Hva er voksinnstøping og hvordan forvandler det smykkeproduksjon?
Prosess, krav, vanlige problemer og løsninger for voksstøping
Voksinnfatning for prinsesseslipte edelstener
Innholdsfortegnelse
Del I Fordeler med voksavsetningsprosessen
(1) Spar tid og forbedre produksjonseffektiviteten. For eksempel kan en dyktig setter bare sette 100 stykker om dagen når han setter firkantede edelstener, mens en ansatt med kortvarig opplæring kan sette 200 til 300 stykker ved bruk av voksinnstillingsteknologi.
(2) Redusere lønnskostnadene. Tradisjonell metallsetting krever et betydelig ferdighetsnivå fra innfatningsarbeideren, noe som betyr at smykkefabrikker må investere tungt i faglært arbeidskraft til innfatningsavdelingen, noe som øker lønnskostnadene betydelig. Dette gjelder spesielt for smykker med lav verdi, der lønnskostnadene utgjør en stor andel av totalkostnaden. Bruk av voksinnfatningsteknologi kan redusere lønnskostnadene kraftig.
(3) Redusert metalltap. Ved tradisjonell metallsetting er det ofte nødvendig å justere innfatningsposisjonen, noe som resulterer i relativt høyt metalltap. Ved voksinnfatning gjøres justeringene på voksmodellen, noe som reduserer metalltapet betydelig.
(4) Voksinnstillingsoperasjoner krever bare enkle verktøy, noe som kan redusere investerings- og tapskostnadene for slipeverktøy som nåler og fleksible akselslipere betydelig.
(5) som en ny innstillingsmetode, gir støpeprosessen for voksinnstilling de tekniske forholdene for innovasjon innen smykkedesign. Noen smykkedesignprodukter kan bare produseres gjennom støping av voksinnstilling.
Del II De viktigste verktøyene som brukes i voksavsetningsstøpeprosessen og deres funksjoner
Tabell 5-2 De viktigste verktøyene som brukes i voksstøpeprosessen og deres funksjoner
| Navn på verktøyet | Funksjon |
|---|---|
| Chuck | Fest stålnål og meisel |
| Elektrisk loddebolt | (1) Avrund spissen, fyll innsenkede groper; (2) Reparer voksmodellens skadede område |
| Pensel | Rengjør vokspulveret |
| Kirurgisk kniv | (1) Trim voksoverflaten; (2) Fjern vokspulveret |
| Pincett | Steinklemme, plasser steinen |
| Flat meisel | (1) Brukes til meiselgroper og kanter; (2) Trimming av voksoverflaten; (3) Rengjøring av vokspulveret; (4) plassering av steinen |
| Flygende skive | Hold tappene under innstilling av klo og invertert tapp |
| Ball Bur | (1) Lag en base for kloinnfatning; (2) Lag hulrom for innfatning med ramme |
| Ringmåler | Etter at voksingen er ferdig, setter du ringen på måleren for å kontrollere ringens rundhet. |
| Oljestein | Brukes til å jevne ut spaden |
| Synål | Fjern tuppen og mal den til en flat spade. |
| Nål av stål | Rengjør voksinnstillingsbasen |
Seksjon III Prosessflyt for voksavsetningsstøping
1. Produksjon av masterform
Siden edelstenene må bli liggende i gipsformen under voksinnfatningen, må de festes for å forhindre at de forskyves eller løsner under investering, utbrenning og støping. Derfor må formen støtte edelstenene i minst to posisjoner. Vanligvis slipes det et hull i bunnen av innfatningen, og hullet bør være så stort som mulig, ideelt sett mer enn halvparten av edelstenens diameter, for å unngå at metall dekker overflaten i bunnen av edelstenen eller at edelstenen blir ustabil etter støping.
På grunn av krympingen som oppstår under støping av gummi, voksform og metallstøpeprosesser, som kan påvirke de innstøpte edelstenene betydelig, er det viktig å ta hensyn til alle krympefaktorer når du designer og lager originalversjonen, nemlig krymping av gummiform, krymping av voksform og krymping av metall. Spesiell oppmerksomhet bør rettes mot tett plasserte edelstener, slik at det er tilstrekkelig avstand mellom dem til at de kan støpes med voksinnfatning. Hvis avstanden er for liten, kan edelstenene presses mot hverandre og gå i stykker under krymping av støpeformen, og hvis avstanden er for stor, kan metall bli fanget mellom edelstenene eller påvirke estetikken. Størrelsen på det reserverte gapet kan beregnes ut fra støpekrympingshastigheten. Den spesifikke størrelsen bør justeres i henhold til antall og størrelse på edelstenene, og ulike tykkelsesmålere kan brukes for å hjelpe operatøren med å bedømme dette.
For å redusere risikoen for at edelstener sprekker eller misfarges på grunn av termisk sjokk fra det smeltede metallet, stilles det spesielle krav til tykkelsen på innfatningsområdet i masterformen. Anta at det er for mye eller for tykt metall i dette området. I så fall vil den termiske kapasiteten under helling være stor, og den termiske effekten på edelstenene vil være sterkere, noe som øker risikoen for brudd og misfarging. Med tanke på edelstenenes sikkerhet bør derfor det direkte kontaktområdet mellom innfatningsområdet og edelstenene minimeres, og tykkelsen på metallet i innfatningsområdet bør reduseres så mye som mulig. Dette fører imidlertid til et annet problem når det gjelder sikkerheten til innfatningen; hvis metallet i innfatningsområdet er for svakt, vil det redusere styrken til innfatningsstrukturen, noe som øker sjansen for at edelstenene løsner eller faller ut.
2. Lag granatlinje
For å beskytte edelstenene i en voksinnfatning støpes det vanligvis ved en lavere temperatur enn den konvensjonelle støpetemperaturen, og under støpeprosessen vil edelstenene ha en kjølende effekt på det smeltede metallet. Derfor er det viktig å ta hensyn til hvor raskt det smeltede metallet fyller hulrommet og kompensere for krymping når man utformer støpesystemet. Vanligvis brukes det større grankopper eller stigerør enn ved konvensjonelle metoder, noe som bidrar til å fylle og kompensere for det smeltede metallet, slik at man unngår underfylling eller krympingsdefekter i innfatningsområdet for edelstener.
Når du lager granlinjen, bør du vurdere å plassere den på kanten av voksmodellen i nærheten av edelstenområdet. For noen modeller med flere edelstener kan det være nødvendig med flere støpelinjer for å sikre at det smeltede metallet tilfører varme til området med edelstener. Pass på at det smeltede metallet ikke treffer direkte over edelstenene, slik at de ikke forskyves.
3. Fremstilling av gummiformen
Ulike gummityper har varierende krympefrekvens, elastisitet og replikasjonsevne. Før du lager masterformen, er det viktig å forstå krympningshastigheten til gummiformen som brukes, og det anbefales å bruke organisk gummi av høy kvalitet. Når du skjærer gummiformen for å fjerne masterformen, må du prøve å skjule skillelinjen så mye som mulig for å unngå direkte passasje eller kontakt med edelstenens overflate. Skillelinjen kan bli til en blits, og direkte kontakt med edelstenen kan føre til at den sprekker etter støping. Vanligvis kan den indre skillelinjen plasseres i spissen av innfatningen, slik at man unngår edelstenen. Derimot kan den ytre skillelinjen settes ved kantene av masterformen, noe som reduserer rengjøringsarbeidet og forbedrer estetikken. Når du skjærer i gummiformen, må du i tillegg sørge for at voksmodellen lett kan fjernes uten deformasjon. Når du lager gummiformen, må du sørge for at voksmodellen har passende utlufting for å redusere defekter under voksinjeksjon og legge til noen utluftingsspor om nødvendig. Kontroller regelmessig om det oppstår deformasjoner eller skader under bruk av gummiformen.
4. Fremstilling av voksformer
5. Tilberedning av edelstener
6. Forberedelse av innstilling
Før du setter inn edelstenen, må det gjøres nøye og grundig forberedelse, inkludert å observere edelstenen, ordne den, grave innstillingsbasen og teste innstillingsbasen.
(1) Observer edelstenen og voksformen. Først, basert på bestillingens tekniske krav, må du observere formen og spesifikasjonene til edelstenen. Deretter sjekker du om voksformen stemmer overens med bestillingen og edelstenen som skal innfattes, og om kvaliteten og mengden av edelstenene er passende.
(2) Arrangering av edelstenen. Plasser edelstenen i innfatningsposisjonen, og kontroller om edelstenen passer til spesifikasjonene for innfatningsposisjonen, om lengden på tappene er passende, og om dybden på innfatningsbasen stemmer overens.
(3) Skjær ut innstillingsbasen. Monter flatmeiselen og stålnålen på den dobbelthodede klemmen, hold voksmodellen stødig med venstre hånd, og bruk stålnålen med høyre hånd til å skjære innstillingsbasen fra venstre til høyre i henhold til formen på innstillingen (tykkelsen på innstillingsbasen til voksoverflaten er 0,5 mm).
(4) Test innstillingsbasen. Testinnstillingsbasen bruker edelstenen til å måle innstillingsposisjonen etter å ha gravd innstillingsbasen. Uten defekter kan den komme inn i edelsteninnstillingen.
7. Innfatning av edelstener
Innfatning av edelstener har forskjellige uttrykksformer og driftsmetoder. Basert på erfaring fra produksjonspraksis introduseres flere metoder.
(1) Prong-innstilling. Hold voksformen stødig med venstre hånd, og bruk en pinsett til å ta opp edelstenen med høyre hånd, og plasser edelstenen i innfatningsposisjonen (Figur 5-32).
Plasser edelstenen i innfatningsbasen, og kontroller høyden på edelstenen i innfatningen. Hvis edelstenens overflate er for høy, kan du bruke en kulefres til å senke innfatningsbasen litt eller bruke en flatmeisel til å slipe den ned. Hvis edelstenens overflate er for lav, kan du bruke en elektrisk loddebolt med voks til å bygge opp innfatningen. Fjern vokspulveret fra formen med en flat meisel og en børste. Hvis spissene er for lange, klipper du dem til med en saks slik at de er litt høyere enn edelstenens overflate; hvis spissene er for korte, bruker du en elektrisk loddebolt og tilfører voks for å heve spissene (figur 5-33).

Figur 5-32 Voksinnstillingsposisjon

Figur 5-33 Spissende tapper
I en tappfatning, uansett om tappene er lange eller korte, må du bruke en elektrisk loddebolt til å runde spissene og sørge for at de fester seg til edelstenen. Tappene skal være rette, ikke skjeve, og ha en jevn størrelse. Bunnen av innfatningen må være gjennomhullet, ellers kan det ferdige produktet gjøre edelstenen ugjennomsiktig (mørk). Når du setter inn edelstenen, prøv å skille edelstenene etter tykkelse og bruk en kulebor eller elektrisk loddebolt for å justere høyden på innfatningen, og sørg for at edelstenens overflate er flat og i riktig høyde etter innfatningen.
(2) Innstilling av ramme og koppinnstilling. Hold voksformen stødig med venstre hånd, og bruk en flat meisel med høyre hånd til å ta opp edelstenen og plassere den i innfatningsposisjonen. Hvis edelstenen er større enn innfatningen, bruker du en passende kulebor til å justere innfatningsbasen slik at den passer til edelstenens størrelse; tykkelsen på edelstenen bør avgjøre dybden på innfatningen. Etter innfatningen skal edelstenens overflate vanligvis være 0,4 mm lavere enn voksoverflaten. Etter justering av innstillingen, rengjør vokspulveret fra innstillingen med en børste, bruk deretter en flat meisel til å sette edelstenen i innstillingen, og sørg for at edelstenen er stabil, og bruk et elektrisk loddejern til å forsegle kantene med voks, og sørg for at voks festes til edelstenen og avrunder den indre kanten jevnt.
(3) Kanalinnfatning (runde edelstener, firkantede edelstener, prinsesseslipte) . I henhold til edelstenens form og størrelse brukes en flat meisel til å lage innfatningsbaser i innfatningsposisjonen på voksmodellen, med en høyde på ca. 0,5 mm fra voksoverflaten. Vær oppmerksom på at bredden på innfatningskantene på begge sider må være jevn; den ene siden kan ikke være bred og den andre smal, ellers kan det hende at den ene siden ikke dekker kanten på edelstenen, mens den andre siden skjuler edelstenens overflate. Det er viktig å sørge for at høyden på innfatningsbasene på begge sider er like høye for å unngå at edelstenen skråner etter at den er innfattet. Ved innfatning av flere edelstener i samme rad bør det legges til flere tverrstenger for å forsterke innfatningen, og man må passe på å ikke knekke støtten til voksmodellen under slipingen, ellers vil den faste størrelsen på innfatningen gå tapt. Hvis innfatningsbasene slipes for store på en gang, kan du bruke en loddebolt til å påføre voks for å forsegle den tilbake til sin opprinnelige tilstand, og deretter slipe innfatningsbasene på nytt.
Etter at innfatningsbasene er slipt, tar du opp edelstenen med en pinsett, plasserer den ene siden av edelstenen i innfatningsbasen og trykker deretter ned den andre siden med den flate meiselen for å stabilisere edelstenen. Ved innfatning av flere edelstener må man være spesielt oppmerksom på å kontrollere mellomrommene mellom edelstenene, med spesifikke dimensjoner som bestemmes av størrelsen på edelstenene, legeringstype, støpeprosessforhold osv. Hvis mellomrommene er for store, vil edelstenene på smykket også etterlate større mellomrom; hvis mellomrommene er for små, kan det føre til at edelstenene sprekker etter støpingen (figur 5-34).
Video av voksinnstilling
8. Reparasjon og trimming av voksmodeller
9. Planting av vokstrær
Når du planter vokstrær, bør størrelsen på støpetreet bestemmes ut fra størrelsen på stålstøpekolben og typen støpeutstyr. Når du kobler voksformen til den sentrale hovedhellingskanalen, må du sørge for en tilstrekkelig vinkel; generelt bør voksformen vinkles utover i 45 grader, noe som hjelper det smeltede metallet til å strømme jevnt inn i formhulen. Når du bruker reparasjonsverktøy for varm voks, må du være forsiktig så du ikke berører voksmodellene eller lar voksvæsken dryppe på edelstenen, noe som vil føre til at edelstenen på støpingen blir dekket av metall.
Merk at ved sentrifugalstøping, når høyden på vokstreet overstiger 150 mm, kan trykket fra det smeltede metallet i det øverste området noen ganger føre til at det blinker litt metall rundt edelstenen. Derfor er det nødvendig å kontrollere høyden på vokstreet på riktig måte eller ikke plante noen voksinnstillingsmodeller i de to øverste lagene og bare begynne å plante voksinnstillingsmodeller siden den tredje raden. På den annen side må du ikke plante voksmodellen for nær bunnen av treet eller i nærheten av hellekoppen, da fyllingstrykket fra det smeltede metallet er lavt i dette området, noe som kan føre til ufullstendig fylling.
Etter at voks-treet er plantet, kan det bløtlegges i et fuktemiddel eller en antistatisk væske og tørkes før det helles i slurryen. Dette kan forhindre at bobler fester seg til voksen og redusere overflatespenningen på vokstreet.
10. Investeringer
For å forhindre at edelstener misfarges under utbrenning og støping, kreves det spesiell behandling av støpepulveret, vanligvis ved å tilsette borsyre til støpepulveret, noe som bidrar til å forhindre forbrenning og misfarging av edelstener under utbrenning og støping. Vanligvis tilsettes 2,5-4 gram borsyrepulver og 40-42 ml vann for 100 g støpepulver. Siden innstillingshastigheten til gips øker etter tilsetning av borsyre, tar det vanligvis bare 6-7 minutter; det er viktig å kontrollere hastigheten på hele operasjonsprosessen for å sikre at oppslemmingen har nok vakuumtid til å fjerne bobler som sitter fast på voksmodellen. Eventuelle bobler i innstillingsbunnen eller i nærliggende områder vil danne metallperler på støpestykket som er vanskelige å fjerne. En liten mengde flytende vaskemiddel kan tilsettes slurryen for å forbedre fuktegenskapene og unngå at bobler blir fanget. I tillegg må man passe på at edelstenen ikke forskyves under støpingen.
Det finnes nå støpepulver som er spesielt beregnet på voksstøping på markedet. Når du bruker disse støpepulverne, må du følge bruksanbefalingene fra pulverprodusenten, for eksempel forholdet mellom vann og pulver, blandetid, vakuumtid og herdetid. Etter støping bør du la formen stå i 1-2 timer før du fortsetter med avvoksing og brenning.
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
11. Avvoksing og utbrenthet
Både dampavvoksing og tørravvoksing kan brukes ved voksstøping. Det viktigste er likevel å fjerne alle voksrester grundig før støping, da karbonrester kan forårsake defekter i metallstøpingen og påvirke kvaliteten på støpegodset. Tiden for dampavvoksing bør begrenses til 1 time; hvis det tar for lang tid, kan det lett føre til vannflekker eller skade på støpeformen på støpegodsene. Etter dampavvoksing, overfør umiddelbart til utbrenningsovnen for utbrenthet.
På grunn av risikoen for forbrenning, misfarging eller sprekkdannelser når edelstener utsettes for høye temperaturer, termisk sjokk og termisk stress, brukes det vanligvis en lavere utbrenningstemperatur ved voksstøping sammenlignet med konvensjonell støping for å beskytte edelstenene. Derfor er det viktig å etablere et rimelig utbrenningssystem for formene når man støper med voksinnstilling. Noen fabrikker bruker dampavvoksing, noe som er nyttig for fjerning av voks. For å sikre effektiv utbrenning bør følgende punkter noteres for utbrenning av voksstøpeformer.
(1) Utbrenningsovnen må kontrollere temperaturen nøyaktig for å unngå overoppheting, noe som kan føre til forbrenning eller misfarging av edelstenene.
(2) Formene bør varmes opp jevnt for å redusere risikoen for at edelstener sprekker på grunn av termisk sjokk og termisk stress.
(3) Det skal være tilstrekkelig luftsirkulasjon i utbrenningsovnen for å sikre at restkullet fra voksen brennes helt av.
Under utbrenningen bidrar en varmekonserveringsplattform ved bestemte temperaturområder til å forhindre at edelstener sprekker. Utbrenningstemperaturen kan variere avhengig av edelstenens type og kvalitet, og temperaturen i støpeformen under støping bør også bestemmes ut fra materialet, støpestrukturen og andre faktorer.
12. Helling
Ved støping av smykker med voksinnfatning kan man enten bruke vakuumstøping eller sentrifugalstøping. Vakuumstøping er imidlertid generelt mer vanlig ved voksinnstøping fordi det reduserer risikoen for at edelstener forskyves på grunn av turbulens under støpeprosessen. Likevel kan man også oppnå gode resultater med sentrifugalstøping, spesielt for mindre smykker, og da er det kontrollmetoden som er avgjørende. Ved sentrifugalstøping bør man være oppmerksom på treets høyde og valg av rotasjonshastighet, da for høyt trykk fra det smeltede metallet kan føre til at metallet blinker rundt edelstenen, noe som kan føre til sprekkdannelser eller gjøre det vanskeligere å rengjøre.
Siden det smeltede metallet kommer i direkte kontakt med edelstenen, opplever edelstenen et betydelig termisk sjokk umiddelbart; jo høyere helletemperatur, desto større termisk sjokk. Derfor er det viktig å kontrollere antall smykker på treet samtidig som man sørger for riktig forming for å senke temperaturen på det smeltede metallet så mye som mulig. Legeringer som brukes til voksinnstøping, bør ha et lavere smeltepunkt, bedre flytbarhet og oksidasjonsbestandighet. Støpeutstyret som brukes til voksinnstøping, bør ideelt sett gi mulighet for nøyaktig temperaturkontroll, noe som sikrer jevn og stabil kvalitet på støpegodset.
13. Avkjøling og fjerning av formen
14. Polering
Avsnitt IV Krav til voksstøping
1. Krav til edelstener i voksinnstøping
En viktig indikator for å måle effektiviteten av voksinnstøpingsprosessen er edelstenenes stabilitet. Etter voksstøpingen skal edelstenene ikke misfarges, sprekke eller gå i stykker. Under voksstøpeprosessen må edelstenene tåle utbrenthet ved høy temperatur og det termiske sjokket fra det høytempererte smeltede metallet under støpingen. Derfor må edelstener tåle relativt høye temperaturer og ha en viss evne til å motstå ujevn oppvarming og avkjøling. Dette stiller spesifikke krav til typen og kvaliteten på edelstenene som brukes. Hvis man bruker edelstener med sprekker eller som er følsomme for temperatur og termisk sjokk, kan det føre til sprekkdannelser etter voksstøpingen. På samme måte kan edelstener som har gjennomgått varmebehandling for å endre farge, påvirke utseende og farge negativt etter voksstøpingen. I tillegg er det mange faktorer som påvirker denne komplekse prosessen, og virkningen av en enkelt faktor kan føre til at edelstenene sprekker eller endrer utseende. Derfor er det alltid en viss risiko forbundet med voksstøpeprosessen.
Ved å kategorisere ulike vanlige edelsteners egnethet for voksinnfatningsprosessen, kan edelstener generelt deles inn i to hovedkategorier: de som egner seg for voksinnfatning og de som ikke egner seg for voksinnfatning.
(1) Edelstener som egner seg for støping med voksinnfatning.
Hvis kvaliteten på edelstenen er god og støpeprosessparametrene er riktig kontrollert, kan disse edelstenene oppnå gode resultater etter voksinnstilling. Slike edelstener inkluderer edelstener, rubiner, safirer, granater, peridoter, kubisk zirkonia, etc.
(2) Edelstener som ikke egner seg for støping med voksinnfatning.
Dette omfatter hovedsakelig følgende tre typer:
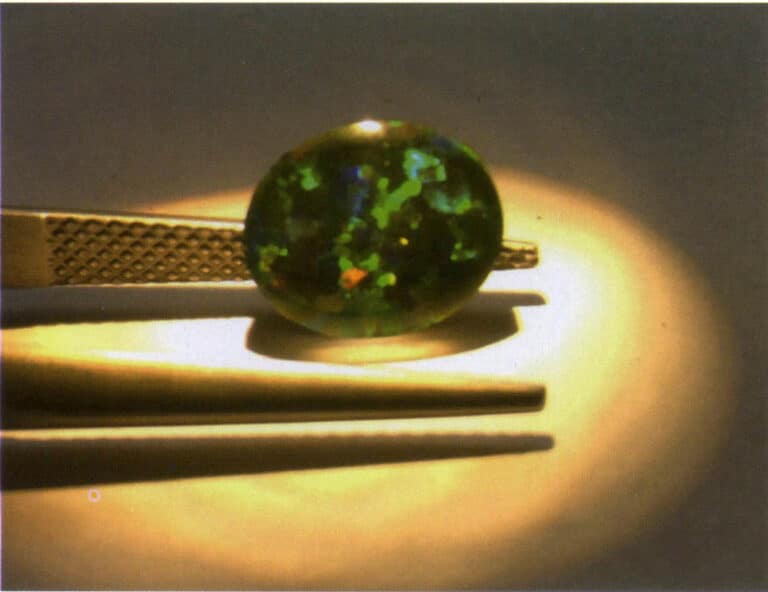
① Edelstener med indre sprekker, spaltning eller et stort antall inneslutninger vil sannsynligvis sprekke eller gå i stykker etter å ha tålt høye temperaturer og termisk sjokk eller kan endre farge under støpeprosessen på grunn av inneslutninger (melkeaktig eller frostet utseende) . Derfor er edelstener av denne kvaliteten uegnet for voksstøping, for eksempel opaler, som har mange indre sprekker, og andre edelstener av lav kvalitet har ofte disse problemene.
② Edelstener som ikke tåler høye temperaturer eller endrer farge ved høye temperaturer, inkludert ametyst, tofarget turmalin, sitrin osv. Noen edelstener som har blitt kunstig behandlet for å forbedre fargen, kan endre seg eller falme etter oppvarming. Smaragder har dårlig varmebestandighet, spesielt ved ujevn oppvarming, noe som også er uegnet for voksstøpeprosessen.
③ Edelstener som brenner ved høye temperaturer, som perler, rav, koraller og turkis, vil brenne ved høye temperaturer, noe som fører til at overflaten på edelstenen blir ru og det indre blir litt uklart. De kan derfor ikke brukes i voksavstøpningsprosessen.
2. Krav til smykkelegeringer i voksstøping
Sammenlignet med konvensjonelle støpeprosesser med tapt voks, reduserer voksinnstøping generelt utbrenningstemperaturen, og for å minimere det termiske sjokket fra det smeltede metallet til edelstenene, bør det brukes en lavere helletemperatur når det er mulig. Derfor bør legeringene som brukes til voksinnstøping ha et lavere smeltepunkt, bedre flytbarhet og oksidasjonsmotstand. Smykkelegeringene som vanligvis brukes til voksinnfatning er som følger.
(1) K gul metallegering.
Generelt sett har K-gule metalllegeringer et lavere smeltepunkt og bedre støpeytelse, og oppnår vanligvis en god voksinnstillingseffekt, for eksempel de mye brukte 8KY-, 9KY-, 10KY- og 14KY-, 18KY-legeringene (figur 5-35). Jo høyere renhet, desto høyere smeltepunkt har legeringen, noe som stiller tilsvarende krav til voksherdingsprosessen, utstyr, etc. Sentrifugalstøpemetoden er mer egnet for metallegeringer med høy renhet enn vakuumstøping. Dette er fordi formtemperaturen som brukes i vakuumstøping er høyere, og temperatursystemet som dannes med det smeltede metallet er for høyt for edelstener. Sentrifugalstøping kan senke temperaturen i støpeformen og redusere risikoen for å skade edelstenene. Eksperimenter har vist at metallegeringene 20KY og 22 KY også kan brukes til voksinnfatning.

(2) K hvitmetallegering.
Markedets etterspørsel etter K platina er veldig høy, for eksempel 10KW, 14KW, 18KW. Mye av K-hvitt metall brukes i sett smykker, noe som gjør voksstøpeprosessen egnet for å produsere denne typen legeringer av betydelig praktisk betydning. Imidlertid er blekeelementene som for tiden brukes til K-hvittmetallegeringer hovedsakelig Ni og Pd. På grunn av deres høye smeltepunkter er støpetemperaturen for K-hvite metallegeringer høyere, og størkningshastigheten er raskere. Ved voksstøping med K-hvitmetallegeringer er edelstener derfor mer utsatt for termisk sjokk, noe som kan føre til potensielle problemer, og støpemetallet kan også støte på problemer. Voksstøpeprosessen reduserer den maksimale avfyringstemperaturen, noe som kan etterlate voksrester i formen. Reaksjonen mellom legeringen og disse restene kan føre til gasshull i støpestykket.
I tillegg kan den raske kjøleeffekten av edelstenene i voksinnstillingsområdet lett blokkere fôringskanalene, noe som fører til krympende hulrom i støpingen. Videre, etter voksstøping, krever formen lengre tid for naturlig avkjøling, noe som forlenger oppholdstiden mellom 260-430 ℃, noe som forårsaker aldrende herdingseffekter på Ni-holdige legeringer, noe som resulterer i høyere hardhet. Mange typer fôring brukes til K-hvite metalllegeringer, hver med sine fordeler og ulemper.
Metallets smeltepunkt er relativt lavt, det har god flytbarhet, og støpeytelsen og resirkulerbarheten er ganske god, noe som gjør det fordelaktig for voksstøping. Eksperimenter viser at man kan oppnå gode resultater med voksstøping ved å velge egnede støpelegeringer og følge prosesskravene nøye under drift (figur 5-36).
(3) K Red Metal Alloy.
Generelt anbefales det å unngå å bruke rosa eller røde K-metallegeringer til voksstøping, spesielt 18K rosa eller 18K rød. Dette er fordi avkjølingstiden til formen er lang etter helling, noe som kan forårsake en ordnet fasetransformasjon i støpestykket, noe som kan føre til sprekker og sprøhet på overflaten av støpestykket.
(4) Sølvlegering.
Sølvlegeringer har et lavere smeltepunkt og bedre støpeegenskaper, noe som gjør det lettere å garantere resultatet av voksstøpingen. Vanligvis brukes kubisk zirkonia (CZ) og ulike billige syntetiske edelstener (figur 5-37). For å oppnå gode resultater ved voksstøping av smykker i sølvlegeringer anbefales det å velge et fyllstoff med god oksidasjonsmotstand, noe som kan redusere porøsiteten i det støpte smykket betydelig og minimere dannelsen av oksidmønstre.

Figur 5-36 Voksstøpt diamantring i 18 KW metallegering

Figur 5-37 Voksstøpt CZ-ring i 925 sølvlegering
Del V Vanlige problemer og løsninger i voksstøping
Tabell 5-3 Analyse av vanlige problemer, årsaker og mottiltak ved voksstøping
| Vanlige problemer | Eksempelbilder | Årsaker | Forbedrede metoder |
|---|---|---|---|
| Den edelstenen sprekker |
|
(1) Kvaliteten på edelstenen er problematisk eller ikke egnet for støping av voksinnlegg; (2) Krympingshastigheten til mastermodellen er feil; (3) Avstandene mellom edelstenene er for små eller i kontakt med hverandre under innlegg; (4) Oppvarmingshastigheten under steking er for rask; (5) Hellingen temperaturen er for høy; (6) Krympingen hastigheten på legeringen er for stor | (1) Bruk edelstener av høyere kvalitet som er egnet for voksinnlegg støping; (2) Vurder den totale krympingen av gummi former, voksformer og metall; (3) Fordel edelstener rimelig for å sikre jevn og tilstrekkelig hull; (4) Kontroller oppvarmingshastigheten under steking; (5) Senk metalltemperaturen på riktig måte; (6) Velg egnede legeringer |
| Den edelstenen endrer farge |

|
(1) Edelstenen er ikke egnet for voksinnlegg støping; (2) Edelstenen har blitt kunstig behandlet; (3) Støpetemperaturen er for høy; (4) Metallstøpetemperaturen er for høy | (1) Ikke bruk edelstener som ametyst, sitrin eller blå topas; (2) bruk uoptimaliserte, ubehandlede edelstener; (3) senk steketemperaturen og formens helletemperatur, legg til beskyttende midler til støpepulveret; (4) senk metallet støpetemperatur |
| Metall mellom edelstenene edelstener |

|
(1) Krympingen som etterlates av masterformen er for stor, noe som resulterer i for store hull mellom edelstenene; (2) dimensjonene dimensjonene til edelstenene er ikke egnet; (3) fordelingen av edelstenene edelstener er ujevn; (4) metallet temperaturen er for høy | (1) Velg riktig krympemengde av master mold; (2) velg edelstener av passende størrelse; (3) fordel edelstenene jevnt for å sikre passende hull; (4) senk helletemperaturen |
| Edelstener falt av |

|
(1) Forhåndsinnstillingshullene i bunnen av hovedmodellen er ikke egnet; (2) Porten er ikke porten er ikke stor nok eller plassert feil; (3) Voksformen ble ikke sjekket før steinen ble satt inn; (4) Edelstenen edelstenen er ikke sikkert satt i voks form; (5) Størrelsen på edelstenen er ikke egnet; (6) Metallstøpingen temperaturen er for lav. | (1) Korriger de forhåndsinnstilte hullene i hovedmodellen; (2) Øk størrelsen på porten eller åpne en annen port for å forbedre metallfyllingsevnen; (3) nøye sjekk voksformen, spesielt det forhåndsinnstilte hullet område; (4) Sett edelstenen sikkert i voksformen, ta hensyn til fastheten til edelstenen; (5) Bruk edelstener av passende størrelse; (6) Om nødvendig, øke temperaturen på det smeltede metallet for å oppnå en komplett avstøpning. |
| Edelstenen edelstenen er ujevn. |
|
(1) Kvaliteten på mastermodellen er dårlig dårlig, og innstillingsposisjonen er ujevn; (2) Edelstenen ble ikke plassert jevnt når den settes inn i voksformen; (3) Voksen formen er deformert; (4) Størrelsen på edelstenen er uregelmessig; (5) Voksformen ble utsatt for ytre vibrasjoner under transport og drift. | (1) Sørg for at innstillingsposisjonen er jevn når du lager hovedmodellen; (2) Edelstenen skal være plassert jevnt når den settes inn i voksformen; (3) Vær oppmerksomhet for å sjekke voksformen, og korrigere eventuelle deformasjoner; (4) Størrelsen på edelstenen skal være vanlig; (5) Vær forsiktig så du ikke vibrerer voksformen under drift |