Jak tworzyć biżuterię z czystego złota: Przewodnik krok po kroku
Technologia przetwarzania biżuterii z czystego złota, takiej jak biżuteria łańcuszkowa, bransoletki, pierścionki, wisiorki i kolczyki.
Technologia przetwarzania biżuterii z czystego złota obejmuje głównie odlewanie (odlewanie), zapinanie, procesy pomocnicze i polerowanie. Wśród nich procesy pomocnicze obejmują polerowanie papierem ściernym, wykańczanie piaskiem błyszczącym, zanurzanie w kwasie, piaskowanie, polerowanie piaskiem nylonowym, grawerowanie wzorów i klejenie kamieni. Tak zwane procesy pomocnicze są organizowane zgodnie ze specyficznymi wymaganiami zlecenia przetwarzania i nie wszystkie elementy obrabiane muszą przechodzić przez te procesy. W porównaniu do technologii przetwarzania biżuterii ze złota K, technologia przetwarzania biżuterii z czystego złota jest stosunkowo niezależna. Poniżej, proces obróbki czystego złota i jego procedury operacyjne zostaną przedstawione oddzielnie.
Proces produkcji biżuterii z czystego złota można podsumować jako odlewanie (odlewanie), zapinanie, procesy pomocnicze, polerowanie i inne etapy.

Wypełnianie wlewu
Spis treści
Sekcja I Proces zapinania biżuterii z czystego złota typu łańcuszkowego
1. Przepływ procesu zapinania biżuterii z czystego złota typu łańcuszkowego
1.1 Wypełnianie wlewu
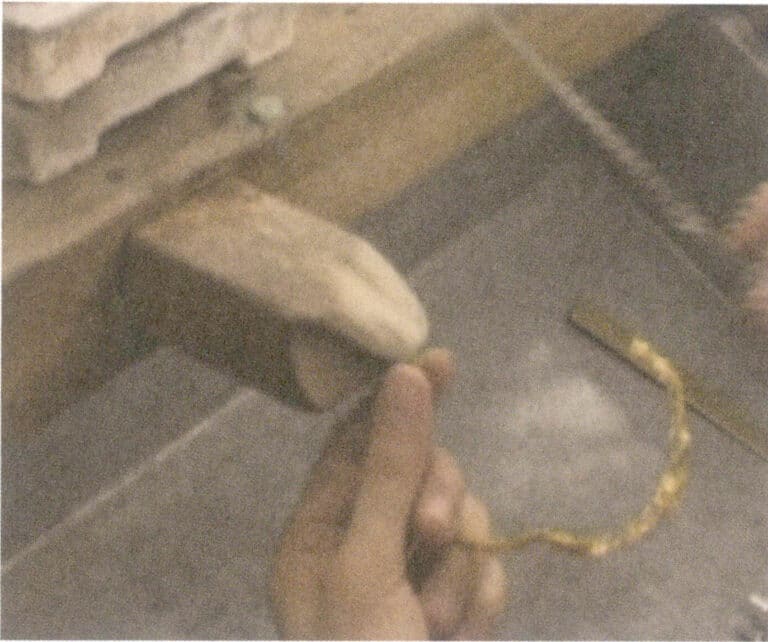
Piłowanie wlewu usuwa wystające części powierzchni przedmiotu obrabianego, które nie spełniają wymagań projektowych, piłując wycięty wlew w celu wyrównania z powierzchnią przedmiotu obrabianego, dzięki czemu powierzchnia przedmiotu obrabianego stanowi jednolitą całość.
(1) Główne używane narzędzia
Zgrubne opiłowanie, gładkie opiłowanie.
(2) Etapy procesu operacyjnego
Najpierw użyj gruboziarnistego pilnika do spiłowania wyciętego wlewu przedmiotu obrabianego, aby z grubsza wyrównać go z otaczającą powierzchnią, a następnie użyj gładkiego pilnika do wykończenia, aby powierzchnia przedmiotu obrabianego nie miała wyraźnych granic i stała się idealną całością (Rysunek 7-1).
(3) Uwagi
① Należy zwracać uwagę na kontrolowanie siły i kierunku ruchu ręki i nie spiłowywać obszarów, które tego nie wymagają.
② Do prawidłowego przycięcia przedmiotu obrabianego zgodnie z jego kształtem i krzywizną należy użyć gładkiego pilnika. W przypadku płaskich przedmiotów obrabianych piłowanie powinno być płaskie, proste i wierne; w przypadku zakrzywionych przedmiotów obrabianych piłowanie powinno przebiegać po zakrzywionej linii od dołu do góry.
Film przedstawiający składanie wlewu
1.2 Łączenie
Łączenie odnosi się do montażu rozproszonych elementów po złożeniu wlewu zgodnie z wymaganiami projektu, tworząc z nich kompletną bransoletkę lub naszyjnik.
(1) Główne używane narzędzia
Szczypce do łączenia, pęseta, szczypce tnące.
(2) Etapy procesu operacyjnego
① Kawałki powinny być klasyfikowane zgodnie z wymaganiami przetwarzania, z rozróżnieniem na duże, średnie, małe lub różne wzory, a następnie łączone ze sobą.
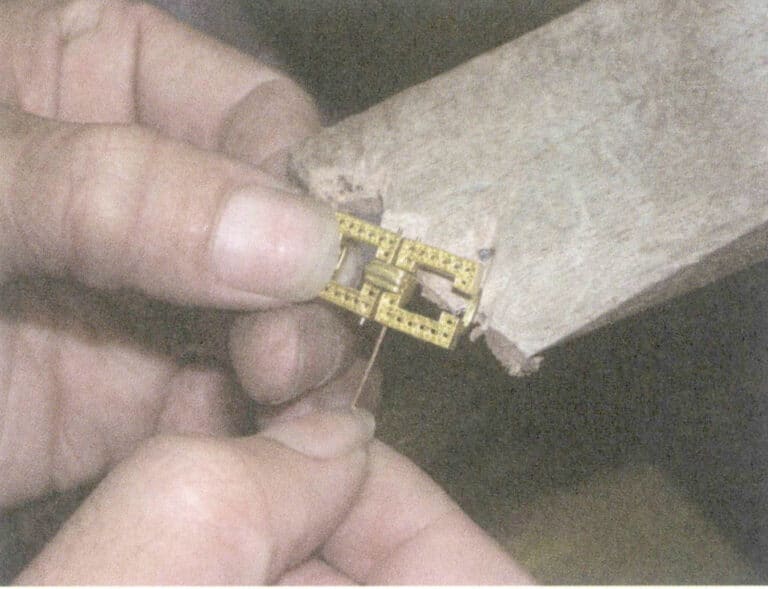
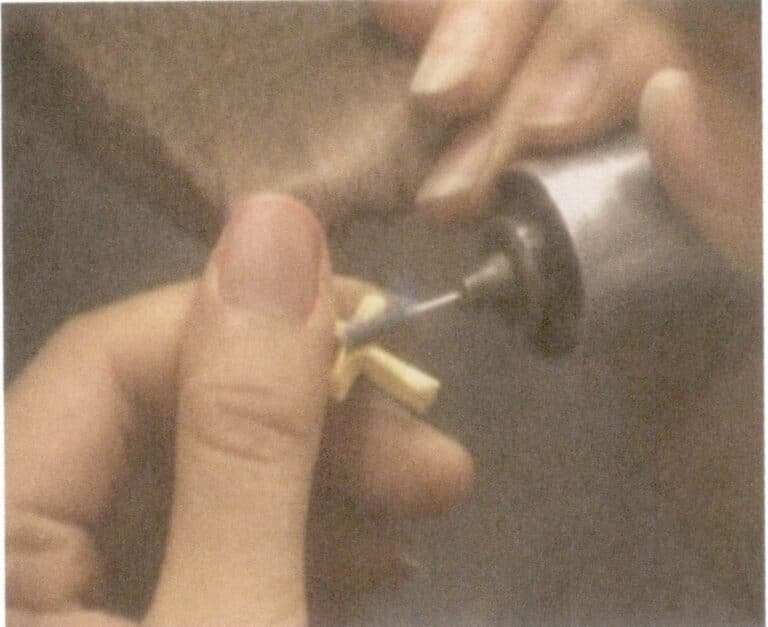
② Za pomocą szczypiec obrócić zapięcie i przytrzymać połączone luźne części (Rysunek 7-2). Użyj szczypiec tnących, aby przyciąć nadmiar języka zapięcia, umożliwiając elastyczne złożenie dwóch luźnych części. Upewnij się, że zapięty łańcuch jest elastyczny i dobrze utrzymany.
(3) Uwagi
① Przetwarzanie biżuterii łańcuszkowej musi ściśle przestrzegać wymagań dotyczących kolejności klasyfikacji, zapewniając prawidłowe dopasowanie zapięć bez błędów.
② Każdy element łączący musi być płasko zamocowany, elastycznie się obracać, łatwo zginać i mieć bezpieczne punkty spawania; w przeciwnym razie może się łatwo odkształcić lub złamać.
Łączenie wideo
1.3 Łańcuchy spawalnicze
Spawanie łańcuchów polega na zgrzewaniu otworów każdego zapięcia, które zostało prawidłowo połączone zgodnie z wymaganiami, zapewniając, że są one bezpiecznie zapięte i nie ulegają łatwemu zerwaniu. Podczas procesu spawania należy dokonywać terminowych napraw, aby zapewnić kompletność, jeśli na obrabianym przedmiocie zostaną wykryte jakiekolwiek wady, takie jak otwory piaskowe.
(1) Główne narzędzia i materiały
Główne używane narzędzia to kombinowane narzędzia spawalnicze, zaciski, naczynie z boraksem, zapalniczka, płyta spawalnicza i szczypce do łańcuchów. Główne używane materiały to drut spawalniczy, arkusze spawalnicze i boraks.
(2) Etapy procesu operacyjnego
① Namocz proszek boraksowy w wodzie, użyj nożyczek, aby pociąć arkusz spawalniczy na paski o długości około 1 mm × 60 mm i umieść je w naczyniu z boraksem.
② Umieść zgrzewane łańcuchy na płycie zgrzewającej w kolejności ich otworów, przy czym trudniejsze łańcuchy należy umieścić na 1〜2 paskach, a łatwiejsze na 5 ~ 7 paskach.
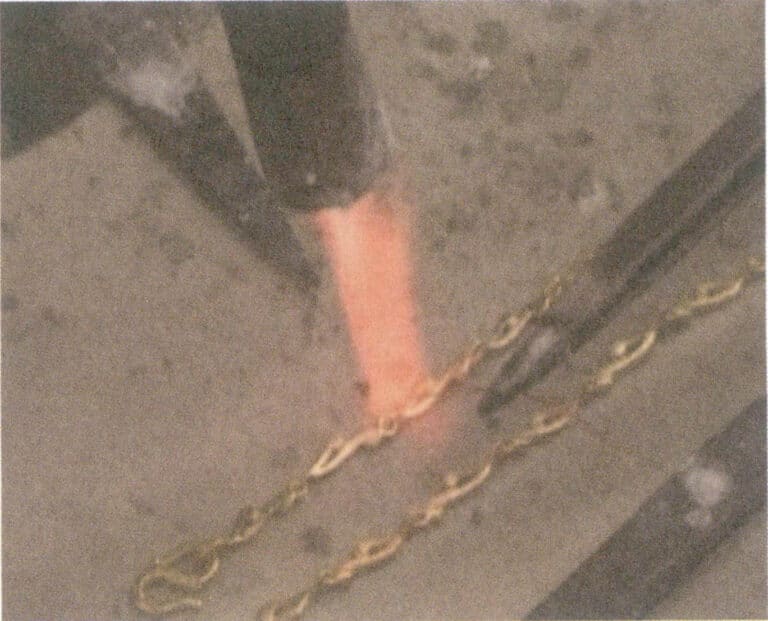
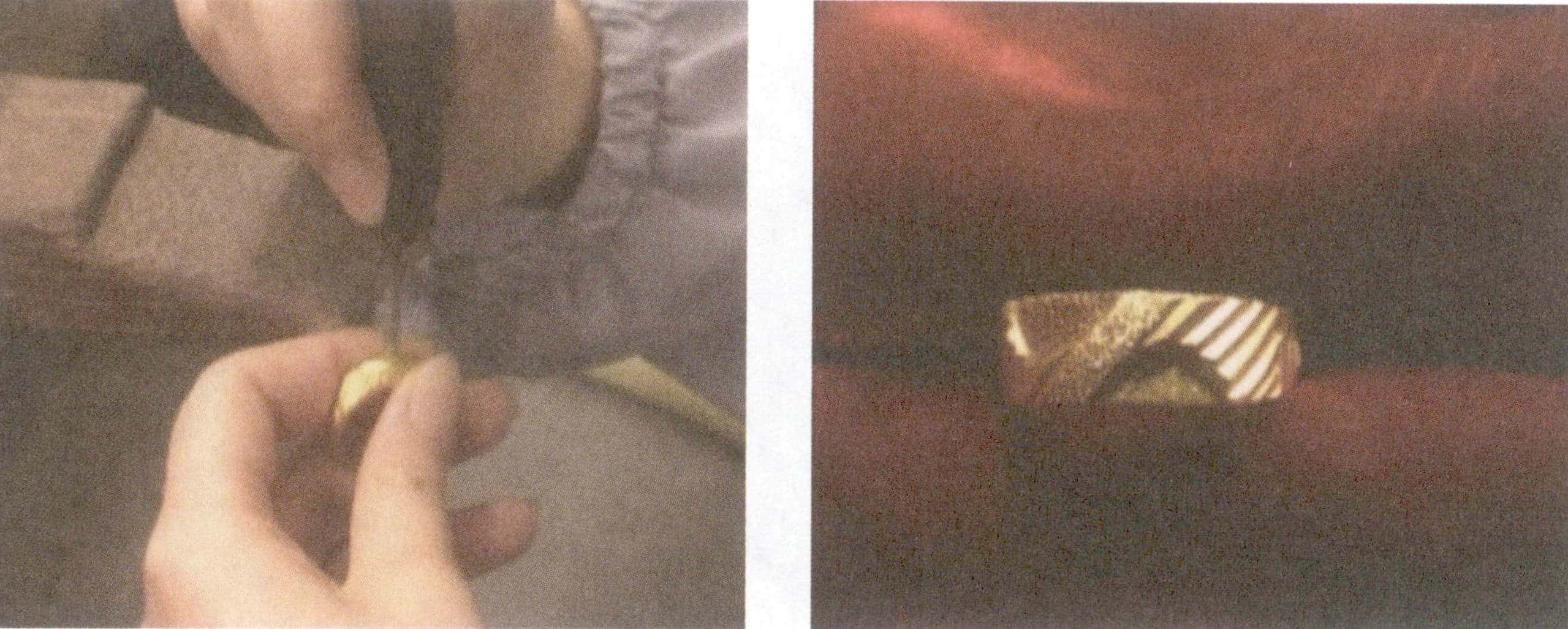
③ Przytrzymaj uchwyt w lewej ręce, nadepnij lewą stopą na kulę przeciwwiatrową i zapal uchwyt. Użyj zacisku spawalniczego, aby przytrzymać blachę spawaną, zetknij się z rozgrzaną do czerwoności klamrą łańcucha do spawania punktowego i powoli przesuwaj się w prawo zgodnie z kolejnością punktów spawania (Rysunek 7-3). Proces spawania przebiega najlepiej, gdy jest wykonywany punktowo.
(3) Uwagi
Podczas procesu spawania koordynacja rąk i stóp musi być odpowiednia i zgrana w czasie. Zgodnie z wymaganiami punktów spawania przedmiotu obrabianego, intensywność płomienia musi być kontrolowana przez cały czas. Jeśli płomień jest zbyt silny, może zniszczyć obrabiany przedmiot lub stworzyć nieruchome martwe punkty; jeśli płomień jest zbyt słaby, punkty spawania mogą nie nagrzać się wystarczająco do stopienia, co prowadzi do fałszywych lub nieodpowiednich spoin. Zbyt wiele punktów spawania może wpływać na estetykę i marnować czas pracy, wymagając spiłowania nadmiaru punktów.
Wideo z łańcuchem spawalniczym
1.4 Kształtowanie
Kształtowanie to dostosowywanie i korygowanie zdeformowanych elementów po wykończeniu łańcucha lub innych procesach w celu spełnienia wymagań projektowych.
(1) Główne używane narzędzia
Szczypce łańcuchowe, skrobaki, wiertła żelazne, młotki itp.
(2) Etapy procesu operacyjnego
Uważnie obserwuj, czy ogólny kształt przedmiotu obrabianego nie jest przekrzywiony; jeśli tak się stanie, można go delikatnie skorygować za pomocą szczypiec łańcuchowych lub docisnąć płasko dłońmi do blatu stołu (Rysunek 7-4).

(3) Uwagi
Podczas procesu korekcji polegającego na dociskaniu lub wbijaniu przedmiotu obrabianego, siła nie powinna być zbyt duża; w przeciwnym razie może to spowodować odkształcenie przedmiotu obrabianego podczas kształtowania lub długość może nie spełniać wymagań projektowych.
Kształtowanie wideo
1.5 Wykończenie łańcucha
Celem wykończenia łańcucha jest usunięcie nierówności, niskiego połysku lub ostrych krawędzi i zadziorów z powierzchni obrabianego przedmiotu, dzięki czemu staje się ona gładsza i bardziej błyszcząca.
(1) Główne używane narzędzia
Duże i małe pilniki, skrobaki (domowej roboty), szlifierki wiszące, wiertła dentystyczne, wiertła kulkowe, cząstki różowego kamienia.
(2) Etapy procesu operacyjnego
① Przed rozpoczęciem pracy należy uważnie obserwować cały łańcuch w celu określenia kąta obróbki.
② Podczas polerowania należy postępować zgodnie z wymaganiami projektowymi, wykonując różne procesy piłowania dla części wymagających piaskowania, polerowania piaskowego, wykańczania piaskiem iskrzącym i rozjaśniania (Rysunek 7-5).
③ Spiłować punkty spawania i naprawy każdej części, aby ich powierzchnie były gładkie, zaokrąglone i estetyczne.
④ Domowy skrobak służy do wygładzania i polerowania martwych narożników, do których nie dociera mały pilnik.
⑤ Po napełnieniu wszystkich części łańcucha należy ponownie sprawdzić, czy na opiłowanych i wykończonych powierzchniach nie ma zadziorów. W takim przypadku należy użyć szlifierki do zawieszania, aby zamontować wiertło dentystyczne i zanurzyć je w oleju maszynowym, aby wygładzić zadziory.

(3) Uwagi
① Dokładnie zweryfikuj rysunki projektowe, aby określić obszary wymagające wykończenia i nie angażuj się nieprawidłowo.
② Element obrabiany nie może ulec deformacji podczas procesu wykańczania. Jeśli dojdzie do odkształcenia, należy go ponownie ukształtować.
③ Używając wiertła dentystycznego do polerowania przedmiotu obrabianego, należy uważać, aby nie złamać jego krawędzi.
Wideo z wykańczania łańcucha
2. Przebieg procesu dla bransoletek i naszyjników
2.1 Technologia przetwarzania bransoletek i naszyjników
2.2 Typowe rodzaje łańcuchów do ciągnięcia drutu
Popularne rodzaje bransoletek i naszyjników wykonanych metodą wire-pulling obejmują głównie następujące kategorie.
(1) Perłowy łańcuszek. Półokrągły łańcuszek z zapięciem z rowkiem do wewnątrz.
(2) Łańcuch kukurydziany. Każda sekcja przypomina kukurydzę. Zwykle trzy sekcje tworzą sznur, zmieszany z perłowymi łańcuchami, tworząc łańcuch.
(3) Łańcuszek z pojedynczym zapięciem. Każda pojedyncza pętla jest połączona w łańcuch.
(4) Łańcuch z podwójnym hakiem. Dwie nakładające się pętle tworzą każdą pojedynczą pętlę, tworząc łańcuch.
2.3 Przebieg procesu tworzenia bransoletek i naszyjników
(1) Drut ciągnący
Przeciąganie drutu oznacza przeciąganie sztabek złota w złoty drut, który spełnia specyfikacje zgodnie z wymaganiami projektowymi. Przeciąganie drutu jest pierwszym krokiem w przetwarzaniu i produkcji łańcuchów z przeciąganego drutu.
① Główne używane narzędzia. Palnik nadmuchowy, prasa, szczypce do cięcia końcówek, ciągnięcie drutu.
② Etapy procesu operacyjnego. Najpierw należy zapalić palnik, aby podgrzać sztabkę złota do czerwoności, a następnie pozwolić jej naturalnie ostygnąć; następnie należy użyć rowków dociskowych na dwóch rolkach tabletkarki, aby stopniowo rozrzedzić sztabkę złota; na koniec, gdy sztabka złota zostanie sprasowana do wymaganego rozmiaru do obróbki, jeden koniec należy zeszlifować cienko i zaokrąglić młotkiem lub pilnikiem, a następnie przepuścić przez otwór w płycie do ciągnienia drutu i stopniowo przeciągać cieńsze, aż do spełnienia wymaganych specyfikacji.
③ Środki ostrożności. Po przeciągnięciu drutu należy zmierzyć średnicę złotego drutu za pomocą suwmiarki. Nie można jej określić na podstawie specyfikacji otworów płyty do ciągnienia drutu, ponieważ otwory formy powiększą się z powodu zużycia po długotrwałym użytkowaniu, co spowoduje problemy z nadwagą po zakończeniu produkcji.
(2) Wykonywanie pierścieni
Po przeciągnięciu do drutu, następnym krokiem jest wykonanie łańcuchów zgodnie z wymaganiami przetwarzania zamówienia, a pierwszym krokiem w produkcji łańcuchów jest uformowanie złotego drutu w pojedyncze pierścienie.
① Wykonywanie pierścieni. Jeśli średnica przekroju poprzecznego złotego drutu jest mniejsza niż 1 mm, na głowicy szlifierki wiszącej można zamontować specjalny, gładki, okrągły pręt stalowy, a jeden koniec złotego drutu przymocować do głowicy szlifierki wiszącej. Uruchom szlifierkę wiszącą i poprowadź złoty drut palcami, aby nawinąć go w równe pierścienie wokół stalowego pręta.
Jeśli średnica złotego drutu jest większa niż 1 mm, należy użyć ręcznego mechanizmu nawijającego. Podobnie, jeden koniec złotego drutu jest zamocowany, a maszyna nawijająca jest obsługiwana ręcznie. W zależności od rozmiaru, instalowane są różne specyfikacje stalowych prętów, aby zapewnić równomierne owinięcie złotego drutu wokół stalowego pręta (rysunek 7-6).

Wykonywanie pierścionków z pereł. Najpierw przeciągnij złoty drut, aby spełnić określone wymagania, a następnie użyj prasy, aby go spłaszczyć. Następnie użyj szczypiec z igłą, aby zacisnąć koniec złotego drutu w płaskie półkole, wybierz otwór w płytce do rysowania, który spełnia określoną średnicę, i przeciągnij płaski drut we wklęsłe półkole (szerokość złotego elementu powinna być nieco większa niż szerokość otworu). Usuń nawinięty drut spiralny ze stalowego pręta i przytnij go zgodnie z wymaganiami produkcyjnymi.
Kształt kukurydzy jest tworzony poprzez cięcie jej na określoną długość wzdłuż przekroju, tworząc segmenty "rdzenia kukurydzy".
Inne łańcuchy są cięte prosto wzdłuż przekroju podłużnego, tworząc pojedyncze pętle.
② Środki ostrożności. Stalowy pręt używany do nawijania złotego drutu musi mieć odpowiednią specyfikację. Podczas cięcia drut powinien być cięty prosto, bez deformacji, a rozmiary wyciętych pętli muszą być jednolite.
(3) Pierścień wyboczeniowy
Zgodnie ze schematem kolejności, pierścień wyboczeniowy jest tworzony przez połączenie różnych wyciętych pierścieni w odpowiednie kształty, tworząc długi łańcuch.
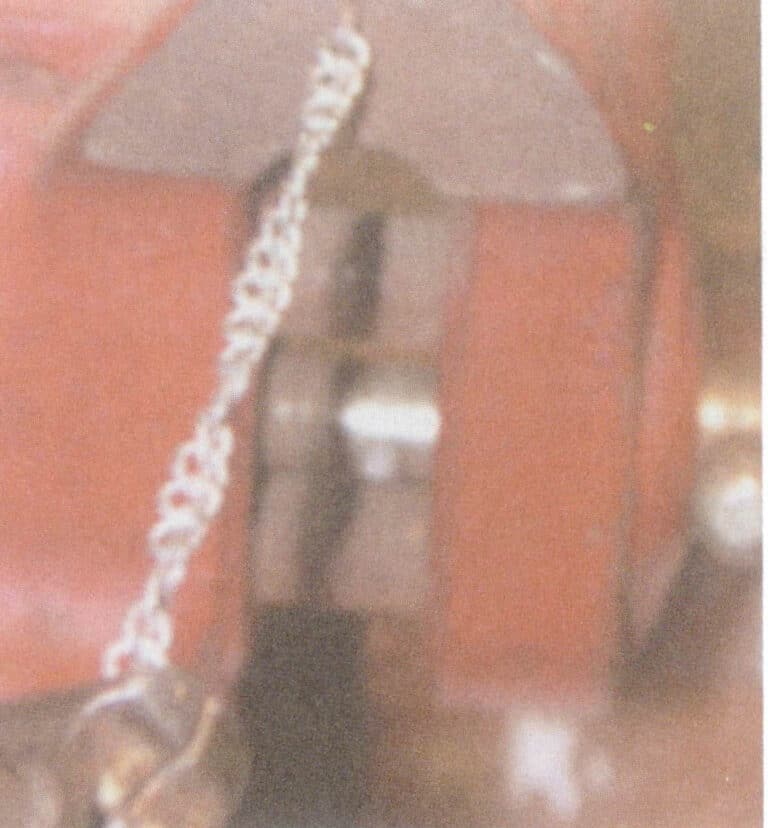
Etapy procesu obsługi. Metodą zapinania łańcuszka z pereł jest łączenie jednego pierścienia z drugim w celu utworzenia łańcuszka (rysunek 7-7); łańcuszek kukurydziany jest wykonywany poprzez pierwsze ukształtowanie złotego drutu w czterostronną piramidę na okrągłej podstawie, a następnie wypełnienie go "rdzeniami kukurydzy", zwykle grupując trzy "rdzenie" razem, a następnie mocując pierścień z perłą na górze, kontynuując w ten sposób, aż do osiągnięcia pożądanej długości; podwójny łańcuch mocujący (podwójne mocowanie) łączy dwa pierścienie, łącząc je w łańcuch.

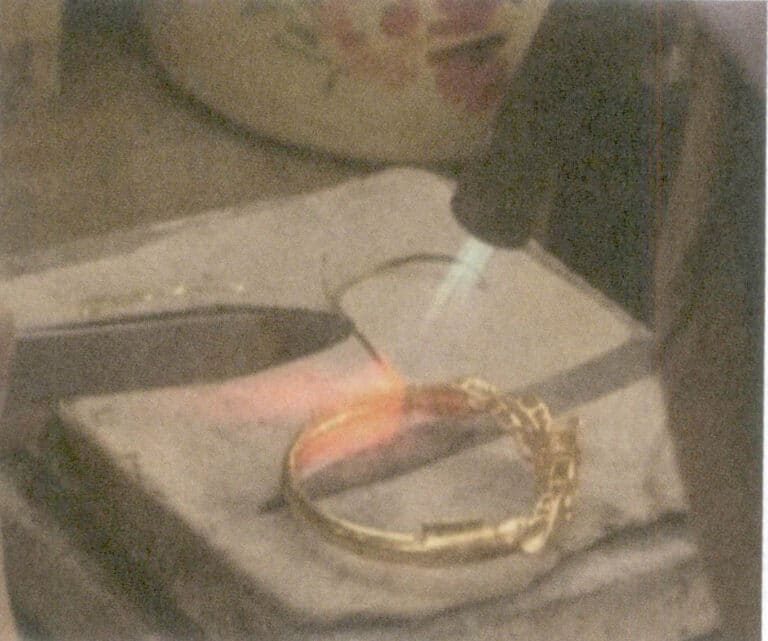
(4) Zapięcie spawalnicze
Spawanie zapięcia oznacza zespawanie otworów każdego połączonego pierścienia i okręgu tak, aby nie można ich było rozdzielić.
Etapy procesu operacyjnego.
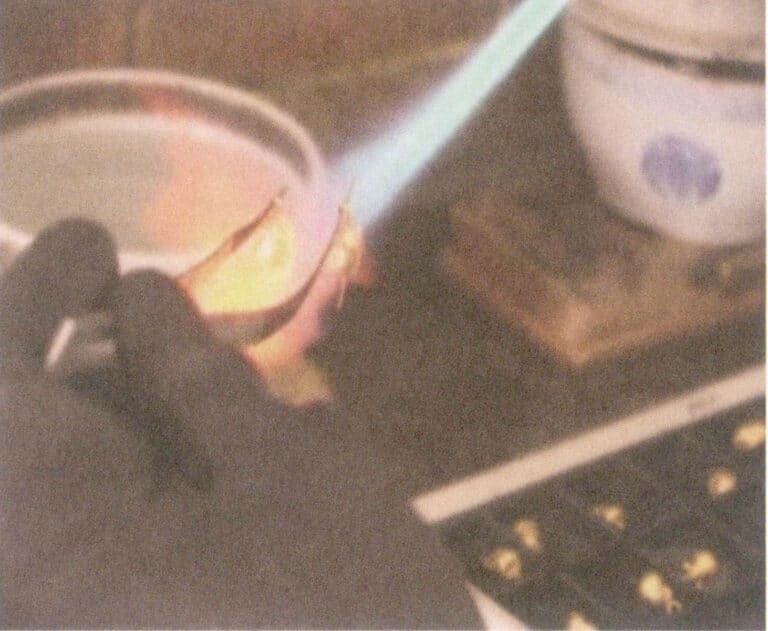
Metoda pierwsza: Zapal palnik, podgrzej otwór pierścienia, aż zmieni kolor na czerwony, użyj pęsety, aby przytrzymać drobny kawałek złota zanurzony w wodzie boraksowej i umieść go w rozgrzanym otworze; stopiony płyn spawalniczy szybko zgrzewa otwór pierścienia pod działaniem boraksu (rysunek 7-8).

Metoda 2: Użyj małej łyżeczki, aby wyjąć złoty proszek nasączony wodą boraksową i nałóż go na otwór w celu stopienia, co może również zapewnić szybki efekt spawania (ta metoda jest zwykle stosowana do spawania małych pierścieni).
Łańcuch kukurydziany musi być również solidnie przyspawany między każdym pierścieniem "rdzenia kukurydzy" oraz między "rdzeniem kukurydzy" a ramą zewnętrzną.
② Środki ostrożności. Podczas spawania należy upewnić się, że spoina jest równa, punkty spawania nie powinny być nadmierne, a szczególną uwagę należy zwrócić podczas spawania łańcucha kukurydzy.
(5) Łańcuchy skrętne
Skręcanie łańcucha oznacza skręcanie łańcucha z przyspawanym otworem pod pewnym kątem, aby zapewnić dobre i jednolite połączenia między każdym ogniwem.
① Główne używane narzędzia. Wiertarka ręczna, szczypce półokrągłe.
② Kroki procedury obsługi. Zamocuj jeden koniec łańcucha, zaczep drugi koniec na wiertarce ręcznej i pociągnij mocno i prosto; jedna osoba obraca uchwyt wiertarki ręcznej, podczas gdy druga używa szczypiec igłowych do korygowania skręconych obszarów, upewniając się, że kąty między każdym ogniwem łańcucha są spójne i dobrze połączone (Rysunek 7 - 9).
③ Środki ostrożności. Podczas skręcania i korygowania łańcucha należy to robić z umiarem. Nadmierne skręcanie lub zaciskanie może spowodować zerwanie łańcucha.
(6) Spłaszczanie
Spłaszczenie oznacza wyrównanie kąta każdego ogniwa łańcucha i wyrównanie powierzchni.
① Główne używane narzędzia. Młot, stół spawalniczy, prasa.
② Etapy procesu operacyjnego. Najpierw należy umieścić skręcony łańcuch płasko na stole spawalniczym i delikatnie uderzyć go młotkiem; następnie należy wyregulować wysokość szczeliny między rolkami maszyny prasującej zgodnie z wymaganiami produkcyjnymi i wprowadzić łańcuch do maszyny prasującej w celu walcowania (rysunek 7-10); następnie należy użyć pistoletu do podgrzewania łańcucha, który został raz sprasowany, aż zacznie świecić na czerwono, i pozwolić mu ostygnąć w naturalny sposób; na koniec należy powtórzyć powyższe kroki dla podgrzanego łańcucha.
③ Wymagania techniczne dotyczące rzemiosła. Niezależnie od sposobu ułożenia gotowego łańcucha, tak długo, jak jeden koniec jest podniesiony, reszta będzie gładko wyrównana bez zagięć lub splątania.
(7) Wzory grawerowania
Rzeźbienie wzorów oznacza grawerowanie dekoracyjnych wzorów na łańcuszku, aby poprawić wygląd biżuterii, czyniąc ją piękniejszą i bardziej wyjątkową.
① Grawerowanie firmowych wzorów. Dostosuj skalę do wymaganej szerokości wzoru. Przyklej dwustronną taśmę na kwadratowym drewnianym klocku, wyprostuj łańcuch, aby uniknąć sęków, połóż go płasko na dwustronnej taśmie i delikatnie postukaj gumowym młotkiem, aby zapewnić przyleganie łańcucha do powierzchni klejącej. Użyj pędzla zamoczonego w olejku wintergreen i równomiernie rozprowadź olejek na powierzchni łańcucha, który ma być rzeźbiony. Umieść drewniany klocek z przymocowanym łańcuchem na stole roboczym maszyny do rzeźbienia, upewniając się, że powierzchnia łańcucha jest wyrównana z nożem do rzeźbienia. Naciśnij włącznik zasilania i powoli i równomiernie popchnij drewniany klocek lewą ręką, a prawą ręką steruj dźwignią, aby przesuwać nóż do rzeźbienia w górę i w dół, umożliwiając nożowi rzeźbienie wzorów na powierzchni łańcucha (Rysunek 7-11).
② Grawerowanie wzorów krzyża. Określ używane narzędzie tokarskie w oparciu o obrabiany przedmiot i zamocuj podstawę przedmiotu obrabianego (w przypadku łańcuchów ręcznych użyj podstawy z kółkami). Przyklej taśmę dwustronną do podstawy, przymocuj łańcuch płasko do taśmy i zabezpiecz go. Ustal pozycję grawerowanego elementu i wyreguluj kąt pomiędzy nożem tnącym a podstawą. Obracaj podstawę lewą ręką, trzymając dźwignię sterującą prawą ręką, aby kontrolować kąt grawerowania i głębokość cięcia. Jeśli występuje odchylenie w pozycji grawerowania, można je wyregulować, zmieniając kąt podstawy, aby osiągnąć cel obróbki.

③ Środki ostrożności. Łańcuch musi leżeć płasko i pewnie na drewnianym klocku, aby nie poluzował się podczas grawerowania. Przed rozpoczęciem grawerowania należy naoliwić łańcuch, aby uniknąć przywierania obrabianego przedmiotu do proszku metalowego. Podczas procesu grawerowania obie ręce powinny być skoordynowane, aby kontrolować prędkość przesuwania drewnianego klocka i głębokość wzoru.
Wideo z wzorami do grawerowania
(8) Powierzchnia wypełniająca
① Główne używane narzędzia. Pilnik gruboziarnisty, pilnik gładki, klucz, przymiar.
② Kroki procedury obsługi. Wyreguluj wysokość szczeliny do segregowania w urządzeniu zgodnie z szerokością łańcucha, tak aby część łańcucha odsłonięta w szczelinie była jedyną częścią do obróbki. Po odpowiednim wyregulowaniu wysokości i głębokości łańcucha oraz szczeliny, dokręć końcowe śruby mocujące uchwytu za pomocą klucza, aby zamocować łańcuch w uchwycie. Użyj gruboziarnistego pilnika, aby spiłować wystającą krawędź łańcucha w uchwycie, a następnie użyj gładkiego pilnika, aby wypolerować krawędź, która została spiłowana gruboziarnistym pilnikiem. Po wykończeniu jednej krawędzi łańcucha, spiłuj drugą krawędź. Gdy jedna krawędź łańcucha jest gotowa, głębokość szczeliny uchwytu jest teraz równa szerokości łańcucha, w którym to momencie wysokość uchwytu powinna zostać dostosowana do wymaganej wysokości do obróbki łańcucha. Po obrobieniu obu stron łańcucha, użyj szczotki, aby zmieść pozostały proszek metalowy, a następnie przejdź do procesu polerowania tarczy.
③ Środki ostrożności. Należy ściśle przestrzegać wymagań dotyczących limitu wagi określonych w zamówieniu. Nałóż kredę na gruboziarniste i gładkie pilniki, aby zapobiec przywieraniu proszku metalowego do pilników i zminimalizować zużycie metalu tak bardzo, jak to możliwe. Należy dążyć do ogólnego wygładzenia łańcucha i nie nadawać mu wklęsłego lub wypukłego kształtu.
(9) Montaż zapięcia
Montaż zapięcia oznacza przymocowanie zapięcia łańcuszka do łańcuszka. Zapięcie łańcuszka jest urządzeniem otwierającym i zamykającym bransoletki lub naszyjniki i jest kluczowym elementem zapewniającym wygodę noszenia i zdejmowania każdego łańcuszka.
① Klasyfikacja zapięć łańcuszkowych. Obejmuje: typu W (zwykle używane do naszyjników), typu S (zwykle używane do bransoletek), typu gwintowanego, typu zamka itp.
② Etapy procesu operacyjnego. Przytnij przetworzony długi łańcuch do długości wymaganej w zleceniu przetwarzania. Zamontuj zapięcie na jednym końcu łańcucha (Rysunek 7-12), a następnie użyj palnika do jego przyspawania. Należy upewnić się, że końce łańcucha zapinają się elastycznie, co ułatwia jego zakładanie i zdejmowanie.
Późniejsze procesy łańcucha linkowego, takie jak szlifowanie, mycie kwasem, polerowanie itp. są podobne do operacji opisanych powyżej.
Montaż zapięcia wideo
Bransoletka i naszyjnik - wideo rzemieślnicze
Copywrite @ Sobling.Jewelry - Producent biżuterii na zamówienie, fabryka biżuterii OEM i ODM
Sekcja II Proces zapinania bransoletek z czystego złota
1. Proces zaciskania bransoletek z czystego złota
Przebieg procesu zaciskania bransoletki z czystego złota obejmuje: piłowanie wlewu → zaciskanie bransoletki → spawanie płyty bazowej → spawanie rurki kalibracyjnej → piłowanie rurki → spawanie języka bransoletki → piłowanie pozycji obsługi ręcznej → regulacja → kształtowanie → wykańczanie pilnika → spawanie systemu dokręcania w kształcie "8".
Powyżej przedstawiono ogólny przebieg procesu zaciskania bransoletki z czystego złota; w przypadku specjalnych rodzajów bransoletek z pełnego złota przebieg procesu może się różnić w zależności od stylu.
2. Procedura operacyjna
2.1 Wypełnianie wlewu
2.2 Bransoletka zaciskowa
Bransoletka zaciskowa jest wykonywana poprzez wylanie półfabrykatu bransoletki w owalny kształt, umożliwiając jej dokładne dopasowanie do nadgarstka.
(1) Główne narzędzia i materiały
Główne używane narzędzia obejmują zestaw kombinowanych narzędzi spawalniczych, płytki spawalnicze, naczynie z boraksem, zaciski spawalnicze, ramę piły, szczypce igłowe, wiertło rdzeniowe do bransoletek i blat do bransoletek. Główne używane materiały to boraks, drut spawalniczy i arkusze spawalnicze.
(2) Etapy procesu operacyjnego
① W przypadku bransoletek jednoczęściowych należy rozróżnić część wierzchnią bransolety od podstawy bransolety i sprawdzić, czy nie występują problemy z jakością odlewów bransoletek (takie jak pęknięcia, rowki itp.).
② Połącz ze sobą wierzch bransoletki i podstawę, a następnie użyj stalowej linijki, aby zmierzyć, czy rozmiar bransoletki spełnia wymagania dotyczące rozmiaru określone w zamówieniu.
③ Zacisnąć jedną stronę bransoletki na bloku spawalniczym za pomocą zacisku spawalniczego i spawać punktowo w otworze strony bransoletki, a następnie podnieść podstawę bransoletki i wyrównać ją ze stroną bransoletki, używając palnika do bezpiecznego zespawania podstawy i strony.
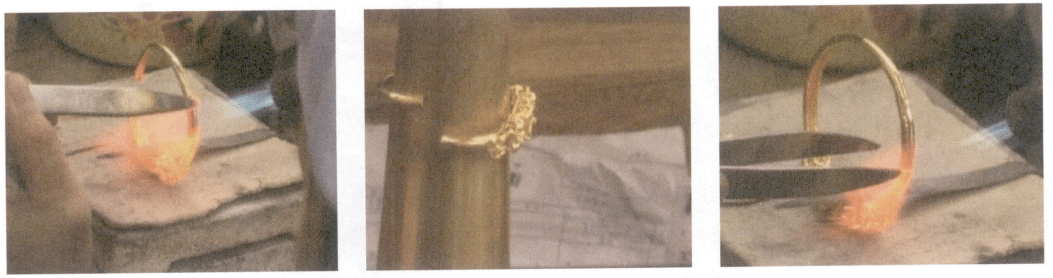
④ Ukształtować jarzmo ręczne, które zostało przyspawane z jednej strony do cylindra jarzma, tak aby jarzmo ręczne stało się kompletne poprzez kształtowanie (Rysunek 7-13).
⑤ Zmierz ponownie całkowity rozmiar bransoletki za pomocą stalowej linijki, aby sprawdzić, czy spełnia ona standardowe wymagania.
(3) Uwagi
① Tarcza i spód bransolety nie mogą być niedopasowane; spawanie tarczy i spodu bransolety musi być równe i regularne, bez niewspółosiowości.
② Unikaj używania nadmiernej siły do uderzania podczas kształtowania, ponieważ może to spowodować ślady na powierzchni bransoletki, utrudniając jej wykończenie i spiłowanie.
Wideo z procesu zaciskania bransoletki
2.3 Spawana płyta nośna
Spawana płyta nośna służy do przetwarzania i produkcji skrzynki na język bransoletki.
(1) Główne używane narzędzia
Pistolet do przedmuchiwania, pęseta, zacisk spawalniczy, wiertło koronowe do bransoletek.
(2) Etapy procesu operacyjnego
① Wybierz odpowiednią płytkę bazową z litego złota zgodnie z rozmiarem bransoletki, zmiękcz ją, wygnij w łuk zgodnie z krzywizną wiertła bransoletki i użyj pilnika, aby ją wyregulować, upewniając się, że długość płytki bazowej pasuje do wklęsłej pozycji rurki bransoletki i ściśle przylega.
② Użyj zacisku spawalniczego, aby przytrzymać bransoletę poziomo, umieść płytę bazową prawidłowo, lekko przyspawaj punkt na końcu płyty bazowej w celu pozycjonowania, a następnie zdejmij bransoletę z zacisku spawalniczego, połóż ją płasko na płytce spawalniczej i użyj narzędzi spawalniczych do spawania wzdłuż płyty bazowej, aż do całkowitego zespawania (Rysunek 7-14).

2.4 Spawanie wału obrotowego
Rurka spawalnicza łączy powierzchnię i spód bransoletki, umożliwiając jej elastyczne otwieranie i zamykanie po otwarciu.
(1) Główne używane narzędzia
Pistolet do przedmuchiwania, pęseta, płytka lutownicza, drut lutowniczy, boraks, szczypce igłowe, pilnik szczurzy.
(2) Etapy procesu operacyjnego
① Przygotuj odpowiednią parę rurek obrotowych, zapewniając dobre dopasowanie do bransoletki i nałóż pastę do zębów na rękawy, aby zapobiec ich zgrzaniu.
② Użyj łuku piły, aby wyciąć kwadratowy otwór nieco mniejszy niż zewnętrzna średnica rurki kalibracyjnej wzdłuż oryginalnej linii spawania, a następnie użyj pilnika szczurzego, aby ukształtować kwadratowy otwór tak, aby pasował do rurki, wypełniając go podczas pomiaru względem rurki kalibracyjnej, aby zapewnić dokładne dopasowanie.
③ Umieść parę obrotowych rurek na środku pozycji kalibracji bransoletki, tak aby rurka kalibracyjna leżała płasko, a jej górna część była równoległa do powierzchni bransoletki.
④ Użyj zacisku spawalniczego, aby przytrzymać powierzchnię bransoletki i użyj zgrzewania punktowego, aby bezpiecznie zespawać punkt styku między rurą a bransoletką (Rysunek 7-15).
Rysunek 7-15 Spawanie rurki kalibracyjnej
(3) Uwagi
Dwie połówki bransoletki nie mogą być źle wyrównane (zaciśnięte). Rura jest podatna na krzywe piłowanie, przepiłowywanie lub opiłowywanie, dlatego należy zachować szczególną ostrożność. Ponadto podczas spawania punktowego należy uważać, aby płyn spawalniczy nie przedostał się do rurki; w przeciwnym razie spowoduje to zablokowanie rurki i konieczność ponownej obróbki.
2.5 Cięcie rurki
Przecięcie rurki oznacza, że spawana rurka bransoletki może się swobodnie otwierać i zamykać.
(1) Główne używane narzędzia
Piła kabłąkowa (piła kabłąkowa).
(2) Etapy procesu operacyjnego
Zwolnij kabłąk piły i brzeszczot, włóż je do wewnętrznego okręgu bransolety, a następnie dokręć kabłąk piły i otwórz punkt zgrzewania po stronie z rurką kalibracyjną wzdłuż szczeliny, w której połączone są dwie połówki bransolety (Rysunek 7-16).
(3) Uwagi
Podczas piłowania bransoletki należy uważać, aby widzieć wzdłuż szczeliny, w której połączone są dwie połówki bransoletki; w przeciwnym razie bransoletka może nie otwierać się ani nie zamykać prawidłowo, co sprawi, że wcześniejsze wysiłki okażą się daremne.
2.6 Spawanie języka bransoletki
Język bransoletki jest ważnym urządzeniem do otwierania i zamykania złotej bransoletki.
(1) Główne używane narzędzia
Palniki nadmuchowe, pęsety, płytki spawalnicze, drut spawalniczy, boraks, szczypce z ostrymi końcami i pilniki szczurze.
(2) Etapy procesu operacyjnego
① Wybierz odpowiedni język bransoletki, odtwarzając znak słowny "900", z grubym pilnikiem, który zostanie spiłowany w trapez.
② Wyżarzanie języka bransoletki, za pomocą szczypiec zakrzywionych łukiem, a następnie spiłuj trochę przycinania, długi koniec bransoletki w dolnej części skrzynki języka bransoletki i zgrzewanie punktowe zostanie zamocowane język bransoletki, a następnie język bransoletki i dolna część bransoletki stykają się z bitem, pod spawaniem, aby całkowicie solidne (wystająca część 5 ~ 6 mm, Rysunek 7-17).
③ Użyj obu rąk, aby ścisnąć bransoletkę po obu stronach i sprawdzić, czy język bransoletki może płynnie wsunąć się do pudełka języka bransoletki (po włożeniu język bransoletki powinien być całkowicie niewidoczny z zewnątrz).

2.7 Przycisk ręcznej obsługi piłowania
Przycisk obsługi ręcznej został zaprojektowany tak, aby ułatwić otwieranie i zamykanie bransoletki, zapewniając jednocześnie dokładne ustawienie i szczelne połączenie obu części.
(1) Główne używane narzędzia
Piła kabłąkowa, mały pilnik, przecinak do śrub, szlifierka wisząca, wiertło dentystyczne.
(2) Etapy procesu operacyjnego
Włóż język bransolety do skrzynki języka bransolety, a następnie użyj łuku piły, aby piłować w dół w odległości 3 ~ 4 mm od interfejsu. Po osiągnięciu połowy wysokości płyty bramy, obróć się o 90° w kierunku i kontynuuj piłowanie, aż osiągniesz środkową pozycję między języczkami bransoletki, w którym to momencie pozycja przycisku jest gotowa. Następnie przyspawaj odpowiedni przycisk w pozycji przycisku.
(3) Uwagi
Podczas piłowania ręcznego należy zwrócić szczególną uwagę na to, aby pozycja piły była prawidłowa w celu łatwego zgrzewania dekoracji szwu.
2.8 Regulacja
Regulacja zapewnia, że dwie części bransoletki są dokładnie ustawione, ściśle połączone i spełniają wymagania dotyczące elastycznego i płynnego otwierania i zamykania.
(1) Główne używane narzędzia
Piła kabłąkowa, mały pilnik, obcinaki do śrub, szlifierka wisząca, wiertło dentystyczne.
(2) Etapy procesu operacyjnego
① Użyj małego pilnika, aby przyciąć język bransoletki i użyj wiertła dentystycznego, aby oczyścić żużel spawalniczy i złote koraliki wewnątrz pudełka języka bransoletki, upewniając się, że pudełko jest kwadratowe.
② Na polu języka bransolety na powierzchni bransolety zauważyłem równoległą linię w odległości około 1 mm od krawędzi pola języka bransolety, o głębokości 0,5 mm.
③ Włóż język bransoletki do pudełka na język bransoletki, łącząc obie części bransoletki, a następnie podążaj za rowkiem, który został początkowo przepiłowany, używając piły do przesuwania się w dół rowka, lekko zarysowując język bransoletki, aby pozostawić płytki rowek (rowek służy jako punkt pozycjonowania zapięcia bransoletki).
④ Wybierz odpowiedni kawałek metalu jako zapięcie, zamontuj go w wyciętym otworze i przyspawaj po odcięciu nadmiaru.
(3) Uwagi
Po wykonaniu wszystkich czynności, język bransoletki powinien zostać włożony do pudełka w celu przetestowania. Po włożeniu języka bransoletki do pudełka powinien być słyszalny wyraźny dźwięk "kliknięcia", wskazujący, że dopasowanie między językiem bransoletki a pudełkiem jest prawidłowe; w przeciwnym razie należy dokonać regulacji.
2.9 Kształtowanie
Kształtowanie polega na radzeniu sobie z wszelkimi odkształceniami, które mogą wystąpić podczas produkcji, poprzez szereg procedur, zapewniając, że produkt końcowy w pełni spełnia normy.
(1) Główne używane narzędzia
Młotek, wiertło do bransolet, kowadełko, pilnik zgrubny, pilnik gładki, nakładka do bransolet.
(2) Etapy procesu operacyjnego
① Umieść jedną stronę bransoletki na kowadle i delikatnie zanituj odsłoniętą linię małym młotkiem, kształtując ją w nit; powtórz tę samą operację po drugiej stronie.
② Po złożeniu bransoletki umieść ją na rdzeniu wiertła do bransoletek i dociśnij, aby upewnić się, że idealnie pasuje do rdzenia, tworząc standardowy kształt bransoletki.
2.10 Wykańczanie plików
Wykończenie pilnikiem usuwa ślady pozostawione na powierzchni przedmiotu obrabianego podczas obróbki, dzięki czemu bransoleta jest bardziej kompletna i estetyczna.
(1) Główne używane narzędzia
Duży plik, średni plik.
(2) Etapy procesu operacyjnego
Użyj dużego pilnika, aby z grubsza spłaszczyć obrabiany przedmiot, a następnie użyj średniego pilnika, aby go wykończyć, dzięki czemu bransoletka będzie ogólnie gładka.
(3) Uwagi
Podczas piłowania ważne jest, aby kontrolować siłę i kierunek dłoni, unikając kontaktu z obszarami, które nie wymagają piłowania. Używając pilnika do obróbki wykańczającej, należy go stosować odpowiednio do kształtu i krzywizny przedmiotu obrabianego; w przypadku płaskich przedmiotów obrabianych, pilnik powinien być płaski, prosty i prawdziwy, podczas gdy w przypadku zakrzywionych przedmiotów obrabianych, pilnik powinien podążać łukiem w górę od dołu do góry.
2.11 Spawanie systemu dokręcania w kształcie litery "8"
System zgrzewania w kształcie litery "8" mocniej łączy dwie części bransoletki, zapobiegając jej spadaniu.
(1) Główne używane narzędzia
Pistolet do przedmuchiwania, boraks, pęseta, szczypce półokrągłe, drut spawalniczy.
(2) Etapy procesu operacyjnego
① Przyjmij punkt połączenia dwóch sekcji jarzma z pozycjonowaniem języka bransoletki jako linię środkową i przyspawaj złoty koralik z każdej strony w pozycji 3〜4 mm w kierunku powierzchni bransoletki. Wywierć otwór przelotowy 0,6 mm w złotym koraliku z boku, upewniając się, że średnica otworu jest równoległa do boku bransoletki.
② Użyj 92 złotego drutu (∅0,5 mm x 32 mm), aby przejść przez otwór przelotowy złotego koralika, a następnie złóż go na pół. Dwa końce drutu spotkają się i nałożą na siebie na drugim końcu złotego koralika, a następnie pistolet do przedmuchiwania połączy oba końce drutu.
③ Odetnij nadmiar złotego drutu i użyj szczypiec półokrągłych, aby zacisnąć go w kształt litery "8" między dwoma koralikami.
(3) Uwagi
Szczelność kształtu "8" powinna być odpowiednia; jeśli jest zbyt ciasny, może pęknąć z powodu długotrwałego tarcia, a jeśli jest zbyt luźny, nie będzie spełniał swojej funkcji. W związku z tym powinny one pasować do siebie z niewielką siłą podczas zapinania.
Sekcja III Kunsztowne pierścionki, wisiorki i kolczyki z czystego złota
1. Proces zapinania złotych pierścionków, wisiorków i kolczyków
2. Spawanie szpilek do uszu, kabłąków i pierścieni połączeniowych
Sztyfty są niezbędnym elementem kolczyków. Ze względu na trudności w bezpośrednim odlewaniu, muszą być one przyspawane po odlaniu. Szpilki i kółka do zawieszania są ważnymi elementami do zawieszania wisiorków, które są również przyspawane później. Procedury operacyjne są następujące.
(1) Główne używane narzędzia i materiały
Główne używane narzędzia to kombinowane narzędzia spawalnicze, naczynie z boraksem, zaciski spawalnicze i płytki spawalnicze. Materiały obejmują boraks, szpilki do uszu o odpowiednim rozmiarze, kausze, pierścienie zabezpieczające i drut spawalniczy.
(2) Etapy procesu operacyjnego
① Umieść dobrze ukształtowane i dopasowane kolczyki na płytce lutowniczej i włóż prawidłowo szpilki.
② Trzymaj zapalony palnik w lewej ręce, użyj zacisku spawalniczego, aby przytrzymać drut spawalniczy do spawania punktowego, aż otwór na ucho zostanie wypełniony w około 2/3, a następnie nałóż niewielką ilość boraksu w miejscu otworu na ucho, wypalając go palnikiem, aż do całkowitego zespawania.
③ Podczas spawania kabłąków i pierścieni zabezpieczających należy najpierw spawać kabłąki, a następnie zabezpieczyć pierścienie zabezpieczające przed przystąpieniem do spawania punktowego, upewniając się, że punkty spawania są gładkie i nie rozchodzą się.
(3) Uwagi
(1) Podczas spawania kołków usznych należy zwrócić szczególną uwagę na kontrolowanie wielkości i siły płomienia i nie może to spowodować stopienia i skrócenia kołków usznych (ponieważ drut spawalniczy ma czystość 95%, podczas gdy kołki uszne mają czystość 92%).
(2) Punkty zgrzewania powinny być jednolite podczas zgrzewania punktowego w otworze ucha.
(3) Podczas spawania kabłąków i pierścieni zabezpieczających, jeśli punkt spawania jest zbyt duży, należy go naprawić i wypolerować, aby był gładki i równy.
Proces zaciskania wiszącego wideo
Sekcja IV Procesy pomocnicze w produkcji biżuterii z czystego złota
1. Polerowanie papierem ściernym
Polerowanie papierem ściernym służy do usuwania śladów, które mogą pozostać podczas procesu wykańczania i kształtowania, dzięki czemu powierzchnia przedmiotu obrabianego jest gładsza i bardziej wypolerowana.
(1) Główne używane narzędzia
Szlifierka wisząca, rolki papieru ściernego (stożkowe, okrągłe), tarcze papieru ściernego, wiertła stalowe, zużyte wiertła dentystyczne.
(2) Etapy procesu operacyjnego
① Zamontować zwinięty papier ścierny na wiszącej głowicy szlifierki i wypolerować wymagane części przedmiotu obrabianego (Rysunek 7-18).
② Przeszlifować pierścień wewnętrzny za pomocą tarczy z papierem ściernym.
Wideo z polerowania papierem ściernym
2. Błyszczące wykończenie przypominające piasek
Wykończenie przypominające iskrzący piasek odnosi się do tworzenia kropkowanej sieci na powierzchni przedmiotu obrabianego w wymaganych miejscach projektu, prezentując nierówny i teksturowany wygląd oraz wzmacniając trójwymiarowy efekt przedmiotu obrabianego.
(1) Główne używane narzędzia
Szlifierka wisząca, wiertło diamentowe, proca.
(2) Etapy procesu operacyjnego
① Przytrzymaj obrabiany przedmiot lewą ręką, chwyć wiertło prawą ręką, wyceluj w obszar, który ma zostać wykończony, i wierć, wykonując uporządkowane, punktowe ruchy, tworząc siatkę punktów na obrabianym obszarze (Rysunek 7-19).
② Sprawdź, czy nierówności siatki są uporządkowane oraz czy głębokość i płytkość są odpowiednie, a następnie dokonaj niezbędnych regulacji.
(3) Uwagi
① Przyłożenie siły w sposób równomierny i umiarkowany, z rozmieszczeniem siatki, która jest uporządkowana i spójna pod względem głębokości.
② Nie uszkodzić nieobrobionej powierzchni.
③ Nie powodować znacznego odkształcenia przedmiotu obrabianego.
3. Zanurzanie w kwasie
Zanurzanie w kwasie ma na celu usunięcie plam i plam z powierzchni przedmiotu obrabianego, ułatwiając jego polerowanie poprzez obróbkę kwasem. Nadaje się do różnych rodzajów biżuterii, które wymagają obróbki.
(1) Główne używane narzędzia
Główne używane narzędzia to lampa lutownicza, długi zacisk spawalniczy, cegła spawalnicza, zapalniczka, pojemnik Corning (kwasoodporny i odporny na korozję pojemnik powszechnie używany do przechowywania kwasu siarkowego, kwasu solnego itp. Materiał to roztwór kwasu solnego 36% 〜38%.
(2) Etapy procesu operacyjnego
① Ułóż elementy na cegle spawalniczej, użyj zapalniczki, aby zapalić palnik, użyj palnika, aby spalić elementy na cegle spawalniczej na czerwono, a następnie umieść je w naczyniu wypełnionym kwasem w celu namoczenia (Rysunek 7-20).
② Gdy obrabiany przedmiot znajduje się w naczyniu z roztworem, będzie się w nim wytwarzać dużo piany, aż do automatycznego zniknięcia naczynia z pianą; można wyjąć obrabiany przedmiot w celu wyczyszczenia.
③ Po zakończeniu pracy roztwór kwasu powinien zostać zapakowany do specjalnego wiadra i zwrócony do magazynu warsztatowego w celu przechowania.
(3) Uwagi
W razie przypadkowego zachlapania skóry kwasem solnym podczas pracy, nie należy spłukiwać go wodą, lecz użyć papierowego ręcznika lub suchej szmatki do wchłonięcia kwasu ze skóry, a następnie spłukać wodą.
Zanurzanie w kwasie Wideo
4. Piaskowanie
Piaskowanie to proces tworzenia powierzchni piasku na obrabianym przedmiocie zgodnie z wymaganiami projektowymi, co daje efekt miękkiego i chropowatego kontrastu na powierzchni obrabianego przedmiotu.
(1) Główne używane narzędzia
Głównym używanym sprzętem jest maszyna do piaskowania. Maszyny do piaskowania dzielą się na dwa rodzaje: piaskowanie na mokro i piaskowanie na sucho. Piaskowanie na mokro można podzielić na duże i małe maszyny do piaskowania. Podczas obsługi dużej maszyny do piaskowania i maszyny do piaskowania na sucho wystarczy trzymać obrabiany przedmiot obiema rękami i wyrównać obszar do piaskowania ze stałą dyszą do piaskowania na maszynie. Wybór między piaskowaniem na sucho i na mokro powinien być określony na podstawie wymagań zlecenia obróbki. Poniżej przedstawiono metodę obsługi małej maszyny do piaskowania na mokro. Trzy typy maszyn do piaskowania mają takie same metody i procedury obsługi.
(2) Etapy procesu operacyjnego
① Odłącz zasilanie piaskarki, otwórz pokrywę piaskarki i dodaj piasek nr 0 (piasek drobny) lub nr 2 (piasek gruboziarnisty) zgodnie z wymaganiami procesu. Ilość dodawanego piasku nie może przekraczać linii zaznaczonej na skali; w przeciwnym razie zablokuje on przewód piaskowy. Po dodaniu piasku należy dokręcić pokrywę i włączyć zasilanie.
② Wyregulować ciśnienie powietrza w piaskarce; zapotrzebowanie na czyste złoto wynosi 6 atmosfer.
③ Przytrzymać obrabiany element lewą ręką, chwycić dyszę do piaskowania prawą ręką i nacisnąć pedał, aby wcisnąć przełącznik punktowy, zamknąć dyszę i skierować ją na obrabiany element, równomiernie rozpylając piasek (Rysunek 7-21).
④ Wypłukać piaskowany element wodą z kranu, a następnie wysuszyć suszarką do włosów.
(3) Uwagi
① Po dodaniu piasku, przed włączeniem zasilania należy sprawdzić, czy przewody wody i piaskowania są prawidłowo podłączone.
② Ciśnienie powietrza nie powinno być zbyt wysokie ani zbyt niskie; zbyt wysokie ciśnienie powietrza może powodować powstawanie otworów piaskowych w obrabianym przedmiocie, natomiast zbyt niskie ciśnienie utrudnia uzyskanie efektu piaskowania.
③ Jeśli po piaskowaniu pojawią się dziury, należy je niezwłocznie naprawić.

Wideo z piaskowania
5. Polerowanie piaskiem nylonowym
Polerowanie nylonowym piaskiem ściernym odnosi się do tworzenia nitkowatych linii na powierzchni obrabianego przedmiotu.
(1) Główne używane narzędzia
Szlifierka wisząca, nylonowa tarcza szlifierska (Rysunek 7-22).
(2) Etapy procesu operacyjnego
① Zamontować nylonową tarczę szlifierską na stożkowym gwintowanym wale szlifierki i włączyć oświetlenie oraz przełącznik zasilania szlifierki.
② Przytrzymać obrabiany przedmiot obiema rękami, docisnąć obrabiany obszar do obracającej się z dużą prędkością nylonowej ściernicy, przesuwać w przód i w tył w linii prostej i obracać lub szlifować elastycznie (Rysunek 7-23).
③ Po wypolerowaniu przedmiotu obrabianego w celu spełnienia wymagań projektowych należy zapewnić odpowiednie czyszczenie i odzyskiwanie proszku metalu.
(3) Uwagi
① Element obrabiany nie może być zdeformowany, mieć rowków ani być zbyt cienki.
② Linie powinny być wyraźne, jednolite i gładkie.
③ Podczas polerowania obrabiany przedmiot powinien poruszać się w linii prostej, unikając przechylania lub kołysania na boki, co może prowadzić do krzywych linii.
④ Jeśli obrabiany przedmiot jest zbyt mały, należy zachować ostrożność, aby zapobiec jego ześlizgnięciu się podczas szlifowania.
Rysunek 7-22 Nylonowa tarcza polerska
Rysunek 7 - 23 Polerowanie piaskiem nylonowym
Sekcja V Proces polerowania biżuterii z czystego złota
Proces polerowania (znany również jako rozjaśnianie) biżuterii z czystego złota polega na polerowaniu linii, krawędzi lub innych wymagań projektowych przedmiotu obrabianego, aby jego powierzchnia była bardziej błyszcząca. Nadaje się do różnych przedmiotów z wymaganiami przetwarzania.
(1) Główne używane narzędzia
Agatowy nóż do polerowania, stalowy dociskacz.
(2) Etapy procesu operacyjnego
① Użyj stalowego dociskacza (rodzaj stożkowego stalowego pręta), aby przetoczyć się tam i z powrotem po obszarze przedmiotu obrabianego, który wymaga obróbki, aż stanie się gładki i błyszczący (Rysunek 7-24).
② Podczas prasowania stali należy używać szczoteczki do zębów zanurzonej w ekstrakcie z drzewnych oczu (owoc drzewa mydlanego, które ma wgłębienie przypominające drewniane oko; stąd w Guangzhou nazywa się je drzewem drzewnych oczu. Moczenie go w wodzie może wytworzyć pianę podobną do mydła, która może być używana do mycia rąk i ubrań), aby wytrzeć prasowany przedmiot. Może to pomóc usunąć plamy oleju lub inne zanieczyszczenia, które przylegają do obrabianego przedmiotu podczas obróbki. Jego działanie jest podobne do detergentu, ale ekstrakt z drewna nie uszkadza skóry pracowników nawet przy długotrwałym stosowaniu.
③ Użyj agatowego noża do polerowania, aby powtórzyć obszary wyprasowane stalą, dzięki czemu obrabiany przedmiot będzie bardziej wypolerowany i błyszczący, emanując duchową aurą (rysunek 7-25).

Rysunek 7-24 Rozjaśnianie dociskacza stalowego
Rysunek 7-25 Rozjaśnianie noża do polerowania agatu
Wideo z polerowania czystego złota