Kvalitetskontroll av smykkeforedling og analyse av vanlige feil
Innledning:
Etterbehandling av smykker er en kritisk prosess som innebærer trimming, festing, sveising og grov overflatebehandling av smykkeemner som er laget ved støping eller stempling ved hjelp av manuelle teknikker og utstyr.

Innholdsfortegnelse
Del I: Innhold i kvalitetskontroll av smykkebehandling
Formålet med etterbehandling av smykker er å opprettholde og gjenopprette den opprinnelige formen. Dårlig etterbehandling av smykker av smykkeremner vil direkte påvirke den endelige kvaliteten på smykkene. De generelle kvalitetskravene til etterbehandlingsprosessen for smykker inkluderer hovedsakelig følgende aspekter:
(1) Smykkeemnet etter etterbehandling av smykker skal være det samme som de originale prøvene, med vakker og sjenerøs form, fin kunstnerskap, klare og glatte linjer og pene dekorative innlegg.
(2) Overflaten på smykkeemnet etter smykkebehandlingen skal være lys og ren, og smykkestøpene må slipes grundig uten å etterlate døde vinkler eller skarpe merker.
(3) Sveising av hver del skal være fast, uten løs sveising, savnet sveising, sandhull, grader, kroker, sprekker og andre defekter
(4) Smykkets finhetsmerke, materialmerke og fabrikknavnmerke må være tydelig og synlig.
Ulike typer smykker har unike krav til etterbehandling. Ringer krever for eksempel at innfatningen og ringskaftet er koordinert og enhetlig, med en rund skaftform og ingen manglende spisser.
Øredobbene må være symmetriske, ha samme størrelse og samme lengde. Øreringsklemmen skal holde øredobben godt fast.
Kjedet på et halskjede eller armbånd bør være rett sammenkoblet, med fleksible forbindelser mellom kjedeleddene. Kjedelåsen skal være lett å bruke, men ikke løsne uten å trykke på knappen. Anhengets bøyle skal være av passende størrelse. Sveisedelen på en brosje bør ha en passende lengde.
For å lette arbeidet til QC-personalet, bør fabrikkens kvalitetsinspeksjonsavdeling spesifisere presise krav. Ta ringer og anheng som et eksempel.
Her er inspeksjonens innhold, krav og metoder
Tabell 7-1 Innhold, krav og metoder for inspeksjon av etterbehandling av smykker.
| Vare | Innhold | Inspeksjonsmetode | Krav |
|---|---|---|---|
| Dimensjoner | HongKong/Japan/Taiwan | Ringstørrelsesskala | Tilsvarende størrelseslinjeposisjon for Ringsize og ringstørrelsesskala, ±1/5 |
| De forente stater | Ringstørrelsesskala | Tilsvarende størrelseslinjeposisjon for ringstørrelse og ringstørrelsesskala, ±1/4 | |
| Europa | Ringstørrelsesskala | Tilsvarende størrelseslinjeposisjon for ringstørrelse og ringstørrelsesskala, ±1/4 | |
| Form | Ekte produktform | Visuell | Følg formen på ordremønsteret |
| Utseende | Inay | Visuell | Matcher formen på smykkeprøven, ingen skjevhet fra noen retning |
| Burr, mellomlag | Visuell | Ren og glatt, ikke ripete | |
| Metall forkrøplet | 10 ganger forstørrelsesglass | Kan ikke se sandhull, metall visnet, metallslagg, etc., metalloverflaten skal være glatt | |
| Strip | Visuell | Baksiden av buret er intakt, glatt og riper ikke opp hånden | |
| Sveiseposisjon | Visuell | Sveiseposisjonen skal være tydelig, og skjøteposisjonen skal ikke være synlig | |
| Aktiv posisjon | Visuell | Den aktive posisjonen skal svinge fleksibelt, og når den ristes, skal den naturlig henge loddrett | |
| Ringskaftets bunn | Visuell inspeksjon, måling med skyvelære | Størrelsen og tykkelsen på ringskaftets bunn skal være jevn, og de nødvendige vinklene må opprettholdes |
Tabell 7-2 Innhold, krav og metoder for inspeksjon av etterbehandling av anhengssmykker.
| Vare | Innhold | Inspeksjonsmetode | Krav |
|---|---|---|---|
| Form | Ekte produktform | Visuell | Følg formen på ordremønsteret |
| Utseende | Inay | Visuell | Matcher smykkeprøven i form, ingen skjevhet fra noen retning |
| Grat, mellom lagene | Visuell | Ren og glatt, ikke ripete | |
| Metall forkrøplet | 10 ganger forstørrelsesglass | Ingen sandhull, metall visnet, metallslagg osv., metalloverflaten skal være glatt og flat | |
| Strip | Visuell | intakt bakside med bur, glatt uten ujevne kanter, skraper ikke opp hendene | |
| Solid skjøt | Visuell | Klar sveiseposisjon, hengende rett, anhengets spennehode og opphengsring skal være i midten, ikke skråstilt | |
| Handlingsposisjon | Visuell | Den bevegelige posisjonen skal svinge fleksibelt, og skal naturlig henge loddrett når den ristes | |
| Anheng spennehode | Visuell | Matcher smykkeprøven i størrelse, henger riktig, kjedehull gjør det mulig å tre kjedet jevnt |
Del II: Vanlige feil ved etterbehandling av smykker
Ulike kategorier av smykker har både standard og noen unike aspekter i etterbehandling av smykker. Tilsvarende er det vanlige og kategorispesifikke problemer når det gjelder etterbehandlingsfeil på smykker.
1. vanlige feil ved etterbehandling av smykker i ulike produkter
Disse feilene kan oppstå i ulike typer smykker, og dreier seg hovedsakelig om problemer knyttet til kvaliteten på metalloverflaten.
1.1. Arkivering av feil
I etterbehandlingsprosessen for smykker brukes et stort antall verktøy, for eksempel stålfiler og sandpapir, til å behandle overflaten på arbeidsstykket. Behandlingseffekten er direkte relatert til operatørenes dyktighet, forsiktighet og vurderingsmetoder. Når behandlingen ikke gjøres godt, kan det oppstå filingsfeil, for eksempel sliping ikke nok, overdreven sliping og ujevn sliping.
[Case 7 -1] Det er ikke nok å arkivere, som vist i figur 7-1.
Analyse:
Etter at smykket er ferdig, er det fortsatt ru overflater i noen områder i utgangstilstanden, eller det gjenstår grove behandlingsspor fra andre overflateprosesser. Slike smykkeoverflater kan ikke fjernes ved filing og må poleres på nytt ved sliping.
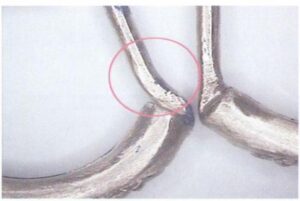
[Case 7-2] arkiverer for mye, som vist i figur 7-2.
Analyse:
Når man analyserer etterbehandling av smykker, blir noen deler av arbeidsstykket filet for mye, noe som fører til at disse delene er ute av form og defekter vises. Etter at dette problemet oppstår, er den eneste måten å reparere det på gjennom sveising.
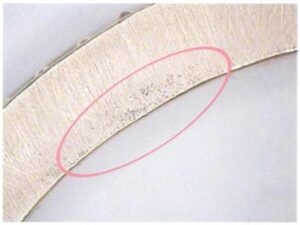
[Tilfelle 7-3] slipingen er ikke jevn, som vist i figur 7-3.

Analyse:
Arbeidsstykket, etter at smykket er ferdig, ser behagelig ut, uten overflatebølger, ujevne kanter osv. Burryggen har i dette tilfellet bølgete kanter, og linjene er ikke glatte.
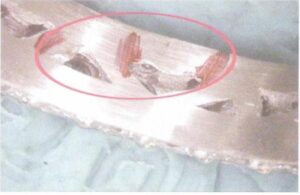
[Case 7-4] kollaps på smykkestykket, som vist i figur 7-4.

Analyse:
Tapte deler defekter etter at smykker er ferdige er vanligere i kantene av produktet. Årsaken kan være at den opprinnelige versjonen eller selve støpingen hadde denne feilen, som ikke kunne fjernes selv etter etterbehandling av smykker, eller det kan være forårsaket av kollisjoner eller overdreven gravering under etterbehandling av smykker og rengjøringsprosesser for smykker.
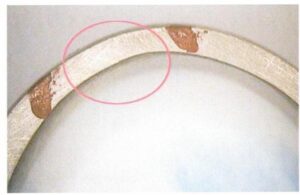
[Tilfelle 7-5] Asymmetrisk bredde på kantene, som vist i figur 7-5.
Analyse:
Denne typen feil oppstår ofte i etterbehandlingsprosessen for smykker, og manifesterer seg som uoverensstemmelser i bredden mellom to korresponderende metallkanter (eller forskjellige deler av samme metallkant) som skal være konsistente i bredden. Årsaken til dette problemet ligger i voksinjeksjonsprosessen i støpeprosessen, forårsaket av forskyvning av voksmønsteret. Når kantene har ulik bredde, bør denne metoden brukes i etterbehandlingstrinnet for smykker for å glatte begge sider, og om nødvendig bør en kombinasjon av filing og sveising brukes til reparasjon.
1.2. Defekter i metallmaterialet
Disse feilene refererer til dårlig metallinnhold, som ikke genereres i etterbehandlingen av smykkene, men er forårsaket av tidligere prosesser.
[Case 7-6] Smykker har en tilsynelatende kollaps på overflaten, som vist i figur 7-6.
Analyse:
Analysen av slike defekter dannes på støpeemnet og er vanskelig å fjerne selv etter at smykket er ferdig. Det vises ofte som spredte fregnelignende eller dendritiske former, noe som alvorlig påvirker arbeidsstykkets overflatekvalitet. For å reparere slike feil i etterbehandlingstrinnet for smykker, er det generelt nødvendig å stivne den kollapsede delen med en sandhullspinne eller grave ut et lag av den kollapsede delen med en maskinnål og deretter bygge opp til ønsket størrelse på overflaten, som tilhører en vanskelig å reparere kategori av feil. For å løse slike problemer fullstendig, er det nødvendig å starte fra kilden og kontrollere den strengt i støpetrinnet.
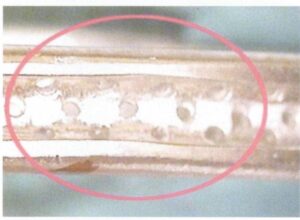
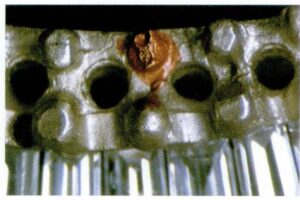
[Case 7-7] Etter at smykket er ferdig, er sandhullene synlige i en viss del av smykket, som vist i figur 7-7.

Analyse:
Denne sandhullsfeilen ble ikke generert under etterbehandlingen av smykket, men ble produsert under støpeprosessen. Noen sandhull er direkte eksponert på overflaten av støpestykket, mens andre er skjult under huden og blir eksponert etter at smykket er ferdig.
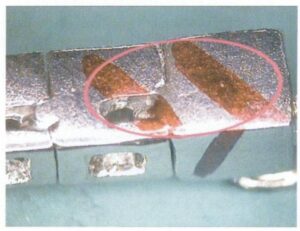
[Case 7-8] Etter at smykket er ferdig, blir det igjen grader, som vist i figur 7-8.

Analyse:
Når det oppstår grater på støpegodset eller er stemplet blankt, må de fjernes under etterbehandling av smykker. Noen ganger er det imidlertid utfordrende å håndtere grader i en blindvei, noe som fører til ufullstendig sliping og rester. I tillegg til å styrke inspeksjonen av arbeidsstykker for etterbehandling av smykker, ligger kilden i hvordan man kan redusere genereringen av grader i støpeprosessen.
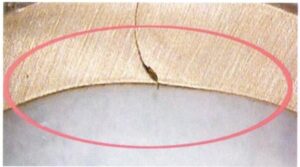
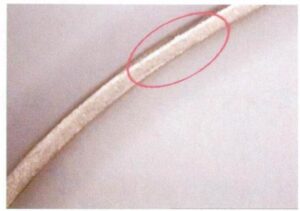
[Case 7-9] Det oppsto sprekker under etterbehandlingen av smykkene, som vist i figur 7-9.

Analyse:
Analyser avslører tilstedeværelsen av mikrosprekker eller gjennomtrengende sprekker i visse deler av smykker under etterbehandling av smykker. Årsakene til sprekker er mangefasetterte, for eksempel overdreven sprøhet i smykkematerialer, overdreven termisk belastning ved støping og betydelig slag og mekanisk belastning under etterbehandling av smykker.
1.3. Sveisefeil
Smykker krever ofte sveising under etterbehandling for å sette sammen komponenter, reparere defekter osv. De viktigste sveisemetodene som brukes, er lasersveising og flammelodding. Feil sveisearbeid kan lett føre til defekter som sveisesandhull, ufullstendig inntrengning og svak sveising.
[Case 7-10] Det oppstår sveisesandhull på sveisestedet til smykket, som vist i figur 7-10
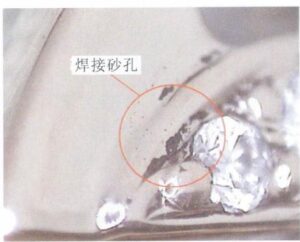
Analyse:
I dette tilfellet bruker smykkene lasersveising for å reparere metallkanten. Lasersveising hører til pulspunktsveising, der sveisetråden stables punkt for punkt, og deretter slipes sveiseområdet flatt. Hvis sveisearrene ikke er tett stablet sammen, kan det oppstå hull etter sliping.
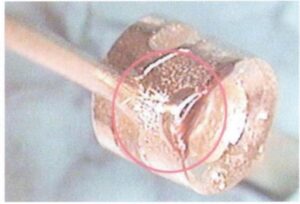
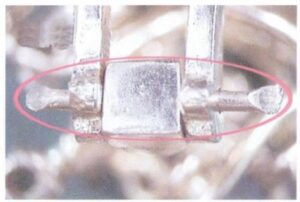
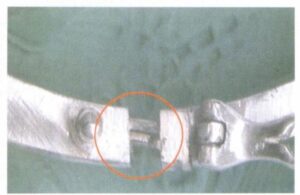
[Case 7-11] Sveisematerialet trengte ikke inn i innsiden av sveisesømmen under sveisingen, noe som førte til ufullstendig sammensmelting, som vist i figur 7-11.

Analyse:
I dette tilfellet bruker smykket flammesveising for å koble komponentene til smykkekroppen. Ved flammesveising smelter og infiltrerer loddematerialet under flammeoppvarming. Hvis sveiseposisjonen ikke er tilstrekkelig behandlet med oksider eller urenheter, eller hvis sveisematerialets inntrengning er dårlig og hindrer infiltrasjon av loddematerialet, vil det resultere i ufullstendig sammensmelting mellom grunnmaterialet og grunnmaterialet i sveisefugen, kjent som ufullstendig sammensmelting.
[Case 7-12] Godset ble smeltet under sveising, som vist i figur 7-12.
Analyse:
Tilstrekkelig temperatur er nødvendig når du sveiser smykker for å smelte loddetinnet. Men når temperaturen er for høy, er det en mulighet for å brenne smykkeprøven, smelte metallet i nærheten av sveisen eller flyte noen delikate deler av smykkeprøven, og til og med hele smykket kan smelte. Derfor er det nødvendig med streng kontroll av oppvarmingstemperaturen under sveising.
2. Klassifisering av etterbehandlingsfeil for ulike typer smykker
I tillegg til vanlige problemer med etterbehandling av smykker, har ulike kategorier av smykker ofte tilsvarende etterbehandlingsfeil.
2.1. Etterbehandling av smykker mangler på armbånd og halskjeder
For armbånd, halskjeder og smykkeremner er det nødvendig å korrigere formen på arbeidsemnene for å oppfylle designkravene, deretter koble koblingene, gå gjennom prosesser som arkivering, tilkobling og montering, sveising, sliping, etc. for å montere et perfekt smykke. Det kreves at forbindelsen mellom leddene er kompakt og tettsittende, kombinasjonen er fleksibel, avstanden er jevn, den totale kjeden er balansert, og det skal ikke være noen ujevnheter i høyden. Følgende er noen vanlige feil i armbånd og halskjeder under etterbehandling av smykker.
[Case 7-13] Inkonsekvente størrelser på festeringene, som vist i figur 7-13.
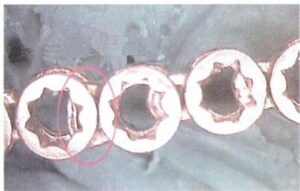
Analyse:
Ulike kjedeledd er forbundet med festeringer. Det kreves at størrelsen på festeringene er jevn, noe som ikke bare kan oppnå en god utseendeeffekt, men også gjøre kjeden relativt rett. I dette tilfellet er noen festeringer for store, noe som reduserer kvalitetsnivået på armbåndet.
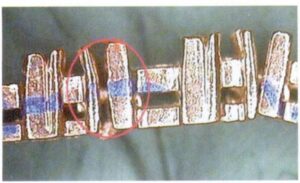
【Fall 7-14】Festelinjene mellom kjedeleddene er for lange, som vist i figur 7-14.
Analyse:
For sidekoblet kjede bør ikke festelinjene overskride sveiseområdet for mye. Ellers vil det påvirke utseendet betydelig. I dette tilfellet er den tilkoblede ledningen for lang, og den overskytende tilkoblede ledningen bør kuttes av og deretter sveises under etterbehandling av smykker.
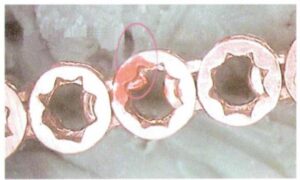
【Fall 7-15】 Tettheten mellom leddene i forskjellige kjeder er inkonsekvent, som vist i figur 7-15.
Analyse:
Armbånd og halskjeder har som regel flere ledd i ulike kjeder, og forbindelsen mellom leddene i de ulike kjedene bør ha en jevn stramhet for å gjøre hele kjeden jevn. Det bør ikke oppstå situasjoner der kjedet snur seg når det er for løst, og ikke kan rotere fleksibelt når det er for stramt.
【Fall 7-16】 Sveiseposisjonen er svak, som vist i figur 7-16.
Analyse:
Sveisingen mellom kjedeleddene skal være fast, og mengden sveisemateriale skal være tilstrekkelig kontrollert. For store mengder kan forårsake sveisesvulster, mens for lite kan føre til svake sveiseposisjoner, noe som utgjør en risiko for brudd.
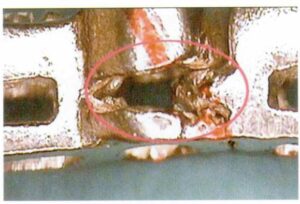
[Case 7-17] ufullstendig smeltesveising, som vist i figur 7-17.

Analyse:
Mangelfull lodding, løsnesveising og situasjoner der sveisematerialet ikke kan trenge inn i sveisestedet, kalles ofte ufullstendig smeltelodding. Årsakene er blant annet feil behandling av sveiseposisjonen, ufullstendig fjerning av oksider eller urenheter som hindrer loddetinnet i å trenge inn, dårlig fuktbarhet og gjennomtrengelighet i loddematerialet, feil sveisemetode og overdreven oppvarming av loddematerialet som fører til kraftig oksidasjon.
【Fall 7-18】 Sveiset til å være urørlig, som vist i figur 7-18.

Analyse:
Under sveisingen har loddetinnet sivet inn i mellomrommene mellom tilstøtende kjedeledd, noe som fører til at de sveises sammen og ikke kan bevege seg uavhengig av hverandre, noe som påvirker utseendet og slitestyrken. Hovedårsakene til dette problemet er blant annet feil plassering av loddetinn, for stor loddemengde, flussmiddel påført i forbindelsesgapet osv.
【Fall 7-19】 De tilkoblede ringene er ikke sveiset ordentlig, som vist i Figur 7-19.

Analyse:
For å holde et kjede glatt, kreves det først at forbindelsesposisjonene til hver del er i orden. I dette tilfellet er ringene mellom armbåndsleddene koblet sammen, og en av de sammenkoblede ringene er åpenbart skjev, noe som gjør det vanskelig for kjedet å holde seg rett etter sveising.
【Fall 7-20】Deformasjon av bunnen av kjettingleddsokkelen, som vist i figur 7-20.

Analyse:
I dette tilfellet har innstillingsåpningen på kjedeleddet langstrakt deformasjon, noe som vil påvirke innstillingsoperasjonen. Før armbåndet monteres, må du observere om emnet har deformasjon. Hvis det er en deformasjon, velg riktig verktøy for å korrigere den.
【Sak 7-21】 Lengden på kjeden oppfyller ikke kravene.

Analyse:
For at det skal være enkelt å bære, har de fleste armbånd og halskjeder lengdekrav. Lengden på et armbånd er vanligvis 6,5 tommer. 7 tommer, det akseptable størrelsesavviket under inspeksjonen er ±1/4; lengden på armbåndet er vanligvis 16,5 tommer eller 17 tommer, og det akseptable størrelsesavviket under inspeksjonen er ±1/2 tomme. Den nødvendige lengden på dette armbåndet er 7 tommer, og den faktiske lengden er 7,8 tommer, noe som overskrider den maksimalt tillatte toleransen.
2.2. Smykker etterbehandling defekter av ringer
Etterbehandling av ringer innebærer vanligvis prosesser som filing av støpemerker, forming, montering av beslag, sveising, filing, sliping og polering. I tillegg til vanlige problemer med etterbehandling av smykker, oppstår det ofte problemer som er spesifikke for ringer, som vist nedenfor.
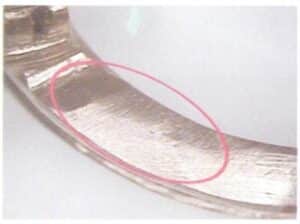
[Case 7-22] Ringskaftet er ikke glatt, som vist i figur 7-22.
Analyse:
Når du analyserer etterbehandlingen av ringer, må du slipe ringskaftet rundt og glatt, passe ringstørrelsesskalaen over ringen og sørge for at ingen åpenbar spalte er synlig for det blotte øye.
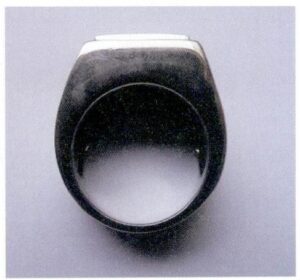
【Fall 7 - 23】 Den indre sirkelen på ringen er ikke avrundet nok, som vist i figur 7 - 23.
Analyse:
Mange ringer krever et avrundet indre ringskaft for å være behagelige å bære. I dette tilfellet er noen deler av ringens indre skaft rettvinklet og bør slipes til en avrundet kant.
[Case 7-24] Ringskaftets bunn er for tynn, som vist i figur 7-24.
Analyse:
Den opprinnelige tykkelsen på ringskaftets bunn er 2 mm. Under smykkebehandlingen må ringstørrelsen utvides, og ringskaftets bunn er hamret og strukket for tynt, noe som påvirker komforten når den brukes.
[Case 7-25] Ringstørrelsen stemmer ikke overens, som vist i figur 7-25.
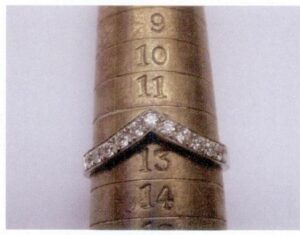
Analyse:
Det er spesifikke krav til ringstørrelsen. I dette tilfellet kreves det at ringstørrelsen skal være størrelse 14, men den er faktisk bare størrelse 12. Under smykkeforedlingen bør hver ringstørrelse inspiseres, med et generelt toleranseområde på ±1/4. Hvis ringstørrelsen er litt mindre, kan en ringmåler og hammer brukes til å forstørre den til ønsket størrelse. Hvis forskjellen er betydelig, må det overskytende sages av i bunnen av ringskaftet, og en ekstra seksjon må legges til og sveises fast. Hvis ringstørrelsen er for stor, må den overskytende lengden sages av i bunnen av ringskaftet.
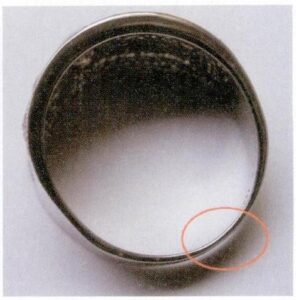
[Case 7-26] Ringburets bakside er deformert, som vist i figur 7-26.
Analyse:
Mange eksklusive ringer krever en bakside med bur for å omslutte ringens indre ringskaft. Burryggen er vanligvis laget av hule stykker med vanlige hule mønstre på toppen. Under etterbehandling av smykker oppstår det ofte problemer på grunn av uforsiktighet, feil bruk osv., noe som fører til deformasjon av burryggen.
[Case 7-27] Deformasjon av ringkloen, som vist i figur 7-27.

Analyse:
Klørne på ringen skal være symmetriske og ikke skjeve. I dette tilfellet er den ene kloen vridd utover og ikke på linje med de andre kloene. Klørne bør korrigeres under etterbehandlingen av smykket.
[Case 7-28] Siden på hanringen er ute av form, som vist i figur 7-28.
Analyse:
Noen herreringe krever at de to sidene er veldig flate og danner en fast vinkel. Bruk riktig verktøy og teknikk under filing og sliping for å unngå å skade smykkets helhetsvinkel.
[Case 7-29] Filing etter støpemerker har skadet ringskaftet, som vist i figur 7-29.
Analyse:
Når ringen skal etterbehandles ved smykkebehandling, bør de gjenværende støpegranmerkene på arbeidsstykket files av først. For å forbedre produksjonseffektiviteten bruker de fleste nå en støpeskjæringsmaskin i stedet for håndskjæring. På grunn av den sterke skjærekraften til slipeskiven, hvis den ikke kontrolleres ordentlig, er det lett å skade arbeidsstykket under kutting. I dette tilfellet ble ringens støpegran kuttet for mye og skadet ringen. Når du skjærer, må du være oppmerksom på å observere posisjonen til støpegranen, bestemme ringens slipevinkel, rotere ringen forsiktig på slipeskiven og observere mens du skjærer til den i utgangspunktet er glatt med ringens ytre ringskaft.
[Case 7-30] Ringens hode er ikke rett, som vist i figur 7-30.
Analyse:
For å redusere produksjonsvanskeligheter deles et produkt noen ganger inn i flere deler for separat støping, og deretter settes disse delene sammen og sveises sammen i etterbehandlingstrinnet for smykker. I dette tilfellet støpes blomsterhodet og ringen hver for seg, og under monteringen er ikke blomsterhodet sentrert, noe som forårsaker feiljustering. For å rette opp slike feil må du sørge for riktig innretting før sveising; om nødvendig kan enkle posisjoneringsanordninger settes på originalversjonen, eller en enkel jigg kan brukes under sveising for å hjelpe til med posisjoneringen.
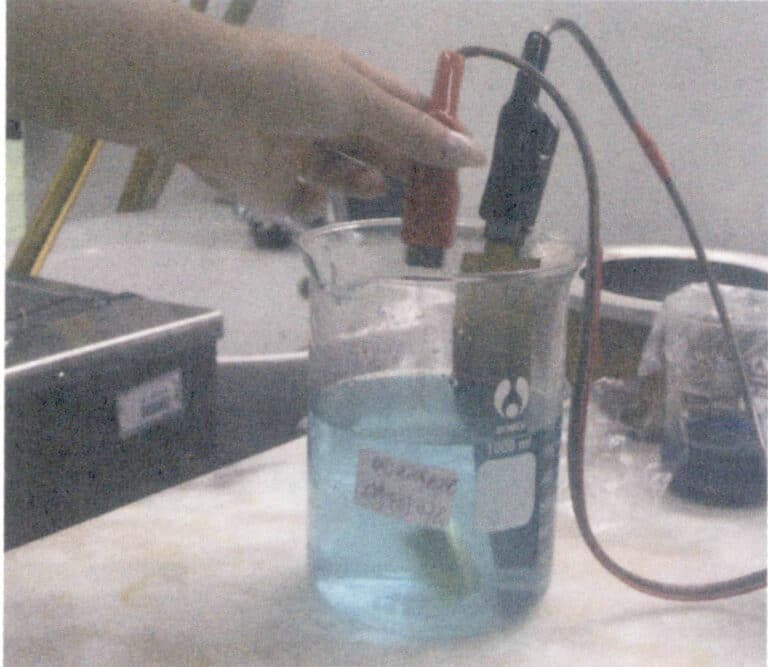
2.3. Smykker etterbehandling defekter av øreringer
Smykkebehandling av øreringer må gå gjennom prosesser som arkivering av støpemerker, forming, festing av ørepinner, sveising, koking i vann, arkivering av overflate, sliping, polering, etc. I denne prosessen sees spesielle øreringdefekter ved etterbehandling av smykker
[Case 7-31] Øreringen er for stramt hengslet, og ørepinnen passer ikke inn i nålhullet, som vist i figur 7-31.

Analyse:
I monteringsmetoden for øreringer er en metode å åpne en hengselposisjon i midten av øreringen for å dele den i to halvdeler, sveise ørepinnen i den ene enden av åpningen på den ene halvdelen, åpne et ørepinnhull i tilsvarende posisjon på den andre halvdelen, og låse den ved å åpne og lukke gjennom hengselposisjonen og låse ved å matche ørepinnen og ørepinnhullet. I dette tilfellet er hengselposisjonen for stram, noe som fører til at ørepinnen ikke kommer inn i hullet for å matche.
[Case 7-32] Ørenålen er for lang, som vist i figur 7-32.

Analyse:
Lengden på ørepinnen er hovedsakelig valgt i henhold til øreringens form, vanligvis spesifisert i produksjonsarbeidsordren, med et tillatt avvik på ± 0,5 mm. Når smykker er ferdige, hvis uforsiktig, kan feil ørepinnelengde brukes.
[Case 7-33] Ørepinnen smeltet, som vist i figur 7-33.

Analyse:
Ørenålen er veldig tynn sammenlignet med øreringens kropp. Når du lodder ørenålen, bør du være spesielt oppmerksom på å kontrollere størrelsen og styrken på flammen. Ellers er ørepinnen lett å smelte.
[Case 7-34] Øredobbene er asymmetriske, som vist i figur 7-34.

Analyse:
Ettersom øredobber bæres i par, kreves det symmetri på begge sider, inkludert form og størrelse. I dette tilfellet er det uoverensstemmelser i øredobbene, noe som krever ytterligere smykkebehandling.
[Case 7-35] Deformasjon av øreringens åpning, som vist i figur 7-35.

Analyse:
I dette tilfellet er den nødvendige størrelsen på øreringåpningen 8 mm, men størrelsen på øreringåpningen på høyre side overskrider det spesifiserte kravet, noe som resulterer i asymmetri, og den må modifiseres.
[Case 7-36] Øreklemmen er for stram, noe som påvirker bevegelsen, som vist i figur 7-36.

Analyse:
Øreklemmen låses av klemmekylinderen og øreringskroppen. Det er et krav at øreklipset åpnes og lukkes jevnt, slik at det ekspanderer helt når det åpnes og lukkes sikkert når det lukkes. I dette tilfellet må øreklipsens hengselhylse justeres ytterligere for å oppnå jevn tetthet når den åpnes og lukkes, ledsaget av en "pop"-lyd.
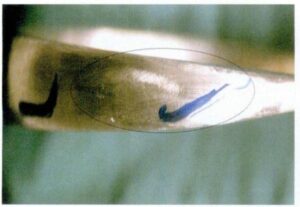
[Case 7-37] Ørepinnen er ikke rett, som vist i figur 7-37.
Analyse:
Ørestiften, som en del av øreringskroppen, skal være rett. I dette tilfellet har den venstre ørepinnen en merkbar bøyning, som bør justeres og korrigeres under etterbehandlingen av smykket.
[Case 7-38] Tilkoblingsledningen til øreklokkepiercingen er for lang, som vist i figur 7-38
Analyse:
Øreklokken er koblet til øreringskroppen gjennom en gjennomgående ledning. Lengden på den gjennomgående ledningen skal være på nivå med begge ender av øreklokken, ikke for lang; ellers vil det påvirke bruken.
2.4. Smykker etterbehandling defekter av anheng
Anhenget er i forbindelse med et kjede. Smykkebehandlingsprosessen inkluderer arkivering av støpemerker, formjustering, lodding av anhengskausjon, arkivering, sliping, polering osv. I tillegg til vanlige etterbehandlingsfeil i smykker, er spesielle anhengfeil ved etterbehandling av smykker som følger.
[Case 7-39] Anhengsringen er ikke rund, som vist i figur 7-39.

Analyse:
anhengshoppringen brukes til å bære anhengets bøyle, og krever rundhet for å sikre at bøylen er vertikal i midten av hoppringen når den henger rett. I dette tilfellet er sirkelen elliptisk, noe som kan skyldes feil i originalversjonen, ufullstendig reparasjon av den ødelagte voksformen, eller at smykkebehandlingen ikke er korrigert til å være den sirkulære hoppringen.
[Case 7-40]Den øverste hengende hoppringen stemmer ikke overens med øskenens størrelse, som vist i figur 7-40.

Analyse:
Spissen av bøylen sveises fast etter at den har passert gjennom den håndterende hoppringen. Låsen skal kunne stå oppreist og bevege seg fritt inne i ringen. I dette tilfellet passer imidlertid ikke høyden på innsiden av ringen med bøylen, og det er ikke nok plass til at bøylen kan stå oppreist.
[Case 7-41] Hullet i bøylen er for lite til å gå gjennom kjedet, som vist i figur 7-41.

Analyse:
Når kunden produserer et halskjede, er kjedediameteren vanligvis spesifisert. Når anhengsbøylen klargjøres, må det sikres at kjedet kan passere jevnt gjennom hullet i anhengsbøylen. I dette eksemplet ble anhenget feil tilpasset anhengsbøylen under etterbehandlingen av smykkene, og det bør brukes en modell i større størrelse.
[Case 7-42] Anhenget henger ikke rett, som vist i figur 7-42.
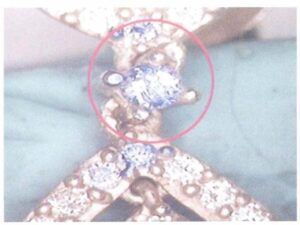
Analyse:
Anhenget i dette eksemplet er delt i to deler, som er forbundet gjennom den midterste innfatningen, og de tre komponentene kan ikke henge i en rett linje når de kombineres. Årsaken er at det er innbyrdes begrensninger i matchingen, som må justeres og justeres under etterbehandlingen.
[Case 7-43] Anhengets rettvinklede posisjon ble arkivert som flat, som vist i Figur 7-43.
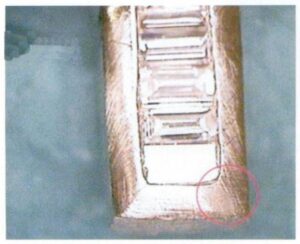
Analyse:
I dette tilfellet skal hjørnene på anhenget ha hjørneposisjoner, og under etterbehandlingen og poleringen ble det venstre hjørnet slipt slik at det fikk en hjørneposisjon, mens det høyre hjørnet ved et uhell ble polert stump.
[Case 7-44] Perforering av anhengets bakside, som vist i figur 7-44.

Analyse:
Mangelen på det gjennomborede hullet på baksiden av anhenget i dette eksemplet var ikke forårsaket av smykkebehandling, men dukket allerede opp på det støpte emnet, og dannelsen kan være relatert til støpeprosessen, formforhold, smelting og helling osv. Selv om det gjennomborede hullet vises på baksiden av anhenget, påvirker det ikke direkte utseendet; i stedet bør det sveises og repareres under etterbehandling av smykker.
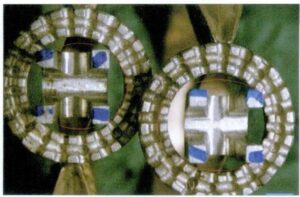
[Case 7-45] Størrelsen på dekorasjonshullene på anhenget er inkonsekvente, som vist i figur 7-45.

Analyse:
Anhenget har en sirkel av dekorative hull med ujevn form og størrelse. De må trimmes under etterbehandlingen av smykket for å oppnå ensartet størrelse.
[Case 7-46] Innstillingen av anhenget er ufullstendig, som vist i Figur 7-46.
Analyse:
En komplett spiss er grunnlaget for å sikre kvaliteten på innlegget. De ufullstendige tappene dannes i dette tilfellet under støpefasen. Sveisereparasjon av innfatningen må utføres under etterbehandling av smykket.
2.5. Smykker etterbehandling defekter av Armringer
[Case 7-47] Tungespennboksen har ødelagte kanter, som vist i Figur 7-47.

Analyse:
Et armbånd med to halvdeler som kan åpnes og lukkes, må som regel låses og åpnes med en tungelås. Låseboksen skal være firkantet og glatt, og den skal slutte tett til tungen. I dette tilfellet har den ene siden av låsekassen en brukket kant, noe som gjør at den ikke passer tett sammen med tungen og krever sveisereparasjon for å fikse den ødelagte kantdefekten.
[Case 7-48] Tungen på låsen låser ikke ordentlig, som vist i Figur 7-48.
Analyse:
I dette tilfellet mangler fjæren i tungen elastisitet, noe som resulterer i at tungen ikke låses sikkert. Ved foredling av smykker bør man velge egnede materialer for å lage fjæren, slik at den får god elastisitet. Når tungen settes inn i låseskrinet, skal det høres et tydelig "klikk", noe som indikerer at tungen og låseskrinet sitter godt og sikkert sammen. I motsatt fall må den justeres på nytt.
[Case 7-49] Tungestopperen er for stram, noe som fører til at tungen brekker, som vist i figur 7-49.

Analyse:
Tungelåsen er en åpnings- og lukkemekanisme som dannes av kombinasjonen av tungen og låsekassen. I dette tilfellet er tungen litt større, noe som gjør at den sitter for tett sammen med låsekassen. Hver gang den åpnes og lukkes, deformeres og stivner tungen. Etter flere åpninger og lukkinger når deformasjonen og herdingen av tungen materialets grense, noe som fører til brudd. Etter at tungen og boksen er laget, bør det derfor gjøres justeringer for å sikre at tungen og boksen passer perfekt til hverandre, slik at de fungerer problemfritt.
[Case 7-50] Hengselsposisjonen til armbåndet er sveiset slik at det ikke kan flyttes, som vist i figur 7-50.

Analyse:
Armbåndet med to halvdeler åpnes og lukkes ved å rotere på et hengsel. Hvis den roterende stangen er sveiset til hengslet, den kan ikke rotere normalt, som i dette tilfellet. For å unngå dette problemet, under etterbehandling av smykker, bør hengselposisjonen korrigeres, forbindelsen mellom den roterende stangen og armbåndets hengsel, punktsveising for å sveise kontaktposisjonen til den roterende stangen og armbåndets hengsel godt, og vær forsiktig med å forhindre at sveisemateriale trenger inn i den roterende stangen. Tannkrem kan påføres den roterende Barto for å forhindre at den sveises.
[Case 7-51] Armbåndets roterende stang er løsnet, som vist i figur 7-51.

Analyse:
Armbåndet roterer gjennom den roterende stangen og hengselposisjonene. Etter at den roterende stangen er satt inn i hengselposisjonen, må begge ender files flate, og sveising påføres enden av den roterende stangen for å gjøre den glatt med armbåndskroppen. I dette tilfellet er sveisingen av dreiehodet ikke fast, og det løsnet under slipingen av sveisearret.
[Case 7-52] Sikkerhetslåsen på siden av armbåndet er for løs, som vist i Figur 7-52

Analyse:
Formålet med sikkerhetslåsen på siden av armbåndet er å gjøre sammenkoblingen av de to delene mer kompakt og forhindre at de løsner. Sikkerhetslåsen på siden bør være passende stram. Når den er for løs, kan den ikke "strammes" effektivt, så den bør være lett å åpne og lukke med litt kraft når den festes.
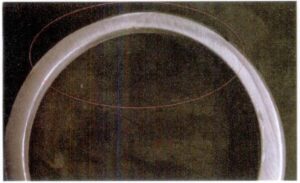
[Case 7-53] Den indre sirkelen på armbåndet er ikke rund, som vist i figur 7-53.
Analyse:
For å sikre utseendet og brukervennligheten, krever armbåndet en jevn indre sirkel. Under etterbehandling av smykker må armbåndets form korrigeres ved å montere armbåndet på en kobberarmbåndsstang etter å ha lukket det, og trykke det for hånd for å passe armbåndet helt med kobberarmbåndsskalaen og danne en standard armbåndsform av passende størrelse.
[Case 7-54] Slipingen er for stor, som vist i figur 7-54.
Analyse:
Etterbehandling av armbåndssmykker krever jevnhet og ingen brå endringer i tykkelsen. I dette tilfellet resulterte overdreven filing i visse områder av armbåndet i at disse områdene ble tynnere.
[Case 7-55] Bunndekselet har en uregelmessig hul form, som vist i figur 7-55.

Analyse:
For å redusere metallvekten og fremheve edelstenens effekt, åpnes det noen ganger et bunnhull i armbåndet, noe som krever at formen er rund. Når det oppstår problemer som deformiteter og ujevne kanter, bør de trimmes til ønsket form gjennom smykkebehandling.