Como melhorar as suas jóias com técnicas de tratamento de superfície
Dominar os tratamentos de superfície para jóias: Do polimento à nano-pulverização
O processo de tratamento de superfície de jóias é um tratamento técnico que utiliza vários métodos, tais como físicos, químicos, electroquímicos e mecânicos, para alterar a textura, a cor e o toque da superfície do acessório, evitar a corrosão, embelezar a decoração e prolongar a sua vida útil. Enriquece muito o efeito decorativo dos produtos acessórios, alarga os meios disponíveis de design de acessórios, apresenta um estilo mais vibrante e diversificado para a joalharia e proporciona aos consumidores escolhas mais personalizadas. Melhora significativamente o efeito de superfície, a vida útil e o valor económico acrescentado dos produtos acessórios.
Existem muitos tipos de processos de tratamento de superfície para a joalharia popular moderna, sendo que os métodos mais utilizados incluem principalmente o polimento, a galvanoplastia, a galvanoplastia química, as películas de conversão eletroquímica química, a deposição física de vapor, o esmalte, a resina epóxi e a nano-pulverização da superfície.

Opções de cor do banho de natação
Índice
Secção I Tecnologia de polimento
1. Polimento mecânico
O polimento mecânico consiste em tratar a superfície das jóias utilizando máquinas de polir e meios abrasivos. Os métodos comuns de polimento mecânico incluem as seguintes categorias.
(1) Roda de polimento em tecido
O polimento com roda de tecido é efectuado com uma roda de polimento montada numa máquina. A pasta de polimento é aplicada periodicamente na superfície de trabalho do disco de polimento. Em contrapartida, a superfície da peça a ser processada é pressionada com força contra a superfície de trabalho do disco de polimento, que se encontra num estado de rotação a alta velocidade. Com a ajuda das fibras do disco de polimento e da pasta de polimento, a superfície da peça a ser processada atinge um aspeto espelhado (Figura 11-1). Atualmente, acredita-se geralmente que o princípio das máquinas de polir com rodas de tecido é que a alta temperatura gerada pelo atrito entre a roda de polir rotativa de alta velocidade e a superfície da peça a ser processada pode causar deformação plástica da superfície da peça, preenchendo os recessos microscópicos na superfície da peça a ser processada; ao mesmo tempo, a alta temperatura gerada durante o polimento também pode formar rapidamente uma camada muito fina de filme de óxido na superfície da peça a ser processada. A superfície exposta do substrato é novamente oxidada aquando da remoção desta camada de película de óxido. O processo continua neste ciclo até o polimento estar completo, resultando numa superfície plana e lisa.
(2) Polimento por vibração
É instalado com um motor vibratório no disco vibratório da máquina de polimento vibratório, e o disco vibratório é ligado à base através de molas vibratórias. Quando a máquina de polir vibratória é ligada, o motor vibratório gera uma forte força de excitação, levando o material de moagem no disco vibratório a produzir movimento em três direcções: vibração vertical, rotação de dentro para fora e rotação em espiral no sentido dos ponteiros do relógio, criando assim um efeito de moagem na superfície da joia para obter um acabamento polido (Figura 11-2 ).

Figura 11-1 Polimento com rodas de tecido

Figura 11-2 Polimento por vibração
(3) Polimento com rolos
O seu princípio de funcionamento é o seguinte: Quatro rolos hexagonais são montados uniformemente na circunferência do corpo rotativo. Os rolos rodam com o corpo rotativo e giram em torno do seu eixo sob a ação do sistema de rodas dentadas (no sentido oposto). O movimento planetário dos rolos faz com que o material no interior dos rolos permaneça sempre de um lado da parede exterior dos rolos devido à força centrífuga, criando uma camada de fluxo na superfície. Dentro desta camada de fluxo, as pedras de retificação e as peças de trabalho geram um movimento relativo, efectuando um corte fino e pressionando a superfície da peça de trabalho, obtendo assim uma superfície polida na peça de trabalho (Figura 11-3).
(4) Polimento por vórtice
O seu princípio de funcionamento é o seguinte: utilizando a força centrífuga gerada pela rotação a alta velocidade do prato giratório inferior, é produzida uma forte fricção entre a peça de trabalho e o abrasivo sob a ação de uma ranhura fixa, formando uma operação de vórtice em espiral, causando fricção rotacional a alta velocidade e rotação em espiral da peça de trabalho e do abrasivo. Isto permite que as jóias polidas tenham as rebarbas removidas e polidas uniformemente num tempo muito curto, alcançando um efeito de polimento ideal. A base da máquina de polir é um disco rotativo dentro de um recipiente, com a parte superior do recipiente aberta e as paredes do recipiente sem rotação. A distância entre o recipiente e o disco pode ser inferior a 0,05 mm, permitindo a utilização das partículas mais finas de casca de noz (Figura 11-4).

Figura 11-3 Polimento com rolo

Figura 11-4 Polimento por vórtice
(5) Polimento por arrastamento
Durante o trabalho, a peça de trabalho é arrastada sobre o meio de polimento enquanto não se move. Cada peça de trabalho tem a sua própria posição de apoio, as superfícies entre as peças de trabalho não entrarão em contacto, evitando assim danos na superfície. Em comparação com os métodos de polimento tradicionais, cria um maior movimento relativo e uma força de processamento mais forte, reduzindo significativamente o tempo de processamento. Tem grandes vantagens para peças de trabalho pesadas. O método de polimento de arrasto é particularmente adequado para anéis pesados, fechos e caixas de relógio e também é adequado para muitas outras peças que podem ser suspensas em suportes fixos (Figura 11-5).

Tabela 11-1 Caraterísticas dos diferentes processos de polimento
| Métodos de polimento | Meio de polimento | Meio de moagem | Vantagens | Desvantagens | Peça de trabalho adequada |
|---|---|---|---|---|---|
| Polimento por vibração | Lascas de madeira, pedaços de porcelana, partículas de casca de noz, farinha de milho, bolas de aço | Cerâmica, plástico | Artigos grandes e baratos, peças estampadas | Devido ao longo tempo de processamento, à baixa pressão, às indentações e ao fraco efeito de suavidade, é impossível obter resultados ideais durante o processamento a seco. | Corrente pequena, corrente mecânica |
| Polimento do cano | Cubo de madeira, agulha de madeira, partículas de casca de noz, farinha de milho, bola de aço | Cerâmica, plástico | Barato | Tempo de processamento longo, processamento inconveniente, a superfície tem pó, a superfície é pressionada | Várias peças de joalharia |
| Polimento por vórtice | Partículas de casca de noz, pedaços de porcelana, plástico | Cerâmica, plástico | Com elevada eficiência e tempo de processamento curto, a máquina completa o volume de trabalho da 70%, menos processos, jóias limpas, manuseamento fácil, elevada qualidade de superfície | Só pode manusear peças de trabalho leves (máximo 20 g) e não pode processar pequenas correntes de pedras preciosas. | A maioria das jóias, produtos industriais e caixas de relógio |
| Polimento de arrasto | Partículas de casca de noz | Granulado de casca de noz | Pode polir peças de trabalho grandes e pesadas sem impacto ou colisão, com um tempo de processamento curto, fácil manuseamento e elevada qualidade de superfície | Sem trituração a húmido | Várias peças de joalharia que podem ser fixadas numa prateleira |
2. Polimento químico
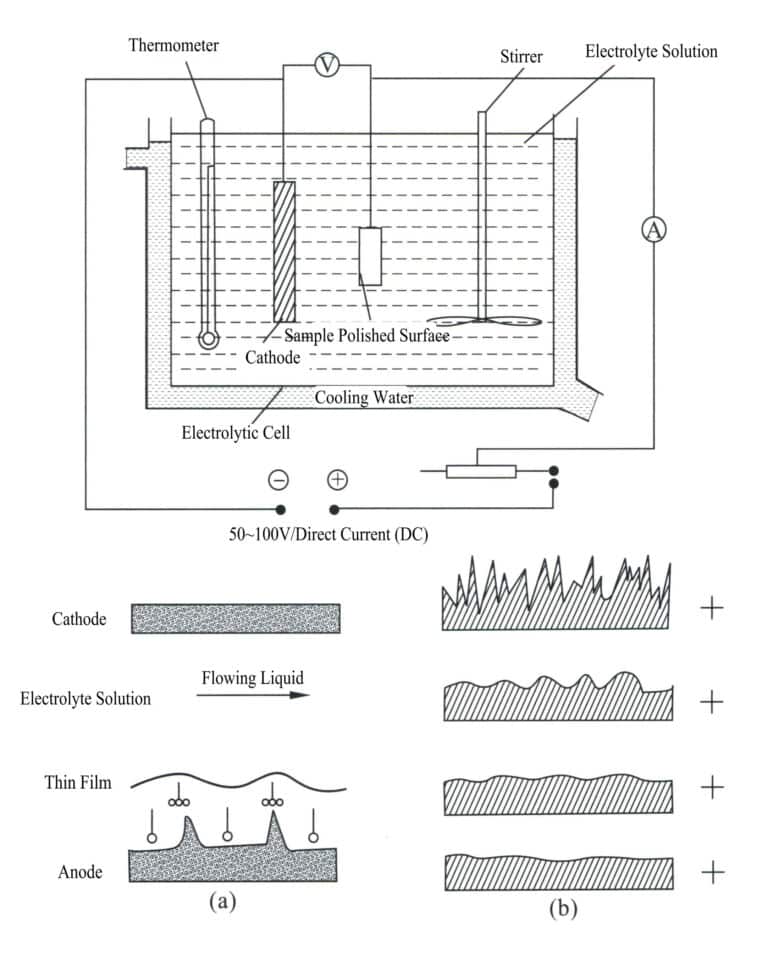
3. Polimento eletroquímico
Secção II Processo de galvanoplastia
1. Conhecimentos básicos de galvanoplastia para jóias
(1) Tipos de galvanoplastia para jóias
De acordo com a finalidade do revestimento, a galvanoplastia para jóias pode ser dividida em revestimentos protectores e revestimentos decorativos.
- Revestimentos de proteção. O principal objetivo é evitar a corrosão do metal. Os revestimentos habitualmente utilizados, como as camadas galvanizadas e de estanho, pertencem a esta categoria. Os metais negros são normalmente protegidos por camadas galvanizadas em condições atmosféricas gerais, enquanto as camadas de estanho são geralmente utilizadas para proteger os metais negros que entram em contacto com ácidos orgânicos.
- Revestimentos decorativos. Principalmente para fins decorativos, mas também com um certo nível de proteção. Os revestimentos compósitos são, na sua maioria, constituídos por várias camadas, uma vez que é difícil encontrar um único revestimento que satisfaça os requisitos dos revestimentos decorativos. Normalmente, é primeiro aplicada uma camada de base no substrato, seguida de uma camada superficial e, por vezes, é também aplicada uma camada intermédia. Por exemplo, a galvanoplastia de metais preciosos e a galvanoplastia de imitação de ouro são amplamente utilizadas, especialmente em algumas jóias valiosas e pequenas jóias de hardware, com uma utilização e um volume de produção relativamente elevados. Trata-se principalmente de metais preciosos galvanizados e de várias ligas.
De acordo com a relação eletroquímica entre o revestimento e o metal do substrato durante a corrosão, a galvanoplastia decorativa pode ser dividida em revestimentos anódicos e catódicos.
- Revestimento anódico. Refere-se ao revestimento que actua como ânodo e que se dissolve primeiro quando se forma uma microbateria de corrosão com o metal do substrato, como o revestimento de zinco sobre ferro. Este tipo de revestimento não só proporciona proteção mecânica ao substrato, como também oferece proteção química.
- Revestimento catódico. Refere-se ao revestimento que actua como cátodo quando forma uma microbateria de corrosão com o metal do substrato. Por exemplo, revestimento de estanho sobre ferro. Este tipo de revestimento só pode fornecer proteção mecânica ao substrato; uma vez danificado, o revestimento deixa de proteger o substrato e acelera a taxa de corrosão do substrato.
(2) O processo básico de galvanoplastia de metais
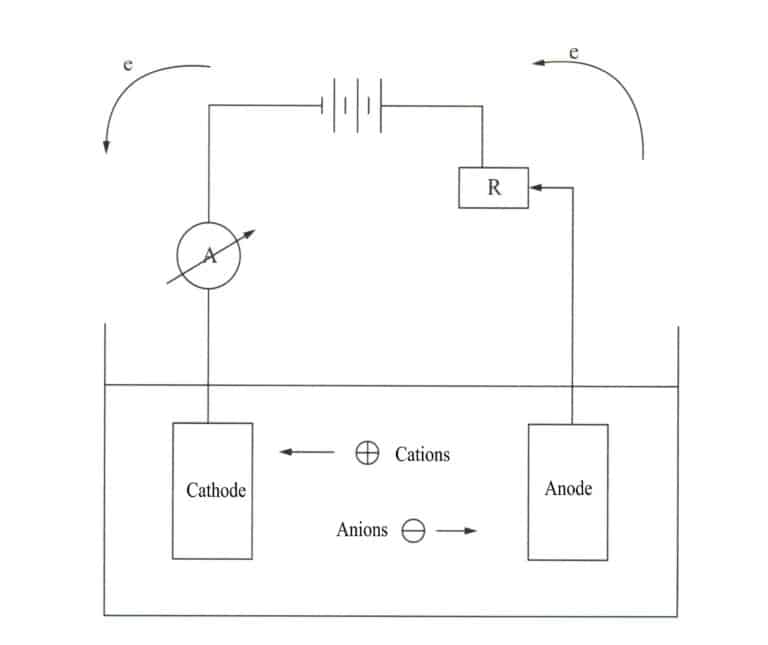
A eletrodeposição é um processo eletroquímico e redox. Durante a eletrodeposição, o componente metálico actua como cátodo, o metal ou liga a ser galvanizado actua como ânodo solúvel ou uma malha de titânio é utilizada como ânodo insolúvel, ligada aos terminais negativo e positivo da fonte de alimentação e imersa num eletrólito que contém os componentes de galvanização. Sob a ação da corrente, pode obter-se uma camada de deposição na superfície do ornamento (Figura 11-7).
O processo de galvanoplastia de metais reduz o metal ou os seus iões complexos a metal no cátodo. Uma vez que o metal galvanizado tem uma estrutura cristalina como os metais comuns, o processo de galvanoplastia é também conhecido como processo de electrocristalização. Inclui as três etapas seguintes.
- Processo de transferência de massa. Os iões metálicos ou os iões de complexos metálicos são continuamente transportados do eletrólito para a superfície do elétrodo através de etapas como a difusão, a convecção e a electromigração.
- Processo eletroquímico. Os iões metálicos ou os iões de complexos metálicos desidratam-se e adsorvem-se na superfície do cátodo para libertar eletricidade e reduzir-se a átomos metálicos.
- Processo de cristalização. Os átomos de metal dispõem-se no cátodo para formar cristais metálicos com uma determinada forma, e a cristalização ocorre normalmente por nucleação e crescimento.
A finura dos cristais é determinada pela taxa de nucleação e pela taxa de crescimento. Se a taxa de nucleação for mais rápida do que a taxa de crescimento, serão produzidos mais cristais, resultando em grãos mais finos e mais densos; pelo contrário, os grãos serão mais grosseiros.
2. Cobre galvanizado e ligas de cobre
O revestimento de cobre é cor-de-rosa, uniforme e delicado, com diferentes tonalidades consoante o processo. Na galvanoplastia, o revestimento de cobre é amplamente utilizado, principalmente como camada de base e camada intermédia, e pode também ser utilizado como camada de superfície, tal como o revestimento de imitação de ouro.
Os processos de revestimento de cobre atualmente utilizados incluem principalmente o cianeto, o sulfato ácido e o revestimento de cobre com pirofosfato. Entre eles, a solução de revestimento de cobre com cianeto é altamente tóxica, polui gravemente o ambiente, prejudica a saúde humana e foi classificada como um processo a eliminar. Além disso, o revestimento de cobre com amino-sulfonato, o revestimento de cobre com amina orgânica, o revestimento de cobre com citrato-tartarato e o revestimento de cobre com HEDP também têm sido desenvolvidos e aplicados nos últimos anos.
Na década de 1970, a investigação centrou-se na substituição da galvanoplastia com cianeto por uma galvanoplastia sem cianeto, o que conduziu à galvanoplastia com pirofosfato e sulfato de cobre. No entanto, não podiam ser diretamente revestidos em substratos de aço como camada de base.
2.1 Revestimento de cobre com sulfato
O revestimento de cobre com sulfato é amplamente utilizado na galvanoplastia decorativa de proteção, na galvanoplastia de plástico e no revestimento espesso de cobre para a eletrodeposição de placas de circuitos impressos. Pode ser dividida em dois tipos: uma é uma solução de galvanização com alto teor de cobre e baixo teor de ácido utilizada para a galvanização de peças, que tem um revestimento liso e brilhante com boa tenacidade; a outra é uma solução de galvanização com alto teor de ácido e baixo teor de cobre utilizada para a galvanização de placas de circuitos impressos, que tem excelentes capacidades de dispersão e cobertura, tornando-a muito adequada para a galvanização de orifícios, com um revestimento uniforme e delicado.
(1) Principais componentes da solução de galvanização
① Sulfato de cobre. É o principal sal que fornece o Cu2+ para a eletrodeposição. Quando a concentração é demasiado baixa, reduz o limite superior da densidade da corrente, diminui a velocidade de deposição e afecta o brilho do revestimento. Quando a concentração é demasiado elevada, reduz a capacidade de dispersão da solução de revestimento e, devido ao limite de solubilidade do sulfato de cobre, os cristais de sulfato de cobre precipitam, sendo adequado 180~220g/L.
② Ácido sulfúrico. A sua principal função é aumentar a condutividade da solução. Quando a concentração é demasiado baixa, conduz a uma oxidação incompleta do cobre do ânodo, produzindo Cu2O, resultando em "pó de cobre" ou rebarbas no revestimento. Ao mesmo tempo, a capacidade de dispersão da solução de revestimento diminui. Quando a concentração de ácido sulfúrico é adequada, a gama de densidade de corrente do revestimento é ampla, o revestimento é brilhante e a capacidade de nivelamento atinge resultados óptimos. Se a concentração de ácido sulfúrico for demasiado elevada, afecta o brilho e o nivelamento do revestimento.
③ iões cloreto. São activadores do ânodo que podem ajudar o ânodo a dissolver-se normalmente, inibir a produção de Cu+A concentração de iões de cloreto é demasiado baixa, o que leva à formação de revestimentos dendríticos, com a área de alta corrente propensa a queimar, e o revestimento é suscetível de desenvolver buracos ou fendas. Se a concentração de iões de cloreto for demasiado baixa, conduz à formação de revestimentos dendríticos, com a área de alta corrente propensa a queimar, e o revestimento é suscetível de desenvolver poços ou buracos. Se a concentração de iões cloreto for demasiado elevada, aparece uma camada de película branca tipo gel na superfície do ânodo e, independentemente da quantidade de abrilhantador adicionada, o revestimento não será brilhante. A concentração adequada de iões cloreto é de 40~100ml/L.
④ Aditivos. Uma excelente combinação de aditivos pode produzir soluções de revestimento estáveis, altas taxas de qualificação de produtos e alta eficiência de trabalho. Atualmente, foram comercializados muitos aditivos e respectivos materiais. Os requisitos para os aditivos variam consoante o tipo de revestimento. Por exemplo, os revestimentos decorativos dão mais importância ao brilho, à velocidade e ao nivelamento do revestimento; os revestimentos decorativos protectores dão mais importância ao nivelamento e à flexibilidade do revestimento; os revestimentos de placas de circuitos exigem um excelente desempenho na zona de baixa corrente, uma distribuição uniforme do revestimento e a ductilidade do revestimento, entre outros. Os aditivos para revestimento de cobre são constituídos principalmente por quatro partes: agentes de transporte, branqueadores, agentes de nivelamento e agentes molhantes.
- Transportadora: Um bom agente de transporte pode maximizar a eficácia dos agentes de branqueamento e de nivelamento. Os agentes de transporte são, na sua maioria, formulados a partir de tensioactivos, sendo impossível obter o melhor efeito com um único material, como os compostos de poliéter, os compostos aniónicos de tetraéter de etilenodiamina, etc.
- Agentes de brilho e agentes de nivelamento: Os compostos orgânicos de polissulfureto, os polissulfuretos orgânicos, os sulfonatos orgânicos de polissulfureto, os corantes orgânicos, etc., têm efeitos de branqueamento e de nivelamento em combinação com os transportadores. Ambos os efeitos podem aparecer no mesmo material, com os corantes a concentrarem-se mais na capacidade de nivelamento.
- Agentes humectantes: podem melhorar a ação molhante da solução de revestimento. São normalmente utilizados tensioactivos não iónicos ou aniónicos, como o polietilenoglicol, emulsionantes OP, etc. O cobre ácido brilhante utiliza a agitação do ar e só pode escolher agentes molhantes com baixo teor de espuma.
(2) Reação do elétrodo de revestimento de cobre com ácido sulfúrico
Cátodo: Cu2+ + 2e=Cu φ0Cu2+/Cu = +0.34V
Cu2+ + e=Cu+ φ0Cu2+/Cu+ = +0.17V
Cu+ + e=Cu φ0Cu+/Cu = +0.51V
Devido ao potencial de elétrodo padrão do Cu2+ sendo muito mais positivo do que o hidrogénio, o hidrogénio gasoso não será libertado no cátodo, mas quando não for suficientemente reduzido, aparecerá o Cu+. Do ponto de vista do potencial padrão do elétrodo, é mais provável que ocorra a reação de redução a Cu, e a redução de Cu conduzirá a um revestimento rugoso, que deve ser evitado.
Ânodo: O ânodo de cobre em solução de ácido sulfúrico sofre uma dissolução anódica, fornecendo os iões de cobre necessários na solução de revestimento, nomeadamente Cu-2e=Cu2+.
Ao mesmo tempo que o Cu2+ é gerado, é inevitavelmente gerado Cu+nomeadamente: Cu-e=Cu+. Quando o Cu+ Aparece e entra na solução; se houver ácido sulfúrico e ar suficientes na solução, o Cu+ podem ser oxidados, nomeadamente:4Cu++O2+4H+=4Cu2++2H2O, Quando a concentração de ácido sulfúrico na solução é insuficiente, o Cu+ hidrolisará, nomeadamente: 2Cu++2H2O=2CuOH+2H+=Cu2O+H2O. Nesta altura, o Cu2O depositar-se-á no cátodo por eletroforese, produzindo rebarbas. Devido à instabilidade do Cu+podem também ocorrer reacções de desproporção, nomeadamente:2Cu+=Cu2++Cu, e o Cu gerado também se depositará no revestimento por eletroforese, produzindo pó de cobre, rebarbas e rugosidade. Por conseguinte, durante o processo de galvanoplastia, o aspeto do Cu+ deve ser evitado tanto quanto possível; a utilização de ânodos de cobre contendo fósforo e a agitação da solução de revestimento com ar podem resolver o problema.
2.2 Revestimento de cobre com pirofosfato
O revestimento de cobre com pirofosfato não pode ser diretamente revestido em substratos de ferro e zinco. É utilizado principalmente em substratos de liga de zinco antes do revestimento de cobre com sulfato ácido para proteger o substrato da forte corrosão ácida e garantir a qualidade da combinação de revestimento. É também utilizado em processos de galvanoplastia de metalização de plástico, mas a sua aplicação na galvanoplastia de hardware é limitada.
Os cristais brilhantes de revestimento de cobre com ácido fosfórico têm boas capacidades de dispersão e cobertura. A eficiência da corrente catódica é elevada, mas a utilização a longo prazo pode levar à acumulação de fosfato, o que reduz a taxa de deposição.
(1) Principais componentes da solução de galvanização
- Pirofosfato de cobre. É o principal sal da solução de revestimento, fornecendo iões de cobre. Se o teor de cobre for demasiado baixo, diminui a densidade da corrente, o que resulta num brilho e nivelamento deficientes do revestimento; se o teor de cobre for demasiado elevado, reduz a polarização catódica, o que resulta num revestimento rugoso. O teor de cobre na solução de revestimento deve ser mantido numa determinada proporção com o pirofosfato de potássio.
- Pirofosfato de potássio. É o principal agente complexante, e quando o valor de pH é 8, a principal forma do complexo é [Cu(P2O7)2]6-, mantendo [P2O74-]:[Cu2+Se o rácio for demasiado elevado, conduz a uma redução da eficiência da corrente, a furos no revestimento e a uma solução de revestimento propensa a turvação.
- Amina de ácido cítrico. É um agente complexante auxiliar e despolarizador de ânodo. Pode melhorar a dissolução do ânodo, aumentar a capacidade de dispersão da solução de revestimento e aumentar o brilho do revestimento. Se o conteúdo for demasiado baixo, a dissolução do ânodo será fraca, a capacidade de dispersão da solução de revestimento diminuirá e será produzido "pó de cobre". Geralmente, o teor adequado é de cerca de 10~30g/L.
(2) Reação do elétrodo de revestimento de cobre com pirofosfato
Reação catódica:[Cu(P2O7)2]6- + 2e6- = Cu + 2P2O74-
2H2O + e = H2 + 2OH–
Reação anódica:Cu + 2P2O74- -2e = [Cu(P2O7)2]6-
Quando o ânodo é passivado, o oxigénio é libertado:4OH– - 4e = O2 + 2H2O
Quando a oxidação anódica é incompleta, o Cu + ocorre: Cu - e = Cu+
As duas últimas reacções têm de ser cuidadosamente monitorizadas para evitar a sua ocorrência.
2.3 Eletrodeposição de ouro de imitação
Nos últimos anos, devido ao desenvolvimento da galvanoplastia decorativa na construção, hardware, iluminação e ornamentos, o revestimento de ouro de imitação tem sido amplamente utilizado.
(1) Principais categorias de galvanoplastia de ouro de imitação
O revestimento de imitação de ouro pode ser feito de ligas de cobre-zinco, cobre-estanho ou cobre-estanho-zinco, ou o pós-processamento de ligas de cobre-zinco pode produzir um efeito realista de ouro. O efeito de imitação de ouro pode atingir cores como o ouro de 18K, 4K e rosa. As ligas de cobre-estanho (bronze) podem ser divididas em três categorias com base no teor de estanho: bronze com baixo teor de estanho, com um teor de estanho de 5%~15%, que parece rosa a amarelo dourado; bronze com teor de estanho médio, com um teor de estanho de 15%~40%, que parece amarelo; e bronze com alto teor de estanho, com um teor de estanho de 40%~50%, que parece branco prateado.
O revestimento dourado tem um tempo de eletrodeposição muito curto e o seu brilho depende principalmente da camada subjacente de suporte, normalmente revestida por uma camada de níquel brilhante ou outro revestimento branco e brilhante. O revestimento de latão pode também servir como base decorativa de uma fina camada de ouro e como camada protetora e lubrificante. O latão é propenso a descoloração no ar, pelo que deve ser submetido a um tratamento anti-descoloração quando utilizado como camada de superfície ou base de uma camada fina de ouro, tal como ser pulverizado com um revestimento orgânico ou revestido com tinta electroforética catódica. Nos últimos anos, para evitar alergias cutâneas ao níquel no revestimento de jóias, a liga de cobre-zinco branco pode ser utilizada como um substituto de baixo grau para o revestimento de níquel, e pode também servir de base para o crómio e para revestimentos brancos e brancos necessários em decorações de brinquedos metálicos.
A chave para obter uma liga através da co-deposição simultânea de dois metais é que os seus potenciais de deposição devem ser próximos e a polarização catódica deve assegurar que os dois metais se depositam na proporção desejada. Os iões complexos presentes na solução de revestimento de cianeto são principalmente Cu(CN)32- e Zn(CN)42-. A estabilidade dos iões de cianeto de cobre é muito superior à dos iões de cianeto de zinco, e a polarização catódica do cobre é muito superior à do zinco. Por conseguinte, para obter um revestimento que cumpra os requisitos, é necessário controlar rigorosamente o cianeto total, o cianeto livre, a relação cobre-zinco, o valor do pH e factores como a temperatura, a densidade da corrente e a agitação.
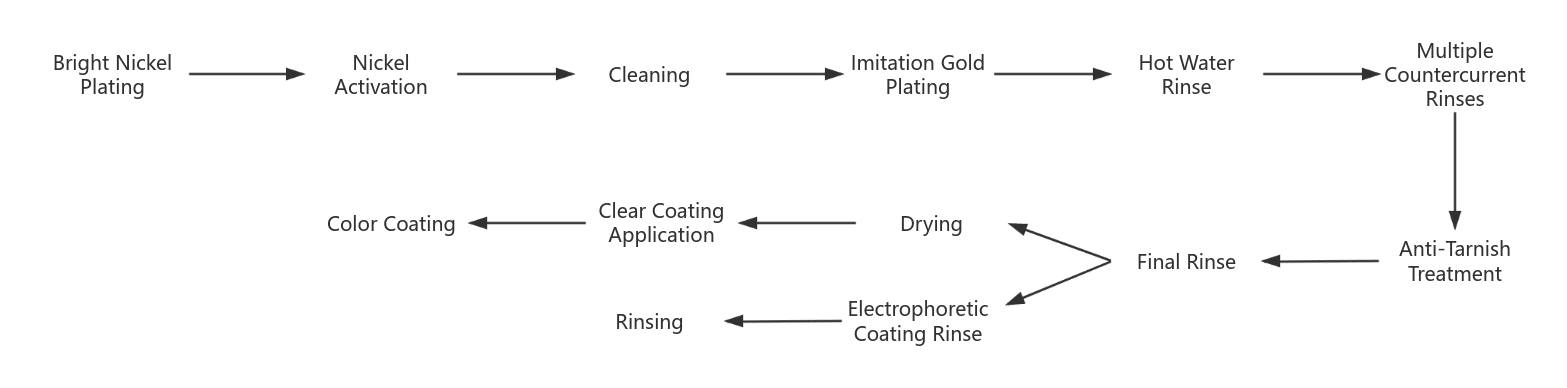
(2) Fluxo do processo de galvanoplastia de ouro de imitação
Existem dois grandes desafios no revestimento de ouro de imitação de liga de cobre: um é como manter o brilho do revestimento e evitar a descoloração do revestimento de liga de cobre; o segundo é como conseguir um efeito realista. Por conseguinte, torna-se crucial um processo de galvanoplastia e um pós-tratamento razoáveis. O processo de galvanoplastia de imitação de ouro normalmente utilizado é o seguinte
- Antes de a peça ser niquelada com níquel brilhante, deve ser submetida a um pré-tratamento. O revestimento de níquel brilhante acaba por ter um tom esbranquiçado, que pode realçar o brilho da camada de imitação de ouro.
- A ativação do níquel tem como objetivo remover a camada de passivação na superfície de níquel brilhante para melhorar a força de ligação com a camada superficial. O método envolve o tratamento catódico na solução electro-desengordurante durante 3 a 5 minutos, seguido de ativação com ácido sulfúrico 5% após enxaguamento com água e enxaguamento completo antes de entrar no tanque de imitação de ouro.
- Após o revestimento de ouro de imitação galvanizado, a superfície da peça de trabalho é limpa com água quente e enxaguada com lavagem em contracorrente.
- Tratamento anti-descoloração destinado a evitar a descoloração do revestimento após a lavagem. Os processos comuns de passivação incluem dicromato de potássio ou benzotriazol.
- A eletroforese catódica é tratada com tinta de eletroforese catódica do tipo acrílico ou com revestimentos transparentes, como verniz do tipo acrílico, ou pulverizada ou mergulhada em revestimentos transparentes de silicone orgânico.
- Coloração com verniz ou tinta. Para criar um efeito realista de imitação de ouro na aparência e para compensar as deficiências do tom do revestimento de imitação de ouro, pode ser aplicado um revestimento transparente de cor dourada.
3. Níquel electrodepositado
3.1 Níquel brilhante
O níquel brilhante é um dos revestimentos mais utilizados atualmente. Baseia-se no níquel watt, com aditivos adicionados para obter um revestimento de níquel brilhante e suave.
(1) Principais componentes da solução de galvanização
① Níquel. As fontes de iões de níquel podem ser o sulfato de níquel, o cloreto de níquel, o aminossulfonato de níquel, etc. Os iões de níquel são o principal componente da solução de revestimento, geralmente com um teor de 52~70g/L. Uma concentração elevada de iões de níquel permite um aumento da densidade da corrente. Melhora a taxa de deposição, mas se a concentração for demasiado elevada, a capacidade de dispersão da solução de revestimento diminui, o que pode levar a que não haja revestimento em áreas de baixa corrente. Se a concentração de iões de níquel for demasiado baixa, a taxa de deposição diminui e, em casos graves, a área de alta corrente pode ficar queimada.
② Tampão. O ácido bórico é o melhor tampão na solução de revestimento de níquel, e a sua concentração mínima efectiva não é inferior a 30g/L; geralmente, a absorção na solução de revestimento é apropriadamente 40~50g/L. O ácido bórico pode também aumentar a polarização catódica, melhorar a condutividade da solução e melhorar as propriedades mecânicas do revestimento.
③ Agentes humectantes. Durante o processo de galvanoplastia, o hidrogénio é libertado no cátodo. Os agentes molhantes podem reduzir a tensão superficial da solução de galvanoplastia, aumentando o efeito molhante da solução na superfície da peça, dificultando a permanência das bolhas de hidrogénio geradas durante a galvanoplastia na superfície do cátodo, impedindo assim a formação de orifícios e manchas. Os agentes molhantes são compostos por tensioactivos, que podem ser classificados em agentes molhantes com elevada formação de espuma e agentes molhantes com baixa formação de espuma. Os agentes molhantes de alta espuma incluem o dodecil sulfato de sódio, enquanto os agentes molhantes de baixa espuma incluem o dietilhexil sulfato de sódio.
④ Agentes de brilho. Incluindo agentes branqueadores primários, agentes branqueadores secundários e agentes branqueadores auxiliares.
- Branqueador primário: A sua principal função é refinar o tamanho do grão e reduzir a sensibilidade da solução de revestimento às impurezas metálicas, com uma dosagem geral de aproximadamente 1~10g/L, uma camada de revestimento de níquel contendo aproximadamente 0,03%S. Os branqueadores primários típicos incluem a sacarina, o difenil sulfónio amónio (BB1), o tolueno sulfónio amónio, o ácido benzenossulfónico, o ácido 1,3,6 naftaleno sulfónico, o ácido benzeno sulfónico e o ácido benzeno sulfónico de sódio (BSS), etc.
- Os branqueadores secundários criam um brilho percetível no revestimento, mas também introduzem tensão e fragilidade no revestimento e sensibilidade às impurezas. A dosagem deve ser rigorosamente controlada e, quando utilizados em conjunto com branqueadores primários, podem produzir um revestimento totalmente brilhante. Os branqueadores secundários típicos incluem o 1,4-butanodiol, o álcool propargílico, o hexanol, a piridina, a tioureia, etc.
- Branqueadores auxiliares: Ajudam a dar brilho ao revestimento, melhoram a capacidade de cobertura do revestimento e reduzem a sensibilidade da solução de revestimento às impurezas metálicas. Os branqueadores auxiliares típicos incluem alil sulfonato de sódio, vinil sulfonato de sódio, propargil sulfonato de sódio, etc.
⑤ Aditivos de produtos de base niquelados. Vários produtos intermédios são combinados com base nas suas respectivas caraterísticas de desempenho, dando origem a vários tipos.
- Agente de arranque para o banho (agente amaciador): composto principalmente por agentes branqueadores primários e auxiliares.
- Agente de branqueamento (agente de branqueamento principal): Constituído por um ou mais compostos, sendo o componente principal um agente branqueador secundário, complementado por outros componentes.
- Tensioactivos: Existem dois tipos: baixa espuma e alta espuma.
- Agentes de purga: tais como removedores de ferro, removedores de cobre, removedores de zinco, agentes de posicionamento em zonas baixas, etc.
(2) Reação do elétrodo
Cátodo: Ni2+ + 2e = Ni 2H+ + 2e = H2
Ânodo: Ni = Ni2+ + 2e 4OH– = 2H2O + O2 + 4e
3.2 Níquel preto electrodepositado e bronze acetinado
O revestimento de níquel preto e de bronze (pérola negra) é utilizado principalmente para revestimentos ópticos e revestimentos decorativos antigos, geralmente revestidos de níquel brilhante, cobre, bronze e zinco, com uma espessura não superior a 2μm. Este tipo de revestimento é duro e quebradiço, com fraca resistência à corrosão, e a superfície do revestimento tem de ser protegida com verniz.
O aparecimento das cores preta e bronze deve-se aos diferentes materiais de escurecimento presentes na solução de revestimento. A camada de niquelagem preta contém uma maior quantidade de fases não metálicas, como a niquelagem preta contendo zinco, que geralmente tem uma fração mássica de níquel de 40%~60%, zinco de 20%~30%, enxofre de 10%~15% e matéria orgânica de cerca de 10%, o que a torna uma mistura de níquel, zinco, sulfureto de níquel, sulfureto de zinco e matéria orgânica.
A temperatura de trabalho da solução de revestimento, o valor do pH e a densidade da corrente afectam a escuridão do revestimento. Se o revestimento não for escuro ou tiver cores ou parecer amarelo, verificar primeiro a condutividade, depois verificar se a corrente é demasiado alta ou demasiado baixa; se a temperatura for demasiado alta, e depois verificar se as concentrações de tiocianato, sulfato de zinco, molibdato de amónio, etc., na solução de revestimento são insuficientes.
3.3 Níquel Pérola Electrodepositado
O níquel pérola (níquel acetinado) tem uma cristalização fina, baixa porosidade, baixa tensão interna, boa resistência à corrosão e um tom suave. Não deixa marcas quando tocado à mão, é valorizado e apreciado na galvanoplastia decorativa, é amplamente utilizado como camada de base de crómio, prata e ouro e pode ser utilizado diretamente para camadas superficiais, especialmente em aplicações como relógios e jóias.
O processo principal da galvanoplastia de níquel acetinado consiste em adicionar à solução de galvanização certas substâncias orgânicas, tais como aniões e substâncias anfotéricas, que, em condições electrolíticas, formam precipitados com um diâmetro semelhante ao das partículas coloidais. Estes precipitados co-depositam com o níquel no cátodo, produzindo um revestimento de níquel acetinado com um brilho perolado. Ao selecionar os tipos e concentrações de aditivos, o diâmetro dos precipitados pode ser controlado. O processo de níquel perolado é quase inteiramente composto por aditivos comerciais patenteados.
O defeito que ocorre normalmente no níquel pérola são os "pontos brilhantes", que podem ser resolvidos através da remoção de contaminantes e da agitação completa da solução de revestimento antes da utilização.
4. Prata electrodepositada e ligas de prata
O símbolo do elemento prata é Ag, a massa atómica relativa é 107,9; o potencial de elétrodo padrão é 0,799 V e o equivalente eletroquímico é 4,025/(A.h)
Os revestimentos de prata e de ligas de prata têm excelente condutividade, baixa resistência ao contacto, soldabilidade e fortes propriedades reflectoras e decorativas. São amplamente utilizados em louça de mesa, instrumentos musicais, jóias e muito mais como revestimentos decorativos.
A camada prateada reage com o enxofre no ar, formando óxido de prata e sulfureto de prata preto. Também pode escurecer facilmente quando em contacto com materiais que contêm enxofre, como plásticos e borracha, e o oxigénio no ar contribui para o escurecimento. A descoloração da camada revestida a prata afecta gravemente o aspeto dos componentes e tem impacto na soldabilidade e no desempenho elétrico do revestimento.
As soluções de revestimento de prata continuam a basear-se principalmente no revestimento de prata com cianeto, que produz uma camada branca fina e pura com boas capacidades de dispersão e cobertura, e o processo é relativamente estável. No entanto, tem um elevado teor de cianeto e é altamente tóxico. A investigação nacional e internacional tem sido conduzida em processos de revestimento de prata sem cianeto, e existem agora materiais comerciais disponíveis, tais como o revestimento de prata NS, o revestimento de prata niacina, o revestimento de prata tiossulfato, o revestimento de prata imida dibutiril e o revestimento de prata ácido imidazol-sulfónico, entre outros. A prateação sem cianeto tem progredido lentamente devido ao seu aspeto menos delicado do que a prateação com cianeto, à manutenção menos conveniente e ao fornecimento inconsistente de matérias-primas.
4.1 Revestimento de prata com cianeto
Desde a primeira patente de revestimento de prata em 1840 até à atualidade, o revestimento de prata com cianeto tem mais de 160 anos de história. O banho de prata com cianeto foi sempre dominante na geração do banho de prata. O desenvolvimento do revestimento de prata com cianeto na década de 1970 introduziu branqueadores que revestiam diretamente uma camada de prata brilhante a partir da solução de revestimento, eliminando o processo de polimento, melhorando a eficiência e poupando uma grande quantidade de prata. O revestimento de prata brilhante tornou-se a corrente principal do revestimento de prata com cianeto.
(1) Principais componentes da solução de cianeto para revestimento de prata
① Prata. É o principal sal da solução de revestimento, existindo como iões complexos de cianeto de prata. A fonte de prata pode ser AgNO3AgCl, AgCN, KAg(CN)2mas o AgNO3 e o AgCl é melhor convertido em AgCN ou KAg(CN)2e depois adicionada à solução de revestimento. A Ag na solução de revestimento é mantida a 20~40g/L. Se a concentração de prata for demasiado elevada, o revestimento cristaliza de forma grosseira e parece amarelo; se a concentração de prata for demasiado baixa, a gama de densidade de corrente é demasiado estreita e a taxa de deposição diminui.
Cianeto de potássio. É um agente complexante; para além de complexar com Ag, uma certa quantidade de cianeto de potássio livre é benéfica para a estabilidade da solução de revestimento, a dissolução normal do ânodo e a capacidade de dispersão da solução de revestimento. Os dados, em geral, referem-se principalmente ao KCN livre. Se a sua concentração for demasiado elevada, a taxa de deposição da solução de revestimento é lenta; se a concentração for demasiado baixa, a camada de revestimento é suscetível de amarelecer e o ânodo de prata é facilmente passivado, resultando numa taxa de deposição lenta.
③ Hidróxido de potássio, carbonato de potássio. Pode melhorar a condutividade da solução de revestimento, ajudar na capacidade de dispersão da solução de revestimento e aumentar o brilho do revestimento.
④ Tartarato de sódio. Pode reduzir a polarização do ânodo, evitar a passivação e promover a dissolução do ânodo de prata.
⑤ Agentes de brilho. A adição de agentes abrilhantadores pode obter um revestimento totalmente brilhante e expandir a gama de densidade de corrente, mas é necessário selecionar agentes abrilhantadores adequados para revestimentos de prata utilizados para diferentes fins. Para revestimentos decorativos, o requisito de espessura não é elevado, mas os requisitos para a cor do revestimento (brancura e brilho) são particularmente elevados, tornando inadequada a utilização de aditivos que contenham metais. Para os revestimentos funcionais utilizados em aplicações eléctricas e electrónicas, os requisitos de espessura do revestimento e de desempenho elétrico são mais elevados, e alguns podem considerar os requisitos de dureza do revestimento, permitindo a adição de sais metálicos, como o antimonato de potássio.
Os branqueadores não metálicos contêm frequentemente enxofre, que pode produzir um revestimento prateado branco e brilhante, mas a sua vida útil não é suficientemente longa. Decompõe-se se não for utilizado rapidamente na solução de revestimento. Os branqueadores metálicos, como o antimónio, o selénio, o telúrio, o cobalto e o níquel, podem melhorar o brilho do revestimento e aumentar a dureza, tornando-os mais adequados para o revestimento de prata dura.
(2) Reação do elétrodo de revestimento de prata com cianeto
Cátodo:
O ião complexo de cianeto de prata é diretamente reduzido no cátodo: Ag(CN)2- + e = Ag + 2CN–
Reação adversa: 2H2O + 2e = H2 + 2OH–
Ânodo:
Utilizar um ânodo de prata solúvel: Ag + 2CN– = Ag(CN)2- + e
Quando se utilizam ânodos insolúveis:4OH– = 2H2O + O2 + 4e
A eficiência atual do revestimento de prata com cianeto é elevada, com eficiências de corrente tanto no cátodo como no ânodo próximas de 100%.
4.2 Descoloração do revestimento de prata
As jóias prateadas, quando colocadas no ar ou utilizadas durante algum tempo, entram em contacto com gases nocivos ou substâncias que contêm enxofre no ar, provocando a corrosão e a descoloração do revestimento, afectando seriamente o aspeto das jóias. As principais razões para este facto são as seguintes.
- A própria camada prateada pode reagir facilmente e tornar-se amarela numa atmosfera húmida que contenha sulfuretos e, em casos graves, pode tornar-se preta.
- Operação incorrecta do processo de revestimento de prata. Uma limpeza inadequada após o revestimento deixa vestígios de sais de prata na superfície e esta prata ionizada é propensa a descoloração. A solução de revestimento está contaminada ou não é suficientemente pura, com iões metálicos como o cobre, o ferro e o zinco, o que resulta numa baixa pureza da camada de revestimento. Uma operação incorrecta conduz a uma camada de revestimento rugosa com elevada porosidade. As superfícies com elevada porosidade são propensas a acumular humidade e meios corrosivos.
- Embalagem e armazenamento incorrectos após o banho de prata. As razões para a descoloração incluem principalmente: em primeiro lugar, as jóias prateadas são diretamente expostas à luz, fazendo com que os átomos de prata sejam afectados pelos raios ultravioleta, transformando-se em iões de prata, o que acelera a velocidade de descoloração; em segundo lugar, o armazenamento num ambiente húmido e de alta temperatura é propenso a descoloração; em terceiro lugar, a má vedação da embalagem pode fazer com que os materiais de embalagem reajam com o revestimento de prata.
4.3 Processo de tratamento anti-descoloração da camada revestida a prata
Para evitar a descoloração da camada de prata, são frequentemente utilizados na produção processos de passivação da camada de prata, que incluem normalmente os seguintes métodos: passivação química, passivação eletroquímica, imersão em agentes anti-descoloração, galvanoplastia com metais preciosos e imersão em películas protectoras orgânicas.
(1) Passivação química
Após uma lavagem cuidadosa com água, as peças revestidas que não tenham sido revestidas com prata brilhante devem ser imediatamente tratadas com ácido crómico.
- Tratamento com ácido crómico. Anidrido de crómio: 80~85g/L; cloreto de sódio: 15~20g/L; temperatura: temperatura ambiente; tempo: 5~15 segundos. Após o tratamento com ácido crómico, forma-se uma película amarela relativamente solta na superfície do revestimento de prata.
- Processo de decapagem. Água com amoníaco: 300~500ml/L; temperatura ambiente; tempo: 20~30 segundos.
- Idemitsu. Ácido nítrico ou ácido clorídrico, fração mássica de 5%~10%; temperatura ambiente; tempo: 5~20 segundos. Depois de a camada de revestimento de prata ser submetida aos processos acima referidos, é sujeita a uma fixação química para obter melhores resultados. A camada de película de passivação química é muito fina, o que tem pouco efeito na resistência de contacto. Ainda assim, a estrutura da película de passivação não é suficientemente densa e a sua capacidade de evitar a descoloração não é forte, pelo que a passivação eletroquímica pode ser efectuada a seguir.
(2) Passivação eletroquímica
Pode ser feito após a passivação química ou diretamente após o revestimento de prata brilhante. Utilizar a camada de revestimento de prata como cátodo e o aço inoxidável como ânodo. Através da eletrólise, forma-se uma película relativamente densa em forma de agulha na superfície da camada de prata, que tem uma maior resistência à descoloração do que a película de passivação química. Se a passivação química for combinada com a eletrólise, o efeito é ainda melhor.
(3) Agente de proteção contra contacto elétrico por imersão
Dissolver o agente protetor num solvente orgânico e mergulhá-lo durante 1~2 minutos a uma determinada temperatura, o que tem um efeito protetor na superfície.
(4) Galvanoplastia de metais preciosos
Ouro galvanizado, ródio, paládio, liga de paládio-níquel (80%), espessura de 0,1~0,2μm.
(5) Película protetora orgânica
A espessura é geralmente superior a 5μm, e o efeito protetor é melhor. Os revestimentos protectores transparentes à base de acrílico ou silicone podem ser imersos (pulverizados) ou tinta electroforética acrílica catódica electroforética. Os requisitos para a película protetora orgânica incluem principalmente uma boa densidade de revestimento, elevada transparência, dureza do revestimento não inferior a HV4 e boa aderência ao substrato.
5. Ouro galvanizado e ligas de ouro
A massa atómica relativa do ouro é de 197, o potencial de elétrodo padrão do ouro monovalente é de +1,68 V, o equivalente eletroquímico do ouro trivalente é de +1,5 V e o equivalente eletroquímico do Au+ é de 7,357g/(A.h) e o equivalente eletroquímico do Au3+ é de 2,44977g/(A.h).
O ouro tem uma estabilidade química extremamente elevada e não é corroído por ácido clorídrico, ácido sulfúrico, ácido nítrico, ácido fluorídrico ou álcalis. A condutividade eléctrica do ouro só fica atrás da prata e do cobre. A condutividade térmica do ouro é 70% da da prata, e o ouro tem uma excelente ductilidade. Devido à sua estabilidade química, condutividade e boa soldabilidade, o ouro é amplamente utilizado na indústria da decoração.
Um revestimento decorativo em ouro é geralmente utilizado para jóias artesanais, exigindo que o revestimento tenha uma boa cor, brilho, resistência ao desgaste e sem descoloração. A pureza do revestimento pode ser dividida em ouro puro e ouro K, sendo que o ouro puro tem um teor de ouro superior a 99,9% e os tipos de ouro K normalmente utilizados, incluindo 22K, 18K e 14K. A espessura do revestimento pode ser dividida em ouro fino e ouro espesso, podendo o ouro fino ser diretamente revestido em substratos como o níquel, o cobre e o bronze, enquanto o ouro espesso requer primeiro uma camada de base.
O revestimento a ouro começou no início do século XIX, com o aparecimento de patentes para aplicações de revestimento a ouro no final da década de 1840, baseadas em soluções de revestimento alcalino à base de cianeto. Devido à extrema toxicidade do cianeto, tanto a nível nacional como internacional, tem havido uma investigação contínua para desenvolver soluções de douramento sem cianeto e com baixo teor de cianeto, o que levou ao aparecimento do douramento ácido puro, do douramento ácido duro, do douramento neutro e do douramento sem cianeto. As soluções de revestimento de ouro podem ser divididas em quatro tipos: cianeto alcalino, cianeto ácido baixo, cianeto neutro baixo e não cianeto. De um modo geral, as soluções de revestimento de ouro com baixo teor de cianeto e sem cianeto apresentam ainda certas lacunas em termos de estabilidade e de efeitos de revestimento, em comparação com as soluções de revestimento de ouro com cianeto alcalino.
5.1 Douradura com cianeto
(1) Revestimento a ouro com cianeto alcalino
① Os principais componentes da solução alcalina de cianeto para revestimento de ouro. A solução alcalina de revestimento de ouro com cianeto tem uma boa capacidade de dispersão, é uma solução de revestimento estável, é fácil de operar e manter e pode facilmente incorporar diferentes elementos de liga, como Cu, Ni, Co, Ag, Cd, etc. para produzir ligas de ouro de diferentes tonalidades. Por exemplo, a adição de níquel pode produzir uma cor de ouro ligeiramente branca, a adição de Cu e Cd produz ouro rosa; a adição de Ag pode resultar num revestimento de ouro verde claro. Ao controlar a concentração dos elementos de liga na solução de revestimento e as condições de trabalho, é possível obter quase todas as tonalidades de revestimento de ouro desejadas. A porosidade do revestimento de ouro com cianeto é relativamente elevada e a sua resistência ao desgaste e à corrosão é fraca. Devido ao elevado teor de cianeto no revestimento de ouro, a sua utilização diminuiu significativamente nos últimos anos; no entanto, na indústria da joalharia, o revestimento de ouro com cianeto continua a ser o tipo mais comum. Os principais componentes da solução alcalina de revestimento de ouro com cianeto são os seguintes
- Cianeto de ouro de potássio (contendo 68,3% de ouro). É o principal sal na solução de revestimento e a fonte de ouro na camada de revestimento. A camada de revestimento parecerá vermelha e áspera se o teor de Au for demasiado baixo. A qualidade do cianeto de ouro e potássio é muito importante, pelo que se deve ter cuidado durante a seleção e utilização do mesmo. O cianeto de ouro potássico deve ser dissolvido em água desionizada antes de ser adicionado à solução de revestimento.
- Cianeto de potássio (cianeto de sódio). É um agente complexante que pode estabilizar a solução de revestimento e permitir que o processo do elétrodo decorra normalmente. Se o teor for demasiado baixo, a solução de galvanização torna-se instável, resultando num revestimento rugoso com uma cor fraca.
- Fosfato. É um tampão que estabiliza a solução de revestimento e melhora o brilho do revestimento.
- Carbonato. É um sal condutor que pode melhorar a condutividade da solução de revestimento e aumentar a sua capacidade de dispersão. No entanto, se o carbonato não for adicionado aquando da abertura do tanque e a solução for alcalina, com o tempo, o CO2 do ar acumular-se-ão na solução de revestimento. Quando a acumulação de carbonatos é excessiva, pode fazer com que o revestimento se torne áspero e produza manchas.
- A composição das ligas de Cu, Ni, Co, Ag e Cd é maioritariamente adicionada com sais de cianeto, existindo também as que são adicionadas com sais de EDTA. As suas concentrações devem ser corretamente controladas para obter revestimentos de liga 14K, 16K, 18K e 23K de diferentes proporções. Além disso, os revestimentos de ouro-prata 16K e os revestimentos de ouro-cobre-cádmio 18K podem ser utilizados como camadas intermédias em combinações espessas de revestimento de ouro e revestidos com a espessura necessária.
② Reação do elétrodo de revestimento de ouro com cianeto alcalino. O sal principal da solução de cianeto para douramento é o cianeto de ouro e potássio KAu(CN)2. O ião complexo de cianeto Au(CN)2– está na solução e é descarregado no cátodo, gerando uma camada de revestimento de ouro.
Cátodo:[Au(CN)2]– + e = Au + 2CN–
Reação adversa:2H+ + 2e = H2
Ânodo:
Utilizando um ânodo de prata solúvel: Au + 2CN– - e = [Au(CN)2]–
Quando se utilizam ânodos insolúveis:2H2O - 4e = 4H+ + O2
Uma parte da CN– que permanece na solução é oxidado pelo oxigénio no ecossistema inicial, e os produtos possíveis incluem CNO–, DIRECTOR DE OPERAÇÕES–, CO32-, NH3(CN)2etc., que se acumulam na solução e se tornam poluentes.
(2) Processo de revestimento de ouro com cianeto ácido
A base para uma solução ácida de microcianeto para revestimento de ouro é que os iões complexos de cianeto de ouro não se decompõem a um pH de 3,1. O pH da solução ácida de revestimento de ouro é de 3,5~5,5. O revestimento de ouro puro é brilhante, uniforme, delicado e tem uma tonalidade vermelho-amarelada. A adição de elementos de liga Co, Ni, Sb, Cu, Cd e outros à solução de revestimento produz ligas de ouro que satisfazem os requisitos da indústria decorativa para diferentes tonalidades, tais como as camadas de revestimento de ouro 22,5~23,5 de 1N14, 2N18, 3N.
Na produção, o revestimento ácido de ouro divide-se principalmente em dois tipos: ouro fino e ouro espesso. O banho de ouro fino inclui o ouro pré-dourado e o ouro decorativo. O pré-dourado requer uma excelente aderência ao substrato e à camada de ouro, enquanto a solução de pré-douramento evita a contaminação da solução de douramento espesso. O ouro decorativo pode ser ouro puro ou liga de ouro, consoante os requisitos de aparência. As soluções de revestimento de ouro espesso incluem soluções de revestimento de ouro normais e de alta velocidade. A solução de revestimento pode ser revestida com a espessura necessária, conforme necessário. Os principais componentes da solução ácida de revestimento de ouro com cianeto são os seguintes
- Cianeto de potássio. Com um teor suficiente, o sal principal pode produzir um revestimento de ouro brilhante e finamente cristalino. Um teor insuficiente resulta numa gama estreita de densidade de corrente, com o revestimento a parecer vermelho, áspero e com elevada porosidade.
- Citrato. Tem efeitos de complexação, associação e tamponamento. Se a concentração for demasiado elevada, a eficiência da corrente diminui e a solução é suscetível de envelhecer; se a concentração for demasiado baixa, a capacidade de dispersão da solução de revestimento é fraca.
- Fosfato. Um agente tampão que pode estabilizar a solução de revestimento e melhorar o brilho do revestimento.
- O cobalto, o níquel, o antimónio, o cobre, o cádmio, a prata, etc., são elementos de liga que podem melhorar a dureza e o aspeto do revestimento, devendo a sua concentração ser rigorosamente controlada.
5.2 Douradura sem cianeto
Na década de 1960, era utilizada na produção a cromagem de ouro sem cianetos, com soluções de cromagem contendo sulfitos, tiossulfatos, halogenetos, ácido succínico, etc., mas a mais utilizada era a solução de cromagem de sulfitos com [Au(SO3)2]3- como o anião complexo.
As caraterísticas da solução de revestimento de sulfito são as seguintes: a solução de revestimento tem uma boa capacidade de dispersão e cobertura, a camada de revestimento tem um bom nivelamento e ductilidade (o alongamento pode atingir 70%~90%), pode atingir um brilho espelhado e a pureza da camada de revestimento é elevada, com boa soldabilidade. Rápida taxa de sedimentação, poucos poros. O revestimento tem boa aderência a metais de níquel, cobre e prata.
A desvantagem da solução de revestimento com sulfito é que a sua estabilidade não é tão boa como a da solução de revestimento com cianeto e a resistência ao desgaste do ouro duro é fraca. Atualmente, este processo tem uma pequena quota de mercado, mas tem potencial.
6. Eletrodeposição de ródio
O banho de ródio é branco-prateado, tem um forte brilho superficial, não é afetado por gases corrosivos como o dióxido de carbono e sulfuretos na atmosfera e tem uma elevada estabilidade contra ácidos e bases, apresentando uma forte resistência à corrosão. A dureza do revestimento de ródio é dez vezes superior à do revestimento de prata, com boa resistência ao desgaste. Como camada decorativa de ródio, tem uma tonalidade ligeiramente azulada em branco, um brilho vivo, resistência ao desgaste e elevada dureza, o que a torna no revestimento decorativo de maior qualidade. Devido à elevada dureza e fragilidade do ródio, se o revestimento for demasiado espesso, pode descolar-se facilmente. Por conseguinte, para as jóias de moda em geral, é comum aplicar primeiro prata, paládio ou níquel como camada de base antes de aplicar o ródio.
A solução de revestimento de ródio contém sulfatos, fosfatos ou aminossulfonatos, os sulfatos mais utilizados. A sua solução de revestimento é fácil de manter, tem uma elevada eficiência de corrente e uma velocidade de deposição rápida, tornando-a adequada para o processamento de jóias.
(1) Principais componentes da solução de revestimento de sulfato de ródio
- Sulfato de ródio. É o principal sal da solução de revestimento e, quando o teor de ródio é adequado, pode produzir um revestimento brilhante finamente cristalino. Se o teor for demasiado elevado, o revestimento não será branco e rugoso; se o teor for demasiado baixo, o revestimento ficará amarelo e com pouco brilho. Geralmente, o teor de ródio é controlado entre 1,6~2,2.g/L.
- Ácido sulfúrico. A sua principal função é manter a estabilidade da solução de revestimento e aumentar a condutividade, e um baixo teor de ácido sulfúrico afectará o brilho da camada de revestimento.
(2) Reação do elétrodo de revestimento de ródio
Reação anódica:4OH - 4e = 2H2O + O2 ↑
Reação catódica: Rh2+ + 2e = Rh
Reação catódica lateral:2H+ + 2e = H2 ↑
Secção III Processo de revestimento químico
1. Caraterísticas da galvanização química
Em comparação com a galvanoplastia, a galvanoplastia química apresenta as seguintes vantagens
(1) A galvanização electrolítica adapta-se a vários materiais de substrato, incluindo metais, semicondutores e materiais não metálicos.
(2) A espessura do revestimento químico é uniforme e consistente, independentemente da forma ou complexidade da peça de trabalho; desde que sejam tomadas medidas técnicas adequadas, pode ser obtido um revestimento uniforme na peça de trabalho.
(3) No caso da galvanização química autocatalítica, podem obter-se revestimentos de qualquer espessura, sendo mesmo possível a eletrodeposição. Os revestimentos obtidos por galvanização química têm excelentes propriedades químicas, mecânicas e magnéticas (tais como revestimentos densos e elevada dureza).
No entanto, a galvanização química também tem algumas desvantagens: em primeiro lugar, o tempo de vida da solução de galvanização química é relativamente curto; em segundo lugar, a velocidade de galvanização é lenta e só abaixo da velocidade crítica de galvanização é que a qualidade do revestimento pode ser garantida.
2. Princípio da galvanização química
A galvanização química é um processo de deposição de metal no qual os iões metálicos são reduzidos na superfície metálica através de auto-catálise por agentes redutores adequados na solução. Trata-se de uma reação química redox que envolve a transferência de electrões e um processo de deposição química sem uma fonte de energia externa. Este tipo de deposição química pode ser dividido em três categorias.
(1) Revestimento de substituição
Colocar um metal com fortes propriedades redutoras (o substrato, a peça de trabalho a ser revestida) numa solução de outro sal metálico com fortes propriedades oxidantes. O metal do substrato actua como um forte agente redutor, e os electrões que doa são aceites pelos iões metálicos na solução, depositando-se na superfície do substrato para formar um revestimento. Este processo é também designado por revestimento por imersão. Por exemplo, cobre deslocando prata, onde a peça de trabalho de cobre como substrato desloca a prata da solução, e a camada de prata depositada cobre a superfície de cobre. A reação de redução pára imediatamente quando está totalmente coberta, resultando num revestimento muito fino. Uma vez que a reação se baseia na corrosão do metal do substrato, a força de ligação do revestimento ao substrato é relativamente fraca. Não existem muitos sistemas adequados para o processo de revestimento por imersão em termos de substrato e solução de revestimento, pelo que a aplicação deste processo é limitada.
(2) Chapeamento dos contactos
Depois de o metal a dourar entrar em contacto com outro metal auxiliar, é imerso numa solução de sais metálicos, e o potencial do metal auxiliar deve ser inferior ao do metal depositado. Depois de a peça metálica e o metal auxiliar serem imersos na solução, formam uma bateria primária, sendo o metal auxiliar o ânodo devido à sua forte atividade, dissolvendo e libertando electrões. Em contraste, a peça metálica é o cátodo, onde os iões metálicos na solução são reduzidos e depositados como uma camada metálica na peça. Este método não tem significado na aplicação prática, mas pode ser utilizado para iniciar a galvanização química em substratos activos não catalíticos.
(3) Método de redução
Em primeiro lugar, a solução de revestimento químico contém iões metálicos para o revestimento e, em seguida, são adicionados electrões fornecidos por um agente redutor adequado para reduzir os iões metálicos e depositar um revestimento metálico. Esta reação de revestimento químico deve ser bem controlada em termos de velocidade; caso contrário, a deposição ao longo da solução deixa de fazer sentido. O método de redução envolve a deposição de um revestimento metálico numa superfície ativa com capacidade catalítica. Devido à capacidade auto-catalítica da camada depositada durante o processo de revestimento, esta técnica pode depositar continuamente para formar um revestimento de uma certa espessura que tem valor prático, que é o verdadeiro significado do processo de "revestimento químico". O método de obtenção da deposição de metal utilizando um agente redutor numa superfície ativa auto-catalítica é o único processo de deposição húmida que pode substituir a galvanoplastia.
3. Douradura química
O revestimento químico de ouro pode ser dividido em tipo redutor e tipo de deslocamento, dependendo da utilização ou não de um agente redutor na solução de revestimento. A solução de revestimento químico de ouro do tipo redutor inclui sal de ouro, agente complexante, agente redutor, tampão de pH e outros aditivos. A sua reação utiliza o agente redutor para reduzir o ouro, que é depois depositado uniformemente no substrato para atingir a espessura desejada. Geralmente, pode ser depositada uma camada de ouro mais espessa, com uma espessura de cerca de 1μm. O revestimento químico de ouro do tipo deslocamento é efectuado sem um agente redutor externo. Devido à diferença de potencial entre metais, um metal mais ativo pode deslocar um metal menos ativo da solução através de uma reação de deslocamento. Por exemplo, no revestimento de ouro por deslocamento num substrato de níquel, a diferença de potencial entre o ouro e o níquel permite que o níquel desloque o ouro da solução de revestimento para a superfície da camada de níquel. O potencial padrão do ouro é de 1,68 V, enquanto o potencial padrão do níquel é de apenas -0,25 V, o que indica uma diferença de potencial significativa. Quando o substrato de níquel é imerso na solução de revestimento de ouro por deslocamento, ocorre uma reação de deslocamento e uma camada de ouro substitui rapidamente a superfície do níquel. No entanto, os átomos de ouro têm um volume maior, resultando num arranjo relativamente solto na superfície do níquel com muitos poros. Por conseguinte, no processo subsequente de imersão em ouro, à medida que o tempo se prolonga, os iões de ouro na solução de revestimento continuam a sofrer reacções de deslocamento com átomos de níquel através dos poros na superfície da camada de ouro.
(1) Composição e condições do processo da solução química de douradura
A solução química de revestimento de ouro contém compostos de iões de ouro (isto é, sais de ouro), agentes complexantes, tampões de pH, agentes redutores, estabilizadores e outros componentes principais.
① Sais de ouro e agentes complexantes. Os compostos iónicos de ouro adequados incluem sais de ouro cianetados KAu(CN)2, KAu(CN)4, compostos de ouro hidrossolúveis HAuCl4, KAuCl4, NH4AuCl4, Na3Au(SO3)2, Na3Au(S2O3)2e compostos de ouro Au(OH)3 com menor solubilidade. Podem ser utilizados isoladamente ou em combinação. A concentração de iões de ouro é geralmente de 0,001~0,1mol/L. Se a concentração de iões de ouro for inferior a 0,001mol/L, não é possível obter taxas práticas de deposição de ouro; se a concentração de iões de ouro for superior a 0,1mol/L, é provável que se formem precipitados de ouro e os compostos de ouro não podem exercer plenamente o seu papel no revestimento químico, levando ao desperdício de ouro, o que é economicamente desfavorável. A adição de agentes complexantes à solução de revestimento tem por objetivo formar complexos com os componentes metálicos da solução, actuando simultaneamente como tampão para suprimir as alterações do pH da solução de revestimento. Os agentes complexantes disponíveis incluem EDTA-2Na, K2SO3, Na2SO3, K2S2O3 e outros.
② Agentes redutores e aditivos. Os principais agentes redutores atualmente utilizados na investigação incluem o dimetilamina borano (DMAB), o hipofosfito de sódio, a hidrazina, os borohidretos, a hidrazina borano, a tioureia, o ascorbato de sódio e o tricloreto de titânio, entre outros.
③ Condições do processo. O valor de pH da solução de revestimento é geralmente 5~9, com uma gama óptima de 6~8. Um valor de pH mais baixo melhora a aderência da camada de revestimento de ouro, mas valores de pH excessivamente baixos podem facilmente produzir gases nocivos e corrosão. Um valor de pH elevado torna a solução de revestimento fortemente alcalina, o que pode dissolver o revestimento na superfície do artigo revestido. Em função do tipo e da concentração dos compostos de iões de ouro e dos agentes complexantes, é conveniente selecionar soluções alcalinas de NaOH, KOH, NH4OH ou soluções de ácido inorgânico H2SO4, H3PO4, H3BO3 para ajustar o valor do pH da solução de revestimento. A temperatura de revestimento é geralmente 50 ~ 90 ℃, sendo a melhor 60 ~ 85 ℃. Uma temperatura de operação mais baixa é particularmente adequada para itens que não são resistentes ao calor, e também pode economizar energia e garantir uma operação segura.
(2) Revestimento químico de ouro sem cianeto
Desenvolvimento de um revestimento químico de ouro sem cianeto, que substitui o CN– na solução de revestimento de ouro com alternativas não cianetadas, é uma direção importante no revestimento químico de ouro. Representa um avanço significativo em relação ao revestimento de ouro com cianeto e tem registado um desenvolvimento nacional e internacional considerável nos últimos anos. As actuais soluções de revestimento de ouro sem cianeto incluem principalmente o revestimento de ouro com sulfito, o revestimento de ouro com tiossulfato, o revestimento de ouro com halogeneto e o revestimento de ouro com tiocianato, entre os quais o revestimento de ouro com sulfito tem melhor valor prático. A seguir, apresenta-se principalmente o sistema de revestimento de ouro com sulfito.
Sistema de sulfito: Em 1842, o sal de ouro sulfitado foi utilizado pela primeira vez como fonte de ouro para a galvanoplastia de ouro sem cianetos; foi posteriormente aplicado em soluções químicas de revestimento de ouro, referidas como soluções de revestimento de ouro sulfitado. Os agentes redutores utilizados nesta solução de revestimento de ouro incluem hipofosfito de sódio, formaldeído, hidrazina, borohidretos, DMAB, ascorbato de sódio, tioureia e seus derivados, e compostos fenílicos, entre outros. Para obter uma solução prática de revestimento de ouro sem cianetos, é necessário adicionar uma pequena quantidade de estabilizadores à solução de revestimento, tais como EDTA, trietanolamina, NTA, benzotriazol, 2-mercaptobenzotiazol, etc. Estes aditivos podem formar agentes quelantes complexos com os iões de ouro monovalentes no sal de ouro sulfito, melhorando assim a estabilidade da solução de revestimento.
4. Niquelagem química
A camada de niquelagem química é independente da espessura do revestimento e da forma da peça e tem elevada dureza, boa resistência ao desgaste, lubricidade natural e excelente resistência à corrosão, razão pela qual é conhecida como o "revestimento do projetista". Os projectistas podem encontrar opções adequadas no sistema de revestimento com base nas propriedades necessárias para as peças.
Composição e condições do processo da solução de niquelagem química
A solução de niquelagem química é crucial para a estabilidade do processo de niquelagem química e para a qualidade do revestimento. Desde o desenvolvimento da niquelagem química, foram desenvolvidos muitos tipos de soluções de niquelagem. Entre elas, a solução mais comummente utilizada combina sulfato de níquel como sal principal e hipofosfito de sódio como agente redutor, juntamente com componentes adicionais adequados para ajustar a estabilidade, a complexação e outras propriedades.
(1) Sais de níquel. Existem principalmente dois tipos: sulfato de níquel e cloreto de níquel. Durante o processo de revestimento, se a concentração de sais de níquel for demasiado baixa, a taxa de reação é lenta, dificultando a formação de uma camada de revestimento. Se a concentração for demasiado elevada, alguns iões de níquel ficam livres na solução de revestimento, reduzindo a estabilidade da solução, o que pode facilmente resultar numa camada de revestimento rugosa e até provocar a decomposição da solução de revestimento. Por conseguinte, é essencial manter um teor adequado de sais de níquel na solução de revestimento e analisar com exatidão e complementar adequadamente o teor de sais de níquel durante o processo.
(2) Agente redutor. O agente redutor comum é o hipofosfito de sódio. O papel do agente redutor é catalisar a desidrogenação para fornecer átomos de hidrogénio primários vivos para reduzir os iões de níquel a níquel metálico. O teor do agente redutor tem um impacto significativo na taxa de deposição; o aumento da concentração do agente redutor pode acelerar a taxa de deposição, mas a concentração do agente redutor não deve ser demasiado elevada. Caso contrário, a solução de revestimento tem tendência para se auto-decompor, o que destrói a estabilidade da solução de revestimento, e a taxa de deposição também atingirá um valor limite.
(3) Agentes complexantes. Os agentes complexantes habitualmente utilizados incluem o ácido glicólico, o ácido málico, o ácido tartárico, o ácido cítrico e o ácido lático. A adição de agentes complexantes controla a taxa de deposição de iões de níquel. A adição de agentes complexantes deve ter em conta a capacidade de complexar todos os iões de níquel e a taxa de deposição da solução de revestimento para manter uma proporção adequada dos componentes. Os agentes complexantes podem reduzir a concentração de iões livres e o potencial de equilíbrio na solução, ao mesmo tempo que se adsorvem na superfície das peças galvanizadas, aumentando a atividade superficial das peças galvanizadas e acelerando a libertação de iões de hidrogénio do hipofosfito. A utilização de agentes complexantes compostos pode efetivamente melhorar a estabilidade da solução de galvanização e a taxa de deposição e tornar a superfície do revestimento brilhante e densa.
(4) Ajustadores de pH e tampões. O valor do pH da solução de revestimento tem um impacto significativo na taxa de deposição, na utilização do agente redutor e no desempenho do revestimento. Uma vez que o H+ é um subproduto da reação de redução, o valor do pH da solução de revestimento diminui à medida que a reação prossegue. Por conseguinte, é crucial ajustar e controlar o valor do pH durante a metalização química. Os ajustadores do valor do pH são geralmente NaOH, KOH ou compostos alcalinos, tais como carbonatos, amoníaco, etc. Se for necessário baixar o valor do pH, devem ser adicionados ácidos inorgânicos ou orgânicos. A adição de tampões evita a instabilidade na taxa de deposição causada por alterações drásticas no valor do pH durante a reação de deposição. Os aniões do tampão combinam-se para formar moléculas de ácido fracas com uma ionização muito baixa, controlando assim as mudanças drásticas no valor do pH da solução de revestimento.
(5) Estabilizadores. Durante o processo de revestimento, os núcleos cristalinos activos formam-se inevitavelmente na solução de revestimento por várias razões, causando a decomposição e a falha da solução. Ao adicionar estabilizadores, estes núcleos cristalinos activos podem ser envenenados, perdendo o seu efeito auto-catalítico, impedindo assim a decomposição da solução de revestimento. Os estabilizadores tornaram-se um segredo técnico no processo de niquelagem química. Os estabilizadores comuns incluem iões de chumbo, sulfuretos de estanho, etc.
(6) Promotores. A adição de agentes complexantes à solução de niquelagem química conduz geralmente a uma diminuição da taxa de deposição. Se forem adicionados em excesso, podem fazer com que a taxa de deposição se torne muito lenta ou mesmo inutilizável. São frequentemente adicionadas pequenas quantidades de ácidos orgânicos à solução de niquelagem para aumentar a taxa de deposição, sendo estes ácidos orgânicos designados por promotores.
(7) Temperatura. A temperatura é o parâmetro mais importante que afecta a taxa de deposição da niquelagem química. A reação catalítica do revestimento de níquel químico geralmente só pode ser alcançada em condições de aquecimento, e muitas etapas de reação individuais do revestimento de níquel químico mostram apenas uma taxa de deposição significativa acima de 50 ℃. A temperatura de operação da solução de revestimento ácido para liga química de níquel-fósforo é geralmente em torno de 85 ~ 95 ℃, enquanto as soluções gerais de revestimento químico alcalino podem depositar dentro de uma faixa de temperatura moderada. À medida que a temperatura aumenta, a taxa de deposição acelera. No entanto, aumentar a temperatura da solução de revestimento irá acelerar o aumento do hipofosfito, tornando a solução de revestimento instável. Durante o funcionamento, a solução de revestimento deve ser agitada uniformemente e deve ter-se o cuidado de evitar o sobreaquecimento local da solução de revestimento, mantendo uma temperatura de trabalho estável para evitar a auto-decomposição grave da solução de revestimento e consequências adversas, como a delaminação do revestimento.
(8) Valor do pH. Com o aumento do valor do pH da solução de revestimento, a taxa de deposição acelera e a solubilidade do fosfito diminui, o que pode facilmente levar à auto-decomposição da solução de revestimento. Suponhamos que o valor do pH da solução de revestimento é demasiado elevado. Nesse caso, a reação de oxidação do hipofosfito em fosfito acelera-se e a reação catalítica transforma-se numa reação espontânea, fazendo com que a solução de revestimento falhe rapidamente. À medida que o valor do pH aumenta, o teor de fósforo no revestimento diminui. Quando o valor de pH é muito baixo, a reação não pode prosseguir, como em soluções de revestimento ácido, quando o valor de pH < 3, não é fácil depositar um revestimento de liga de níquel-fósforo.
(9) O efeito da agitação. O processo de difusão influencia o processo de niquelagem química, e a agitação da solução de niquelagem química ajuda a aumentar a taxa de transferência dos reagentes para a superfície da peça de trabalho, ao mesmo tempo que facilita a remoção dos produtos da reação. Essencialmente, a agitação altera a composição química e o valor do pH na camada de difusão na interface peça/solução. Os métodos de agitação incluem a agitação mecânica, a agitação magnética, a dispersão ultra-sónica e os métodos de dispersão química. Além disso, quando a niquelagem química é realizada em condições de aquecimento, a grande quantidade de gás hidrogénio libertado pode criar um efeito de "auto-agitação". Entre estes, a agitação mecânica é simples e fácil de implementar, utilizando geralmente forças externas de cisalhamento e de impacto para dispersar totalmente as partículas no meio; no entanto, não aborda eficazmente a agitação global da solução de revestimento, especialmente no fundo do copo. A agitação magnética utiliza um rotor magnético para gerar agitação através da rotação na solução de revestimento. É muito eficaz para agitar a solução no fundo, tornando-a benéfica para soluções de galvanização compostas que contêm partículas de sedimentação. No entanto, os agitadores magnéticos normalmente só aquecem o fundo do tanque de revestimento, e este método de aquecimento pode facilmente causar sobreaquecimento local da solução de fundo, o que pode afetar negativamente a estabilidade da solução de revestimento e o desempenho do revestimento. A dispersão por ultra-sons tem sido amplamente reconhecida e eficaz nos últimos anos, utilizando a elevada energia dos ultra-sons e o efeito de cavitação para esmagar micropartículas agregadas para dispersão. No entanto, devido à imensa energia dos ultra-sons, esta dispersão deve ser aplicada de forma intermitente durante o revestimento. Podem ser obtidos melhores resultados se forem complementados com uma certa intensidade de agitação mecânica.
5. Revestimento químico de cobre
A tecnologia de revestimento químico de cobre é aplicada principalmente a superfícies não metálicas, como plásticos e madeira, em artigos decorativos. Quer se trate de galvanoplastia decorativa ou funcional de plástico, a maioria requer galvanização química de cobre para garantir uma boa camada de base condutora e obter um bom revestimento. Em comparação com outros métodos de metalização de superfícies de plástico, a galvanização química de cobre é o método mais económico e mais simples.
(1) Métodos comuns de revestimento químico de cobre
A solução química de revestimento de cobre consiste principalmente em sais de cobre, agentes redutores, agentes complexantes, estabilizadores, agentes de ajuste e outros componentes. Atualmente, a solução química de revestimento de cobre amplamente utilizada utiliza o sulfato de cobre como sal principal e o formaldeído como agente redutor, composto principalmente por duas partes: uma é uma solução que contém sulfato de cobre, tartarato de sódio e potássio, hidróxido de sódio, carbonato de sódio e cloreto de níquel; a outra é uma solução que contém o agente redutor formaldeído. Estas duas soluções devem ser preparadas separadamente com antecedência e depois misturadas para utilização. Em soluções alcalinas, o formaldeído existe principalmente como metilenoglicol e seus aniões. Durante o processo químico de revestimento de cobre, o formaldeído sofre rapidamente uma reação de desproporção, produzindo os seus produtos redox e levando ao envelhecimento prematuro da solução de revestimento. Uma vez que não existem agentes de coordenação na solução de revestimento, apenas uma pequena quantidade destes óxidos pode ser dissolvida, enquanto a maioria continua a acumular-se. Uma fórmula típica de solução de galvanização e condições de trabalho são 5g/L de sulfato de cobre, 25g/L de tartarato de sódio e potássio, 7g/L de hidróxido de sódio, 10ml/L de formaldeído e tempo de 20~30 segundos.
(2) Cobreagem química de superfícies não metálicas
Com a expansão do campo de aplicação do revestimento químico de cobre, a tecnologia de revestimento químico de cobre em superfícies não metálicas também amadureceu gradualmente. Por exemplo, a produção sem máscara de fios de interconexão de cobre em substratos cerâmicos foi conseguida através da combinação da tecnologia de micro-corrosão a laser com a galvanização química. Nesta base, foi estabelecido e implementado um método de revestimento químico de cobre nas superfícies de materiais não metálicos, como a cerâmica, sem necessidade de ativação catalítica. Este método simplifica o processo de revestimento químico de cobre, tem um bom desempenho de revestimento, uma solução de revestimento estável e uma velocidade de revestimento rápida; também poupa metais preciosos e reduz os custos de produção. A metalização química é um dos principais métodos de metalização de superfícies de plástico.
Depois de o plástico ser metalizado, pode ser processado através de revestimento químico ou galvanoplastia para obter produtos de plástico com resistência ao desgaste, resistência ao calor, estabilidade térmica e funções especiais.
O revestimento químico de cobre é também aplicado ao tratamento de superfície de materiais de madeira, e os materiais tratados têm melhores propriedades decorativas e de resistência à corrosão, o que pode aumentar o valor acrescentado dos produtos. Nos últimos anos, o Japão registou alguns progressos na investigação dos processos de revestimento de cobre e de revestimento de ouro para madeira. Os objectos de tratamento são principalmente madeira de espécies arbóreas de uso corrente, como o cedro japonês, e os materiais de teste incluem aparas de madeira e pequenos quadrados de madeira. O processo de tratamento envolve, em primeiro lugar, o tratamento ultrassónico dos materiais de ensaio em soluções de imersão em solventes aquosos e orgânicos, o desengorduramento e a remoção de componentes que dificultam a película de revestimento, a selagem dos canais de resina com uma solução de polietilenoglicol tolueno, a fixação do catalisador e, finalmente, o revestimento químico, que requer várias etapas de secagem.
Apesar do desenvolvimento significativo do processo de revestimento químico de cobre, os seguintes aspectos ainda precisam de ser melhorados: a relação entre a estabilidade do revestimento químico de cobre e a velocidade de revestimento; o estudo cinético do revestimento químico de cobre em sistemas multi-complexos; o impacto dos aditivos no desempenho do revestimento; a relação entre a microestrutura do revestimento e a morfologia da superfície do substrato; alternativas ao formaldeído, etc.
Copywrite @ Sobling.Jewelry - Fabricante de jóias personalizadas, fábrica de jóias OEM e ODM
6. Exemplo de galvanoplastia química: Galvanoplastia de veios de folhas
A galvanoplastia de veios de folhas, também conhecida como galvanoplastia de decoração de folhas, começa por selecionar folhas artísticas, duras e com veios densos. Depois de remover a clorofila para expor as nervuras das folhas, estas são submetidas a uma metalização de superfície e a um processo de galvanoplastia.
Estas folhas foram moldadas e processadas para manter o seu aspeto original e realista e reflectem a elegância e o luxo após a galvanoplastia (Figura 11-8).

Os principais processos de galvanoplastia decorativa do veio da folha dividem-se em três partes: tratamento do veio da folha, metalização da superfície (galvanoplastia química) e galvanoplastia decorativa.
(1) Tratamento dos veios das folhas
Colocar as folhas recém-colhidas numa solução aquosa alcalina para imersão, a fim de remover a clorofila, permitindo que a superfície apresente um padrão natural relativamente intacto dos veios da folha. A solução de imersão é preparada com hidróxido de sódio. Após vários dias de imersão, a clorofila pode ser removida, mas este método demora muito tempo e o grau de corrosão é difícil de controlar. Adicionar um pouco de carbonato de sódio à solução de hidróxido de sódio e aquecê-la até ferver pode remover rapidamente a clorofila, com as folhas mudando de verde para amarelo-verde ideal. Depois de lavar as folhas cozidas, se ainda houver vestígios de clorofila nas nervuras, uma escova macia deve esfregar suavemente ao longo das nervuras, assegurando que as nervuras permaneçam intactas como padrão.
(2) Metalização da superfície
A metalização de superfícies é um método de tratamento que torna condutora a superfície de materiais não metálicos em geral, preparando-a para a etapa seguinte de galvanoplastia, o que pode ser conseguido através da sensibilização, ativação, redução e niquelagem química. A niquelagem química torna a superfície das nervuras das folhas condutora, sendo a fórmula de base e as condições do processo 26~28g/L de sulfato de níquel, 35g/L de hipofosfito de sódio, 20g/L de ácido cítrico e outras quantidades adequadas. As condições do processo operacional são o valor do pH sendo 4,6 ~ 4,8 e a temperatura a 90 ℃.
(3) Galvanoplastia decorativa
Após o revestimento de cobre brilhante, a produção a médio prazo pode ser efectuada: utilizar a soldadura por pontos para configurar peças suspensas, tais como pinos de posicionamento, ganchos e outros ganchos. O material para as peças suspensas é geralmente o fio de cobre roxo fino. Antes da soldadura por pontos, mergulhe o fio de cobre fino numa solução ácida durante um curto período de tempo (menos de 30 segundos) e, em seguida, cubra-o com solda para soldadura por pontos.
(4) Níquel electrodepositado brilhante
O processo de niquelagem, que é utilizado principalmente para impedir a penetração do cobre e do ouro, refere-se ao anterior.
(5) Ouro galvanizado
Por fim, é aplicado um revestimento de ouro espesso à superfície.
Secção IV Processo de película de conversão química e eletroquímica para joalharia popular
A tecnologia de conversão química e eletroquímica de películas é uma técnica que utiliza meios químicos ou electroquímicos para pôr o metal em contacto com uma solução de tratamento químico específica, formando assim uma camada na superfície metálica que tem boa aderência e pode proteger o metal de base dos efeitos da água e de outros meios corrosivos, pode melhorar a aderência e a resistência ao envelhecimento dos revestimentos orgânicos ou pode conferir propriedades decorativas à superfície.
Na indústria da joalharia, a tecnologia de película de conversão química e eletroquímica tem sido amplamente aplicada, formando películas coloridas ou películas de interferência através da conversão de superfícies, criando várias cores decorativas e efeitos de coloração de superfícies, melhorando o aspeto dos materiais e aumentando a resistência à corrosão. Isto inclui tratamentos de coloração de superfície para jóias de cobre, jóias de aço inoxidável, jóias de titânio, jóias de alumínio e jóias de prata.
1. Processo de coloração química de ornamentos de cobre e ligas de cobre
A coloração de ligas de cobre é principalmente aplicada à joalharia artesanal. A maioria dos compostos de cobre tem cores intensas, e as cores decorativas na superfície do cobre e das suas ligas cobrem quase todo o espetro de cores através da coloração química. Atualmente, as que são aceites pelo mercado e podem ser produzidas à escala industrial são principalmente o verde (carbonato de cobre), o preto (sulfureto de cobre), o azul (complexo alcalino de amoníaco de cobre), o preto (óxido de cobre) e o vermelho (óxido cuproso).
(1) O Mecanismo de Reação Química da Coloração de Superfícies
A coloração da superfície do cobre e das suas ligas é a interação do cobre metálico com a solução corante, formando uma camada de óxido, uma camada de sulfureto e outras películas compostas na superfície do metal. Podem ser obtidos diferentes efeitos de coloração selecionando diferentes fórmulas e condições de coloração. Por exemplo, as soluções à base de enxofre que podem ser utilizadas incluem sulfuretos (como o sulfureto de potássio, sulfureto de amónio, etc.), tiossulfato de sódio, polissulfuretos (como o persulfato de potássio), etc. O princípio da coloração baseia-se na reação caraterística do enxofre com o cobre para produzir sulfureto de cobre e, sob diferentes condições de reação e a participação de outros componentes na fórmula, podem formar-se cores como o preto, o castanho, o cobre escuro antigo, o azul e o púrpura. A interação do cobre com o amoníaco e o crómio, juntamente com a participação de outros iões na fórmula, pode também produzir vários efeitos de coloração em diferentes condições de reação. A adição de oxidantes na fórmula de coloração pode promover a reação, mas o excesso de oxidantes pode afetar a qualidade da película de óxido.
(2) Processo de coloração química do cobre
- A cor é cobre antigo. Mergulhe o cobre puro ou os ornamentos revestidos a cobre (a espessura do revestimento de cobre deve ser superior a 5μm) na solução de coloração abaixo e agite continuamente. A coloração torna-se rapidamente castanha e aprofunda-se com o tempo. Quando atinge uma certa espessura, o oxigénio começa a precipitar; nesta altura, deve ser removido, limpo e seco para polimento, ou a peça colorida pode ser esfregada com restos de couro num tambor. A camada superficial da parte convexa é lixada para revelar alguma da cor original do cobre. As peças exibem um gradiente de cor de claro a escuro das superfícies convexas para as côncavas, criando um elegante estilo antigo. Este tom de cor antigo é preferido em ornamentos artesanais no mercado internacional. A especificação típica do processo para obter a cor de cobre antigo é 40~120g/L de carbonato de cobre básico, 200ml/L de amoníaco, reagindo à temperatura ambiente durante 5~15 minutos.
- Cobre colorido de azul. Esquema opcional do processo de coloração azul do cobre: 130g/L de sulfato de cobre, 13g/L de cloreto de amónio, 30ml/L de amoníaco e 10ml/L de ácido acético reagem durante vários minutos à temperatura ambiente.
- Cobre colorido de verde. Esquemas opcionais de processo verde de coloração de cobre: 32g/L de cloreto de cálcio, 32g/L de nitrato de cobre, 32g/L de cloreto de amónio, reagir durante alguns minutos a 100℃.
- Cobre colorindo o verde antigo. Especificações opcionais do processo verde antigo de coloração de cobre: 5~10g/L brocado de ácido sulfúrico, 10~15g/L sulfato de amónio, 25~30g/L tiossulfato de sódio, água 200 ml, reagir durante vários minutos sob 30~50℃.
- Coloração castanha acobreada. Especificações opcionais do processo de coloração marrom de cobre: 6g/L de sulfato de cobre, 4g/L de acetato de cobre, 1g/L de alúmen, reagir durante 10 minutos sob 95~100℃.
- Coloração de cobre amarelo dourado. Esquemas opcionais do processo de coloração do cobre amarelo dourado: 0,8g/L de sulfureto de potássio, 1g/L de sulfureto de amónio, 0,3g/L de sulfureto de bário, 4g/L de sulfureto de sódio, 0,13g/L de permanganato de potássio e 0,7g/L de peróxido de hidrogénio reagem durante vários minutos à temperatura ambiente.
- O cobre tinge-se de vermelho. Esquema de processo vermelho de cobre opcional: 25g / L de sulfato de cobre, 200g / L de cloreto de sódio, reage por 5 ~ 10 minutos abaixo de 50 ℃.
- Cobre colorido de preto. Esquemas opcionais do processo de escurecimento do cobre: 5~12,5g/L de sulfureto de potássio e 20~200g/L de cloreto de amónio, que reagem durante vários minutos à temperatura ambiente.
(3) Processo de coloração química de ligas de cobre
A coloração com latão é relativamente simples, com as ligas de cobre seguidas do bronze, do alumínio e do bronze-banda. A coloração química das ligas de cobre é muito utilizada na joalharia artesanal.
- Liga de cobre de coloração vermelha. Esquemas opcionais de processo vermelho de liga de cobre: 2g / L de nitrato de ferro, 2g / L de sulfito de sódio, reagem por alguns minutos sob 75 ℃.
- Liga de cobre com coloração laranja. Esquemas opcionais de processo de laranja de liga de cobre: 25g / L de hidróxido de sódio e 50g / L de carbonato de cobre, que reagem por alguns minutos sob 60 ~ 75 ℃.
- Liga de cobre de coloração castanha. Esquema de processo opcional para liga de cobre marrom: 12.5g / L de sulfeto de bário, reagindo por vários minutos sob 50 ℃.
- Liga de cobre corante cor de chocolate. Processos opcionais para liga de cobre com cor de chocolate: 25g / L de sulfato de cobre, 25g / L de sulfato de níquel de amônio, 25g / L de clorato de potássio, reagem por alguns minutos abaixo de 100 ℃.
- Liga de cobre com coloração verde antiga. Processos opcionais para obter a antiga cor verde da liga de cobre: 350g / L de cloreto de amônio, 200g / L de acetato de cobre, reagem por alguns minutos a 100 ℃.
- Ligas de cobre com coloração azul. Processos opcionais para ligas de cobre azul: 2g/L de sulfito de sódio, 1g/L de acetato de chumbo, reagir durante alguns minutos a 100℃.
- Liga de cobre com coloração preta. Esquema de processo opcional para escurecer a liga de cobre: 25g / L de sulfato de cobre, uma pequena quantidade de amônia, reage por alguns minutos sob 80 ~ 90 ℃.
(4) Factores que afectam os efeitos da coloração
A coloração química das jóias de cobre e liga de cobre é por vezes instável, e os principais factores que afectam o efeito da coloração são os três seguintes.
① A influência da composição do substrato. De um modo geral, os substratos com um elevado teor de cobre têm maior probabilidade de obter um aspeto puro e atraente. À medida que o teor de cobre diminui, a presença de outros elementos de liga, que são mais reactivos do que o cobre, afectará a pureza dos produtos de corrosão e a cor do revestimento de cobre. Por exemplo, os produtos de corrosão de zinco, estanho, alumínio, etc., irão misturar hidróxidos brancos na camada de película, fazendo com que a camada de película pareça branca. Neste caso, o teor de estabilizadores pode ser aumentado de forma adequada. Quando uma fase β está presente na estrutura metalográfica do material, devido à sua fraca resistência à corrosão, ocorrerá uma forte picada, resultando numa grande acumulação de hidróxido de zinco nas aberturas da picada, levando a manchas brancas óbvias e tornando o material inutilizável. Nesta altura, a redução do teor de estabilizador pode obter bons resultados.
② O impacto da condição da superfície da peça de trabalho. Para peças de repuxo profundo ou de estiramento profundo, em áreas de deformação severa, a energia mecânica do 80% é armazenada sob a forma de defeitos cristalinos, tais como deslocações e vacâncias, que têm uma elevada reatividade química, levando a diferenças de cor localizadas. O recozimento de alívio de tensões pode ser utilizado para eliminar estes problemas. Além disso, a consistência da rugosidade da superfície das peças também tem um certo impacto na consistência da cor.
③ O impacto de condições climáticas especiais. A coloração das jóias em liga de cobre após a aplicação da solução de coloração pode sofrer instabilidade devido a alterações climáticas durante a reação de desenvolvimento da cor no ar. Pode haver um tempo de reação insuficiente ou excessivo para climas especiais, o que requer um controlo adequado do tempo de coloração para resolver.
2. O processo de coloração da prata e suas jóias de liga
O tratamento corante da prata e das suas ligas é utilizado principalmente para a decoração de jóias artesanais, formando sulfuretos na sua superfície, que podem criar tonalidades de preto, azul-preto, cinzento-claro, cinzento-verde escuro, cinzento-verde, prata antiga, amarelo-castanho, verde-azul, etc.
(1) Coloração de prata Cor prata antiga
Esquema de processo de coloração de prata antiga de liga de prata selecionável: 25g/L de sulfureto de potássio, 38g/L de cloreto de amónio e 2g/L de sulfureto de bário reagem à temperatura ambiente até se atingir o tom desejado.
(2) Prata Coloração Preto
Liga de prata selecionável com esquema de processo preto: 15g / L de sulfeto de potássio, 40g / L de cloreto de amônio e uma pequena quantidade de água de amônia reagem sob 80 ℃ até que o tom desejado seja alcançado.
(3) Coloração prateada Azul-preto
Liga de prata selecionável com esquema de processo de cor azul-preto: 2g / L de sulfeto de potássio, 6g / L de cloreto de amônio, reagindo sob 60 ~ 80 ℃ até que a tonalidade desejada seja alcançada.
(4) Corante prateado Azul e amarelo
Liga de prata selecionável com esquema de processo azul-amarelo: 1,5g / L de sulfeto de potássio, reagindo sob 80 ℃ até que a tonalidade desejada seja alcançada.
(5) Verde para colorir prata
Liga de prata selecionável com esquema de processo azul-verde: 300g/L de ácido clorídrico e 100g/L de iodo reagem à temperatura ambiente até se atingir a tonalidade desejada.
(6) Coloração prateada Amarelo-castanho
Esquema de processo selecionável de liga de prata amarelo-castanho: 5g/L de sulfureto de bário reage à temperatura ambiente até atingir a tonalidade desejada.
3. Processo de coloração de jóias de zinco e suas ligas
A película de conversão da superfície formada pelo tratamento de passivação com cromato do zinco e das suas ligas também tem funções de coloração, resultando geralmente em várias cores, como arco-íris, verde relva, amarelo acastanhado, verde, verde militar e preto.
(1) Corante de zinco preto
Processo de escurecimento do zinco selecionável: Durante 10~15 minutos, 40~50g/L de sulfato de cobre e 30~40g/L de cloreto de potássio reagem à temperatura ambiente.
(2) O zinco fica vermelho
Esquema de processo selecionável do vermelho de zinco: o sulfato de cobre, o ácido tartárico e o amoníaco reagem à temperatura ambiente durante minutos.
(3) Corante de zinco vermelho
Esquema artesanal selecionável de coloração de zinco vermelho: 60g/L de sulfato de cobre, 80g/L de carbonato de sódio, 60ml/L de bitartarato de potássio, reagir à temperatura ambiente durante 3~5 minutos.
(4) Liga de zinco para colorir cinzento
Esquema de processo de revestimento cinza de liga de zinco selecionável: 20 ~ 25g / L de sulfato de cobre, 50ml / L de amônia, 30g / L de cloreto de amônio, reage por 3 ~ 5 minutos sob 20 ~ 25 ℃.
(5) Liga de zinco para colorir verde
Esquema de processo verde de liga de zinco selecionável: dicromato de potássio 80 ~ 100g / L, ácido sulfúrico 25 ~ 30g / L, ácido clorídrico 150g / L, reage por 0,5 ~ 1 minutos sob 30 ~ 40 ℃.
(6) Coloração em liga de zinco Preto
Processo de escurecimento de liga de zinco selecionável: 140 ~ 160g / L de sulfato de cobre e 80 ~ 90g / L de clorato de potássio reagem por 3 ~ 5 minutos sob 20 ~ 25 ℃.
4. O processo de coloração por oxidação das jóias de aço inoxidável
A anodização do aço inoxidável refere-se à formação de uma camada de cor anodizada na superfície do aço inoxidável. Utiliza a película de óxido incolor e transparente para criar cor através da interferência da luz, resultando numa tonalidade duradoura formada por esta camada de película.
Os métodos típicos para colorir o aço inoxidável através da oxidação incluem os métodos de coloração química e por oxidação. Os métodos de coloração química incluem o método Inco e o método Acheson. O método Inco envolve a imersão do aço numa solução de ácido sulfúrico a alta temperatura para colorir. Em contraste, o método Acheson envolve a eletrólise numa solução a média temperatura para formar uma fina película de óxido na superfície do aço inoxidável, com a cor controlada pela alteração da espessura da película de óxido. O método de coloração por oxidação envolve o aquecimento na atmosfera ou numa atmosfera controlada para formar uma película de óxido; este método é simples, mas é difícil controlar a cor, pelo que se limita a pequenos ornamentos de aço inoxidável.
(1) Método Inco
Em 1972, a Inco estabeleceu a tecnologia de gestão da cor e de película de realce da cor para o método de oxidação por solução ácida, e os seus passos de processamento são os seguintes:
Pré-tratamento → Lavagem com água→ Tratamento de desenvolvimento da cor→ Lavagem com água→ Tratamento de película dura→ Lavagem com água→ Secagem
Após o pré-tratamento, a placa de aço inoxidável é imersa em uma solução mista de 80 ~ 85 ℃ de ácido crômico e ácido sulfúrico. Este tratamento pode formar uma película de óxido à base de cromo na superfície do aço inoxidável, que pode variar em espessura de centenas a milhares, dependendo do tempo de tratamento. Devido à interferência da luz, as cores podem aparecer na ordem da cor do chá: azul, dourado, roxo, verde, etc. O crescimento da película de óxido, ou seja, a mudança de cor, pode alterar o potencial de imersão do aço inoxidável, dominando esta mudança potencial para a gestão da cor é a primeira caraterística do método Inco (processo de desenvolvimento de cor). No entanto, a película de desenvolvimento da cor é porosa nesta fase e tem uma fraca resistência ao desgaste. Por conseguinte, a eletrólise catódica deve continuar numa solução aquosa mista de ácido crómico e ácido fosfórico para reforçar a película de desenvolvimento da cor. Este tratamento pode selar os poros da película de revelação de cor porosa, melhorando significativamente a resistência ao desgaste e à corrosão. Esta é a segunda caraterística do processo Inco (tratamento de película dura).
Devido a alguns problemas com o processo, a cor nesta tecnologia é difícil de controlar e os requisitos de gestão das matérias-primas são rigorosos.
(2) Método Acheson
Em 1985, a Kawasaki Steel desenvolveu com sucesso o método de eletrólise de corrente alternada, também conhecido como método Acheson. Este método envolve a eletrólise do aço inoxidável numa solução mista de ácido crómico e ácido sulfúrico abaixo de 60℃, formando uma película de óxido na superfície. Devido à repetida eletrólise alternada do ânodo por um número especificado de vezes, a coloração e o endurecimento do filme podem ocorrer simultaneamente. O controlo da cor pode ser conseguido através do controlo da carga eléctrica total. O aço inoxidável colorido pelo método Acheson tem cores vivas e pode apresentar cores únicas, como o bronze e o amarelo.
A cor da superfície do aço inoxidável depende principalmente de factores como a composição química da película de superfície, a sua microestrutura, a suavidade da superfície, a espessura da película e o ângulo da luz incidente. Geralmente, as películas de óxido finas são azuis ou castanhas, as películas de espessura média são amarelas ou vermelhas douradas, as películas espessas são verdes e as mais espessas são pretas. Em geral, o processo de coloração do aço inoxidável é relativamente difícil, com elevados requisitos de processo, e a sua uniformidade de cor não é fácil de controlar.
5. Tratamento de anodização de jóias de liga de alumínio
As jóias em liga de alumínio são amplamente coloridas utilizando o método de anodização. O alumínio é um dos metais mais fáceis de colorir. Através do tratamento de anodização, uma camada espessa e densa de filme de óxido é formada na superfície do alumínio, alterando significativamente a resistência à corrosão da liga de alumínio e melhorando a dureza, a resistência ao desgaste e o desempenho decorativo. Os métodos de coloração das películas de óxido de alumínio incluem principalmente a coloração electrolítica, o tingimento químico e o tingimento eletrolítico.
(1) Método de coloração electrolítica
A coloração electrolítica é o processo de anodização e coloração concluído na mesma solução, formando diretamente uma película de óxido colorido em ligas de alumínio. Por conseguinte, o método de coloração electrolítica é também conhecido como o método de coloração de eléctrodos de um passo. A coloração electrolítica é causada pela absorção selectiva de determinados comprimentos de onda da luz pela camada de película, enquanto os restantes comprimentos de onda são reflectidos. A absorção selectiva está relacionada com o estado de oxidação dos elementos de liga na camada de película ou com o estado da composição electrolítica combinada com as substâncias na película de óxido.
(2) Método de coloração química
A película de óxido anódico das jóias de alumínio pode ser impregnada e colorida com corantes inorgânicos ou orgânicos. Os corantes são depositados na parte superior dos poros da película de óxido. A película de óxido mais adequada para colorir é obtida através da anodização com ácido sulfúrico.
(3) Método de coloração electrolítica (método de coloração electrolítica em duas fases)
Após a anodização do alumínio ou das ligas de alumínio, estes são imersos numa solução de sais metálicos mais caros, e a coloração é conseguida através da utilização de corrente alternada para polarização ou corrente contínua para polarização catódica. Sob a ação do campo elétrico, os iões metálicos são reduzidos e depositados no fundo dos poros da película de óxido, resultando na coloração do alumínio e das suas ligas.
Secção V Processo de deposição física de vapor
A Deposição Física de Vapor é abreviada como PVD. A deposição física de vapor é um método de crescimento por reação física de vapor e o processo de deposição ocorre em condições de vácuo ou de descarga de gás a baixa pressão. A fonte do material depositado é um material sólido que, após "evaporação ou pulverização catódica", gera uma nova camada de deposição de material sólido na superfície da peça, com um desempenho completamente diferente do substrato.
A tecnologia de deposição de vapor físico é cada vez mais aplicada à joalharia, com revestimentos decorativos de superfície para artesanato. As cores dos revestimentos são diversas, incluindo ouro profundo, ouro claro, café, bronze antigo, cinzento, preto, cinzento-preto e multicolorido, o que pode melhorar significativamente a cor do aspeto das jóias artesanais e melhorar caraterísticas como a resistência ao desgaste e a resistência à corrosão.
1. Classificação dos processos de deposição física em fase vapor
Os processos de deposição física de vapor dividem-se em vários tipos, incluindo revestimento por evaporação em vácuo, revestimento iónico e revestimento por pulverização catódica magnetrónica, sendo que os dois últimos pertencem à categoria de deposição de vapor de plasma. A deposição da camada de película ocorre em condições de descarga de gás de plasma de baixa pressão, em que as partículas da camada de película ganham maior energia no campo elétrico, resultando em melhorias significativas na organização, estrutura e adesão da camada de película em comparação com o revestimento por evaporação no vácuo. Com o desenvolvimento da alta tecnologia, várias novas tecnologias de revestimento por revestimento iónico e por pulverização catódica magnetrónica amadureceram gradualmente e são continuamente promovidas e aplicadas em vários domínios.
(1) Revestimento por evaporação sob vácuo
O revestimento por evaporação no vácuo (evaporação) consiste em vaporizar e evaporar o material de revestimento através de um aquecimento a alta temperatura em condições de vácuo e depositá-lo na superfície do substrato para formar uma película fina sólida. A tecnologia de evaporação é uma das primeiras tecnologias desenvolvidas na tecnologia de revestimento por vácuo. Em comparação com a pulverização catódica e a galvanização iónica, o método de evaporação é relativamente simples, mas, em condições de processo adequadas, pode produzir revestimentos de película fina muito puros, com estruturas e propriedades específicas. Por conseguinte, a tecnologia de evaporação continua a desempenhar um papel importante nos domínios da ótica, dos dispositivos semicondutores e da metalização de plásticos.
O revestimento por evaporação em vácuo tem as seguintes caraterísticas técnicas:
- O processo de revestimento por evaporação em vácuo inclui a evaporação do material de revestimento, o transporte de átomos de vapor e a nucleação e crescimento de átomos de vapor na superfície do substrato, que consiste na evaporação, transporte e deposição.
- O vácuo de deposição do revestimento por evaporação em vácuo é elevado, geralmente a 10-3~10-5Pa. As partículas da camada de película dificilmente colidem com moléculas de gás ou outros átomos de vapor metálico, atingindo diretamente a peça de trabalho.
- A energia das partículas da camada de película que atingem a peça de trabalho é a energia térmica transportada durante a evaporação. Uma vez que a peça de trabalho não é polarizada no revestimento por evaporação em vácuo, os átomos metálicos dependem apenas do calor de vaporização durante a evaporação, que é de aproximadamente 0,1~0,2eV. Por conseguinte, a energia das partículas da camada de película é baixa, a força de ligação entre a camada de película e o substrato é pequena e não é fácil formar revestimentos compostos.
- A camada de revestimento por evaporação a vácuo é formada sob alto vácuo, e as partículas da camada no vapor são no estado de átomos, formando pequenos núcleos na superfície da peça de trabalho, crescendo numa estrutura densa.
- A camada de revestimento por evaporação em vácuo é obtida em condições de alto vácuo. Geralmente, o revestimento só pode ser depositado no lado da peça de trabalho voltado para a fonte de evaporação. Em contrapartida, o lado e a parte de trás da peça de trabalho quase não recebem qualquer revestimento, o que resulta numa fraca qualidade do revestimento.
(2) Revestimento por pulverização catódica com magnetrões
Em determinadas condições de vácuo, o bombardeamento da superfície de um material com partículas carregadas com uma energia cinética de dezenas de electrões-volt ou superior permite que os átomos do material bombardeado ganhem energia suficiente para escapar à ligação da estrutura original do material e entrar na fase gasosa. Esta tecnologia é designada por tecnologia de pulverização catódica. Os elementos da fase gasosa pulverizados são utilizados para a deposição, formando uma película, e este processo de deposição é designado por revestimento por pulverização catódica, como se mostra na Figura 11-9. Quando se depositam revestimentos duros, a peça de trabalho tem de ser ligada a uma fonte de alimentação com polarização negativa, designada por magnetron sputtering ion plating ou bias sputtering.
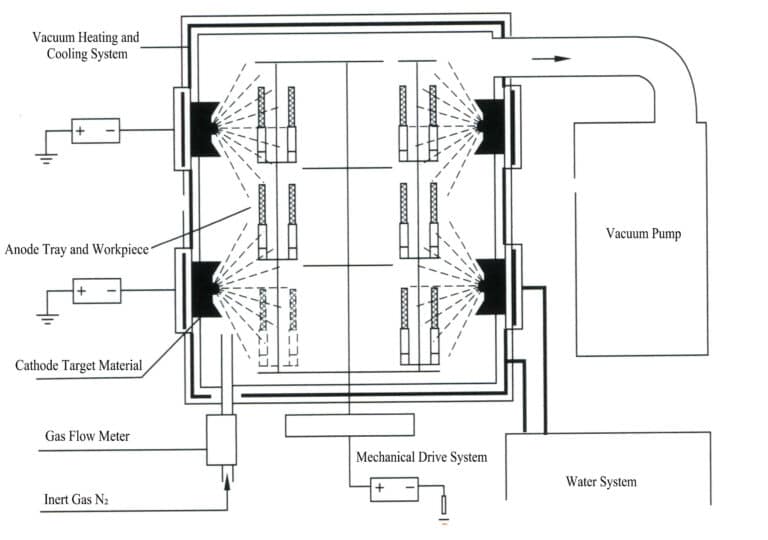
O revestimento por pulverização catódica é atualmente a tecnologia de revestimento mais utilizada na tecnologia PVD, com as seguintes vantagens
- A qualidade do revestimento pulverizado é boa e a adesão ao substrato é muito forte.
- A gama de aplicações do revestimento por pulverização catódica é vasta e adequada para vários materiais, e os materiais com elevado ponto de fusão também podem ser facilmente pulverizados.
- A distribuição da espessura da película revestida por pulverização catódica é relativamente uniforme.
- O processo de revestimento por pulverização catódica tem boa repetibilidade, é fácil de automatizar o controlo do processo e pode ser produzido continuamente em grande escala.
(3) Galvanização iónica
A metalização iónica é um processo que ocorre em condições de vácuo, utilizando uma descarga de gás para ionizar parcialmente o gás ou os materiais evaporados. Enquanto os iões de gás ou os iões dos materiais evaporados bombardeiam a superfície, o material evaporado ou os seus produtos de reação são depositados no substrato.
Nos aspectos seguintes, a metalização iónica combina a taxa de deposição rápida da metalização por evaporação com as caraterísticas de limpeza da superfície do bombardeamento iónico na metalização por pulverização catódica.
- A camada de película tem uma boa aderência ao substrato e uma estrutura de película densa.
- Pode melhorar a capacidade da película para cobrir superfícies com formas complexas, também conhecida como a capacidade de difração durante o processo de deposição da película.
- Os parâmetros controláveis da organização da camada de película são numerosos, a energia global das partículas da camada de película é elevada e é fácil realizar a deposição reactiva, permitindo a aquisição de revestimentos compostos a temperaturas mais baixas.
2. A aplicação da tecnologia de revestimento PVD na indústria da joalharia
2.1 Revestimento decorativo de nitreto de zircónio
(1) Pré-tratamento para revestimento
O processo de revestimento por vácuo exige um elevado nível de limpeza da superfície da amostra e da câmara do forno de vácuo, o que é necessário para obter camadas de película de elevada qualidade. Por conseguinte, as amostras devem ser limpas e o forno de vácuo deve ser limpo antes do revestimento.
A limpeza da superfície da amostra é fundamental para a formação da película. A superfície da amostra deve estar limpa e isenta de pontos de ferrugem e manchas de óleo, pelo que a amostra deve ser rigorosamente limpa antes de entrar no forno para remover óleo, sujidade, ferrugem e humidade. A amostra limpa não deve ser tocada com as mãos para evitar contaminação secundária.
O fluxo do processo de pré-tratamento para o revestimento da peça de trabalho é o seguinte:
- Limpeza ultra-sónica (agente de limpeza de metais 1%), temperatura: 50℃, tempo: 3 minutos.
- Limpeza ultra-sónica (agente de limpeza de metais 5%), temperatura: 50℃, tempo: 2 minutos.
- Limpeza com água quente, temperatura: 50℃, tempo: 30 segundos.
- Enxaguar com água fria à temperatura ambiente durante 30 segundos.
- Enxaguar com água desionizada à temperatura ambiente durante 20 segundos.
- Desidratação alcoólica.
- Secagem ou secagem ao ar.
- Limpeza do forno de aspiração. Limpar a sujidade, os acessórios e os depósitos no interior do forno de aspiração com um pano seco e utilizar um raspador para remover os acessórios dos cantos.
(2) Fluxo do processo de revestimento
① Pré-evacuação. Depois de a amostra ser colocada na câmara de vácuo, fecha-se a porta do forno, liga-se a bomba mecânica para bombagem grosseira e, quando o vácuo atinge 0,1 Pa, liga-se a bomba de difusão de óleo para bombagem fina. O processo de vácuo termina quando o vácuo na câmara atinge 6,5×10-3Pa.
② Limpeza de descargas incandescentes. A função da limpeza por descarga incandescente envolve muitos electrões que se movem em direção ao ânodo durante o processo de limpeza. O movimento a alta velocidade dos electrões ioniza o gás árgon na câmara de vácuo, criando um fenómeno de brilho e gerando um movimento mais suave dos iões de árgon. Os iões de árgon em movimento, sob a influência do campo elétrico polarizado, bombardeiam a superfície da peça de trabalho, colidindo e removendo os gases adsorvidos e os átomos de impureza da superfície, expondo uma superfície limpa do material da peça de trabalho. Ao mesmo tempo, aumenta a micro-rugosidade da superfície da peça de trabalho, o que é benéfico para aumentar a força de ligação entre a camada de película e a peça de trabalho. Após a introdução de um determinado fluxo de gás árgon para aumentar a pressão para 4×100Pa no forno, a fonte de alimentação de polarização aplicada à peça de trabalho é ligada (a tensão e o ciclo de pulsação são ajustáveis). Aqui, o valor de polarização é positivo e os iões de árgon são utilizados para limpar a parede do forno, a superfície alvo, a peça de trabalho e a mesa giratória. O tempo de limpeza é determinado com base no material e na limpeza da peça de trabalho.
Bombardeamento principal. O papel do bombardeamento principal é aplicar uma polarização negativa à peça de trabalho, o que acelera um grande número de iões do material alvo que são pulverizados. Os iões do material alvo com carga positiva movem-se em direção à peça de trabalho sob a influência da polarização negativa, formando aglomerados de iões de alta velocidade com uma energia considerável. Estes aglomerados de iões realizam um certo grau de limpeza, ativação e implantação na peça de trabalho. O efeito do bombardeamento principal: um grande número de iões metálicos é implantado na superfície da peça de trabalho, e os iões implantados causam a reestruturação da rede com o substrato. Alguns iões metálicos com níveis de energia ligeiramente inferiores produzem uma camada de difusão devido a forças de implantação mais pequenas. Os iões que se deslocam em direção à peça de trabalho podem colidir com ela, e alguns serão pulverizados e ejectados devido a níveis de energia mais baixos ou a ângulos de incidência diferentes. Estes iões irão então colidir com os iões que se movem a seguir, formando iões de nível energético secundário que acabam por se depositar na superfície da peça de trabalho.
Após a limpeza, a câmara de vácuo continua a evacuar até atingir 6,5×10-3Pa. Em seguida, é introduzido um determinado caudal de gás árgon para atingir uma pressão total de 0,3 Pa no forno; os valores da polarização do impulso e do ciclo de trabalho são ajustados (os valores específicos dependem dos requisitos da camada de película); a potência (tensão, corrente) da fonte de alimentação de frequência intermédia do alvo catódico é definida para um determinado valor; a amostra é sujeita ao bombardeamento principal, sendo o tempo de bombardeamento determinado pelos requisitos do processo.
④ Adição de gás nitrogénio para coloração de deposição. No final do processo de bombardeamento principal, será introduzido um fluxo adequado de gás de reação N2 (neste momento, o grau de vácuo diminuirá ligeiramente). Ajustar manualmente o potenciómetro do medidor de fluxo de azoto para controlar o fluxo de azoto com base na pressão parcial de azoto (percentagem) indicada pelo espetrómetro de massa. Neste momento, a polarização do impulso, o ciclo de trabalho e os valores de potência (tensão, corrente) da fonte de alimentação de frequência intermédia do alvo catódico podem ser ajustados de acordo com os requisitos do processo; a amostra é sujeita a coloração de deposição e o tempo de deposição é determinado com base nos requisitos do processo. Desta forma, os iões metálicos deslocam-se em direção à peça de trabalho sob uma polarização adequada e, durante o movimento, colidem com o gás de reação para formar uma película de composto metálico. Ao mesmo tempo, a velocidade de movimento também diminui e deposita-se na superfície da peça de trabalho.
⑤ Passivação. O papel da passivação é que a camada de película recém-revestida é uma estrutura relativamente ativa com uma determinada temperatura. Se entrar em contacto imediato com a atmosfera, reagirá novamente, provocando uma mudança de cor. Por conseguinte, após a conclusão do revestimento, este deve ser arrefecido e deve ser introduzida uma quantidade adequada de gás árgon, que protege a camada de película superficial da peça de trabalho com gás inerte, permitindo que a camada de película seja mais estável com a diminuição da temperatura; por outro lado, permite que a superfície alvo absorva uma grande quantidade de gás árgon e fique saturada, mantendo assim uma superfície alvo fresca e impedindo que a superfície alvo absorva outros gases depois de ser preenchida com atmosfera, protegendo assim a superfície alvo de pulverização catódica da contaminação. O fluxo máximo de gás árgon durante o processo de enchimento é de cerca de 2 minutos.
⑥ Arrefecimento insuflável. Quando a temperatura da câmara de vácuo desce para 120℃, introduz ar à pressão atmosférica.
⑦ Abrir o forno e retirar a amostra. Abrir a porta do forno, calçar luvas limpas para retirar a amostra e selar a amostra para medição da cor, medição da espessura da película e análise semi-quantitativa Auger.
(3) Controlo da cor da película de nitreto de zircónio
Como película decorativa semelhante ao ouro ZrN, a cor da camada de película é particularmente importante. Devido aos numerosos parâmetros de processo da tecnologia de pulverização catódica reactiva por magnetrão de média frequência, muitos factores afectam a cor da película. Sob alguns outros parâmetros de processo, a pressão parcial de azoto e a potência de pulverização são vitais para a cor da película. À medida que a pressão parcial de azoto aumenta, a cor da película de ZrN muda de branco prateado para amarelo claro e amarelo dourado para dourado avermelhado e vermelho profundo. À medida que a potência de pulverização aumenta, a cor da película de ZrN muda de amarelo profundo → amarelo ouro → amarelo claro. Comparando as cores das películas de ZrN com as do ouro e das ligas de ouro, o amarelo ouro desejado pode ser obtido ajustando a pressão parcial de azoto durante a deposição.
2.2 Revestimento decorativo de nitreto de titânio
(1) Tecnologia de pulverização catódica por magnetrões para a deposição de nitreto de titânio
① Instale a peça de trabalho. Depois de instalar a peça de trabalho no dispositivo de fixação da peça de trabalho, fechar a câmara de revestimento.
② Extração por vácuo. Ligar a bomba de vácuo e, quando o grau de vácuo atingir 6 Pa, abrir a mola alta de difusão e extrair o vácuo para atingir 6×10-3Pa.
③ Aquecimento da cozedura. Ligar a fonte de alimentação do aquecimento de cozedura para aquecer a peça de trabalho até à temperatura pré-determinada.
④ Purificação por bombardeamento. Introduzir o gás de trabalho na câmara de revestimento, manter um grau de vácuo de 1~3Pa, tensão de bombardeamento de 1000~3000 V, a peça de trabalho gera uma descarga incandescente, iões de árgon bombardeiam e purificam a peça de trabalho, bombardeamento durante 10~20 minutos.
⑤ Deposição de nitreto de titânio. Primeiro, depositar a camada de base, reduzir a polarização da peça de trabalho para cerca de 500 V, introduzir gás árgon e ajustar o vácuo para 0,3~0,5Pa. Ligar a fonte de alimentação do alvo de pulverização catódica por magnetrão. Ocorre uma descarga incandescente na superfície do alvo e um fluxo de alta densidade de iões de árgon ejecta átomos de titânio da superfície do alvo. Em seguida, depositar o revestimento de nitreto de titânio, exigindo a introdução de gás nitrogénio, com o vácuo mantido no intervalo de 0,5~0,7Pa. Devido à taxa de ionização metálica equilibrada da pulverização catódica por magnetrão ser de apenas 5%~10%, a reatividade do metal é relativamente baixa, o que resulta numa gama de processos estreita (teor de azoto) para a obtenção de um revestimento de compostos semelhantes a agulhas nitrogenadas. Em comparação com a descarga luminescente, para obter revestimentos de nitreto de titânio de alta qualidade, é essencial controlar rigorosamente a quantidade de pulverização de titânio e a relação árgon-nitrogénio. Caso contrário, a taxa de deposição será muito baixa e a cor será difícil de controlar.
⑥ Retire a peça de trabalho. Quando a espessura da película atingir os requisitos especificados, insuflar a câmara de revestimento, abrir a câmara de revestimento e retirar a peça de trabalho.
(2) O efeito dos parâmetros do processo nas propriedades das películas de nitreto de titânio
① O efeito da temperatura de deposição nas propriedades de filmes finos de nitreto. A temperatura de deposição afeta a dureza e a estrutura dos revestimentos de TiN; a dureza e a adesão do filme de TiN depositado perto de 500 ℃ são as mais altas. Temperaturas excessivas e altas são prejudiciais à dureza da superfície do filme TiN. Se a temperatura de deposição for muito baixa, reflete um curto tempo de pré-sputtering ou baixa energia de sputtering, afetando a densidade do filme, levando à nucleação insuficiente do filme TiN e ao engrossamento da estrutura, resultando em uma diminuição da dureza. Por outro lado, se a temperatura de deposição for demasiado elevada, pode provocar o sobreaquecimento da superfície da amostra. Suponhamos que a temperatura de deposição excede a temperatura de têmpera do material do substrato. Nesse caso, reduzirá a dureza do substrato, impedindo uma boa ligação com a película e causando uma diminuição da dureza da película. Por conseguinte, o aumento da temperatura de deposição é benéfico para melhorar a dureza da película de TiN, desde que a superfície da amostra não sobreaqueça.
② O efeito da tensão de deposição nas propriedades dos filmes de nitreto de titânio. À medida que a tensão de deposição aumenta, a morfologia da fratura das películas de TiN preparadas torna-se mais fina, e a microdureza e a taxa de deposição das películas aumentam. Aumentar a tensão de descarga sob as mesmas condições de deposição significa também aumentar a intensidade do plasma, o que promove as reacções químicas numa direção favorável à formação do produto. Por conseguinte, o aumento da tensão de deposição pode aumentar a taxa de deposição de películas de TiN.
③ O efeito da peça de trabalho no desempenho de filmes de nitreto de titânio. A qualidade do desempenho da película na peça de trabalho não está apenas relacionada com as propriedades da própria película, mas também com as propriedades do material da peça de trabalho, especialmente a dureza do material da peça de trabalho. As películas duras exibem a sua resistência superior ao desgaste apenas em materiais de substrato relativamente duros. Se a dureza do material do substrato variar, a força de ligação entre a película de TiN e o substrato também será diferente. Quanto maior for a dureza do substrato, melhor será a ligação entre a película de TiN e o substrato. Em aplicações práticas, devem ser envidados esforços para manter uma elevada dureza do material do substrato em determinadas condições de temperatura de deposição, a fim de melhorar a qualidade da película. Quanto menor for a rugosidade da superfície do substrato, maior será a força de ligação entre a película de nitreto de titânio e o substrato, sendo o polimento o melhor para a rugosidade da superfície do substrato.
Secção VI Artesanato em esmalte
O esmalte é uma arte artesanal bonita e colorida feita através da aplicação de vários esmaltes coloridos numa base metálica (utilizando materiais como o ouro, a prata, o cobre, o titânio, etc.) e da sua cozedura a altas temperaturas. As cores do esmalte são vibrantes, têm um brilho e uma textura semelhantes aos das pedras preciosas, resistem à corrosão, ao desgaste e às altas temperaturas, são impermeáveis e à prova de humidade, são duras e sólidas e não envelhecem nem se deterioram. O esmalte tem uma longa história de aplicação na joalharia artesanal; nos séculos antigos, era utilizado na conceção de vários artigos decorativos para caixas de jóias e, no século XV, os relojoeiros incorporaram-no na relojoaria, acrescentando cores vivas aos relógios. Os meticulosos métodos de cozedura do esmalte são intrigantes e a sua rica expressividade de cores levou-o para a vanguarda das tendências da moda. As jóias em esmalte ganham com a cor e atraem frequentemente a atenção dos designers de jóias, especialmente quando o esmalte é utilizado para a decoração da superfície de jóias em metal, aumentando consideravelmente a expressividade artística das peças.
O esmalte é vulgarmente conhecido como "Shaoqing" no sul da China, "Shaolan" no norte da China e "shippō-yaki" no Japão.
Os métodos de transformação do esmalte para jóias dividem-se em três tipos: esmalte pintado, esmalte champlevé e esmalte cloisonné.
(1) Esmalte pintado
A arte da pintura em esmalte teve origem na Europa Ocidental e em França e foi trazida para Guangdong por mercadores e missionários europeus durante o período Kangxi da dinastia Qing. A arte do esmalte pintado foi fabricada pela primeira vez em Guangdong, onde é comummente designada por "Shaoqing", "esmalte Guang" ou "esmalte estrangeiro". O imperador e os ministros rapidamente apreciaram e valorizaram esta arte excecionalmente requintada aquando da sua chegada à China. Durante a dinastia Qing, os imperadores Kangxi, Yongzheng e Qianlong estabeleceram oficinas de esmalte tanto no Palácio Imperial de Pequim como em Guangdong, e seleccionavam frequentemente pintores de esmalte de Guangdong para trabalharem na capital, produzindo grandes quantidades de louça e jóias de esmalte para uso real.
O esmalte pintado é o mais difícil dos três principais tipos de técnicas de esmaltagem. A maior vantagem de pintar diretamente sobre o metal é que os padrões e as linhas podem ser mais ricos, permitindo desenhos mais detalhados e complexos, sem restrições. No entanto, a omissão da etapa de utilização de arame metálico para fazer o contorno aumentará muito a dificuldade de cozer o esmalte. Em primeiro lugar, há a questão da mistura de cores entre as diferentes cores; sem o fio metálico para separar as diferentes cores, se os materiais de esmalte não forem misturados corretamente, pode ocorrer uma situação caótica de sangramento da cor.
O fabrico de esmalte pintado implica a aplicação de várias camadas de esmalte branco, ou branco de porcelana, sobre uma base metálica. O branco de porcelana é um sólido branco que deve ser moído em pó e misturado com água adequada. Com um pequeno pincel, pode ser aplicado uniformemente sobre a base metálica. A temperatura de queima da porcelana é geralmente entre 720 ~ 820 ℃. Após a sinterização, obtém-se uma placa de base branca, e várias cores de esmalte são pintadas nesta placa de base, representando intrincadamente padrões como na pintura a óleo. O maior problema é a mistura de cores; se as cores forem demasiado misturadas, os padrões ficarão esbatidos após a sinterização, arruinando a obra de arte. Por isso, depois de representar uma secção, esta deve ser primeiro sinterizada. A secção seguinte pode ser pintada, seguida de outra sinterização, que deve ser repetida até o trabalho estar concluído. Por vezes, são necessárias dezenas de repetições de sinterização e, se em algum momento se danificar, toda a peça ficará arruinada, o que torna a arte do esmalte pintado altamente valiosa.
(2) Esmalte Cloisonné
A técnica do esmalte cloisonné é relativamente complexa, mas é a arte de esmaltar mais conhecida e mais orgulhosa dos chineses, sendo o famoso "Azul Jingtai" um tipo de esmalte cloisonné. A sua caraterística é que os fios metálicos são primeiro utilizados numa base metálica para delinear o padrão, fixados com um adesivo natural e depois soldados à base metálica. Em seguida, são aplicadas diferentes cores de esmalte nos contornos definidos, feitas de minerais finamente moídos e óxidos metálicos. As peças de metal são colocadas num forno especial a uma temperatura de 800℃ para queima, fazendo com que o esmalte mude de cor devido à alta temperatura. Uma vez que diferentes óxidos metálicos requerem diferentes temperaturas para mudar de cor, as peças de esmalte podem ser submetidas a várias cozeduras. Finalmente, os fios de metal são alisados e um agente protetor transparente incolor é aplicado para proteção.
(3) Esmalte Champlevé
A técnica é semelhante à do esmalte cloisonné. Os motivos da superfície dos ornamentos de metal são formados através de técnicas como a gravação, a estampagem ou a gravura. Em primeiro lugar, os padrões são esculpidos na base metálica, deixando ranhuras dentro dos contornos esculpidos. Para criar padrões vívidos com linhas de espessura variável, o pintor de esmalte tritura a tinta de esmalte até obter um pó, mistura-a com uma pequena quantidade de água e, em seguida, preenche as ranhuras com esmalte, passando uma fina camada de padrões pintados. Uma vez concluído, é deixado a secar ao ar e, em seguida, colocado num forno de alta temperatura acima para queima, com cada camada de tinta a precisar de ser queimada durante 40~60 segundos no forno de alta temperatura de 800℃. Após múltiplas repetições de enchimento com esmalte, cozedura e polimento, forma-se finalmente um trabalho suave e brilhante.

Secção VII Processo de fundição em resina
O processo de fundição em resina é amplamente utilizado na joalharia popular. De acordo com a natureza da resina, esta divide-se em duas categorias principais: resina macia e resina dura. A resina macia tem uma dureza inferior e não é adequada para lixar e polir, mas pode ser utilizada para o revestimento de superfícies de jóias artesanais; a resina dura tem uma dureza elevada e pode ser processada por lixagem e polimento para obter um efeito suave e brilhante.
Geralmente, é utilizada a cola para gotas de cristal de resina epóxi, que é composta por resina epóxi de alta pureza, agentes de cura e outras substâncias. O seu produto curado tem as caraterísticas de ser resistente à água, quimicamente resistente e cristalino. Além de proporcionar uma boa proteção para a superfície de ornamentos artesanais, esta cola para gotas de cristal também pode melhorar o brilho e a luminosidade da superfície. A adição de vários pigmentos à cola pode formar uma série de cores ricas, aumentando ainda mais o efeito decorativo da superfície, tornando-a adequada para a decoração da superfície e proteção de artesanato feito de materiais como metal, cerâmica, vidro e acrílico.
A resina epóxi tem um efeito de superfície semelhante ao esmalte e é frequentemente utilizada como um produto de esmalte falso, por vezes referido como "esmalte suave". No entanto, existem diferenças significativas entre os dois. O esmalte é fabricado a partir de pigmentos de esmalte cozidos a altas temperaturas; é muito duro e estável, tem boa durabilidade e não envelhece nem se deteriora, mas é propenso à oxidação e amolecimento do metal, o que o torna inadequado para utilização em ornamentos incrustados com pedras preciosas; a resina pertence à categoria de compostos orgânicos fabricados a partir de plástico. Os produtos deste tipo de resina plástica não necessitam de ser sinterizados num forno de alta temperatura para obterem cor. É suficiente aplicar resina de cor líquida no metal e deixá-lo secar ao ar naturalmente ou secá-lo numa caixa de cozedura, tornando a produção simples e não prejudicial para o metal, adequada para o tratamento final de jóias com pedras preciosas incrustadas. No entanto, devido às propriedades materiais da resina, esta não é durável, não é resistente ao calor e é propensa à corrosão e ao desgaste. Após um certo período, é provável que apresente envelhecimento, desvanecimento e perda de brilho. É de qualidade inferior e não conserva o seu valor. O processo básico da resina é o seguinte.
- Em primeiro lugar, preparar as ferramentas e o equipamento necessários, tais como instrumentos de pesagem, ferramentas de ajuste de cola, suportes de peças de trabalho, equipamento de secagem e as peças de trabalho para a operação de gotejamento de cola.
- Colocar ou ajustar a balança de equilíbrio (balança eletrónica), o forno, o suporte da peça de trabalho e o nível da bancada de trabalho.
- Pesar a cola A utilizando um recipiente plano de boca larga, seco e limpo, enquanto se pesa proporcionalmente a cola B (geralmente numa relação de peso de 3:1)
- Utilizar uma vareta de vidro redonda (ou um pau de madeira redondo) para agitar a mistura AB para a esquerda, para a direita, ou no sentido dos ponteiros do relógio ou no sentido contrário. Ao mesmo tempo, o recipiente (vaso) é preferencialmente inclinado num ângulo de 45° e rodado continuamente, agitando durante cerca de 1~2 minutos.
- Deite a cola AB misturada num frasco de plástico macio com um bico pontiagudo para pingar e deixe cair a cola na posição desejada do acessório.
- Quando a área da gota de resina é ligeiramente maior, ou a quantidade de resina é relativamente maior, para acelerar a eliminação de bolhas na cola, pode ser utilizado um maçarico a gás alimentado por gás liquefeito para promover a antiespuma. Durante a remoção da espuma, a chama do maçarico deve ser ajustada para um estado de combustão completa, e a chama deve ser mantida idealmente a cerca de 25 cm de distância da superfície da peça de trabalho. A velocidade de movimento do maçarico não deve ser demasiado rápida ou demasiado lenta; deve ser mantida uma velocidade moderada.
- Depois que as bolhas são eliminadas, a peça de trabalho pode ser colocada horizontalmente no forno para aquecimento e cura. A temperatura deve primeiro ser ajustada para 40 ℃ em torno de 30 minutos e depois aumentada para 60 ~ 70 ℃ até que a cola esteja totalmente curada.

Secção VIII Tecnologia de gravura
A gravação é o processo de remoção de metal indesejado até uma certa profundidade, utilizando métodos químicos. O seu princípio é semelhante ao da produção de placas de circuitos, em que as partes metálicas a reter são cobertas com um revestimento resistente a ácidos e, em seguida, é utilizada uma solução ácida para gravar as partes metálicas indesejadas; o processamento de padrões negativos é exatamente o oposto do dos padrões positivos.
O processo de gravação é adequado para o processamento e produção de artesanato e jóias de estilo antigo com requisitos especiais de estilo de superfície. Nos últimos anos, o volume de exportação de pinturas em metal, artesanato e peças de arte ocas processadas por métodos de gravação no nosso país aumentou consideravelmente, tornando-se um novo ramo da joalharia artesanal.
Os processos de gravura podem ser divididos em gravura química, gravura electrolítica, gravura a laser e gravura por ultra-sons.
1. Processo de gravura química
Cobrir as áreas que não precisam de ser gravadas com um revestimento resistente à corrosão e, em seguida, mergulhar a peça de trabalho numa solução especial de gravação. A fórmula da solução é apresentada na tabela 11-2. Assegurar que as áreas a serem gravadas estão em contacto total com a solução e, se necessário, pode ser aplicado aquecimento e agitação. Controlar o tempo de corrosão com base na profundidade de corrosão necessária e na velocidade de corrosão obtida em experiências para obter o resultado de corrosão desejado.
Tabela 11-2 Fórmulas de soluções parciais de gravura em metal
| Ingredientes e condições do processo | Gravura em aço inoxidável | Gravura em liga de cobre | Gravura em alumínio |
|---|---|---|---|
| Cloreto férrico | 600 ~ 800 | 600 ~ 650 | 450 ~ 550 |
| Ácido clorídrico/(g・L -1) | 80 ~ 120 | ||
| Ácido fosfórico/(g・L -1) | 20 ~ 30 | ||
| Sulfato de cobre/(g・L -1) | 200 ~ 300 | ||
| Ácido sulfúrico/(g・L -1) | 90 ~ 100 | 10 ~ 20 | |
| Ácido nítrico/(g・L -1) | 8 ~ 12 | ||
| Acelerador de gravura/(g・L -1) | 80 ~ 100 | ||
| Temperatura/℃ | 10 ~ 45 | 15 ~ 50 | 20 ~ 40 |
| Tempo/min | 15 ~ 20 | 10 ~ 15 | 10 ~ 20 |
2. Gravura electrolítica
Secção IX Nano ~ Tecnologia de revestimento por pulverização

1. O Princípio da Nano ~ Pulverização e Chapeamento
2. Caraterísticas da nano ~ galvanização por pulverização
(1) Verde e amigo do ambiente. Sem três emissões de resíduos, não tóxico e inofensivo, sem metais pesados nocivos.
(2) Baixo investimento e baixo custo. Em comparação com a galvanoplastia, o investimento em equipamento é reduzido e não é necessário equipar um sistema de tratamento de águas residuais.
(3) A operação é segura e simples, com alta eficiência. Não haverá danos se o operador acidentalmente pulverizar o produto nas suas mãos ou noutras partes do corpo. Não há necessidade de tratamento por galvanoplastia com água e de tratamento preliminar complexo da camada condutora.
(4) Pode ser posicionado para pulverização e pode pulverizar placas de cores diferentes no mesmo produto. Várias cores à vontade.
(5) As peças processadas não são limitadas por tamanho e forma, não são limitadas por vários materiais, podem ser recicladas e poupam recursos.
(6) A gama de aplicações da diversidade de cores é extensa. Os produtos pulverizados podem ser revestidos com ouro, prata, cromo, níquel ou areia ~ efeitos de espelho colorido. Também podem ser revestidos com várias outras cores, tais como amarelo dourado, cor de latão, amarelo dourado antigo, cor de cobre canhão (vermelho, amarelo, roxo, verde, azul) e outros efeitos de alto brilho. Pode ser pulverizado em vários materiais, tais como metal, resina, plástico, vidro, cerâmica, acrílico e madeira, e pode ser amplamente utilizado em várias indústrias de decoração de superfícies, tais como artesanato e joalharia.
(7) Os produtos fabricados com nano ~ pulverização têm excelente aderência, resistência ao impacto, resistência à corrosão, resistência às intempéries, resistência ao desgaste, resistência a riscos e boa capacidade de prevenção de ferrugem.