solução electrolítica alcalina MC200.
(2) Pontos-chave do processo operacional
Primeiro, preparar a solução electrolítica misturando 60 g de pó desengordurante MC 200 por litro de água pura. Coloque a solução de eletrólito preparada em dois recipientes de aço inoxidável. Um é mantido à temperatura ambiente para a eletrólise de peças que separam a cor; o outro é aquecido a cerca de 70 ℃ para a eletrólise de peças que não separam a cor. Ajuste a tensão de eletrólise para 6 V e a corrente para 20 A. O ânodo da fonte de alimentação é conectado à parede do recipiente de aço inoxidável e o cátodo da fonte de alimentação é conectado ao gancho de metal que pendura a peça de trabalho. Depois de a colocar na solução electrolítica durante 1 minuto, o desengorduramento está concluído e pode ser retirada e enxaguada com água (Figura 6-19).
A peça de trabalho lavada é imersa numa solução de 60 g de sais ácidos sólidos por litro de água pura, retirada imediatamente e enxaguada com água.
(3) Precaução
Quando a eletrólise é realizada na superfície da peça de trabalho, monitorize sempre o amperímetro. Se a corrente se tornar demasiado elevada, cortar imediatamente a alimentação eléctrica e verificar se existe algum curto-circuito.
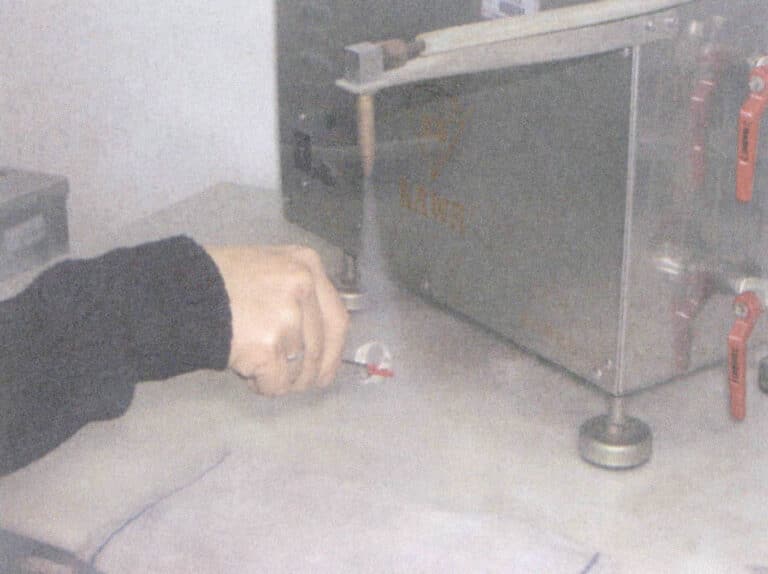
6. Aplicar verniz nas unhas
Na produção de jóias, há alturas em que as peças de trabalho requerem galvanoplastia de separação de cores, o que significa aplicar dois ou mais tratamentos de coloração a diferentes partes da mesma peça de joalharia para obter um efeito artesanal multicolorido. Para atingir o objetivo da galvanoplastia de separação de cores, é necessário aplicar verniz para unhas.
Verter o verniz para um copo de vidro e diluí-lo com uma quantidade adequada de diluente de laca. Utilizar um pequeno fio de metal para prender as partes não electrogadas da peça de trabalho, fixar a peça de trabalho com um grampo de madeira e utilizar um pincel fino para aplicar o verniz nas áreas não electrogadas da peça de trabalho (Figura 6-20), assegurando que o verniz cobre uniformemente as partes não electrogadas da peça de trabalho. Pendurar a peça de trabalho com o verniz aplicado num suporte metálico para secar, com um tempo de secagem de 15 ~ 20 min.
O verniz das unhas na peça de trabalho deve secar naturalmente e não pode ser seco com um secador de cabelo.

Vídeo de aplicação de verniz para unhas
Copywrite @ Sobling.Jewelry - Fabricante de jóias personalizadas, fábrica de jóias OEM e ODM
7. Limpeza de superfícies
A limpeza da superfície é uma parte indispensável do processo de galvanoplastia. A qualidade da limpeza tem um impacto significativo na estabilidade do processo de galvanoplastia e nos indicadores de qualidade dos produtos galvanizados, como o aspeto e a resistência à corrosão. Este impacto tem origem em vários aspectos: em primeiro lugar, se a peça de trabalho não for devidamente limpa após o desengorduramento, a solução de desengorduramento residual pode contaminar a solução de galvanoplastia; em segundo lugar, as impurezas contidas na própria água podem contaminar a solução de galvanoplastia; em terceiro lugar, quando são aplicados vários tipos de galvanoplastia ao mesmo produto ou quando é feita a separação de cores, uma limpeza inadequada pode provocar a contaminação cruzada da solução de galvanoplastia. Quando a superfície das jóias não é limpa corretamente, pode facilmente provocar problemas como uma fraca força de ligação do revestimento, espessura irregular, brilho fraco, baixa resistência à corrosão e suscetibilidade à ferrugem.
Atualmente, a limpeza de jóias envolve principalmente a limpeza com água, que se refere à utilização de água para remover o líquido aderente da superfície da peça de trabalho. Existem tipos de limpeza por corrente contínua em fase única, limpeza por corrente contínua paralela em várias fases, limpeza contínua em contrafluxo em várias fases, limpeza intermitente em contrafluxo e limpeza a vapor.
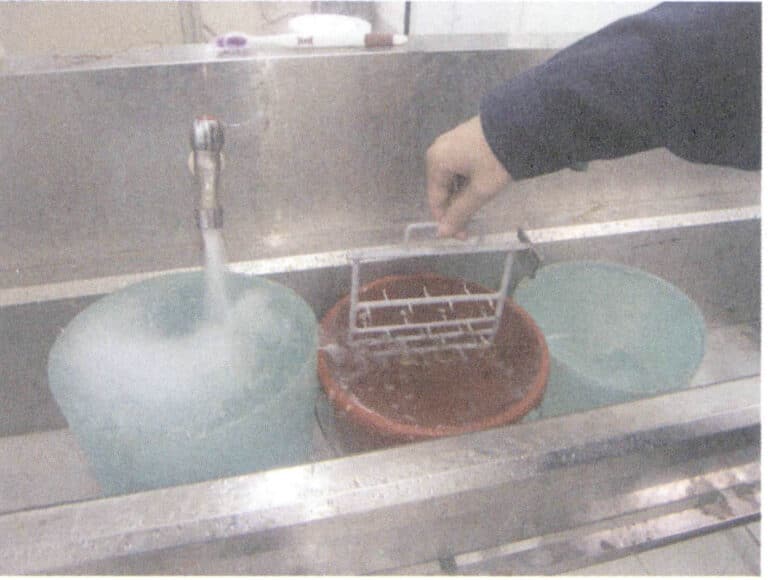
(1) Limpeza de corrente contínua de fase única
A limpeza DC de fase única coloca a peça de trabalho debaixo da torneira e utiliza água para enxaguar diretamente (Figura 6-21). Desta forma, a maior parte da utilização de "água corrente contínua", o operador pensa que quanto mais água, melhor o efeito de limpeza, e a torneira abre ao máximo, pensando que a peça de trabalho ficará limpa. Este método de limpeza é geralmente utilizado e desperdiça muita água limpa. No entanto, também descarrega uma grande quantidade de águas residuais, poluindo o ambiente e aumentando o peso do tratamento de águas residuais por galvanoplastia. O processo de galvanoplastia limpa os problemas de qualidade da galvanoplastia suja, muitas vezes sem água suficiente. No entanto, o método de limpeza é um fator inadequado, pelo que a alteração do método de limpeza garante a qualidade da limpeza das peças galvanizadas e reduz significativamente o consumo de água e os custos de gestão das águas residuais.
(2) Limpeza de corrente contínua em paralelo de várias fases
A limpeza por corrente contínua paralela em várias fases é formada pela combinação de várias fases de tanques de limpeza por corrente contínua em paralelo, com diferentes concentrações de líquido em cada tanque de limpeza, mas com o mesmo fluxo de água. Com a premissa de obter a mesma qualidade de limpeza, o aumento do número de fases de limpeza pode reduzir o fornecimento de água de limpeza. Quando o número de fases de limpeza é superior a 3, a diminuição do caudal de abastecimento de água é muito pequena à medida que o número de fases aumenta. Por conseguinte, em operações de produção reais, a limpeza por corrente contínua paralela em várias fases não é económica para aumentar excessivamente o número de fases devido à diminuição gradual da concentração de enxaguamento, e quanto mais fases houver, maior será a intensidade do trabalho. Geralmente, três fases são mais adequadas.
(3) Limpeza contínua em contra-fluxo em várias fases
A limpeza contínua em contra-fluxo em várias fases compreende vários tanques de limpeza ligados em série, com entrada contínua de água no último tanque de limpeza e saída contínua de água do primeiro tanque de limpeza. A direção do fluxo de água é oposta à direção de limpeza dos artigos galvanizados e as concentrações de líquido em cada tanque de limpeza são diferentes (Figura 6-22). À medida que os artigos chapeados ficam mais limpos, a concentração do líquido do tanque de limpeza também aumenta. No caso do mesmo número de tanques de limpeza, o abastecimento de água para a limpeza contínua em contrafluxo é apenas uma fração do da limpeza em corrente contínua paralela em várias fases, comparável à concentração de água descarregada do primeiro tanque de limpeza.
(4) Limpeza intermitente em contra-fluxo
A limpeza intermitente em contracorrente difere da limpeza contínua em contracorrente; neste método de limpeza, o tanque de limpeza final não tem um fluxo contínuo de água, mas sim um fluxo intermitente de água. Quando o tanque de limpeza final atinge a concentração controlada, a totalidade ou parte dele recupera a solução de limpeza da primeira fase. Em contrapartida, as outras fases mudam a água na direção oposta ao movimento da peça de trabalho e o tanque final é complementado com água fresca. Tomando como exemplo a limpeza em três fases, o fornecimento de água para a limpeza intermitente em contracorrente é cerca de 55% do que para a limpeza contínua em contracorrente, e a concentração no primeiro tanque é também mais elevada do que a primeira.
(5) Limpeza a vapor
A limpeza a vapor é um método que utiliza vapor saturado de alta temperatura e alta pressão gerado por um aparelho de limpeza a vapor para limpar a superfície das peças de trabalho de manchas de óleo e contaminantes, vaporizando-os e evaporando-os (Figura 6-23). Também pode limpar pequenas fendas e orifícios, removendo manchas e resíduos de óleo, alcançando uma elevada eficiência, poupança de água, limpeza, secura e requisitos de baixo custo. A limpeza a vapor é um meio muito eficaz de limpar as fendas das jóias e é geralmente utilizada após a limpeza com água.
8. Gravura suave
Vídeo sobre o pré-tratamento de galvanização
Secção II Galvanoplastia
1. Introdução à tecnologia de galvanoplastia
(1) Princípio básico da galvanoplastia
A galvanoplastia é a utilização de métodos electroquímicos, a formação de depósitos de metais e ligas na superfície das peças galvanizadas do processo, o processo de iões metálicos na solução de ligação sob a ação do campo elétrico externo pela reação do elétrodo reduzida a átomos metálicos, e o cátodo no processo de deposição de metal. A eletrodeposição na superfície do revestimento de metal ou liga formado pela composição química e estrutura organizacional diferente do material de base não só altera o aspeto das peças revestidas, mas também faz com que a superfície das peças revestidas obtenha as propriedades físico-químicas ou mecânicas necessárias, para atingir o objetivo de modificação da superfície.
(2) Os requisitos básicos de qualidade do revestimento de jóias
- O revestimento e o material de base combinam uma aderência sólida e boa. Deve haver uma adesão firme e uma certa combinação de força para o revestimento e o substrato.
- A camada de revestimento é brilhante e completa, a cristalização é meticulosa e estreita, a porosidade é pequena e pode bloquear eficazmente a corrosão do meio externo.
- As normas relevantes devem determinar a espessura do revestimento, e a distribuição do revestimento deve ser uniforme.
Na indústria da joalharia, as espécies comuns de revestimento decorativo de superfícies são o revestimento a ouro puro, o revestimento a ouro K, o revestimento a prata, o revestimento a ródio, etc., de acordo com as caraterísticas do produto, por vezes é necessário utilizar o revestimento a níquel ou o revestimento a cobre como camada de revestimento inferior.
2. Niquelagem brilhante
O níquel brilhante é um tipo de revestimento comummente utilizado na galvanoplastia de jóias. Baseia-se no níquel watt e obtém um revestimento de níquel liso e brilhante através da adição de aditivos.
(1) O princípio da niquelagem brilhante
Cátodo: Ni2+ + 2e = Ni
Reacções laterais catódicas: 2H+ + e = H2
Ânodo (utilizando um ânodo solúvel): Ni - 2e = Ni2+
Reação no ânodo: 2H2O - 4e = 4H+ + O2
(2) Processo de niquelagem brilhante
Para um exemplo do processo de niquelagem brilhante, ver Quadro 6-4.
Quadro 6-4 Processo de niquelagem brilhante
| Composição e condições do processo da solução de galvanização | Processo 1 | Processo 2 |
|---|---|---|
| Sulfato de níquel (NiSO4-7H2O) (g/L) | 250〜300 | 250〜320 |
| Cloreto de níquel (NiCl2 - 6H2O)(g/L) | 40〜60 | 50〜60 |
| Ácido bórico (H3BO3) (g/L) | 40 〜50 | 40 〜50 |
| Sacarina(C6H5COSO2NH) (g/L) | 0.5〜1 | |
| 1,4一Butinodiol(C4H6O2) (g/L) | 0.3〜0.5 | |
| Sulfato de dodecilo e sódio (C12H25SO4Na) (g/L) | 0.05〜0.2 | |
| Aditivos(mL/L) | Montante adequado | |
| Valor do pH | 3.8〜4.4 | 3.8〜4.5 |
| Temperatura (℃) | 50〜55 | 50〜65 |
| Densidade da corrente catódica (A/dm2) | 2〜5 | 1〜10 |
(3) Composição da solução de galvanização e condições do processo
① Níquel. A fonte de iões de níquel pode ser o sulfato de níquel, o cloreto, o sulfamato, etc. O ião de níquel é o principal componente da solução de revestimento, contendo geralmente 52 ~ 70 g/L. Uma concentração elevada de iões de níquel aumenta a densidade da corrente e melhora a taxa de deposição. No entanto, se a concentração for demasiado elevada, a capacidade de dispersão da solução de revestimento é reduzida, conduzindo a uma área de baixa corrente sem revestimento. Se a concentração de iões de níquel for demasiado baixa, a taxa de deposição será reduzida e, em casos graves, a área de alta corrente será queimada.
② Agente tampão. O ácido bórico é o melhor agente tampão em soluções de niquelagem; pode também aumentar a polarização catódica, melhorar a condutividade da solução e melhorar as propriedades mecânicas do revestimento.
③ Agente humidificante. Durante o processo de galvanoplastia, o gás hidrogénio é libertado no cátodo. O agente molhante pode reduzir a tensão superficial da solução de galvanização, aumentando o efeito molhante na superfície das peças galvanizadas. Isto dificulta que as bolhas de hidrogénio geradas durante o processo de galvanoplastia permaneçam na superfície do cátodo, impedindo assim a formação de furos e manchas. O agente molhante é composto por tensioactivos, que podem ser classificados em agentes molhantes de alta espuma e agentes molhantes de baixa espuma. Os agentes molhantes de alta espuma incluem o dodecil sulfato de sódio, enquanto os agentes molhantes de baixa espuma incluem o sulfato de dietil-hexilo.
④ Agente de brilho. Incluem-se aqui os agentes branqueadores primários, os agentes branqueadores secundários e os agentes branqueadores auxiliares. A principal função dos agentes branqueadores primários é refinar o tamanho do grão e reduzir a sensibilidade da solução de revestimento às impurezas metálicas. A sacarina é um agente branqueador primário típico. O papel dos agentes branqueadores secundários é dar à camada revestida um brilho notável. No entanto, também introduzem tensão e fragilidade na camada revestida e aumentam a sensibilidade às impurezas, pelo que a sua dosagem deve ser rigorosamente controlada. Quando utilizados em conjunto com agentes branqueadores primários, podem produzir uma camada revestida totalmente brilhante. O 1,4-butinediol é um agente branqueador secundário típico. Os agentes branqueadores auxiliares desempenham um papel de apoio no aumento do brilho da camada galvanizada. São benéficos para melhorar a capacidade de cobertura da camada galvanizada e para reduzir a sensibilidade da solução de galvanização às impurezas metálicas.
(4) Factores que afectam as condições do processo
① Valor do pH. Tem um impacto significativo na deposição de níquel e nas propriedades mecânicas da camada revestida. À medida que o valor do pH aumenta, a eficiência da corrente catódica melhora e a capacidade de dispersão da solução de revestimento é boa. No entanto, se o valor do pH for demasiado elevado, pode levar à deposição de sais básicos de níquel perto do cátodo, causando inclusões na camada revestida, resultando em rugosidade, rebarbas e fragilidade. Inversamente, se o valor do pH for demasiado baixo, a eficiência da corrente catódica diminuirá, dando origem a furos e áreas sem revestimento em zonas de baixa corrente, que devem ser rigorosamente controladas.
② Temperatura. O aumento da temperatura pode reduzir a tensão do revestimento, aumentar a velocidade de migração dos iões na solução de revestimento e melhorar a condutividade da solução de revestimento, aumentando assim a capacidade de dispersão da solução de revestimento e expandindo a gama de densidade de corrente.
③ Densidade da corrente. Está relacionada com a composição da solução de revestimento, o valor do pH, a temperatura de trabalho e o tipo de aditivos. Durante o funcionamento normal, a eficiência da corrente também melhora à medida que a densidade da corrente aumenta.
④ Agitação. Pode evitar a polarização da concentração, estabilizar a taxa de deposição da solução de revestimento e permitir a utilização de densidades de corrente mais elevadas. Pode ser utilizada a agitação do ar, o movimento do cátodo ou a filtração contínua.
⑤ Filtragem. A filtragem contínua deve ser utilizada para manter a solução de revestimento limpa; o filtro pode ser do tipo cartucho ou do tipo saco, com uma taxa de filtragem de 2~8 vezes/h e uma precisão de filtragem de 5~10μm.
⑥ Ânodo. Uma placa de níquel ou uma esfera de níquel é utilizada como ânodo solúvel, que tem requisitos rigorosos em termos de composição e estrutura do material.
3. Douradura e suas ligas
O ouro é um amarelo brilhante com uma elevada estabilidade química, não é corrosivo por ácido clorídrico, ácido sulfúrico, ácido nítrico, ácido fluorídrico ou alcalino, e é amplamente utilizado na indústria da joalharia.
O revestimento de ouro pode ser dividido em revestimento de ouro puro e revestimento de ouro K de acordo com a pureza do ouro puro, o teor de ouro do ouro puro em 99,9% ou mais, o ouro K normalmente utilizado 22K, 18K, 14 K, etc. De acordo com a espessura do revestimento pode ser dividido em revestimento de ouro fino e revestimento de ouro grosso. A espessura da camada fina de ouro de 0,5 μm ou menos pode ser revestida diretamente no substrato metálico. O revestimento de ouro espesso é geralmente revestido com níquel como camada de base, e seu brilho e nivelamento da situação para melhorar o brilho da camada de revestimento de ouro têm um papel óbvio.
Durante muito tempo, o banho de ouro utilizou principalmente soluções de banho à base de cianeto; com a melhoria dos requisitos de proteção ambiental desde a década de 1960, surgiram o banho ácido de ouro puro, o banho ácido de ouro duro, o banho de ouro neutro e o banho de ouro não cianetado. A solução de revestimento de ouro pode ser dividida em cianeto alcalino, microcianeto ácido, microcianeto neutro e não cianeto.
(1) Revestimento de ouro com cianeto
① Princípio do revestimento de ouro com cianeto
Na solução de cianeto para revestimento de ouro, o sal principal é o cianeto de ouro e potássio [KAu(CN)4]em solução, contendo o ião complexo cianeto Au(CN)2+ na descarga catódica, gerando uma camada de revestimento de ouro.
Reação catódica:[Au(CN)2]–+e = Au+ 2CN–
Reação do lado catódico: 2H++2e = H2
Reação anódica (com ânodo solúvel): Au+2CN– - e = [Au(CN)]2–
Com ânodo insolúvel: 2H2O - 4e=4H+ + O2
② Processo de revestimento a ouro com cianeto
Processo típico de revestimento de ouro com cianeto, ver Quadro 6-5.
Tabela 6-5 Exemplo de processo de revestimento de ouro com cloreto
| Composição da solução de galvanização e condições do processo | Processo 1 | Processo 2 | Processo 3 |
|---|---|---|---|
| Cianeto de ouro e potássio (g/L) | 3.5 | 5〜16 | 2 |
| Cianeto de potássio (g/L) | 18 | 30 | 8 |
| Hidrogenofosfato de sódio (g/L) | 16 | ||
| Hidrogénio fosfato dipotássico (g/L) | 30 | ||
| Carbonato de potássio (g/L) | 30 | ||
| Tiossulfato de sódio (g/L) | 20 | ||
| Valor do pH | 10〜11 | 12 | 12 |
| Temperatura (℃) | 50〜60 | 60〜65 | 60〜70 |
| Densidade da corrente catódica (A/dm2) | 1〜3 | 0.1〜0.5 | 0.3〜0.5 |
③ O papel dos componentes na solução de galvanização
- Cianeto de potássio para ouro. O cianeto de ouro e potássio é o principal sal da solução de revestimento, a fonte de ouro na camada de revestimento. A camada de revestimento será vermelha e áspera se o teor de ouro for demasiado baixo. A qualidade do cianeto de potássio e ouro é muito importante e deve ser cuidadosamente selecionada. O cianeto de ouro e potássio deve ser dissolvido em água desionizada antes de ser adicionado à solução de revestimento.
- Cianeto de potássio (cianeto de sódio). O cianeto de potássio (cianeto de sódio) é um agente complexante que pode tornar a solução de revestimento estável e o processo do elétrodo normal. Se o teor for demasiado baixo, a solução de revestimento será instável, a camada de revestimento será rugosa e a cor será má.
- Fosfato. O fosfato é um tampão que estabiliza a solução de revestimento e melhora o brilho da camada revestida.
- Carbonato. O carbonato, um sal condutor, pode melhorar a condutividade da solução de revestimento e a capacidade de dispersão da solução de revestimento.
④ Utilização e manutenção da solução de galvanização
- A concentração de ouro controla a taxa de deposição e a cor e o brilho do revestimento. A placa de ouro puro 99,99% pode ser utilizada como ânodo, e a malha de platina e titânio também pode ser utilizada como ânodo de ouro insolúvel, de acordo com a análise da reposição atempada de sais de ouro.
- O valor do pH pode ser ajustado com KOH e H3PO4.
- A solução de revestimento de ouro com cianeto permite a utilização da densidade da corrente catódica, que é baixa quando a camada de revestimento aparece vermelha escura; deve ser apropriado reduzir a densidade da corrente catódica Shen ou aumentar a temperatura da solução para evitar a precipitação de outros metais.
- A solução de revestimento de cianeto deve evitar o cobre, a prata, o arsénico, o chumbo e outras impurezas com pessoas, de modo a evitar que o teor de impurezas seja demasiado elevado para afetar o aspeto e a estrutura do revestimento.
⑤ Problemas comuns de revestimento de ouro com cianeto
A produção de ouro com cianeto irá frequentemente encontrar vários problemas, problemas comuns, possíveis causas e soluções, ver Tabela 6-6.
Tabela 6-6 Problemas comuns de revestimento de ouro com cianeto
| Problemas de revestimento | Causas possíveis | Soluções |
|---|---|---|
| Revestimento rugoso | ①elevado teor de ouro; ②elevada densidade de corrente catódica; ③elevada temperatura; ④elevado teor de carbonato | ① adicionar cianeto de potássio; ② reduzir a densidade da corrente catódica; ③ baixar a temperatura; ④Remover o carbonato com Ba(CN)2 |
| Recobrimento do revestimento | ① o teor de ouro é demasiado elevado; ② a temperatura é demasiado elevada; ③ a densidade da corrente catódica é demasiado baixa; ④ o teor de impurezas do cobre é elevado; ⑤ o valor do pH é demasiado elevado | ①Adicionar cianeto de potássio; ②Reduzir a temperatura; ③Aumentar a densidade da corrente catódica; ④Recuperar o ouro e substituir a solução de revestimento (ou utilizá-la para revestir a peça de trabalho de micro ouro vermelho); ⑤Ajustar o pH com solução de ajuste de ácido. |
| Perda de cor | ① o teor de ouro é demasiado baixo; ② a densidade da corrente catódica é demasiado baixa; ③ o valor do pH é demasiado baixo | ①Adicionar cianeto de ouro e potássio; ②Aumentar a densidade da corrente catódica; ③Ajustar com KOH. |
| Cor acastanhada | ① cianeto de potássio é demasiado baixo; ② sódio na solução | ①Adicionar cianeto de potássio; ②Recuperar o ouro, substituir a solução de revestimento. |
| Cor esverdeada | ①prata em solução | ①Recuperar o ouro, substituir a solução de revestimento; ②Revestir a peça de trabalho revestida de micro-verde |
| Revestimento escuro (turvo) | ① a densidade da corrente é demasiado elevada; ② suplementos insuficientes | ①Ajustar a densidade da corrente; ②Adicionar aditivos. |
(2) Revestimento a ouro com baixo teor de cianeto ou microcianeto
A solução de microcianeto para revestimento de ouro, para além do cianeto de ouro de potássio, não contém cianeto livre; o valor de pH é de 6 ~ 7; a solução de revestimento contém ácido carboxílico orgânico, fosfato e sais de metais alcalinos, mas também pode ser adicionada ao agente abrilhantador ou à gelatina, hidrazina de ácido sulfúrico, aminas alquiladas e outras substâncias orgânicas, podendo obter-se uma camada densa e brilhante de revestimento de ouro.
A solução de microcianeto para revestimento de ouro, de acordo com o valor do pH, pode ser dividida em solução neutra para revestimento de ouro e solução ácida para revestimento de ouro
① Revestimento a ouro com microcianeto neutro
O valor do pH da solução neutra de revestimento com micro cianeto é de 6~7, e a camada revestida é amarelo-limão. A adição de elementos de liga Ni, Cu, Cd, etc., pode ser revestida com liga de ouro. O ouro fino e grosso pode ser revestido ajustando a concentração de ouro e a composição da lixívia. Para o processo de revestimento de ouro com microcianeto neutro, ver Tabela 6-7.
Tabela 6-7 Exemplo de processo de douramento com microcianeto neutro
| Composição da solução de galvanização e condições do processo | Processo 1 | Processo 2 | Processo 3 |
|---|---|---|---|
| Ouro (como cloreto de ouro de potássio)(g/L) | 20 | 6〜8 | |
| Cianeto de potássio de ouro(g/L) | 12 | ||
| Hidrogenofosfato de sódio(g/L) | 82 | 42 | 25 〜35 |
| Di-hidrogenofosfato de potássio(g/L) | 70 | 10 | |
| Valor do pH | 6〜6.5 | 6.5 〜10.5 | 6.5 〜7.5 |
| Temperatura(℃) | 60 | 60〜70 | 40〜50 |
| Densidade da corrente catódica (A/dm2) | 0.1〜 0.3 | 0.1〜0.6 | 0.2 〜0.4 |
② Revestimento a ouro com microcianeto de ácido
O revestimento a ouro com microcianetos ácidos tem uma cor amarela brilhante, uniforme e pormenorizada, com vermelho e outras caraterísticas.
- Processo de galvanização. Para vários tipos de processos de douramento com microcianetos ácidos, ver Quadro 6-8.
Quadro 6-8 Vários processos de microcanulação ácida de ouro
| Composição e condições do processo da solução de galvanização | Processo 1 | Processo 2 | Processo 3 | Processo 4 |
|---|---|---|---|---|
| Cianeto de ouro e potássio (g/L) | 12 〜14 | 8〜20 | 30 | 10 |
| Ácido cítrico (g/L) | 16〜48 | 18〜20 | ||
| Citrato de amónio (g/L) | 100 | |||
| Citrato de potássio (g/L) | 30〜40 | 100 〜140 | 28 〜30 | |
| Tartarato de antimónio e potássio (g/L) | 0.8 〜1.5 | 0.05 〜0.3 | ||
| EDTA (mL/L) | 2〜4 | |||
| Valor do pH | 4.8 〜5.1 | 3〜4.5 | 5.2〜6.0 | 5.2 〜5.8 |
| Temperatura(℃) | 50 〜60 | 12 〜35 | 60 〜65 | 30 〜40 |
| Densidade da corrente catódica (A/dm2) | 0.1〜 0.3 | 0.5〜1 | 0.3 〜0.5 | 0.2 〜0.5 |
- O papel de cada componente na solução de galvanização.
Cianeto de potássio para ouro: Como sal principal da solução de revestimento, o conteúdo é suficiente para produzir uma camada de revestimento de ouro brilhante, cristalina e pormenorizada. Se o teor for insuficiente, a gama de densidade de corrente é estreita e a camada de revestimento é vermelha, rugosa e com elevada porosidade.
Citrato: Tem efeitos de complexação, de ligação e de tampão. A concentração é demasiado elevada, a eficiência da corrente diminui e a solução de revestimento é fácil de envelhecer; se a concentração for demasiado baixa, a solução de revestimento tem uma fraca capacidade de dispersão.
Fosfato: O tampão pode melhorar a estabilidade da solução de revestimento e o brilho da camada de revestimento.
- Condições de trabalho da solução de galvanização no aspeto e desempenho do impacto.
Temperatura: O aumento da temperatura pode aumentar o limite da densidade da corrente e melhorar a taxa de deposição; o teor de ouro na camada de revestimento aumenta, o teor de liga diminui, a tensão interna da camada de revestimento é reduzida e a dureza é reduzida. No entanto, se a temperatura for demasiado elevada, a cor da camada revestida não é uniforme e a camada revestida é facilmente vermelha e rugosa: se a temperatura for demasiado baixa, a camada revestida não é brilhante.
Densidade da corrente: com o aumento da densidade da corrente, o teor de ouro na camada revestida diminui, o teor de liga diminui, a tensão interna da camada revestida aumenta e a dureza aumenta. Uma densidade de corrente demasiado elevada conduz a um revestimento rugoso, a uma elevada porosidade e à co-deposição de metais impuros: uma densidade de corrente demasiado baixa, a camada de revestimento não é brilhante e a eficiência da corrente é baixa.
Agitação e filtragem: Ajuda a eliminar a polarização da concentração, assegura a limpeza da solução de revestimento e melhora a velocidade de deposição e a qualidade do revestimento.
(3) Revestimento a ouro sem cianeto
Desde a década de 1960, no revestimento de ouro sem cianeto para produção, existem soluções de sulfito, tiossulfato, halogeneto, tiomalato e outras soluções de revestimento, mas a mais investigada e amplamente utilizada é [Au(SO3)2]– para a solução de revestimento de sulfito de anião complexo.
A solução de revestimento de sulfito é caracterizada por ser amiga do ambiente: a solução de revestimento tem boa capacidade de dispersão e capacidade de cobertura, a camada de revestimento tem bom nivelamento e ductilidade (alongamento até 70% ~ 90%), até brilho espelhado, alta pureza de revestimento: deposição rápida, menos porosidade: revestimento e níquel, cobre, prata e outros metais, a combinação de bom. No entanto, a estabilidade da solução de revestimento de ouro com sulfito é fraca, o que facilita a precipitação do ouro, deteriora a qualidade do revestimento e pode mesmo destruir toda a solução de revestimento.
① Princípio do revestimento de ouro com sulfito
Reação catódica: [Au(SO3)2]3–+ e = Au + 2SO32-
Reação do lado catódico: 2H+ + 2e = H2
Reação anódica: 2H2O - 4e = 4H++ O2
② Processo de revestimento a ouro com sulfito
Vários tipos de processo de revestimento de ouro com sulfito, ver quadro 6-9.
Quadro 6-9 Vários tipos de processos de revestimento a ouro com sulfito
| Composição e condições do processo da solução de galvanização | Processo 1 | Processo 2 | Processo 3 |
|---|---|---|---|
| Ouro (expresso em AuCl3) (g/L) | 5〜25 | 8〜12 | |
| Ouro (expresso em NaAu[SO3]2) (g/L) | 10〜25 | ||
| Ouro (expresso em NH4 Au[SO3 ]2 ) (g/L) | 30 〜80 | ||
| Sulfito de amónio (g/L) | 200〜300 | ||
| Citrato de potássio (g/L) | 100〜150 | ||
| Sulfito de sódio (g/L) | 80 〜 140 | ||
| HEDP (mL/L) | 25 〜65 | ||
| ATMP (mL/L) | 60 〜90 | ||
| pH | 8.5 〜9.5 | 10 〜13 | 7.7 〜8.3 |
| Temperatura (℃) | 45 〜65 | 25 〜40 | 60〜70 |
| Densidade da corrente catódica (A/dm2) | 0.1 〜0.8 | 0.1 〜0.4 | 0.1 〜0.8 |
③ Pontos-chave da utilização da solução de galvanização
- Os principais sais AuCl3 e bissulfito de ouro e ródio (potássio, amónio). Uma baixa concentração de ouro conduzirá a uma baixa taxa de deposição, mantendo-se geralmente uma concentração de ouro de 10g/L. O ouro pode ser suplementado pela adição direta de bissulfito de ouro de sódio (potássio, sódio, amónio) dissolvido em água (pH=9), mas o bissulfito de ouro de amónio (potássio) é higroscópico e tem de ser armazenado cuidadosamente para evitar a deterioração.
- O bissulfito de sódio (potássio, amónio) é um agente complexante. Os iões de bissulfito livres serão oxidados a iões de sulfato quando expostos ao ar, pelo que devem ser reabastecidos frequentemente. Se a concentração de bissulfito for demasiado baixa, a camada de revestimento será áspera e escura; se a concentração de bissulfito for demasiado elevada, a eficiência da corrente diminuirá e o hidrogénio será facilmente libertado no cátodo.
- Um aumento da temperatura é benéfico para alargar a gama de densidade de corrente e aumentar a taxa de deposição. Se a temperatura for demasiado elevada, a estabilidade da solução de revestimento diminui. Ao sobreaquecer o bissulfito, este decompõe-se e produz S2- e gerar ouro sulfuretado negro (Au2S3) precipitam com Au+.
2SO32- → SO42- + O2 + S2-
2Au3+ 十 3S2- → Au2S3
É preferível aquecer a solução de galvanização utilizando um banho de água para aquecimento indireto, de modo a evitar o sobreaquecimento local que pode provocar a turvação da solução.
- Ao banhar ouro com sulfito, o valor do pH tem um impacto significativo na estabilidade da solução de revestimento e devem ser feitos esforços para manter um pH estável durante a produção. Se o valor do pH cair abaixo de um determinado nível, Au(SO3)32- decompor-se-á, produzindo Au, e SO42-A solução tornar-se-á turva. Nesta altura, pode ser utilizado amoníaco ou hidróxido de potássio para ajustar o pH. Quando o valor do pH é demasiado elevado, a galvanização pode parecer castanha escura, devendo ser imediatamente adicionado ácido cítrico para ajustamento. O citrato de potássio actua como um agente complexante e um tampão, estabilizando o pH da solução de revestimento e aumentando a força de ligação entre a subcamada de níquel e o ouro.
(4) Eletrodeposição de ligas de ouro
A adição de diferentes elementos de liga na solução de revestimento de ouro pode produzir ligas de ouro de diferentes tonalidades. Por exemplo, a adição de Ni permite obter uma cor de ouro branco, a adição de Cu ou Cd permite obter uma cor de ouro rosa e a adição de Ag permite obter uma camada de revestimento de ouro verde claro. Controlando a concentração dos elementos de liga na solução de revestimento e as condições de trabalho, é possível obter quase todos os tipos de tonalidades de revestimento de ouro.
As ligas de revestimento de ouro mais comuns são Au-Co, Au-Ni, Au-Ag, Au-Cu, Au-Cu-Cd, etc., sendo a solução de revestimento de cianeto a principal, entre as quais Au-Ag (16K), Au-Cu-Cd (18K) é a mais utilizada. Para vários tipos de soluções de revestimento de cianeto de ligas de ouro, ver Tabela 6-10.
Tabela 6-10 Exemplo de processo de revestimento de liga de ouro
| Composição e condições do processo da solução de galvanização | Processo 1 | Processo 2 | Processo 3 |
|---|---|---|---|
| Cianeto de ouro e potássio (g/L) | 2 | 3 | 2 |
| Cianeto de potássio (g/L) | 8 | 8 | 4 |
| Hidrogenofosfato de sódio (g/L) | 16 | 16 | 16 |
| Cianeto de potássio e níquel (g/L) | 1.3 | 1 | |
| Cianeto de cobre e potássio (g/L) | 0.5 | 3.5 | |
| Cianeto de prata e potássio (g/L) | 0.5 | 0.5 | |
| Temperatura (℃) | 60 | 60 | 66 |
| Densidade da corrente catódica (A/dm2) | 0.3 | 0.1 | 0.3 〜0.5 |
4. Revestimento de prata
Desde a primeira patente de revestimento de prata em 1840 até à atualidade, o revestimento de prata com cianeto tem mais de 170 anos de história. O produto de junção da camada de revestimento de prata com cianeto detalha a capacidade de dispersão da solução de revestimento, a estabilidade do revestimento de prata e a facilidade de manutenção e operação. No entanto, o cianeto é altamente tóxico e não favorece a proteção do ambiente e a saúde dos operadores.
O banho de prata sem cianeto tem sido objeto de investigação desde a década de 1970, o surgimento do processo de banho de prata sem cianeto, e tem sido utilizado num pequeno número de produções, tais como o banho de prata NS, o banho de prata com ácido nicotínico, o banho de prata com ácido imidazol-sulfossalicílico, o banho de prata com tiossulfato, o banho de prata com tionato, o banho de prata com tiocianato, etc., alguns dos processos ainda estão a ser utilizados. Mas, em comparação com o banho de prata com cianeto, o banho de prata sem cianeto tem deficiências e não está suficientemente maduro; em 20 anos, um processo de banho de prata sem cianeto na popularização da produção industrial não fez muitos progressos, o banho de prata com cianeto tem sido dominante.
(1) Reação do elétrodo de prata e cianeto
Cátodo: Ag(CN)2- +e = Ag+2CN-
Reação lateral: 2H2O + 2e = H2 +2OH-
Com ânodo de prata solúvel: Ag + 2CN– = Ag(CN)2- + e
Com ânodo insolúvel: 4OH– = 2H2O + O2 +4e
(2) Processo de revestimento com cianeto de prata
Vários tipos de processo de revestimento com cianeto de prata, ver quadro 6-11.
Quadro 6-11 Exemplos de processos de revestimento com cianeto de prata
| Composição e condições do processo da solução de galvanização | Processo 1 | Processo 2 | Processo 3 |
|---|---|---|---|
| Cianeto de prata e potássio KCN (g/L) | 35 〜70 | 1〜2 | 55 |
| Cianeto de potássio (g/L) | 90〜150 | 80 〜120 | 135 |
| Carbonato de potássio (g/L) | 10 | ||
| Hidróxido de potássio (g/L) | 5〜10 | ||
| Abrilhantador(g/L) | 15〜30 | ||
| Temperatura (℃) | 20 〜40 | 18 〜30 | 15〜25 |
| Densidade da corrente catódica (A/dm2) | 0.5〜4 | 0.6 〜1.5 | 0.6 〜1.2 |
(3) O papel dos principais componentes da solução de galvanização
① Prata. É o principal sal da solução de revestimento e existe sob a forma de ião complexo de cianeto de prata na solução de revestimento. A fonte de prata pode ser AgC1, AgCN, ou KAg(CN)2, mas AgNO3 e AgC1 devem ser convertidos em AgCN ou KAg(CN)2 antes de adicionar à solução de revestimento. A concentração de Ag na solução de revestimento deve ser mantida a 20~40 g/L; a concentração de prata é demasiado elevada, a cristalização da camada de revestimento é rugosa, de cor amarela; a concentração de prata é demasiado baixa, a gama de densidade de corrente é demasiado estreita e a taxa de deposição é reduzida.
Cianeto de potássio. É um agente complexante; para além de complexar com Ag, uma certa quantidade de cianeto de potássio livre, a estabilidade da solução de revestimento e a dissolução normal do ânodo são benéficas para a capacidade de dispersão da solução de revestimento. Os dados do processo geral referem-se principalmente ao KCN livre; a sua concentração é demasiado elevada, a taxa de deposição da solução de revestimento é lenta e a concentração é demasiado baixa.
③ Carbonato de potássio. Pode melhorar a condutividade da solução de revestimento, ajudar a capacidade de dispersão da solução de revestimento e melhorar o brilho da camada de revestimento. O revestimento de prata com cianeto é a solução de revestimento alcalina; colocado por um longo tempo, o ar no CO2 será dissolvido nele, gerando carbonato de potássio; quando a concentração de carbonato de potássio se acumula mais de 110g/L, conduzirá à passivação anódica, à rugosidade da camada de revestimento.
④ Abrilhantador. A adição de um agente abrilhantador permite obter uma camada de revestimento totalmente brilhante e alargar a gama de densidade de corrente. Os agentes abrilhantadores metálicos, como o antimónio, o selénio, o telúrio, o cobalto, o níquel, etc., podem melhorar o brilho e a dureza da camada galvanizada. No entanto, para o revestimento decorativo, os requisitos de cor da camada revestida (brancura e brilho) são particularmente elevados; não é adequado utilizar aditivos que contenham metal. O agente abrilhantador não metálico contém enxofre; pode obter a cor do revestimento de prata branca, mas a vida não é suficientemente longa para ser adicionada. A solução de revestimento decompõe-se se não for utilizada rapidamente.
(4) Influência das condições do processo
① Temperatura. A temperatura de trabalho para o revestimento de prata de cianeto brilhante é melhor em 20 〜 30 ℃. Abaixo de 20 ℃, a taxa de deposição é muito lenta e os aditivos não podem exercer totalmente seus efeitos, portanto, o revestimento deve ser aquecido; acima de 30 ℃, o consumo de aditivos é excessivo e o revestimento tende a ser áspero.
② Densidade da corrente. A gama ideal de densidade de corrente está relacionada com a concentração de Ag, a concentração de KCN livre e o tipo de agente abrilhantador. Se a densidade de corrente for demasiado baixa, a taxa de deposição é demasiado lenta, o que afectará o brilho do revestimento; se a densidade de corrente for demasiado elevada, o revestimento será rugoso e poderá mesmo parecer esponjoso.
③ Filtração e agitação. Para obter um revestimento de prata finamente cristalizado e branco brilhante, a filtração contínua da solução de revestimento e o movimento do cátodo são essenciais. A filtração melhora a limpeza da solução de revestimento e o movimento do cátodo ajuda a eliminar a polarização da concentração, permitindo potencialmente revestimentos de alta qualidade a densidades de corrente relativamente elevadas.
5. Revestimento de ródio
O ródio é um metal do grupo da platina, de cor branco-prateada, com um brilho brilhante e uma excelente refletividade, reflectindo a luz visível acima de 80%. A sua resistência à corrosão é muito boa, não sendo afetada por gases corrosivos como sulfuretos e dióxido de carbono na atmosfera, e tem uma elevada estabilidade contra ácidos e bases. A dureza do revestimento de ródio é extremamente elevada e tem uma excelente resistência ao desgaste. A camada decorativa de ródio tem um tom branco-azulado ligeiro, é brilhante e lustrosa, resistente ao desgaste e tem uma dureza elevada, o que faz dela o revestimento decorativo de grau mais elevado.
A espessura do revestimento de ródio é geralmente acima de 0,05 ~ 0,25 μm, 0,5 μm para revestimento espesso. A solução de revestimento de ródio inclui sulfatos, fosfatos e amino sulfonatos, os sulfatos mais comumente usados. As soluções de revestimento de ródio são fáceis de manter, têm alta eficiência de corrente e taxas de deposição rápidas, tornando-as adequadas para o tratamento de superfície de jóias.
(1) Reação do elétrodo de revestimento de ródio com sulfato
Reação catódica: Rh2+ + 2e → Rh
Reacções laterais catódicas: 2H+ +2e → H2 ↑
Reação anódica: 4OH - 4e → 2H2 O + O2 ↑
(2) Processo de revestimento com sulfato de ródio
O revestimento de ródio para jóias utiliza geralmente uma solução de reserva de sulfato de ródio, água pura e ácido sulfúrico misturados diretamente até à concentração necessária, as condições típicas do processo, ver Tabela 6-12.
Quadro 6-12 Processo de revestimento com sulfato de ródio
| Nome | Gama de funcionamento |
|---|---|
| Concentração de ródio (g/L) | 1.6〜2.2 |
| Concentração de ácido sulfúrico (g/L) | 27 〜33 |
| Temperatura da solução de galvanização (℃) | 25 〜45 |
| Densidade da corrente (A/dm2) | 0.5〜3 |
| Tensão (V) | 2.5〜3 |
| Velocidade de agitação da solução de plaqueamento (cm/s) | 1〜10 |
| Taxa de deposição (μm/min, à densidade de corrente 1A/dm2) | 0.04 |
(3) Influência da composição da solução de galvanização e das condições do processo
① Influência do teor de ródio. Sob uma determinada temperatura e densidade de corrente, uma solução de revestimento de ródio com uma concentração de ródio entre 1,0 e 4,0 g/L pode obter uma boa camada de revestimento de ródio. À medida que o teor de ródio diminui, a eficiência da corrente também diminui, afectando assim a camada de revestimento, tornando-a mais escura ou mesmo preta. Por conseguinte, é necessário reabastecer continuamente a solução de banho de ródio durante o processo de banho para manter um determinado teor de ródio.
② Influência do teor de ácido sulfúrico. A adição de ácido sulfúrico pode aumentar a condutividade e a acidez da solução de revestimento e estabilizar a solução de revestimento. Mas se o conteúdo for demasiado elevado, como quando a peça de trabalho não é carregada no tanque, haverá uma forte corrosão; além da camada de revestimento aumentar a tensão interna, a camada de revestimento é propensa a rachar; o conteúdo de ácido sulfúrico é demasiado baixo, a cor da camada de revestimento torna-se escura, pelo que deve ser controlada por uma certa quantidade de conteúdo de ácido sulfúrico (ou ácido fosfórico).
③ O efeito dos aditivos. Os aditivos podem alterar as propriedades cinéticas dos metais electrodepositados, as camadas depositadas e a natureza do eletrólito. Tal como reduzir a tensão interna da camada de revestimento para evitar fissuras, melhorar a resistência à corrosão da camada de revestimento, tornar a cristalização da camada de revestimento detalhada, suave e brilhante, e manter a estabilidade do eletrólito. Em geral, pode ser dividido em duas categorias: aditivos inorgânicos e aditivos orgânicos.
④ O efeito da temperatura. Quando outros parâmetros devem ser, o aumento de temperatura apropriado pode reduzir o estresse interno da camada de revestimento e melhorar a eficiência atual. Normalmente, na temperatura de 25 ~ 45 ℃ chapeamento, neste momento, pode evitar muita evaporação da solução, escapar de um grande número de névoa de ácido sulfúrico arrastado e deterioração das condições de operação, mas não por causa da temperatura é muito baixa, resultando na camada de revestimento não é brilhante.
⑤ O efeito da densidade da corrente. A densidade da corrente tem um maior impacto na qualidade do revestimento. A densidade da corrente é demasiado pequena e a cor da camada galvanizada é mais escura; a densidade da corrente é demasiado elevada, a eficiência da corrente diminui, o cátodo escapa mais bolhas e o bordo de galvanização das peças galvanizadas na camada galvanizada é fácil de rachar!
(6) A influência de outros factores. A solução de revestimento deve ser cuidadosamente mantida para evitar a contaminação de iões de cloro e impurezas de metais pesados.
(4) Pontos do processo de operação de revestimento de ródio para jóias
O banho de ródio para jóias utiliza frequentemente um copo; o processo de funcionamento é o seguinte.
Preparar a solução de galvanização de acordo com os requisitos do índice de condições técnicas de funcionamento; colocar a solução de galvanização preparada em dois copos de vidro: um para galvanizar peças de trabalho separadas por cores e outro para galvanizar peças de trabalho não separadas por cores. O pólo positivo da fonte de alimentação ligado ao copo na rede de titânio, ajusta o valor da tensão de 2,5 ~ 3V, corrente 1A, o pólo negativo da fonte de alimentação ligado à peça de trabalho na linha de água, a peça de trabalho será carregada no trabalho do cilindro (Figura 6-25).
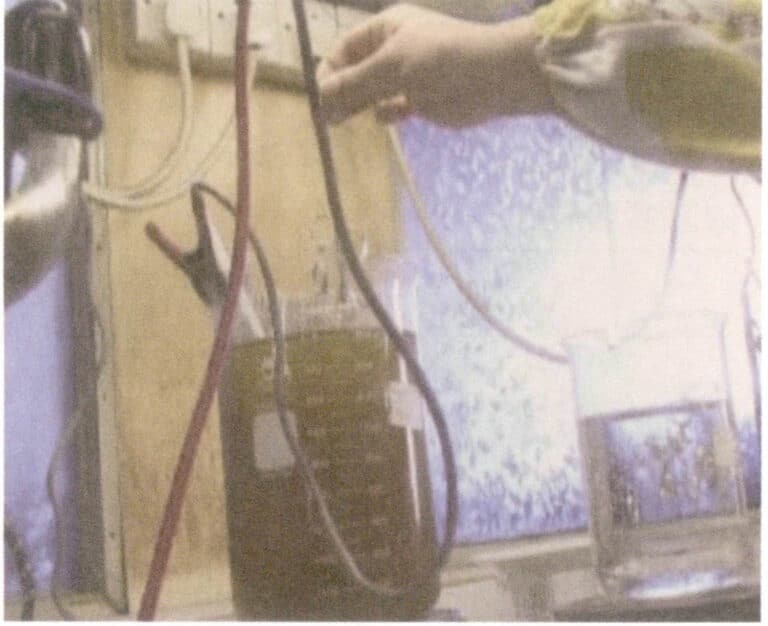
Vídeo sobre o banho de ródio
Verificar se a tensão está estabilizada dentro do intervalo prescrito; caso contrário, ajustar a tensão. No processo de controlo do trabalho de revestimento, a corrente é controlada principalmente; a densidade da corrente é determinada pela área de superfície externa da peça de trabalho; é melhor controlar a peça de trabalho para a densidade de corrente ideal perto do valor. Peça de trabalho na operação do tanque, com uma mão para agarrar a linha negativa da fonte de alimentação e a linha de água da conexão, e pequena para cima e para baixo ou girar. 1min após a remoção da peça de trabalho (tempo de trabalho da peça de trabalho com separação de cores 1 ~ 1,5min; tempo de trabalho da peça de trabalho sem separação de cores 45s ~ 2,5min, dependendo das especificações ou caraterísticas da peça de trabalho). Coloque a peça de trabalho no copo de recuperação de ouro embebido por um momento, enxágue com água e, em seguida, aqueça a 80 ℃ de imersão em água pura uma vez e depois no limpador ultrassônico. Abra a linha de água, a peça de trabalho limpa para o bocal da máquina de enxaguamento a vapor, interrutor de pé.
A peça de trabalho é lavada e limpa com vapor. O comprimento e a largura da malha de titânio do ânodo devem ser adequados à produção. O rácio geral da área do ânodo e do cátodo é de 2:1. Antes do revestimento de acordo com os requisitos técnicos (ou laboratório regular) na hora de adicionar água de platina, diferentes soluções de revestimento, o funcionamento das condições tecnológicas variam, a concentração geral de ródio de 1,6 ~ 2,2g/L, você pode obter uma alta qualidade de revestimento, se o teor de ródio na solução de revestimento é muito baixo, como o teor de ródio é inferior a 1g/L, então a cor da camada banhada avermelhada, escura e porosa aumenta.
Se se proceder à metalização de partes difíceis da peça de trabalho e se se amarrar o jito perto das partes difíceis, o efeito da metalização melhorará muito. O tempo de galvanização não deve ser demasiado longo; se for demasiado longo, a camada de ouro ficará cinzenta escura (neblina). A corrente deve ser controlada dentro do intervalo prescrito; se for demasiado grande, a corrente também conduzirá a um fenómeno de cinzento escuro (nebuloso) na superfície da camada de revestimento. Ao pendurar a peça de trabalho com o jito, este não deve ser demasiado denso para evitar a espessura irregular da camada de revestimento e o amarelecimento de algumas partes. Para a profundidade côncava, é difícil chapear a peça de trabalho utilizando corrente intermitente; o chapeamento mais de dez segundos após o desligamento agita a peça de trabalho para que a solução de chapeamento obtenha uma troca completa de convecção. Algumas partes do amarelecimento, principalmente o enceramento, não estão completas e devem ser resolvidas duas vezes o óleo, seguido de demasiados orifícios de areia, devem ser reparados e depois revestidos. Para peças com ouro branco como material de base, o tempo de revestimento com ródio deve ser mais curto para evitar que a camada de revestimento seja demasiado espessa e delamine.
Vídeo sobre revestimento
(5) Problemas e soluções comuns do revestimento de ródio
Problemas comuns, causas e contramedidas do revestimento de ródio, ver Quadro 6-13.
Tabela 6-13 Tabela de análise de problemas comuns e contramedidas do revestimento de ródio
| Problemas de revestimento | Causas possíveis | Soluções |
|---|---|---|
| Revestimento amarelado e esbranquiçado | ① A densidade da corrente catódica é demasiado elevada; ② A densidade da corrente anódica é demasiado elevada; ③ A temperatura é demasiado baixa; ④ Mau contacto dos ganchos; ⑤ O ácido sulfâmico é demasiado elevado. | ① Reduzir a densidade da corrente; ② Aumentar a área do ânodo; ③ Aumentar a temperatura; ④ Verificar os ganchos ou substituí-los; ⑤ Ajustar após o tratamento com carvão ativado |
| Revestimento rugoso, distribuição de grão fino | ① A densidade da corrente catódica é muito baixa; ② metal de base pobre; ③ aditivo ou agente complexante é baixo; ④ a temperatura é muito alta; ⑤ alta concentração de sal principal | ① Aumentar a densidade de corrente; ② Melhorar a qualidade do metal base; ③ Adicionar ajuste; ④ Reduzir a temperatura; ⑤ Diluir o ajuste. |
| Revestimento sem brilho, névoa branca | ① baixo teor de ródio; ② temperatura demasiado baixa | ① Reabastecer a água de ouro; ② Aumentar a temperatura. |
| Amarelecimento do revestimento | ① baixa densidade de corrente catódica; ② baixo teor de ródio; ③ revestimento demasiado fino; ④ limpeza incompleta do revestimento | ① Aumentar a densidade da corrente; ② Suplementar a água de ouro; ③ Espessamento adequado; ④ Reforçar a limpeza pós-revestimento |
| Má ligação do revestimento | ① passivação do substrato; ② pré-tratamento deficiente; ③ impurezas elevadas na solução de revestimento | ① Reforçar as medidas de ativação; ② Reforçar o pré-tratamento; ③ Recuperação de ródio, nova configuração líquida |
Secção III Tratamento pós-galvanização
1. Desengorduramento
Após o revestimento, é necessário cobrir o papel da camada de verniz das unhas na peça de trabalho através de solventes químicos para dissolver a remoção e restaurar o aspeto original da peça de trabalho.
(1) Ferramentas de utilização principal
Tacho em aço inoxidável, secador de cabelo elétrico.
(2) Pontos do processo de operação
Acetona em quatro potes de aço inoxidável (o tamanho do recipiente pode ser selecionado de acordo com o tamanho da saída, Figura 6-26), pronto para remover a cola, peça de trabalho de óleo pendurada na prateleira do gancho de revestimento, no primeiro pote contendo acetona de molho: cerca de 1h, retire a peça de trabalho, verifique se a cola ou o óleo está dissolvido, se ainda houver um resíduo de cola ou óleo, em seguida, continue a mergulhar, como a dissolução básica, você pode tirar a peça de trabalho para cobrir a tampa do pote. Colocar a peça de trabalho retirada no segundo pote e continuar a mergulhar durante 30 minutos, de modo a que uma pequena quantidade de cola ou óleo fixado à peça de trabalho seja dissolvida em acetona. Desta forma, no terceiro e quarto recipientes até que a peça de trabalho na cola ou óleo se dissolva completamente até que a peça de trabalho seja retirada (nota: de cada vez que observar a peça de trabalho, deve cobrir prontamente a tampa do recipiente), enxaguar a peça de trabalho com água para remover a acetona e, em seguida, secá-la com um secador de cabelo elétrico.
As águas residuais de acetona usadas não devem ser descarregadas livremente e devem ser geridas de acordo com os regulamentos relevantes.
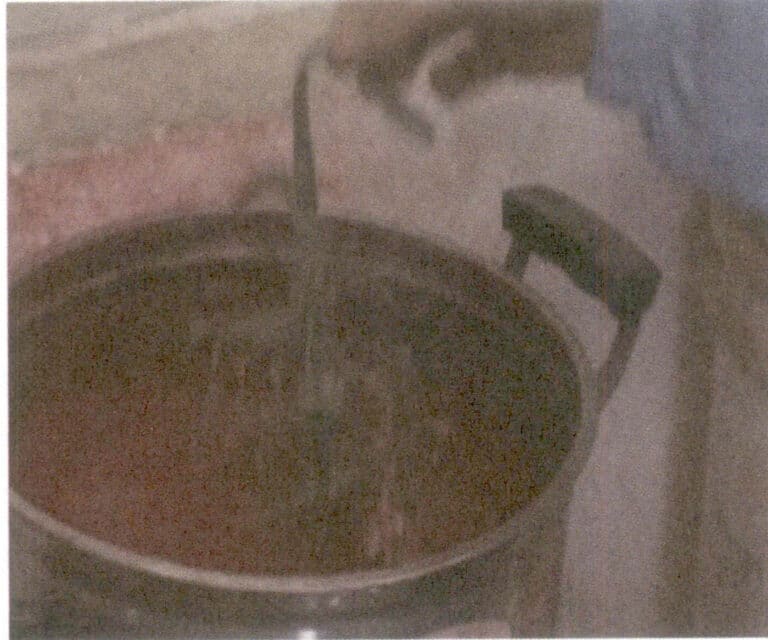
2. Galvanoplastia Eletrodeposição (galvanização)
A galvanoplastia com caneta destina-se a reparar as partes defeituosas da peça de trabalho após a galvanização ou galvanização de peças de trabalho de grandes dimensões, orifícios cegos, fendas estreitas e orifícios profundos, bem como requisitos especiais locais da peça de trabalho.
Processo de galvanoplastia com caneta, a peça de trabalho para o cátodo, material condutor insolúvel para o ânodo, e o ânodo fora do pão tem um bom material de fibra absorvente (ou seja, escova) para adsorver a solução de galvanização. Quando o ânodo e a superfície da peça de trabalho entram em contacto e em movimento relativo constante, a corrente através do ânodo e da superfície do material de fibra da peça de trabalho absorve a solução de revestimento (metal) de modo a que o metal depositado na superfície da peça de trabalho forme uma camada de revestimento, completando assim o trabalho de galvanoplastia (revestimento) da caneta de revestimento da peça de trabalho.
Os principais pontos do processo de operação: verificar e determinar as partes da peça a serem revestidas, selecionar o tamanho adequado da pena (escova), selecionar ou utilizar a solução de revestimento de acordo com o tamanho das peças de revestimento, tomar a quantidade adequada de solução de revestimento, adequada para a dosagem única pode ser, não deve ser demasiado. Em circunstâncias normais, a engrenagem de seleção da tensão deve ser de 7 ~ 8 engrenagens. Com o pólo positivo da fonte de alimentação ligado à caneta de galvanização, o pólo negativo ligado à peça de trabalho, com a caneta mergulhada na solução de galvanização e a superfície da peça de trabalho em contacto com o movimento relativo, pode obter-se o efeito de galvanização correspondente (Figura 6-27).
A pena (escova) deve ser mantida limpa, a forma deve ser adequada, e a pena pode ser moldada com uma faca quando necessário. A solução de revestimento deve ser mantida limpa para evitar que o pó e outras impurezas se misturem, afectando assim a qualidade do revestimento.
Caneta de galvanoplastia galvanoplastia (galvanoplastia) vídeo
3. Tratamento anti-cor
O revestimento deve ser cuidadosamente limpo com água pura ou quente para eliminar os sais residuais na superfície e manter o brilho duradouro da camada revestida.
Para o revestimento de ouro fino e o revestimento de prata, é fácil tornar-se amarelo ou preto em casos graves na atmosfera húmida e de sulfureto. A descoloração do revestimento deteriora o aspeto das jóias. Por conseguinte, após a galvanoplastia de ouro fino ou de prata, deve ser imediatamente efectuado um tratamento anti-descoloração para fechar os poros da camada de revestimento, de modo a que a superfície gere uma película protetora isolada do mundo exterior para evitar a corrosão do substrato, prolongando a descoloração do tempo de revestimento. Os processos comuns de tratamento anti-descoloração incluem a passivação química, a passivação eletroquímica, a imersão em agente protetor orgânico e outras formas.
(1) Através do método de passivação química ou de passivação eletroquímica para formar uma película de passivação inorgânica. A passivação por cromato é um método de passivação química comummente utilizado para a camada de revestimento de prata; é na solução ácida ou alcalina que contém compostos de crómio hexavalente, óxido de prata e película de cromato de prata gerada na superfície do revestimento. A passivação eletroquímica é a utilização do princípio da redução catódica na superfície da camada de revestimento para gerar cromato de prata, cromato de crómio, cromato de prata alcalino, cromato de crómio alcalino e outras substâncias compostas pela camada de película. Estas camadas de película têm um bom efeito de passivação, reduzindo a energia livre da superfície da liga, e podem desempenhar um papel na prevenção da descoloração.
(2) Na superfície da prata para formar uma película protetora complexa. Benzotriazol, tetrazólio e vários compostos contendo enxofre podem ser formados no revestimento com a película de material; alguns também adicionam alguns polímeros solúveis em água no agente de película.
Vídeo pós-plateamento