Hva er Flush Setting, Gypsy Setting, Tension Setting, Channel Setting og Invisible Setting for smykker?
Lær deg fremstillingsmetoder og innstillingsferdigheter i smykkeproduksjon
Innledning:
Denne artikkelen tar for seg innfatning av smykker og viser fem viktige innfatninger: Flush, Gypsy, Tension, Channel og Invisible. Artikkelen gir en oversikt over dem, produksjonsmetoder og bruksområder innen smykkedesign, og er et must for bransjefolk som ønsker å mestre disse teknikkene.

Flush Setting-armbånd
Innholdsfortegnelse
Seksjon I Spyleinnstilling og sigøynerinnstilling
En flush-fatning eller sigøynerfatning lages ved å trekke metall fra en eksisterende metallstruktur for å skape en base for steinfatningen uten å legge til ytterligere struktur. For eksempel lages det et spor i ringen for å holde steinen, på samme måte som i en pronginnfatning eller mikroinnfatning. Flush- og gypsy-fatning er likevel mer integrert med metallet fordi steinen holdes på plass av en sirkel rundt kanten av steinen i stedet for av en punktinnfatning.
1. Oversikt over Flush-innstilling og Gypsy-innstilling
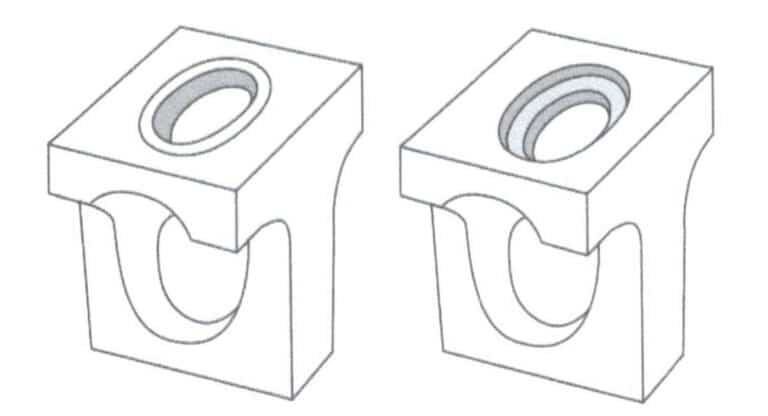
Flush-fatning og gypsy-fatning er svært like i mange av dagens design når det gjelder utseende, og de omtales ofte under fellesbetegnelsen flush-fatning fordi de begge er innfatninger der det stanses hull i metalloverflaten for å danne nedsunkne innfatningsposisjoner. Deretter ekstruderes metallet rundt steinen for å holde den på plass uten å legge til en ekstra metallstruktur. Selv om de tilsynelatende ligner på hverandre, er det noen forskjeller i steintypen de brukes til og hvordan de lages. Gypsy-fatninger brukes til større steiner og større smykker, mens flush-fatninger brukes til mindre fasetterte steiner. Derfor er effekten av de to typene innfatninger også veldig forskjellig, sigøynerinnfatning i steinen er mer fremtredende, noe som gir folk en følelse av overflod og overdrivelse, mens flushinnfatning av steinen og metallet er nesten i samme plan, og kalles derfor også flat innfatning, innfatningseffekten av enkelhet og innadvendt. I mange tilfeller er den flate innfatningen en utsmykning som utfyller hoveddelen av smykket. Figur 6-1 og 6-2 illustrerer henholdsvis de to ringtypene.

Figur 6-1 Spyleinnstillingsring

Figur 6-2 Sigøynerinnfatningsring (V&A Museum Collection)
2. Metoden for å gjøre Flush Setting
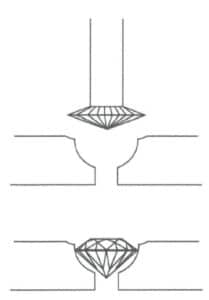
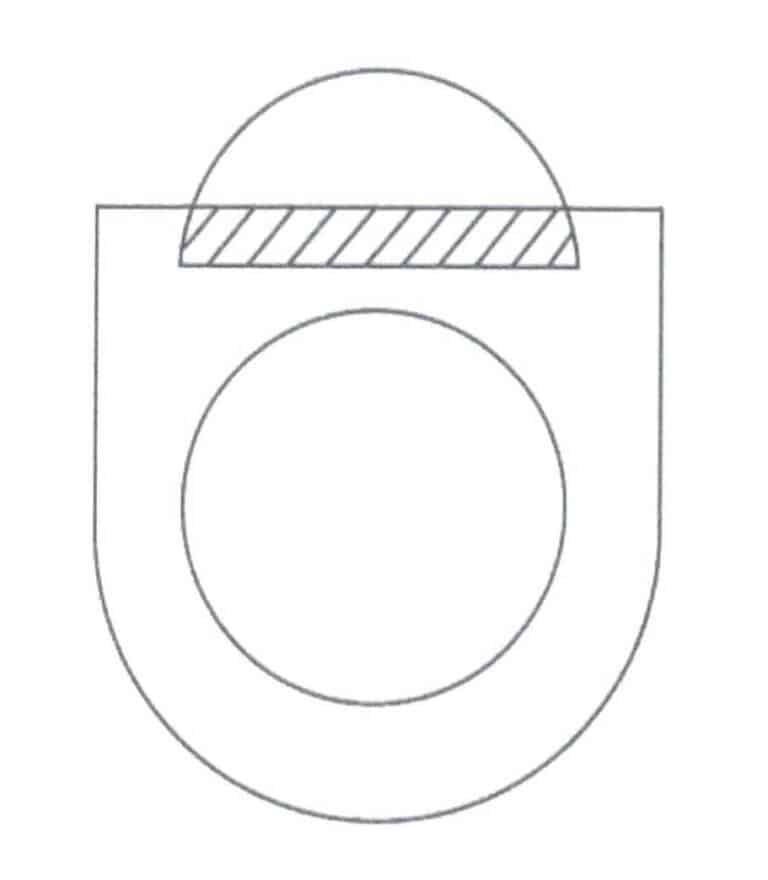
Flush setting, også kjent som flat setting, kjennetegnes ved at edelstenens overflate er på nivå med metallet, noe som betyr at høyden på edelstenen er mindre enn tykkelsen på metallet, som vist i Figur 6-3. Derfor er materialvalget mer begrenset sammenlignet med sigøynerinnfatning, og begrensningen av effekter gjør at flushinnfatningen for det meste bruker mindre runde briljantslipte edelstener. I flush-fatningen har metallet en sterkere følelse av å svøpe seg rundt edelstenen, noe som skaper en sømløs effekt. Sammenlignet med den robuste sigøynerinnfatningen, har den delikate enkelheten til flush-innfatninger blitt spesielt foretrukket i nyere smykkedesign.

Trinn feller Making Flush Seting
(1) Forberedelse av materiale
I dette tilfellet bruker perlen ikke en rund briljantslipt perle med en diameter på 1,5 mm og en høyde på ca. 1,1 mm. Jeg refererer til en veggtykkelse på 1,5 mm og en bredde på 4 mm. Veggtykkelsen på ringen er større enn tykkelsen på edelstenen, som vist i figur 6-4. Legg merke til at ringen bør få en foreløpig finish på dette stadiet.

(2) Øk metalltykkelsen
Tykkelsen på metallet må være slik at edelstenen ikke viser basen. Hvis metalltykkelsen ikke er tilstrekkelig, kan man legge til et metallstykke eller en metallring ved steininnfatningen for å løse problemet. Metallstykket eller ringen som legges til for å øke tykkelsen, må være større enn edelstenens diameter. De tre metodene for å øke metalltykkelsen er vist i figur 6-5; de to første er sveising av metallstykker, og den tredje er en metode for sveising av metallringer. Hvis man foretar en flush setting på ringen, er det imidlertid best å sørge for at ringtykkelsen er tilstrekkelig til å sette inn edelstenen, og ikke bruke avstandsstykker, ettersom avstandsstykker kan påvirke estetikken. Dette er veldig forskjellig fra sigøynerinnfatning, der metallet vanligvis er forberedt i henhold til edelstenen, mens flushinnfatning oftere er basert på tykkelsen på metallet for å matche edelstenen.
(3) Boring
Bor først et hull i midten av innstillingsposisjonen med et bor på ca. 0,8 mm, som vist i Figur 6-6.
(4) Utvidelse av Innstilling av posisjon
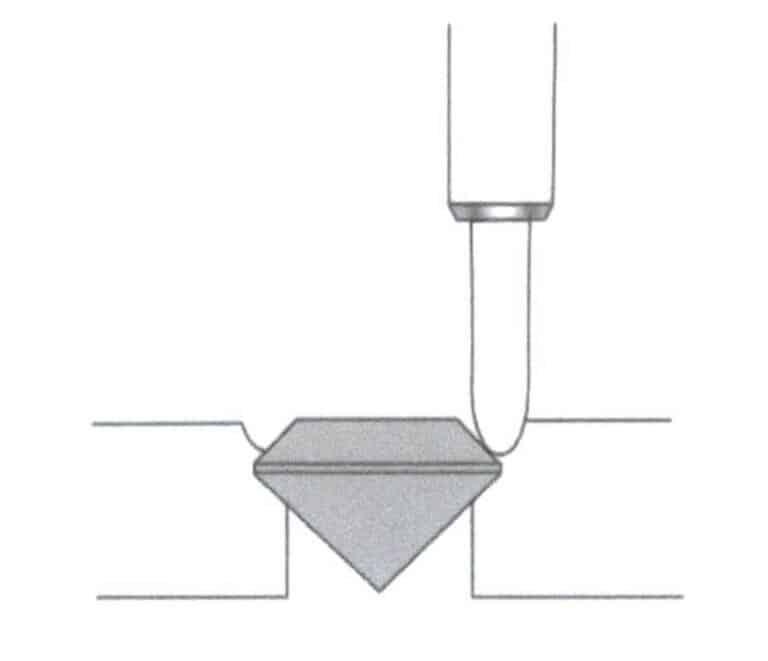
Bruk en kuleformet eller pæreformet bor for å utvide innstillingsstedet ved hullet, som vist i Figur 6-7. Størrelsen på boret bør følge prinsippet fra mindre til større. Når du bruker en bor som passer til edelstenens diameter, må borstørrelsen ikke være større enn edelstenens diameter. Det er svært viktig at innfatningsposisjonen er i nær kontakt med edelstenens omkrets under innfatningen, ellers kan det føre til at edelstenen ikke blir innfattet på en sikker måte. Boredybden på den kuleformede boret er vanligvis litt mer enn halvparten av diameteren på det kuleformede boret, og dybden på innfatningsposisjonen bør sikre at edelstenens toppflate i utgangspunktet er i samme plan som metallet, da en for høy dybde ikke gir mulighet for sikker innfatning, og en for lav dybde vil skjule edelstenens briljans. Om dybden er passende, kan kontrolleres ved å plassere edelstenen i innfatningsposisjonen; hvis dybden ikke er tilstrekkelig, kan den endres, så innfatningsposisjonen bør bores om gangen. Tverrsnittet av innfatningsposisjonen er vist i figur 6-8.
Figur 6-7 Utvidelse av innstillingsposisjonen med en kuleformet bor
Figur 6-8 Tverrsnitt av innstillingsposisjonen
(5) Feste av metall
Utvid innfatningsposisjonen og fest metallet til ringsteinens innfatningsbase, som vist i figur 6-9.
(6) Rilling med en 45 graders skivebor
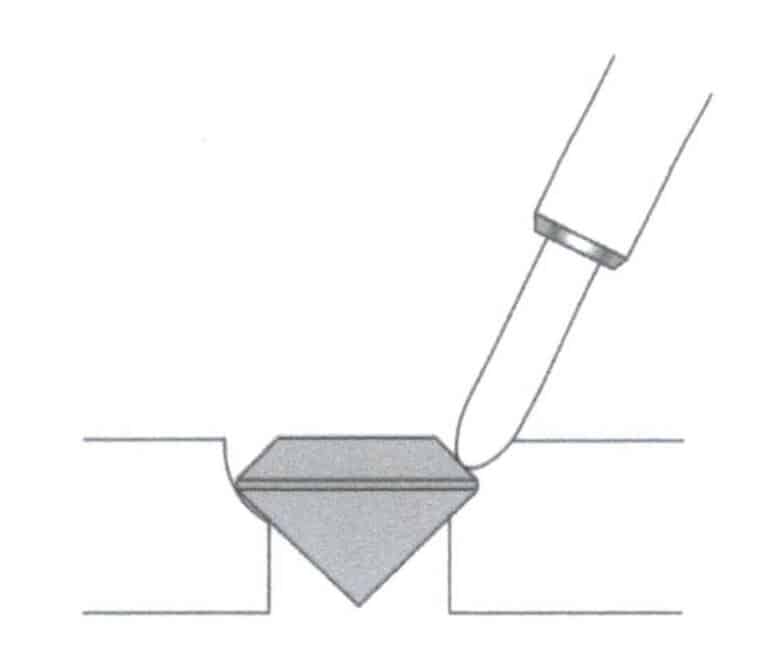
Etter at den kuleformede boret ikke er plassert, kan man bruke et 45 graders hartbor med en diameter som er litt større enn edelstenens diameter, til å slipe en skråning nedover over hullet som er laget av den kuleformede boret, slik at det blir lettere å presse metallet under innfatningen, som vist i figur 6-10 og 6-11. Dette trinnet kan utelates i innfatningsprosessen, og metoden for bruk av boret er ikke unik; i tillegg til metoden som er brukt i dette tilfellet, kan man også bruke bare det kuleformede boret eller bruke et pæreformet bor sammen med det kuleformede boret, eller bruke et diamantformet bor, for å danne et jevnt trinn som kan støtte edelstenen og en steininnfatningsposisjon med en metallpressende overflate .
Figur 6-10 Fresing med en 45 graders Hart Bur
Figur 6-11 Tverrsnitt av en 45 graders Hart Bur-innstikking
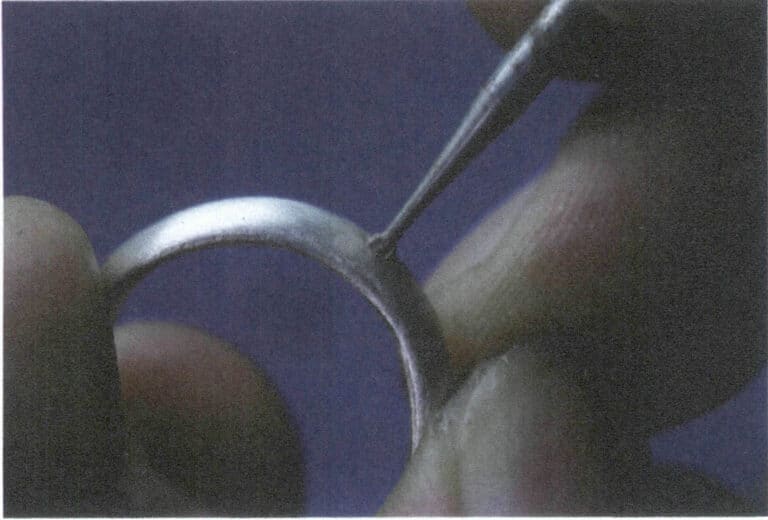
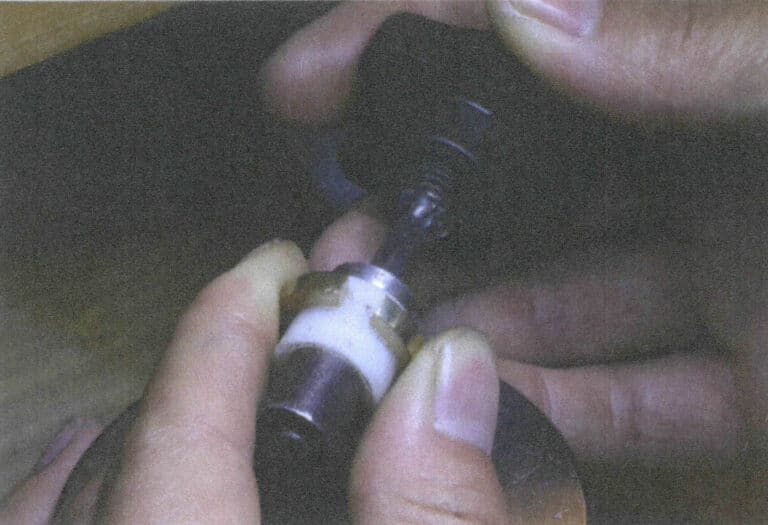
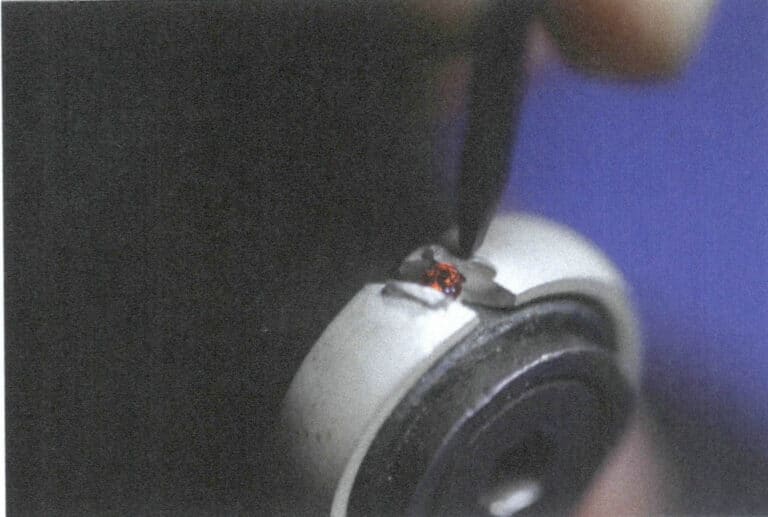
(7) Plassering av steinen
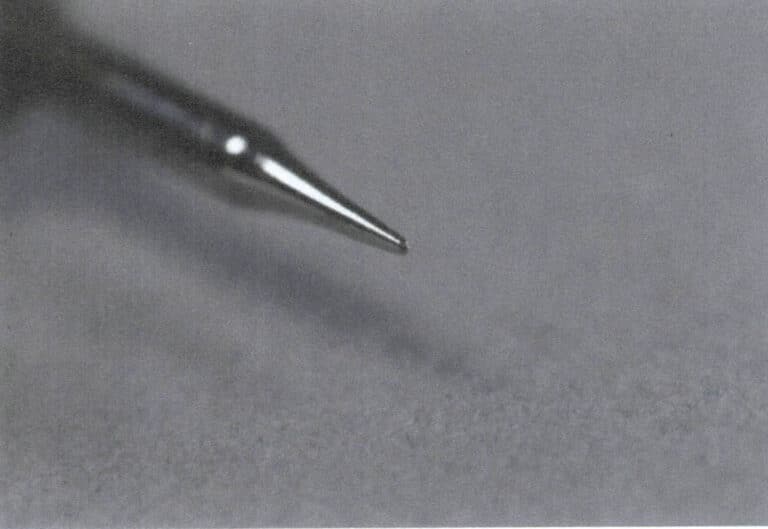
Prinsippet for plassering av steinen er at steinens toppflate er parallell med metalloverflaten, dvs. at steinens toppflate er nesten i samme plan som metalloverflaten. Siden steinene i en flush-fatning er små, kan man slipe en liten flatbor og dyppe spissen i et ufarlig fett, for eksempel olivenolje, for å få steinen til å sitte fast, som vist i figur 6-12.
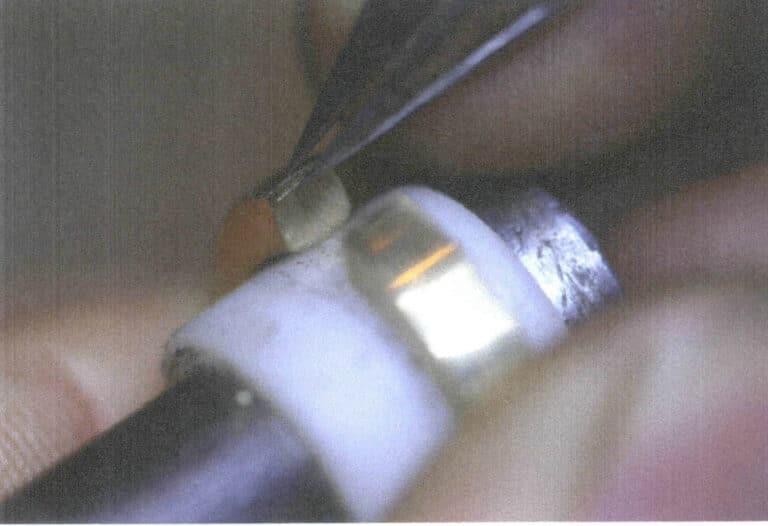
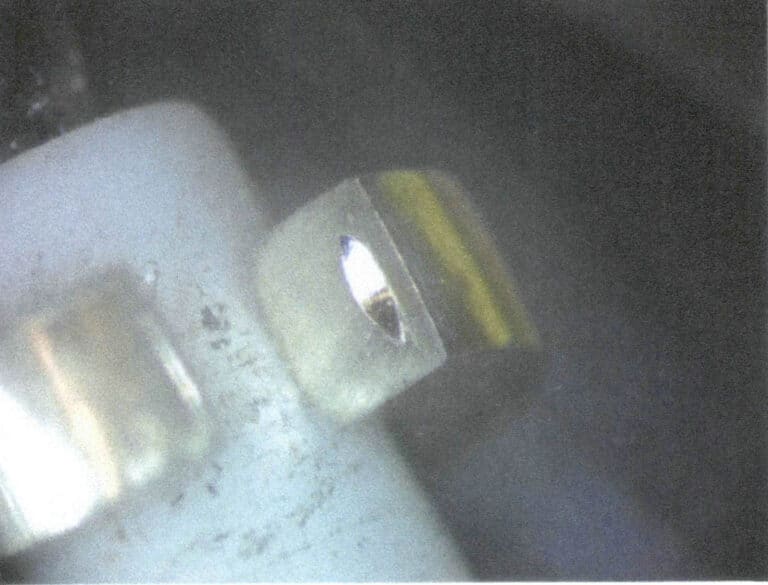
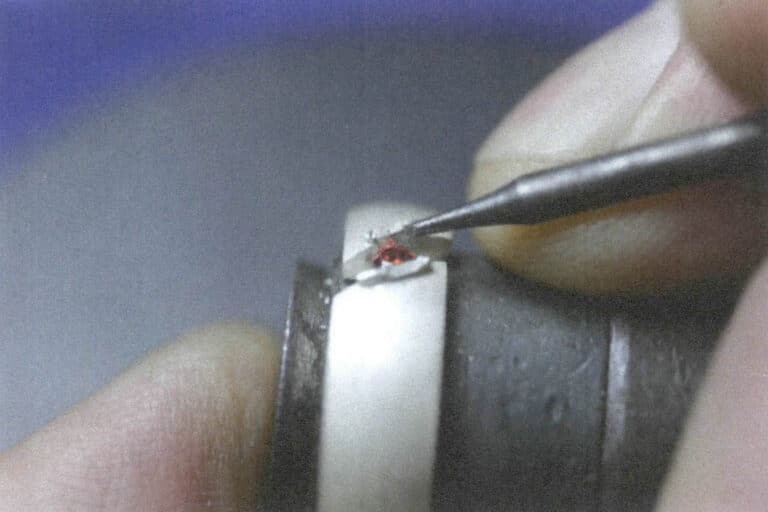
(8) Observasjon av steinen
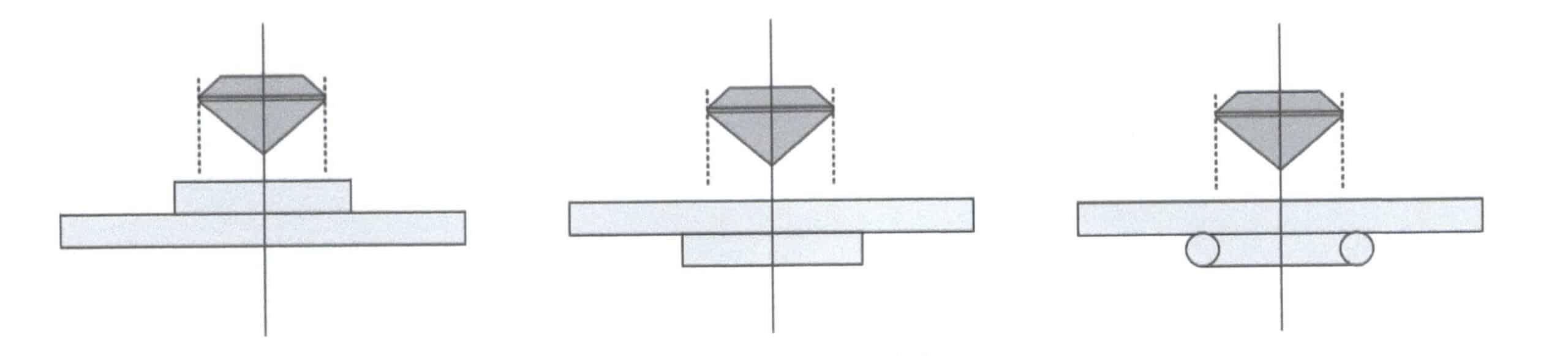
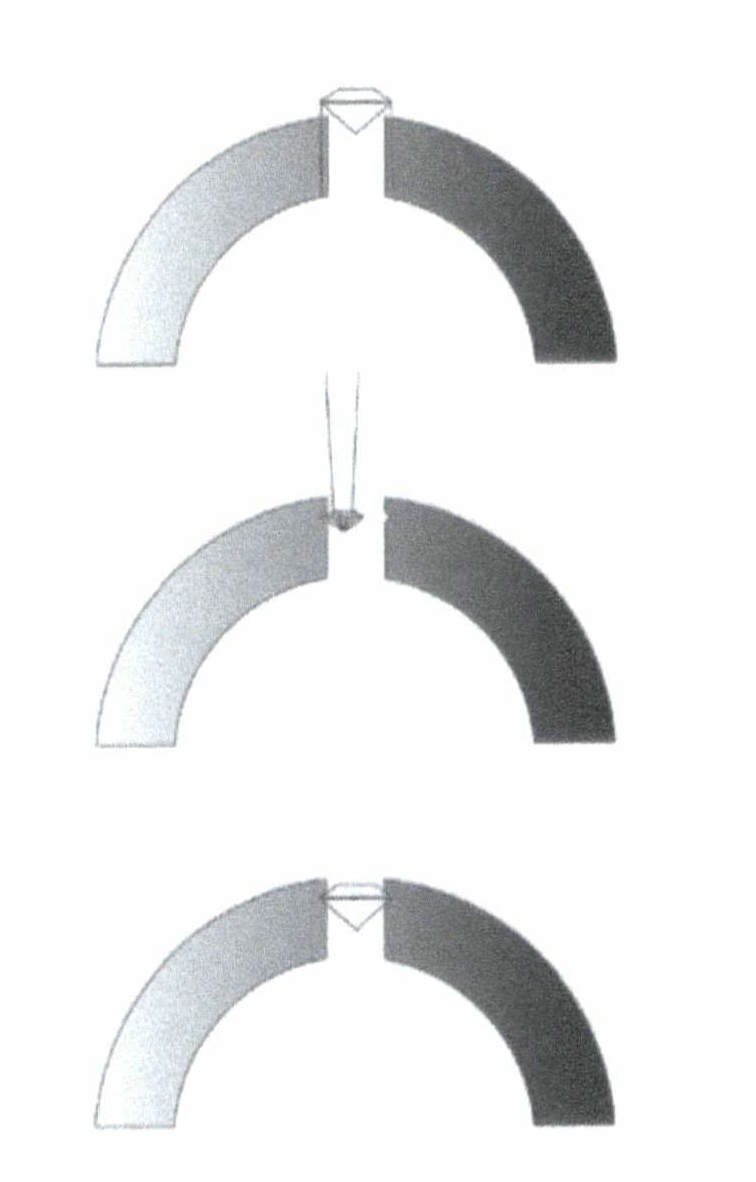
Observer steinen etter at du har plassert den for å forsikre deg om at den er vannrett, og at steinen har riktig dybde, som vist i figur 6-13. Hvis steinen er plassert skjevt, vil den bli satt skjevt og ikke se bra ut; hvis innfatningsposisjonen er for dyp, vil steinen skjule steinens skjønnhet og sannsynligvis lekke; hvis innfatningsposisjonen er for grunn, er ikke mengden metall som brukes til å presse steinen tilstrekkelig, og steinen vil kanskje ikke bli satt riktig inn eller ikke kunne settes inn. Figur 6-14 viser de riktige og feilaktige måtene å plassere en stein på.
Figur 6-13 Observer om edelstenen er flat etter at du har plassert den.
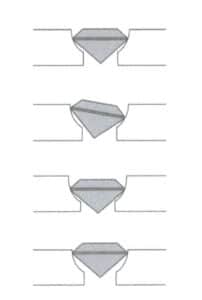
Figur 6-14 Korrekt steinplassering, skjev steinplassering, for dyp settingsposisjon, for grunn settingsposisjon
(9) Forbereding Stoneangivende Toljer
Borene som brukes til å sette inn steiner, må poleres av deg selv. Gamle stålnåler er veldig passende i størrelse. Bruk en slipemaskin og fil til å forme dem etter behov, og bruk deretter sandpapirruller og poleringsskiver til å polere dem lag for lag til de er glatte. Til slutt fester du de polerte borene på et trehåndtak eller en låsekjeve, slik at de er lette å gripe og bruke kraft på. Utformingen av en flush setting-øks er vist i figur 6-15.
(10) Innstilling av Stein
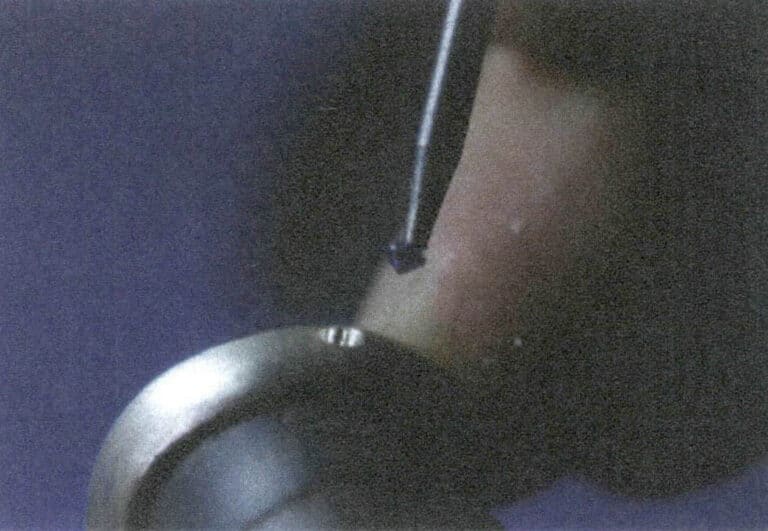
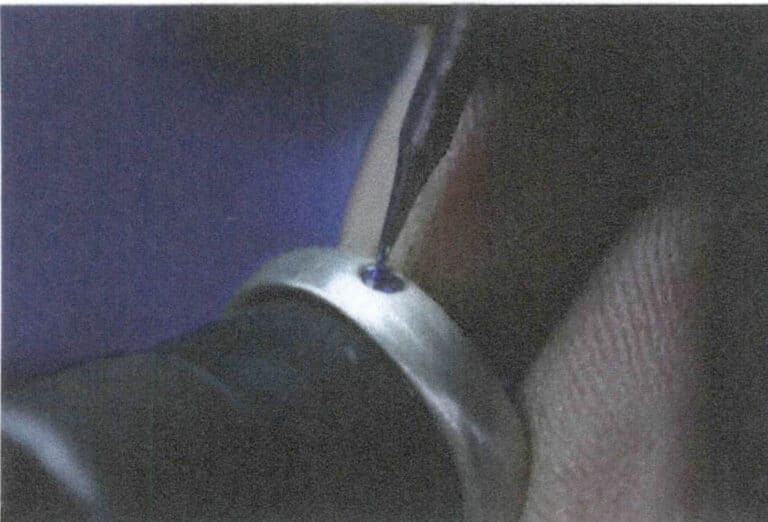
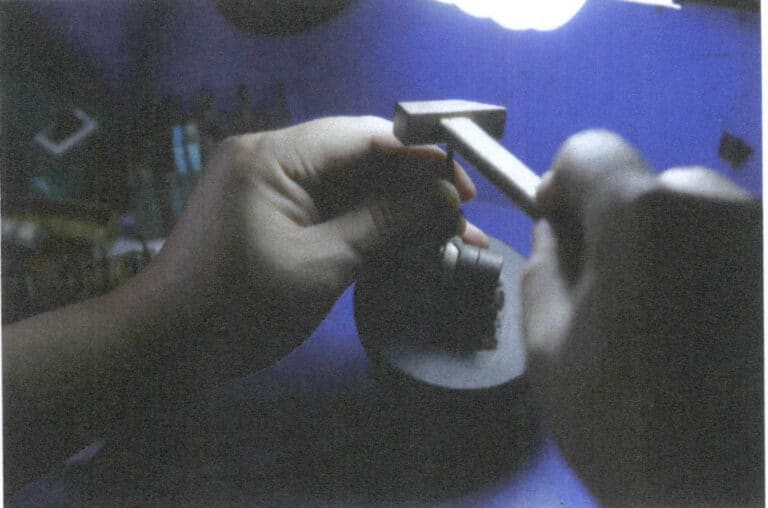
Bruk en stålbor til å påføre kraft i en sirkelbevegelse langs den indre kanten av innfatningen i en vinkel på omtrent 45 grader for å presse metallet mot den øvre delen av edelstenens midje. Mens den roterer og presser, går stålborren gradvis fra å være skråstilt til vertikal, som vist i figur 6-16 til 6-18. Metallet som rilles uten å bruke en 45 graders pressemetode følger denne vinkelen og rekkefølgen.
Figur 6-15 Stilen på verktøyet for innfelling av bor
Figur 6-16 Innstilling av steinen
Figur 6-17 Pressing av stålbor i skrå vinkel
Figur 6-18 Pressing av stålbor i vertikal vinkel
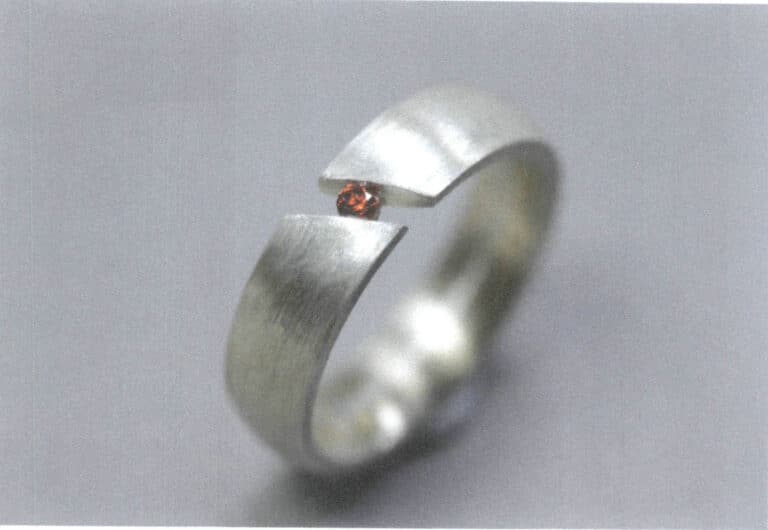
(11) Utfylling av Spyleinnstilling Ring
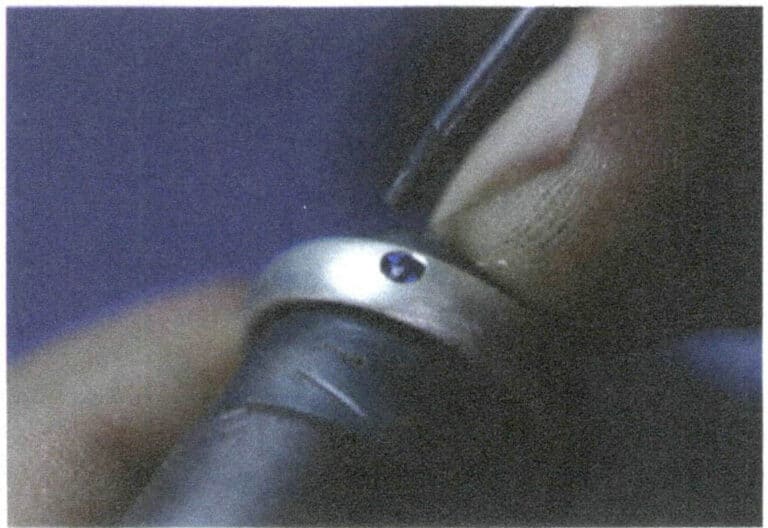
Etterarbeidet med innfatningen er for det meste ferdig før steinen settes, så det som gjenstår etter at steinen er satt, er hovedsakelig etterbehandling og rengjøring av kantene på steinsettingen, som vist i figur 6-19.

3. Produksjonsmetoden for sigøynermiljøer
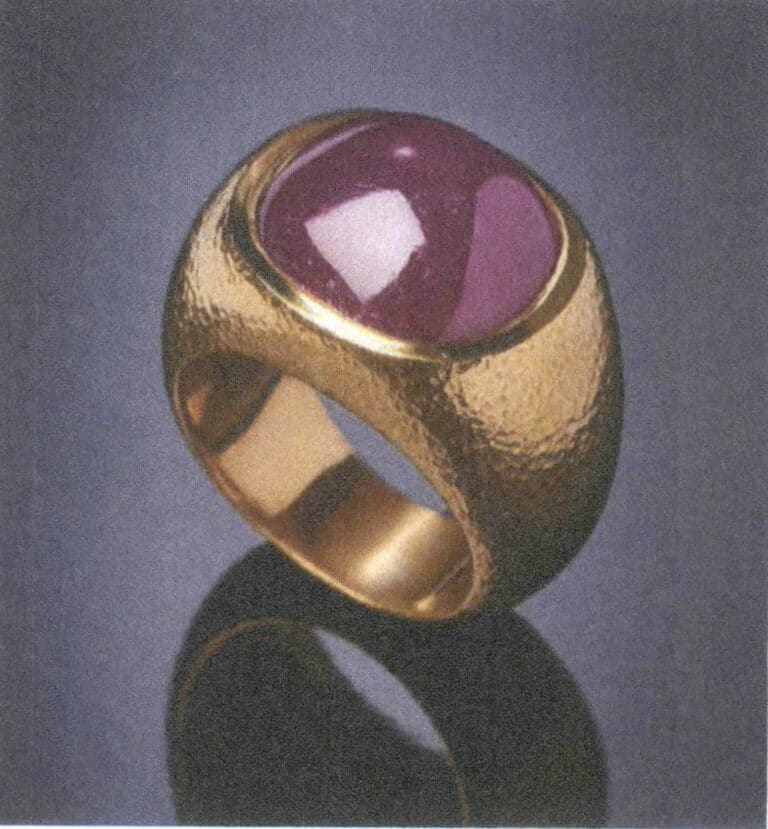
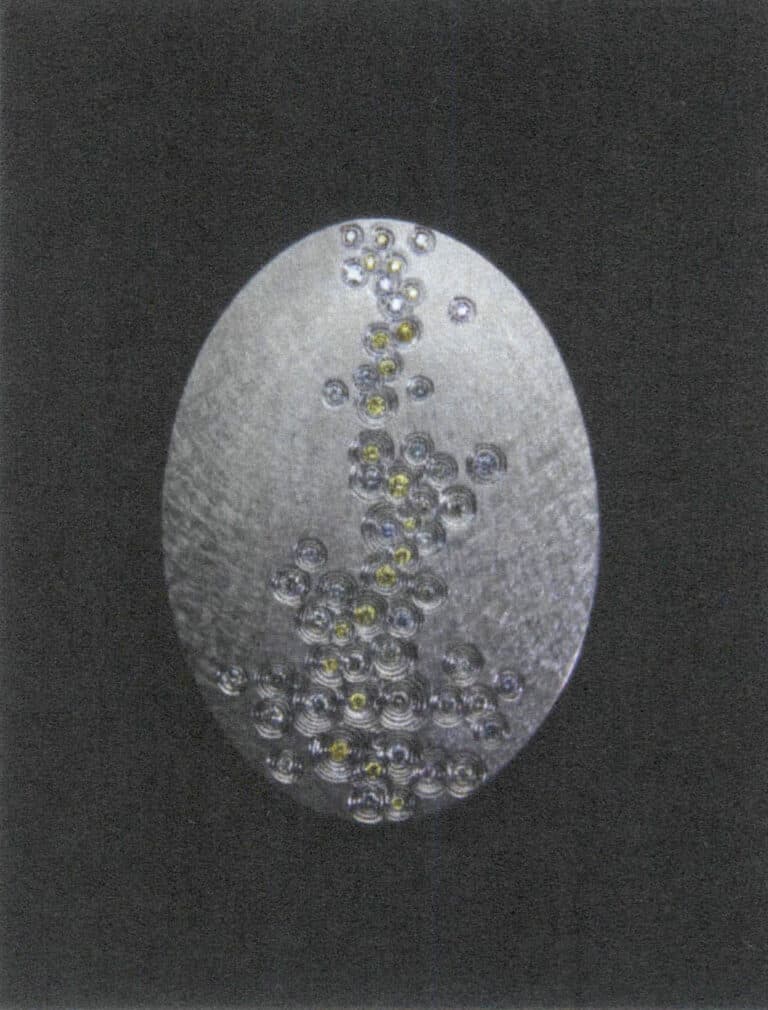
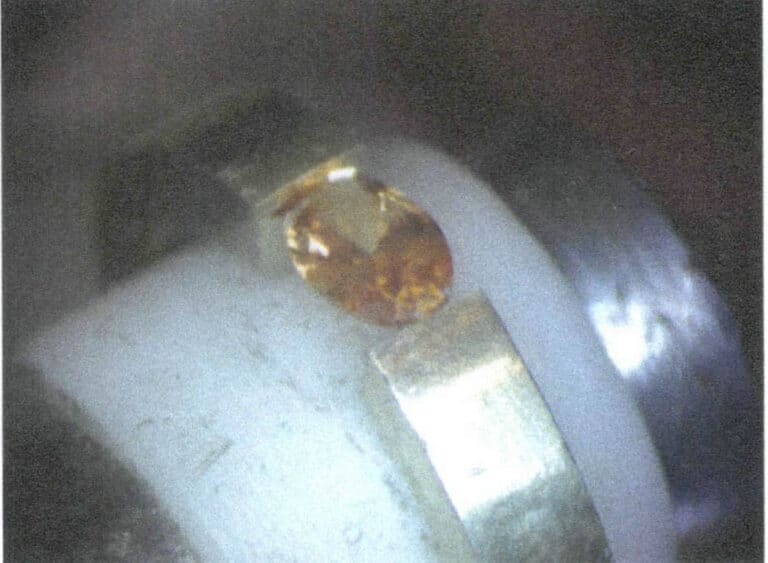
Når det gjelder sigøynerinnfatning, kan vi ikke annet enn å sette pris på den dristige og robuste skjønnheten som sigøynernes etniske særpreg gir. Denne innfatningsmetoden brukes ofte i herreringe. Den ekte sigøynerinnfatningen er festet ved å slå. I tradisjonelle sigøynerinnfatninger har stilene vanligvis større metallstykker, som for eksempel brede ringer. Denne innfatningen kan brukes til nesten alle typer edelstener, også uregelmessig formede, og edelstenene er ofte større, og kantene på metallet er glattet ut etter at de er presset, som om edelstenen var støpt inn i selve metallet, som vist i figur 6-20. For større eller uregelmessige edelstener er det mer hensiktsmessig å bruke en metode der man støper metall etter å ha formet voks. Det er enklere å lage en presis form ved hjelp av 3D-modellering hvis edelstenens form er uregelmessig. I det følgende caset introduseres derfor sigøynerinnfatningsmetoden gjennom en prosess med håndskulpturert voks etterfulgt av støping og innfatning.
Fremgangsmåte for Making Gypsy Seting
(1) Materiale Preparasjon
Gypsy-innfatning fokuserer vanligvis på større cabochon-edelstener, men fasetterte edelstener er også akseptable. Her presenterer vi innfatningen av en oval cabochon-edelsten på 12 mm x 8 mm som et eksempel.
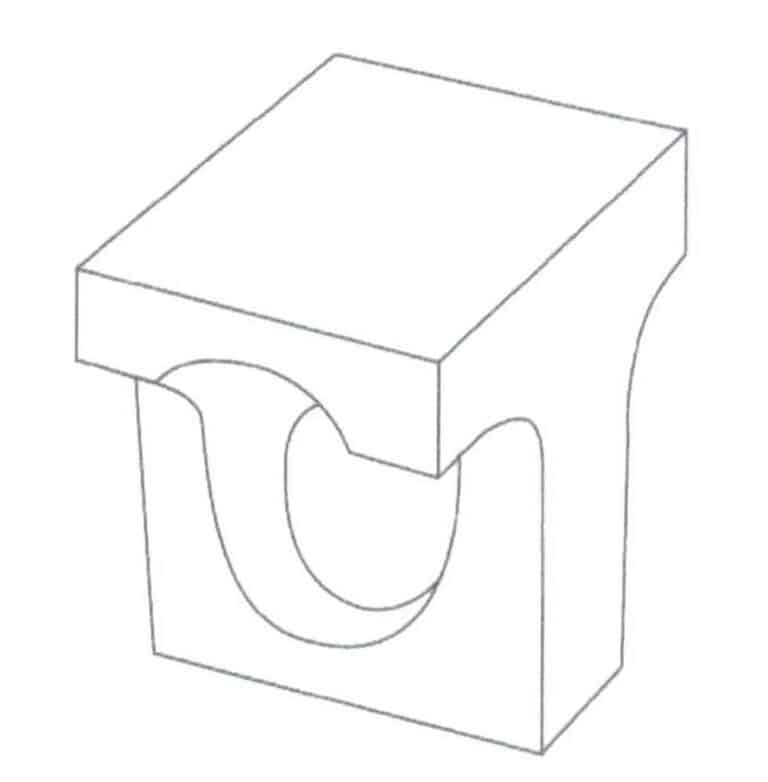
For innfatning av så store edelstener anbefales det å bruke voks med flate overflater til ringen, som vist i figur 6-21. Juster tykkelsen på voksen for steinsettingsposisjonen i henhold til størrelsen på edelstenen, som er den totale tykkelsen på steinsettingsbasen, som vist i figur 6-22. I dette tilfellet er dybden på edelstenen som synker omtrent 2 ~ 2,5 mm, og metalltykkelsen må sikre tilstrekkelig dybde for steininnstillingsbasen, mens bredden må gi nok kant og område for å trykke utenfor edelstenen. Hvis du bruker støpevoks, må du først lage steininnstillingsbasen for edelstenen og deretter støpe de andre delene av ringen basert på dette, noe som bedre kan sikre dimensjonene til steininnstillingsposisjonen.
Figur 6-21 Klargjør støpeblokken
Figur 6-22 Bestem tykkelsen på voksen for steinsettingsposisjonen
(2) Bestemmelseing den Psjon av Sten Innstilling Base
Først tegner du konturen av edelstenen på voksoverflaten: Bruk en stålbor til å lage et merke, og basert på denne konturlinjen krymper du innad med 1-2 mm i henhold til edelstenens størrelse for å tegne et proporsjonalt redusert omriss, som fungerer som støtte for edelstenens base, som vist i figur 6-23. Kantene på steininnfatningens base skal ligge tett inntil edelstenen.
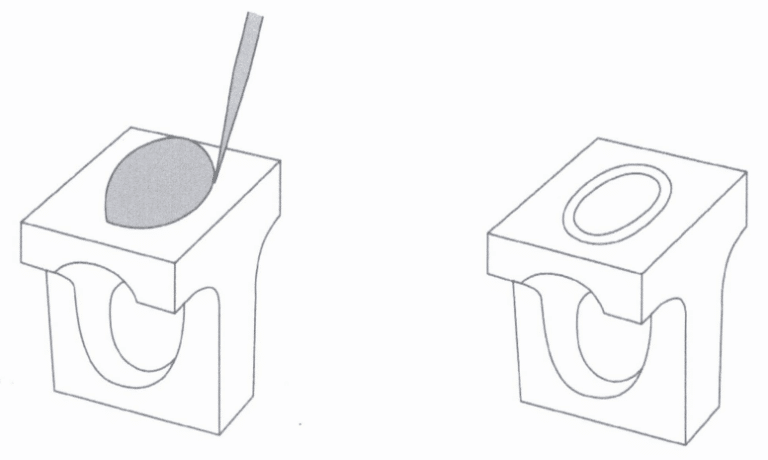
(3) Carvningen av Innstilling av posisjon
Bruk først et bor til å trenge inn i steinsettingsposisjonen fra topp til bunn, og bruk deretter et sylindrisk bor til å vokse langs den markerte indre konturlinjen, og sørg for å holde en vertikal posisjon hele tiden, som vist på venstre bilde i Figur 6-24. Voks deretter vertikalt langs den ytre konturlinjen, og sørg for jevn dybde og en jevn bunnflate, og la det være igjen ca. 1 mm tykkelse nederst, som vist på høyre bilde i figur 6-24. Hvis bunnflaten er en konisk briljantslipt edelsten, bør den formes til en passende konisk helning basert på edelstenen, som også kan forfines på støpemetallet med tilstrekkelig tykkelse. Forskjellen mellom bunnflatene på innfatningsposisjonene til cabochonslipte edelstener og fasetterte edelstener er vist i figur 6-25.
Figur 6-24 Utskjæring av innstillingsposisjonen
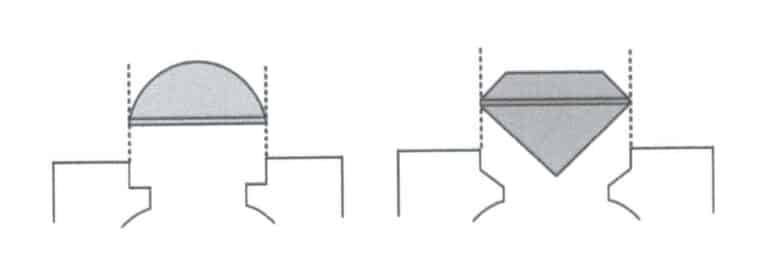
Figur 6-25 Forskjellen mellom bunnflatene på innfatningsposisjonene til cabochon-edelstener og fasetterte edelstener
(4) Totalt sett Cutfylling av Wøks Carving og Casting
Etter at du har bestemt innfatningsposisjonen, skjærer du bort overflødig voks og plasserer edelstenen i voksmodellens innfatningsposisjon for å teste om kantene på innfatningsposisjonen ligger tett inntil kantene på edelstenen, som vist i figur 6-26. Når voksmodellen er bekreftet, støpes den i metall, og det støpte metallet må gjennomgå en innledende etterbehandlingsprosess.
(5) Testing den Innstilling Mount og Cmagering den Seting Position
Først plasserer du edelstenen i innfatningsposisjonen til det støpte metallstykket og tester innfatningsposisjonen igjen for å avgjøre om den er egnet. På grunn av krympingen ved støping er innfatningsposisjonen sannsynligvis for liten; på dette tidspunktet er det nødvendig å bruke verktøy eller et dysehode for å justere innfatningsposisjonen, med spesiell oppmerksomhet på plasseringen av den nederste kanten, og fjerne overflødig metall for å sikre at edelstenen kan plasseres flatt i innfatningsposisjonen, som vist i figur 6-27.
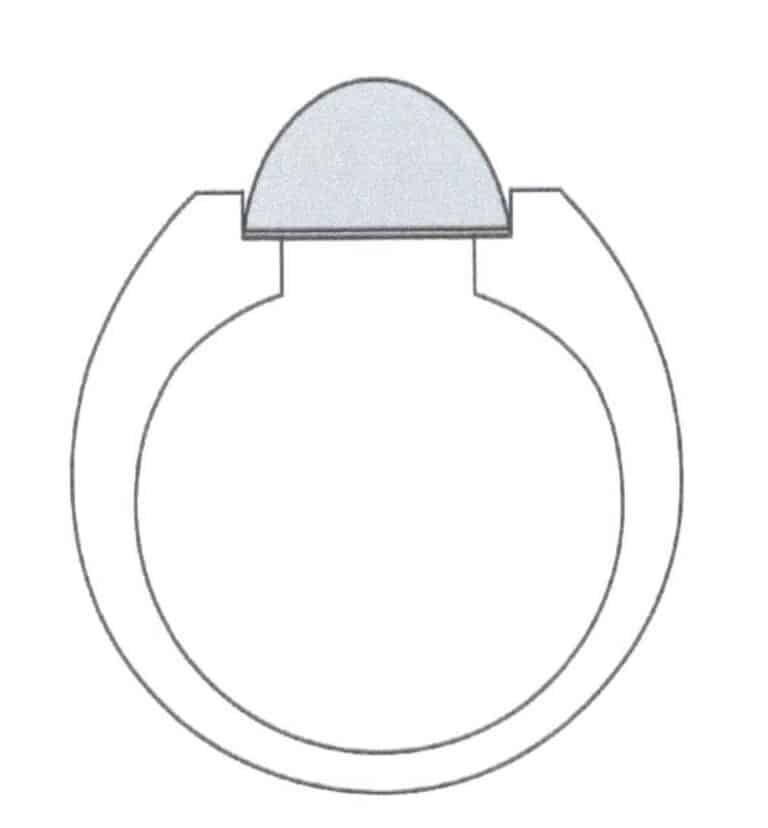
Figur 6-26 Tverrsnitt av edelstenen plassert i voksmodellens innfatningsposisjon
Figur 6-27 Rengjøring av innstillingsposisjonen
(6) Creating a Groove på Olivmor Edge av Stone Seting Stilling
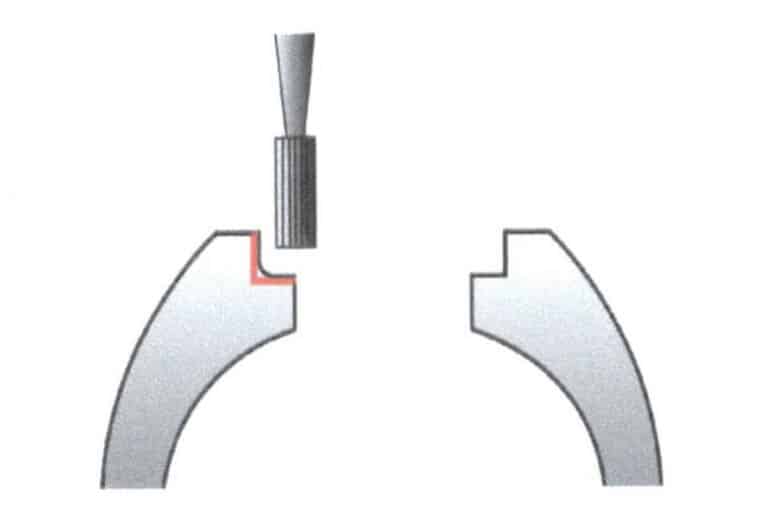
Bruk en kuleformet bor til å slipe et spor på metallet i ytterkanten av steinsettingsposisjonen, slik at meiselen lettere kan trykke på metallet. Tverrsnittet av rilleposisjonen er vist i figur 6-28, med den røde prikken som angir rilleposisjonen.
(7) Innstilling av Stone
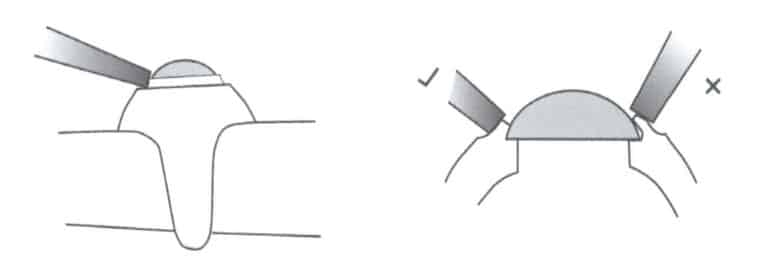
Det finnes generelt to metoder for innfatning av steiner. Den ene metoden er å bruke en meisel med flat spiss, der den flate overflaten på meiselen vippes i en vinkel som er parallell med edelstenens bueoverflate. Ved hjelp av en hammer blir metallet først festet rundt edelstenen fra fire retninger og deretter presset sirkulært. Denne metoden ligner på innfatningsprosessen, der vinkelforskjellen mellom flatmeiselen og edelstenen ikke bør være for stor, slik at metallet ligger tett inntil edelstenens overflate, som vist i figur 6-29.
Den andre metoden er å bruke en buet meisel, som vist i figur 6-30. Metoden går ut på å presse metallet rundt edelstenen fra en vinkel på ca. 60 grader i forhold til horisontalplanet til vertikalplanet, på samme måte som ved innfatning av steiner i en flushfatning, men fortsatt ved hjelp av en hammer for å slå, som vist i figur 6-31.
Figur 6-28 Tverrsnitt av sporets posisjon
Figur 6-29 Vinkel på flatspissmeisel

Figur 6-30 Buet meisel

Figur 6-31 Pressing av metall med meisel
(8) Etterbehandling og Complettering av Gsigøyner Seting
Etter at du har festet steinene, polerer du metallet rundt edelstenene for å gjøre det glatt. Du kan også bruke en pusher til å trimme kantene på innfatningen. Til slutt gjør du ferdig og fullfører produksjonen av sigøynerinnfatningen, som vist i figur 6-32.

4. Bruken av Flush Setting og Gypsy Setting i smykkedesign
Fra perspektivet til den historiske utviklingen av smykkehåndverk, dukket sigøynerinnstillingen opp i et stadium da kutting av edelstener ennå ikke var fullt utviklet, og tilpasset seg forskjellige cabochon og uregelmessig formede edelstener. Først med fremveksten av runde briljantslipinger utviklet innfatningsteknikken for mindre fasetterte steiner, spesielt runde briljantslipte edelstener, seg gradvis. I antikke smykker ser vi derfor mer av sigøynerinnfatningen, som vist i figur 6-33, som viser innfatningsmetoden for to ufullkomment slipte rubiner i en ring fra 1450.
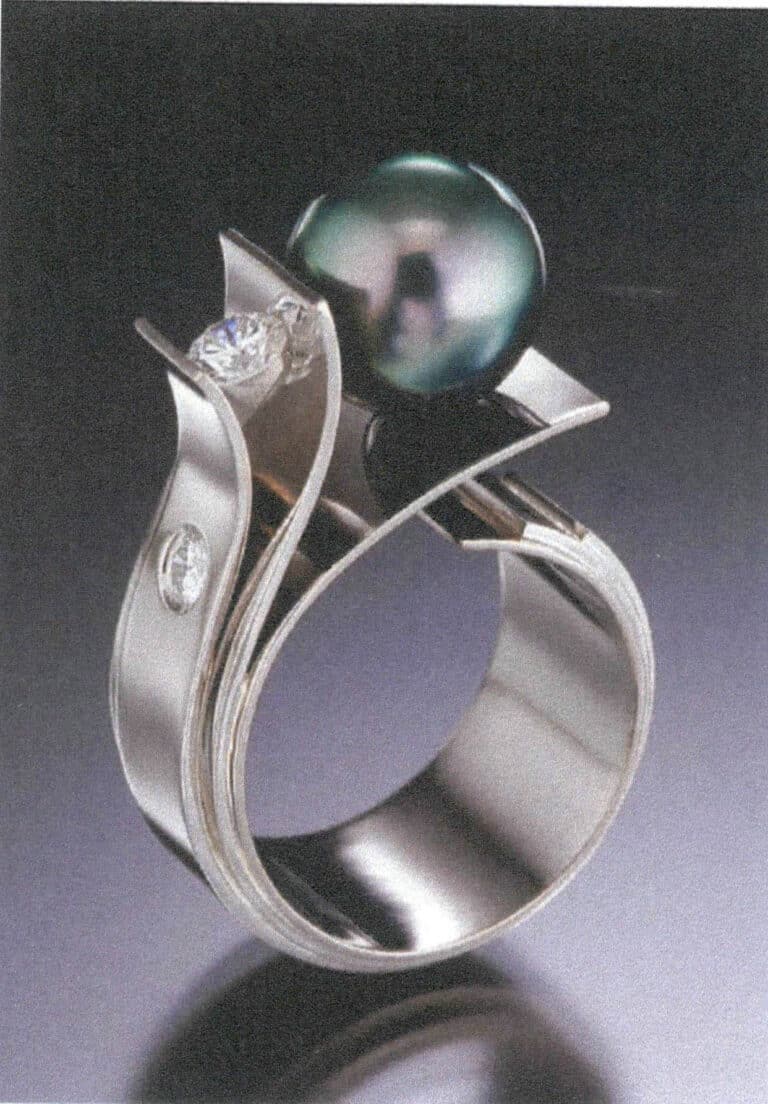
Teknikken med sigøynerfatning har gjennomgått visse endringer i dagens produksjon sammenlignet med tradisjonelle metoder. På grunn av det høye forbruket av metallmaterialer og den tunge vekten til ekte sigøynerfatning, er det mer vanlig å beholde sigøynerfatningens røffe visuelle preg i designet, men å erstatte den med mer lettimplementerte innfatningsmetoder som bezel- eller pronginnfatning, eller å integrere den med flushinnfatningen, noe som gir edelstenene i designet en rikere farge og form. Her tar vi noen arbeider av smykkekunstneren Alan Craxford som eksempler, som vist i figur 6-34 til 6-36, der vi kan se produksjonsmetoden som blander sigøynerfatning og flush-fatning, noe som gjør håndverket mer fleksibelt i forhold til ulike edelstenpresentasjoner.
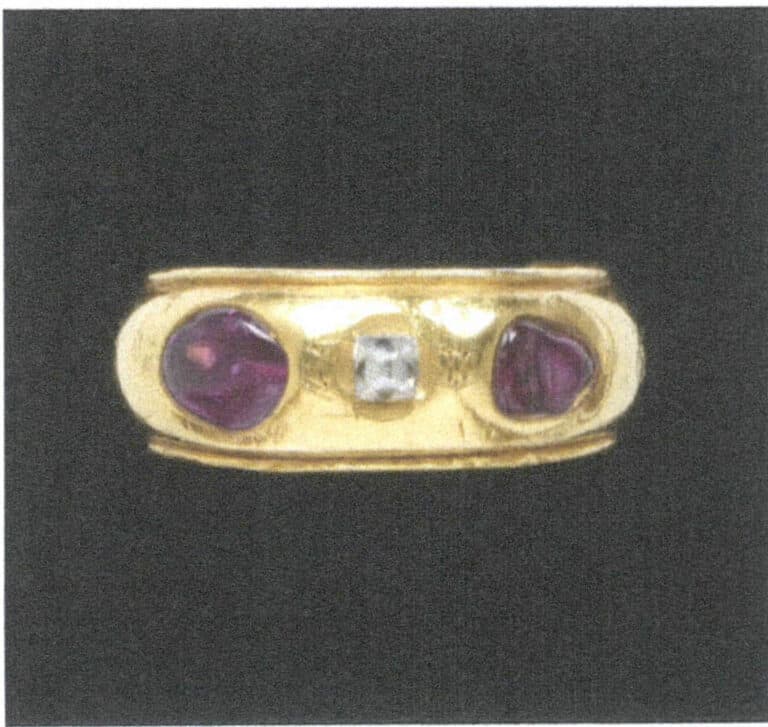
Figur 6-33 Diamantrubinring (V&A Museum-samlingen)
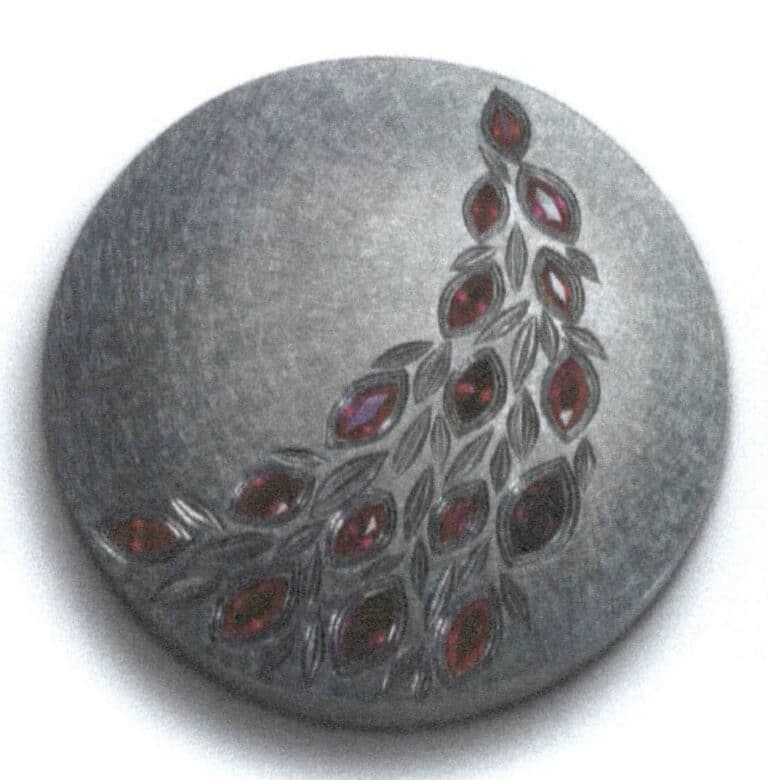
Figur 6-34 Alan Craxfords arbeid (-)
Figur 6-35 Alan Craxfords verk (to)

Figur 6-36 Alan Craxfords verk (tre)
Den minimalistiske stilen som presenteres av flush setting-teknikken stemmer godt overens med moderne estetisk smak for dekorasjon, og det er grunnen til at den har fått økende gunst blant noen smykkemerker de siste tiårene. Det tyske smykkemerket NIESSING har for eksempel arvet den minimalistiske designstilen fra Tyskland, og integrerer innovative håndverksmaterialer med design som hovedtrekk. NIESSINGs design er preget av denne merkevaren, og i tråd med dette streber de etter å minimere dekorasjon og unødvendige strukturer for å oppnå en visuell effekt der edelstener og metaller smelter sømløst sammen. Den fleksible bruken av flush setting kan vi kjenne igjen i designene til merkets SOLARIS COLOR RINGS og SPHERES SOLARIS ARCHITECTURE-kolleksjoner.
Anvendelsen av flush setting kan ofte sees i noen kunstneriske unge smykkemerker, for eksempel det uavhengige smykkedesignmerket Langmus "Dune"-kolleksjon, der den rustikke overflatebehandlingen av metallet, kombinert med flush setting-teknikken, får edelstenene til å virke halvt nedgravd under sanddynene, og forfølger et naturlig forhold mellom metall og edelstener, som vist i figurene 6-37 og 6-38. Vi kan også se anvendelsen av flush setting i noen vanlige minimalistiske og diskrete stiler, der den fungerer som et høydepunkt i det slanke designet til hele smykket, som illustrert i figur 6-39 til 6-41.

Figur 6-37 Smykker av merket Larmo (1)

Figur 6-38 Smykker av merket Larmo (2)
Figur 6-39 Flush Setting-armbånd

Figur 6-40 Spyleinnstillingsring
Ut fra de ovennevnte designtilfellene kan man oppsummere designkarakteristikkene til innlegg og sigøynerinnfatning som visuelt integrerte med metallet med en enkel og sammenhengende form. Spesielt når det gjelder innlegg, er designet vanligvis ikke ment å fremheve selve edelstenen, men snarere å forbedre den generelle designen, noe som gir mulighet for tilføyelser etter at metallet er ferdigstilt, noe som gir tilfeldighet og fleksibilitet. Derfor er det en innfatningsmetode som kan brukes mer fritt og fleksibelt i smykkedesign.
Seksjon II Spenningsinnstilling
Tension settings er et begrep som brukes for å referere til spenningssetting og settinger som har en effekt som ligner på spenningssetting. Tension setting er en svært kreativ måte å sette opp på, og er en slags ekstrem utfordring for forholdet mellom omgivelsene; det er også den vanskeligste av de mange måtene å sette opp på, så det kan gi en veldig provoserende visuell estetikk.
1. Oversikt over spenningsinnstillinger
Når det gjelder spenningsinnfatninger, er forståelsen i Kina noe annerledes enn i Europa og Amerika. I mange innenlandske smykkeprodukter kan enhver innfatningsmetode som klemmer edelstenens omkrets fra begge sider med metall eller delvis omslutter edelstenens omkrets, bli referert til som en spenningsinnfatning. Ofte må det avklares med pronginnfatning, bezelinnfatning og andre innfatningsmetoder, uten klare kategorigrenser mellom dem. Begrepet "Tension Setting" som brukes i Europa og Amerika, er mer nøyaktig oversatt som "Zhang li Xiang", som utnytter spenningen i metallet til å påføre en sentripetal trykkraft på edelstenens omkrets fra to retninger for å sikre den. I tillegg til de to spenningspunktene kalles andre støttestrukturer eller baser avledet fra denne metoden semi-spenningsinnfatninger.
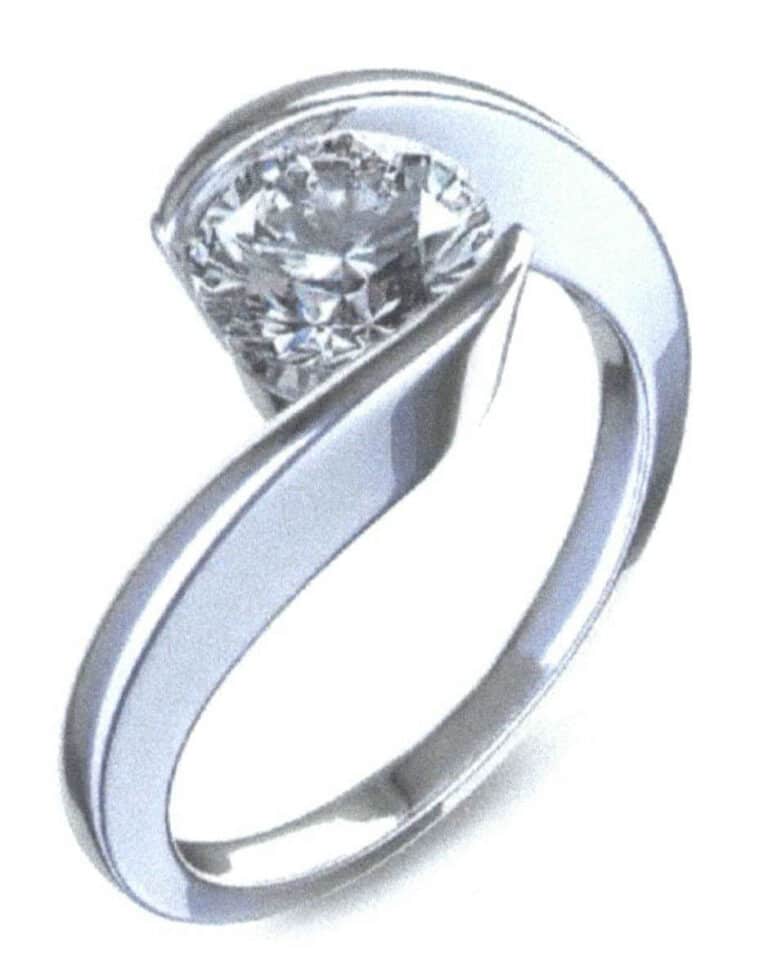
En tension setting er en vanskeligere type setting. Denne metoden har en kort brukshistorie og har gradvis utviklet seg under markedsføring av to merker, NIESSING fra Tyskland og STEVEN KRETCHMER fra USA. Grunnen til at disse merkene har vært i stand til å mestre teknologien for spenningsinnstillinger godt, skyldes visse prestasjoner innen forskning og utvikling av tilsvarende teknologi for legeringer med høy hardhet. Nybegynnere kan ikke lære seg de tekniske detaljene på dette området. Likevel kan de forstå prinsippene og produksjonsprosessene for spenningsinnstillinger og øve mer praktisk med enkeltstykker eller små partier. I produksjonstilfellet vil vi ta utgangspunkt i den mest typiske stilen, i håp om å hjelpe nybegynnere med å forstå vanskelighetene og nøkkelpunktene i spenningsinnstillinger. Spenninnstillingsringen er vist i figur 7-1.
2. Produksjonsmetoden for spenningsinnstillinger
Demonstrasjonen av produksjonstrinnene for spenningsinnstillinger vil bli delt inn i introduksjonen av spenningsinnstilling, halvspenningsinnstilling og rutenettformet spenningsinnstilling. Selv om halvspenningsinnstilling og rutenettformet spenningsinnstilling ikke er typiske spenningsinnstillinger, som nevnt tidligere, er de avledet fra prinsippene for spenningsinnstilling. Halvspenningsinnstillingen påvirkes imidlertid av spenning, og den rutenettformede spenningsinnstillingen er nært knyttet til halvspenningsinnstillingen i strukturen. Derfor er disse tre typene innstillinger kategorisert under spenningsinnstillinger. Nedenfor vil prinsippene og produksjonsmetodene for disse tre innstillingsmetodene bli introdusert hver for seg.
2.1 Innstilling av strekk
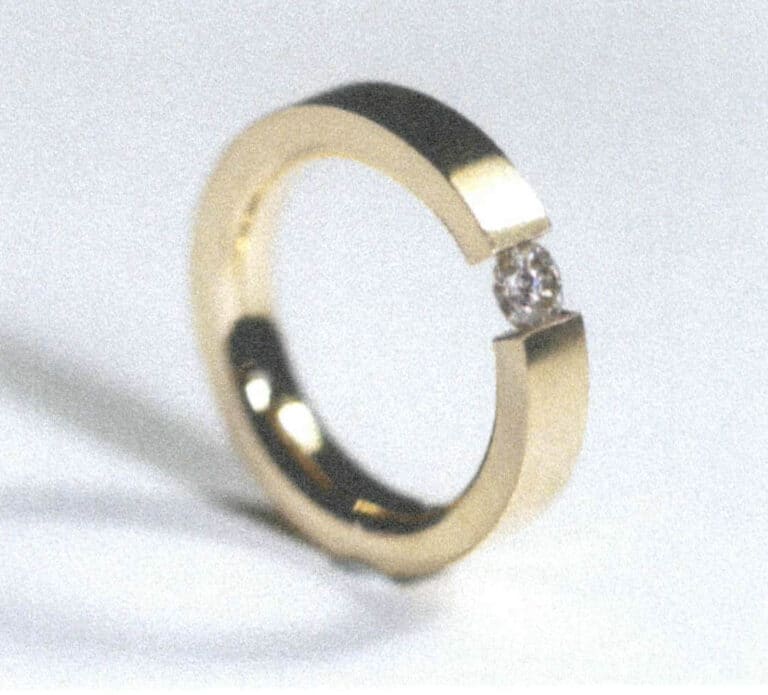
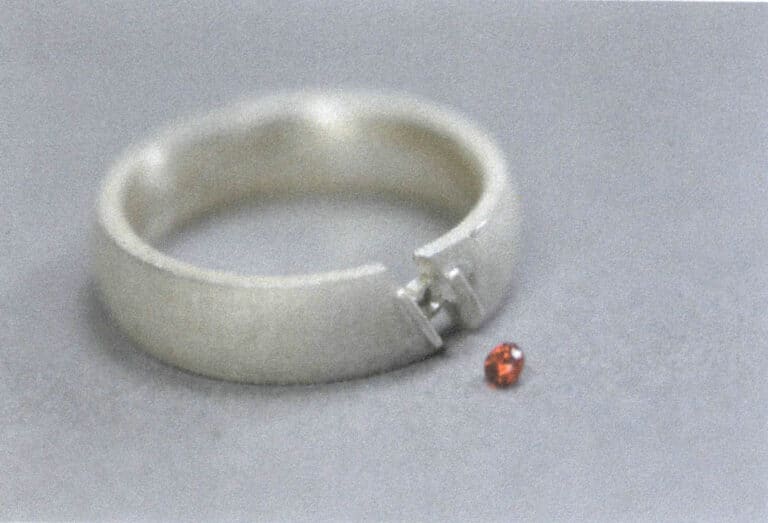
Spenningsinnfatning er en metode for innfatning av edelstener som utelukkende baserer seg på to spenningspunkter i metallet for å holde steinen på plass. Det er stor forskjell på hvordan materialene som brukes til strekkfatning i masseproduksjon og enkeltstykksproduksjon, fremstilles. Forskjellen ligger i at ved masseproduksjon lages metallet av legeringer med et passende hardhetsforhold og spenning, som deretter skjæres ut til metallplater for bruk. Dette er spesielt vanlig ved bruk av ringer. En metode for smiing og herding av individuelle profiler kan imidlertid brukes til produksjon av enkeltstykker og små serier. Denne casen demonstrerer metoden for å lage strekkinnstillinger ved å smi og herde metallet. Strekkinnstillingsringen er vist i figur 7-2.
Trinn feller Making Tension Seting
(1) Choosing a Gemstone
Spenningsinnfatning krever høy hardhet for edelstener. På grunn av det betydelige trykket som påføres edelstenen, er det bare harde edelstener som diamanter, rubiner og safirer som egner seg for bruk. Hvis edelstenen i tillegg har sprekker, vil det sannsynligvis oppstå problemer under innfatningsprosessen. I dette demonstrasjonstilfellet brukes en naturlig zirkon, som også har høy hardhet. Det er også viktig å ta hensyn til størrelsen på edelstenen, og sørge for at høyden på edelstenen er mindre enn tykkelsen på metallet, slik at den ikke blir eksponert i bunnen. Vanligvis er tykkelsen på en spenningsring ca. 3 mm, så tykkelsen på edelstenen bør være mindre enn 3 mm. I dette tilfellet brukes en oval blystein på 4 mm × 3 mm, som vist i figur 7-3.
(2) Klargjøring av metaller
Metallene som velges til strammingsinnfatninger er vanligvis legeringer av gull, platina eller jern, noe som kan sikre høy hardhet og holdbarhet, og som gjør det mindre sannsynlig at de løsner. Hvis man bruker støpemetoder, kan hardheten til 18K og 14K gull utnyttes til å lage spenninnstillinger samtidig som metallets tykkelse sikres. I tillegg kan ferdige metallmaterialer herdes for produksjon av enkeltstykker eller små serier. I denne casestudien brukes messing med en herdeprosess, der man først sveiser en lukket metallring av ca. 3,5 mm messingtråd, som vist i figur 7-4.

Figur 7-3 Klargjøring av edelstener (zirkon)

Figur 7-4 Klargjøring av metaller (messing)
(3) Hardening Metaller
Vanskeligheten med spenningsinnstilling i produksjonen handler mer om å kontrollere hardheten og elastisiteten til metallmaterialene, og dermed bruke passende metallspenning for å sette edelstenene. Uten spesiell metallforholdsteknologi, jo lavere renhet av metallforholdet, jo høyere hardhet på grunn av metallherding, så rent gull og rent sølv kan ikke brukes til produksjon. I tillegg, mens man vurderer hardhet i forholdet, må metallets elastisitet også tas i betraktning; hvis metallets hardhet er for høy og det mister elastisitet, er det også skadelig for produksjonen. Herding av metallet, etter senere bearbeiding, under påføring av ytre krefter som hamring og pressing, vil øke metallets hardhet samtidig som en viss grad av elastisitet opprettholdes.
Det er viktig å merke seg at metallet som brukes til strammingen må ha en viss tykkelse i forhold til materialstørrelse og stilen som brukes; selv om det tynne og fine metallet er herdet, kan det ikke oppnå den styrken som kreves for strammingen. Hvis metallet er tykt nok, kan det beholde sin estetiske appell. Derfor er en diameter på 3 mm mer egnet for et ringbånd. Spenningsinnfatning er mer aktuelt for ringer fordi ringens lille omkrets kan skape den elastisiteten som skal til for å presse edelstenen under passende hardhet, og det har også en større visuell innvirkning.
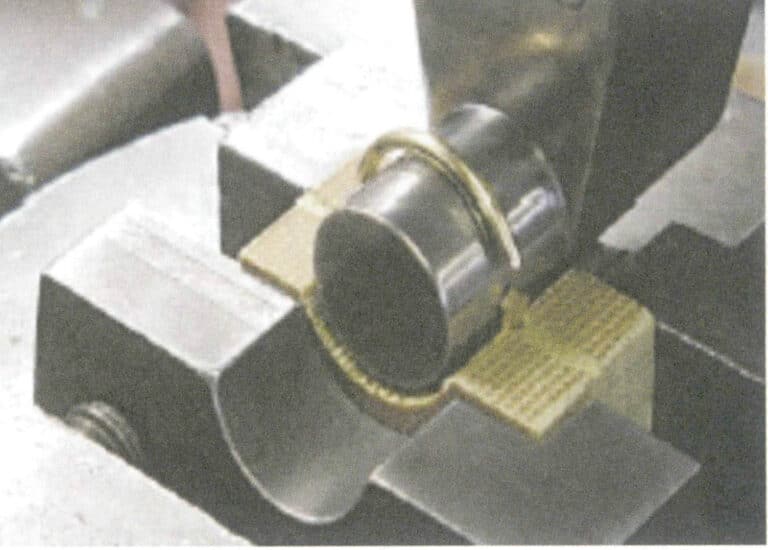
I metallbearbeiding er de viktigste metodene for herding av metall smiing og ekstrudering, som begge gjør metallets indre struktur tettere og dermed herder metallet. I dette tilfellet brukes smiing som metode. Under smiingsprosessen vil metallet strekke seg, og den totale tykkelsen vil bli litt tynnere fra rund tråd til firkantet tråd. Derfor bør volumet av den forberedte metallringen være 20% tykkere enn ringen som lages med et samlet beløp for å ta hensyn til deformasjon og poleringstap under smiing. Ved smiing brukes en gullsmedhammer til å slå jevnt for å sikre at metallstrukturen er tett og jevn, som vist i figur 7-5.

(4) Innlevering av ringen
Fil smijerns ring pent; her vil det oppstå noe metalltap, som vist i Figur 7-6 og Figur 7-7.

Figur 7-6 Filing av ringen (1)

Figur 7-7 Filing av ringen (2)
(5) Saging ut den Oåpning
Sag ut åpningen i ringen for innfatning av edelstenen, som vist i figur 7-8. De to motstående flatene skal files flate, og bredden på åpningen skal være 0,6~1 mm mindre enn edelstenens diameter. Dybden på sporene på begge sider er 0,3 ~ 0,5 mm. I dette tilfellet er diameteren på den ovale edelstenen 4 mm, og dybden på edelstenen som passer inn i sporene på begge sider er omtrent 0,3 mm hver. Derfor bør bredden på hakket være ca. 3,4 mm. Ta hensyn til slitasjen fra polering når du sager ut åpningen.
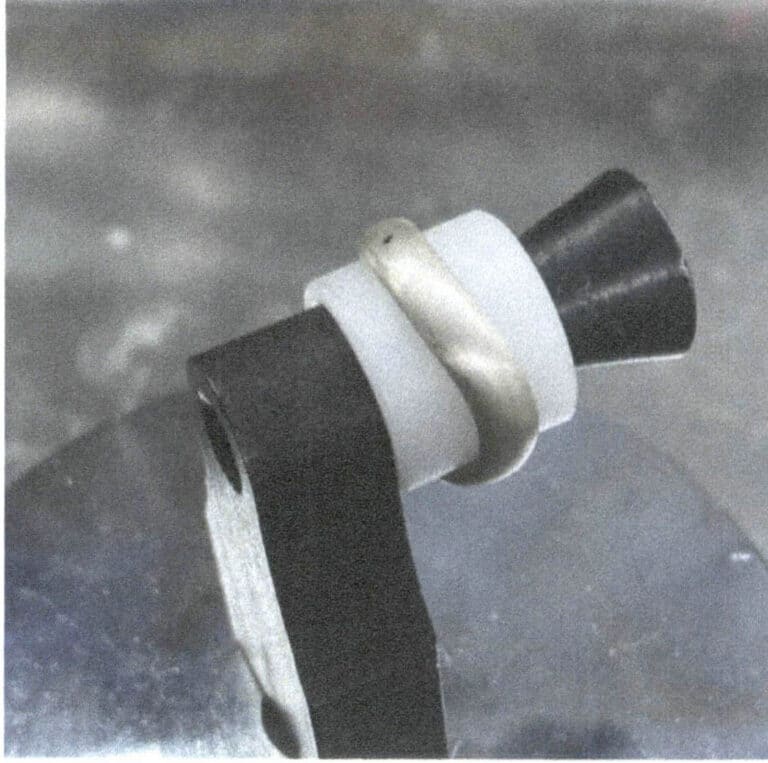
(6) Festeningen av Metall
Fest ringen til ringsetteren, som vist i figur 7-9.

Figur 7-8 Saging av åpningen
Figur 7-9 Feste av metall
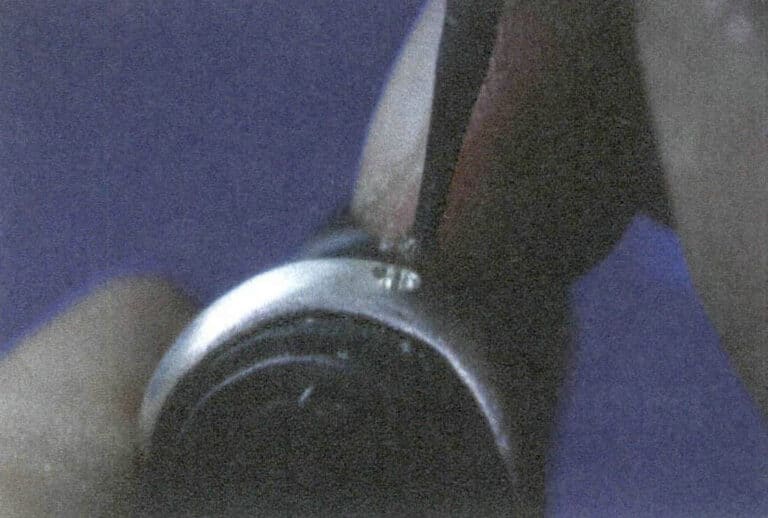
(7) Merking den Sporposisjon
Merk av posisjonen som er rillet med et kompass i henhold til høyden på den faste steinens omkrets, og sørg for symmetri på begge sider, som vist i figur 7-10.
(8) Slissing
Bruk en skivefres til å spalte de to parallelle flatene ved åpningen, og sørg for at posisjonene til de motstående sporene er symmetriske, med en spordybde på ca. 0,3 mm på begge sider, som vist i figur 7-11 og 7-12.
Figur 7-11 Slissing
Figur 7-12 Skjematisk fremstilling av slissene
(9) Innfatning av edelstenen
Sett først den ene siden av edelstenens belte inn i sporet. Åpne deretter ringbåndet litt ved hjelp av støtten til ringsetteren eller ekspanderen. Når den andre enden av edelstenen glir inn i sporet, slapper du av støtten for å klemme den fast, som vist i figur 7-13 og 7-14.
Figur 7-13 Edelsten klemt fast i sporet på den ene siden

Figur 7-14 Edelstenen klemmes fast i sporet på begge sider
(10) Fullførting den Innstilling av spenning
Den ferdige spenningsinnstillingen vises i figur 7-15.

2.2 Innstilling av halvspenning
Semi-tension-fatning refererer til en innfatningsmetode med ekstra støttestrukturer, for eksempel en base, metallstenger eller halvrammer utenfor de to spenningspunktene. Prinsippet er det samme som for innfatning med stift. Semi-tension-fatning etterligner tension-fatning, og gir en lignende estetisk effekt, men uten produksjonsvanskelighetene og risikoen forbundet med ettersalg av tension-fatning. Derfor foretrekker flere merker å bruke semi-tension-fatning for å skape lignende stiler. En ring med halvstrammingsfatning er vist i figur 7-16.
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
Fremgangsmåte for å lage en halvspent innstilling
(1) Materiale Preparasjon
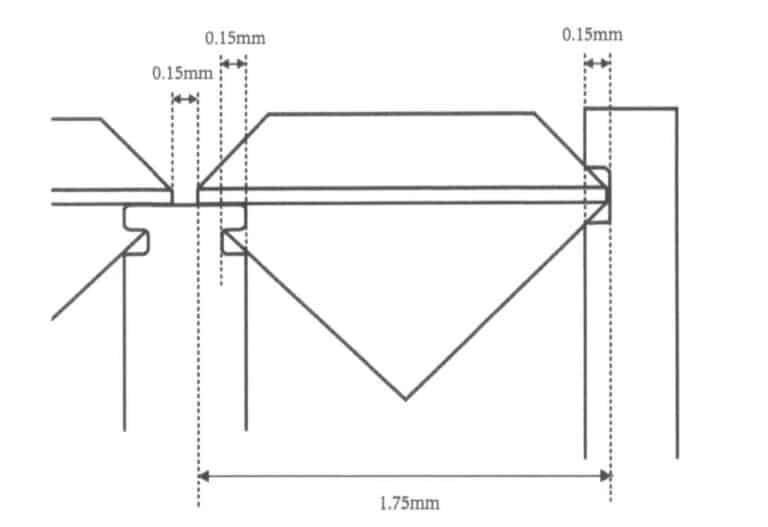
I dette tilfellet er edelstenen en fasettert hul stein med en diameter på 2 mm, og innfatningens bredde er 1,7 mm, som er diameteren på edelstenen minus 0,3 mm. Stilen på ringen ser ut som en spenningsfatning sett ovenfra, men under edelstenen er det en støttebunn som kobles sammen ved åpningen, slik at ringen blir en lukket sløyfe. Et annet spesielt trekk er at det er reservert to opphøyde områder over begge endene av metallrammen. Dette gjenspeiler en vesentlig forskjell mellom denne innfatningsmetoden og spenningsinnfatninger som bruker spenning for å holde edelstenen. Edelstenen presses ikke innover av krefter fra begge sider, men av et nedadgående trykk fra de opphøyde områdene, noe som skaper et motvirkende trykk mot støttebasen for å sikre edelstenen. De opphøyde områdene er utformet for å hindre at metallet tynnes ut på grunn av trykk nedover. Materialprepareringen er vist i figur 7-17.
(2) Slissing
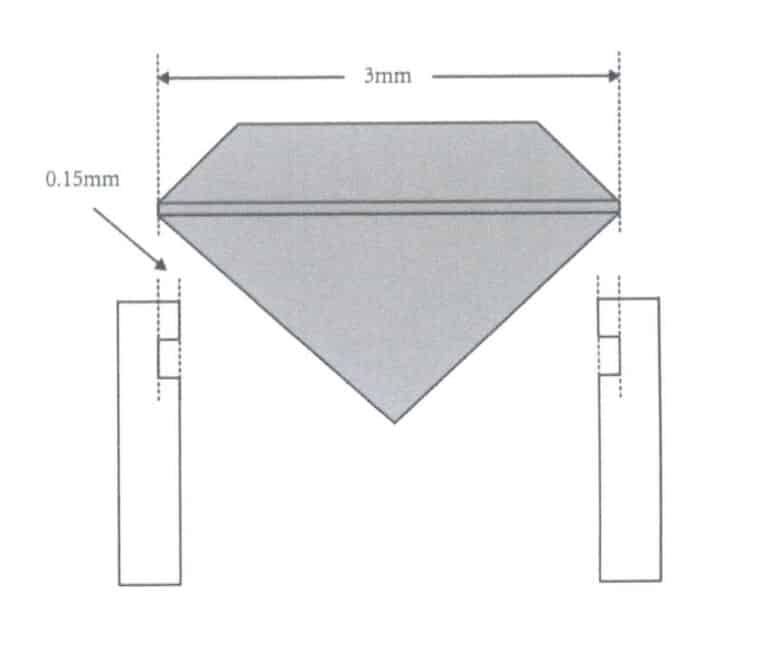
I likhet med spenningsinnfatninger krever også halvspenningsinnfatninger at man først markerer posisjonene på edelstenens omkrets og deretter bruker en tynn skivebor til å lage et ca. 0,15 mm dypt spor på de markerte posisjonene på begge sider, som vist i figur 7-18. Siden edelstenen er relativt liten og har en støttebunn i denne innfatningen, er sporet grunnere enn i en strammingsinnfatning.
Figur 7-17 Forberedelse av materiale

Figur 7-18 Slissing
(3) Plassering av Stein
Sett først den ene siden av edelstenens belte inn i sporet, og trykk deretter forsiktig på den andre siden for å skyve den inn i sporet. Denne presseprosessen krever ingen kraft. Hvis den ene siden er satt inn i sporet med for lite plass, eller hvis den andre siden er vanskelig å få inn, kan det være nødvendig å fortsette å justere spordybden. Den nedre steinen er vist i Figur 7-19.
(4) Innstilling av Stein
På dette tidspunktet er perlen ustabil etter å ha blitt plassert i sporet; hvis det er vibrasjoner, er det veldig sannsynlig at den faller. Derfor kan man dekke perlen med oljeslam, noe som gir midlertidig stabilitet. Deretter brukes en meisel med flatt hode og en hammer til å presse ned det opphøyde metallet på begge sider av steinen, som vist i figur 7-20. Når edelstenen er stabil, kan oljeslammet fjernes. Etter flere gjentatte slag nedover vil sporet og edelstenen passe tilstrekkelig sammen gjennom slagene, slik at det dannes en stabil trykkraft i omkretsen, og dermed fullføres innlegget, som vist i figur 7-21.
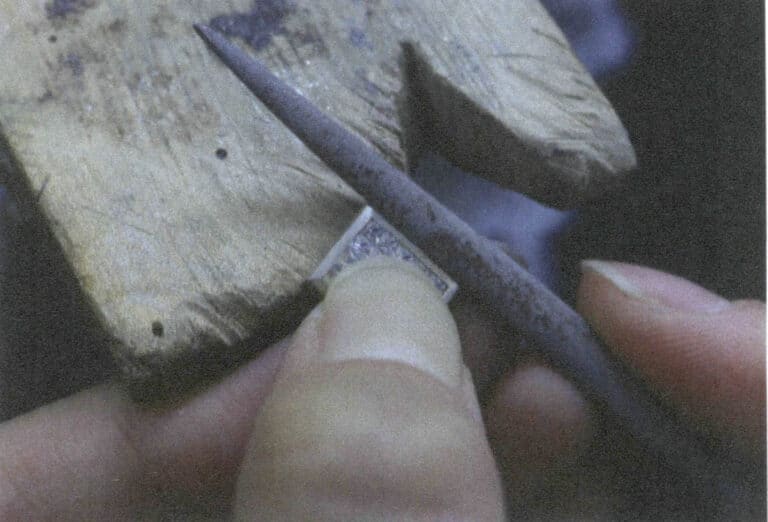
(5) Etterbehandling - Kant Trimming
Etter at edelstenen er godt innfattet, bør du bruke en stiksaks til å trimme tverrsnittet av metallet på begge sider av innfatningsposisjonen, som vist i figur 7-22, fordi metallet på begge sider av innfatningen ikke er flatt mot edelstenens slipte overflate.
Figur 7-19 Plassering av steinen
Figur 7-20 Innstilling av steinen (1)
Figur 7-21 Innstilling av steinen (2)
Figur 7-22 Trimming av kanten
(6) Etterbehandling - Polering
Bruk en fil til å fjerne overflødig metall fra ekstruderingsområdet, og glatt det deretter ut med sandpapirruller og poleringsskiver, som vist i figur 7-23 og 7-24.

Figur 7-23 Etterbehandling(1)

Figur 7-24 Etterbehandling(2)
(7) Utfylling av Semi-Spenning Setting Ring
Den ferdige halvstramme innstillingsringen er vist i figur 7-25.
2.3 Rutenettformet innstilling av spenning
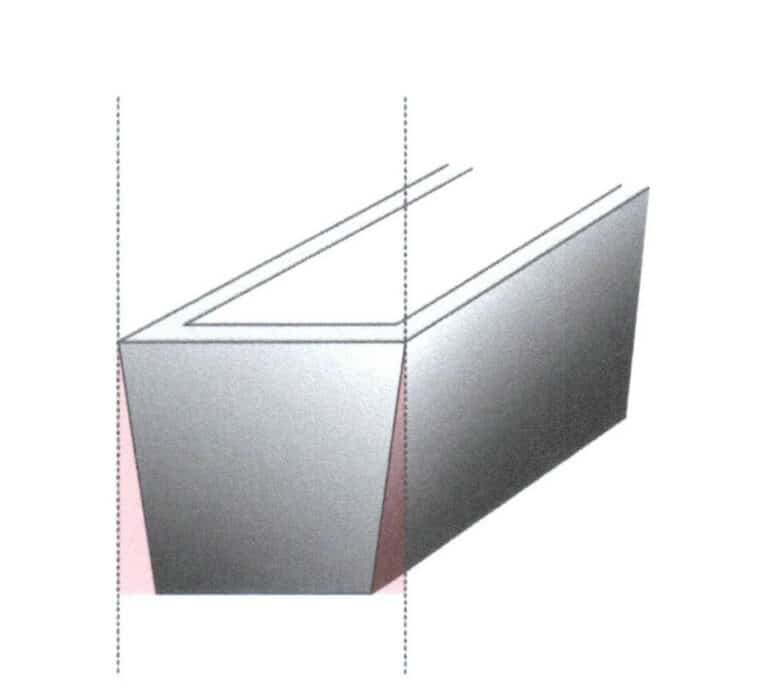
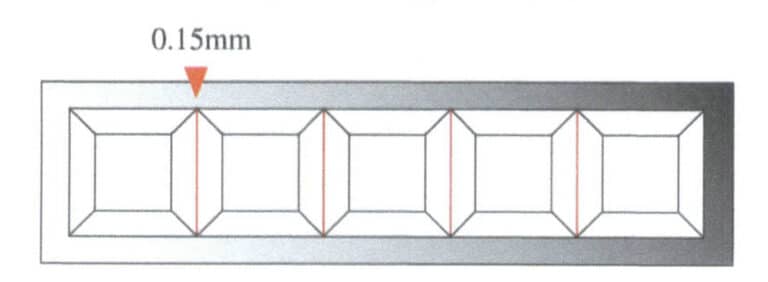
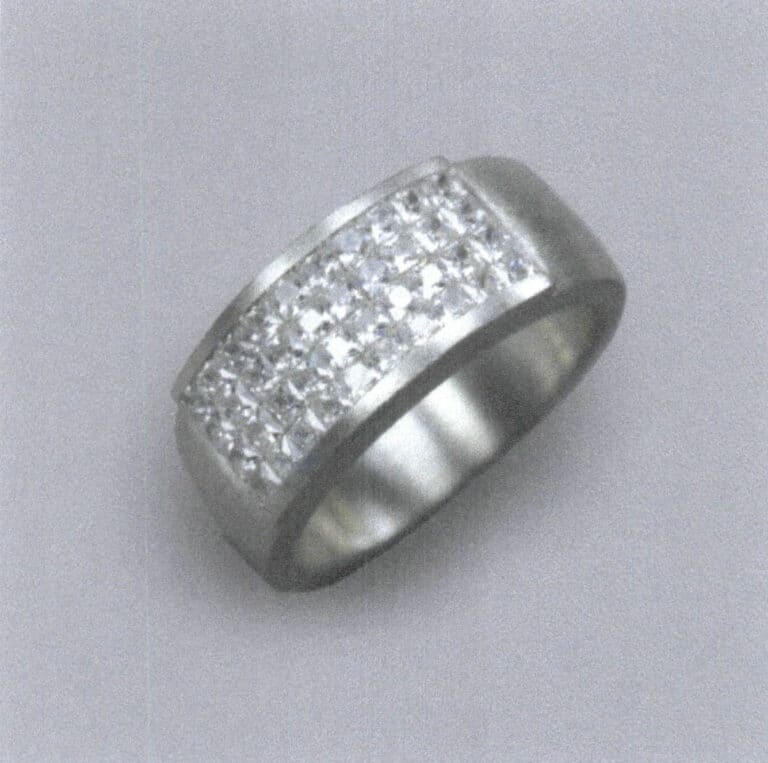
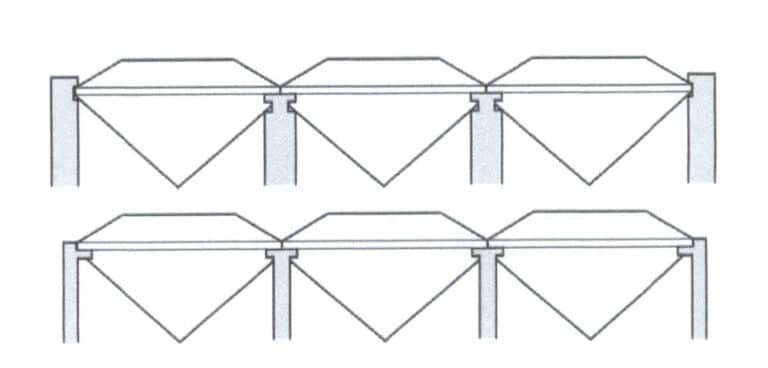
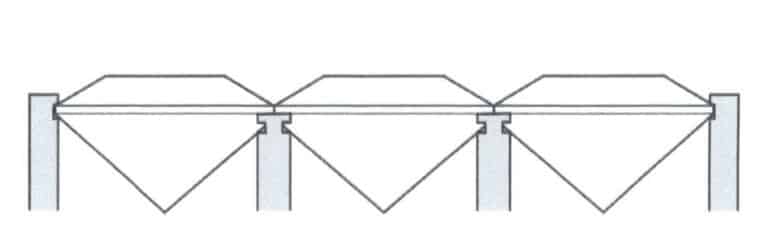
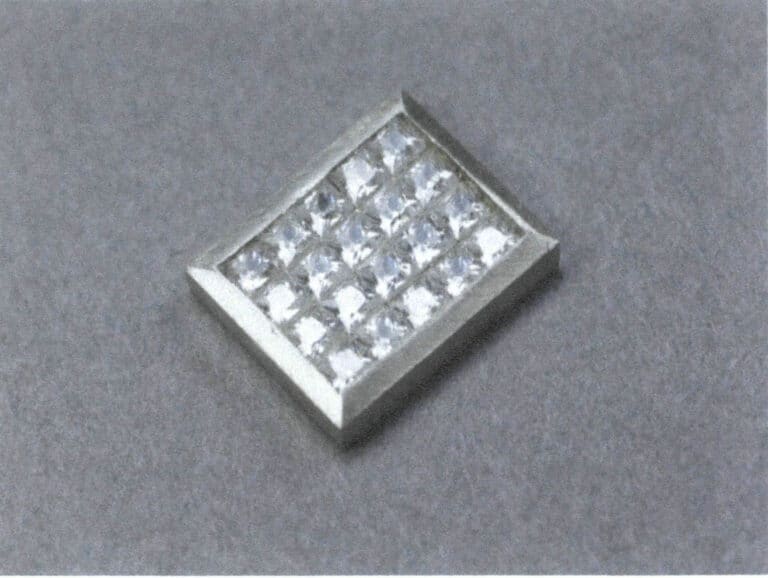
Den rutenettformede spenningsinnfatningen representerer et fast innleggsmønster, der fire prinsesseslipte edelstener er arrangert i et rutenett for å danne en større firkant. I firkanten som dannes av de fire edelstenene, er det bare ytterkanten som har metallkanter presset inn, mens den indre siden ikke viser noe metall, noe som skaper en visuell illusjon av en stor firkantet fasettert edelsten. Den visuelle effekten av de fire edelstenene arrangert i et rutenettmønster har likhetstrekk med den usynlige innfatningen. Men ut fra produksjonsprinsipper har edelstenene likevel ikke de rillene som er typiske for usynlige innfatninger. Hver edelstenes metallstruktur krever en bærende base og to tilstøtende omkretser som skal presses av metallkantene for usynlig innfatning, noe som gjør denne strukturen nærmere en halvspenningsinnfatning. Basert på strukturens egenskaper klassifiseres den derfor under kategorien spenningsfatning. Den rutenettformede strekkstagringen er vist i figur 7-26.

Fremgangsmåte for Making Rutenettformet spenningsinnstilling
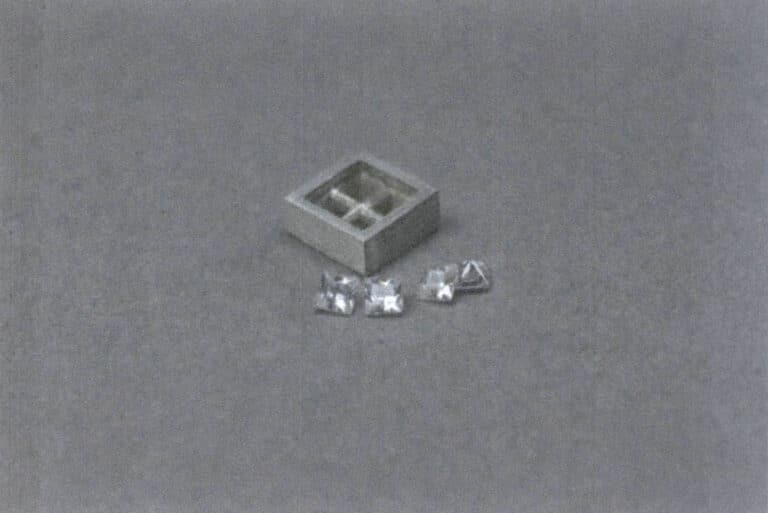
(1) Materiale Preparasjon
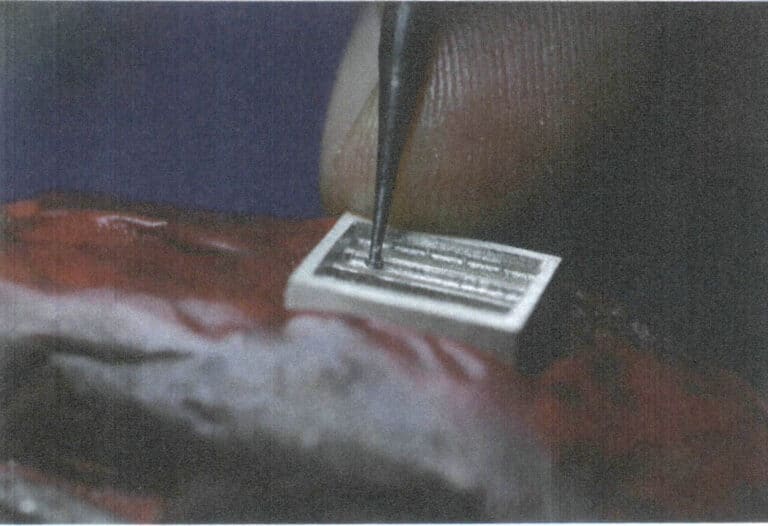
I dette tilfellet er edelstenene fire firkantede briljantslipte edelstener med en sidelengde på 2 mm, og metallet har form som en firkantet boks, der den nedre delen av metallet er en konisk steininnfatningsposisjon der de fire edelstenene er innfelt, som vist i figur 7-27. I modelleringen er det avsatt spor for innfatning av edelstenene, noe som gjør det enkelt å spalte dem med en hjulbor.
(2) Slissing
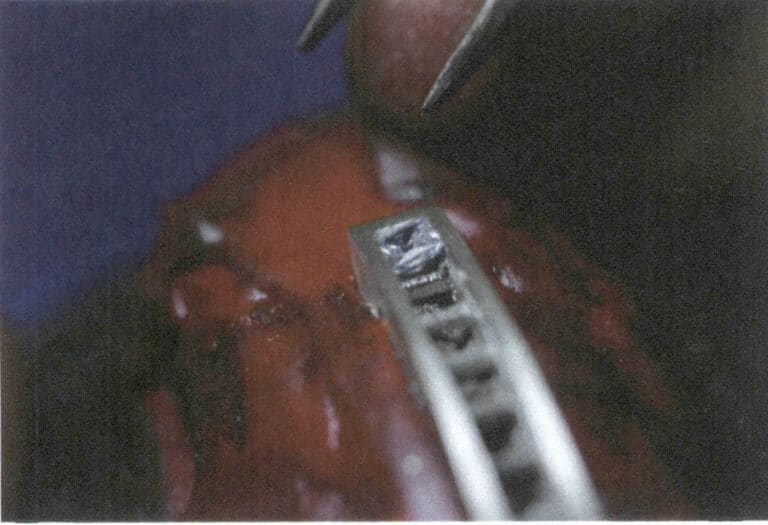
En hjulbor brukes til å lage spor rundt den øvre delen av steinposisjonen, og deretter brukes en liten bølgebor til å lage spor i de fire hjørnene, som vist i figur 7-28.
Figur 7-27 Klargjøring av materiale

Figur 7-28 Slissing
(3) Spor for trimming
Etter at sporene er åpnet med en hjulfres, må du bruke en gravemaskin til å trimme sporene, som vist i figur 7-29. Sporene må være flate slik at de fire edelstenene kan plasseres jevnt på steinen under.
(4) Plassering av steinene
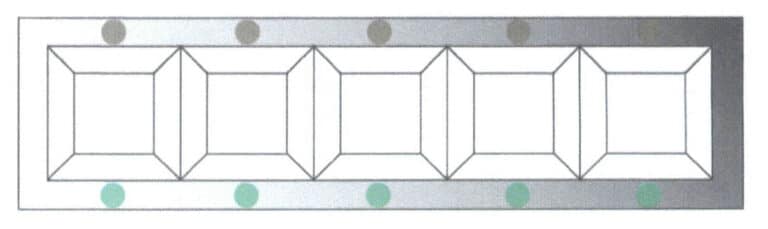
Plasser de fire steinene i steininnfatningsposisjonen i rekkefølge; hver stein har bare to sider som sitter fast i sporet, de to andre sidene holdes oppe av metallet under steinens omkrets, og omkretsen til de nærliggende steinene passer ikke perfekt. Likevel er det et gap på ca. 0,15 mm, som vist i figur 7-30.

Figur 7-29 Trimming av spor

Figur 7-30 Plassering av steinene
(5) Seting av steinen
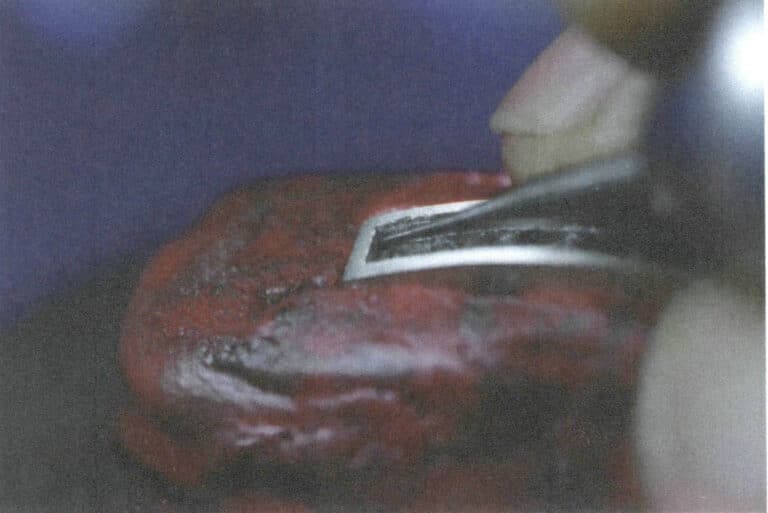
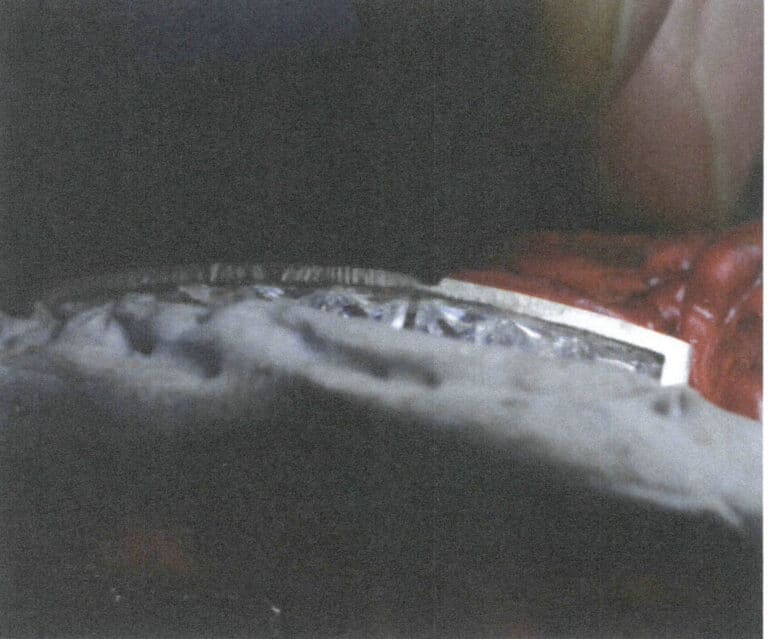
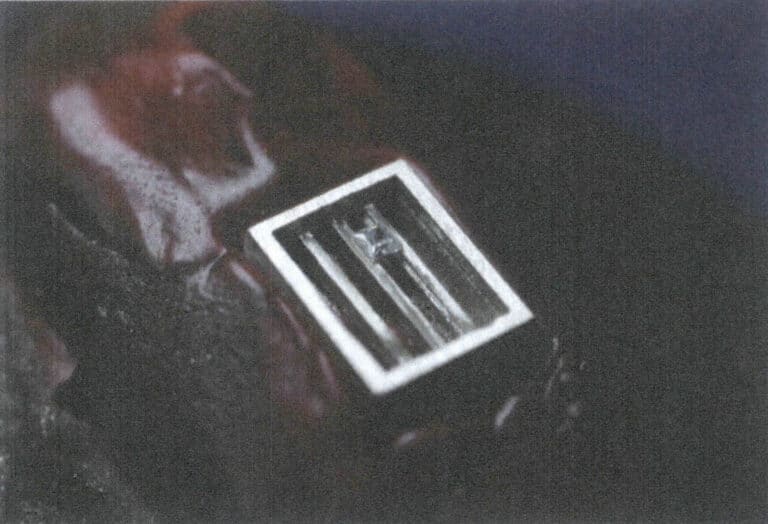
En meisel med flatt hode brukes sammen med en hammer til å holde steinen på plass på et punkt, og deretter slår man på metallkanten i et sirkulært mønster, slik at metallet i spalten klemmer sammen steinen og passer perfekt til den, noe som er samme prinsipp som ved halvspenningsinnfatning. Forandringene i sporene før og etter innfatningen er vist i figur 7-31.
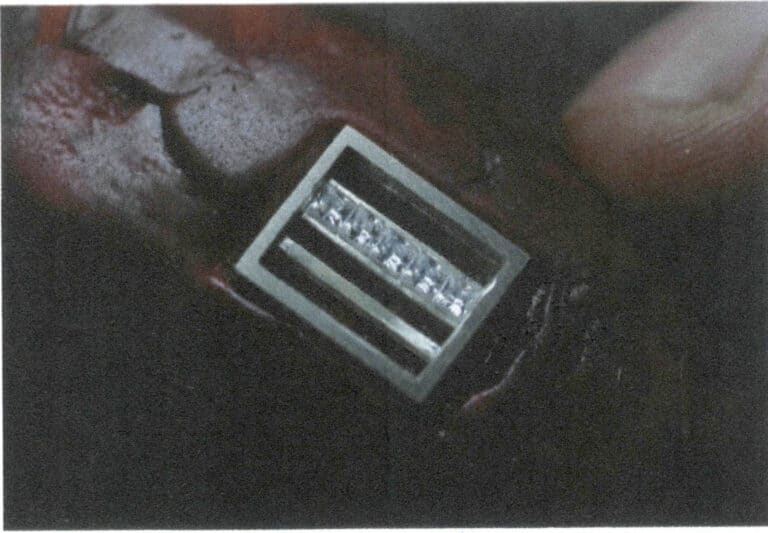
(6) Etterbehandling og Complettering av Rutenettformet spenningsinnstilling
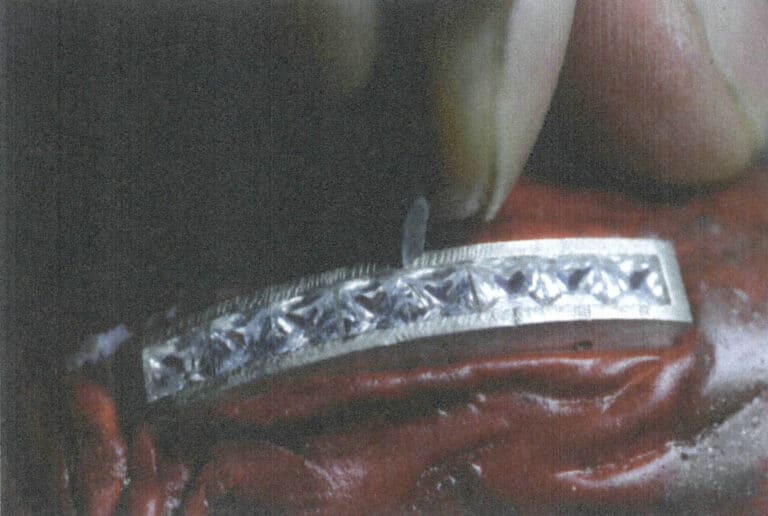
Etter at steinen er satt inn, bruker du verktøy som filer, sandpapirruller og poleringsskiver for å fullføre den rutenettformede spenningsinnstillingen, som vist i figur 7-32.
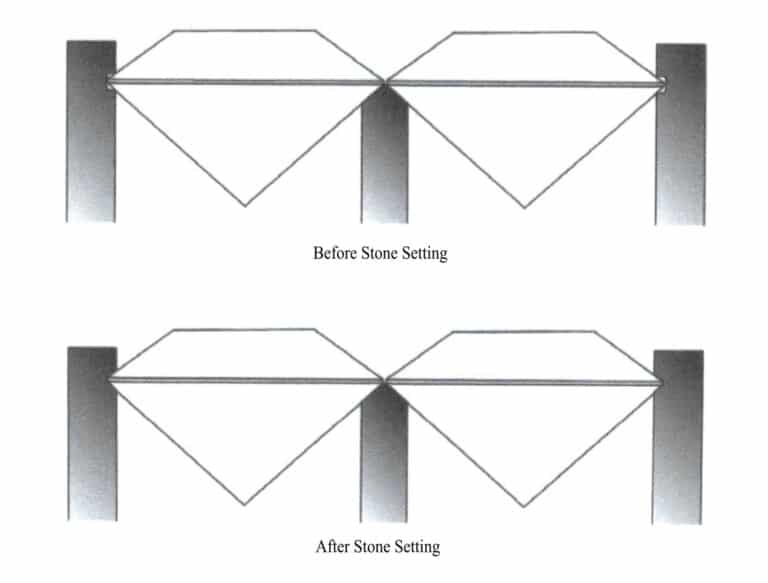
Figur 7-31 Endringer i sporene før og etter steinsetting
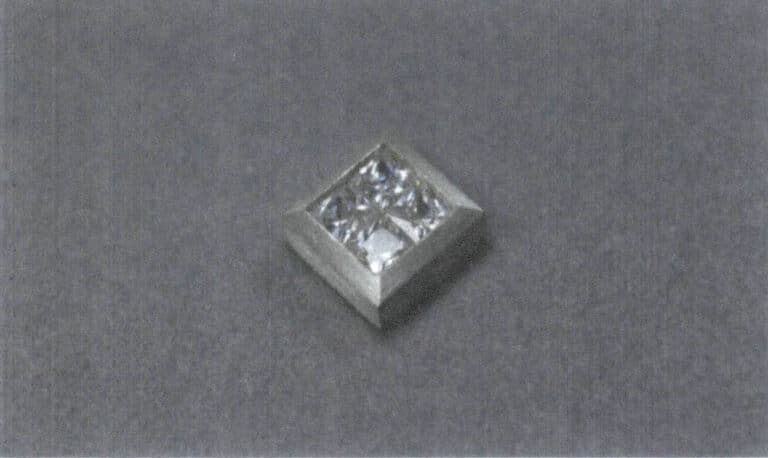
Figur 7-32 Fullføre den rutenettformede spenningsinnstillingen
3. Bruken av spenningsinnstillinger i smykkedesign
Når det gjelder bruken av spenningsfatninger i smykker, er vanskeligheten med å lage spenningsfatninger velkjent, og skjønnheten kommer fra håndverket som overskrider "komfortsonen" til tradisjonelle fatninger. Denne smarte bruken av mekaniske prinsipper i innfatningen er en moderne oppfinnelse, og opphavsmannen er den tidligere romfartsspesialisten Friedrich Becker. Figur 7-33 viser brosjen han designet. Forgjengeren til spenningsfatning, som vi kaller halvspenningsfatning eller bezelfatning, har imidlertid vært mye brukt i smykkeshistorien, som i brosjen fra begynnelsen av 1600-tallet produsert i Praha, vist i figur 7-34, der de omkringliggende rubinene og diamantene holdes på plass av metall på begge sider, men på grunn av den stramme plasseringen er det vanskelig for metallet å deformeres, og edelstenene er relativt stabile. I anhenget fra 1560 som er vist i figur 7-35, ligner innfatningen av diamanter i kryssmønsteret på den rutenettformede spenningsinnfatningen. Det er mange likhetstrekk mellom dem, og metallstrukturen i bunnen bør også gi lignende støtte til edelstenene. Denne typen innfatning ser man ofte i bokstavinnfatninger i europeiske antikke smykker.


Figur 7-34 Brosje (V&A Museum-samlingen)

Figur 7-35 Diamantanheng (V&A Museum Collection)
Det tyske merket NIESSING ble grunnlagt i 1873. NIESSING er påvirket av epoken og den nasjonale bakgrunnen under utviklingen, og forenkler designfilosofien til Bauhaus ved å tilnærme seg håndverk med en holdning av inspirasjon og arv. NIESSINGs unike temperament er en dypere utforskning av skjønnheten i materialer og håndverk, og presenterer kreativitet på en rolig og kontinuerlig utdyping av dette merkevarens temperament.
STEVEN KRETCHMER ble grunnlagt i 1991 i Los Angeles, USA, av Steven Kretchmer, hans kone og deres datter. Selv om merket er lite, har det patent på behandlingen av 18 karat gull og platina som brukes spesielt til tension-innfatninger. Den overlegne hardheten og spenningen gjør det mulig å fremheve spenningsinnfatningens sjarm på en bedre måte. STEVEN KRETCHMERs edelmetallegeringer er også mer slitesterke enn standard smykkemiddellegeringer, og beholder dermed glansen lenger. Det er nettopp på grunn av den modne beherskelsen av tension setting-teknologien og det brede spekteret av metallteknikker at STEVEN KRETCHMER fleksibelt kan anvende og transformere effekten av tension settings i smykker, ofte i kombinasjon med andre innfatningsmetoder som pave setting og flush setting, og også integrere med metallbehandlinger som trekornet gull, noe som resulterer i utsøkt håndverk og design som ofte overrasker.
Bare noen få merker våger å forsøke seg på denne spenningsinnstillingen. Hvis det ikke kan oppnås streng kontroll over materialer og håndverk, er det stor mulighet for problemer med ettersalget. Dette bringer oss tilbake til det tyske smykkemerket NIESSING og det amerikanske smykkestudioet STEVEN KRETCHMER, som er de mest representative pionerene innen spenningsinnfatninger. NIESSING og STEVEN KRETCHMER har metallhåndverk og materialpatenter som grunnleggende støtte for spenningsinnstillinger, men temperamentet som disse to merkene viser, er særegent unikt.
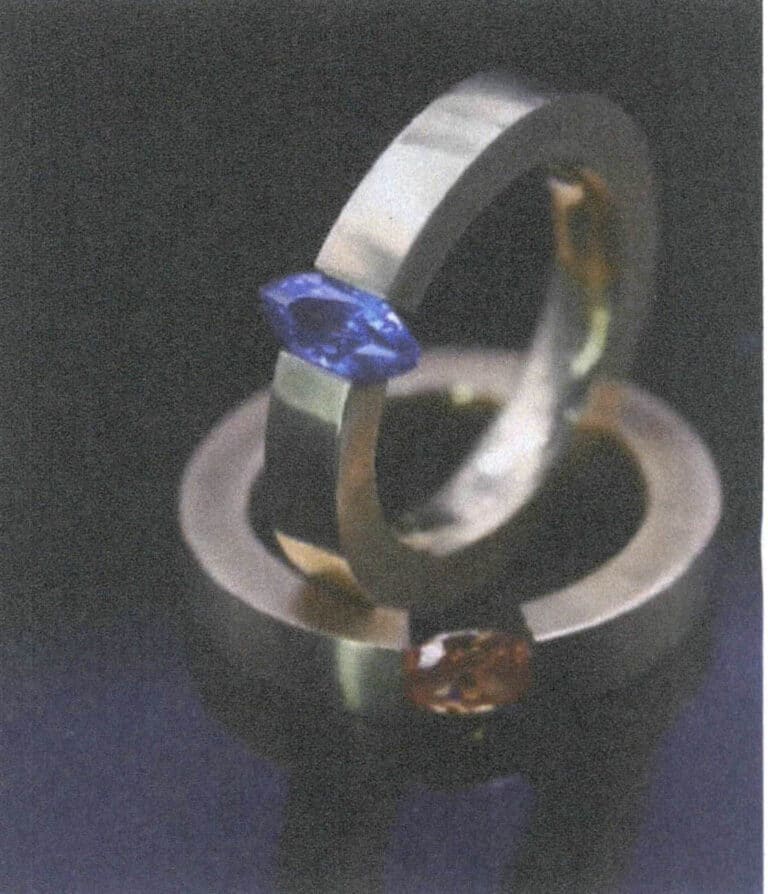
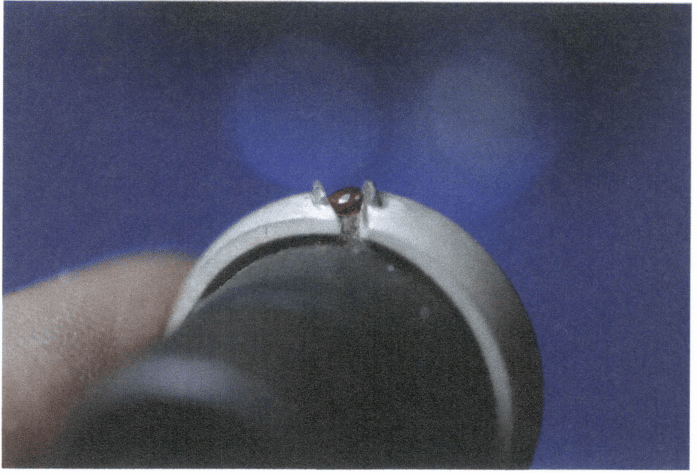
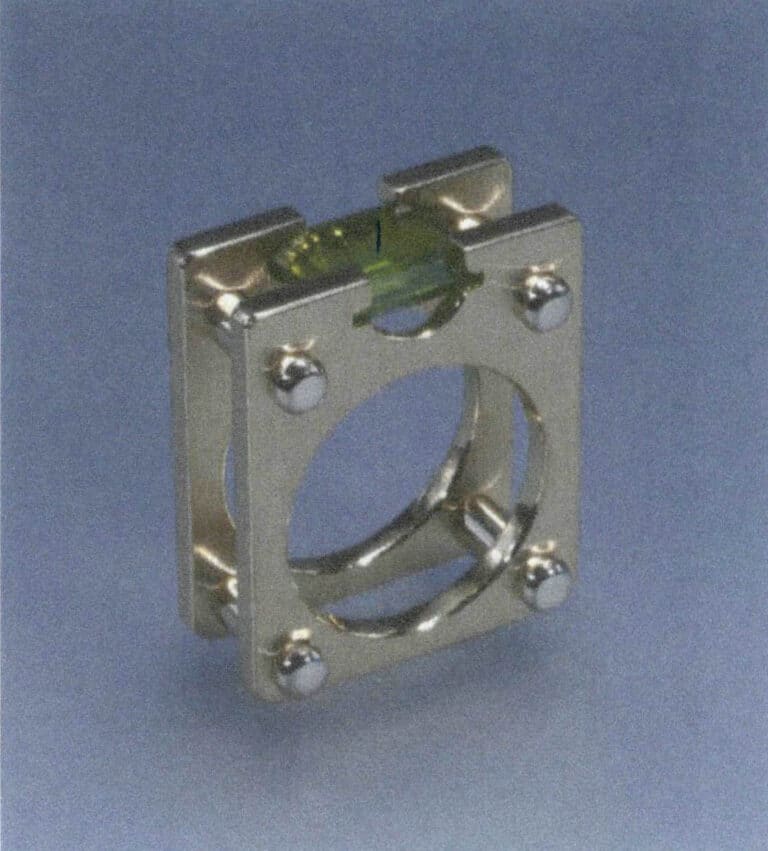
I tillegg til de to klassiske smykkemerkene som lager spenningsinnfatninger som er nevnt ovenfor, bruker mange designere prinsippene for spenningsinnfatninger og halvspenningsinnfatninger til å skape forfriskende smykker. I designet vist i figur 7-36 er det for eksempel brukt titanmetall til innfatningen, som har større hardhet, og ringarmens spiralformede struktur øker elastisiteten og estetikken. Ringen som er vist i figur 7-37, forsterker på en smart måte prinsippet med spenningsinnfatning. På grunn av de spisse endene på hovedsteinens olivenform kan den likevel lett sette seg fast i hull, noe som gjør innfatningsprosessen relativt enklere samtidig som stabiliteten økes, noe som er en effekt av den spesielle formen. Ringen vist i figur 7-38 ser ut til å fange edelstenen i midten av metallet som en spenningsfatning, men den er ikke avhengig av metallets spenning, så sett fra et innfatningshåndverksmessig perspektiv regnes den ikke som en spenningsfatning. Det kombinerte forholdet mellom metallmodulene gir likevel en "anspent" visuell effekt.

Figur 7-36 Ring for innstilling av strekk

Figur 7-37 Innstillingsring for kreativ stramming
Enten det dreier seg om NIESSING og STEVEN KRETCHMER, to merker som er dedikert til forskning på innfatningsteknikker, eller andre kreative anvendelser av innfatninger, eller design som ligner på innfatninger, kan vi se at innfatninger er en ekstrem utfordring for forholdet mellom metall og edelstener. Det må være en teknologi som har krevd mye innsats fra pionerene, og det er nettopp på grunn av dette at den estetikken som strammingsinnfatningsmetoden gir, ofte overgår folks oppmerksomhet på edelstenene som innfattes. For en nybegynner er det, i tillegg til å lære seg produksjonen av spenningsinnfatninger, viktigere å lære seg den verdifulle ånden av innovasjon i håndverket og utforskningen av materialegenskaper.
Seksjon III Kanalinnstilling
Kanalinnfatningen er en av de vanskeligste innfatningene, men også en av de mest karakteristiske. Steinene er ordnet i bånd i en kanalfatning, og det er ikke noe metall mellom dem. Det utvider smykkets uttrykkskraft, og gjør båndarrangementet av bilder som "bånd" i smykker mer dynamisk og ryddig.
1. Oversikt over kanalinnstillinger
Kanalinnfatning er en metode for innfatning av edelstener langs et metallspor eller en rille som er festet på begge sider av edelstenens omkrets, uten noen metallstruktur som skiller eller støtter edelstenene bortsett fra kanalen eller rillen, noe som visuelt skaper utseendet til en edelstenstripe. Kanalinnfatningens utseende er veldig kreativt. Den reduserte tilstedeværelsen av metall gjør det mulig å ordne de lyse edelstenene jevnt i linjer, og de er ofte designet for å ha variasjoner i bredde og krumning, avhengig av fleksibiliteten i edelstenens design og nøyaktigheten i dimensjonene. Ringer med kanalfatning og Van Cleef & Arpels' høye smykker er vist i henholdsvis figur 8-1 og 8-2. På grunn av den estetiske appellen, vanskelighetsgraden og den eksklusive følelsen av linjene i kanalfatning, brukes den ofte i eksklusiv smykkedesign. Selvfølgelig har kanalinnfatning også begrensninger; edelstener bør være håndterbare, spesielt i cabochon-arrangementer, vanligvis ved bruk av fasetterte edelstener med en diameter som ikke overstiger 5 mm.

Figur 8-1 Kanalinnstillingsring

Figur 8-2 Kanalinnstillingsring (V&A Museum Collection)
2. Metoden for å foreta kanalinnstilling
2.1 Prinsippet for kanalinnstilling
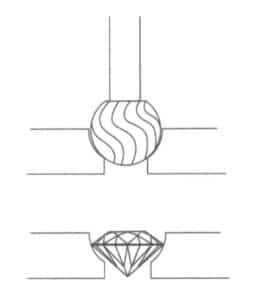
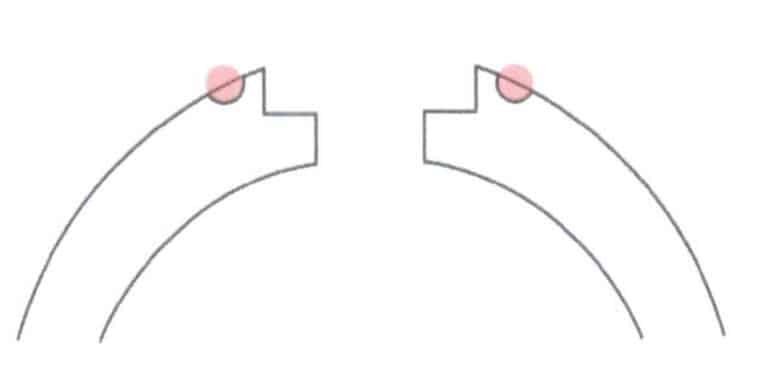
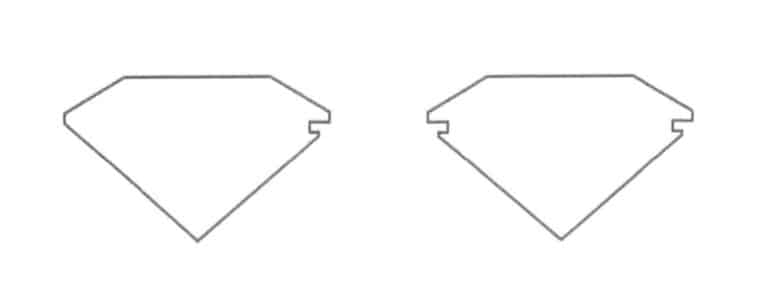
La oss først forstå prinsippene for kanalinnfatning før vi gjør det. Strukturen i kanalinnfatningen er forskjellig for firkantede og runde edelstener. Vanligvis er kanalen som det refereres til i kanalinnfatningsstrukturer for firkantede eller rettkantede edelstener, mens runde edelstener ofte settes inn ved å lage et buet spor på begge sider av belte for å holde den runde edelstenen på plass. Den endelige effekten av begge er imidlertid et stripelignende arrangement av edelstener uten metallavstandsstykker mellom dem. Figur 8-3 viser strukturen til kanalinnfatninger for firkantede briljantslipte edelstener og runde briljantslipte edelstener.

2.2 Produksjonstrinn for kanalinnstilling
(1) Forberedelse av materiale
I dette tilfellet brukes en kvadratisk briljantslipt edelsten med en sidelengde på 3 mm. Det opprettes en 3D-modell for steininnfatningen, der det tas hensyn til den 0,15 mm dype rillen og avstanden på 0,15 mm mellom rillen og edelstenen, som vist i Figur 8-4. Dette tilfellet er designet basert på standard edelstenstørrelse for steininnfatningen og beregner dens dimensjoner. I praksis blir edelstenens utskjæring ofte gjort i henhold til størrelsen på steininnfatningen i designet. Selv om kanalinnfatningen ser ut som en sammenhengende linje av edelstener sett ovenfra, har hver av dem en steininnfatningsposisjon på undersiden. Legg merke til at steininnfatningsposisjonen er bredere øverst og smalere nederst for å forhindre at steinen blir eksponert under innfatningsprosessen, som vist i figur 8-5.

Figur 8-4 Klargjøring av materiale
Figur 8-5 Bred øverst og smal nederst i steinsettingsposisjonen
(2) Slissing
Spaltingen av kanalinnstillingen er et relativt viktig trinn, og spalteposisjonene må være konsistente i bredde og dybde. Generelt, under modellering, kan sporlinjer reserveres ved spalteposisjonene, og deretter kan sporene lages på metallstykket ved hjelp av en hjulbor langs de eksisterende sporlinjene, som er mer standardiserte, med en spordybde på ca. 0,15 mm. Under spalteprosessen bør posisjonene til dreievinklene markeres med en liten kulebor for å skape en merkbar dybde for å unngå utilstrekkelig spalting i vinkelposisjonene som vil hindre edelstenene i å bli plassert riktig, som vist i figur 8-6 til 8-8.

Figur 8-6 Spissing med hjulbor
Figur 8-7 Slissing av vinkelposisjonen med en liten kulebor
(3) Testningen av Stein Montering
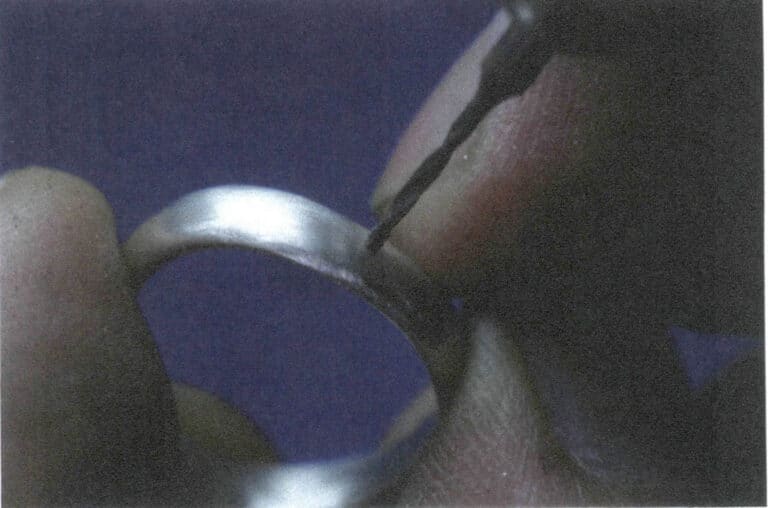
En edelsten kan brukes til å teste om spordybden er passende. Sett først den ene kanten av en firkantet briljantslipt edelsten inn i den ene siden av sporet, og trykk deretter ned den andre enden av edelstenen med fingerneglen. Hvis den kan presses relativt lett inn, er den passende. Hvis den er vanskelig å presse inn i sporet, tyder det på at metallsporet ikke er dypt nok og må justeres ytterligere. Det er imidlertid viktig å merke seg at hvis edelstenen kan føres inn i sporet uten at den trykkes inn, er det heller ikke akseptabelt, da dette betyr at kanalen ikke gir edelstenen den opprinnelige stabiliteten, som vist i figur 8-9 og 8-10.
Figur 8-9 Gemmen settes inn i sporet på den ene siden.

Figur 8-10 Perlen er satt helt inn i sporet
(4) Plassering den Stone
Etter at du har funnet ut at spalteposisjonen er passende ved hjelp av prøvesteinen, plasserer du edelstenene sekvensielt i sporene ved hjelp av testmetoden for steinmontering, som vist i figur 8-11 og 8-12.

Figur 8-11 Plassering av steinen (1)

Figur 8-12 Plassering av steinen (2)
(5) Justere avstanden mellom edelstenene
Edelstenene i kanalinnfatningen sitter ikke tett sammen, det er ca. 0,15 mm avstand mellom dem. Når du beregner størrelsen på steininnfatningsposisjonen, må du derfor ta hensyn til avstanden mellom edelstenene. Etter at du har plassert steinene, kan du flytte dem forsiktig med en pinsett for å justere avstanden slik at den blir noenlunde jevn, og deretter feste den ene siden med modelleringsleire og justere fra den andre siden, som vist i figur 8-13 og 8-14.
Figur 8-13 Avstand mellom edelstenene

Figur 8-14 Justere avstanden mellom edelstenene
(6) Setting av steiner - punktfiksering
Når avstanden mellom edelstenene er jevn, fikser du dem fra den ene siden med modelleringsleire, og deretter slår du forsiktig på toppen av spalteveggen fra den andre siden med en liten stålbor eller meisel med flatt hode. Først lager du punktslag på toppen av hver perle for å fikse posisjonen. Hvis avstanden mellom edelstenene blir ujevn i løpet av prosessen, kan du justere plasseringen av edelstenene litt ved hjelp av trykket fra slagene, som vist i figur 8-15 og 8-16. Metoden er den samme på den andre siden.
Figur 8-15 Punktfiksering
Figur 8-16 Skjematisk fremstilling av punktfiksering
(7) Seting Stones - Ensartet fiksering
Etter å ha slått på perlen fra begge sider for å hindre at den blir sittende fast, bruker du en meisel med flatt hode og en hammer for å lage jevne slag, og presser kantene på spalteveggen så flate som mulig, som vist i figur 8-17.
(8) Etterbehandling Justering
Etter fiendens streik kan ikke skatten festes, og metallkantene vil være ujevne. Derfor er det nødvendig å bruke en flat graver for å glatte innsiden av spalteveggen, og på den annen side er det nødvendig med en fil for å jevne ut topp- og sideflatene på metallkantene, som vist i figur 8-18 og 8-19.
(9) Etterbehandling Polering
Bruk sandpapirruller, poleringsskiver osv. til å polere den øvre kanten av spalteveggen blank, som vist i figur 8-20.
Figur 8-17 Enhetlig fiksering
Figur 8-18 Kantutjevning

Figur 8-19 Trimming av kanter

Figur 8-20 Polering
(10) Utfylling av Kanalinnstilling
Den ferdige kanalinnstillingen vises i Figur 8-21.

3. Bruken av kanalsetting i smykkedesign
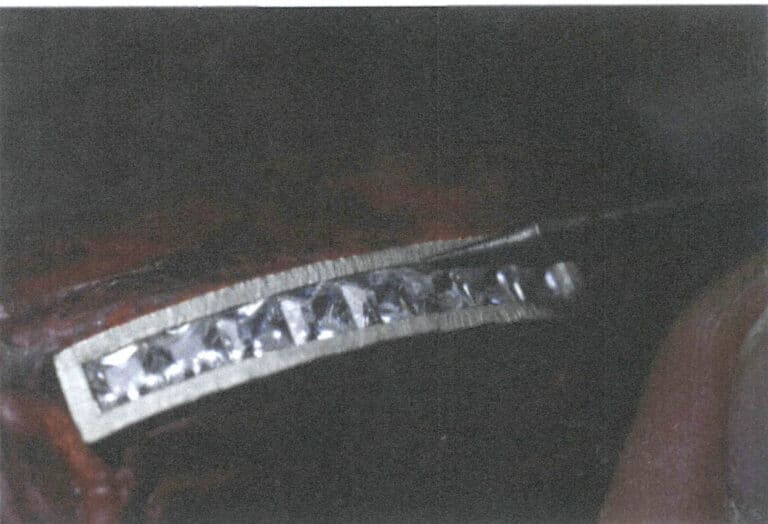
Kanalinnfatningen ble mye brukt i smykkedesign på 1920- og 1930-tallet, men dens historie i smykker er mye eldre. Figur 8-22 viser dette kronjuvelen fra 1755, med en rekke smaragder innfattet i den teknisk utfordrende kanalinnfatningen. Selv om den generelle slipingen kunne vært bedre, med varierende størrelser på cabochon-steinene og uklare fasetter i smaragden, ble det gjort en innsats for å polere smaragdene slik at de skulle fremstå med en gradient, og den svært vanskelige innfatningen ble fullført ved hjelp av kanalinnfatningsteknikken.
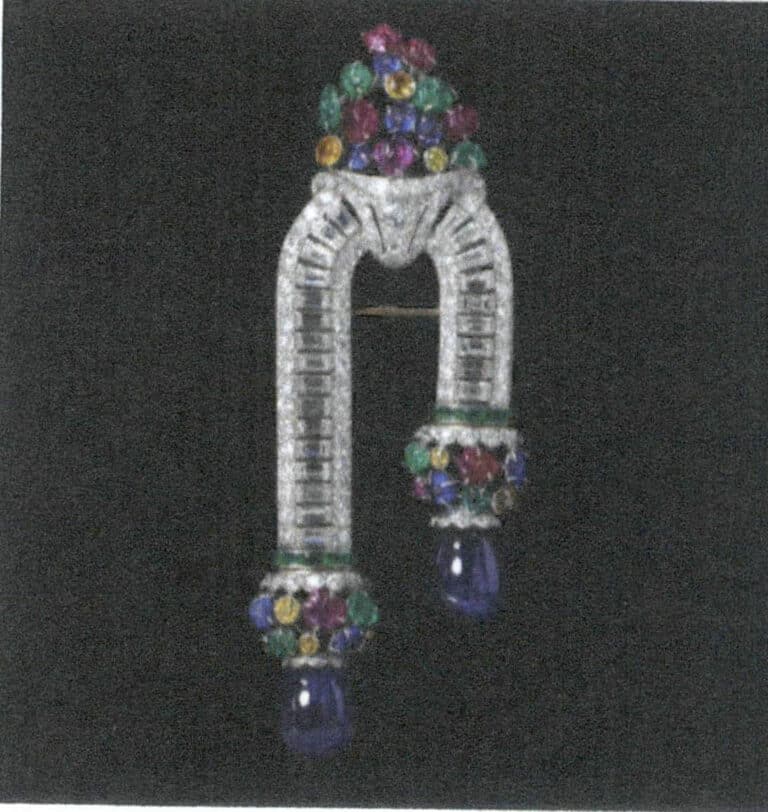
Et merke som må nevnes når det gjelder kanalfatning, er Van Cleef & Arpels. Selv om Van Cleef & Arpels' største bidrag til innfatningen er skapelsen av den usynlige innfatningen, er det ingen tvil om at kanalinnfatningen og den usynlige innfatningen har likhetstrekk, spesielt når det gjelder å visuelt la edelstener arrangeres i en naturlig kurve eller overflate, noe som er svært godt egnet til å uttrykke organiske former. Van Cleef & Arpels er et av de få toppsmykkemerkene som fritt kan uttrykke organiske former i design, for eksempel tusenfrydbrosjen fra Flowers-kolleksjonen og Zip Couture Nœud Émeraude-halskjedet fra Zip-kolleksjonen, som begge er klassiske eksempler på kanalinnfatning. Som vist i figur 8-23, bruker et representativt verk innsamlet av V&A Museum i 1930 kanalfatning blant ulike andre fatteteknikker.

Figur 8-22 Kronjuvelen (V&A Museum-samlingen)
Figur 8-23 Van Cleef & Arpels brosje (V&A Museum Collection)
På 1920-tallet begynte art deco-stilen å blomstre i Europa, og smykker fra samme periode var også påvirket av denne stilen. De dekorative teknikkene fylt med geometriske former og rette linjer gjorde kanalinnfatningen spesielt populær blant smykkedesignere, da den tillot edelstener å danne en sammenhengende båndeffekt. I de karakteristiske art deco-smykkene er kanalinnfatningen ofte en uunnværlig innfatningsteknikk, som vist i figurene 8-24 til 8-28.

Figur 8-24 Smykker i art deco-stil (1)

Figur 8-25 Smykker i art deco-stil (2)

Figur 8-26 Smykker i art deco-stil (3)

Figur 8-27 Smykker for kanalinnstilling

I dag bruker mange smykkemerker fleksibelt den rike fargeopplevelsen og organiske skjønnheten som kanalinnstillingen gir, i tillegg til high-end smykker som bruker kanalinnstilling. Fra kanalinnstillingen kan vi se gjennombruddet innen edelstenesetting når det gjelder "edelstenelinjer". Fremveksten av denne linjefølelsen tilfører et annet verktøy til design av frihet, noe som gjør designet stadig mindre begrenset av håndverk og beriker uttrykket av edelstenens skjønnhet.
Del IV Usynlige omgivelser
Den usynlige innfatningen er en veldig vanskelig type innstilling i mosaikkhåndverket, som stiller høye krav til standarden på edelstenesliping, standarden på metallstrukturen og produsentens håndverksevne. Usynlig innstilling er veldig nyskapende innen edelsteninnstilling, som åpner et helt nytt felt for uttrykk for smykker og representerer ånden av håndverksmessig innovasjon.
1. Oversikt over usynlige omgivelser
Usynlig fatting ble skapt av det franske smykkemerket Van Cleef & Arpels, etablert i 1906, i 1933. Det er en innfatningsmetode der flere edelstener plasseres tett sammen, og etter innfatningen er det ingen synlig metallstruktur mellom edelstenene. Selv om denne innfatningsmetoden er patentert av Van Cleef & Arpels, har den siden blitt en høyde mange streber etter å utfordre i innfatningshåndverket, og håndverkere har gradvis avslørt dens hemmeligheter. Mysteriet med den usynlige innfatningen ligger i rillene som åpnes ved edelstenens omkrets, og som bruker forholdet mellom metallstrukturen og edelstenens rille til å erstatte fikseringen på edelstenens omkrets, som vist i figur 9-1.
Mens kanalinnfatningen lar edelstenene danne et sammenhengende bånd, lar den usynlige innfatningen edelstenene danne en "overflate". Med overflate menes her små edelstener som ligger tett i tett for å danne en helhet, uten at det er metall mellom dem. Denne innfatningsmetoden forsterker i stor grad helhetsinntrykket av tett plasserte små edelstener; uten metallets "forstyrrelser" blir edelstenenes skjønnhet renere og fargene mer levende. Anta at vanskelighetsgraden i håndverket økes ytterligere. I så fall kan den usynlige innfatningen også skape en følelse av bølger på overflaten, og tolke organiske former i smykker mer nøyaktig. Den usynlige innstillingen opptar den høye bakken av high-end smykker på grunn av produksjonsvansker og høyere produksjonskostnader. Nedenfor vil vi utforske hemmelighetene bak den usynlige innfatningen gjennom spesifikke tilfeller.
2. Produksjonsmetoden for den usynlige innstillingen
2.1 Prinsippet om usynlige omgivelser
Sett ovenfra ser den usynlige innfatningen ut som et sammenhengende stykke med edelstener. Siden det ikke er noe metall som holder edelstenene fast, hva slags struktur er det da som gjør at edelstenene er stabile? Hemmeligheten ligger i forandringene bak edelstenene. Edelstenene i den usynlige innfatningen ser ikke annerledes ut enn vanlige fasetterte edelstener sett ovenfra, men det er et annet mysterium under omkretsen, som vist i figur 9-2. Under edelstenenes belte er det spor som har til hensikt å skape en sammenlåsende struktur med metallet som er skjult under edelstenenes belte, som illustrert i figur 9-3. Denne strukturen er ekstremt utfordrende, og setter fantasien på prøve når det gjelder innovativt håndverk, innfatningshåndverkernes ferdigheter og teknikker for utskjæring av edelstener. Ved hjelp av denne delikate og intrikate sammenlåsende strukturen blir edelstenene ordnet og låst fast i sine innfatningsposisjoner. Deretter presses eller slås metallet i kantene for å fylle ut sporene i edelstenene så mye som mulig. Dette er prinsippet for den usynlige innfatningen.
Figur 9-2 Tverrsnitt av en usynlig innfatning av edelstener med slisser
Figur 9-3 Tverrsnittsdiagram av to strukturelle prinsipper for usynlige omgivelser
2.2 Fremgangsmåte for å lage usynlige innstillinger
(1) Beregninging Dimensioner
Først beregner du plasseringen av edelstenene og de nødvendige størrelsene på edelstenene, basert på formdimensjonene som er oppgitt i designet. Det viktigste her er størrelsen på spaltene og mellomrommene mellom edelstenene. For edelstener i forskjellige størrelser kan dybden på spaltene variere noe, men den vanlige spaltedybden er 0,1 ~ 0,15 mm. Etter beregningen modellerer og støper du metalldelene etter behov, som vist i figur 9-4.
(2) Forbereding den Metal
Lag en skjult steininnfatning med 3D-modellering, og reserver posisjonene til sporene som låses sammen med edelstenens spor, som vist i figur 9-5 og 9-6.
Figur 9-5 Steinfatning og edelstener
Figur 9-6 Utsnitt av metallkonstruksjonen
(3) Forbereding den Gemstones
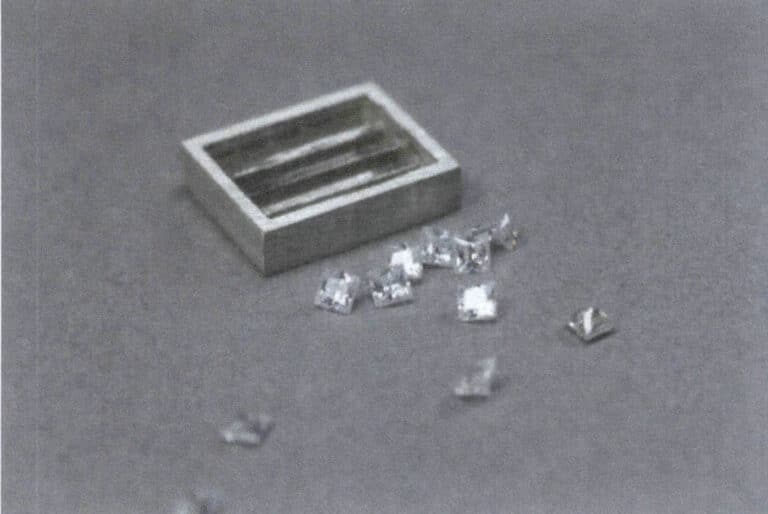
Usynlige innfatninger krever ofte spesialslipte edelstener basert på formen for å fylle et design med en uregelmessig struktur. I dette tilfellet kan et vanlig rektangel tilfredsstilles med kvadratiske briljantslipte edelstener med en sidelengde på 1,75 mm. Kontroller og bekreft deretter standarden på edelstenens skrapespalter, som vist i figur 9-7

(4) Slissing
Slissing av steininnfatningen er også et svært viktig trinn. Før du spalter, bruker du en flatstikker til å glatte metallhjørnene og en hjulbor til å lage spaltene. På samme måte som ved kanalinnfatning, bør du la sporene være reservert når du modellerer metallet i de tidlige stadiene for å sikre at den påfølgende slissingen med hjulboringen blir mer standardisert. Passformen mellom edelstenen og metallsporene er nøkkelen til den usynlige innfatningen, som vist i figur 9-8 og 9-9. Merk at det ikke haster med å perfeksjonere sporene på én gang; sporposisjonene kan justeres underveis i innfatningsprosessen. Etter at du har innfattet én rad, kan sporene for neste rad fortsatt justeres.

Figur 9-8 Bruk av en flatstikker for å lage et spor
Figur 9-9 Bruk av hjulbor for å lage et spor
(5) Testningen av Stone Montering
Sett først den ene enden av edelstenen inn i sporet, og trykk deretter forsiktig ned med neglen for å få den andre enden til å passe inn i sporet. Hvis edelstenen kan føres inn i sporet uten at du trykker, er det et tegn på at sporet er for stort og ikke kan holde den. Hvis edelstenen ikke kan presses inn, må sporet gjøres dypere, så ikke gjør sporet for dypt med en gang. Testingen av steinmonteringen er vist i figur 9-10.
(6) Plassering av Stoner
Ved å plassere steinen på samme måte som testingen av steinmonteringen, kan steinplasseringen starte fra midten av strukturen. Etter at steinen er stukket inn i sporet, kan den skyves på sporet til den ene enden, og deretter vil steinen i sin tur være full av en rad, som vist i figur 9-11.

Figur 9-10 Testing av steinmonteringen
Figur 9-11 Plassering av steinene
(7) Setting av steiner
Etter at du har plassert en rad med edelstener, klemmer du forsiktig på metallet på begge sider av denne raden med en pinsett. Juster deretter sporene for neste rad med edelstener, og fortsett å plassere steinene rad for rad på samme måte. Når alle steinene er plassert, banker du forsiktig på noen sirkler fra toppen av rammen for å feste dem, ved å bruke prinsippet om kompresjon i samsvar med kanalinnfatningen. Innfatningen av steinene er vist i figur 9-12.
(8) Etterbehandling
Bruk en fil til å glatte metallkantene, og poler deretter med sandpapirruller, poleringsskiver osv. som vist i figur 9-13.
Figur 9-12 Innstilling av steiner
Figur 9-13 Etterbehandling
(9) Fullførting den Usynlig innstilling
I dette tilfellet dreier det seg om en flat, usynlig innstilling, og det samme prinsippet gjelder for buede overflater, som vist i figur 9-14.
3. Bruken av usynlig setting i smykkedesign
Det franske luksussmykkemerket Van Cleef & Arpels må kjenne den usynlige innstillingen for å bli lagt merke til. Van Cleef & Arpels har alltid vært opptatt av innovasjon innen håndverk. Den usynlige innfatningen ble oppfunnet i 1929 av gullsmed Jacques-Albert Algier, og Van Cleef & Arpels fikk patent på den usynlige innfatningen i 1933, noe som markerte en banebrytende prestasjon i smykkeindustrien, og som også løftet Van Cleef & Arpels' smykker til en eksemplarisk standard. Samme år ble Minaudiere-skatteskrinet lansert, og året etter kom Ludo-armbåndet, som til fulle utnyttet fordelene med den usynlige innfatningen. Selv om vi i dag stort sett kan avsløre hemmelighetene bak usynlige innfatninger, er det fortsatt en stor utfordring å oppnå Van Cleef & Arpels' håndverkskvalitet, ettersom det krever betydelig arbeidskraft, ressurser og utsøkte ferdigheter som støtte. Figur 9-15 til 9-18 viser smykker fra Van Cleef & Arpels som benytter en usynlig fatning.

Figur 9-15 Van Cleef & Arpels smykker med usynlig innfatning (1)

Figur 9-16 Van Cleef & Arpels smykker med usynlig innfatning (2)
Figur 9-17 Van Cleef & Arpels smykker med usynlig innfatning (3)

Figur 9-18 Van Cleef & Arpels' usynlige innfatningssmykker (4)
Etter den store suksessen med den usynlige innfatningen sluttet ikke Van Cleef & Arpels å utforske og forbedre det utsøkte håndverket. Deretter ble de spisse cabochon- og malte glassinnfatningsmetodene utviklet. For eksempel er Pomme de Pin-brosjen og Panache mystérieux-brosjen representative verk av disse to usynlige innstillingsteknikkene, som forårsaket en sensasjon da de ble utgitt. Selv om høydene til Van Cleef & Arpels er vanskelige å nå, er det fortsatt mange merker som lærer og imiterer den usynlige innfatningen. Teknikken med usynlig innfatning, det utsøkte håndverket og innfatningens skjønnhet er verdt utfordringen. Figur 9-19 og 9-20 viser smykkedesign med usynlig fatningsteknikk.

Figur 9-19 Usynlig innstilling av smykker (1)

Figur 9-20 Usynlig innfatning av smykker (2)
Van Cleef & Arpels' bidrag til innfatningskunsten er å tilby nye muligheter for å skape smykker og å demonstrere det ypperste innen High Jewelry. I disse smykkene har hver edelsten sin egen posisjon, og edelstenens størrelse og form stiller svært høye krav til presisjon for å mestre denne teknikken, og det er få håndverkere som behersker den. Det som er mer verdifullt er at den usynlige kantinnstillingen viser et merkevares innovasjonsånd for å oppnå merkevarens smykker for å oppnå effekten av kvaliteten på innovasjonene som er gjort av merkevarens smykker for å forbedre kunstnerskapet til merkevarens smykker og også for historien til smykkene for å male et tungt blekk og farge! Denne innovasjonen er veldig verdifull for bransjen.