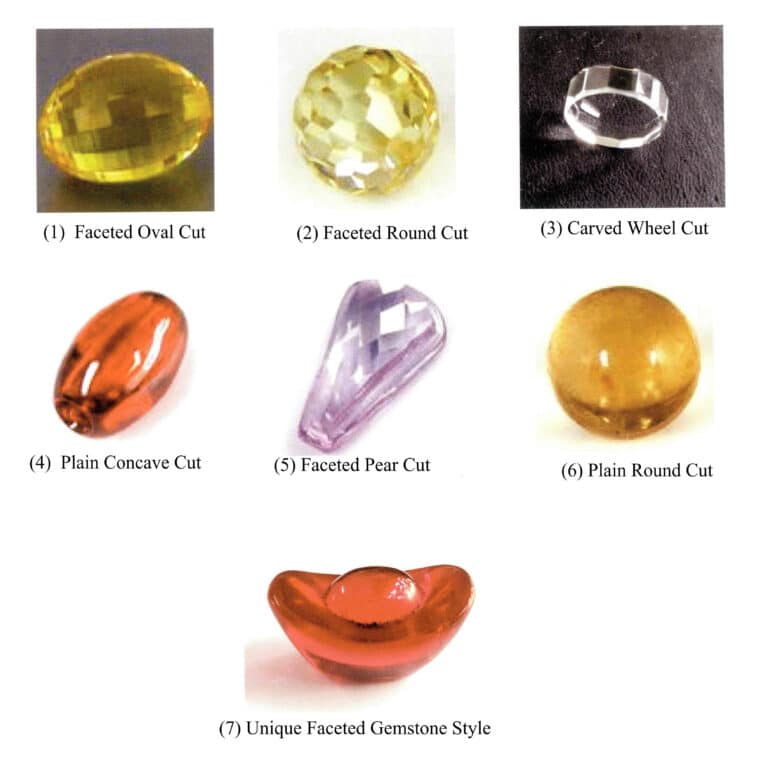
Innlegg med edelstener
Figur 2-1 Innlegg med edelstener
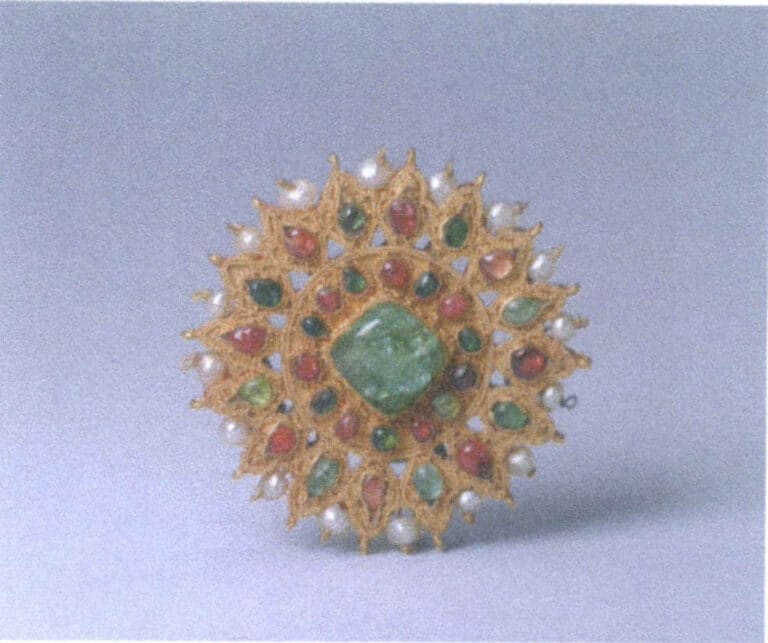
Figur 2-2 Filigraninnstilling
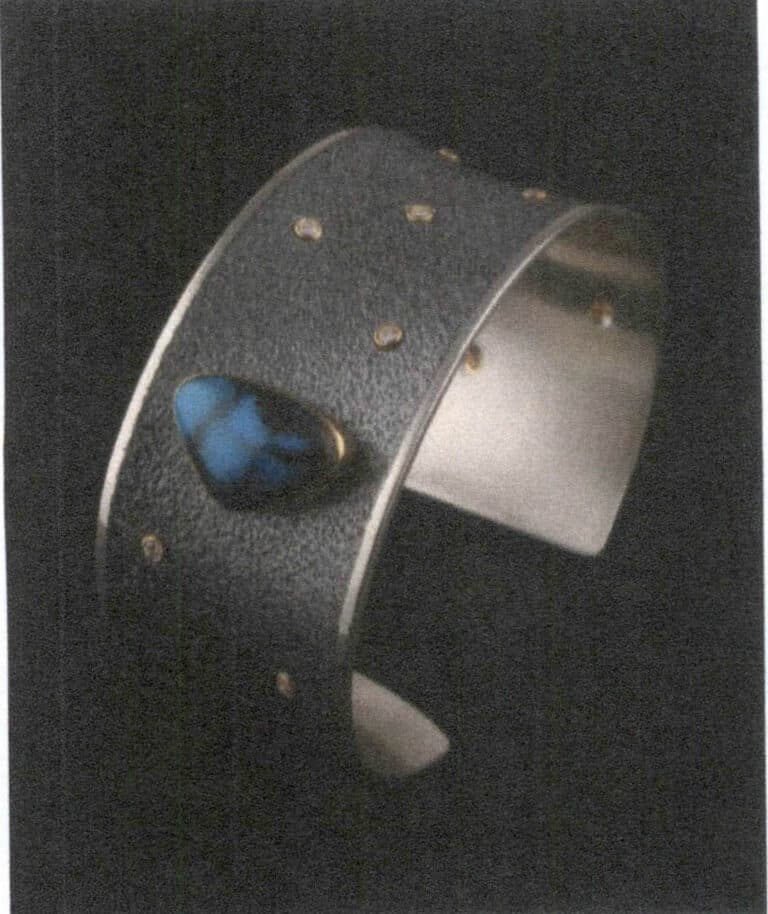
Figur 2-3 Uregelmessig cabochon-stein armbånd med innfatning
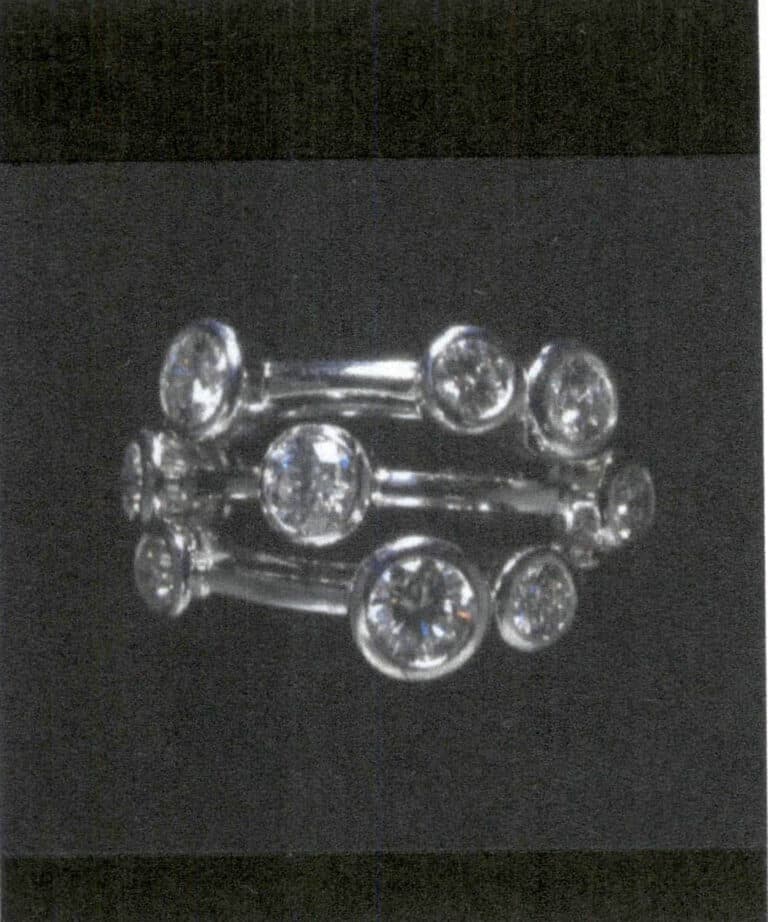
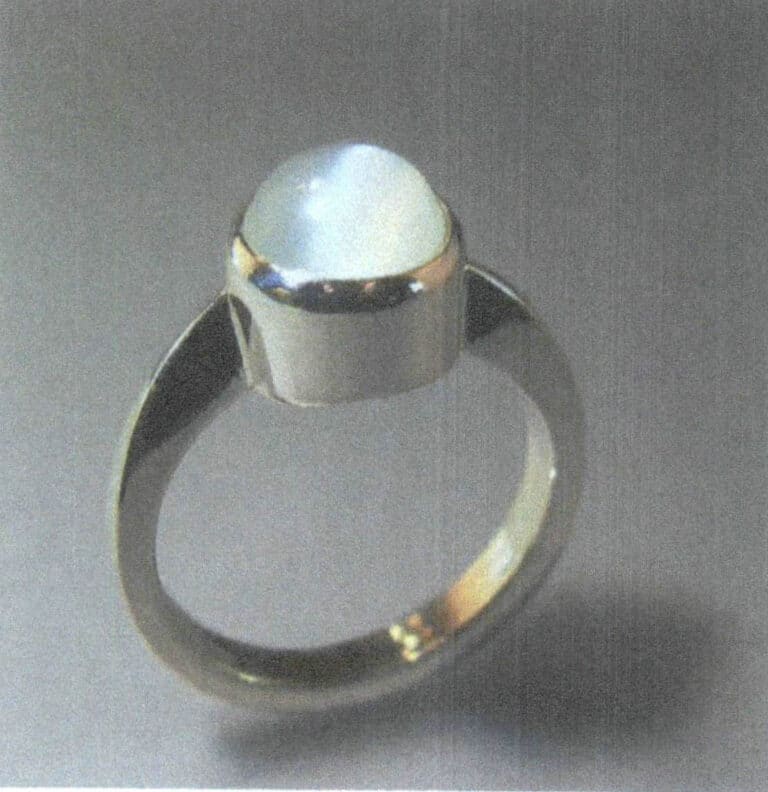
Figure 2-4 Multi-gemstone setting ring (V&A Museum Collection)
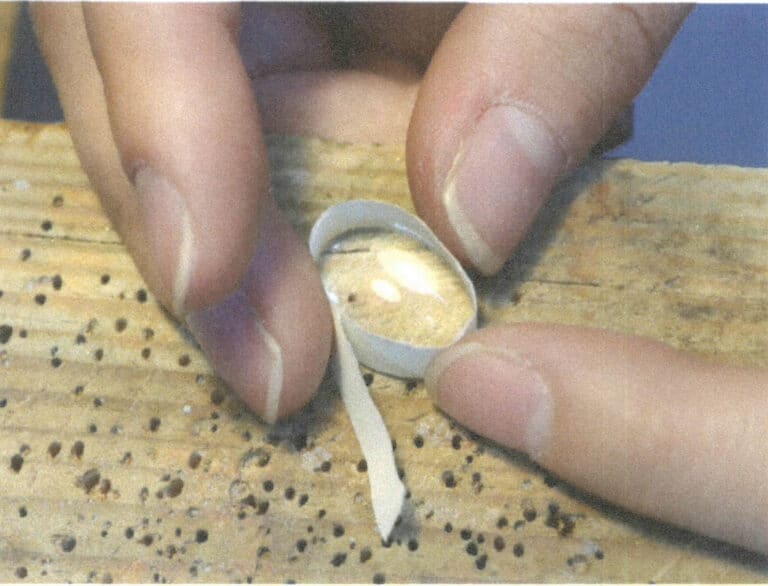
Figur 2-7 Måling av perlens omkrets med en papirstrimmel

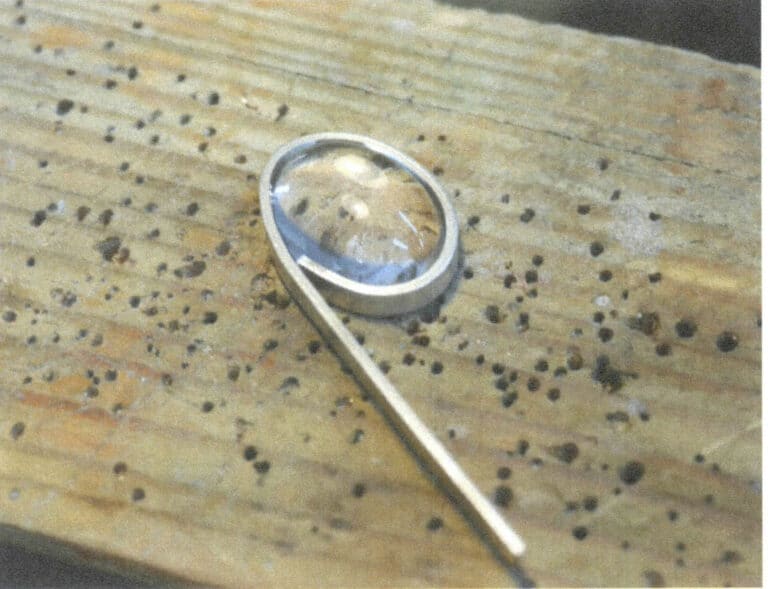
Figur 2-8 Bestemme lengden på metallkanten
Figur 2-9 Bøying av metallkanten

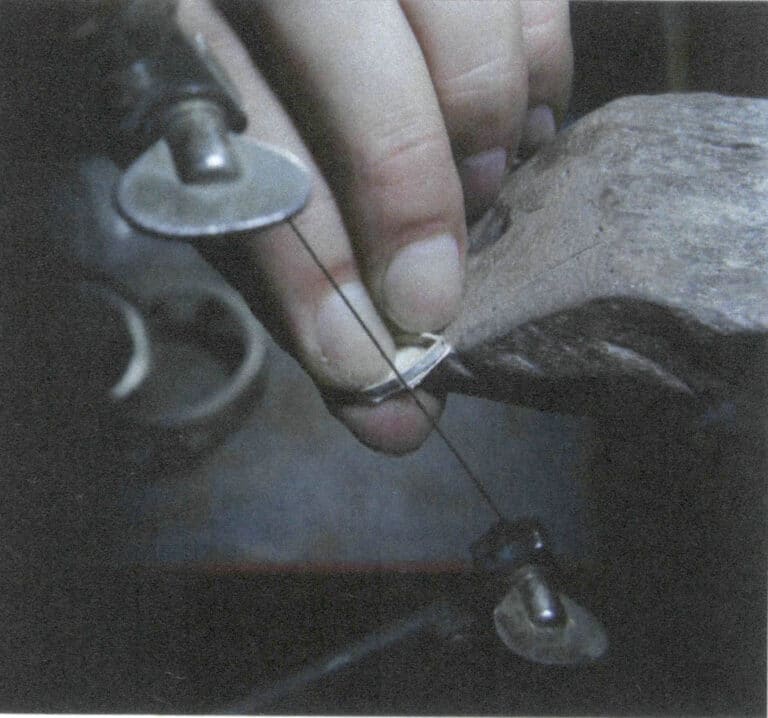
Figur 2-10 Skjæring av metallkanten
Figur 2-11 Stramming av skjøten

Figur 2-12 Sveising av skjøten
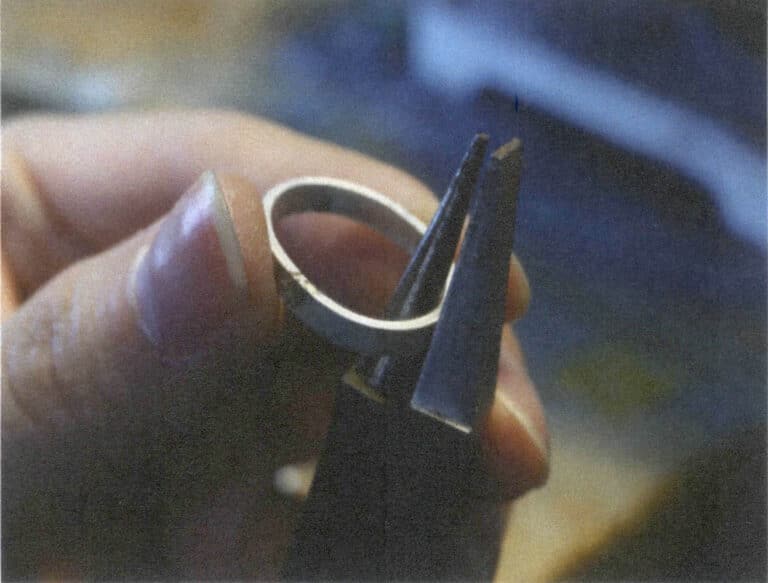
Figur 2-13 Justering av metallkantens form

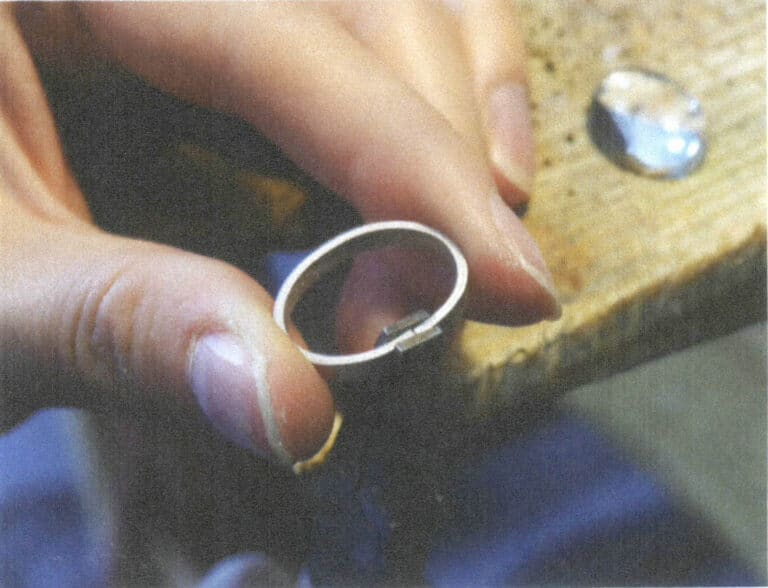
Figur 2-14 Testing av innstillingsfestet

Figur 2-15 Sveiseunderlag

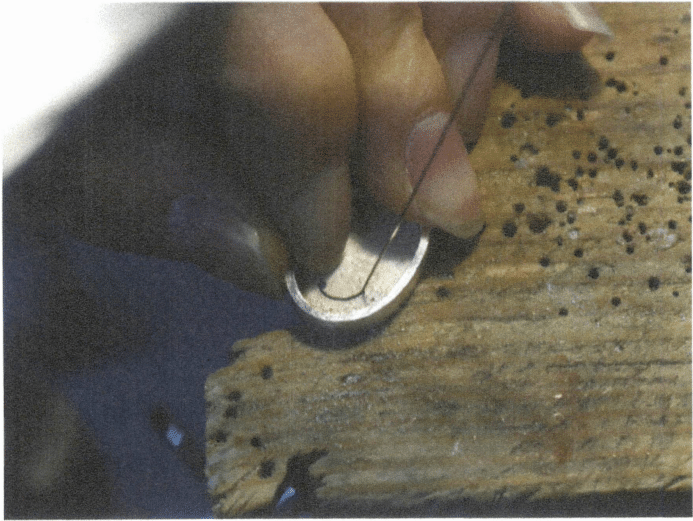
Figur 2-16 Saging av overflødig metalloverflate på utsiden

Figur 2-17 Sliping av kantene
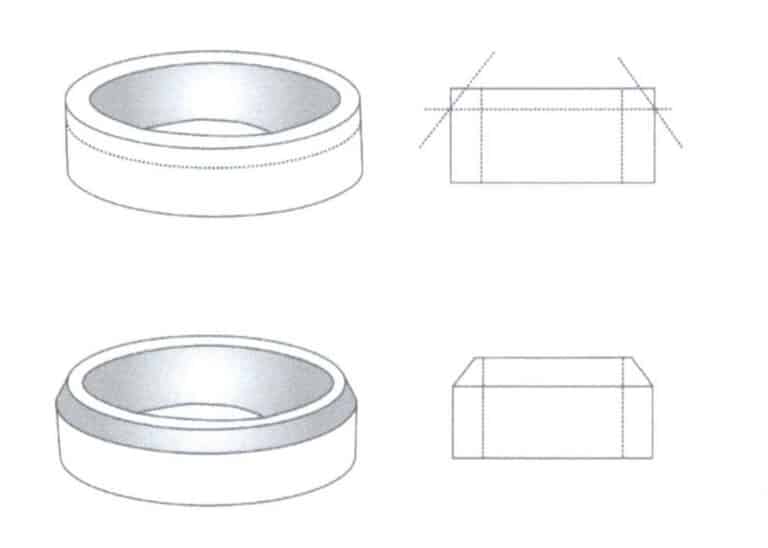
Figur 2-18 Hult understell

Figur 2-19 Trimming av hule kanter

Figur 2-20 Bearbeide høyden på metallkanten
Figur 2-21 Metode for håndtering av tykkere rammer

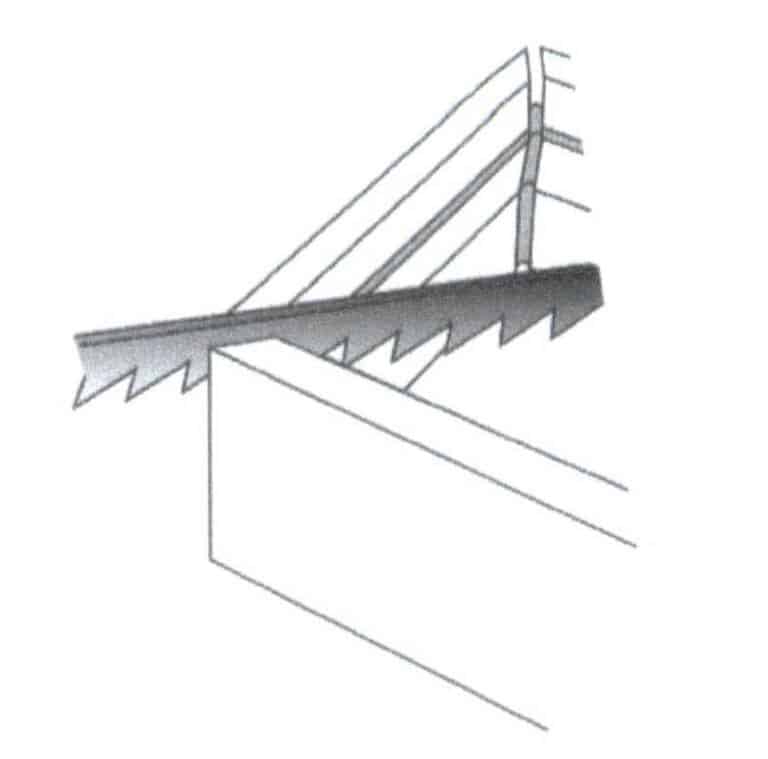
Figur 2-22 Sliping av den skrå overflaten på metallkanten

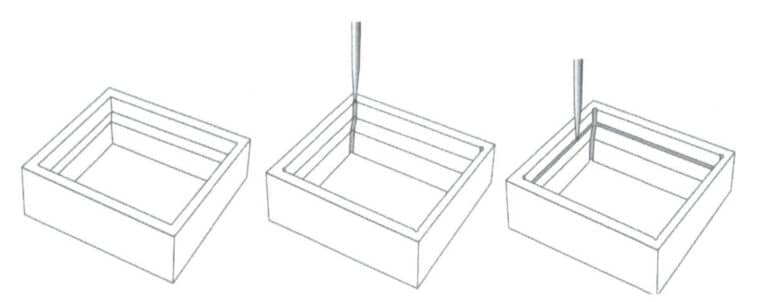
Figur 2-23 Sveising av metallbeslag
Figur 2-24 Feste av metall
Figur 2-26 Rekkefølge for punktfiksering
Figur 2-27 Holdningen ved bruk av en meisel med flatt hode
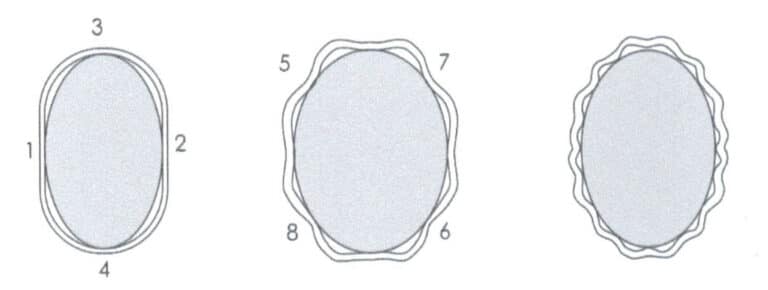
Figur 2-28 Symmetrisk punktfiksering (fire punkter)
Figur 2-29 Symmetrisk punktfiksering (åtte punkter)
Figur 2-30 Syklisk kantpressing

Figur 2-31 Trimming

Figur 2-32 Bruk av sandpapirruller til polering.

Figur 2-33 Polering med en poleringsskive

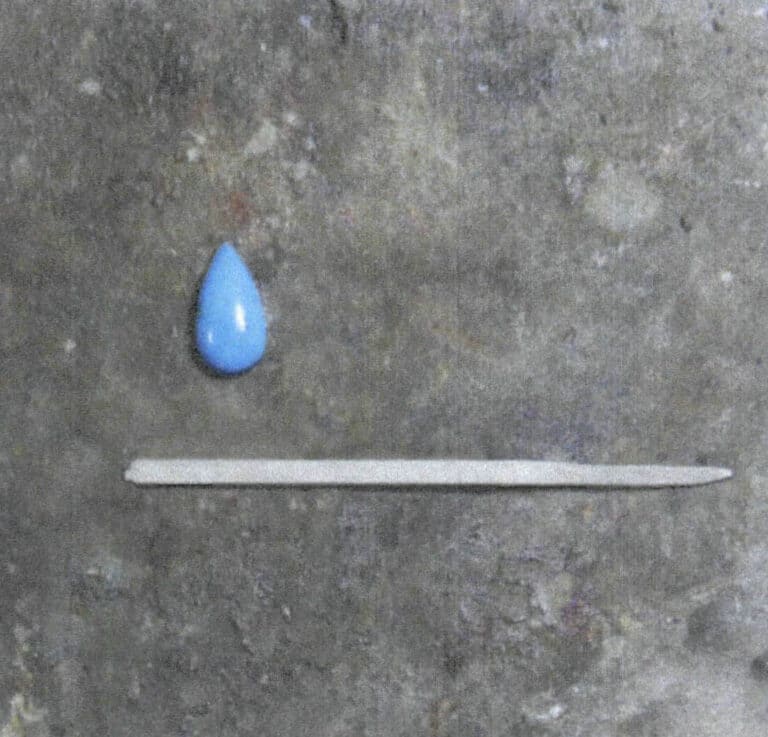
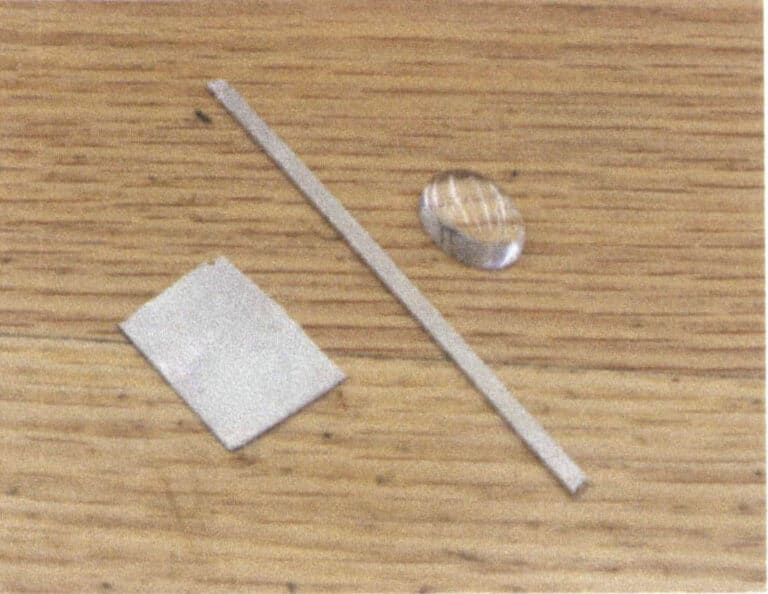
Figur 2-35 Klargjøring av materiale

Figur 2-36 Bøying av metallkanter
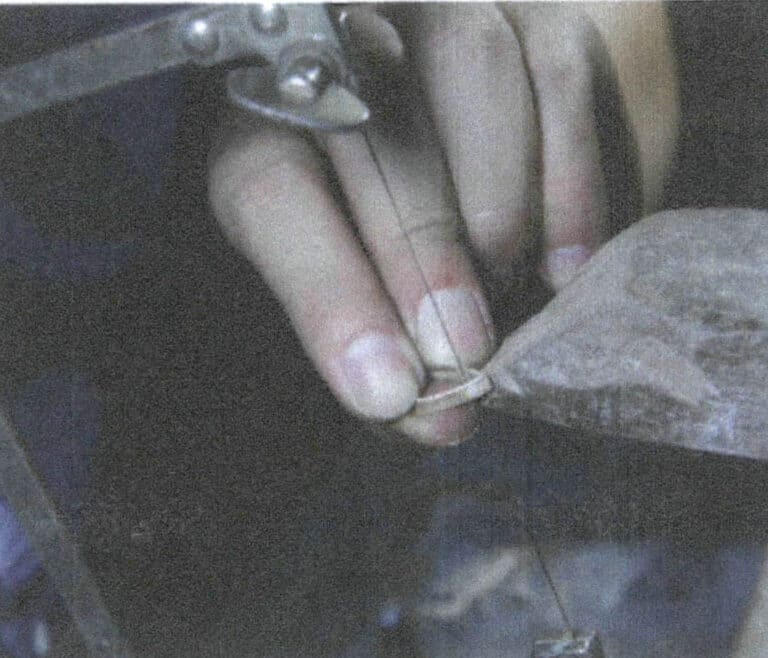
Figur 2-37 Kutting av metallkanter
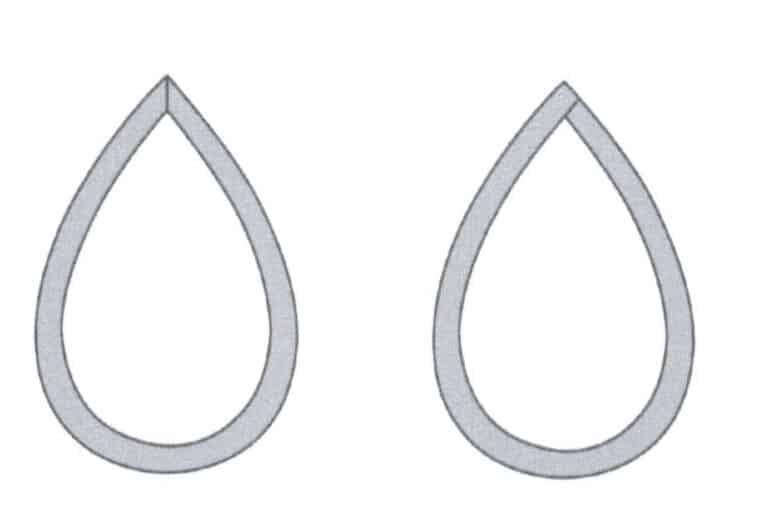
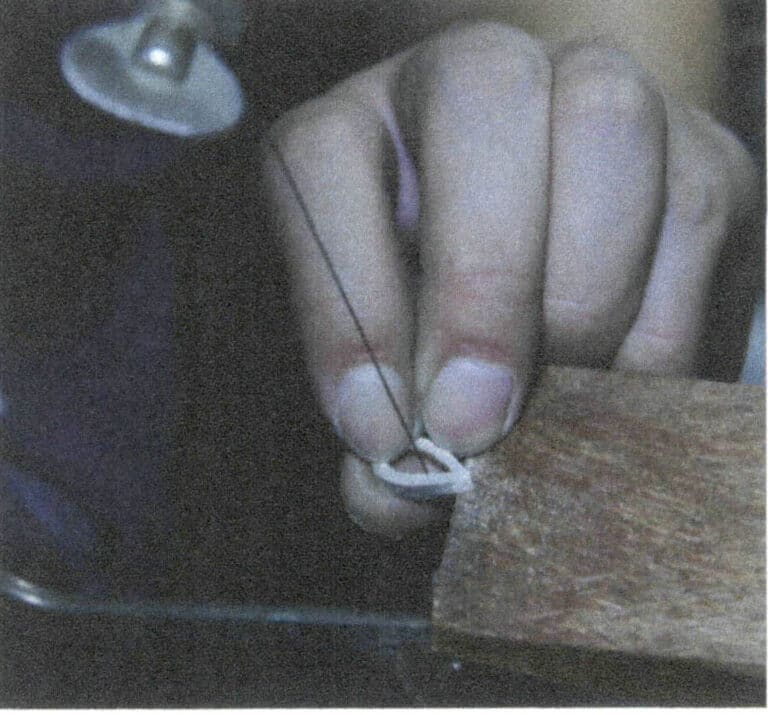
Figur 2-38 To metoder for bearbeiding av sammenføyningen av dråpeformede metallkanter

Figur 2-39 Sveising av metallkanter
Figur 2-40 Rengjøring av hjørnelodd
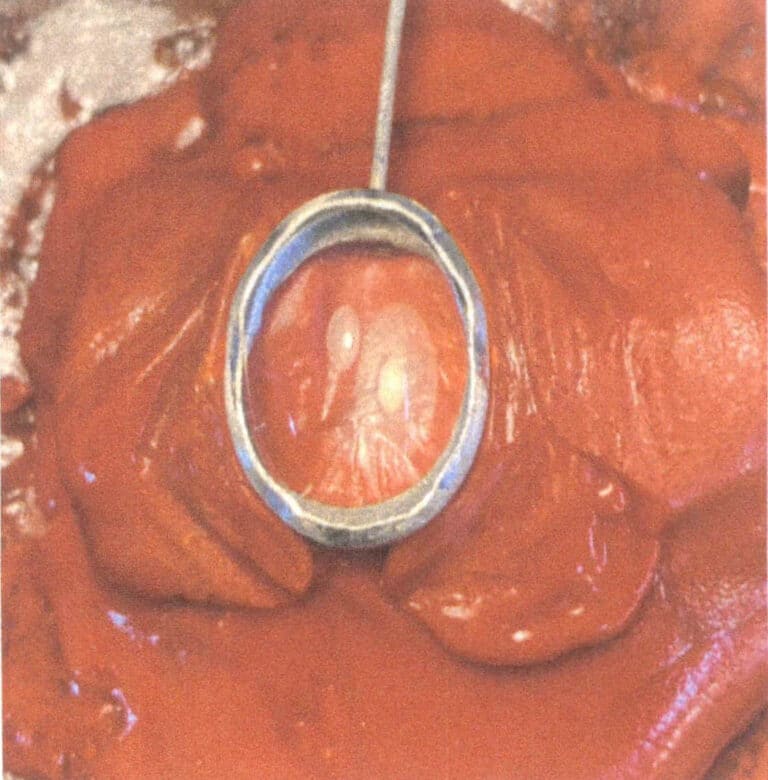
Figur 2-41 Testing av innstillingsfestet

Figur 2-42 Sveising av metallbunnen
Figur 2-43 Saging av overflødig metallbase på utsiden
Figur 2-44 Hulling av metallsokkelen
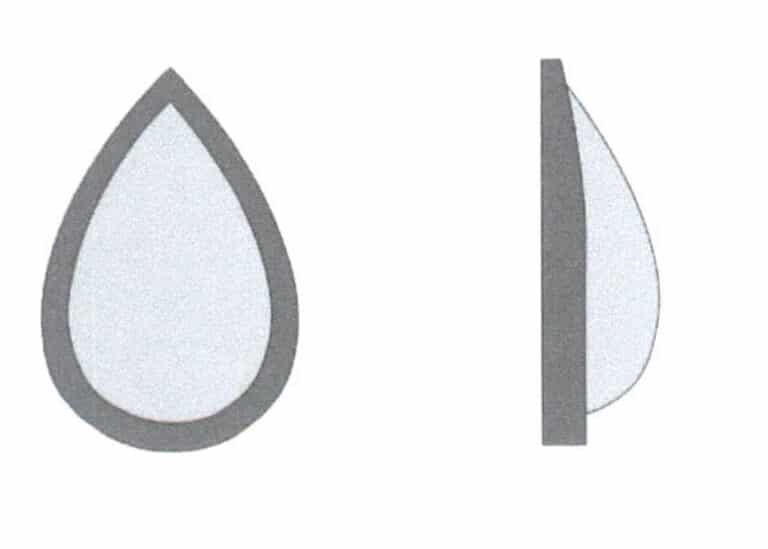
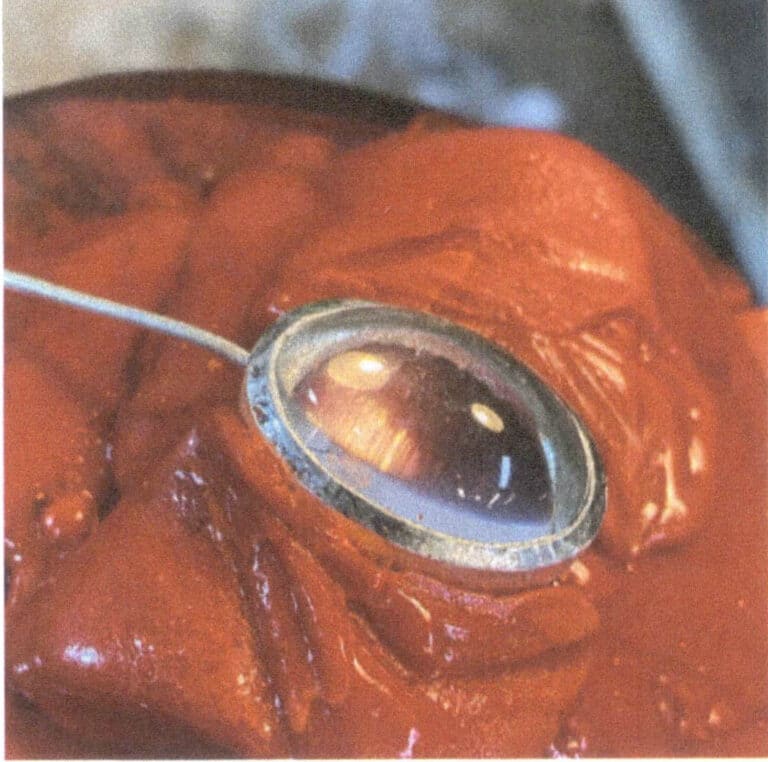
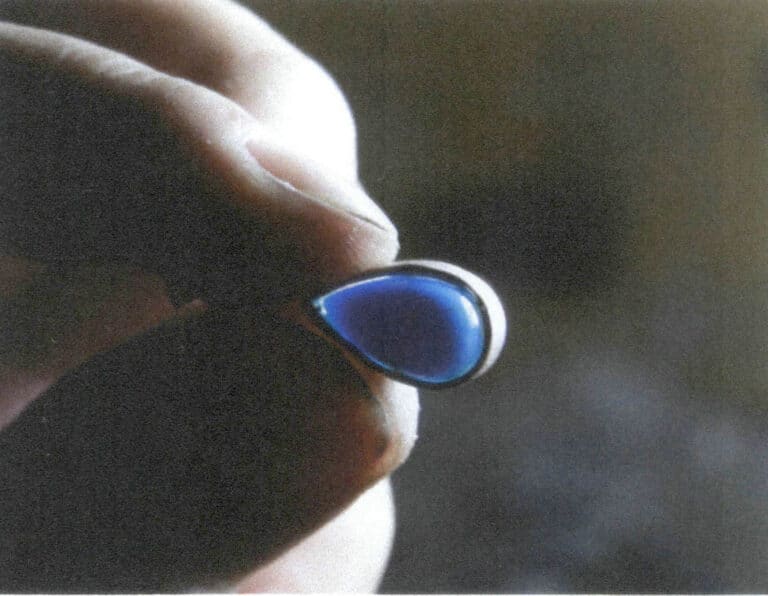
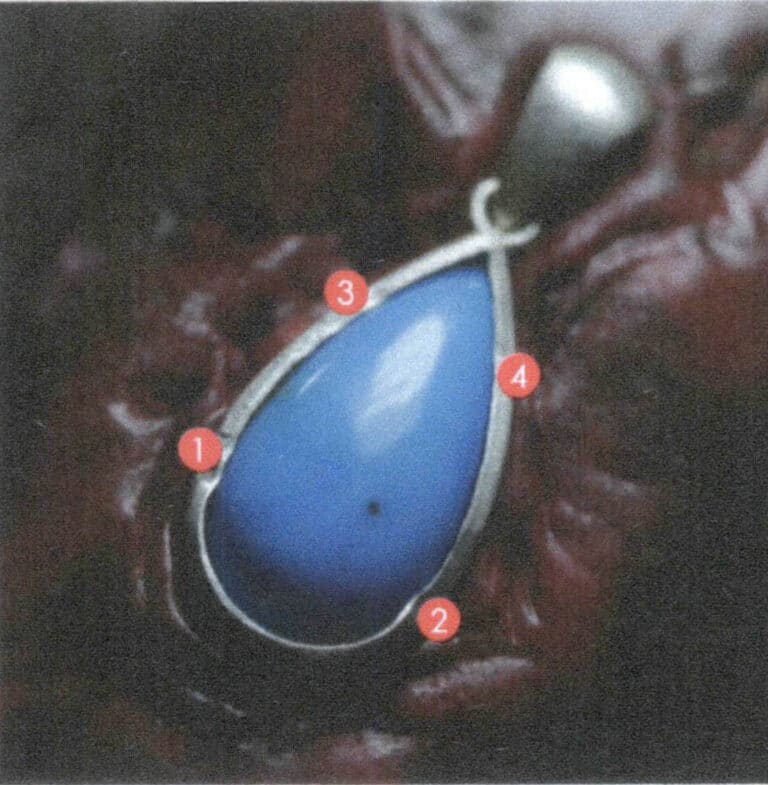
Figur 2-45 Behandling av dråpeformet cabochon-edelsten med metallkant
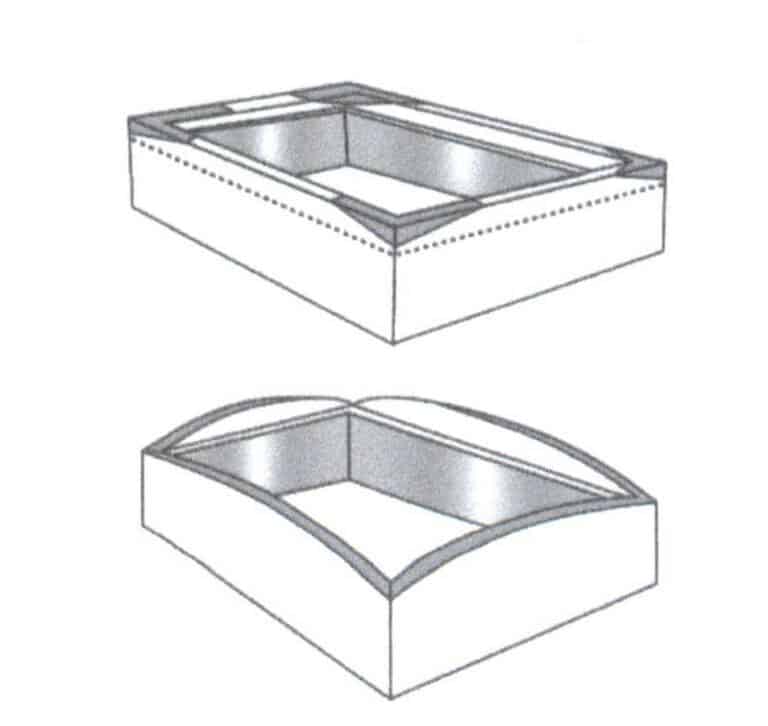
Figur 2-46 Behandling av rektangulær bueformet cabochon-edelsten med metallkant

Figur 2-47 Sveising av metallbeslag

Figur 2-48 Festing av metall

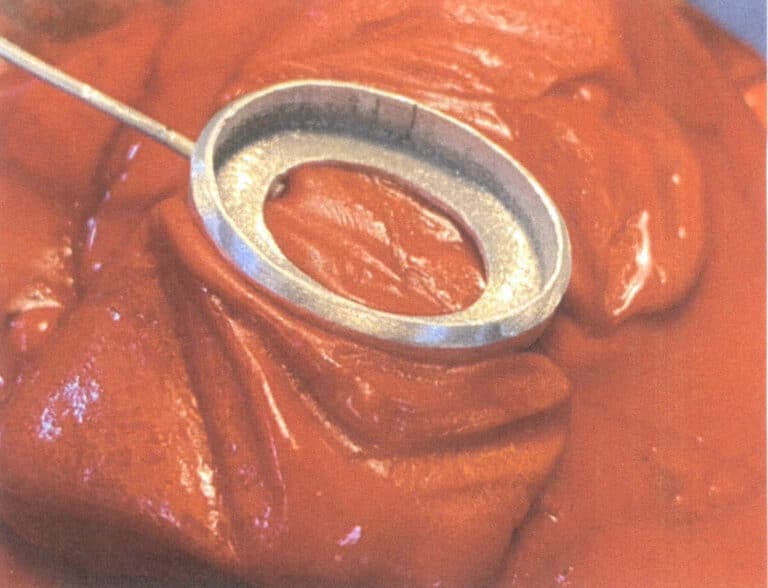
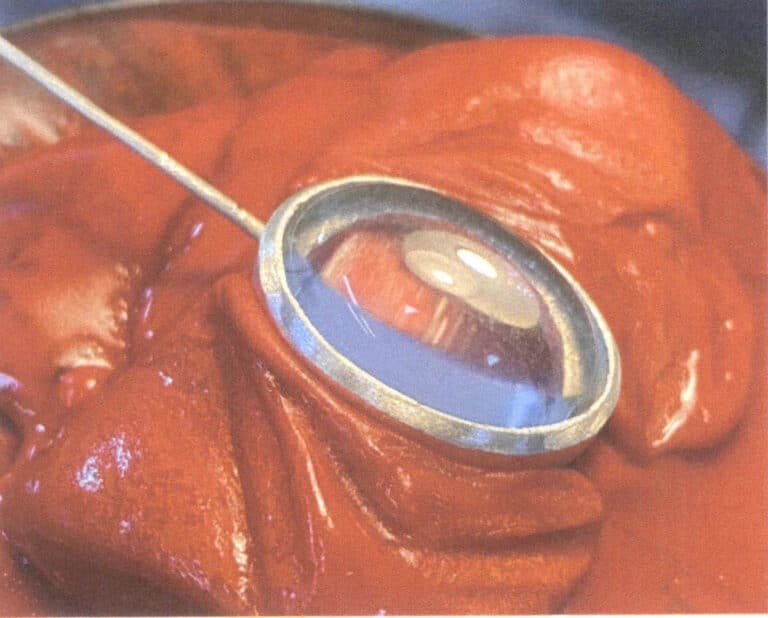
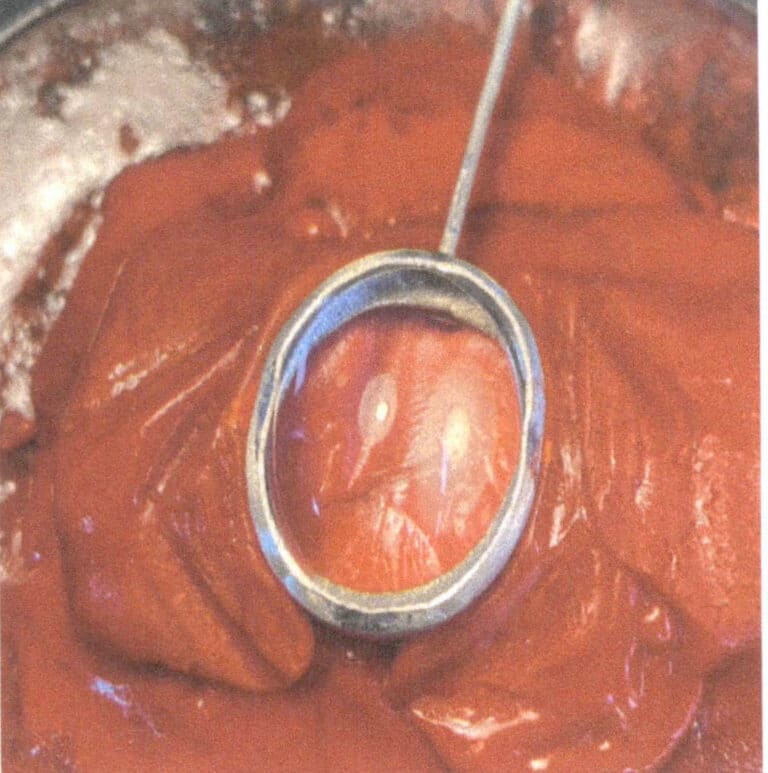
Figur 2-49 Plassering av steinen
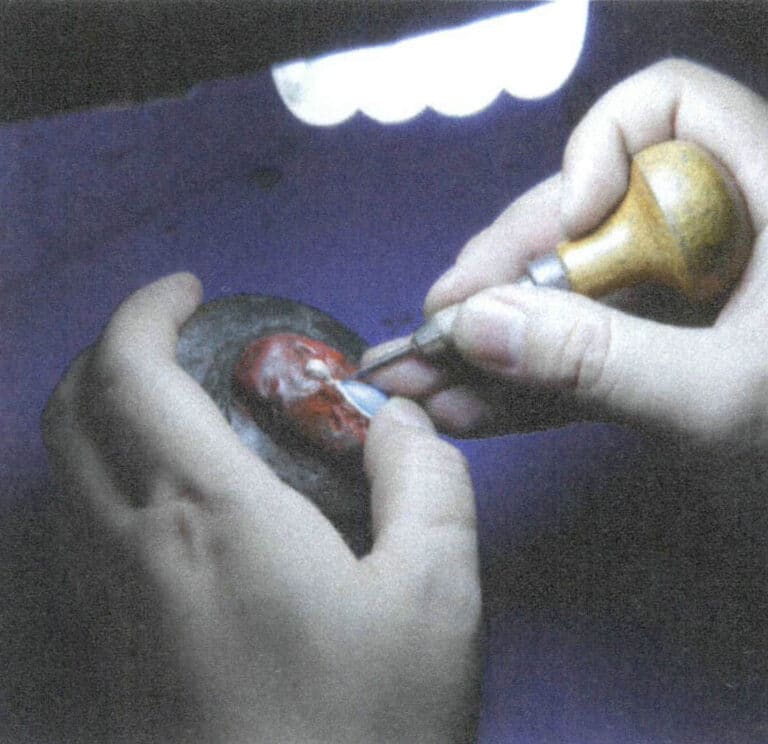
Figur 2-50 Sekvens for punktfiksering
Figur 2-51 Syklisk kantpressing
Figur 2-52 Rengjøring av urenheter og kontroll av at rammeinnstillingen sitter stramt
Figur 2-53 Trimming av den indre metallkanten på metallet

Figur 2-54 Trimming av den ytre metallkanten på metallet

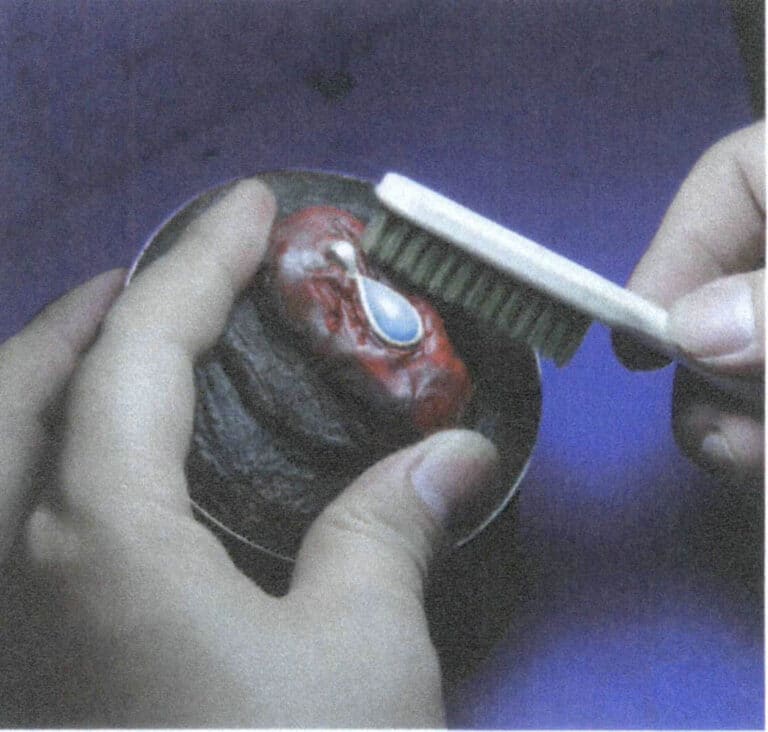
Figur 2-55 Polering med sandpapirruller

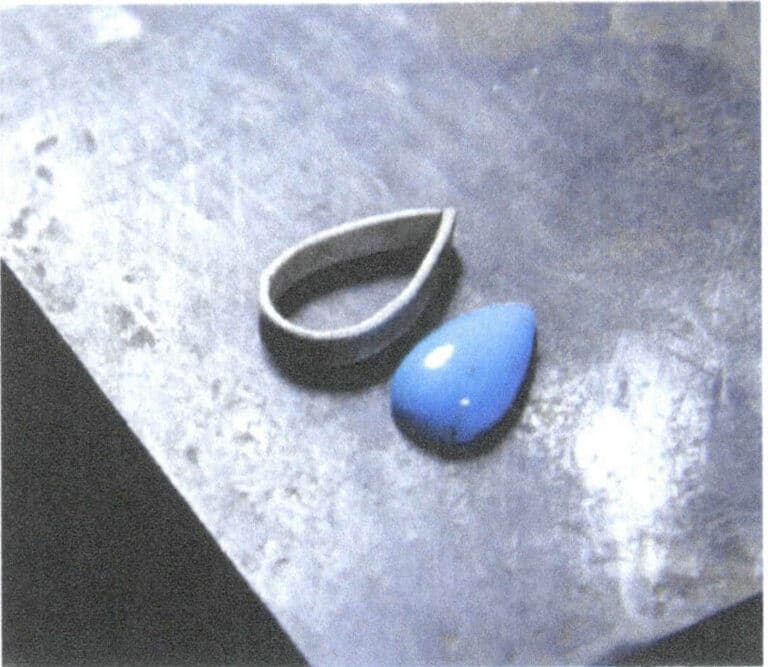
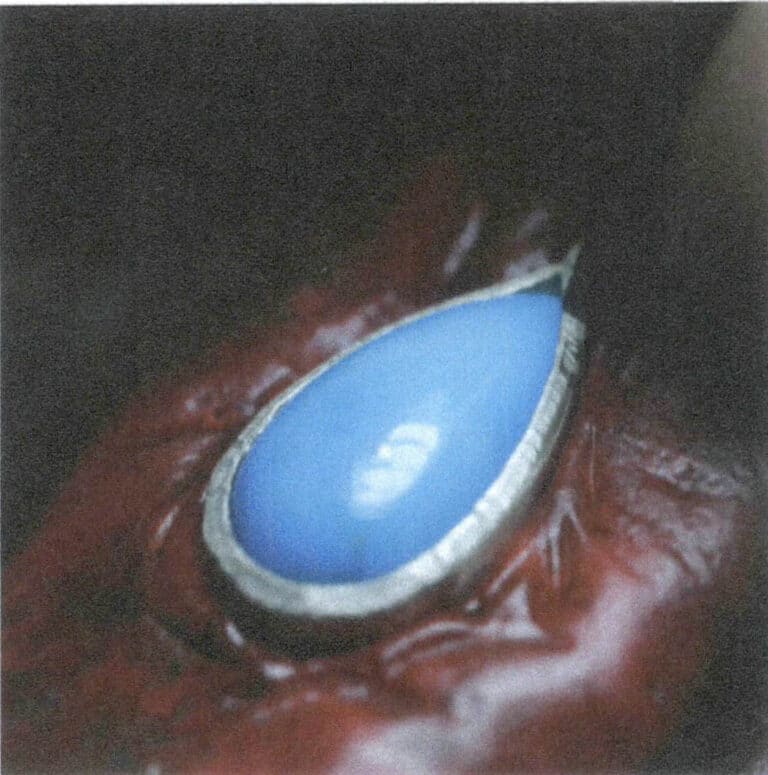
Figur 2-56 Ferdigstilling av den dråpeformede cabochon-steininnfatningen

Figur 2-57 Innfatning med rund briljantslipt edelsten

Figur 2-58 Rektangulær briljantslipt edelsten innfatning
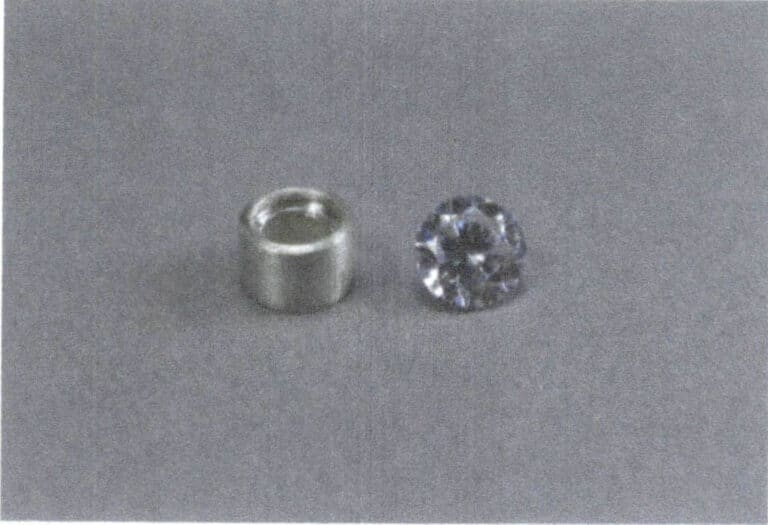
Figur 2-59 Runde Brilliance-slipte edelstener og innfatning
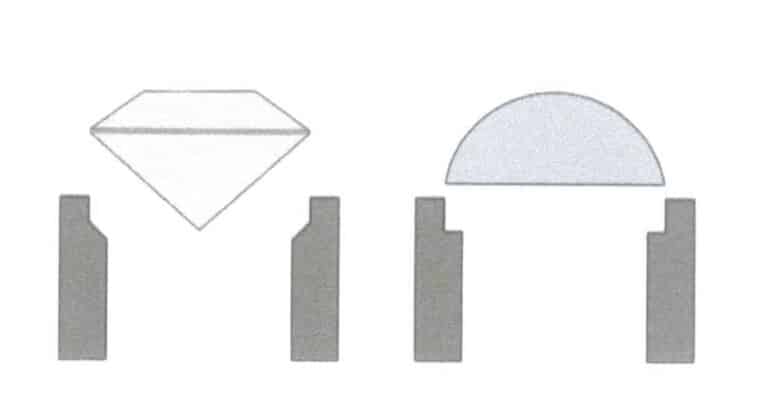
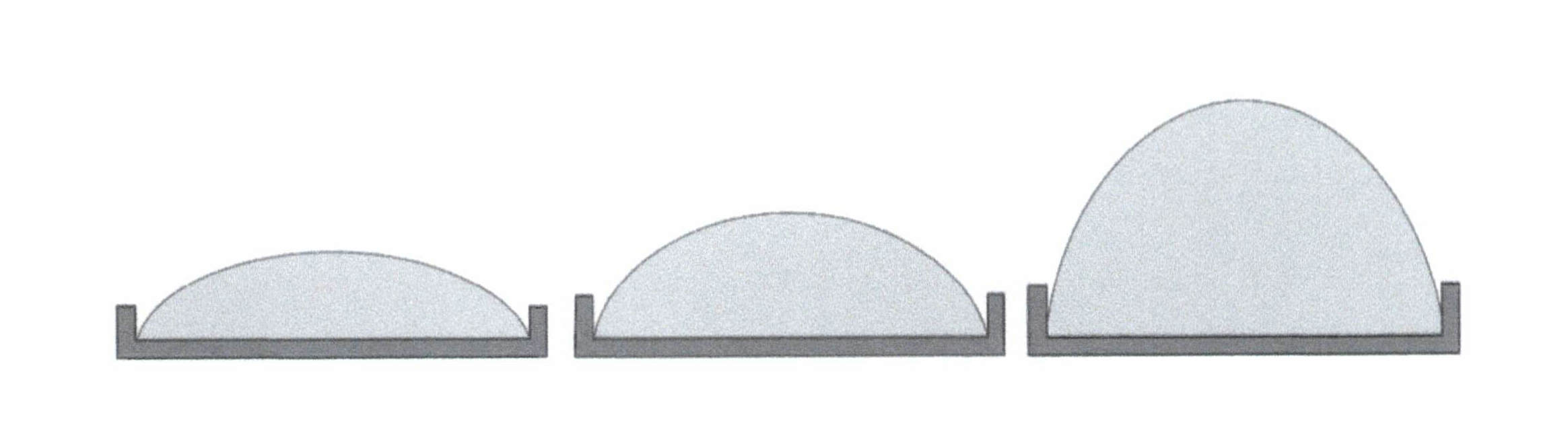
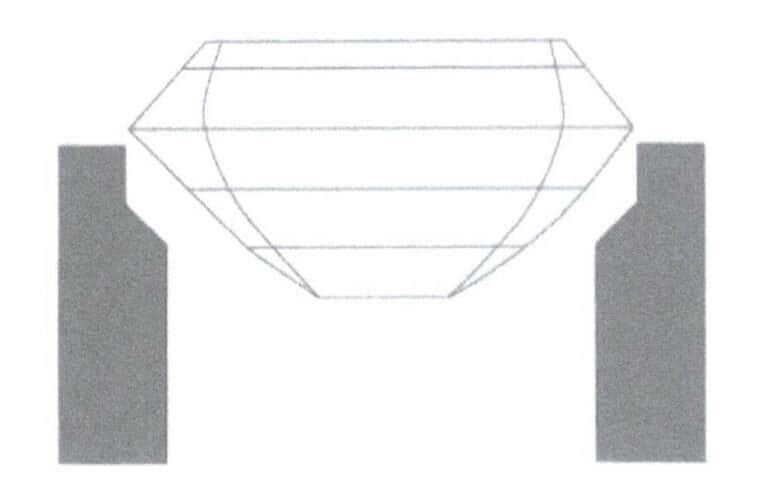
Figur 2-60 Tverrsnitt av steininnfatningens posisjon for fasetterte edelstener og cabochon-edelstener i innfatninger
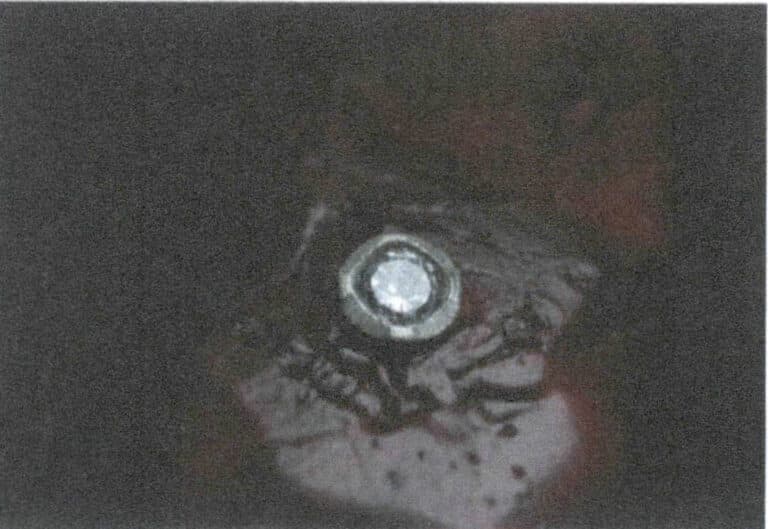
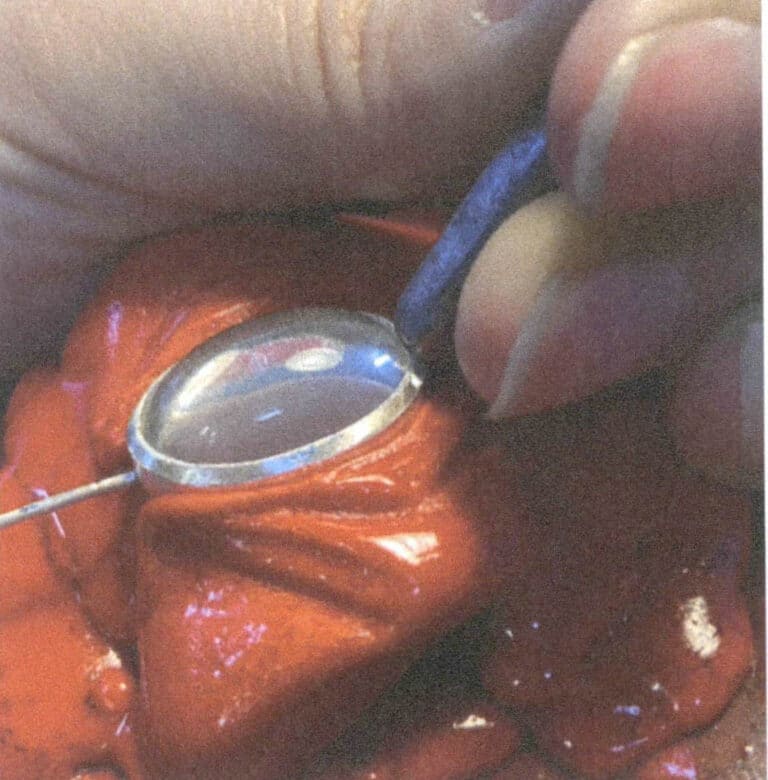
Figur 2-61 Punktfiksering
Figur 2-62 Syklisk kantpressing

Figur 2-63 Reparasjon av metallkantens innside med en skyver
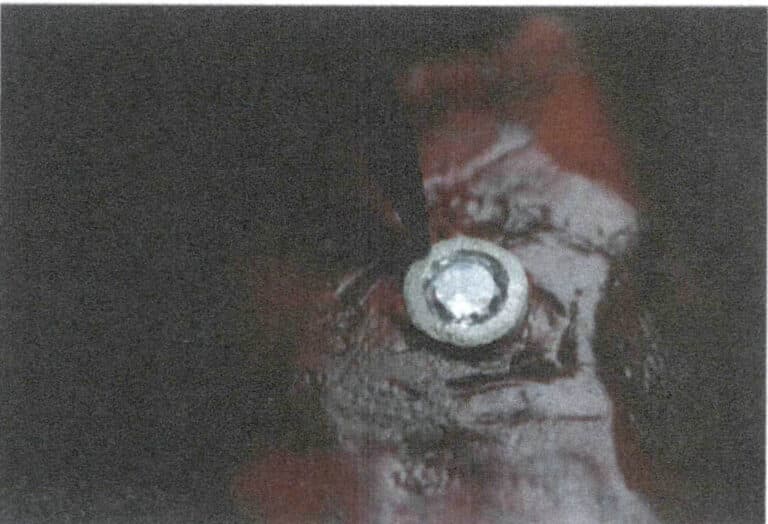
Figur 2-64 Ferdig innfatning med rund briljantslipt edelsten
Figur 2-65 Tverrsnitt av en rektangulær briljantslipt edelsten med innfatning
Figur 2-66 Plassering av det indre sporet i metallkanten på den rektangulære briljantslipte edelstenens innfatning
Figur 2-68 Den røde linjen markerer sagsnittet
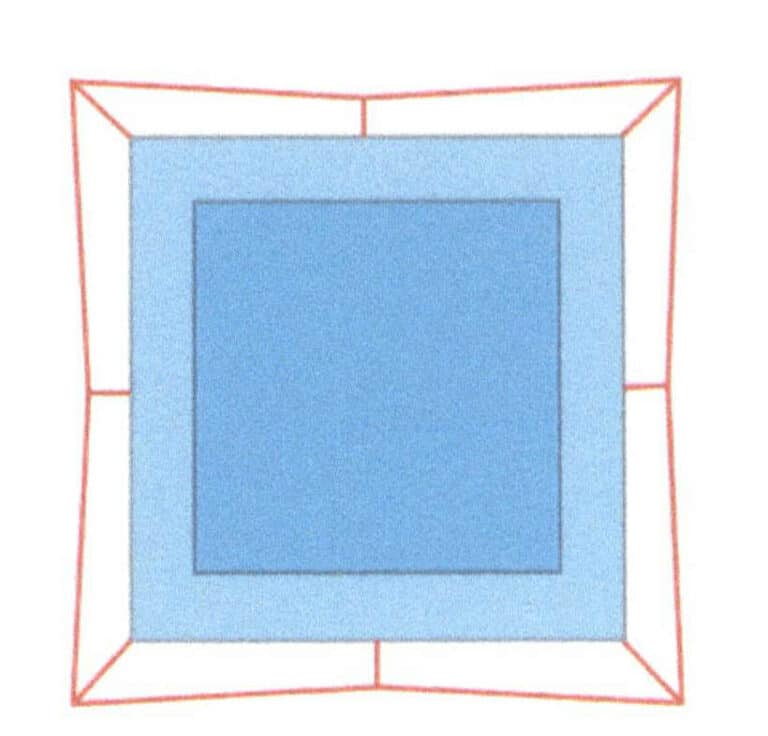
Figur 2-69 Klem metallkanten i rett vinkel i en diagonal rekkefølge
Figur 2-70 Fullfør klemmingen jevnt i alle fire hjørnene
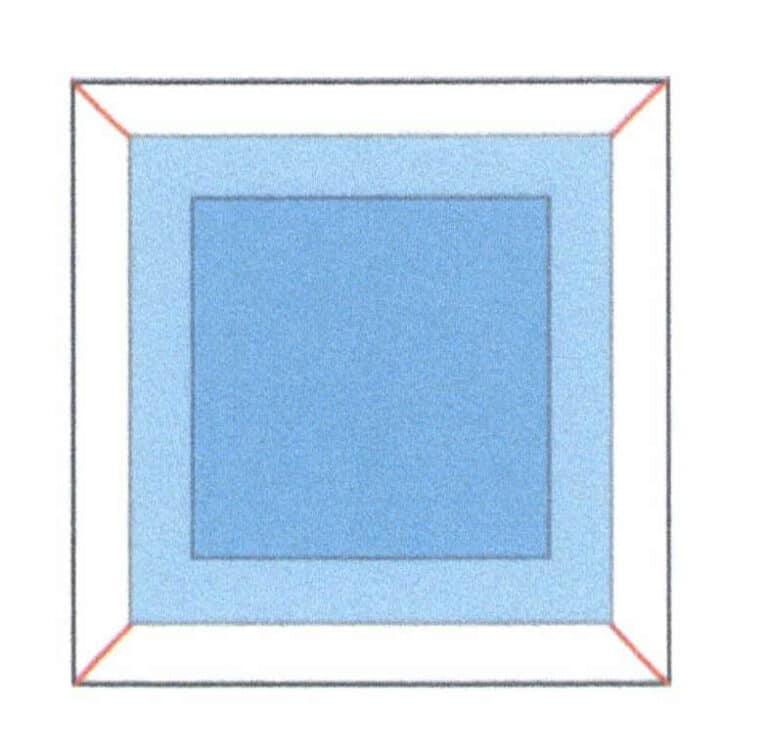
Figur 2-71 Demonstrasjon av feil steinsetting
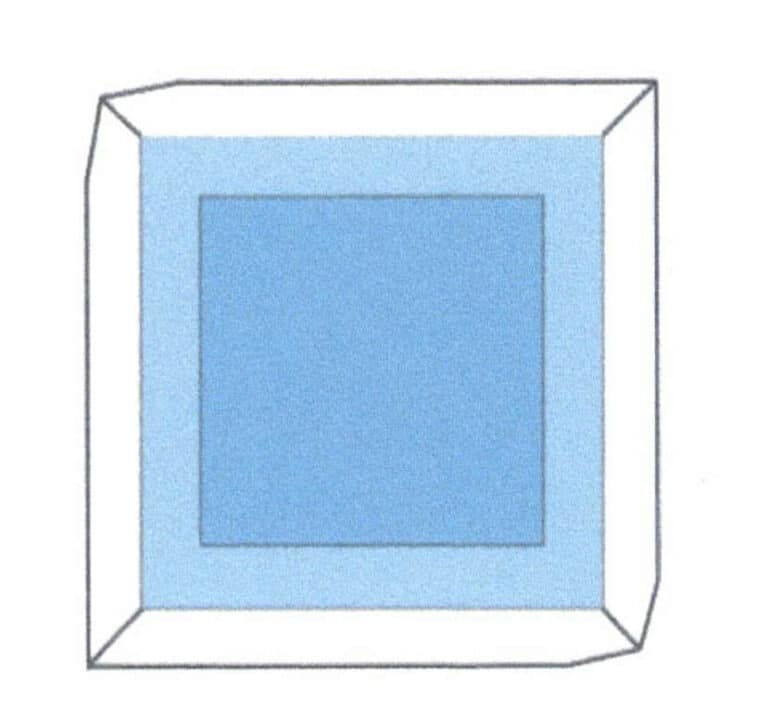
Figur 2-72 Oversiktsbilde av sammenpresset metallkant

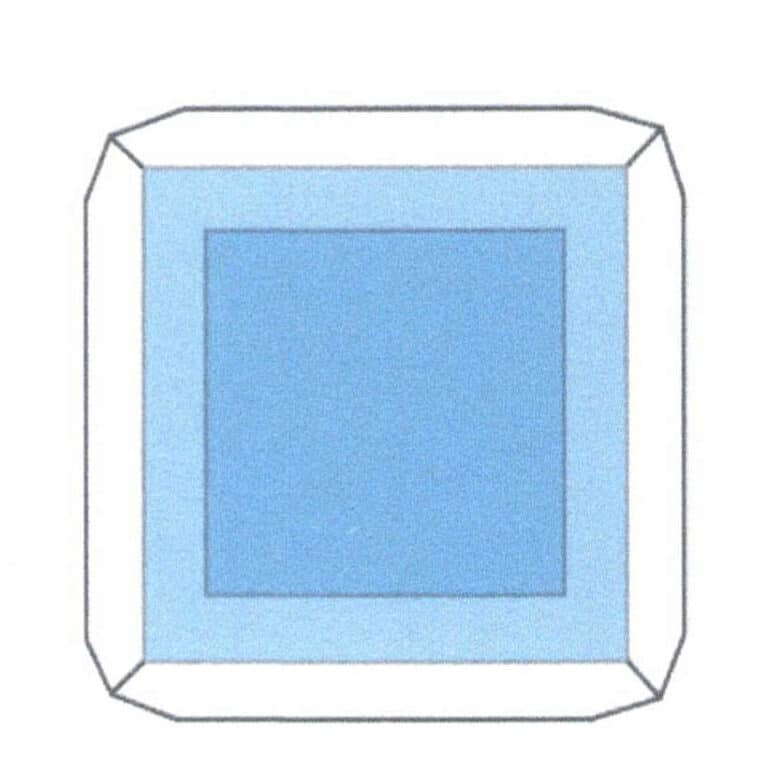
Figur 2-73 Sidebilde av metallkant
Figur 2-74 Innstillingsring for ramme (1)

Figur 2-75 Innstillingsring for ramme (2)
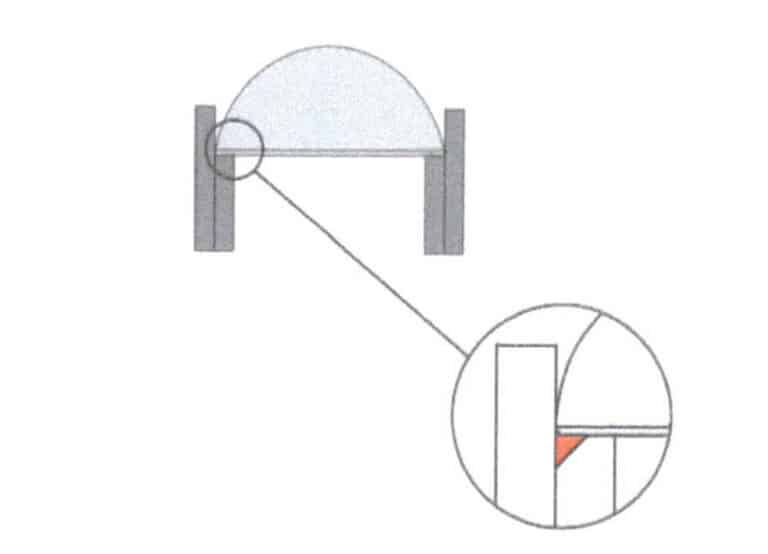
Figur 2-76 Tverrsnitt av innstillingen på den indre skulderrammen
Figur 2-77 Vinkelbehandling av sveiseposisjonen mellom metallkanten og det indre metallstykket


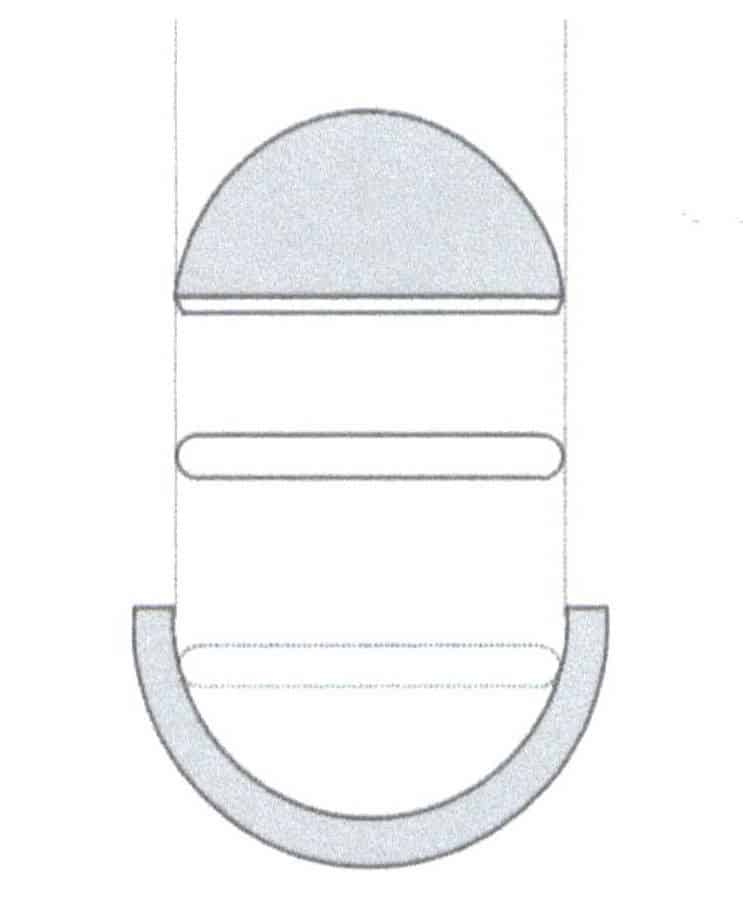
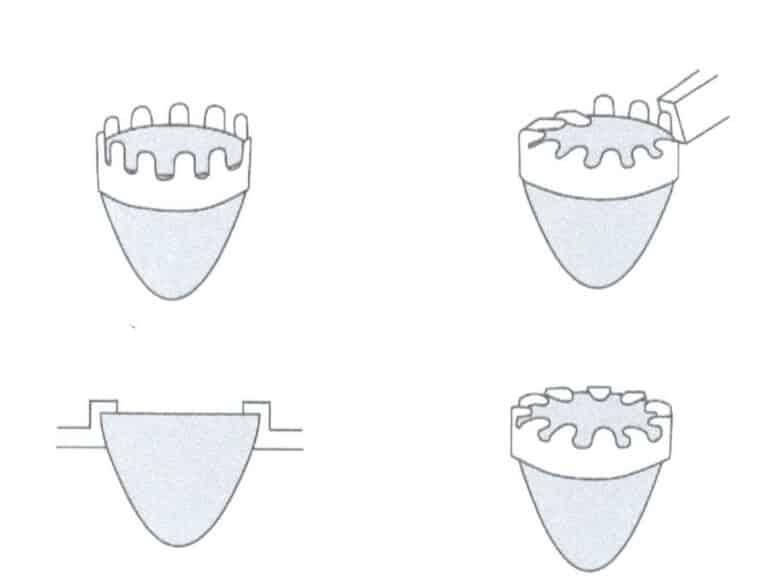
Figur 2-80 Strukturdiagram over skålformet rammeinnfatning
Figur 2-81 Tverrsnitt av en skålformet innfatning med metallstruktur
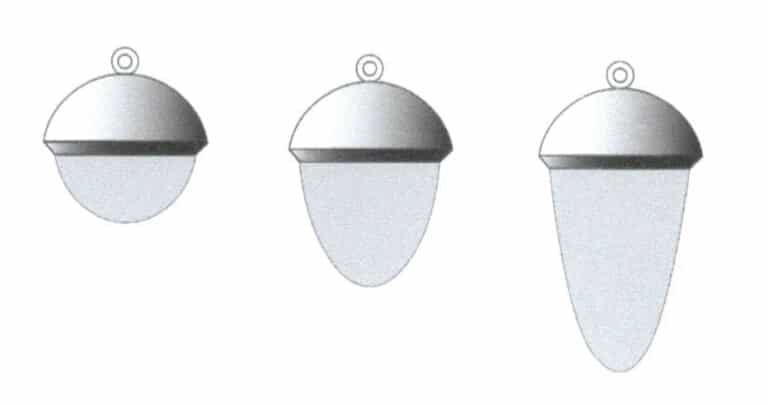
Figur 2-82 Skålformet innfatning brukt på cabochon- og koniske edelstener

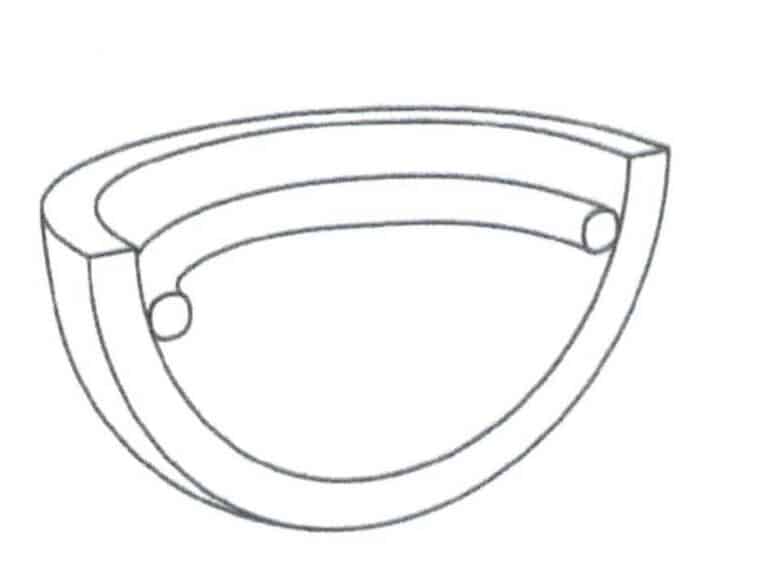
Figur 2-83 Skålformet innfatning
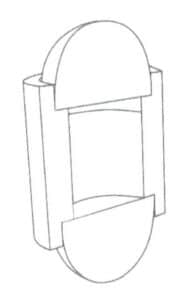
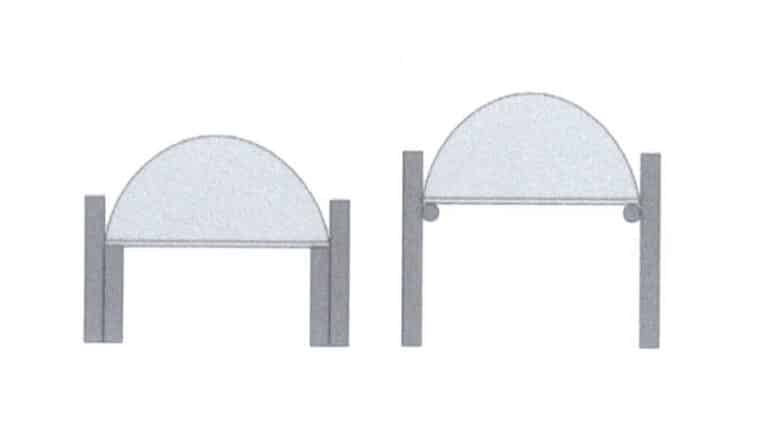
Figur 2-84 Tverrsnitt av dobbelthodet rammeinnstilling

Figur 2-85 Innstilling av dobbelthodet ramme

Figur 2-87 1600- og 1800-tallets gull innlagt med perler og edelstener, rund filigran

Figur 2-88 Marokkansk perleornamentikk fra 1700-tallet

Figur 2-89 Innfatning av smykker (1)

Figur 2-90 Innfatning av smykker (2)

Figur 2-91 Innfatning av smykker (3)

Figur 2-92 Innfatning av smykker (4)