Co należy wiedzieć o pozłacaniu i stopach złota?
Kompletny przewodnik po technikach pozłacania i rozwiązaniach dla biżuterii
Wprowadzenie:
Jakie są różne rodzaje roztworów do powlekania złotem i ich właściwości? Jak można wykorzystać różne związki złota do powlekania galwanicznego? Dlaczego warto wybrać cienkie lub grube złocenie do swoich projektów? Ten kompleksowy przewodnik obejmuje wszystko, od podstaw roztworów do złocenia, w tym opcji kwasowych, neutralnych i bezcyjankowych, po szczegółowe procesy cienkiego i grubego złocenia. Poznaj historię i nowoczesne techniki stosowane w branży, idealne dla producentów biżuterii, projektantów i sprzedawców detalicznych, którzy chcą wzbogacić swoje produkty o trwałe i piękne złote wykończenia.
Klasyfikacja roztworów do powlekania złotem
Spis treści
Sekcja I Przegląd
W 1800 roku profesor Lugi V. Brougnatell z Włoch wynalazł technikę złocenia. W ciągu następnych ponad 100 lat galwanizacja niklem, miedzią i mosiądzem była popularna w Europie, a tylko kilka fabryk galwanicznych wykonywało złocenie zegarków, ozdób osobistych i metalowych zastaw stołowych, aby zaspokoić potrzeby kilku zamożnych osób. Tymczasem w Stanach Zjednoczonych główny nacisk kładziono na złocenie związane z obróbką kamieni szlachetnych.
W 1913 roku Frary stworzył stosunkowo kompleksowy system galwanizacji złota, będąc pionierem nowoczesnej galwanizacji.
W 1950 r. firma E.C. Rinker jako pierwsza opracowała technologię powlekania jasnym złotem poprzez dodanie śladowych ilości srebra do roztworów do powlekania złotem.
Następnie opracowano i szeroko zastosowano kwaśne roztwory do powlekania złotem na bazie kwasów organicznych.
W 1952 r. E.A. Parker był pionierem w stosowaniu cyjanku złota (I) potasu i poinformował, że dodanie słabych kwasów organicznych (takich jak kwas cytrynowy, kwas winowy itp.) do roztworów galwanicznych cyjanku złota (I) potasu częściowo zneutralizowanych alkalicznymi solami amonowymi może utrzymać stabilność roztworu galwanicznego przy pH = 3.
W 1959 roku E.C. Rinker ujawnił technologię kwaśnego powlekania złotem w zakresie pH 3~5.
Później technologia galwanizacji złota została poddana bardziej rozległym i dogłębnym badaniom, w tym zasadom osadzania i analizie właściwości fizykochemicznych.
Wraz z rosnącym zapotrzebowaniem na nowoczesną produkcję przemysłową, wiele stosowanych technologii pozłacania dojrzało i stało się praktycznych.
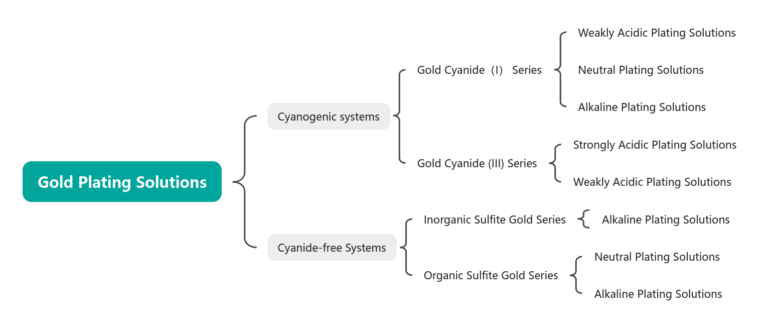
1. Rodzaje i charakterystyka roztworów do powlekania złotem
Tabela 1-1 Klasyfikacja roztworów do powlekania złotem
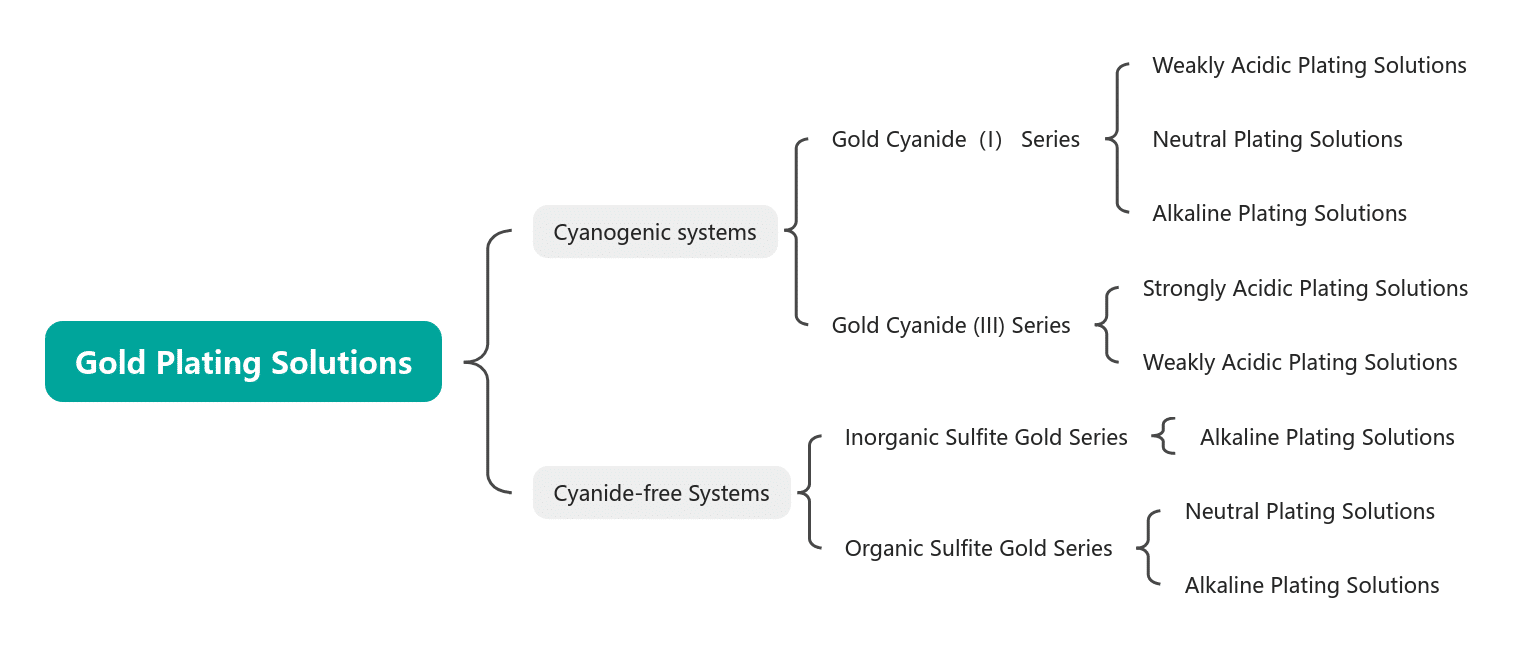
Tabela 1-2 Charakterystyka różnych typów roztworów do powlekania złotem
| Roztwór galwaniczny | Złoty ligand | Kwasowość i zasadowość | pH | Wygląd | Urządzenie |
|---|---|---|---|---|---|
| Kwaśne złocenie Twarde złocenie | KAu(CN)2 | Słabo kwaśny | 3~5 | Połysk | Złącza, styki, zaciski, części dekoracyjne |
| Neutralne pozłacanie Miękkie złocenie Platerowanie czystym złotem | KAu(CN)2 | Neutralny | 6~9 | Bez połysku | Płytka drukowana, półprzewodnikowa |
| Pozłacanie cyjankiem | KAu(CN)2 | Zasadowy | 10~13 | Połysk | Części dekoracyjne |
| Pozłacanie bez użycia cyjanku | Na3Au(SO3)2 | Neutralny | 6〜8 | Bez połysku | Złote wzory obwodów, płytki drukowane |
| Zasadowy | 8~12 | Połysk |
2. Związki złota używane do złocenia
Złoto ma wiele stanów walencyjnych, wśród których związki o wartościowości +3 są najbardziej stabilne, a następnie związki o wartościowości +2, podczas gdy związki o wartościowości +5 łatwo się rozkładają. Złoto(I) w roztworze wodnym ma kilka stabilnych ligandów, takich jak typowe sole koordynacyjne kwasu dihalogenoazotanowego(I), sole koordynacyjne dicyjanoazotanu, tiosiarczanowe sole kwasu złota(I) itp.28. W związku z tym związki złota(I) i złota(III) są używane najczęściej i są najbardziej powszechne, podczas gdy związki złota(II) i złota(V) są również coraz lepiej rozumiane i stosowane.
Jak dotąd, cyjanek złota(I) potasu jest najczęściej stosowaną solą do złocenia. Cyjanek złota(III) potasu i roztwory siarczynu złota(I) sodu były częściej stosowane w ostatnich latach.
1.1 Cyjanek złota(I) potasu, KAu(CN)2 (zwany dalej cyjankiem złota potasowego)
(1) Względna masa cząsteczkowa masa: 288,10. Metody przygotowania obejmują metody chemiczne i metody elektrolizy.
(2) Właściwości: Cyjanek złota potasowego przygotowany tą metodą jest bezbarwnym krystalicznym związkiem, łatwo rozpuszczalnym w wodzie, słabo rozpuszczalnym w etanolu i nierozpuszczalnym w acetonie i heksadekanolu. Łatwo rozkłada się po podgrzaniu w warunkach kwaśnych, jest stabilny na światło w powietrzu, a jego stabilność jest znacznie wyższa niż w przypadku podobnych ligandów cyjankowych miedzi i srebra.
(3) Metody przygotowania
① Metoda chemiczna
a. Rozpuszczanie złota: Umieścić czyste złoto w rozcieńczonej wodzie królewskiej (stosunek objętości wody do wody królewskiej wynosi 1:4) i podgrzać do rozpuszczenia→Po całkowitym rozpuszczeniu bloku złota, odpowiednio obniżyć temperaturę→Kroplami dodawać kwas solny, aż nie będzie wytwarzany brązowy dwutlenek azotu→Powoli zagęszczać, aż roztwór zmieni kolor na głęboki czerwonawo-brązowy, z pojawiającym się drobnym, toczącym się, błyszczącym, zredukowanym proszkiem złota.
b. Reakcja neutralizacji: Schłodzić roztwór do około 25 ℃. Mieszając → dodawać kroplami nasycony roztwór wodorotlenku sodu → aż do utworzenia brązowo-czerwonego półstałego → dodawać cyjanek potasu, aż roztwór stanie się bezbarwny i przezroczysty (z niewielką ilością zagregowanych cząstek proszku złota).
c. Zakwaszanie (przygotowanie cyjanku złota): Schłodzić roztwór do około 25 ℃→Podczas mieszania dodawać kroplami kwas solny→do momentu utworzenia się jasnożółtego osadu cyjanku złota→Wymieszać i starzeć w niskiej temperaturze→Pozwolić na odstanie do nałożenia warstw, naturalnie schłodzić do temperatury pokojowej, usunąć górną ciecz odpadową, przefiltrować i przemyć żółty osad ciepłą wodą.
d. Synteza cyjanku złota potasu: Umieścić cyjanek złota w niewielkiej ilości wody→Podczas mieszania dodać odmierzoną ilość nasyconego roztworu cyjanku potasu→aż roztwór stanie się bezbarwny i przezroczysty→Filtr w celu usunięcia proszku złota→Skoncentrować→Ochłodzić do krystalizacji→Usuń roztwór macierzysty→Susz biały krystaliczny cyjanek złota potasu w temperaturze 80℃→Zamknij i zapakuj.
Wykorzystując tę metodę do przygotowania cyjanku złota potasowego, sprzęt produkcyjny jest prosty i może skutecznie oddzielać śladowe zanieczyszczenia w złocie w celu przygotowania cyjanku złota potasowego o wyższej czystości.
Elektroliza membranowa: Związek Radziecki jako pierwszy zastosował elektrolizę z mikroporowatą ceramiczną membraną do produkcji różnych metali i związków metali. Firmy krajowe i zagraniczne zazwyczaj wykorzystują elektrolizę membran organicznych do produkcji cyjanku złota potasowego. Ta metoda elektrolizy wiąże się jednak z problemem korozji membran organicznych przez elektrolity alkaliczne, a produkty korozji stanowią poważne zagrożenie dla wysokiej jakości układów scalonych, płytek drukowanych o dużej gęstości i warstw złota na stykach (Suzhou University Special Chemical Reagent Industrial Company z powodzeniem opracowała praktyczne zastosowanie).
1.2 Tiocyjanian (III) potasu, K[Au(CN4)]-H2O
(1) Względna masa cząsteczkowa: 358.15.
(2) Właściwości: Bezbarwne kryształy, łatwo rozpuszczalne w wodzie, po podgrzaniu powyżej 200 ℃ stają się bezwodną solą, topią się na czerwono i rozkładają w wyższych temperaturach.
(3) Metody przygotowania:
① Podgrzać cyjanek złota potasowego w roztworze cyjanku potasu;
② Rozpuścić trójchlorek złota w K3[Fe(CN)6];
③ Rozpuścić dicyjanek złota(III) w K3[Fe(CN)6];
④ Potraktować cyjanek złota potasowego bromem i otrzymany K[Au(CN)2Br2] reaguje z cyjankiem potasu w metanolu w celu otrzymania produktu.
1.3 Chlorek złota
(1) Chlorek złota(I), AuCl
Względna masa cząsteczkowa: 232,46.
② Właściwości: bladożółte niehigroskopijne kryształy zaczynają powoli rozkładać się po podgrzaniu powyżej 150 ℃. Rozkłada się w wodzie i etanolu i rozpuszcza się w roztworze chloroalkalicznym, tworząc dichloran złota.
③ Metoda przygotowania: Chloran złota (HAuCl4III) umieszcza się pod wysoką próżnią i ogrzewa do 156 ℃ w celu rozkładu i uzyskania produktu.
(2) Chlorek złota (III), HAuCl4
Względna masa cząsteczkowa: 303.37.
Właściwości: Czerwone igiełkowate kryształy, temperatura topnienia 229℃, temperatura wrzenia 254 (rozkład), higroskopijny, wodny roztwór jest czerwonawo-brązowy, tworzy H2[AuCl3O] w roztworze kwaśnym. Powoli rozkłada się w obojętnym roztworze wodnym, wytrącając złoto. Odparowanie roztworu wodnego daje pomarańczową krystaliczną sól dwuwodną, rozpuszczalną w etanolu i eterze.
Metoda przygotowania: W temperaturze pomiędzy 225~250℃, gazowy chlor jest przepuszczany przez 120〜127kPa (900-950mmHg) proszek złota do przygotowania. Alternatywnie, rozpuścić złoto w wodzie królewskiej, wielokrotnie dodawać kwas solny w celu usunięcia kwasu azotowego, a następnie powoli podgrzewać w niskiej temperaturze w celu usunięcia nadmiaru kwasu solnego, zagęścić, schłodzić i skrystalizować w celu uzyskania produktu.
1.4 Tlenek złota(III), Au2O3
(1) Względna masa cząsteczkowa: 441.93.
(2) Właściwości: Czarny (brązowy) proszek lub krystaliczna struktura polimeru, związek złota otoczony atomami tlenu tworzącymi planarny kompleks tetrakoordynacyjny. Rozkłada się powoli w świetle słonecznym, zaczyna uwalniać tlen po podgrzaniu do 110 ℃, staje się tlenkiem złota (I) w 160 ℃ i traci cały tlen w 250 ℃, stając się amfoterycznym tlenkiem nierozpuszczalnym w wodzie, ale rozpuszczalnym w kwasie solnym i alkalicznych roztworach wodnych.
(3) Metoda przygotowania: Rozpuścić złoto w aqua regia, wielokrotnie dodawać kwas solny i podgrzewać (5 razy) w celu usunięcia kwasu azotowego, dodać węglan sodu do uzyskania alkalicznego odczynu w celu wytworzenia osadu, przemyć wodą, odwirować, przeprowadzić elektrodializę przez 2 tygodnie, a następnie wysuszyć w temperaturze 140~150℃ w celu uzyskania produktu.
Sekcja II Cienkie złocenie
Cienki roztwór złota do powlekania galwanicznego lub roztwór złota do powlekania pędzlem różni się od roztworu złota do powlekania błyskawicznego (uderzeniowego). Roztwór złota do powlekania pędzlem jest zwykle oparty na alkalicznych cieczach cyjankowych, z wieloma rodzajami, od czystego złota po stopy, takie jak roztwory do powlekania cyjankiem złota potasowego z różnymi systemami ligandów. Niektóre firmy stosują również własne, specjalnie opracowane roztwory galwaniczne. Roztwory złota do galwanizacji są w większości kwaśne i mogą służyć jako podstawowa warstwa galwaniczna dla grubych warstw złota, wykorzystując wyższe gęstości prądu w krótkim czasie do nakładania cienkiej warstwy złota w celu poprawy dyspersji i przyczepności górnej grubej warstwy złota.
Tabela 1-3 przedstawia skład i warunki pracy niektórych reprezentatywnych roztworów do szczotkowania i cienkiego złocenia. Wśród nich fosforan działa jako bufor, a także służy jako środek przewodzący. Z nowo przygotowanego roztworu galwanicznego można uzyskać dobrą powłokę, ale zanieczyszczenia szybko tworzą się w roztworze galwanicznym po elektryfikacji, powodując, że warstwa galwaniczna łatwo rozwija różnice w kolorze. Głównym powodem jest to, że gdy temperatura roztworu galwanicznego wzrasta, cyjanek ulega reakcji rozkładu. Dlatego też roztwór galwaniczny musi zostać oczyszczony po okresie użytkowania, zwykle poprzez filtrowanie za pomocą węgla aktywnego.
Tabela 1-3 Różne reprezentatywne rozwiązania do cienkiego złocenia metodą szczotkowania
| Komponenty | Roztwór do powlekania czystym złotem | Kolor Hamilton | Biały 1 | Biały 2 | Zielonkawe złoto | Czerwone złoto | ||
|---|---|---|---|---|---|---|---|---|
| Żółty | Różowy | Zielony | ||||||
| KAu (CN)2/(g/l) | 1.23 ~ 2.0 | 1.23 ~ 2.0 | 1.23 ~ 2.0 | 1.23 ~ 2.0 | 0.41 | 0.33 | 2 | 0.82 |
| Wolny KCN/(g/L) | 7.5 | 7.5 | 2.0 | 2.0 | 15 | 15 | 7.5 | 4 |
| K2HPO4/(g/l) | 15 | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| K2Ni(CN)4/(g/l) | - | 0.26 | 0.26 | 0.26 | 1.1 | - | - | 0.21 |
| K2Cu(CN)3/(g/l) | - | 0.13 | 1.1 | - | - | - | - | 2.64 |
| K2Ag(CN)2/(g/l) | - | - | - | 0.05 | - | - | 0.26 | - |
| K2Sn(OH)6/(g/l) | - | - | - | - | - | 2.11 | - | - |
| Temperatura roztworu galwanicznego / ℃ | 60 ~ 70 | 60 ~ 70 | 60 ~ 70 | 60 ~ 70 | 65 ~ 70 | 65 ~ 70 | 55 ~ 70 | 55 ~ 70 |
| Gęstość prądu/(A/dm2) | 1 ~ 4 | 1 ~ 3.5 | 2 ~ 5 | 1 ~ 4 | 3 ~ 6 | 3 ~ 5 | 1 ~ 3 | 3 ~ 4 |
Podczas galwanizacji czystego złota, metale inne niż złoto w roztworze galwanicznym znacząco wpływają na kolor warstwy galwanicznej. Miedź sprawia, że warstwa galwaniczna jest zauważalnie czerwona, nikiel i cynk sprawiają, że warstwa galwaniczna jest biała, a ołów łatwo powoduje przywieranie czarnych, plamistych, szorstkich, szaro-brązowych substancji do powierzchni warstwy galwanicznej. Dlatego kolor warstw galwanicznych ze stopu złota można uzyskać poprzez dodanie różnych metali. Osiągnięcie idealnego efektu kolorystycznego w rzeczywistych procesach galwanizacji nie jest jednak łatwe.
Anoda roztworu do powlekania złotem zwykle wykorzystuje nierozpuszczalne materiały anodowe, takie jak stal nierdzewna i czarne płytki z siatki platynowo-tytanowej, a w zależności od roztworu do powlekania można również stosować płytki węglowe. Po zużyciu roztworu galwanicznego przez określony prąd należy go regularnie analizować w celu uzupełnienia stężenia jonów złota, ligandów i innych aktywnych składników. Licznik amperogodzin może być używany do automatycznego obliczania i dodawania do codziennej pracy. Podczas procesu powlekania cienkim złotem zużywa się również dużo roztworu galwanicznego, który należy wstępnie obliczyć przed powlekaniem, aby uzupełnić zużycie i straty w czasie. Przebieg procesu cienkiego złocenia pokazano na rysunku 1-1.

W przebiegu procesu stężenie roztworu do szybkiego złocenia wynosi około 1/5~1/3 stężenia głównego roztworu do powlekania (warstwa powierzchniowa lub górna warstwa złota). Po całkowitym pokryciu powierzchni powlekanej części niezwykle cienką warstwą złota, jest ona następnie umieszczana w głównym roztworze galwanicznym w celu nałożenia warstwy złota o wymaganym odcieniu koloru.
Pozostałości cyjanku na powierzchni warstwy złota mogą tworzyć plamy z wody, wpływając na wygląd i wydajność elektryczną powłoki. W związku z tym pozłacane części muszą być dokładnie oczyszczone i wysuszone po pozłacaniu. Oprócz ogrzewania do suszenia, specjalne produkty mogą wykorzystywać rozpuszczalniki organiczne do odwadniania. Na przykład odwodnienie i suszenie bezwodnym etanolem nie wpłynie na kolor warstwy pozłacanej, a szybkość suszenia jest również duża.
Szczotkowa warstwa złota jest bardzo cienka i zazwyczaj kontrolowana poniżej 0,1 μm. Różne organiczne folie ochronne są najczęściej nakładane na cienką warstwę złota, gdy są stosowane jako warstwa poszycia powierzchni, aby zapobiec łatwemu zużyciu i przebarwieniom. Najczęściej stosowaną ochroną organiczną jest żywica akrylowa z serii melaminowej, o twardości folii w przybliżeniu odpowiadającej twardości ołówka 3H ~ 4H i grubości 10 ~ 15 μm. Powłoka elektroforetyczna często wykorzystuje anionową akrylową żywicę melaminową.
Ponieważ cienka złota powierzchnia warstwy galwanicznej szybko osadza jednolity i spójny kolor w krótkim czasie, proces galwanizacji zazwyczaj przyjmuje ruch katody lub mieszanie strumieniowe roztworu galwanicznego. Kontrolując temperaturę roztworu galwanicznego, stężenie jonów złota i gęstość prądu, warunki są regulowane w celu wyeliminowania różnic kolorystycznych w warstwie galwanicznej.
Sekcja III Grube złocenie
Tabela 1-4 Skład i warunki pracy roztworu galwanicznego oraz właściwości warstwy galwanicznej
| Związek złota | Rodzaje galwanizacji | Sole przewodzące | Stop metali pH | Skład | Struktura osadu | Charakterystyka |
|---|---|---|---|---|---|---|
| Chlorek złota potasowego | Słaba kwasowość | Kwas cytrynowy, kwas fosforowy oregano, kwas aminosulfonowy, kwas winowy, kwas szczawiowy | Czyste złoto, kobalt, nikiel, żelazo, ind, cyna 3.0~5.0 | Kwas cytrynowy + cytrynian sodu 80~100g/L Cyjanek złota potasowego 8g/L Sulfaminian niklu 3,0 g/l Octan cynku 0,5 g/l | Struktura warstwowa, z organicznym polimerem eutektycznym między warstwami | Może uzyskać jasne i twarde osady; roztwór galwaniczny jest łatwy do dostosowania i możliwe jest powlekanie w niskich temperaturach. |
| Neutralny | Kwas fosforowy, kwas siarkowy, kwas borowy, kwasy organiczne | Czyste złoto, osad, modyfikator kryształów: tytan, selen 5.0 ~ 8.0 | Cyjanek złota potasu 2 ~ 16g/L Cytrynian potasu 120 ~ 150g/L Fosforan potasu 10~50g/L Siarczan amonu 20 ~ 150 g / l Jeden z Ti, Ce, Te, Bi 0.01~40mg | Kryształy kolumnowe lub igiełkowe, współstrącanie zanieczyszczeń mniejsze | Warstwa czystego złota 99,99%; wytrącona praktyczna miękka, półjasna lub matowa gruba warstwa galwaniczna; nagromadzenie zanieczyszczeń wpływa na żywotność roztworu galwanicznego. | |
| Zasadowy | Cyjanek, węglan, kwas piroforowy | Czyste złoto, srebro, kadm, cynk, antymon 8. 5 〜 13. 0 | Czyste złoto, srebro, kadm, cynk, antymon 8. 5 〜 13. 0 | Granice ziaren z wytrącaniem polimerów cyjankowych | Można uzyskać bardzo jednolitą, grubą warstwę złota o grubości około 300 μm; można uzyskać warstwę galwaniczną od czystego złota do stopu 9K; niewrażliwość na zanieczyszczenia, łatwe zarządzanie roztworem galwanicznym |
(1) Rola polietylenoiminy - organicznych związków poliaminowych o wysokiej masie cząsteczkowej: Związki organiczne są selektywnie adsorbowane w podwójnej warstwie elektrycznej Helmholtza, wzmacniając efekt polaryzacji. Podczas procesu elektrodepozycji substancje organiczne stale adsorbują się na aktywnych punktach wzrostu, hamując osadzanie i ruch złota po powierzchni katody, co skutkuje gładkim i jasnym wykończeniem. Jednak pewna ilość substancji organicznych współosadzonych w sieci osadzonych kryształów poważnie wpływa niekorzystnie na właściwości fizyczne warstwy galwanicznej, zwłaszcza na jej odporność na zużycie. Ogólnie rzecz biorąc, poprawia się to poprzez dodanie innych metali w celu wytworzenia współosadzania, aby poprawić niekorzystny wpływ substancji organicznych.
(2) Rola innych półmetali, takich jak arsen, tal, selen i ołów: Dodanie półmetali nie tylko daje dobrą jasną warstwę złota z cyjankowego roztworu do powlekania złotem, ale także pozwala uzyskać bardzo jasną warstwę złota z siarczynowego roztworu do powlekania. Ogólnie rzecz biorąc, dodatkowa ilość poniżej 10-6 może wywołać bardzo oczywisty efekt charakterystyczny.
Zasada rozjaśniania półmetali: substancje półmetaliczne równomiernie adsorbują się na powierzchni katody, katalizują, promują zarodkowanie kryształów złota, generują więcej punktów wzrostu i promują jednolitą krystalizację i osadzanie.
(3) Rola eutektyki metali przejściowych kobaltu, niklu, żelaza itp.: Warstwa jasnego złota galwanicznego stopiona z kobaltem i niklem zawiera pewną ilość węgla. Jeśli zawartość węgla jest niższa niż 0,1%, nie można uzyskać warstwy jasnego złota, nawet jeśli kobalt ulega eutektyce.
Izotop 14C dowiodły, że węgiel pochodzi z ligandu kompleksu kobaltowo-cyjankowego. Rozpuszczenie kwaśnego roztworu galwanicznego złota zawierającego kobalt i nikiel za pomocą wody królewskiej może oddzielić substancje zawierające węgiel. Pod mikroskopem wygląd materiału poddanego działaniu wody królewskiej przypomina plastik. Ten podobny do membrany polimer tworzy duży opór kontaktowy na powierzchni warstwy galwanicznej.

1. Złocenie alkaliczne
Spośród wszystkich roztworów do powlekania złotem, alkaliczny cyjankowy roztwór do powlekania złotem jest najstarszym elektrolitycznym roztworem do powlekania złotem. Alkaliczny cyjankowy roztwór do powlekania złotem jest szeroko stosowany do powlekania czystym złotem, stopami złota i dekoracyjnego powlekania złotem, a także może być stosowany do funkcjonalnego elektronicznego powlekania złotem. Roztwór galwaniczny składa się zazwyczaj z cyjanku złota potasowego, wolnego cyjanku, węglanu potasu itp. Podczas powlekania stopów złota można dodawać różne sole metali w zależności od potrzeb.
Powlekanie złotem za pomocą alkalicznego cyjankowego roztworu do powlekania złotem zapewnia dobrą jednorodność i zwilżalność powłoki i jest bardzo odpowiednie do powlekania powłok ze stopów złota o niskiej zawartości złota. Można nim powlekać warstwy złota od niskich wartości K do wysokich wartości K. Roztwór galwaniczny ma wysoką zawartość wolnego cyjanku, dzięki czemu jest mniej podatny na zanieczyszczenia. Wolny cyjanek może rozpuszczać złoto, więc powlekane przedmioty muszą być czyszczone natychmiast po wyjęciu z kąpieli galwanicznej; w przeciwnym razie resztki roztworu galwanicznego na powierzchni spowodują defekty, takie jak falisty wygląd.
Pozłacane warstwy niezawierające cyjanków są stosowane głównie do wafli, układów scalonych sterowników do wyświetlaczy ciekłokrystalicznych, złotych podkładek do spawania wypukłego do pakowania oraz linii obwodów, zacisków i innych punktów styku z podłożem. W przypadku płytek drukowanych z światłoczułymi foliami rezystancyjnymi wysokość narożnika złotych podkładek do zgrzewania punktowego wynosi kilkadziesiąt mikrometrów, a grubość 15-20 μm. Wytworzony CN- w cyjankowym roztworze do powlekania złotem może powodować korozję światłoczułej folii oporowej i folii ochronnej wokół podłoża; dlatego najczęściej stosuje się roztwory do powlekania niezawierające cyjanku i słabo kwaśne.
Alkaliczne roztwory do powlekania złotem to głównie cyjankowe roztwory do powlekania złotem, z dodatkiem metali od dwuskładnikowych do czwartorzędowych; praktyczne warstwy do powlekania stopów złota to dwuskładnikowe lub trójskładnikowe stopy złota. Reprezentatywne składy i warunki pracy alkalicznych roztworów do powlekania stopów złota przedstawiono w tabeli 1-5.
Tabela 1-5 Skład i warunki pracy alkalicznego roztworu do powlekania stopów złota
| Rodzaje stopów | Skład i warunki pracy | |
|---|---|---|
| Stopy binarne | Stop złota i miedzi |
Cyjanek złota potasu 12 g/l Cyjanek miedziowo-potasowy 7 g/l Tiocyjanek potasu 10 g/l Kwas karboksylowy 2-pirydyny 8 g/l pH 8 (skorygowane za pomocą KOH) 70 ℃, 0,4 A/dm2 |
| Stop złota i srebra |
Cyjanek złota potasu 15 g/l Cyjanek srebra potasu 3 g/l Cyjanek niklowo-potasowy 20 g/l Cyjanek kobaltu potasu 10 g/l Cyjanek potasu 80 g/l Wodorotlenek amonu 20 g/l 15 ℃, 0,6 A/dm2 |
|
| Stop złota i cyny |
Cyjanek złota potasowego 30g/L Azotan cyny 7 g/l Pirofosforan potasu 100 g/l Temperatura pokojowa, 1A/dm2 |
|
| Stopy trójskładnikowe | Stop złota, miedzi i kadmu |
Cyjanek złota potasu 15 g/l Cyjanek miedziowo-potasowy 200 g/l Cyjanek potasu i kadmu 5 g/l Kwas L-glutaminowy 50 g/l 70℃,1A/dm2 pH 8 (skorygowane za pomocą KOH) Au:Cu:Cd=70:15:15 |
1.1 Poszycie ze stopu złota i srebra
Tabela 1-6 Skład roztworu do powlekania stopów złota i srebra
| Skład i warunki pracy | Parametry | Skład i warunki pracy | Parametry |
|---|---|---|---|
| Chlorek złota potasowego (w przeliczeniu na Au)/(g/L) | 8 | Środek powierzchniowo czynny | Niewielka ilość |
| Chlorek srebra potasu (w przeliczeniu na Ag)/(g/L) | 2.5 | Temperatura /℃ | 27 |
| Wolny tiocyjanian potasu/(g/L) | 100 | Gęstość prądu /(A/dm2) | 1 |
| Sól aminowa/(g/L) | 5 |
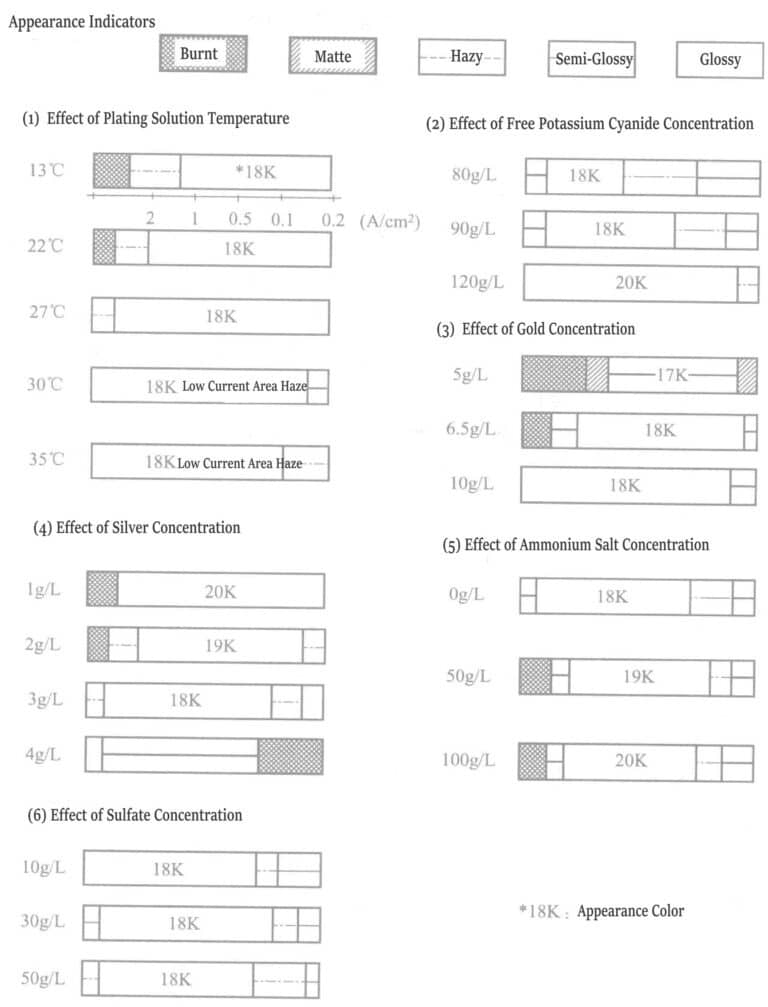
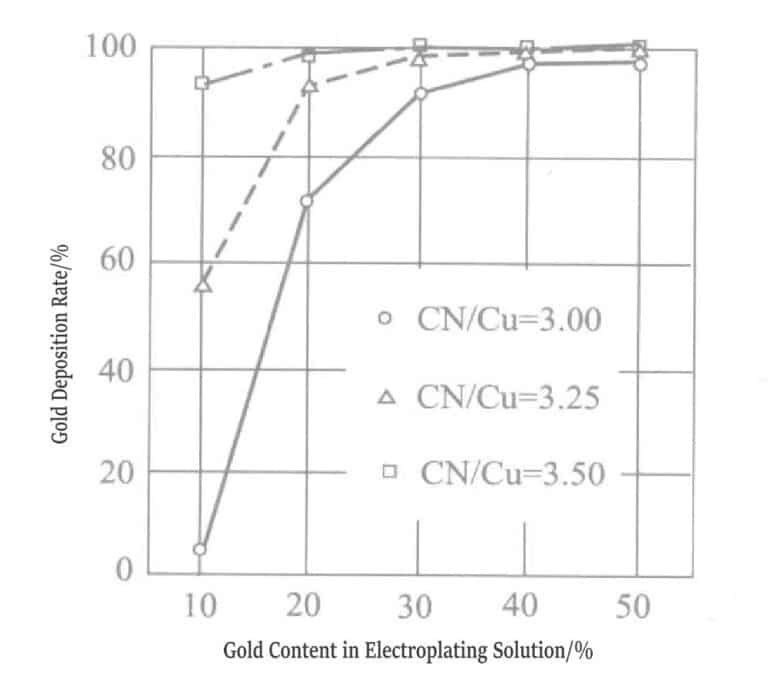
Stężenie wolnego cyjanku potasu nie powinno być mniejsze niż 90g/L, ogólnie powyżej 100g/L, co jest bardziej odpowiednie. Przekroczenie 120 g / l zwiększa polaryzację, tłumi osadzanie srebra, zwiększa szybkość osadzania złota i tworzy wysokiej jakości warstwę złota.
Zawartość złota jest dostosowywana do wartości K stopu złota poprzez regulację stężenia złota. i srebra w roztworze galwanicznym. Na przykład, gdy stężenie srebra wynosi 2,5 g / l w warstwie poszycia stopu, stężenie złota musi być kontrolowane w zakresie 7 ~ 10 g / l, aby uzyskać 18-karatowe złoto.
Wpływ stężenia srebra: gdy stężenie srebra jest niskie, zakres jasności warstwy galwanicznej jest szeroki, a zawartość złota jest wysoka.
Wpływ stężenia aminy: Gdy ilość aminy zostanie dodana do 30 g / l, szybkość osadzania złota nie zmienia się, ale w porównaniu z brakiem dodatku zwiększa jasność warstwy galwanicznej. Gdy ilość dodanej aminy wzrasta do 50 g/l, szybkość osadzania złota wzrasta, powodując zjawisko "spalania" w obszarach o wysokiej gęstości prądu. Głównym celem dodawania aminy jest zmniejszenie naprężeń w grubych warstwach złota. Dodanie ligandów, takich jak trietylenotetramina (10 ~ 30 g / l), do roztworów do powlekania jasnych stopów złota i srebra może dać lepsze wyniki.
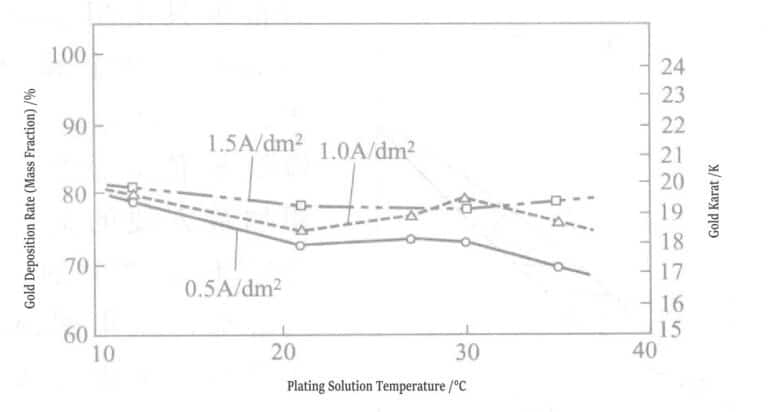
Rysunek 1-4 przedstawia zależność między temperaturą roztworu galwanicznego, gęstością prądu i szybkością osadzania złota. Twardość osadzonej warstwy złota wynosi Hv25170~210. Warunki powierzchni i przekroju warstwy złota: po bezpośrednim powlekaniu złotem o grubości 4 μm na warstwie niklowania, złuszczoną warstwę złota obserwowano pod elektronowym mikroskopem skaningowym. Wyniki pokazano na rysunkach 1-5 i 1-6, wskazując, że powierzchnia i przekrój warstwy galwanicznej nie mają porów i są gęste. Krystaliczność warstwy złota została zbadana za pomocą dyfrakcji rentgenowskiej po bezpośrednim pokryciu około 10 μm złota na płytce miedzianej. Nie wykryto piku podstawowej warstwy miedzi; zmierzono tylko piki warstwy galwanicznej ze stopu złota i srebra, a krystalizacja wzrosła w płaszczyźnie (111).
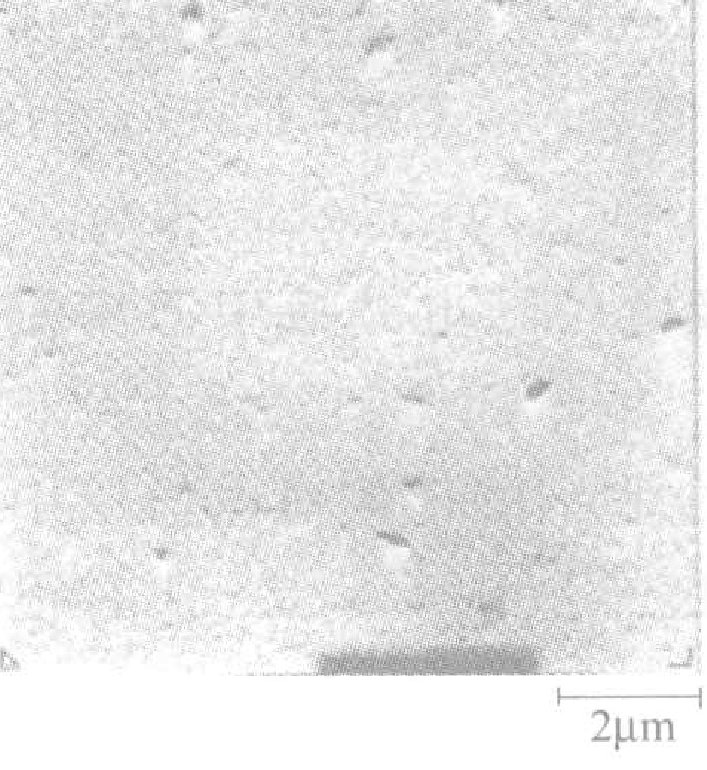
Rysunek 1-5 Stan powierzchni poszycia ze stopu złota i srebra
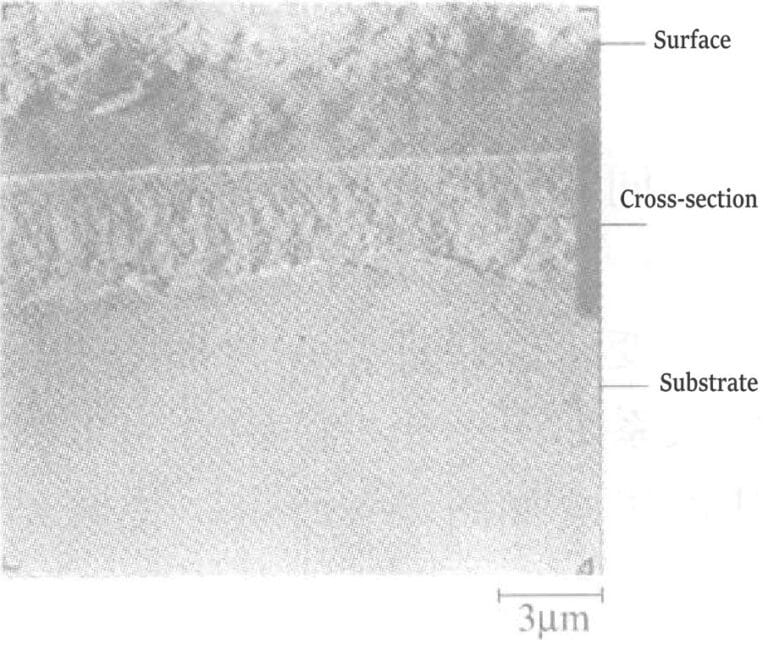
Rysunek 1-6 Struktura organizacyjna powłok ze stopu złota i srebra
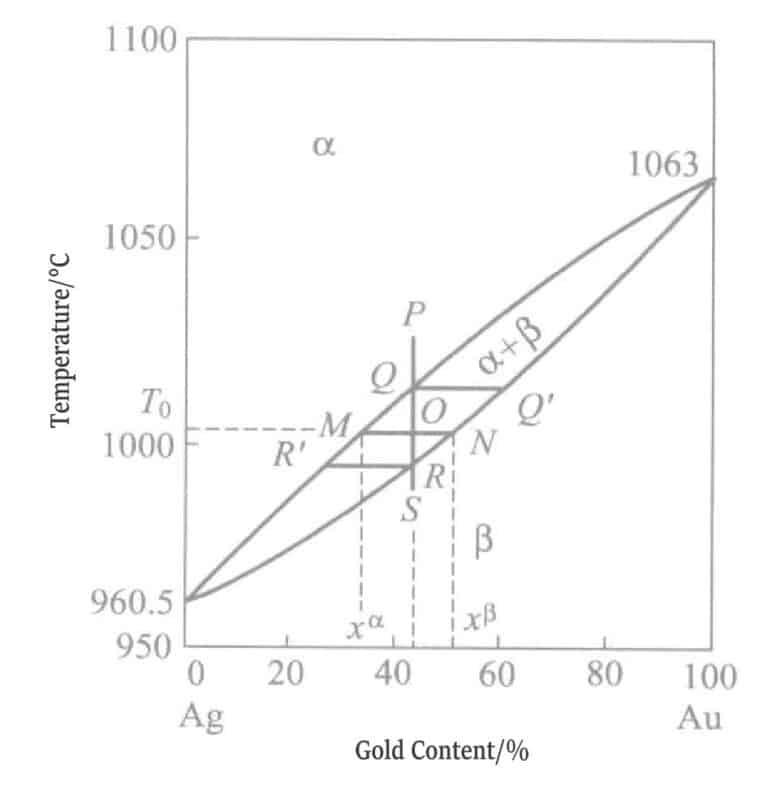
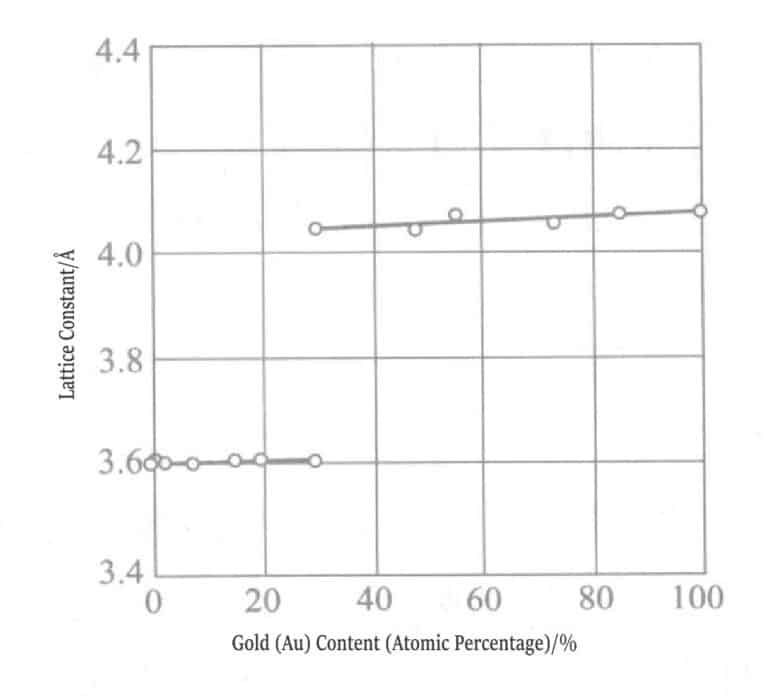
Stan stopów z serii złoto-srebro pokazano na rysunku 1-7, należących do roztworu stałego o pełnej proporcji, a zarówno złoto, jak i srebro mają strukturę fcc (sześcienną ześrodkowaną na powierzchni), z promieniami atomowymi wynoszącymi 1,44Å (1Å = 10-10m). Dlatego sieć nie ulega zniekształceniu.
E. Raub przeprowadził również badania dyfrakcji rentgenowskiej na warstwach złota, potwierdzając, że stopy serii złoto-srebro tworzą tylko jeden rodzaj roztworu stałego i mają doskonałą odporność na korozję.
E. A. Parker poinformował, że ta seria stopów złota i srebra ma doskonałą odporność na korozję i przewodność, jest bardzo cenna w produkcji części sprzętu komunikacyjnego, a jej unikalny złoto-zielony odcień i odporność na korozję sprawiają, że nadaje się jako warstwa bazowa do grubego złocenia.
1.2 Pozłacany stop miedzi
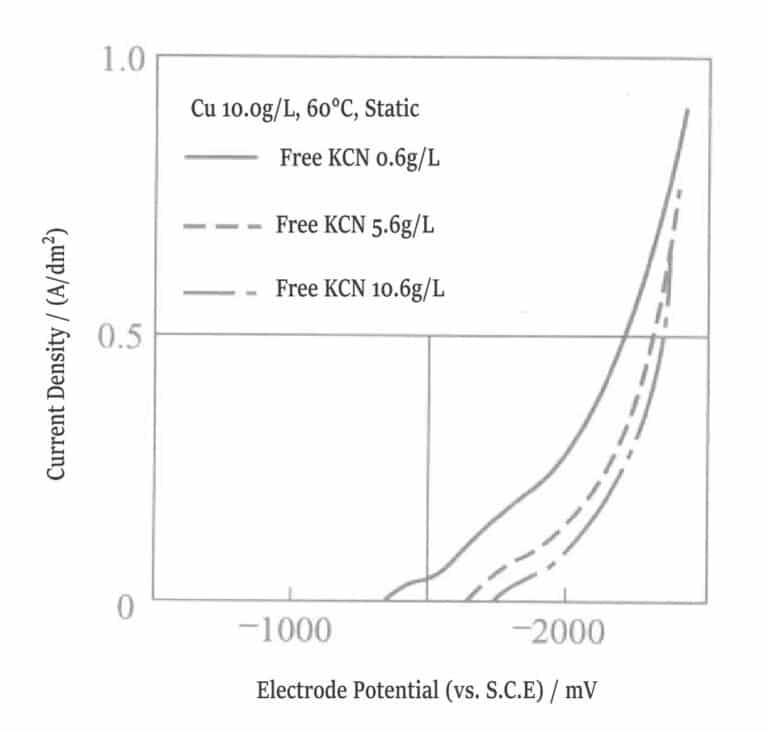
Rysunek 1-8 Krzywa polaryzacji roztworu do miedziowania
Rysunek 1-9 Zmienność wytrąconych składników w warstwie galwanicznej ze stopu złota i srebra
Tabela 1-7 Skład i warunki pracy roztworu do powlekania stopów
| Skład i warunki pracy | Parametry | Skład i warunki pracy | Parametry |
|---|---|---|---|
| KAu(CN)2/(g/l) | 7.5 ~ 9.0 | Na2SeO4/(g/l) | 0.5 |
| K2Cu(CN)2/(g/l) | 130 | Temperatura elektrolitu/℃ | 60 |
| K2Cd(CN)4/(g/l) | 0.4 ~ 2 | Gęstość prądu/(A/dm2) | 0.75 |
| KCN/(g/L) | 15 |
Dodanie soli niklu do roztworu galwanicznego stopu złota i miedzi zwiększa twardość warstwy galwanicznej. Gdy pH roztworu galwanicznego jest zbliżone do kwaśnego, ilość osadzanego niklu wzrasta. Warstwa galwaniczna zawierająca kadm ma kolor podobny do różowego złota, wykazując bardzo szlachetny dekoracyjny odcień.
Warstwa 18-karatowego złota zawierająca kadm to solidne rozwiązanie o wysokiej twardości, granicy plastyczności, wytrzymałości na rozciąganie i doskonałej odporności na korozję. Niestety, ze względu na kwestie ochrony środowiska, stosowanie metali takich jak kadm jest ograniczone przez konwencje Międzynarodowej Organizacji Ochrony Środowiska i musi być ściśle kontrolowane w dopuszczalnych ilościach śladowych. Kadm staje się coraz bardziej regulowany, zwykle używany tylko w bardzo specjalnych korektach kolorów, powlekaniu stopów i elektroformowaniu 200 ~ 300 μm pustego złota, gdzie jest używany tylko podczas powlekania stopem 18-karatowego złota-miedzi-kadmu.
2. Kwaśne złocenie
Kwaśny roztwór do powlekania złotem jest stabilny w zakresie pH około 3, zdolny do osadzania niklu lub kobaltu, który nie ulega elektrolizie w alkalicznych roztworach do powlekania złotem, tworząc powłoki ze stopu złoto-nikiel lub złoto-kobalt. Drobne kryształy powłoki nie odkształcają się ani nie przemieszczają i nie mają pustych przestrzeni, umożliwiając długotrwały stabilny wzrost.
Powłoka osadzona z kwaśnego roztworu galwanicznego ma jasny wygląd i jest nazywana jasnym roztworem galwanicznym. Powłoka z kwaśnego roztworu galwanicznego ma wysoką twardość i jest również znana jako twardy roztwór galwaniczny (Tabela 1-8). Różne metale dodawane do organicznych kwasowych roztworów galwanicznych nazywane są rozjaśniaczami metali.
Tabela 1-8 Główne składniki i odmiany kwaśnego roztworu do powlekania złotem
| Skład i warunki pracy | Parametry odniesienia | Stan roztworu galwanicznego |
|---|---|---|
| KAu(CN)2 (g/L) | 4 ~ 6 (w przeliczeniu na Au) | Wysokie stężenie (około 16 g/l), odpowiednie do szybkiego złocenia |
| Hydrat kwasu cytrynowego (g/L) | 50 〜 100 | Dodać kwas cytrynowy jako ligand dla wiertła i jako bufor dla roztworu galwanicznego lub dodać inne ligandy kobaltowe. |
| CoSO4 • 7 godzin2O/(g/l) | 0. 1 〜 3. 0 (obliczone jako Co) | Ogólnie rzecz biorąc, dodaj kobalt i galwanizację Dodaj kwas siarkowy (w przeliczeniu na Co) podczas stapiania Au-Ni |
| pH | 3. 5 〜 4. 5 | Wydajność prądowa jest wysoka, gdy pH jest wysokie, ale łatwo powstaje mgła |
| Temperatura/℃ | 30 〜 40 | Wysoka temperatura cieczy łatwo generuje mgłę |
Tabela 1-9 Właściwości kwaśnego roztworu do powlekania złotem
| Wpływ wartości pH | Właściwości roztworu galwanicznego | Zastosowanie | |
|---|---|---|---|
| pH 3 | pH 3 ~ 5 | ||
|
① Złoto-kobalt, stopy złota i niklu ② Kobalt i nikiel są wysoce aktywne i wytrącają się w większym stopniu; nadpotencjał wydzielania wodoru jest niski, wydajność prądowa wzrasta, wydajność powlekania jest niska. |
① Eutektyczny jasny, twardy stop; nadpotencjał wydzielania wodoru jest wysoki, wydajność prądowa jest niska, wydajność powlekania jest wysoka ② Brak wolnego cyjanku w roztworze galwanicznym ③ Podczas wytrącania złota z KAu(CN)2część CN- tworzy HCN, który rozprzestrzenia się w powietrzu, wpływając na środowisko. |
① Brak obecności wolnego cyjanku, podczas wytrącania złota z KAu(CN)2CN- tworzący HCN ② Wraz ze wzrostem czasu galwanizacji, z powodu akumulacji K+wzrost pH roztworu galwanicznego ③ Roztwór galwaniczny jest kwaśny; na anodzie Pt/Ti nadpotencjał wydzielania wodoru jest wysoki, a organiczne kwasy karboksylowe, takie jak kwas cytrynowy, ulegają reakcji Kolbego, tworząc lepkie polimery, więc do powstrzymania tej reakcji wymagana jest płyta anodowa o dużej powierzchni. |
① Galwanizacja dekoracyjna ② Oprócz usuwania kobaltu i niklu, można również dodać ind, cynk i żelazo w celu dostosowania koloru. |
Gdy w roztworze galwanicznym nie ma wolnego cyjanku, cyjanek złota potasu osadza złoto, a jony kompleksu cyjanku (CN – ) tworzą HCN, który dostaje się do atmosfery i dyfunduje.
W zbiorniku galwanicznym złote płyty są rzadko używane jako anody; generalnie używane są płyty ze stali nierdzewnej lub płyty Pt/Ti. W kwaśnych roztworach galwanicznych nadpotencjał wydzielania tlenu na anodzie jest wysoki, a kwasy karboksylowe, takie jak kwas cytrynowy, mają tendencję do ulegania reakcjom Kolbego na anodzie. Metody takie jak zwiększenie powierzchni anody mogą zapobiegać tworzeniu się lepkich osadów polimerowych.
Współosadzanie niklu i kobaltu zwiększa twardość cyjankowej warstwy twardego złota. Po lutowaniu rozpływowym w temperaturze 260 ℃ rezystancja styku gwałtownie wzrasta. Dodanie związków alifatycznych, takich jak etanol, do roztworu galwanicznego może zahamować zmiany rezystancji styku po lutowaniu rozpływowym i znacznie zwiększyć zakres gęstości prądu roztworu galwanicznego. Na przykład, podczas powlekania złotem elastycznych płytek obwodów drukowanych (miedź), dodanie związków merkapto może hamować rozpuszczanie rur miedzianych i stabilnie pokrywać grubą warstwą złota przez długi czas.2.1 Powlekanie stopem złota i kobaltu
Kwaśne powlekanie złotem zazwyczaj wykorzystuje roztwory organicznego kwasu do powlekania złotem z serii kwasu cytrynowego i cytrynianu. Ligand cyjanek złota potasowego w wodnym roztworze kwasu organicznego dysocjuje, tworząc wolny cyjanek, dzięki czemu roztwór staje się kąpielą galwaniczną o pH około 3. W razie potrzeby dodawane są różne składniki, takie jak ligandy inne niż kwas cytrynowy, w tym EDTA. Regulatorem pH jest wodorosiarczan sodu. Sole przewodzące obejmują wodorofosforan potasu, diwodorofosforan, wodorofosforan amonu, pirofosforan sodu itp. Stosowane bufory obejmują siarczan potasu, siarczan sodu itp. Warunki galwanizacji: stężenie złota 1 ~ 8 g / l, gęstość prądu 0,3 ~ 10 A / dm2Temperatura roztworu galwanicznego 25 ~ 40 ℃. Ogólnie rzecz biorąc, podczas powlekania grubą warstwą złota nie występują żadne niekorzystne zjawiska, takie jak zamglenie. Rozjaśniacz w roztworze galwanicznym wymaga jedynie dodania niewielkiej ilości metali przejściowych lub metaloidów. Kobalt i nikiel są reprezentatywnymi metalicznymi rozjaśniaczami.
R. Duva i in. zaproponowali w patencie roztwór do powlekania złotem przedstawiony w Tabeli 1-10 i z powodzeniem zgłosili wiele innych patentów na kwaśne powlekanie złotem.
Tabela 1-10 Skład reprezentatywnych kwaśnych roztworów do powlekania złotem
| Skład i warunki pracy | 1 | 2 |
|---|---|---|
| Kwas cytrynowy + cytrynian sodu / (g/L) | 80 | 80 |
| Złoto (cyjanek złota potasu) /(g/L) | 8 | 8 |
| Nikiel (siarczan niklu) /(g/L) | 3 | |
| Cynk (octan cynku) /(g/L) | 0.5 | |
| Ind (siarczan) /(g/L) | 5 | |
| Kobalt (siarczan) /(g/L) | 3 | |
| pH | 4〜5 | 3〜4 |
| Temperatura /℃ | 21 | 21 |
| Gęstość prądu /(A/dm1) | 1 | 1 |
| K① wartość | 23 | 21 |
① Krajowa norma GB 11887-89 stanowi, że zawartość złota 1K wynosi 4,166% ("K" jest skrótem od angielskiego słowa carat i niemieckiego słowa karat).
21K = 21×4. 166% = 87. 486% (875‰)
24-karatowe złoto jest często błędnie określane jako czyste złoto lub oznaczane jako "1000‰" z rzeczywistą zawartością złota 99,99%, co odpowiada 23,988K (organizacje międzynarodowe zakazały etykietowania jako "czyste złoto", "złoto 9999" i "złoto 24-karatowe").
Istnieje wiele poglądów na temat roli kobaltu w roztworach galwanicznych. Eisenmann przeanalizował zawartość potasu, kobaltu, węgla, azotu i innych pierwiastków w warstwie galwanicznej złota i stwierdził, że stosunek tych pierwiastków odpowiada stosunkowi KCo[Au(CN)2]3 cząsteczek. W związku z tym stwierdzono, że działa on jako rozjaśniacz w roztworze galwanicznym, a nie sam kobalt zapewniający efekt rozjaśnienia. W roztworze galwanicznym tworzy się w podwójnej warstwie Helmholtza i ulega jedynie minimalnemu rozpuszczeniu w typowych warunkach galwanicznych. Po utworzeniu ligandu wykazuje zachowanie elektrochemiczne podobne do rozjaśniaczy organicznych i jest adsorbowany katodowo. Ten metal przejściowy wykazuje działanie rozjaśniające w szerokim zakresie pH, co jest zgodne z tym, że kobalt i inne metale przejściowe wykazują działanie rozjaśniające tylko w kwaśnych roztworach galwanicznych.
Teoretycznie stosunek potasu, kobaltu, węgla i azotu w warstwie galwanicznej musi wynosić 1:1:6:6, ale proporcje te znacznie się różnią. Stosunek potasu do kobaltu waha się od (1,0:0,4)~(1,0:5,5) w zależności od stanu roztworu galwanicznego i parametrów roboczych; stosunek kobaltu do węgla waha się od (1:3)~(1:10), podczas gdy stosunek węgla do potasu pozostaje zasadniczo stabilny na poziomie 3:1.
Powyższe wyniki nie negują faktu, że KCo[Au(CN)2]3 jest głównym rozjaśniaczem w roztworze do powlekania złotem, a doniesienia o kobalcie, CoOOH lub cyjanku kobaltu zostały również wykryte jednocześnie w roztworze do powlekania złotem. Tworzenie się KCo[Au(CN)2]3 można również wyjaśnić wieloma cechami kwaśnego roztworu do powlekania złotem, takimi jak traktowanie tego związku jedynie jako prostego półproduktu w procesie galwanizacji, z innymi reakcjami reprezentującymi proces rozjaśniania. Podsumowując, uważa się, że czynniki takie jak redukcja potasu i kobaltu, sole ligandów cyjankowych i tworzenie polimerów przyczyniają się do rozjaśnienia warstwy galwanicznej złota.
Skład reprezentatywnych, jasnych, odpornych na zużycie roztworów do powlekania złotem przedstawiono w tabeli 1-11. Założenia teoretyczne są dość spójne z roztworem galwanicznym złota w silnej sile koordynacji grupy koordynacyjnej kobaltu z ligandu KCo[Au(CN)2]3 dysocjacja jonów kobaltu przez ligand, co prowadzi do wytworzenia KCo[Au(CN)2]3, generowanie występowania roli rozjaśniania. Po dodaniu w postaci soli kobaltu EDTA, całkowita ilość kobaltu KCo[Au(CN)2]3 wynosiła 6 g/L.
Tabela 1-11 Skład reprezentatywnych jasnych, odpornych na zużycie roztworów do powlekania złotem w niskich temperaturach
| Element | Stosunek masy/% | Stosunek atomowy /% | Element | Stosunek masy/% | Stosunek atomowy /% |
|---|---|---|---|---|---|
| K | 0. 26 | 1.3 | Co | 0.24 | 0.80 |
| C | 0.24 | 3.94 | Łącznie | 1.00 | 9.70 |
| N | 0.26 | 3.66 |
Wszystkie elektrolity pozłacające zawierają silnie koordynujące ligandy cyjankowe (z wyjątkiem układu soli siarczynu złota). Jon cyjanokobaltu [Co(CN)6–] jest jednym z najbardziej stabilnych kompleksów soli koordynacyjnych znanych wśród ligandów, a sól cyjanku skoordynowana z Co(III) jest prawie nietoksyczna.
Jeśli wolny cyjanek występuje w kwaśnym roztworze do powlekania złotem, HCN zostanie wytworzony, więc stężenie wolnego cyjanku musi być bardzo niskie. Jeśli jednak pH wzrośnie, stężenie wolnego cyjanku w roztworze galwanicznym wzrośnie. Podczas analizy kobaltu w roztworze galwanicznym konieczne jest rozróżnienie między "nieaktywnym kobaltem" a "aktywnym kobaltem", z których pierwszy to Co(III), a drugi Co(II).
Przy zmianie warunków pracy roztworu galwanicznego należy zwrócić uwagę na następujące aspekty.
(1) pH ma wiele skutków dla roztworu galwanicznego.
Przy wysokiej wartości pH 5,0, stężenie wolnego cyjanku wzrasta, promując tworzenie soli koordynacyjnej cyjano-kobaltu(III) i zwiększając rozpuszczalność KCo[Au(CN)2]3zmniejszając w ten sposób jasność warstwy galwanicznej. Na podaż kobaltu w podwójnej warstwie elektrycznej Helmholtza (rysunek 1-3) wpływa zdolność koordynacji ligandów, która zależy od pH roztworu galwanicznego. Ponieważ pH roztworu galwanicznego stale rośnie, kwaśne roztwory galwaniczne wymagają ciągłego dodawania środków buforujących.
Przy niskim pH jony wodorowe rozładowują się preferencyjnie, co skutkuje niższą wydajnością prądową roztworu galwanicznego.
(2) Temperatura roztworu galwanicznego: Wraz ze wzrostem temperatury roztworu galwanicznego, rozpuszczalność KCo[Au(CN)2]3 wzrasta, a jasność warstwy galwanicznej maleje.
Temperatura również wpływa na siłę koordynacji. Gdy temperatura roztworu galwanicznego wzrasta, zwiększenie stężenia soli złota i kobaltu może skutecznie zmniejszyć ten efekt.
(3) Szybka galwanizacja: Roztwory do szybkiego powlekania wymagają regularnych regulacji. Aby zapobiec lokalnemu zmniejszeniu stężenia na katodzie (polaryzacja stężenia), stężenia złota i kobaltu powinny być utrzymywane poniżej górnej granicy. Z tego samego powodu mieszanie powinno być wykonywane z roztworami o wysokim stężeniu, a mieszanie strumieniowe jest stosowane podczas powlekania o wysokiej gęstości prądu. Wysokie temperatury mogą wzmocnić efekt mieszania. Główną cechą szybkiego powlekania jest wysoka gęstość prądu zarówno na anodzie, jak i katodzie. Rozjaśniacze metali przejściowych mogą osiągnąć optymalną wydajność przy wysokiej gęstości prądu na obu elektrodach. Należy jednak zwrócić uwagę na następujące sytuacje:
① pH roztworu do powlekania szybko wzrasta.
② Co3+ jest generowany szybko.
③ Łatwo powstają sole koordynacyjne cyjanku kobaltu(III).
④ Ligandy organiczne sprzyjają utlenianiu roztworu galwanicznego.
Na przestrzeni lat opracowano wiele roztworów galwanicznych zawierających dodatki organiczne w celu zwiększenia zakresu gęstości prądu roztworów galwanicznych stopów kobaltowo-złotych i niklowo-złotych, osiągając szybkie powlekanie przy niższych stężeniach.
(4) Bieżąca wydajność: Wydajność prądowa to stosunek (%) prądu zużytego w rzeczywistym procesie złocenia do całkowitego zużytego prądu. Inne reakcje redukcji zużywają pozostały prąd.
Korzystanie z Co3+ + e– =Co2+Z perspektywy zużycia prądu można zrozumieć, że generowanie i adsorpcja KCo[Au(CN)2]3 zwiększone efekty polaryzacji, skutkujące promowaniem wyładowań wodorowych.
Ważne warunki, które pomagają w generowaniu KCo[Au(CN)2]3takie jak niska wartość pH, wysokie stężenie wolnego Co2+i niska temperatura roztworu galwanicznego zmniejszają wydajność prądową.
Zastosowanie odpowiednich ligandów może regulować efektywne stężenie kobaltu i generowanie KCo[Au(CN)2]3co skutkuje jasną warstwą galwaniczną i optymalną wydajnością prądową.
(5) Dodawanie metali, czyli rozjaśniacze metali, utrudniają generowanie KCo[Au(CN)2]3Na przykład ołów utrudnia tworzenie rozjaśniaczy poprzez adsorpcję, zmniejszając w ten sposób wydajność prądu.
(6) Mieszanie: W porównaniu z roztworami galwanicznymi innych metali, ze względu na zapasy surowców złota, cenę i inne czynniki kosztowe oraz fakt, że większość prądu w procesie galwanizacji jest zużywana przez transfer elektronów w solach przewodzących o wysokim stężeniu, roztwory galwaniczne zazwyczaj wykorzystują najniższe możliwe stężenie.
Au(CN)2– nie jest przyciągany do katody w elektroforezie i jest dostarczany do podwójnej warstwy Helmholtza (Rysunek 1-3) przez dyfuzję; dlatego mieszanie jest ważnym warunkiem dostarczania soli koordynacyjnej złota i rozjaśniaczy do katody.
Mieszanie może poprawić wydajność prądową, ale jednocześnie jeszcze bardziej zwiększy wydajność prądową w obszarach o wysokiej gęstości prądu, pogarszając jednorodność warstwy galwanicznej.
Wraz z rozwojem technologii lokalnego powlekania, problem słabej dyspersji warstwy galwanicznej stopniowo się zmniejszał. Obecnie dodatki są powszechnie stosowane do rozszerzenia zakresu gęstości prądu w celu poprawy jednorodności powłoki galwanicznej.
Copywrite @ Sobling.Jewelry - Producent biżuterii na zamówienie, fabryka biżuterii OEM i ODM
2.2 Powlekanie stopem złota i niklu

Rysunek 1-11 Zawartość niklu i stała sieciowa powłoki ze stopu złoto-nikiel

Rysunek 1-12 Zawartość niklu i stała sieciowa powłoki ze stopu złoto-nikiel
Zmierzono zależność między zawartością niklu a stałą sieci w alkalicznych i kwaśnych roztworach galwanicznych dla warstw galwanicznych ze stopu złota i niklu. Nikiel tworzy stały roztwór ze złotem przy maksymalnej zawartości 5%, a po przekroczeniu 5% nikiel wytrąca się jako prosta mieszanina.
Testy porównawcze przeprowadzono również na warstwach galwanicznych ze stopu złota i niklu oraz ze stopu złota i kobaltu, a wyniki wykazały, że właściwości tych dwóch stopów złota znacznie się różnią. Rysunki 1-13 i 1-14 pokazują, że zawartość węgla, kobaltu i niklu w stopach złota o tym samym składzie zmienia się wraz z temperaturą roztworu galwanicznego. Kobalt maleje wraz ze wzrostem temperatury roztworu galwanicznego, a krzywe węgla i kobaltu są równoległe, więc stosunek molowy węgla do kobaltu jest w przybliżeniu stały i wynosi 4.
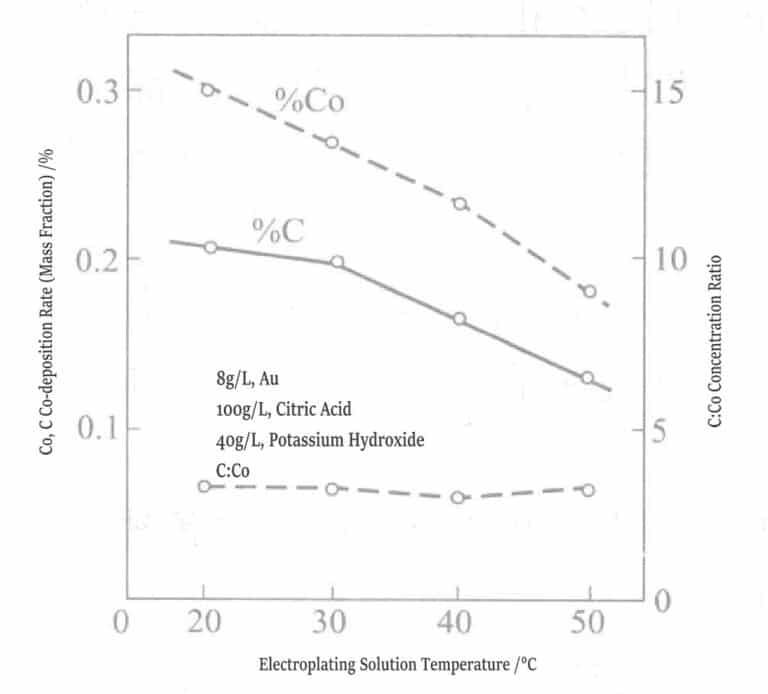
Rysunek 1-13 Zależność między temperaturą roztworu galwanicznego a szybkością współosadzania kobaltu i węgla
(0,5 g/l, pH 3,5, 1A/dm2 )
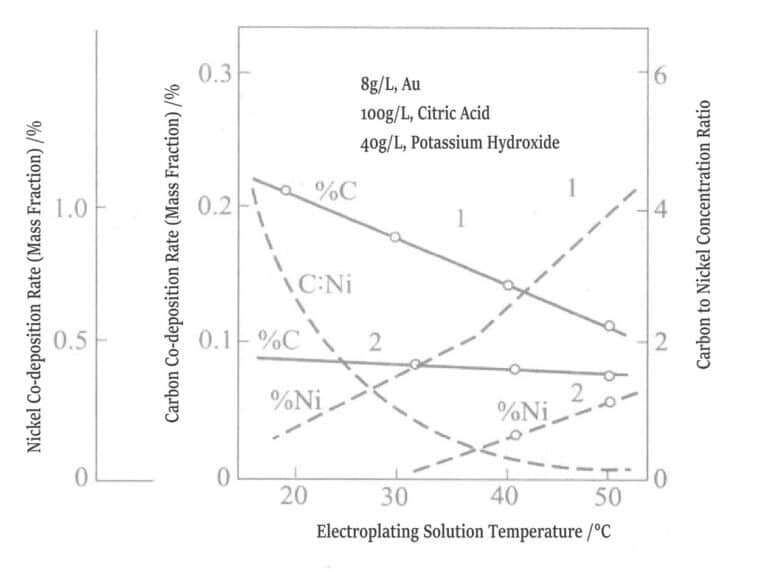
Rysunek 1-14 Zależność między temperaturą roztworu galwanicznego a współosadzaniem niklu i węgla
1-0,5g/L, pH 3,5, 1A/dm2 2-0,5g/L, Ni, pH 4,5, 1A/dm2
Rysunek 1-15 pokazuje wpływ pH na współosadzanie niklu. Gdy pH jest kontrolowane powyżej 4,5, współosadzanie niklu w warstwie galwanicznej wynosi zero, podczas gdy poniżej pH 4,5 warstwa galwaniczna jest jasna.
Gdy inne zanieczyszczenia są mieszane z warstwą złocenia, naprężenie rozciągające warstwy galwanicznej wzrasta. Rysunek 1-16 przedstawia zależność między temperaturą roztworu galwanicznego stopu złoto-nikiel a wartością naprężenia w warstwie galwanicznej.
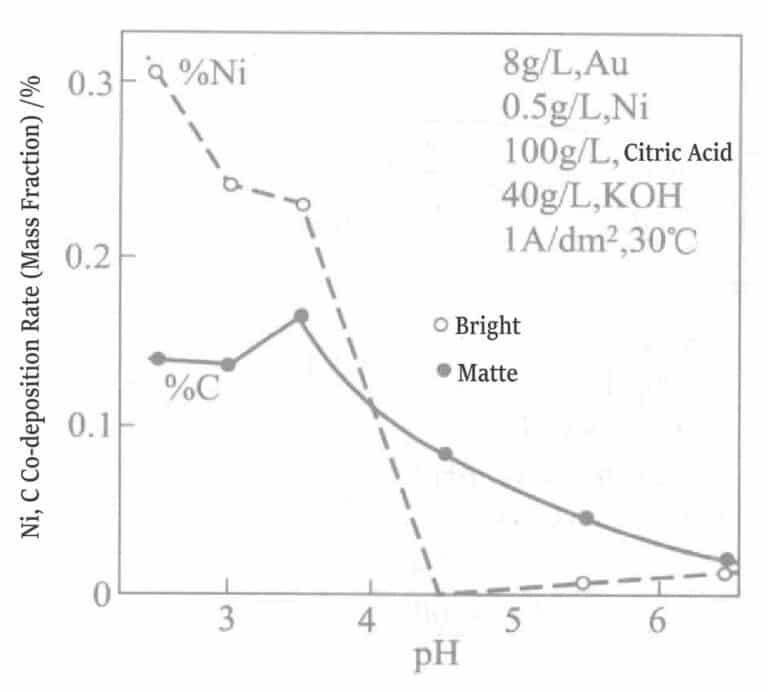
Rysunek 1-15 Wpływ pH na szybkość współosadzania niklu i węgla
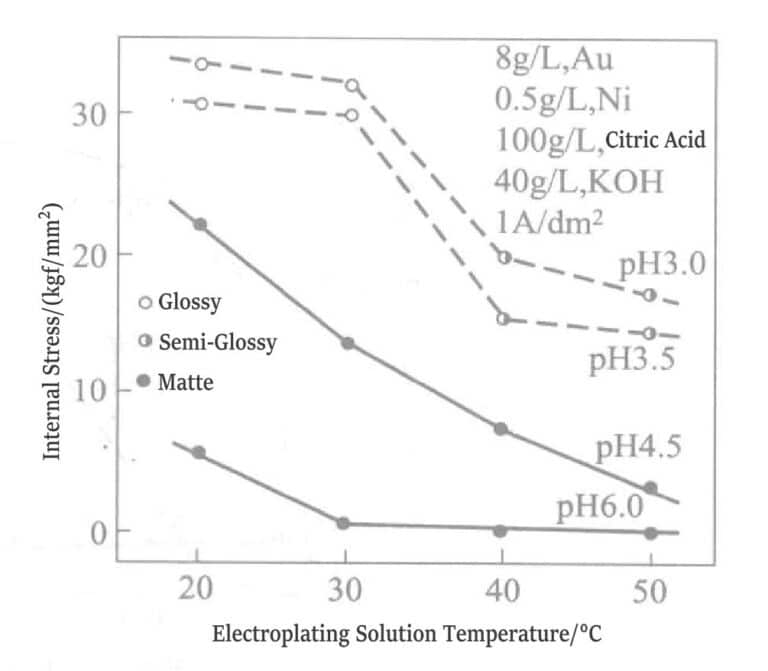
Rysunek 1-16 Zależność między wartością naprężenia wewnętrznego, pH i temperaturą roztworu galwanicznego (1 kgf/mm)2 =980,665Pa)
Wraz ze wzrostem grubości tych warstw złocenia łatwo powstają pęknięcia. Wytrzymałość na rozciąganie warstwy poszycia ze stopu złoto-nikiel pokazano na rysunku 1-17. Na wytrzymałość na rozciąganie duży wpływ ma grubość, a dobra warstwa galwaniczna bez pęknięć może być powlekana tylko do grubości 2 ~ 3 μm.
Gdy pH jest niższe niż 5, roztwór galwaniczny może generować ligandy. Obecnie siła wiązania między cytrynianem i niklem (Ni2+ ) jest silniejszy niż cyjanek. Rysunek 1-18 przedstawia różne warunki roztworu galwanicznego. Jeśli nikiel jest dodawany w postaci K2Ni(CN)4Zawartość węgla w warstwie galwanicznej gwałtownie wzrasta. Zawartość niklu w warstwie galwanicznej wzrasta od stężenia wyższego niż 0,3 g/l w roztworze galwanicznym. Gdy stężenie niklu w roztworze galwanicznym wynosi poniżej 0,3 g/l, warstwa galwaniczna jest matowa; powyżej 0,3 g/l staje się jasna. Jeśli jednak do roztworu galwanicznego zostanie dodany nikiel w postaci siarczanu niklu, jasny efekt można uzyskać nawet przy stężeniu niklu poniżej 0,3 g / l. Powodem jest to, że nikiel został już poddany współosadzaniu na poziomie stężenia.

Rysunek 1-17 Zależność między grubością złocenia a wytrzymałością na rozciąganie.
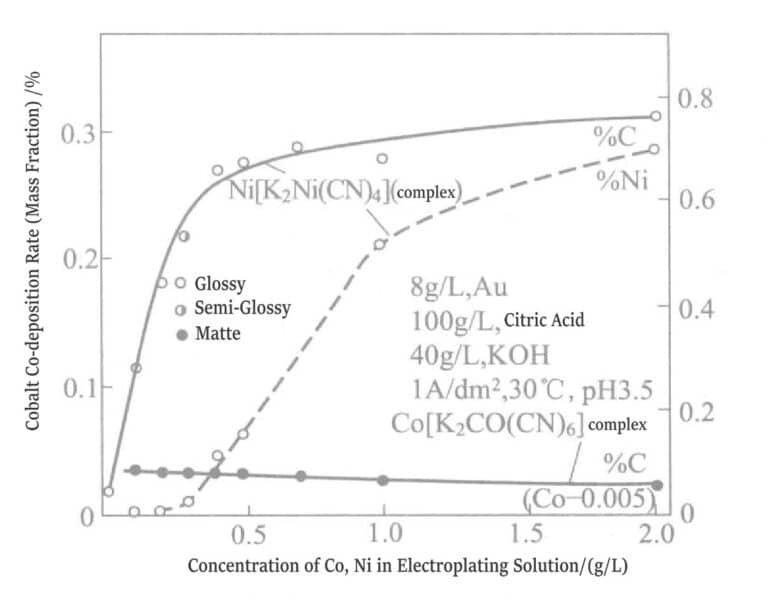
Rysunek 1-18 Wpływ jonów kompleksowych na stężenie kobaltu i niklu w roztworze galwanicznym oraz szybkość współosadzania kobaltu, niklu i węgla.
(1) Skład i warunki pracy roztworu galwanicznego: Kolor warstwy galwanicznej jest kluczem do dekoracyjnego złocenia. W kwaśnych roztworach do powlekania kwasami organicznymi głównymi składnikami są: sole złota, kwasy organiczne, sole niklu, rozjaśniacze i środki zmniejszające naprężenia. Sole złota, takie jak cyjanek złota potasowego. Kwasy organiczne obejmują kwas cytrynowy, kwas hydroksybutanodiowy i kwas winowy. Sole niklu obejmują sole niklu kwasu amidosulfonowego, kwasu cytrynowego, kwasu siarkowego, kwasu glukonowego, kwasu mrówkowego, kwasu borowego, kwasu fosforowego itp. Rozjaśniacze (metale) obejmują ind, kobalt, cynk, kadm, antymon itp.
Środki przeciwstresowe obejmują magnez, wapń, α-bipirydynę, alkilobenzenosulfonian sodu, trietylenotetraminę, siarczan hydrazyny, kwas amidosulfonowy itp.
(2) Czynniki wpływające na kolor warstw poszycia ze stopu złoto-nikiel: W tabeli 1-12 wymieniono dwa rodzaje roztworów galwanicznych: kolory warstwy galwanicznej, stabilność roztworu galwanicznego, właściwości fizyczne itp.
① Wpływ cytrynianu niklu: Stężenie cytrynianu niklu obliczone jako nikiel w roztworze galwanicznym waha się od 15 g / l, 20 g / l, 25 g / l, 30 g / l, dostosowując kolor warstwy galwanicznej. Gdy stężenie cytrynianu niklu wynosi 15 g / l, warstwa galwaniczna jest jasnożółta; gdy wynosi 20 ~ 30 g / l, kolor się nie zmienia. Po dodaniu 1 g / l kobaltu w postaci siarczanu kobaltu kolor nie zmienia się, ale jasność warstwy galwanicznej tak. Po oddzielnej zmianie temperatury roztworu galwanicznego o 35 ℃, 40 ℃, 45 ℃, 55 ℃, kolor warstwy galwanicznej nadal się nie zmienił.
Tabela 1-12 Skład i warunki pracy dwóch roztworów do powlekania złotem i niklem
| Skład i warunki pracy | Roztwór niklujący z kwasem cytrynowym | Roztwór do powlekania sulfaminianem niklu |
|---|---|---|
| Kwas cytrynowy /(g/L) | 150 | 150 |
| Cytrynian potasu /(g/L) | 100 | 100 |
| Sulfamat niklu (jako Ni)/(g/L) | 15 | |
| Kwas cytrynowy nikiel (jako Ni)/(g/L) | 25 | |
| Siarczan kobaltu (jako Co)/(g/L) | 1 | 0.5 |
| Cyjanek złota potasu (jako Au) /(g/L) | 2 | 2 |
| Cyjanek potasu KCN/(g/L) | 1 | 1 |
| pH | 4.2 | 4.2 |
| Temperatura /℃ | 40 | 40 |
② Wpływ aminosulfonianu niklu: W roztworze galwanicznym stężenie aminosulfonianu niklu wynosi 5 g / l, 10 g / l, 15 g / l, 20 g / l, obliczone jako nikiel; z dodatkiem 0,5 g / l kobaltu (siarczan kobaltu), 2,5 g / l złota (cyjanek złota potasu), kolor warstwy galwanicznej zmienia się znacząco. Gdy stężenie niklu wynosi 5 g / l, warstwa poszycia jest jasnożółta; gdy wynosi 10 g / l, jest jasnozłota. Porównując warstwy galwaniczne osadzone przy użyciu dwóch soli niklu, warstwa galwaniczna z roztworu cytrynianu niklu ma jasnozłoty żółty kolor. Natomiast warstwa galwaniczna z roztworu aminosulfonianu niklu jest lekko czarniawa.
③ Działanie siarczanu niklu: Po pewnym czasie roztwór siarczanu niklu wytwarza osad wodorotlenku niklu i nie nadaje się do użytku.
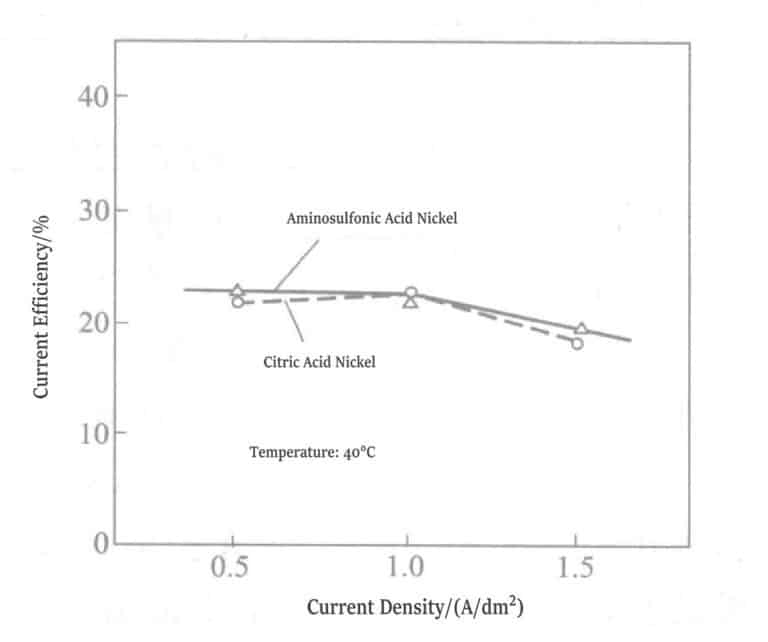
④ Wydajność prądowa: Zależność między gęstością prądu a wydajnością prądową dla dwóch roztworów galwanicznych przedstawiono na rysunku 1-19. Gdy gęstość prądu wynosi 0,5 A/dm2, 1.0A/dm21,5A/dm2Nie ma różnicy między roztworem niklującym cytrynianu a roztworem niklującym kwasu aminosulfonowego, a wydajność prądowa wynosi 22% ~ 23%.
⑤ Współczynnik osadzania złota: Zawartość złota w warstwie galwanicznej roztworu niklującego cytrynianu jest wyższa niż w warstwie galwanicznej roztworu niklującego kwasu aminosulfonowego o 1%~3% (ułamek masowy) (Rysunek 1-20).
Rysunek 1-19 Zależność między gęstością prądu a wydajnością prądową
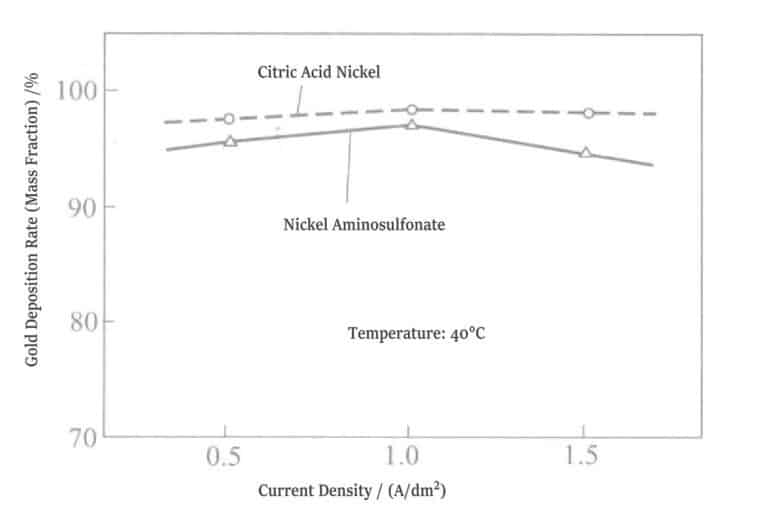
Rysunek 1-20 Zależność między współczynnikiem osadzania soli niklu i złota
Tabela 1-13 Twardość przekrojów poprzecznych dwóch rodzajów warstw galwanicznych
| Typ | Obciążenie/gf① | Twardość Hv |
|---|---|---|
| Roztwór do powlekania cytrynianem niklu | 25,50 | 280 ~ 310 |
| Roztwór galwaniczny kwasu niklowo-sulfamowego | 25,50 | 210 ~ 240 |
| ① lgf=9. 80665× 10-3N。 | ||
Powierzchnia dwóch warstw galwanicznych o grubości 50 μm jest wolna od pęknięć, gładka i półjasna. Gdy zawartość niklu (ułamek masowy) w warstwie poszycia ze stopu złoto-nikiel wynosi około 5%, twardość wynosi zwykle około Hv 200. Ze względu na dużą grubość warstwy galwanicznej generowane są naprężenia wewnętrzne, więc zmierzony wynik przekracza Hv 200. Twardość warstwy galwanicznej z roztworu aminosulfonianu jest niska, na co wpływa nie tylko grubość warstwy galwanicznej, ale także redukujący naprężenia efekt samego aminosulfonianu.
⑦ Wpływ zanieczyszczeń: Eksperymentalny roztwór galwaniczny i warunki pracy dla wpływu zanieczyszczonych metali na wygląd warstwy galwanicznej przedstawiono w tabeli 1-14. Jasny nikiel został powleczony w cienkowarstwowym zbiorniku testowym do akumulatorów w celu przeprowadzenia testów cienkowarstwowych płyt akumulatorowych. Wyniki z dwóch roztworów galwanicznych pokazano na rysunku 1-21, a podsumowanie wyników przedstawiono w tabeli 1-15.
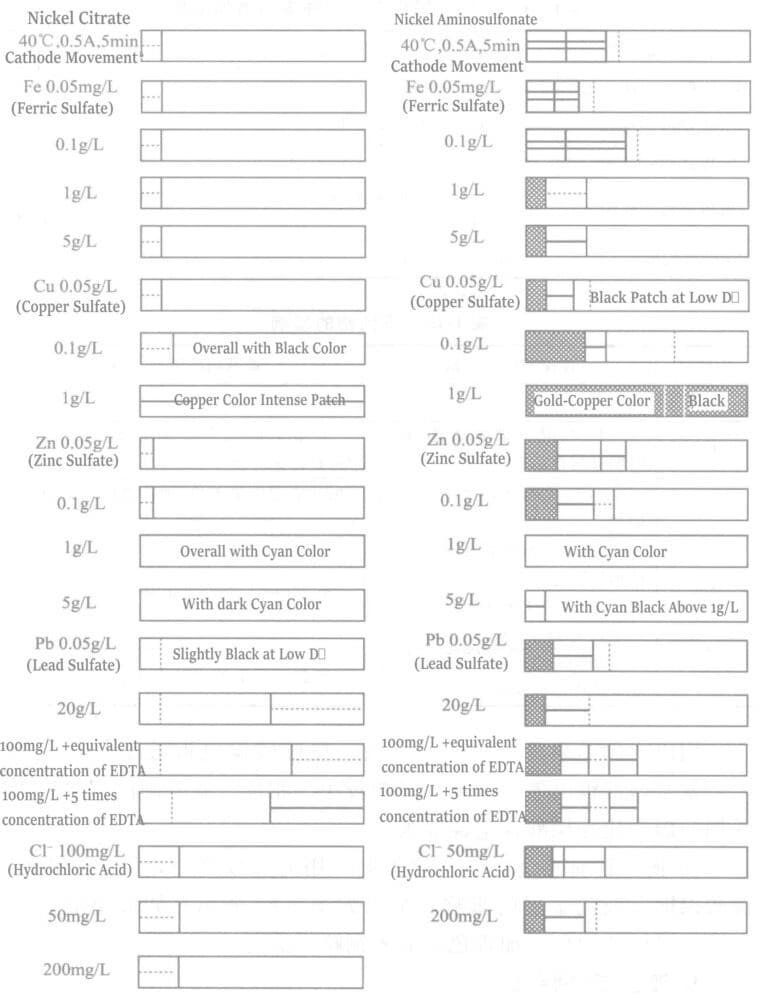
Tabela 1-14 Rodzaje i stężenia dodatków nieczystych związków metali
| Nieczyste związki | Kwota dodatkowa |
|---|---|
| Fe w postaci siarczanu żelazawego | 0. 05g/L, 0.1g/L, 1g/L, 5g/L |
| Cu w postaci siarczanu miedzi | 0. 05g/L, 0.1g/L, 1g/L |
| Zn w postaci siarczanu cynku | 0. 05g/L, 0.1g/L, 1g/L, 5g/L |
| Pb w postaci siarczanu ołowiu | 100mg+krotność (stosunek molowy) EDTA 5mg/L, 20mg/L, 100mg+ Równoważnik molowy EDTA |
| Cl w postaci kwasu solnego | 50 mg/l, 200 mg/l |
Tabela 1-15 Wpływ zanieczyszczeń
| Zanieczyszczenia | Roztwór do powlekania cytrynianem niklu | Roztwór niklujący kwasu aminosulfonowego |
|---|---|---|
| Fe | Brak efektu do 5 g/l | |
| Cu | Przy 0,1 g/L: Cała powierzchnia wydaje się czarna; przy 1 g/L: Wyraźny miedziany osad staje się widoczny. | Przy 0,5 g/L: Czernienie występuje w obszarach o niskiej gęstości prądu; przy 1 g/L: Powierzchnia staje się bez połysku. |
| Zn | Do 0,1 g/L: Brak zauważalnego efektu; Powyżej 0,1 g/L: Pojawia się niebieskawo-złoto-żółty kolor, z niebieskawym odcieniem nasilającym się proporcjonalnie do wzrostu stężenia. | |
| Pb | Około 5 mg/L: Nieznaczne zaczernienie pojawia się w obszarach o niskiej gęstości prądu. Przy około 20 mg/L: Mętny wygląd pojawia się po wprowadzeniu EDTA-2Na. | Do 20 mg/l: Nie zaobserwowano znaczącego wpływu. |
| Cl | Przy 200 mg/L: Marginalne wzmocnienie zamglenia ograniczone do obszarów o wysokiej gęstości prądu. | Około 200 mg/l: Zasadniczo brak wykrywalnego wpływu. |
Porównując powyższe wyniki dla dwóch rodzajów roztworów galwanicznych, ołów ma duży wpływ na roztwór niklujący kwasu cytrynowego. Z kolei ołów w mniejszym stopniu wpływa na roztwór niklujący kwasu aminosulfonowego. I odwrotnie, miedź ma większy wpływ na roztwór niklujący kwasu aminosulfonowego niż na roztwór niklujący kwasu cytrynowego.
⑧ Wpływ miedzi i cynku na kolor warstwy pozłacanej: Miernik połysku został użyty do pomiaru wpływu miedzi i cynku na warstwę złota w roztworze niklowo-złotym kwasu cytrynowego, a wyniki pokazano na rysunku 1-22. Jeśli cynk zostanie zmieszany z roztworem do powlekania złotem, kolor warstwy galwanicznej wzrośnie do cyjanu; jeśli miedź zostanie zmieszana, pojawi się lekki czarny odcień.

2.3 Powłoka ze stopu złoto-nikiel-indium
Tabela 1-16 Skład i warunki pracy roztworu do powlekania stopów złota, niklu i indu
| Skład i warunki pracy | Parametry | Skład i warunki pracy | Parametry |
|---|---|---|---|
| Cyjanek złota potasu/(g/L) | 11.7 | Ind (siarczan indu)/(g/L) | 5 |
| Kwas cytrynowy/(g/L) | 85 | pH | 3.8 |
| Cytrynian potasu / (g/L) | 140 | Temperatura roztworu galwanicznego / ℃ | 38 |
| Nikiel (Cytrynian niklu)/(g/L) | 4.5 | Gęstość prądu /(A/dm2) | 1 |
2.4 Platerowany hipoalergiczny stop złota
Przez długi czas metale takie jak nikiel i kobalt były powszechnie stosowane do regulacji twardości, odporności na zużycie, odporności na korozję i koloru warstw pozłacanych. Nikiel i kobalt powodują reakcje alergiczne w organizmie człowieka, a kraje w Europie i Ameryce wprowadziły już restrykcyjne przepisy dotyczące stosowania niklu i kobaltu. W związku z tym opracowano antyalergiczne rozwiązania w zakresie powlekania złotem.
Dodanie soli żelaza i tytanu do roztworów do powlekania stopów złota pozwala uzyskać taki sam efekt rozjaśnienia jak w przypadku soli niklu i kobaltu. Dodanie soli przewodzących, słabych kwasów organicznych, takich jak kwas winowy i cytrynowy, soli metali nieszlachetnych, soli osmu itp. może rozwiązać problem alergii na metale. Te roztwory do powlekania stopów złota nie powodują alergii na ludzkie ciało. Mimo to osiągnięcie gładkości zwykłych warstw galwanicznych jest trudne, a pęknięcia pojawiają się, gdy grubość przekracza 3 μm. Regulacja żółtych i białych odcieni jest również stosunkowo trudna.
Zastępując nikiel i kobalt, które mają problemy z alergią, żelazem, dodając przewodzące sole indu i stosując bufory pH, warstwa powłoki ze stopu złota ma taką samą jasność, przyczepność i stabilność, a także taką samą grubość i charakterystykę tonalną jak warstwy powłoki ze stopu złota i niklu lub złota i kobaltu.
Źródłem jonów złota jest cyjanek złota(I) potasu lub cyjanek złota(III) potasu. Jeśli stężenie jest zbyt niskie, wydajność prądowa jest niska, warstwa galwaniczna wydaje się mglista, a pęknięcia są podatne na występowanie; jeśli jest zbyt wysoka, lepkość roztworu do powlekania złotem wzrasta, a warstwa galwaniczna jest podatna na spalanie.
Jeśli stężenie jonów żelaza lub żelaza jest zbyt niskie, złoto nie może być stabilnie osadzone, a warstwa złota jest podatna na mgliste czerwone spalanie: Jeśli jest zbyt wysokie, mogą wystąpić duże pęknięcia, co utrudnia uzyskanie grubej warstwy galwanicznej.
Dodanie samego żelaza powoduje nadmierne naprężenia wewnętrzne w warstwie pozłacanej, powodując podatność na pęknięcia i uniemożliwiając utworzenie gładkiej warstwy stopu. Dodanie indu może złagodzić naprężenia w warstwie pozłacanej, pozwalając na grubą warstwę złota, a także może być wykorzystane do dostosowania odcienia czystego złota.
Jeśli stężenie jonów indu jest zbyt niskie, prawdopodobne jest wystąpienie pęknięć; jeśli jest zbyt wysokie, wydajność prądowa spada, a osadzanie warstwy złota staje się niestabilne.
Kwasy nieorganiczne lub organiczne mogą być wybrane spośród kwasu fosforowego, kwasu pirofosforowego, kwasu borowego, kwasu wolframowego, kwasu szczawiowego, kwasu winowego, kwasu cytrynowego, kwasu jabłkowego, kwasu mlekowego, kwasu bursztynowego, kwasu hydroksyoctowego i kwasu glukonowego.
Jeśli stężenie soli przewodzących i buforów pH jest zbyt niskie, przewodność jest słaba, a buforowanie pH jest niewystarczające, co powoduje niestabilne osadzanie się warstwy złota; jeśli jest zbyt wysoka, lepkość roztworu galwanicznego wzrasta, co zwiększa prawdopodobieństwo pęknięć.
pH od 1,5 do 7,0. Poniżej 1,5 wydajność prądowa jest niska, a osadzanie jest niestabilne. Powyżej 7,0 łatwo tworzą się osady żelaza i indu, powodując nieprawidłowe osadzanie się warstwy złota.
Zmiana stężenia powyższych składników, dodanie środków powierzchniowo czynnych, innych środków pomocniczych itp. może poprawić kolor osadzonej warstwy złota, odporność na korozję i odporność na zużycie. Ilustrują to poniższe przykłady:
Po konwencjonalnej obróbce wstępnej płytki miedzianej, należy użyć roztworu galwanicznego z tabeli 1-17, pH 4, temperatury 40 ℃ i gęstości prądu 2A/dm2 do płytowania stopu złota.
Tabela 1-17 Roztwór do powlekania stopów złota i warstwa do powlekania stopów złota
| Skład i wyniki | Stosowane środki chemiczne | Nr 1 | Nr 2 | Nr 3 | Nr 4 | Nr 5 | Nr 6 | Nr 7 | Nr 8 |
|---|---|---|---|---|---|---|---|---|---|
| Złoto/(g/L) | Cyjanek złota potasowego | 5 | 5 | 5 | 5 | 5 | |||
| Cyjanek złota(III) potasu | 5 | 5 | 5 | 5 | |||||
| Żelazo /(g/L) | Jon żelazawy | 5 | 5 | 5 | 5 | 5 | |||
| Jon żelazawy | 5 | 5 | 5 | 5 | 5 | ||||
| Ind /(g/L) | 5 | 5 | 5 | 5 | 5 (tytan) | ||||
| Sól przewodząca i bufor pH /(g/L) | Kwas szczawiowy | 100 | 20 | 100 | 10 | 100 | |||
| Kwas winowy | 100 | 20 | 10 | ||||||
| Kwas cytrynowy | 100 | 20 | |||||||
| Kwas borowy | 20 | ||||||||
| Kwas wolframowy | 20 | 10 | 10 | ||||||
| Kwas fosforowy | 20 | ||||||||
| Wynik | Grubość jasności/μm | Powyżej 5 | <1 | <1 | <1 | <1 | |||
| Szybkość sedymentacji / (μm/min) | 0. 15 ~ 0. 25 | Nie można określić | |||||||
| Charakterystyka | Jasna powłoka galwaniczna | Pęknięcia i nieprawidłowe opady | |||||||
W roztworze do powlekania stopu złota i żelaza, dodanie indu, soli przewodzących i buforów pH pozwala uzyskać grubą warstwę powłoki ze stopu jasnego złota o jasności powyżej 5 μm, a odcień można regulować od żółtego do białego.
Nr 5 ~ Nr 8 to wynik bez dodatku indu. Szybkość powlekania jest niestabilna, warstwa galwaniczna wytwarza wiele pęknięć, powierzchnia jest nienormalna (spalona, zamglona), a uzyskanie jasnej warstwy galwanicznej powyżej 1 μm jest niemożliwe. Użycie talu zamiast indu również powoduje pęknięcia w warstwie galwanicznej i nieprawidłowe osadzanie. Takie rozwiązania galwaniczne nie mają praktycznego zastosowania. Tabela 1-17 przedstawia charakterystykę roztworów do powlekania stopów złota i warstw złota.
Ze względu na alergenność niklu i kobaltu oraz ograniczenia sprzedaży lub eksportu, żelazo i ind są używane do zastąpienia niklu i kobaltu w roztworach do powlekania stopów złota. Właściwości warstw galwanicznych są takie same, co eliminuje alergenność metali takich jak nikiel i kobalt. Osadzanie warstwy galwanicznej w roztworze galwanicznym jest stabilne, a praktyczny odcień koloru można regulować.
3. Neutralne złocenie
Neutralne złocenie nazywane jest miękkim złoceniem lub czystym złoceniem, o wysokiej czystości osadzonej warstwy złota, bez połysku i niskiej twardości, stosowanej głównie do warstw złocenia w opakowaniach układów scalonych. Roztwór galwaniczny składa się z soli złota, cyjanku złota potasowego, środków buforujących o neutralnym zakresie pH, takich jak cytrynian, fosforan i mieszaniny tych soli. Dodatkowo, sole te służą również do zwiększenia przewodności roztworu galwanicznego.
Charakterystyka neutralnego roztworu galwanicznego: Dodanie śladowej ilości modyfikatora krystalizacji może zmienić strukturę wytrącania warstwy galwanicznej, powodując cytrynowo-żółty odcień koloru. Gdy dodatek jest niewystarczający, wygląd jest czerwonawo-brązowy lub spalony; gdy dodatek jest nadmierny, dochodzi do współstrącania, co zmniejsza czystość warstwy galwanicznej.
3.1 Pozłacanie dekoracyjne
Tabela 1-18 Skład i warunki pracy roztworu galwanicznego stopu złota i miedzi (I)
| Skład i warunki pracy | Parametry | Skład i warunki pracy | Parametry |
|---|---|---|---|
| Cyjanek złota potasu/(g/L) | 7 | pH | 6. 8〜75 |
| Na2HPO4 (Wodorofosforan disodu)/(g/L) | 28 | Temperatura roztworu do galwanizacji/℃ | 65 〜75 |
| Cu[Na2Cu(CN)3]/(g/L) | 7 | Gęstość prądu/(A/dm2) | 0. 5〜1 |
| Fe(cyjanek żelazawy)/(g/L) | 3 |
Tabela 1-19 Skład i warunki pracy roztworu galwanicznego stopu złota i miedzi (II)
| Skład i warunki pracy | Parametry | Skład i warunki pracy | Parametry |
|---|---|---|---|
| Cyjanek złota potasu/(g/L) | 0. 7~1. 5 | pH | 8.5 |
| Cu(EDTA Sól miedzi)/(g/L) | 8 | Temperatura roztworu do galwanizacji/℃ | 53 〜 57 |
| Na2EDTA(wolny)(g/L) | 16 | Gęstość prądu/(A/dm2) | 1 ~ 1. 5 |
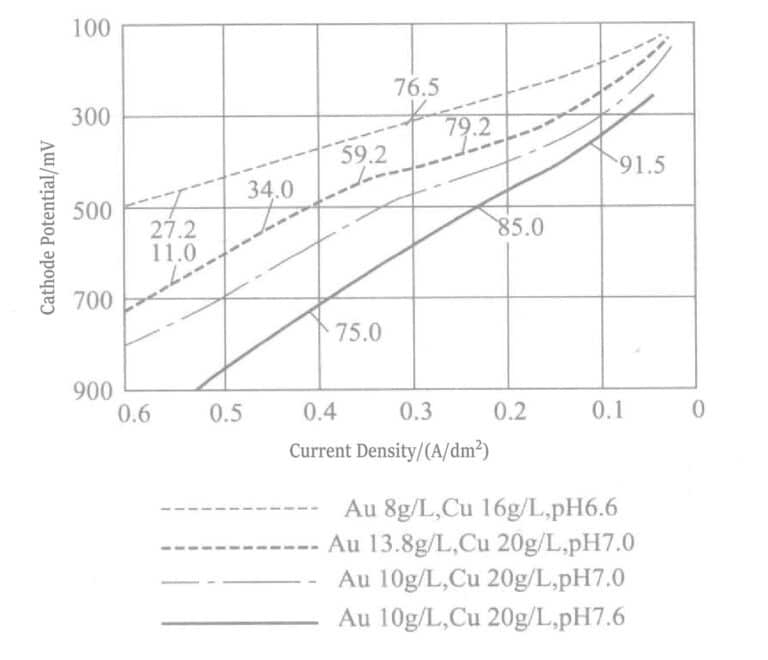
Są to roztwory do powlekania stopów złota powszechnie stosowane w Europie. Warstwa galwaniczna jest całkowicie stałym roztworem zawierającym znaczną ilość miedzi, ale nie jest podatna na przebarwienia. Test napowietrzania kwasem azotowym wykazuje doskonałą odporność na korozję.
Warstwa galwaniczna ze stopu złota i miedzi w roztworze galwanicznym EDTA jest poddawana obróbce cieplnej w temperaturze 300 ~ 400 ℃ w celu uzyskania Au-Cu3 związek międzymetaliczny, który ma bardzo wysoką twardość. Rysunek 1-23 przedstawia krzywą polaryzacji roztworu galwanicznego z tabeli 1-4.
3.2 Funkcjonalne pozłacanie
Tabela 1-20 Skład i warunki pracy neutralnego roztworu do powlekania złotem o wysokiej czystości
| Skład i warunki pracy | Nr 1 | Nr 2 | Nr 3 | Nr 4 | Nr 5 |
|---|---|---|---|---|---|
| Cyjanek złota potasu/(g/L) | 10 〜 31 | 10 〜 20 | 7〜18 | 6 | 8.2 |
| Diwodorofosforan sodu/(g/L) | 60 | - | 82 | - | - |
| Pirofosforan potasu/(g/L) | - | - | - | - | 150 |
| Cytrynian/(g/L) | 60 | 60 〜 125 | 50 〜 75 | 90 | - |
| Cytrynian potasu | Cytrynian potasu | Cytrynian amonu | Rozpuszczalna sól kwasu | ||
| Pięciowodny tiosiarczan sodu/(g/L) | 5 〜 10 | - | - | - | - |
| Fosforan trietylu/(g/L) | - | 30 〜 60 | - | - | - |
| Aminotrimetylofosforan/(g/L) | - | - | - | 80 | - |
| Alkohol benzylowy (ułamek masowy)/% | - | - | - | - | 0. 05 |
| pH | 5. 5 〜 8. 0 | 6 〜 8 | 5 ~ 6. 5 | 6.0 | 7 ~ 8 |
| Temperatura /℃ | 60 | 60 | 45 〜 100 | 65 | 60 |
| Gęstość prądu /(A/dm2) | 0. 1〜 1.5 | 0. 1 ~ 0. 3 | 0. 1 ~ 0. 4 | 0. 1 ~ 0. 5 | 0. 1 |
4. Pozłacanie siarczynowe
Od 1970 roku pozłacanie przy użyciu soli siarczynowych złota jest praktyczne. Siarczynowe sole kompleksowe złota(I) ulegają [Au(SO3)2]3-⇌Au++2SO32- dysocjacja.
Stabilność tego typu jonów kompleksowych jest znacznie niższa niż w przypadku kompleksów cyjankowych, ze stałą stabilności wynoszącą około 1010więc stabilność wynosi 1028 razy gorszy niż [Au(CN)2–] .
Am jest grupą aminową aminy alifatycznej.
Anion dysocjuje zgodnie z następującym wzorem:
[Au(Am)2(SO3)2]3- ⇌[Au(Am)2]+ + 2(SO3)2- (1-2)
A także [Au(Am)2]+ ⇌Au+ + 2Am (1-3)
Tabela 1-21 Skład roztworu galwanicznego siarczynu złota
| Skład | Parametry |
|---|---|
| Złoto [iminokoordynowana sól siarczynu(I) złota sodowego]/(g/L) | 12 |
| Siarczyn sodu (wolny)/(g/L) | 50 |
| Cytrynian sodu/(g/l) | 50 |
| Tetraboran sodu/(g/L) | 10 |
Sól siarczynowa złota jest powszechnie stosowana do powlekania trójskładnikowych stopów złota Au-Pd-Cu podczas galwanizacji stopów złota. Jej zalety to: ① warstwa galwaniczna wydaje się różowa; ② twardość osiąga do Hv 400; ③ doskonała odporność na zużycie; ④ doskonała odporność na korozję. Wadami są: ① stosunek osadzania stopu zmienia się nierównomiernie w zależności od gęstości prądu i temperatury; ② anoda ulega redukcji i osadzaniu podczas długotrwałego powlekania.
Yoshimura i in. zastosowali warunki podane w tabeli 1-22, zmieniając stężenie miedzi na 0,0021 ~ 0,0211 mol / l, temperaturę roztworu galwanicznego 25 ℃, 50 ℃ i gęstość prądu 0,230 A / dm2 do powlekania galwanicznego. Wygląd, twardość, odporność na zużycie i inne wartości osadzonej powłoki przedstawiono w tabeli 1-23. W porównaniu z rozmiarem ziarna 337Å warstwy poszycia ze stopu złoto-pallad, rozmiar ziarna 161 ~ 231Å warstwy poszycia ze stopu złoto-pallad-miedź jest mniejszy, z twardością poszycia 400 Hv i dobrą odpornością na zużycie. Istnieje powiązany patent na warstwę poszycia ze stopu złoto-pallad-miedź.
Tabela 1-22 Skład roztworu galwanicznego stopu Au-Pd-Cu Jednostka:mol/L
| Skład | Parametr | Skład | Parametr |
|---|---|---|---|
| Au(SO3 )2 3- | 0.0204 | Na2SO3 | 0.1983 |
| Pd(en)2 2+ | 0.0236 | NaAsO2 | 0.0115 |
| EDTA-2Na | 0.2109 | CuSO4 | 0. 0021 〜 0.0211 |
Tabela 1-23 Porównanie twardości i odporności na zużycie powłok ze stopów Au-Pd-Cu i Au-Ni
| Skład roztworu galwanicznego, współczynnik osadzania/% | Twardość VHN | Odporność na zużycie |
|---|---|---|
| Au : Ni | ||
| 92 : 8 | 237 | 20 |
| Au : Pd : Cu | ||
| 87 : 3 : 10 | 362 | 26 |
| 80 : 5 : 15 | 437 | 33 |
| 79 : 8 : 13 | 383 | 28 |
| 75 : 9 : 16 | 400 | 28 |