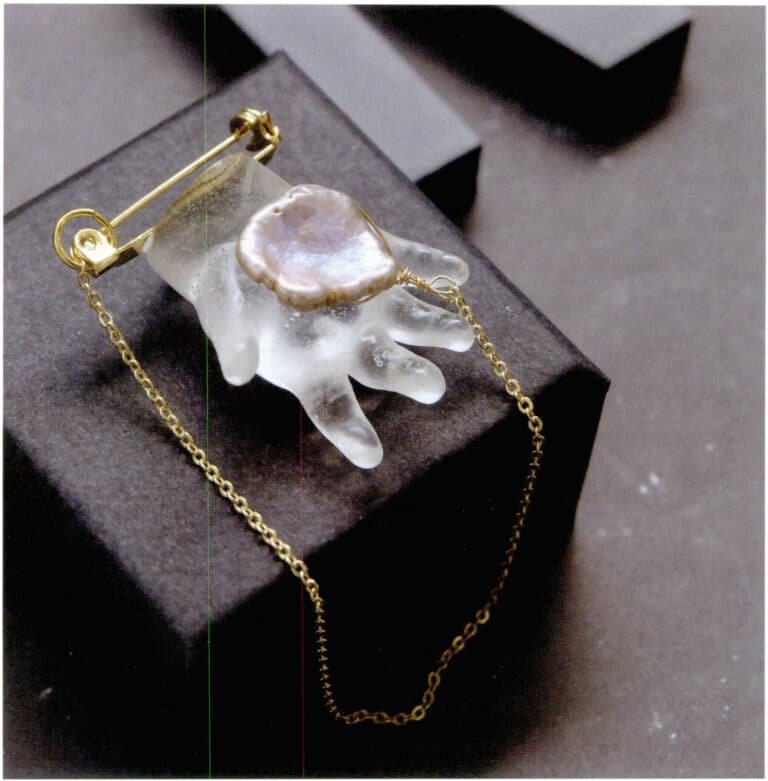
"Night Guardian" er laget ved hjelp av tradisjonelle håndskårne voksmodelleringsteknikker og støpt i metall ved hjelp av metoden "lost wax casting".

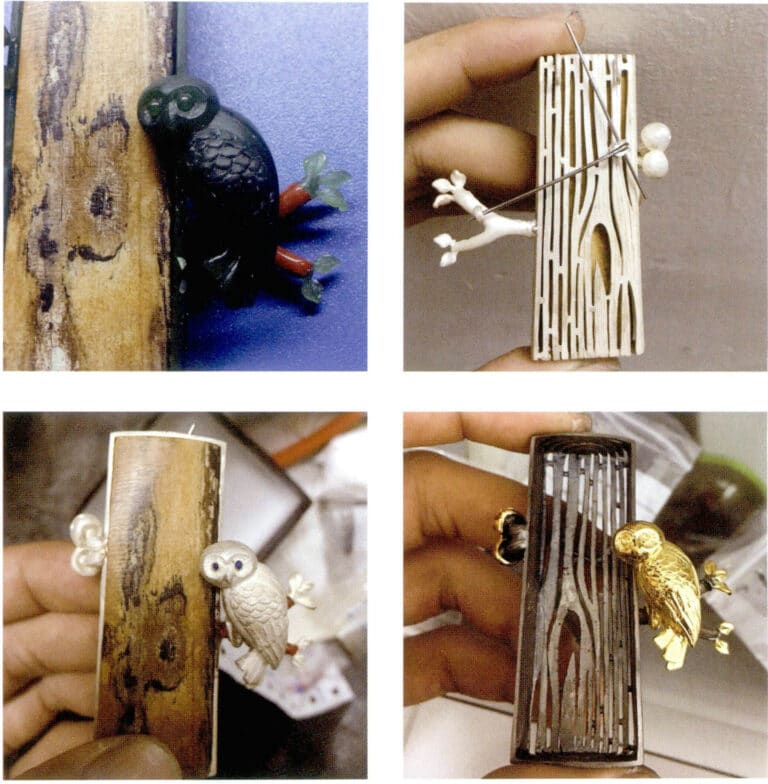
Gummiform av ugledelen
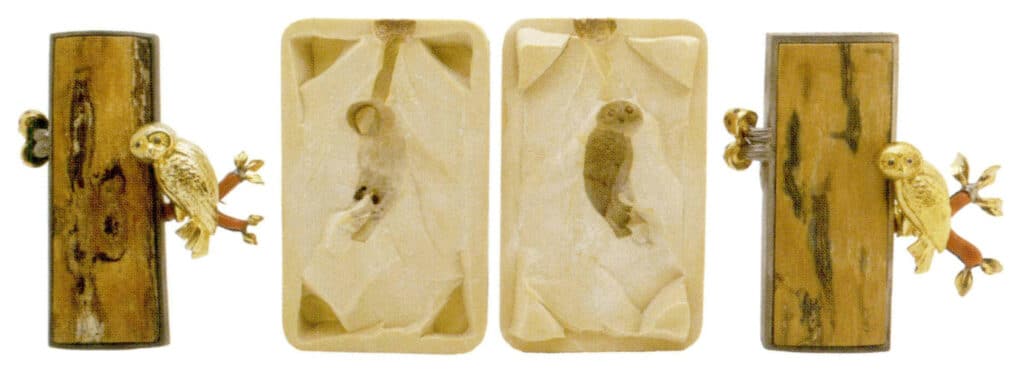
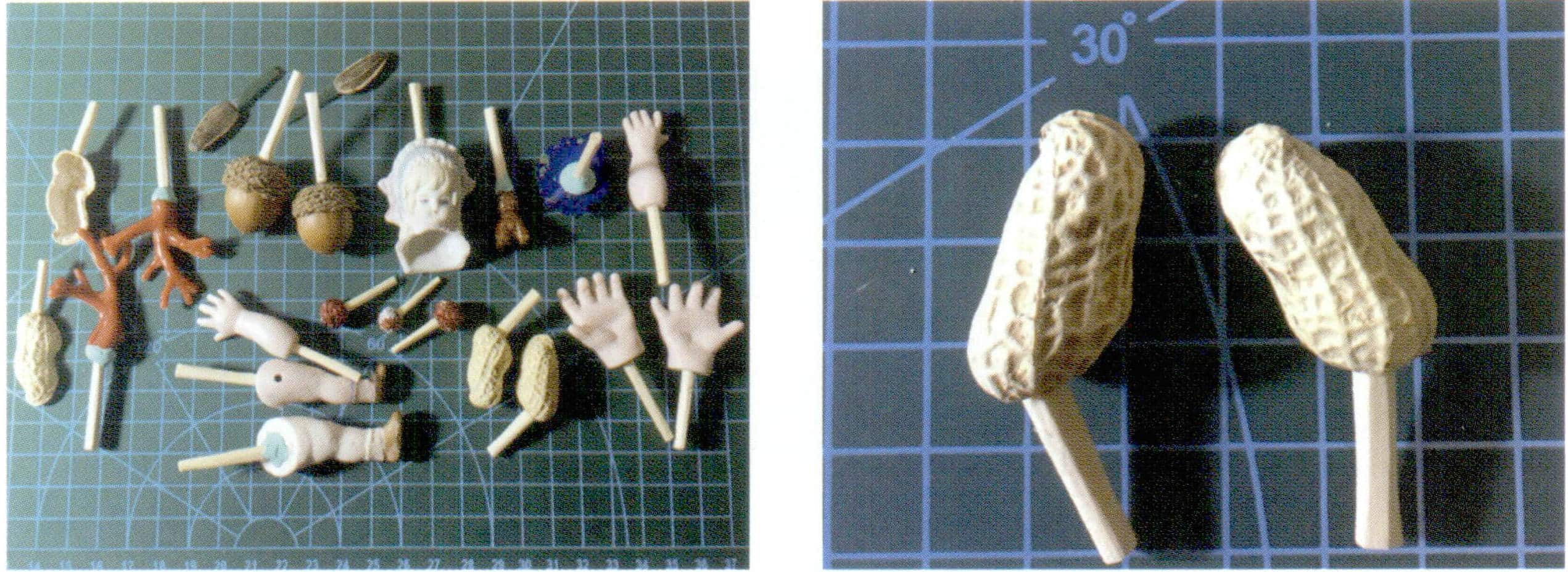
Etter at metallstykket er ferdig, lages en gummiform. Uglen til venstre i bildet er håndskåret i voks, mens uglen til høyre er laget ved hjelp av en gummiform for voksinjeksjonsmodellering.

Formramme i aluminiumslegering

Smykker Gummi Mold Vulcanizer
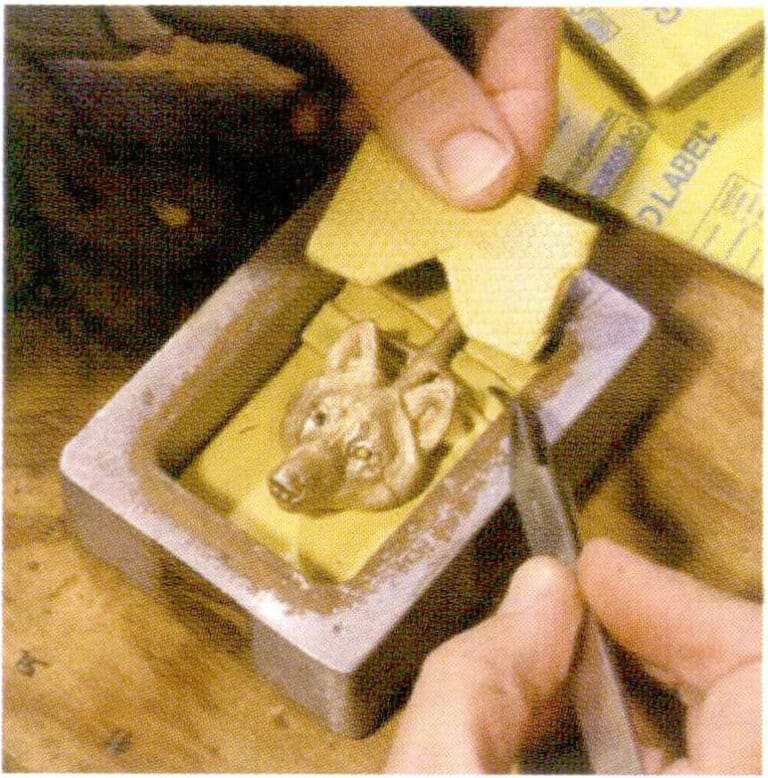
Kutting av gummi og plassering i rammen

Skjæring av gummifolien

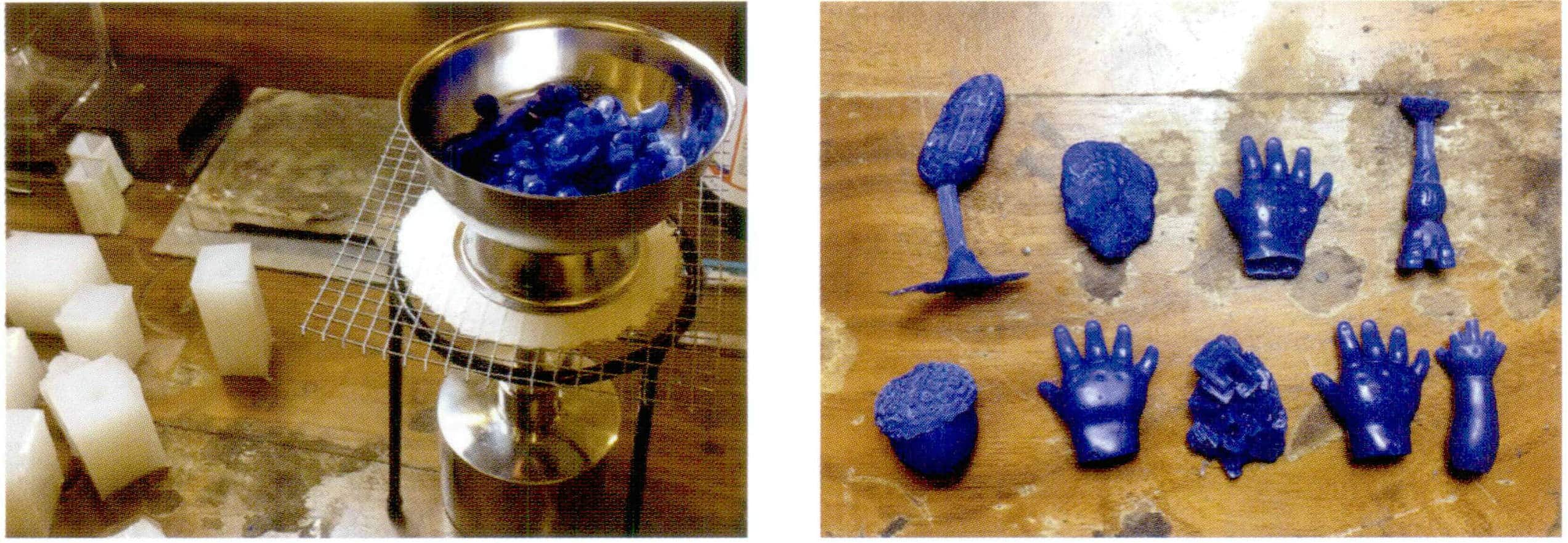
Manuell voksinjeksjon

Halvautomatisk voksinjeksjonsmaskin med digital skjerm

Helautomatisk voksinjeksjonsmaskin
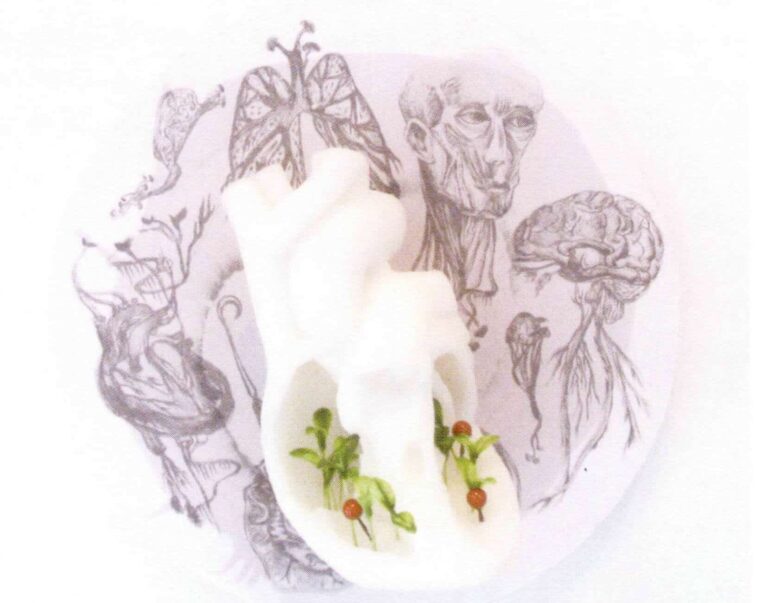
Xie Bai 、 Xie Zhouqiang, Touch my body- house, silikon, syntetisert materiale, 30cmx30cm, 2011

Xie Bai 、 Xie Zhouqiang, Touch my body - organics, silikon, syntetisert materiale, 30cmx30cm, 2011
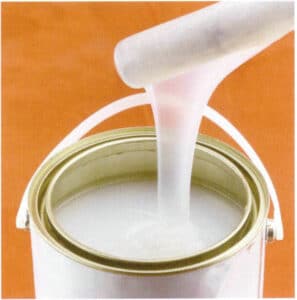
Gjennomsiktig silikon (med sterk fleksibilitet)

Melkehvit silikon
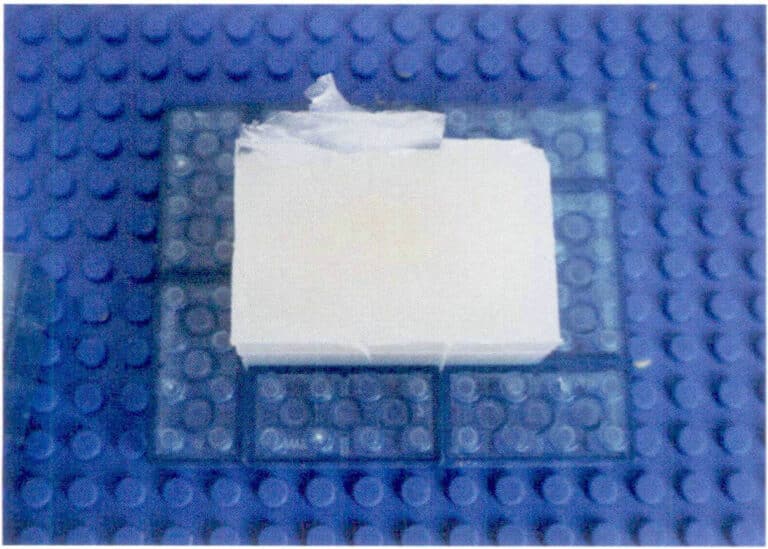
1. Klargjør modellblokkene for injisering av silikon, oljeleire, silikon og andre materialer og verktøy, og omslutt blokkene slik at de danner en passende stor støpekanal.
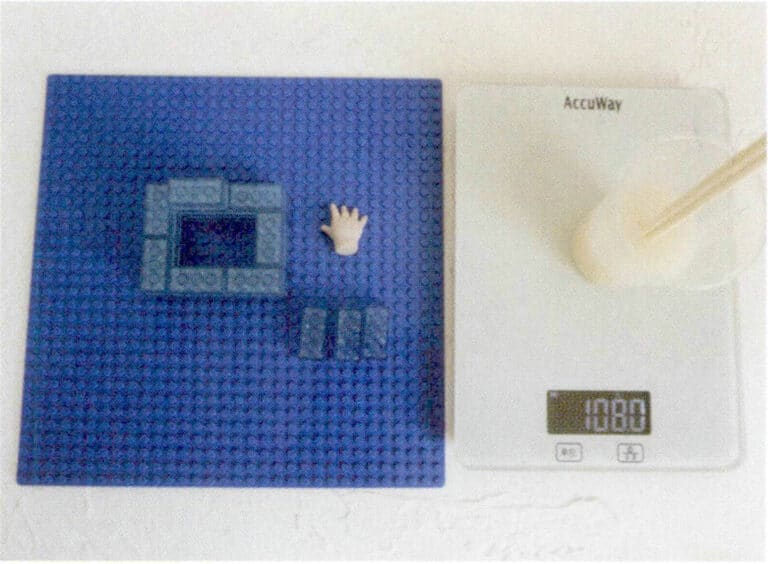
2. I henhold til kravene i silikonmerkets bruksanvisning, veier du en passende mengde silikon og silikonherdingsmiddel i forhold.
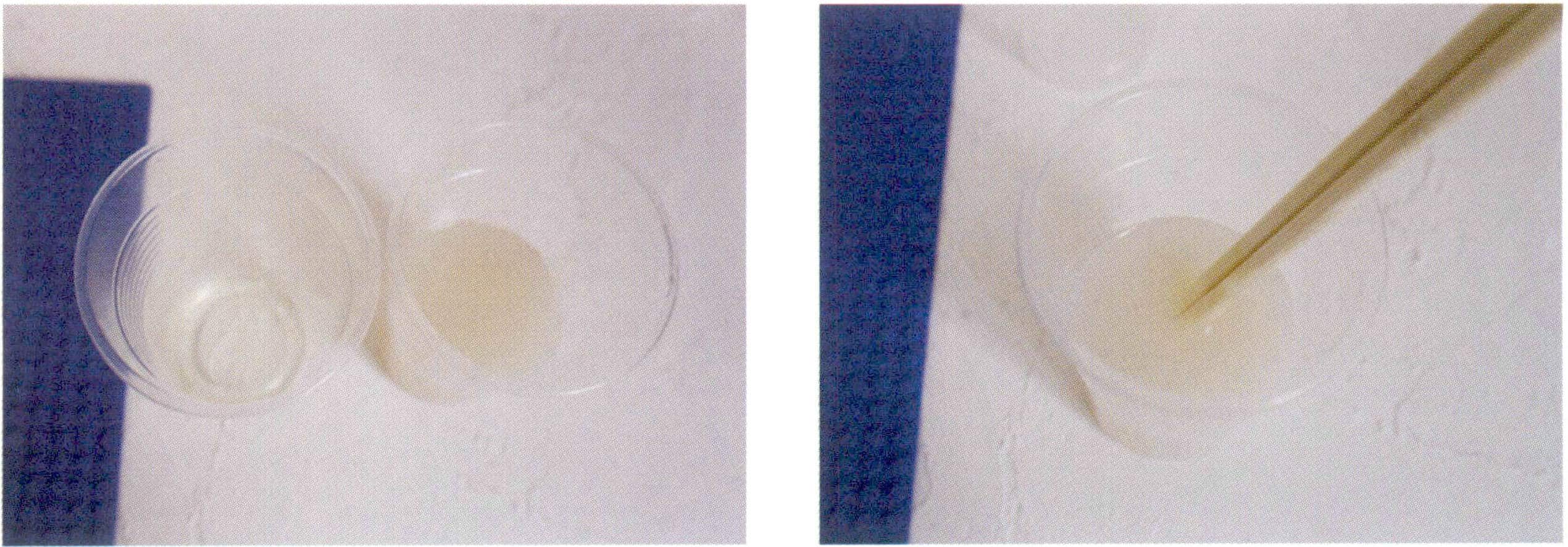
3. Hell herdemiddelet i silikonet og rør med klokken for å sikre at herdemiddelet og silikonet blandes jevnt; ujevn blanding kan føre til at noe silikon ikke herder.
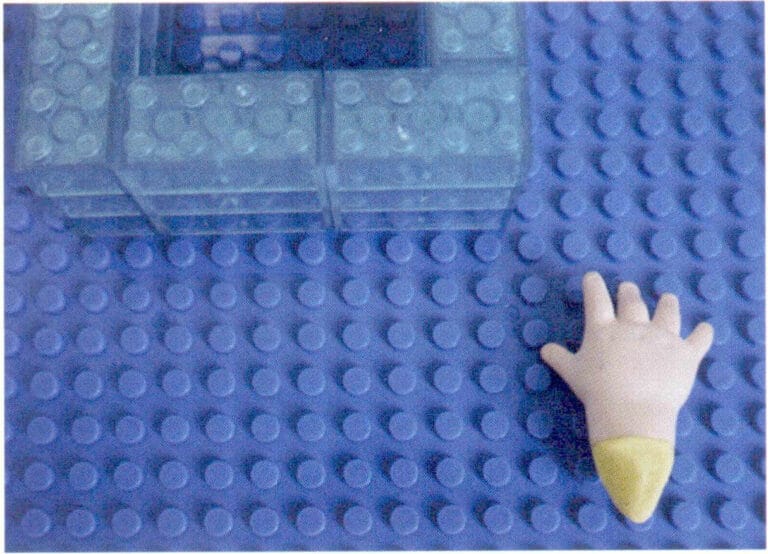
4. Ta en passende mengde oljeleire og fest den på den ene enden av modellen.

5. Hell det jevnt blandede silikonet i treformen; denne gangen skal du bare helle i halvparten av silikonmengden, og deretter feste den forberedte modellen på den ene siden av formen; en del av modellen må berøre silikonet og være forsiktig så den ikke berører bunnen og sidene av formen; modellen må være minst 6 mm fra bunnen for å unngå perforering av silikonformen etter at den stivner.
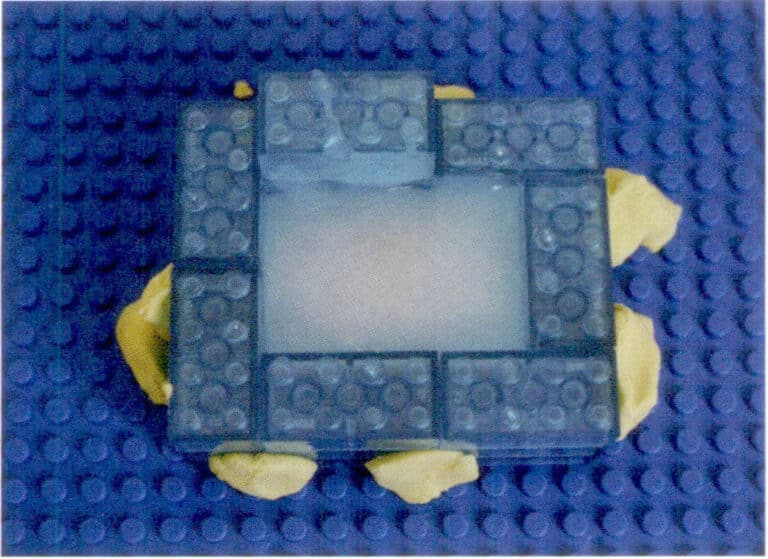
6. Etter at du har festet modellen, heller du resten av silikonet i formen slik at det dekker hele modellen.
7. Vent til silikonet har stivnet; størkningstiden varierer mellom ulike silikonmerker. Hvis du ikke har det travelt, anbefales det å ta den ut etter 12 timer for å sikre at silikonet inni er helt størknet og har god fleksibilitet.
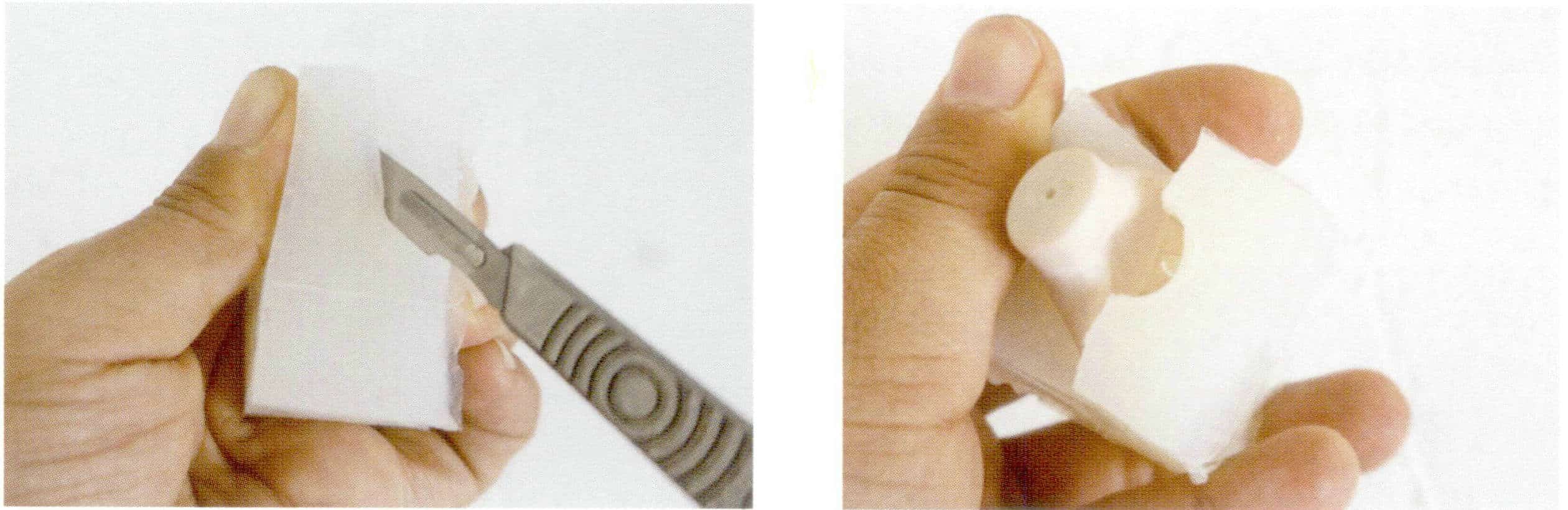
8. Bruk en skalpell til å skjære i silikonet, og legg merke til at skjærelinjen skal være S- eller Z-formet, noe som kan forbedre formens passform. For enkle, små gjenstander er det ikke nødvendig å skjære i hele silikonformen; det er nok å skjære i åpningen for å ta ut modellen.
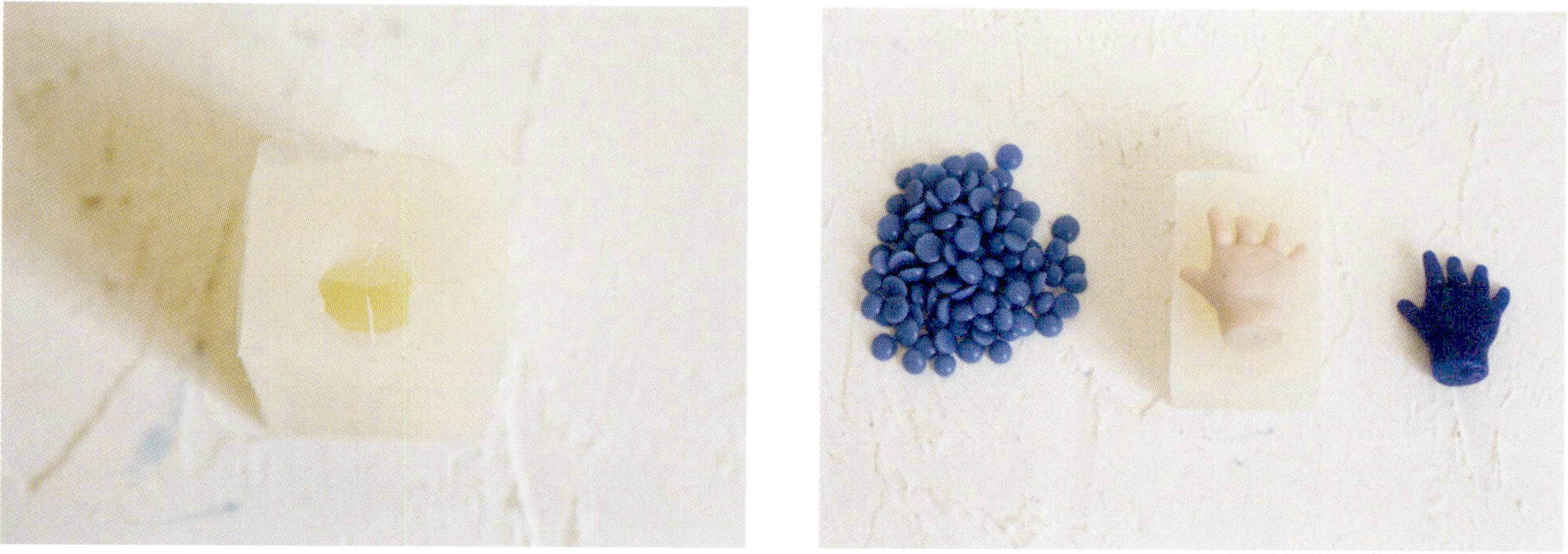
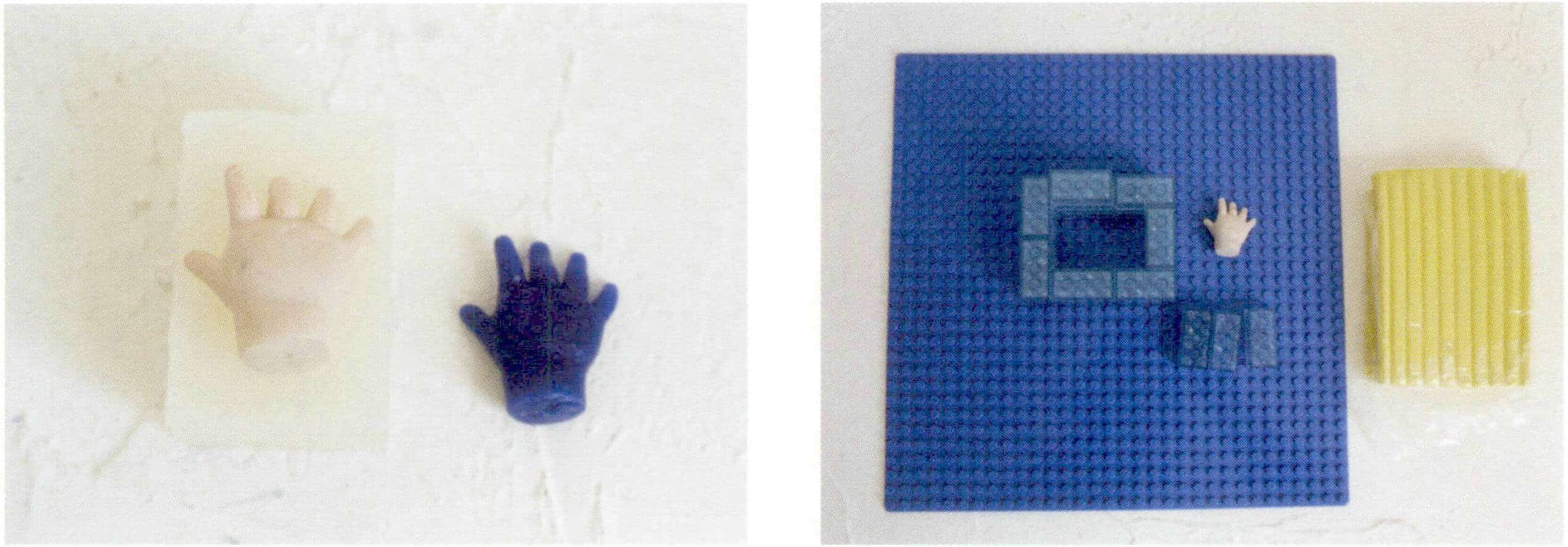
9. Etter at modellen er fjernet, er silikonformen ferdig, og posisjonen der oljeleiren påføres, danner naturlig støpegranen; deretter, etter å ha smeltet støpevoksen og injisert den i silikonformen, kan man få en liten vokshånd, som deretter kan støpes i metall ved hjelp av den tapte voksmetoden; silikonformen kan også injiseres direkte med harpiks, sement, gips og andre støpematerialer for å oppnå modeller med forskjellige teksturer.


1. Klargjør silikon, herdemiddel, elektronisk vekt, papirboks, engangskopper, spisepinner, kirurgisk kniv og andre materialer og verktøy.

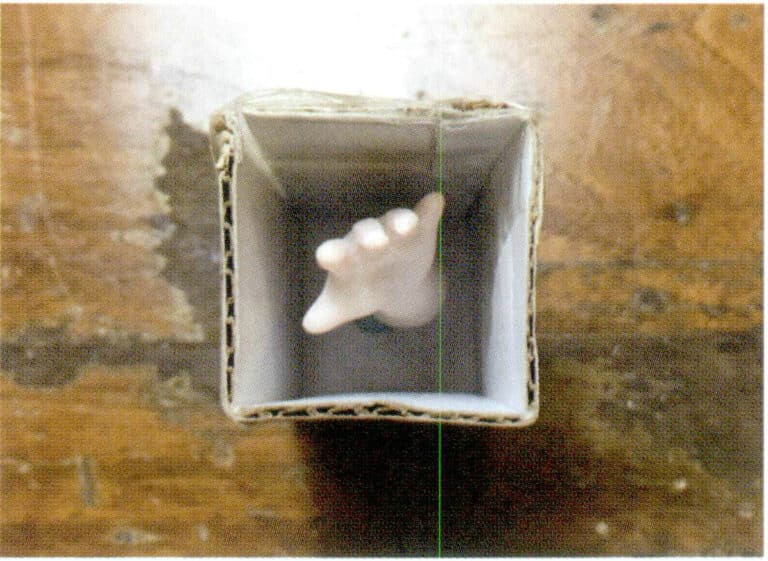
2. Velg interessante små gjenstander for støping, og pass på at strukturen og formen på gjenstandene ikke er for kompleks
3. Skjær engangspinner i passende korte pinner som skal fungere som innløpskanal for granen, og bruk oljeleire til å feste dem på objektet.
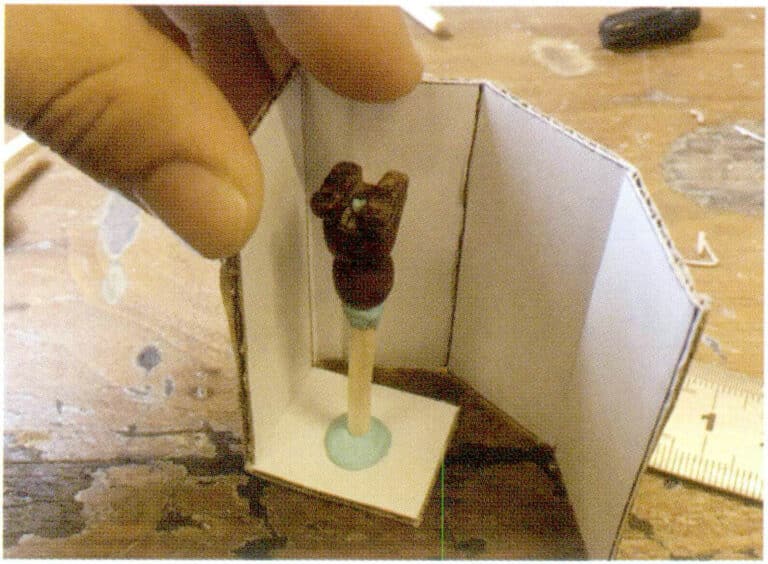
4. Lag en støpeeske i passende størrelse av stiv papp. Hvis pappesken er for liten, stikker du først det forberedte objektets gran ned i bunnen og sørger for at det sitter godt fast, da flytende silikon har en viss oppdrift. Hvis den ikke sitter godt fast, kan gjenstanden flyte opp under støpeprosessen, noe som kan føre til at støpeformen mislykkes.
5. Etter at du har sikret varen, limer du hele pappesken i form. Hvis innsiden av esken ikke er dekket av plastfilm og ikke er veldig glatt, kan du kle innsiden med gjennomsiktig tape. På denne måten kan silikonet enkelt støpes av etter at det har stivnet. Samtidig må alle hull på utsiden av esken dekkes med gjennomsiktig tape for å hindre at silikon lekker ut under støpingen.

6. Vent til silikonet har stivnet

7. Ta ut den størknede silikonformen og bruk en skalpell til å åpne formen, og legg merke til at skjærelinjen skal være S- eller Z-formet.
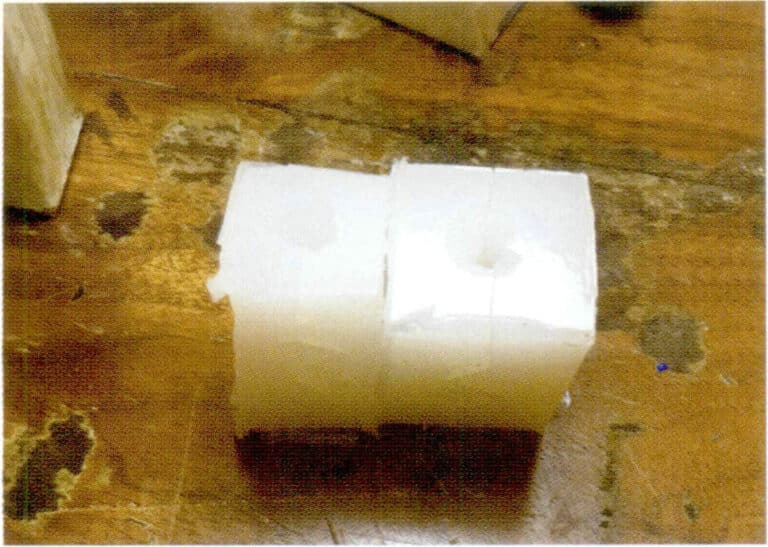
8. Etter at gjenstanden er fjernet, er silikonformen ferdig
9. Etter at du har varmet opp støpevoksen med en alkohollampe, sprøyter du den inn i silikonformen, og du kan få en voksmodell etter avkjøling. Det er viktig å merke seg at hvis strukturen på gjenstanden er relativt langstrakt eller har små detaljer, kan manuell voksinjeksjon resultere i en ufullstendig voksmodell på grunn av trykkproblemer. I dette tilfellet må vi bruke en vakuuminjeksjonsmaskin med vakuumtrykk for å helle voksformen.