Hvordan kontrollerer Sobling kvaliteten på smykkematerialene?
Kvalitetskontroll og feilanalyse av smykkeråvarer
Innledning:
ewelry produksjon krever forskjellige råvarer og hjelpematerialer, og deres ytelse påvirker direkte kvaliteten og produksjonskostnadene for smykkeproduksjon. Derfor er det nødvendig å strengt kontrollere inspeksjonen av rå- og hjelpematerialer i produksjonen for å unngå å legge inn ukvalifiserte materialer.
Samlet sett inkluderer materialene som brukes til smykkeproduksjon hovedsakelig edelmetallmaterialer som gull, sølv, platina og palladium; Fylte legeringsmaterialer for fremstilling av forskjellige karatlegeringer; edelstenematerialer som diamanter, rubiner, safirer og jade; hjelpematerialer som brukes i flere hovedprosesser som fremstilling av smykkeform, smykkestøping, innfatning av steiner, etterbehandling og polering, galvanisering, hvorav noen har en direkte innvirkning på kvaliteten på smykkeprodukter.

Innholdsfortegnelse
Seksjon Ⅰ Kvalitetskontroll av edelmetallråvarer
Hovedinnholdet i master mold kvalitetskontroll inkluderer form, størrelse, vekt, struktur, overflatekvalitet, støping gran, etc.
Del 1. Ren gullklump
Gull er et av de mest brukte råvarene i produksjon av smykker av edelt metall. Bedrifter kjøper vanligvis rene gullklumper fra raffineringsanlegg, leverandører av edelt metall, etc., for å forberede materialer som 24K gull, 18K gull og forskjellige karat gull.
1. Renhetskravene til rene gullbarrer
forberede materialer som 24K gull, 18K gull og ulike karat gull.
Renheten til rene gullklumper er grunnlaget for å garantere finheten til gullsmykker. I 1999 utstedte American Society for Testing and Materials (ASTM) standarden ASTM B562-95, "Standard Specification for Refined Gold", og reviderte den i 2005 og 2012. Standarden spesifiserer det tillatte spekteret av urenhetselementer i rene gullklumper, som vist i tabell 4-1, som er den eneste standarden som brukes for gullklumper med høy renhet. Blant dem indikerer klasse 99,5% et gullinnhold på ikke mindre enn 99,5%; 9995 indikerer et gullinnhold på ikke mindre enn 99,95%, og så videre.
For rent gull av klasse 99,5% er det kun minimumsinnholdet av gull som må testes, og det er det eneste renhetsnivået som krever måling av gullinnholdet. Gullinnholdet beregnes ved hjelp av differansemetoden for andre renhetsgrader av rent gull. I 9995 rent gull må fem elementer testes, inkludert sølv, kobber og palladium, tre elementer som ofte brukes i gulllegeringer. De to andre elementene er jern og bly, som er urenheter som kan ha alvorlig innvirkning på materialbehandlingen. I 99.99%-gull må mange flere elementer testes, inkludert arsen, vismut, krom, nikkel, mangan, magnesium, silisium, tinn osv. Imidlertid er 99.995% av gull, arsen og nikkel fjernet.
Tabell 4-1 ASTM B562 maksimalt tillatt innhold av urenheter i rene gullnuggets
Enhet for metallinnhold: x10-6
| Ren gullkvalitet | 995 | 9995 | 9995 | 9999 |
|---|---|---|---|---|
| Sterling sølv | / | 350 | 90 | 10 |
| kobber | / | 200 | 50 | 10 |
| palladium | / | 200 | 50 | 10 |
| jern | / | 50 | 20 | 10 |
| bly | / | 50 | 20 | 10 |
| silisium | / | / | 50 | 10 |
| Magnesium | / | / | 30 | 10 |
| Arsen | / | / | 30 | / |
| Vismut | / | / | 20 | 10 |
| Blikk | / | / | 10 | 10 |
| Krom | / | / | 3 | 3 |
| Nikkel | / | / | 3 | / |
| Mangan | / | / | 3 | 3 |
Urenheter i rent gull deles inn i tre kategorier: metall, ikke-metall og radioaktive stoffer. Metallforurensninger er relativt enkle å analysere. Platina er et vanlig sporelement i rent gull. Det er likevel ikke oppført i standarden, hovedsakelig fordi platina er mer verdifullt enn gull og ikke skader produksjonsevnen til gull. Andre platinagruppeelementer som rhodium, rutenium, osmium og iridium er heller ikke oppført. Det er vanskelig, dyrt og lite praktisk nyttig å analysere disse grunnstoffene. Derfor velger man noen ganger å bruke ett enkelt grunnstoff for å gjenspeile mengden av denne gruppen grunnstoffer, for eksempel palladium som indikator for platinagruppen. Når palladiuminnholdet er høyt, må andre grunnstoffer i platinagruppen testes; når innholdet er lavt, er det ikke nødvendig å teste. Oksygen, svovel og klor brukes ofte i en eller annen form til gullrensing. De kan danne ikke-metalliske urenheter som forblir i rent gull, men disse typiske ikke-metalliske elementene er ikke oppført i standarden. Radioaktive urenheter som uran og thorium kan forårsake sikkerhetsproblemer med smykker, men nivåene av disse er generelt ubetydelige og er ikke oppført i standarden.
Derfor tar ASTM B562 bare hensyn til noen metalliske elementer, men ignorerer mange andre. For å sikre kvaliteten på produktet kan produksjonsbedrifter be om at disse elementene blir oppført, som eksplisitt nevnt i standarden: "Kjøper og selger kan forhandle om visse begrensede elementer."
2. Analysemetode for urenhetselementer for rene gullnuggets
Gullinnholdet i rene gullnuggets bestemmes ved hjelp av cupellation, den tidligste analysemetoden. Nøyaktigheten til denne metoden avhenger av flere faktorer, inkludert testmiljøforholdene, presisjonen til testutstyret, anvendelsen av testmetoden osv., noe som kan resultere i betydelige variasjoner i resultatene av samme prøve i samme parti; kalibreringsverdien til standarden svinger voldsomt og er ustabil; dårlig nøyaktighet og presisjon, blant andre problemer. London Bullion Market Association (LBMA) krever at gullanalysene skal kunne raffineres: når testresultatet er større enn eller lik 99,95%, er den tillatte feilen ±0,005%; når testresultatet er mindre enn 99,50% -99,95%, er den tillatte feilen ±0,015%.
Det finnes flere teknikker for å påvise urenheter i rent gull. En vanlig metode er å løse opp gullet først, og deretter analysere innholdet av ulike grunnstoffer ved hjelp av spektroskopiske analysemetoder, inkludert atomabsorpsjonsspektroskopi eller likestrømsplasmaatomemisjonsspektroskopi. Induktivt koblede plasmaspektrometre kan brukes til løsningsanalyse, og i noen tilfeller kan de analysere faste prøver direkte uten behov for oppløsning. Det har to fordeler: Man unngår problemet med uoppløselige urenheter som ikke kan påvises, og deteksjonsnøyaktigheten påvirkes ikke av glassvarer og reagenser. Det finnes også andre metoder for å unngå oppløsning av prøven, for eksempel massespektrometre og røntgenfluorescensspektrometre, der massespektrometre er mer egnet til å detektere sporstoffer i materialer med høy renhet.
Selv om cupellasjon er den mest nøyaktige metoden for å påvise gullinnhold, er det nesten umulig å bruke den til å påvise urenheter i rene gullnuggets, fordi denne metoden innebærer å samle edelmetaller fra en spesifikk prøve, samle dem i perler og deretter sammenligne vekten av perlene med den opprinnelige prøven, noe som er begrenset til å påvise innholdet av alle edelmetallelementer. Selv om cupellation kan avgjøre om gullinnholdet er 99,5% eller 99,9%, eller til og med 99,99%, kan den ikke identifisere hvilke urenheter som er til stede og deres respektive mengder. Derfor spesifiserer ASTM B562 kun et minimumsinnhold av gull på 99,5% ved bruk av cupellasjon; når innholdet av urenheter er høyere, detekteres innholdet av de viktigste urenhetselementene, og resten antas å være gull. Alle større urenheter må tas i betraktning; ellers vil det beregnede gullinnholdet være feil.
Ovennevnte deteksjonsmetoder brukes hovedsakelig til å analysere det gjennomsnittlige innholdet av urenhetselementer i rene gullklumper for å produsere rene gullklumper. Flere deteksjonsteknologier er mer egnet for smykkeproduksjonsbedrifter, spesielt skanningelektronmikroskopet (SEM) utstyrt med et dispersivt røntgenspektrometer (EDS), som kan fokusere på en bestemt del av prøven for lokal deteksjon. Hvis smykkene for eksempel har defekter som sprekker eller harde flekker i visse områder, kan sonder konsentreres på disse områdene for å analysere sammensetningen. Dette er spesielt praktisk fordi mange skadelige urenheter har en tendens til å segregere til korngrenser, gitterforvrengningssteder osv., noe som resulterer i mye høyere innhold av urenheter på disse stedene enn gjennomsnittet, noe som kan føre til problemer med produktkvaliteten. Derfor må smykkeproduksjonsbedrifter være oppmerksomme på gullinnholdet i rene gullklumper og være klar over at noen sporforurensningselementer kan segregere under støpeprosessen, noe som fører til svært høyt lokalt innhold.
[Case 4-1] Analyse av sammensetningen av rene gullklumper.
Velg tilfeldig rene gullklumper produsert av forskjellige raffineringsprodusenter og bruk et glødeutladningsmassespektrometer for deteksjon, og analyser 17 typer metallelementer; resultatene er vist i tabell 4-2.
Tabell 4-2 Analyseresultater av rene gullnuggets produsert av ulike produsenter av edelmetallraffinering
Produsenter #1-8, Metallinnholdsenhet: x10-6.

For prøver produsert på forskjellige tidspunkter fra samme raffineri ble innholdet av urenheter analysert og påvist, som vist i Tabell 4-3.
Tabell 4-3 Analyseresultater for ulike partier av rene gullnuggets produsert av samme raffineringsanlegg
Enhet for metallinnhold: x10-6

Renhetsgrensen som kreves av referansestandarden er at bare 8 av 9 raffinerier oppfyller standardkravene, og ett selskaps produkt må kvalifiseres, og inneholder 200 x10-6 urenheter. Sølv er den viktigste urenheten, mye høyere enn andre urenheter; for 99,99% rent gull varierer sølvinnholdet fra 20 x10-6 til 70 x10-6; for 9995 gull, sølv når 120×10-6, andre elementer mindre enn 10 x 10-6etterfulgt av jern og kobber, ca. 5 x10-6, bly ca. 1 x10-6og de resterende ca. 1 x 10-6 elementer inkluderer palladium, silisium, platina, etc. Innholdet av urenheter i rene gullklumper produsert av det samme raffineringsanlegget svinger mer eller mindre til forskjellige tider. Derfor bør smykkeselskaper prioritere å velge raffineringsbedrifter med gode kvalifikasjoner når de kjøper rene gullklumper.
3. Innvirkningen av urenheter i rene gullklumper
Noen urenheter som bly, vismut og arsenikk i rene gullklumper vil alvorlig forringe ytelsen til gull. I kontrast, andre komponenter, for eksempel silisium, jern, etc., noen ganger også bringe skadelige effekter.
3.1 Leder
[Sak 4-2] Skjørt brudd på smykker i 18K hvitt gull

Beskrivelse av defekten:
Et bestemt smykkefirma har produsert smykker i 18K hvitt gull i mange år. I løpet av en viss periode var det problemer med batchkvaliteten. Etter at smykkene var støpt og formet, kunne de gå i stykker med liten kraft under innfatnings- eller innleggsprosessen, med bruddmorfologien som vist i figur 4-1. Dette problemet hadde aldri forekommet før. Fabrikken prøvde ulike løsninger, blant annet å bytte ut de fylte legeringene, bytte gran, justere støpetemperaturen osv.
Produksjonsundersøkelse:
Fra bruddets morfologi har støpingen ikke åpenbare krympingshull eller løshet, noe som indikerer at bruddet ikke er forårsaket av utilstrekkelig tetthet som reduserer styrken; bruddflaten viser ingen formbar deformasjon, og presenterer et typisk sprøtt brudd. Derfor ble forholdene i produksjonsprosessen undersøkt. Fabrikken brukte presisjonsstøping med gipsformer; ringen hadde to graner, gipstemperaturen under støping var 650 ℃, metallvæskens helletemperatur var 1040 ℃, og gipsformen ble luftkjølt i 15 minutter før den ble slukket. Ved smelting av ingrediensene ble 50% gammelt gull og +50% nytt gull brukt, med det gamle gullet som ble brukt for tredje gang. For støping av K hvitt gullsmykker er de ovennevnte produksjonsprosessforholdene som brukes av fabrikken relativt standard og bør ikke forårsake batch sprøhet. Det spekuleres i at skadelige urenhetselementer kan ha blitt blandet inn i metallmaterialet.
Ved inspeksjon av kilden til det nye gullet ble det funnet at på grunn av presserende produksjonsbehov tidligere ble det kjøpt en liten mengde rene gullklumper fra en liten raffineringshandler, ledsaget av et røntgenfluorescensspektrumsanalyseresultat som viste at gullets renhet nådde 99,99%. Ettersom XRF er en overflateanalyse og sporstoffer er utfordrende å analysere nøyaktig, anbefales det at fabrikken tar ut en liten mengde rene gullprøver for cupellasjonsanalyse ved et analysesenter. Resultatene viste at blyinnholdet i de rene gullklumpene nådde 110 x10-6.
Årsaksanalyse:
Bly er et av de mest skadelige elementene i gull, og det påvirker direkte bearbeidbarheten. Allerede i 1894 fant man ut at et for lavt blyinnhold ville gjøre gullet sprøtt. Dette skyldes at bly danner mellomfaser som Au2Pb AuPb2 AuPb3 i gull, som er faser med lavt smeltepunkt og høy sprøhet, noe som forringer metallets prosessytelse betydelig. Likevektsfasediagrammet for gull-bly-legeringer i figur 4-2 viser at når blyinnholdet når et visst nivå, vil det dannes en viss sammensetning av mellomfasen. Selv om blyinnholdet i gull er minimalt i faktiske produksjonsprosesser, vil bly, på grunn av blyets lave løselighet i gull og mye lavere smeltepunkt enn gull, være utsatt for segregering under avkjølings- og størkningsprosessen, bli avvist av korngrensene og danne klynger.
Når blyinnholdet i klyngene når en viss mengde, vil det dannes en blyrik gull-bly-mellomfase som reduserer materialets formbarhet. Når blyinnholdet øker, vil det dannes flere gull-bly-mellomfaser. Når blyinnholdet når 600 x10-6, kobberholdige og rene gulllegeringer kan ikke valses. Mange smykkeselskaper anser 50 x10-6 som øvre grense for akseptabelt blyinnhold

3.2 Vismut
Vismut er også et av de mest skadelige grunnstoffene i gull, og dets innvirkning på den mekaniske bearbeidingsytelsen kan sammenlignes med den for bly. Figur 4-3 viser fasediagrammet for binære legeringer av gull og vismut. Vismut har nesten ingen løselighet i gull. Under avkjølings- og størkningsprosessen vil vismut segregere og akkumuleres ved korngrensene og danne gull-vismut-mellomfaser, noe som påvirker gullets smidighet betydelig og fører til at produktene er utsatt for sprøbrudd.
3.3 Jern
Jernets rolle i gull bør ses i to aspekter. På den ene siden kan det fungere som et legeringselement. Jernholdige gulllegeringer har blitt brukt i Europa. Ved å kombinere med andre legeringselementer kan gulllegeringer som dannes oppnå en vakker blå fargeeffekt når de oksideres ved middels temperaturer i lang tid. De siste årene har jern også blitt prøvd som et blekemiddel for å produsere K hvitt gullmaterialer.
På den annen side påvirker jern i betydelig grad gullets støpeytelse. Figur 4-4 viser fasediagrammet for den binære gull-jernlegeringen. Fra et termodynamisk perspektiv kan jern oppløses i rent gull, men på grunn av det betydelig høyere smeltepunktet enn rent gull, forårsaker det


Det er ikke lett å løse opp i gull. Anta at gull inneholder 100 x10-6 av jern. I slike tilfeller er det vanskelig å oppnå en jevn sammensetning, noe som fører til segregering i støpegodset og den såkalte "hard spot"-feilen, som vist i figur 4-5.

(Fra David J. Kinneberg et al., Gold Bulletin, 1998)
3.4 Silisium
Figur 4-6 viser at silisium er nesten uoppløselig i gull. Når silisiuminnholdet overstiger 200 x10-6 I Au-Si-legeringen vil det dannes eutektiske silisiumfaser ved korngrensene, som vist i Figur 4-7, med et smeltepunkt på bare 363 °C, som er svært sprøtt og utsatt for varmsprengning. Silisiumets sprøhetseffekt er relatert til legeringens totale mengde gull og sølv. Med økningen i den totale mengden gull og sølv reduseres legeringens fleksibilitet, og sprøheten øker når silisiuminnholdet overstiger en bestemt kritisk verdi. Med andre ord, når gullets finhetsgrad øker, synker den tillatte mengden silisium. Når det nominelle silisiuminnholdet i 14K gull overstiger 0,175wt%, vil det oppstå silisiumrike faser ved korngrensene. Når mengden silisium overstiger 0,05wt% i 18 KY, er det utsatt for sprøhet.

3,5 Iridium
[Sak 4-3] Hard punktfeil i 18K hvitgullring
Beskrivelse av defekten:
Under poleringen ble det funnet harde punkter på overflaten, som viste seg som store enkeltkorn eller reirlignende små kornklynger. Arbeidsstykket er komplekst å polere lyst, med mange riper, som vist i figur
Etterforskning av produksjonen:
Fabrikken bruker to formingsmetoder, støping og stempling, som begge har opplevd lignende defekter i produktene sine. Defektene dukket ikke bare opp i resirkulerte materialer, men også i nyblandede gulllegeringer. Det kan utledes at feilene ikke er relatert til formingsmetodene, og at problemet bør ligge i metallmaterialet eller gullsmeltemetoden. Undersøkelsen viste at gullet ble smeltet i en smelteovn med inertgassbeskyttelse, og at smeltetemperaturen var tilstrekkelig kontrollert, noe som utelukker at smeltemetoden var den viktigste årsaken.

(fra David J. Kinneberg et al., Gold Bulletin, 1998)

Årsaken skal finnes i metoden for metallmaterialer. Ved inspeksjon av de rene gullklumpene og de fylte legeringene som ble brukt til fremstilling av metallmateriale, ble det funnet at de fylte legeringsmaterialene som ble brukt var fra den opprinnelige beholdningen, som hadde vært relativt stabile og ikke hadde støtt på slike problemer tidligere, mens når det gjelder rene gullklumper, førte et nylig innkjøp av et parti rene gullklumper til at problemet oppstod etter bruk av dette partiet gull. Prøver ble tatt fra dette partiet med rene gullklumper og analysert ved hjelp av kjemiske analysemetoder, noe som avslørte et relativt høyt iridiuminnhold, som nådde 0,03wt%
Analyse av rotårsaker:
Iridium har et svært høyt smeltepunkt, og hvis det ikke håndteres riktig under smeltingen, vil det ikke være lett å oppløse seg jevnt i gullvæsken. Iridium har dessuten svært lav løselighet i fast form i gull, og den er enda lavere i flytende tilstand. Iridium med høyt smeltepunkt kan foretrekke å felle ut og samle seg under størkning, noe som fører til ujevn fordeling. På grunn av iridiums betydelig høyere hardhet enn gull, dannes det harde punkter eller klynger av harde punkter når de når overflaten, noe som forårsaker riper og komethaler under polering.
4. Rensing av gull
Når det oppstår for store skadelige urenheter i rent gull eller gulllegeringsmaterialer, må materialene vurderes for rensing. Det finnes forskjellige metoder for rensing av gull, og deres primære prosesser og egenskaper er som følger:
4.1 Sammenslåingsmetode.
Dette er en relativt gammel rensemetode. Ved amalgamering blandes gull, kvikksølv og vann og males kontinuerlig til det ikke er noen gullpartikler igjen, slik at det dannes en metallisk forbindelse av gull og kvikksølv. Svovelpulver blandes med det kombinerte gullet og males, og deretter varmes det opp og ristes i luften for å fordampe overflødig kvikksølv. Uedle metaller danner først metallsulfider og senere metalloksider. Etter å ha gjentatt disse operasjonene flere ganger, smeltes materialet om til nuggets ved hjelp av boraks som flussmiddel. Uedle metalloksider reagerer med boraks og danner lavsmeltende stoffer som flyter på væskeoverflaten, mens rent gull legger seg på bunnen.
Denne metoden er egnet for behandling av grove gullpartikler som fanges opp av kvikksølv. Renheten av gull avhenger av grundigheten av amalgamering og svovelisering. Når det behandles godt, kan renheten av gull nå over 99%. På grunn av bruken av det giftige elementet kvikksølv har denne metoden i stor grad blitt eliminert.
4.2 Aqua regia rensemetode.
Rågullet som skal renses, løses opp i kongevann, og en liten mengde saltsyre varmes opp og tilsettes flere ganger til det ikke lenger dannes gul gass. Juster pH-verdien, og tilsett reagenser som natriumbisulfitt, oksalsyre eller metaller som sinkpulver eller kobber. Etter produksjonen av svampgull, hell ut væsken, skyll den flere ganger med avionisert vann, varm den deretter opp med svovelsyre i en halv time, skyll igjen med avionisert vann, vask med salpetersyre i en halv time, og skyll til slutt med avionisert vann. Det rensede svampgullet kan støpes i Nuggets etter tørking, med en renhet på opptil 99,95%.
4.3 Elektrolysemetode
Dette er en mer vanlig metode. Den bruker gull som anode, rent gull eller rustfritt stål som katode og konsentrert saltsyre som elektrolytt. Under påvirkning av det elektriske feltet avsettes og renses gullet på katoden, med en renhet på opptil 99,95%. Denne metoden er imidlertid relativt treg, har lang arbeidstid og krever utskifting av elektrolytt i tide under produksjonen.
4.4 Granulering ved hjelp av dråpemetode
Dette er også en vanlig teknisk metode. Først tilsettes sølv til det rågullmaterialet som skal raffineres, i forholdet ( 2,2-3,0):1 . De smeltes sammen ved hjelp av boraks som slaggdannende middel. Etter at gullet og sølvet er smeltet og omrørt jevnt, helles de i kaldt vann for å få granulat av en bestemt størrelse. Granulatene plasseres i et begerglass; salpetersyre tilsettes for å fjerne sølv; salpetersyresølvet helles av etter reaksjonen, og konsentrert salpetersyre tilsettes og kokes i 40 minutter; denne operasjonen gjentas, skylles deretter flere ganger med varmt vann til væsken er fri for hvit farge, skyll flere ganger til for å få et rent gullpulver. Renheten kan nå 99,8% eller mer.
4.5 Ammoniumklorid-metoden
Denne metoden er mer egnet for rensing av gullpulver. Større gullstykker må først granuleres til små partikler eller presses til tynne ark for å øke kloreringshastigheten.
Bruk først metoder som saltsyre + bordsalt + hydrogenperoksid, saltsyre + bordsalt + klorgass eller saltsyre + bordsalt + perklorsyre for å løse opp gull til AuCl3 væske, og varm deretter opp løsningen for å fjerne oksiderende gasser. Fjern ikke-metalliske stoffer, vask resten med vann flere ganger, juster pH-verdien til 13 med ammoniakk, bruk reduksjonsmidler som formaldehyd for å redusere gull, og varm opp løsningen for nitratfordampning. Renheten oppnådd ved denne metoden kan nå 99,95%.
Del 2 Pure Silver Nugget
Rent sølv deles inn i tre kvaliteter avhengig av den kjemiske sammensetningen: IC - Ag99,99, IC - Ag99,95 og IC-Ag 99,90.
Tabell 4-4 Område for tillatte urenheter i rene sølvklumper (Enhet: %)
| Sølvkvalitet | Ag | Cu ≤ | Bi ≤ | Fe ≤ | Pb ≤ | Sb ≤ | Pd ≤ | Se ≤ | Te ≤ | Totalt antall urenheter ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| IC - Ag99.99 | 99.99 | 0.003 | 0.0008 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0005 | 0.0005 | 0.01 |
| IC - Ag99,95 | 99.96 | 0.025 | 0.001 | 0.002 | 0.015 | / | / | / | / | 0.005 |
| IC - Ag99.90 | 99.9 | 0.05 | 0.002 | 0.002 | 0.025 | / | / | / | / | 0.1 |
På samme måte som rent gull, er bly, vismut, arsenikk osv. også svært skadelige elementer i rent sølv. Figur 4-9 og 4-10 viser henholdsvis fasediagrammet for sølv-bly-legeringer og fasediagrammet for sølv-vismut-legeringer. Deres faste løselighet i rent sølv er minimal, noe som gjør dem enkle å krystallisere.


På samme måte som rent gull, er bly, vismut, arsenikk osv. også svært skadelige elementer i rent sølv. Figur 4-9 og 4-10 er henholdsvis fasediagrammet for sølv-blylegering og fasediagrammet for sølv-vismutlegering.
Silisium er svært lite løselig i rent sølv, og de har en tendens til å polarisere seg ved korngrensene og danne mellomfaser med lavt smeltepunkt, noe som resulterer i sprø materialer. Silisium har nesten ingen faststoffløselighet i rent sølv, som vist i figur 4-11, og brukes hovedsakelig som antioksidant i sølvlegeringer, men når silisiuminnholdet overstiger et visst nivå, vil det føre til at materialet blir sprøtt.

I kvalitetskontrollen av rent sølv er det å påvise sporforurensninger det mest kritiske målet for ren sølvkvalitet. Ved bruk av atomabsorpsjon eller spektrofotometri spesifiserer imidlertid den nasjonale standarden analysen av bare bly, kobber, jern, selen, palladium, antimon, tellur og vismut. Denne metoden kan bare bestemme urenheter én og én, og prosedyren krever flere trinn, noe som gjør analysen kompleks og tidkrevende. I internasjonal handel er deteksjonskravet for sporforurensninger i rent sølv 23 typer. Derfor har noen testinstitusjoner forsøkt å bruke induktivt koblet plasma-atomemisjonsspektrometri for kontinuerlig å bestemme urenhetselementer i rent sølv, og oppnådd gode resultater. Denne metoden kan gi rimelige deteksjonsgrenser, minimal matriksinterferens, et bredt lineært dynamisk område, enkelhet, nøyaktighet og pålitelighet.
Del 3 Pure Platinum Nugget
Den internasjonale standarden "ASTM B561:2005 Refined Platinum Specifications" spesifiserer kravene til renhet og urenhetselementer for ren platina. Standarden "GB/T1419-2004 Sponge Platinum" vedtar også lignende bestemmelser, som vist i Tabell 4-5.
Bly, vismut og andre urenheter er svært skadelige. Deres faste løselighet i ren platina er nesten null. Under smelting og størkning er de lette å aggregere ved korngrensene, og danner sprø mellomfaser med lav smelting, noe som alvorlig forverrer legeringens prosesseringsytelse.
Tabell 4-5 Område for tillatt innhold av urenheter i rene platinaklumper (Enhet: %)
| Platium Grade | SM-Pt99.99 | SM-Pt99,95 | SM-Pt99.9 | |
|---|---|---|---|---|
| Platiuminnhold ≥ | 350 | 90 | 10 | |
| Urenheter ≤ | Pd | 0.003 | 0.01 | 0.03 |
| Rh | 0.003 | 0.02 | 0.03 | |
| Ir | 0.003 | 0.03 | 0.03 | |
| Ru | 0.003 | 0.003 | 0.04 | |
| Au | 0.003 | 0.01 | 0.03 | |
| Ag | 0.001 | 0.005 | 0.01 | |
| Cu | 0.001 | 0.005 | 0.01 | |
| Fe | 0.001 | 0.005 | 0.01 | |
| Ni | 0.001 | 0.005 | 0.01 | |
| Al | 0.003 | 0.005 | 0.01 | |
| Pb | 0.002 | 0.005 | 0.01 | |
| Mn | 0.002 | 0.005 | 0.01 | |
| Cr | 0.002 | 0.005 | 0.01 | |
| Mg | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Sn | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Zn | 0.002 | 0.005 | 0.01 | |
| Bi | 0.002 | 0.005 | 0.01 | |
| Ca | - | - | - | |
| Totalt antall urenheter ≤ | 0.01 | 0.05 | 0.01 | |
Merknad:
a. Kontrollgrensene og analysemetodene for grunnstoffer og flyktige stoffer som ikke er spesifisert i tabellen, skal fastsettes ved gjensidig avtale mellom leverandøren og etterspørselssiden.
b. Ca er et ikke-obligatorisk testelement.


Del 4 Inspeksjonsmetoder for edelmetallmaterialer
Etter at smykkeselskapet har kjøpt edelmetallmaterialer fra markedet, må det gjennomføre en innkommende inspeksjon, og inspeksjonsmetoden er vist i tabell 4-6.
Tabell 4-6 Inspeksjonsmetoder for innkjøpte edelmetallmaterialer
| Inspeksjonselementer | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsverktøy | Godkjenningskriterier |
|---|---|---|---|---|
| Faktura | Verifisering av leverandørinformasjon, modellnummer, identifikasjon og beløp på fakturaer | Fullstendig inspeksjon | Manuell verifisering | I samsvar med kontraktskravene |
| Emballasje | Sjekk om emballasjen er intakt | Fullstendig inspeksjon | Sensorisk undersøkelse | I samsvar med kontraktskravene |
| Vekt | Detektering av edelmetallmaterialer Vekt | Fullstendig inspeksjon | Elektronisk vekt Veiing | Implementere standarder "Kvalitetstoleranse for måling av edelmetallsmykker" Forskrifter |
| Innhold | Detektere innhold av edelt metall | Fullstendig inspeksjon | Bruk fluorescensspektrometer eller kjemisk analysemetode | Utfør standard for Kjemisk analysemetode for gull, Kjemisk analysemetode for sølv, Bestemmelse av sølvinnhold ved sølvkloridutfelling-flamme original Atomabsorpsjonsspektrometrimetode》, "Jewelry Gold Content Determination X-ray Fluorescensspektroskopi" |
Seksjon Ⅱ: Innhold av kvalitetskontroll av fyllmaterialer
Innlagte smykker, ulike karat gulllegeringer, sølvlegeringer, platinalegeringer og palladiumlegeringer har alltid utgjort en stor andel av smykkene. Disse legeringsmaterialene fremstilles av rene edelmetaller og andre grunnstoffer for å danne mellomlegeringer. For eksempel fremstilles 18K gull av rent gull og mellomlegeringer, ofte kjent som Filled-materialer. Kvaliteten på Filled-legeringene påvirker direkte kvaliteten på smykkeproduktene. I dag bruker smykkeprodusenter en rekke forskjellige fyllingslegeringsmaterialer, og ytelsen til fyllingslegeringsmaterialer produsert av forskjellige leverandører varierer noen ganger sterkt.
Selv om samme leverandør leverer fyllstofflegeringer, oppstår det ofte svingninger i ytelsen, noe som påvirker produksjonen. Derfor må bedrifter inspisere kvaliteten på et nytt fylt legeringsmateriale når de velger det. Ytelsesevaluering inkluderer hovedsakelig fysiske egenskaper, kjemiske egenskaper, mekaniske egenskaper, prosesseringsegenskaper, sikkerhet og økonomi. Med K-gullfylt legering som et eksempel er det spesifikke innholdet som følger.
Del 5 Fysiske egenskaper
K gullsmykker tilhører kategorien smykker av edelt metall, og det legger også vekt på effekten av overflatedekorasjon. Derfor er det viktig å ta hensyn til og rasjonelt utforme materialets fysiske egenskaper, hovedsakelig reflektert i aspekter som tetthet, farge, magnetisme og smeltepunkt.
5.1 Tetthet
Utvalget av Filled legeringselementer for gullsmykker er bredt. Hvert legeringselement har sin atommasse og tilsvarende tetthet. Ulike legeringssammensetninger vil ha ulik tetthet. For eksempel, i en gull-sølv-kobber-sink-legering er tettheten av sølv 10,5 g/cm3, og tettheten til sink er 7,14 g/cm3. Når sink brukes i stedet for sølv, vil legeringens tetthet reduseres. For et smykke med et fast volum reduseres legeringens vekt, og det kan brukes mindre gull i en legering av samme kvalitet.
5.2 Farge
Som smykker er farge en viktig fysisk egenskap. Smykker gulllegeringer er vanligvis delt inn i farget gull og hvitt gulllegeringer basert på farge. Ved å endre legeringssammensetningsforholdet til K-gull kan materialer i forskjellige farger oppnås. De mest brukte fargene på K-gull inkluderer K-gul, K-hvit og K-rød serie. Nylig har det også blitt utviklet noen få unike farger av K-gullmaterialer.
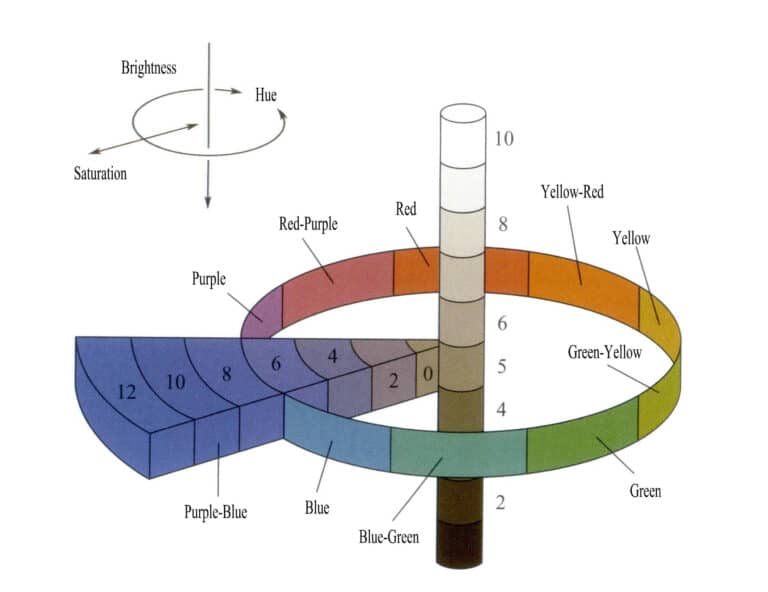
Visuell estimering er en enkel metode for å estimere og beskrive fargen på legeringer. Likevel er denne metoden avhengig av den subjektive oppfatningen til det blotte øyet, noe som gjør det vanskelig å tydelig forklare de ulike gullfargene, som gult, grønt, hvitt og rødt, på språk. For å beskrive fargen og fargestabiliteten til gulllegeringer kvantitativt har smykkeindustrien innført CIELab-systemet for fargemåling av legeringer basert på kromatiske prinsipper. Dette systemet bruker tre koordinater L*, a*, b* for å beskrive farger, som er stabile og pålitelige. Systemet er også et effektivt verktøy for kvantitativ beskrivelse av misfarging av legeringer. For å kunne bestemme og sammenligne farger på legeringer på en enklere måte, har noen land etablert fargestandarder for gulllegeringer og tilsvarende fargekart for sammenligning. Sveits, Frankrike og Tyskland etablerte suksessivt 18K gullfargestandarder: 3N, 4N og 5N. Senere la Tyskland til tre standardfarger for 14K gull: ON, 1N og 8N. Deres plassering i fargekoordinatsystemet er vist i figur 4-14.

【Sak 4-4】 Hvithetsforskjellen på 18K hvitt gull
Problembeskrivelse:
Vi mottok klager fra kunder på smykker i 18 karat hvitt gull som ble eksportert av en bestemt fabrikk. Etter å ha brukt smykket en stund var den lokale pletteringen slitt av, slik at den gulnende metallbasen, som hadde en betydelig kontrast til fargen på pletteringen, ble eksponert, og det ble bedt om retur.
Årsaksanalyse:
Hvitt gull, som en erstatning for platina, krever god hvithet. Derfor er de fleste smykker i hvitt gull rhodiumbelagt på overflaten. Rhodiumbeleggingen er vanligvis veldig kort, ofte kjent som "flash plating", og danner et tynt lag. Etter en tids bruk slites det lett av og avslører den opprinnelige fargen på uedle metaller. I mange tilfeller er det stor kontrast mellom fargen på metallkroppen og fargen på pletteringen. Ved bestemmelse av metallmaterialet spesifiserer leverandøren og etterspørselssiden det generelt bare som 18K hvitt gull. I legeringsfarge brukes en kvalitativ beskrivelsesmetode, noe som lett kan føre til tvister mellom smykkeselskaper og kunder på grunn av inkonsekvente vurderinger. Som svar på dette vanlige problemet har MJSA og World Gold Council
I samarbeid, etter å ha brukt CIELab fargekoordinatsystem for å oppdage fargen på 10KW, 14KW, 18K hvitt gullprøver, ble definisjonen av gulhetsindeksen til K hvitt gull ble ensartet fastsatt ved hjelp av ASTMs gulhetsindeks, som definerer at gulhetsindeksen for "K hvitt gull" skal være mindre enn 32, og deler K hvitt gull inn i 1., 2. og 3. klasse i henhold til farge, som vist i Tabell 4-7.
Tabell 4-7 Hvithetsgrad for K hvitt gull
| Fargekvalitet | Gulhetsindeks YI | Hvithetsnivå | Plettering av rhodium |
|---|---|---|---|
| Nivå 1 | YI< 19 | Veldig hvit | Ikke nødvendig |
| Nivå 2 | 19 < YI < 24.5 | Hvitt er akseptabelt | Kan være belagt eller ikke |
| Nivå 3 | 24.5 < YI < 32 | Dårlig | Må trenge |
Dette klassifiseringssystemet gjør det mulig for leverandører, produsenter og forhandlere å bruke kvantitative metoder for å bestemme fargekravene til K hvitt gull. Når YI overstiger 32, kan det ikke kalles K-hvitt gull.
Siden nikkel og palladium er de viktigste blekeelementene, jo høyere innhold, desto hvitere blir legeringens farge. Imidlertid vil den tilsvarende produksjonsvanskeligheten eller kostnaden øke. Derfor må smykkeselskaper ofte vurdere spørsmålene om farge og prosesseringsytelse grundig når de velger fylte legeringsmaterialer.
5.3 Magnetisk
Som edelmetallsmykker ønsker K-gullsmykker generelt at legeringen skal vise noe annet enn magnetisme for å unngå at forbrukerne tviler og klager på materialets ekthet.
【Etui 4-5】18K hvitt gullring med magnetisme
Problembeskrivelse:
Et smykkefirma produserte et parti 18 karat hvite nikkelringer, som ble returnert og klaget på fordi ringene har sterk magnetisme.
Årsaksanalyse:
I naturen er jern et velkjent metallelement med magnetisme. I tillegg finnes det noen få andre grunnstoffer med magnetisme, som kobolt, nikkel og gallium. Nikkel brukes ofte som blekemiddel i hvitt gull. Tilsetningen av nikkel gjør at gulllegeringen noen ganger utviser en viss magnetisme. Smykker av edelt metall med magnetisme møter ofte tvil og klager fra forbrukerne, så det bør gjøres en innsats for å eliminere magnetismen.
Hvorvidt et stoff utviser magnetisme, avhenger ikke bare av sammensetningen, men også av mikrostrukturen. Noen ganger kan det være forskjeller i magnetisme med de samme grunnstoffene, men med ulike strukturer eller ved ulike temperaturområder. Fasediagrammet for gull-nikkel-legeringen i figur 4-15 kan illustrere dette poenget.
Figur 4-15 Magnetiske overganger i en binær gull-nikkel-legering

Fasediagrammet viser at gull-nikkel-legeringen er en enfaset fast løsning under soliduslinjen og over en bestemt temperatur, som er rik på gull ɑ1 og rik på nikkel ɑ2, begge ikke-magnetiske. Et tofaset område begynner å dukke opp når enfaseområdet med fast oppløsning sakte kjøles ned til en bestemt temperatur. Når temperaturen synker til ca. 340 °C, skjer det en magnetisk overgang. Når sammensetningen av nikkelhvitt gull faller innenfor området for magnetisk overgang, kan legeringen utvise magnetisme.
På grunn av den langsomme avkjølingsprosessen av nikkel K hvitt gull etter støping og komponentsegregeringen som genereres under støping, vil det oppstå en tofasestruktur under støpeforholdene og gjennomgå en magnetisk transformasjon for å produsere magnetisme.
Løsning:
Under forutsetning av uendret legeringssammensetning, for å eliminere magnetismen til nikkel K hvitt gull, er det nødvendig å kontrollere legeringsstrukturen, det vil si å oppnå en ikke-magnetisk enfaset fast løsning gjennom varmebehandling. Den støpte strukturen kan varmes opp til enfaset fast løsningssone, holdes ved denne temperaturen for å oppnå en viss grad av ensartethet i sammensetningen, og deretter raskt avkjøles (for eksempel slukking) legeringen for å opprettholde enfaset fast løsning stabil ved høy temperatur til romtemperatur, og derved eliminere magnetismen til legeringen.
5.4 Smeltepunkt
Gipsformstøpeprosessen produserer hovedsakelig k gullsmykker. På grunn av gipsens dårlige termiske stabilitet ved høy temperatur, vil termisk nedbrytning oppstå når temperaturen når 1200 ℃, og frigjør SO2 gass, forårsaker støping porøsitet. Ufullstendig kalsinering av gipsform etterlater gjenværende karbon i formen, eller alvorlig oksidasjon av metallvæsken danner en stor mengde kobberoksid, noe som reduserer nedbrytningstemperaturen betydelig. Derfor, for å sikre sikkerheten ved støping av gipsform, er det nødvendig å kontrollere legeringens smeltepunkt. Generelt er smeltepunktene for K gult gull og K rødt gull rundt 900 ℃, så det vil ikke være noen vesentlige problemer med støping av gipsform. For K hvitt gull, på grunn av bruken av nikkel og palladium med høyt smeltepunkt som blekeelementer, er legeringens smeltepunkt imidlertid høyere enn for K gult gull og K rødt gull, noe som utgjør en risiko for termisk nedbrytning av gipsform. Når nikkel- og palladiuminnholdet er veldig høyt, kan gipsform ikke garantere produksjonskvalitet, og dyrt syrebundet støpepulver må brukes, noe som øker produksjonskostnadene betydelig.
Del 6 Kjemiske egenskaper
De kjemiske egenskapene til K-gulllegeringer viser seg først og fremst i deres motstand mot anløpe og korrosjon, noe som er avgjørende for smykker. Legeringenes korrosjonsbestandighet varierer med sammensetningen. Vanlige, sterke syrer korroderer ikke 18K gull, og 14K gull har også god korrosjonsbestandighet, men kan lakke ut kobber og sølv fra overflaten under solide syreangrep. Gulllegeringer under 9K er ikke motstandsdyktige mot sterk syrekorrosjon og kan anløpe i ugunstige miljøer. Innholdet av edelmetall er imidlertid ikke den eneste faktoren som påvirker anløpet. Anløning er et omfattende resultat av kjemisk sammensetning, kjemiske prosesser, miljøfaktorer og mikrostruktur. I lavkarat K-gull, når de fylte legeringene bidrar til å øke gullets potensial, danne en tett beskyttende film og forbedre legeringens mikrostruktur, er det fortsatt mulig å oppnå en legering med utmerkede kjemiske egenskaper og god antiflammingsevne. Blant de tre hovedseriene av K-gull er K rose Gold utsatt for overflatefarging på grunn av det høye kobberinnholdet, noe som krever gunstige legeringselementer for forbedring.
Del 7 Mekaniske egenskaper
Smykker må opprettholde høy lysstyrke i lang tid, noe som krever en økning i legeringens hardhet for å oppfylle kravene til slitestyrke. Noen strukturelle smykkekomponenter, som ørestikker, ørekroker, brosjer og fjærer, krever god elastisitet og forbedrer legeringens hardhet. Gull har imidlertid lav hardhet og styrke, noe som gjør det utfordrende å oppfylle innstillingskravene. Et av formålene med K-gullbelegg er å forbedre materialets styrke, hardhet, seighet og andre mekaniske egenskaper. Blant de tre typiske typene av K-gull,
Nikkelbleket K hvitt gull har høy styrke og hardhet, med mer utmerket elastisitet, noe som krever en balanse mellom styrke, hardhet og fleksibilitet. K rose Gold kan gjennomgå en rekkefølge-uordenstransformasjon og miste formbarhet, noe som nødvendiggjør vurdering av de fylte legeringene og produksjonsprosessen.
Del 8 Behandlingsegenskaper
Ved utformingen av den fylte legeringen bør det tas hensyn til de ulike prosessteknologienes krav til ytelse. For eksempel har ulike smeltemetoder ulik effekt på legeringens oksidasjonsmotstand. Ulike smeltemetoder som oksyacetylen-flammesmelting, induksjonsoppvarming, smelting i luft, smelting i en beskyttende atmosfære eller under vakuum for samme legering vil gi uensartede resultater. I smykkeproduksjon brukes metoder som støping, stempling og sveising, og hver teknikk har spesifikke ytelseskrav til K-gull i visse henseender, noe som også er avgjørende for valg av legeringstyper og -mengder. Når du velger fylt metall, bør legeringens prosessoperabilitet vurderes fullt ut for å unngå driftsproblemer forårsaket av et smalt prosessområde. Prosessytelse er hovedsakelig sett fra støpeytelse, formbar prosesseringsytelse, poleringsytelse, sveiseytelse og resirkulerbarhet.
8.1 Støpeytelse
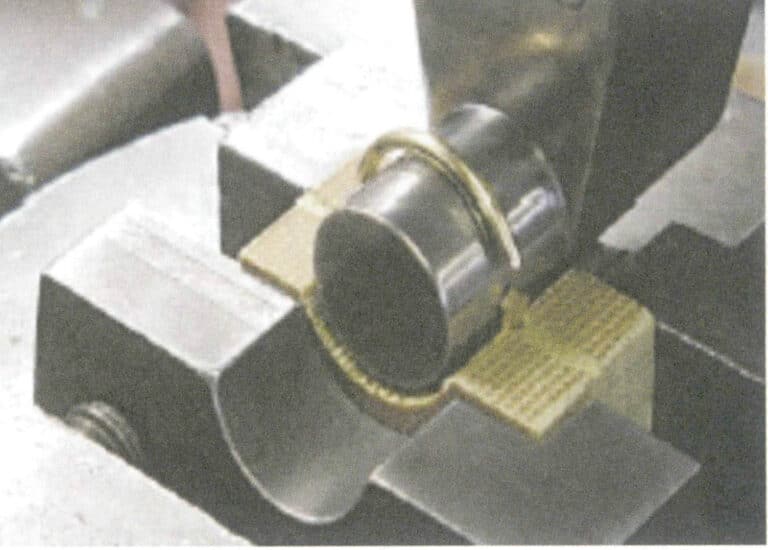
Legeringens støpeegenskaper har stor innvirkning på overflatekvaliteten til de støpte smykkene. Kvaliteten på legeringens støpeytelse kan evalueres ut fra aspekter som flytbarheten til det smeltede metallet, tendensen til krymping av hulrom og porøsitet og tendensen til deformasjonssprekker. Det kreves at K-gullet som brukes til støping har liten krystallavstand, lav tendens til gassabsorpsjon og oksidasjon, god flytbarhet og fyllingsevne, og ikke er tilbøyelig til å danne spredt krymping og generere deformasjonssprekker, noe som er gunstig for å oppnå smykkestøping med komplett form, klare konturer, tette krystaller og sunn struktur. Trinnformede, flate plateformede og maskeformede prøver brukes vanligvis til å teste støpeytelsen til de fylte legeringene, som vist i figur 4-16. Blant dem brukes trinnformede prøver hovedsakelig til å teste hardhet og trinnoverflatekvalitet, flate plateformede prøver brukes primært til å oppdage kornstørrelse og porøsitetstendens, og maskeformede prøver brukes til å evaluere flytbarhet.
Figur 4-16 Prøver fra test av støpeytelse

8.2 Formbar prosesseringsytelse
Formbar prosesseringsteknologi har blitt mye brukt til å produsere K-gullsmykker. I tillegg til å bruke tegning, valsing og andre mekaniske metoder for å produsere metallplater, wire, rør og andre profiler, brukes det også ofte til å forme smykker, for eksempel å snu på maskinverktøy, stempling med stemplingsmaskiner og hydraulisk pressing. For å sikre kvaliteten på formbare bearbeidede produkter, i tillegg til å formulere riktig og strengt følge spesifikasjonene for driftsprosessen, har den formbare prosesseringsytelsen til selve materialet en avgjørende innvirkning. K-gullmaterialer må ha god formbar prosesseringsytelse, spesielt når du utfører tegning, valsing, stempling og hydraulisk pressing. Legeringens hardhet skal være håndterbar, og legeringens arbeidsherdingshastighet bør være langsommere for å lette driften; materialet kreves for å ha god fleksibilitet. Ellers kan det lett oppstå sprekker, som vist i figur 4-17.


8.3 Ytelse ved polering
Smykker har presise krav til overflatekvalitet, og de fleste smykker må poleres for å oppnå en speilblank overflate. Dette krever ikke bare riktig utførelse av poleringsprosessen, men også selve legeringen, som har en vesentlig innflytelse på egenskapene. For eksempel, hvis arbeidsstykkets struktur er tett, kornene er raffinerte og ensartede, og det ikke er noen feil som porer og inneslutninger hvis arbeidsstykket har grove korn, krymping og porøsitetsdefekter, er det lett å vises appelsinskall, poleringsgroper, komethaler og andre fenomener. Hvis det er stive inneslutninger, er det også sannsynlig at det oppstår riper og komethalefeil, som vist i figur 4-18.
8.4 Gjenbrukbarhet
Støpeprosessutbyttet er vanligvis rundt 50% eller enda lavere for smykkeprosessen. Hver støping vil bringe mange gjenbrukte materialer som et hellesystem, skrap osv. Smykkefirmaer håper alltid å bruke så mye gjenbrukte materialer som mulig basert på produksjonskostnader og effektivitet. På grunn av uunngåelige problemer som fordampning, oksidasjon og gassabsorpsjon under legeringssmelteprosessen, vil legeringens sammensetning endres med hver støping, noe som påvirker legeringens metallurgiske kvalitet og støpeytelse.
Forringelsen av ytelsen ved gjentatt bruk av legeringen er ikke bare relatert til driftsprosessen, men også nært knyttet til gjenbruksegenskapene til selve legeringen.
Legeringens gjenbrukbarhet bestemmes hovedsakelig av dens gassabsorpsjon og oksidasjonstendens, samt dens reaktivitet med digler og støpematerialer. Jo lavere gassabsorpsjon og oksidasjonstendens, og jo lavere reaktivitet med digler og støpematerialer, desto bedre er gjenbrukbarheten.
8.5 Sveiseytelse
I smykkeproduksjon er det ofte nødvendig å dele opp arbeidsstykkene i enkle små deler for separat produksjon og deretter sveise disse små delene sammen. For å oppnå god sveisekvalitet, i tillegg til å bruke riktig loddetinn, er det også nødvendig å vurdere sveiseytelsen til K-gull. Hvis den sveisede delen har god varmeledningsevne, akkumuleres ikke varmen lett på sveisestedet under sveiseoppvarming. Likevel leder den raskt til hele arbeidsstykket, noe som kan være mer gunstig for smeltingen av loddetinn. Anta at K-gull er utsatt for oksidasjon under oppvarming. I så fall vil det dannede oksidlaget redusere loddets fuktbarhet, forhindre at loddet infiltrerer sveisesømmen og føre til problemer som svak sveising og falsk sveising.
Del 9 Sikkerhet
Smykker er i direkte kontakt med menneskekroppen i lang tid, og sikkerheten er en viktig faktor som smykkematerialer må ta hensyn til. Skadelige elementer for menneskekroppen, som kadmium, bly og radioaktive elementer, bør unngås i de fylte legeringene; allergiske reaksjoner forårsaket av smykkekontakt med huden bør også unngås. For eksempel, i K hvitt gull smykker, nikkel er mye brukt som den primære bleking element, men det er et problem når du bruker Ni hvitt gull; noen mennesker kan ha allergiske reaksjoner på Ni etter kontakt. Derfor har EU og noen andre land strenge grenser for nikkelfrigjøringshastighet i smykker, og nikkelholdige smykker må oppfylle standardene for nikkelfrigjøringshastighet.
Del 10 Økonomi
K-gull er et legeringsmateriale som består av gull og fylte legeringer, og prisen på loddetinn er en viktig faktor som påvirker produksjonskostnadene, spesielt for lavkarat K-gull, som krever en stor mengde loddetinn for legering. Derfor, ved valg av loddelegeringselementer, bør prinsippet om omfattende materialkilder og lave priser følges, og dyre edle metaller bør unngås eller brukes så lite som mulig for å redusere legeringskostnadene.
Del 11 Inspeksjonsmetode for fylte legeringer
Når en smykkeproduksjonsbedrift introduserer nye fylte legeringer, bør den gjennomføre omfattende tester for å sikre at ytelsen oppfyller kravene før den kan settes i produksjon. Spesielt for masseproduksjon er det nødvendig med forsiktighet. Produksjons- og driftsproblemer forårsaket av upassende fylte legeringer er ikke uvanlig. De viktigste inspeksjonsinnholdene og -metodene for den fylte legeringen er vist i tabell 4-8.
Tabell 4-8 Inspeksjonsmetode for fylte legeringer
| Inspeksjonselementer | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsverktøy | Godkjenningskriterier |
|---|---|---|---|---|
| Faktura | Verifisering av leverandørinformasjon, modellnummer, identifikasjon og beløp på fakturaer | Fullstendig inspeksjon | Manuell verifisering | I samsvar med kontraktskravene |
| Emballasje | Sjekk om emballasjen er intakt | Fullstendig inspeksjon | Sensorisk undersøkelse | I samsvar med kontraktskravene |
| Vekt | Detektering av edelmetallmaterialer Vekt | Fullstendig inspeksjon | Elektronisk vekt Veiing | Implementere standarder "Kvalitetstoleranse for måling av edelmetallsmykker" Forskrifter |
| tetthet | Inspeksjon av tettheten til edelmetallegeringen | Tilfeldig inspeksjon | Tetthetsmåler for vann | Begge parter er enige om |
| Farge | Inspeksjon av fargen på edelmetallegeringen | Fullstendig inspeksjon | Forbered den tilsvarende fargeprøven, og sammenlign den Fargeprøve eller fargemåling med et kolorimeter | Avtalt av begge parter Standard fargeproof |
| Smeltepunkt | Inspeksjon av edelmetallegeringen Smeltepunkt | Tilfeldig inspeksjon | Materiale, detektere smeltepunkt ved hjelp av differensiell termisk analysator | Avtale mellom begge parter |
| Fargeendring | Kontroller fargebestandigheten til metallegeringer | Tilfeldig inspeksjon | Forbered legeringsmaterialer med tilsvarende farge Materiale, bløtlegging i løsning, saltspraykorrosjon, korrosjonsatmosfære, deteksjon av polariseringskurve, fargebortfallsbestandig ytelse av legeringer | Avtale mellom begge parter |
| Hardhet | Kontroller metallegeringens hardhet | Tilfeldig inspeksjon | Forbered det tilsvarende legeringsmaterialet, bruk en makro- eller mikrohardhetstester for å kontrollere hardhetstesten | Avtale mellom begge parter |
| Støping | Inspeksjon av støpeytelsen ved støping av metallegeringer | Tilfeldig inspeksjon | Forbered tilsvarende fargelegeringsmateriale, bruk skjermer, trinn, flate plater osv. for testing Prøvetesting av støpeytelse | Avtale mellom begge parter |
| Formbar bearbeiding | Check the alloy Shaping & processing performance | Tilfeldig inspeksjon | Forberedelse av legeringsmaterialer med riktig farge, ved hjelp av valsepresser, hardhetstestere osv. for å teste prosesseringsegenskaper | Avtale mellom begge parter |
| Tilfeldig inspeksjon | Tilfeldig inspeksjon | Tilfeldig inspeksjon | Tilfeldig inspeksjon | Avtale mellom begge parter |
| Sveising | Inspiser legeringens sveiseytelse | Tilfeldig inspeksjon | Forbered tilsvarende fargede legeringsmaterialer Materiale, oppdag sveiseytelse ved hjelp av flamme, laser, lysbue, hydrolyse og andre metoder for å oppdage sveiseytelse | Avtale mellom begge parter |
| Polering | Inspiser ytelsen til polering av metallegeringen | Tilfeldig inspeksjon | Konfigurer den tilsvarende fargen på legeringsmaterialet, bruk mekanisk kluthjul, mekanisk sliping, etc. Måte å teste poleringsytelsen på | Avtale mellom begge parter |
| Gjenbrukbarhet | Kontroller legeringens resirkuleringsytelse | Tilfeldig inspeksjon | Konfigurer det tilsvarende legeringsmaterialet, ved hjelp av investeringsstøpeprosess for å støpe prøver, gjenbrukes flere ganger, sammenligne hver støpekvalitet | Avtale mellom begge parter |
| Sikkerhet | Kontroller metallegeringens sikkerhet | Tilfeldig inspeksjon | Konfigurer det tilsvarende legeringsmaterialet ved å bruke nedsenkningsmetoden for kunstig svette for å sjekke Mål metallfrigjøringshastigheten | Utfør produktdestinasjon Skadelig metallinnhold i bakken Standarder for mengde eller utslippshastighet |
Seksjon III Kvalitetskontroll av hjelpematerialer
Et stort antall hjelpematerialer brukes i smykkeproduksjon, som har ulik grad av innvirkning på kvaliteten på smykkeprodukter, blant annet er den betydelige effekten av investeringspulver, borsyre / borax, digler og andre hjelpematerialer.
Del 12 Investeringspulver
Investeringspulver er blant de viktigste hjelpematerialene i støpeformer for smykker. Krav til ytelsen til investeringspulver: god replikeringsytelse, fullstendig replikering av voksformdetaljer; stabile termiske og kjemiske egenskaper, ikke lett å spaltes, ikke lett å reagere med smeltet metall; stabil og passende termisk ekspansjonsytelse, og opprettholder dimensjonsstabiliteten til støpte smykker; passende og jevn partikkelstørrelse. Inspeksjonsmetoden for investeringspulver er vist i tabell 4-9.
Tabell 4-9 Inspeksjonsmetoder for støpepulver
| Inspeksjonselementer | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsverktøy | Godkjenningskriterier |
|---|---|---|---|---|
| Faktura | Verifisering av leverandørinformasjon, modellnummer, identifikasjon og beløp på fakturaer | Fullstendig inspeksjon | Manuell verifisering | I samsvar med kontraktskravene |
| Emballasje | Sjekk om emballasjen er intakt | Fullstendig inspeksjon | Sensorisk undersøkelse | I samsvar med kontraktskravene |
| Luftfuktighet | Kontroller om støpepulveret er tørt eller fuktig | Tilfeldig inspeksjon | Ta godt tak og slipp deretter | Løst pulver, ingen agglomerering |
| farge | Kontroller fargen på støpepulveret | Tilfeldig inspeksjon | Tilfeldig med en stålskje Observasjon etter ekstraksjon | Helt hvit, ingen flekker |
| Teknologisk ytelse | Undersøk forholdet mellom vann-gipsforholdet og styrke, flytbarhet, herdetid osv. | Tilfeldig inspeksjon | Tilberedning med ulike vannpulverforhold Slurry, hellet flat prøve | Begge parter ble enige om |
Del 13 Borsyre, boraks
Boraks og borsyre er ikke det samme. Boraks er en forbindelse av borsyre ti natriumtetraboratdekahydrat, molekylformel: Na2B4O7 - 10H2O, engelsk navn Borax, løselig i vann alkalisk. Borsyrens molekylformel er H3BO3Borsyre er det engelske navnet på borsyre, og det er en svakt sur løsning. Borsyre og boraks er mye brukt i smykkeproduksjon og er kjent som "fairy powder" i bransjen.
13.1 Boraks forhindrer oksidasjon av diamanter ved diamantbearbeiding.
Under selve skjære- og slipeprosessen, når overflatetemperaturen på en diamant når over 600 °C, kan oksygenet i luften føre til endringer i det ytterste laget av karbonatomer i diamanten. I denne oksidasjonsprosessen brenner diamanten direkte og forvandles til gassformig karbondioksid, og etterlater et tynt, sirkulært, ringformet, hvitt, ugjennomsiktig brennmerke på overflaten. Når diamantoverflaten lokalt mangler oksygen og når temperaturer over 1000 °C, kan den omdannes til allotropen grafitt, noe som etterlater brunsvarte brennmerker på diamantoverflaten (dette er en sjelden situasjon). Utseendet til brennmerker påvirker diamantens klarhet dramatisk, og reduserer dermed verdien. Reparasjon krever ompolering.
De unike termofysiske egenskapene til boraks kan i hovedsak løse oksidasjonsproblemet som oppstår under diamantsliping. Løsningen er som følger: oppløs boraks i varmt vann for å danne en overmettet løsning, bløtlegg deretter den rensede diamanten (diamanter har en oleofil natur, absorberer lett olje, og oljeflekker på overflaten vil skade beskyttelsen av boraks på diamantoverflaten) i den overmettede boraksoppløsningen, og slip til slutt diamanten med boraksoppløsning. Under slipeprosessen forårsaker den høye temperaturen som genereres på diamantoverflaten på grunn av akkumulering av slipevarme endringer i boraxen festet til diamantoverflaten.
Borax beskytter diamanter på to måter: først absorberer borax varme og gjennomgår en dehydratiseringsreaksjon, noe som senker temperaturen på diamantoverflaten; deretter begynner borax å smelte, og den smeltede boraxen strømmer jevnt på diamantoverflaten for å danne et isolasjonslag, isolerer oksygen fra å komme i kontakt med diamantoverflaten, og forhindrer dermed utseendet på brennmerker. Selv om oppvarming av diamanter i et oksygenfattig miljø til 2000 ~ 3000 ℃ vil gjøre dem til grafitt, og denne transformasjonsprosessen begynner ved 1000 ℃, er transformasjonen av diamanter til grafitt ekstremt langsom, og de øyeblikkelige høye temperaturene som genereres under diamantsliping, forhindrer hovedsakelig utseendet på svarte brennmerker på diamantoverflaten under det smeltede boraxlaget. Derfor kan diamantoksidasjon effektivt forhindres med den overmettede boraksoppløsningens beskyttende effekt.
13.2 Borsyre spiller en rolle i å forhindre misfarging av edelstener ved voksstøping.
Ved voksstøping utsettes edelstener for høytemperaturbaking i utbrenningsovnen i lang tid med formen, og metallvæsken med høy temperatur under støpingen vil også forårsake termisk sjokk på edelstenene, noe som gjør dem utsatt for misfarging og tap av glans. I produksjonen brukes vanligvis en borsyreløsning for beskyttelse.
【Fall 4-6】 Borakspulver av dårlig kvalitet fører til at diamanter i voksinnlagte produkter blir uklare.
Beskrivelse av defekten:
Diamantene i 18K hvitt gullsmykker av voksinnlagte diamanter har en høy andel uklarheter og misfarging over tid, som vist i figur 4-19. Andelen har plutselig økt fra 0,15% til ca. 0,5% og har svingt på et høyt nivå, uten noen tilsynelatende regelmessighet i misfargingsområdene.
Undersøkelse av produksjonsforhold:
Diamantene som brukes er av middels kvalitet, de samme som før; gipstemperaturen er 670 ℃, og metallvæsketemperaturen er 1040 ℃; et bestemt merkevareselskap produserer støpepulveret som brukes; støpepulveret inneholder mettet borsyrevann. Fra situasjonen ovenfor er produksjonsforholdene innenfor det normale området, og utelukker feil forårsaket av feil produksjonsforhold. Diamantkvaliteten er den samme som før, noe som også utelukker det. Derfor er problemet sannsynligvis med gipspulveret.

Finne kilden til problemet:
Gipspulveret har vært konsistent.
Temperaturen og luftfuktigheten på lageret er gjennomsnittlig for samme parti av innkommende varer. Nylig ble det brukt et annet merke borsyrepulver, og problemet kan ligge i borsyrepulveret, ettersom det ikke ga tilstrekkelig beskyttelse.
Løsning:
Alt det nytilberedte borsyrevannet av det nye merket ble avviklet og erstattet med borsyrepulver av det gamle merket, noe som resulterte i at andelen diamond haze gikk tilbake til det opprinnelige lave nivået.
13.3 Borsyre og boraks fungerer som flussmiddel ved lodding av smykker.
Smykkebehandling krever at loddefuger skal være ensartede, faste og fri for sprekker, bobler, krympingshull osv. På grunn av den lille og delikate naturen til smykker av edelt metall, er loddeskjøtene imidlertid skjøre, noe som får loddet (eller loddestangen) å ha problemer med å komme jevnt inn. Loddesammensetninger inneholder ofte sølv, som har en tendens til å oksidere og bli svart når de utsettes for luft ved høye temperaturer. Dette resulterer i en merkbar fargekontrast mellom loddefugen og smykkekomponenten. Ved å bruke boraks som flussmiddel i loddeprosessen kan disse to problemene løses på en effektiv måte.
Det finnes i dag to ulike syn på boraksens rolle som flussmiddel: Det ene synet er at når smykkekomponenter dyppet i boraksoppløsning eller loddestenger belagt med borakspulver kommer i kontakt med en flamme med høy temperatur, gjennomgår boraksen først en dehydratiseringsreaksjon, og deretter smelter den. Den smeltede boraksvæsken flyter jevnt ut på metalloverflaten ved loddefugen og danner et tynt lag. Under vedvarende høye temperaturer smelter loddetinnet, og ved hjelp av "kuldebroen" som borakset danner, drypper loddetinnet jevnt ut til alle deler av loddefugen. På fagspråket i industrien kalles denne "kuldebroeffekten" av boraks for at loddetinnet "flyter godt", noe som betyr at boraks gjør at loddetinnet flyter jevnt. Det andre synspunktet er at flussmidlet (som boraks) smelter ved oppvarming og interagerer med det flytende metallet, slik at slagget flyter oppover og beskytter det smeltede metallet og forhindrer oksidasjon.
13.4 Borsyrens rolle i produksjonen av slagg fra smelting av edelmetaller
Krystallinsk boraks dehydreres ved oppvarming ved høy temperatur for å danne vannfri boraks før bruk. Det er kjent fra sammensetningen av boraks at det er et fast, surt flussmiddel som kan danne boratslagg med mange metalloksider. De alkaliske komponentene i boraks kan reagere med silisiumdioksyd i ingredienser til slaggproduksjon og danne silikater. Boraks slaggproduksjon har to betydelige fordeler: for det første er dens slaggproduksjonsevne mer vital enn silisiumdioksyd, og den kan spalte noen ildfaste mineraler, for eksempel kromitt; for det andre, som et borat, har boraks et lavere smeltepunkt enn det tilsvarende silikatet, og tilsetning av boraks til ingrediensene kan redusere slaggens smeltepunkt betydelig.
Del 14 Smeltedigel
Avhengig av de ulike egenskapene til smykkematerialene, brukes forskjellige digler. Vanlige digler inkluderer grafittdigler, inkludert grafittdigler med høy renhet; vanlige grafittdigler; keramiske digler, inkludert kvartsdigler, korunddigler, magnesia digler, mullittdigler, blyoksiddigler, silisiumkarbiddigler, etc. Kravene til smeltedigler i smelting inkluderer hovedsakelig ildfasthet, tetthet, termisk stabilitet, reaktivitet med smeltet metall osv.
14.1 Grafittsmeltedigel
Grafittdigler kan brukes til smelting av gull-, sølv- og kobberlegeringer. Figur 4-20 viser noen typiske digelformer. Grafittdigler har høy ildfasthet, god varmeoverføring, høy termisk effektivitet, lav termisk ekspansjon, god termisk sjokkstabilitet og motstand mot slaggerosjon. Den gir spesifikk beskyttelse til det smeltede metallet og oppnår god metallurgisk kvalitet.
Tabell 4-10 Fysiske og kjemiske egenskaper for grafitt med høy renhetsgrad
| Volumtetthet (g/cm3) | Porøsitet (μΩm) | Trykkfasthet (MPa) | Strekkfasthet (MPa) | Resistivitet (μΩm) | Askeinnhold (%) |
|---|---|---|---|---|---|
| ≥1.7 | ≤24 | ≥40 | ≥20 | ≤15 | ≤0.005 |
Tabell 4-11 Fysiske og kjemiske indikatorer for grove grafittgullnuggets
| Maksimal partikkelstørrelse (mm) | Volumtetthet (g/cm3 | Porøsitet (μΩm) | Trykkfasthet (MPa) | Elastisitetsmodul (GPa) | Termisk ekspansjonskoeffisient (10-6/℃) | Askeinnhold (%) |
|---|---|---|---|---|---|---|
| 0.8 | ≥1.68 | ≤7.8 | ≥19 | ≤9.3 | ≤2.9 | ≤ 0.3 |
14.2 Keramisk smeltedigel
For å oppfylle smeltekravene, bør keramiske digler ha høy ildfasthet, høy tetthet, god termisk stabilitet, lav reaktivitet med smeltet metall og god kjemisk stabilitet. I henhold til egenskapene til smykkemetallmaterialer er de mest brukte keramiske diglene kvarts og korund.
Den viktigste kjemiske komponenten i kvartsdigler er silisiumdioksid, og renheten har stor innvirkning på ytelsen. Råvarene bestemmer renheten, og råvarene til kvartsdigler krever høy renhet, god konsistens og jevn partikkelstørrelsesfordeling. Når de skadelige komponentene er høye, vil det påvirke digelens smelte- og temperaturbestandighet og kan også forårsake bobler, misfarging, avskalling og andre fenomener, noe som alvorlig påvirker kvaliteten på kvartsdigler. Derfor er det strenge krav til urenhetselementer i kvarts, som vist i tabell 4-12.

Tabell 4-12 Krav til urenheter i råmaterialer for kvartsdigler
Enhet for metallinnhold: x10-6
| Elementets navn | Al | Fe | Ca | Mg | Ti | Ni | Mn | Cu | Li | Na | K | Co | Bi |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Innhold | 11.6 | 0.3 | 0.5 | 0.5 | 1.0 | 0.01 | 0.05 | 0.01 | 0.7 | 0.43 | 0.42 | 0.03 | 0.04 |
En godt brent kvartsdigel har typiske fysiske og kjemiske egenskaper: bulkdensitet ≥2,90 g/cm3; ildfasthet≥1850 ℃; tilsynelatende porøsitet ≤20%; termisk ekspansjonskoeffisient ca. 8,6 x 10-6/ ℃; motstand mot termisk sjokk 1300 ℃; maksimal kontinuerlig brukstemperatur 1100 ℃, i kort tid 1450 ℃. Kvartsdigler kan brukes til å smelte K hvitt gull, nikkel, sølv og andre materialer.
Korunddigelen består av porøs smeltet aluminiumoksyd med komplekse og ildfaste egenskaper, motstandsdyktig mot høye temperaturer, ikke motstandsdyktig mot syre og alkali, motstandsdyktig mot rask kjøling og ekstrem varme, motstandsdyktig mot kjemisk korrosjon og høy tetthet etter oppslemmingsstøping. Den kan brukes til smelting av materialer som K hvitt gull, nikkel sølv, rustfritt stål, etc. De fysiske og kjemiske indikatorene for korunddigelen er vist i tabell 4-13.
Tabell 4-13 Ytelsesindikatorer for korunddigler til smykkestøping
| Vare | Indikator | ||
|---|---|---|---|
| Kjemisk sammensetning | Al2O3 | > 99 | |
| R2O | ≤ 0.2 | ||
| Fe2O3 | ≤ 0.1 | ||
| SiO2 | ≤ 0.2 | ||
| Volumtetthet (g/cm3) | ≥3.80 | ||
| Åpen porøsitet (%) | < 1 | ||
| Bøyestyrke (MPa) | > 350 | ||
| Trykkfasthet (MPa) | > 12000 | ||
| Dielektrisk konstant E(1MHz) | 2 | ||
| Brannmotstand (℃) | > 1700 | ||
| Maksimal driftstemperatur (°C) | 1800 | ||
| Temperatur ved kontinuerlig bruk (°C) | 1600 | ||
| Motstand mot termisk sjokk/tid (300 °C rask avkjøling) | >7 | ||
Del 15 Silikongummi
Smykker tapt voksstøping krever bruk av gummiformer for å lage voksformer. Kvaliteten på gummiformen bestemmer kvaliteten på voksformen. Riktig valg og bruk av smykkegummi er avgjørende. To hovedtyper av gummi kan brukes til å lage myke former: naturgummi og silikongummi. Naturgummi har høy strekkfasthet, opptil 21 ~ 25MPa, og lang levetid, men dårlig støpeytelse, noe som krever mye formfrigjøringsmidler og dårlig voksformkvalitet. Sammenlignet med naturgummi er silikongummi mer inert og reagerer ikke med sølv eller kobber, noe som reduserer behovet for overflategalvanisering med nikkel eller rhodium på den opprinnelige modellen. Overflaten på gummiformen er glatt, har selvsmørende egenskaper, krever mindre formfrigjøringsmiddel, reduserer kvalitetsproblemer forårsaket av akkumulering av disse stoffene på gummiformen, og gjør det enkelt å fjerne voksformen. Siden introduksjonen av silikongummi i smykkeindustrien har det blitt den viktigste smykkegummien. I henhold til vulkaniseringsmetoden kan silikongummi deles inn i høytemperatur vulkanisert og romtemperatur silikongummi.
Styrken til høytemperatur vulkanisert silikongummi er vanligvis mellom 7 ~ 10MPa, med god formbarhet, enkel trykk og enkel å kutte formen. Silikongummiformer kan opprettholde den opprinnelige formen bedre enn naturgummiformer under voksinjeksjon, noe som gjør dem mer i stand til å motstå endringer i injeksjonstrykk. I tillegg passer silikongummiformer generelt tettere, noe som reduserer flykanten på voksdeler og er egnet for å lage delikate og komplekse deler. Levetiden er lavere enn for naturgummi, som vanligvis brukes flere hundre til tusen ganger.
Romtemperaturvulkanisert silikongummi (RTV) krever ikke oppvarming og trykkvulkanisering og er egnet for skjøre, sprø originaler med lavt smeltepunkt. I tillegg krymper den ikke og kan kontrollere størrelsen på voksformen nøyaktig, noe som er avgjørende for operasjoner som innfatning av steiner og montering av komponenter. RTV har imidlertid lang herdetid og lav strekkfasthet, vanligvis bare 0,7-1,4 MPa, noe som gjør den utsatt for rifter og skader, med kort levetid. Vær forsiktig når du skjærer formen i kombinasjon for å unngå å skade gummiformen. Mange RTV-gummier krever presis blanding i proporsjoner, med en veldig kort arbeidstid, vanligvis 1-2 minutter, mens noen RTV-gummier kan ha en arbeidstid på opptil 60 minutter. Vanligvis må RTV-gummi støvsuges for å fjerne luftbobler. Noen formbare materialer kan hindre vulkaniseringen av RTV-silikongummi, noe som ofte kan løses ved å galvanisere smykkeformen. RTV-gummiformer er ustabile og følsomme for fuktighet, noe som akselererer forringelsen når de utsettes for fuktig luft.
Sammenligning av ytelsen til naturgummi, høytemperaturvulkanisert gummi og romtemperaturvulkanisert gummi er vist i tabell 4-14.
Tabell 4-14 Sammenligning av smykkeformmaterialers ytelse
| Støpemateriale | Vulkaniseringstemperatur (°C) | Herdetid | Strekkfasthet (MPa) | Krympingshastighet (%) |
|---|---|---|---|---|
| Naturgummi | 140 - 160 | ≤ 45 min | 21 - 25 | 0 - 4 |
| Silikongummi | 140 - 160 | ≤ 45 min | 7 - 10 | 2.6 - 3.6 |
| RTV-silikongummi | 140 - 160 | 18 ~ 72 timer | 0.7 - 1.4 | 0 |
Smykkesilikongummi for produksjon av myke støpeformer skal oppfylle ytelseskrav som korrosjonsbestandighet, aldringsbestandighet, god gjenopprettingsytelse, elastisitet og mykhet. Innholdet og metodene for innkommende inspeksjon er vist i tabell 4-15.
Tabell 4-15 Innhold og metoder for inspeksjon av silikongummi
| Vare | Innhold og akseptkriterier | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsprotokoller |
|---|---|---|---|---|
| kontroll av informasjon | Kontroller modell, etikett og beløp på fakturaen | Fullstendig inspeksjon | Kontroller leverandørinformasjonen på fakturaen | Etter kontroll, i Faktura signert Navn bekreftet, Post |
| Emballasje | Fullstendig inspeksjon | Sjekk om emballasjen er skadet | ||
| Antall | Fullstendig inspeksjon | Telling, sjekk fakturaen | ||
| Kvalitet | Gummipresstest | Tilfeldig inspeksjon | Velg et typisk produkt for kompresjonsstøping |
Del 16 Råmateriale for smykkevoks
Ved investeringsstøping påvirker kvaliteten på smykkevoksformene direkte kvaliteten på det endelige smykket. For å oppnå passende smykkevoksformer, bør voksmaterialet ha følgende prosessparametere: smeltepunktet til voksmaterialet skal være moderat, med et spesifikt smeltetemperaturområde, stabil temperaturkontroll og passende flytbarhet; voksformen blir ikke lett mykgjort eller deformert, varmestabiliteten bør ikke være lavere enn 40 ℃, lett å sveise; for å sikre dimensjonsnøyaktigheten til smykkevoksformer, er voksmaterialet nødvendig for å ha en liten ekspansjonskrympningshastighet, vanligvis mindre enn 1%; voksformen skal ha tilstrekkelig overflatehardhet ved romtemperatur for å sikre at det ikke er overflateslitasje i andre prosesser med investeringsstøping; for å fjerne voksformen fra gummiformen jevnt, kan voksformen bøyes uten å bryte, og den kan automatisk gjenopprette sin opprinnelige form etter at formen er fjernet. Smykkevoks skal ha god styrke, fleksibilitet og elastisitet, med en bøyestyrke større enn 8 MPa og en strekkfasthet større enn 3 MPa, minimale komponentendringer under oppvarming og lavt gjenværende askeinnhold under forbrenning.
Den grunnleggende sammensetningen av voksmaterialer inkluderer voks, fett, naturlige og syntetiske harpikser og andre tilsetningsstoffer. Voks er matrisen, og en liten mengde fett tilsettes som smøremiddel. Ulike harpikser tilsettes for å gjøre voksformen stiv og elastisk og samtidig forbedre overflateglansen. Tilsetning av harpiks til parafinvoks hindrer veksten av parafinvokskrystaller, raffinerer kornene og øker deres styrke.
Populære smykkevokser kommer i forskjellige former, for eksempel perler, flak, rør og tråder, med farger som blå, grønn, rosa og andre kategorier. Kvalitetskontrollen av smykkevoksfôr omfatter vanligvis innholdet og metodene som vist i tabell 4-16, og andre ytelsesindikatorer kan testes av profesjonelle institusjoner etter behov.

Tabell 4-16 Inspeksjonsinnhold og -metoder for smykkevoks
| Vare | Innhold og akseptkriterier | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsprotokoller |
|---|---|---|---|---|
| Verifisering av materialer | Kontroller modell, etikett og beløp på fakturaen | Fullstendig inspeksjon | Kontroller leverandørinformasjonen på fakturaen | Etter kontroll, i Faktura signert Navn bekreftet, Post |
| Emballasje | Fullstendig inspeksjon | Sjekk om emballasjen er skadet | ||
| Antall | Fullstendig inspeksjon | Telling, sjekk fakturaen | ||
| Kvalitet | Smeltepunkt ±3 ℃ | 1 prøve av hvert parti | Testing med loddebolt |
Del 17 Galvanisering av originalløsning
Ved galvanisering av smykker er pletteringsløsningen en nøkkelkomponent i galvaniseringsprosessen. Sammensetningen av pletteringsløsningen bestemmer egenskapene til belegget. Ulike pletteringsmetaller bruker forskjellige pletteringsløsninger, men inkluderer generelt hovedsalt, ledende salt, kompleksdannende middel, buffermiddel, fuktemiddel, stabilisator, etc. Fabrikker bruker vanligvis kommersielle galvaniseringsoriginale løsninger for å formulere og åpne sylinderen.
Inspeksjonsmetoden for kjøp av den originale galvaniseringsløsningen er vist i tabell 4-17.
Tabell 4-17 Inspeksjonsinnhold og metoder for galvanisering av originalløsning
| Vare | Innhold og akseptkriterier | Inspeksjonsmetode | Innhold i inspeksjonen | Inspeksjonsprotokoller |
|---|---|---|---|---|
| Verifisering av materialer | Kontroller modell, etikett og beløp på fakturaen | Fullstendig inspeksjon | Kontroller leverandørinformasjonen på fakturaen | Etter kontroll, i Faktura signert Navn bekreftet, Post |
| Emballasje | Fullstendig inspeksjon | Sjekk om emballasjen er skadet | ||
| Antall | Fullstendig inspeksjon | Telling, sjekk fakturaen | ||
| Forsøk med plettering | Åpne sylinderen for en liten test | Prøvetaking | bruk 500 ml til å gjøre testplettering |