Hvordan lage voksmodeller av trær for støping av gull-, sølv- og platinasmykker
Grunnleggende prinsipper og operasjonelle ferdigheter for tre typiske oppgaver
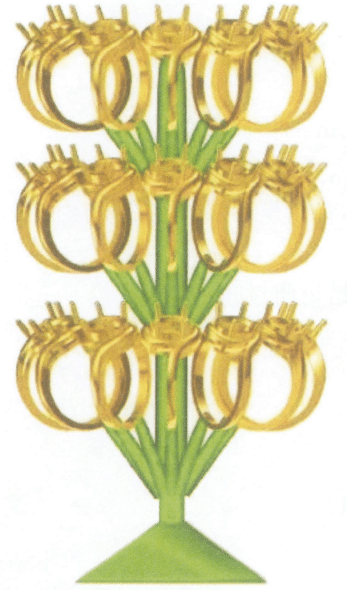
Ved produksjon av voksmodeller, også kjent som planting av voksmodeller, sveiser man de forberedte voksformene lagvis på en voksstav i henhold til spesifikke krav og rekkefølge ved hjelp av en vokssveiser, noe som til slutt resulterer i et voksmodelltre som ligner et stort tre. Senere brukes vokstreet til prosesser som f.eks. støping av gips. Det grunnleggende kravet for å plante et vokstre er at voksformene må ordnes på en ryddig måte, med et visst mellomrom, samtidig som man sveiser så mange voksformer som mulig på vokstreet for å dekke behovet for masseproduksjon.
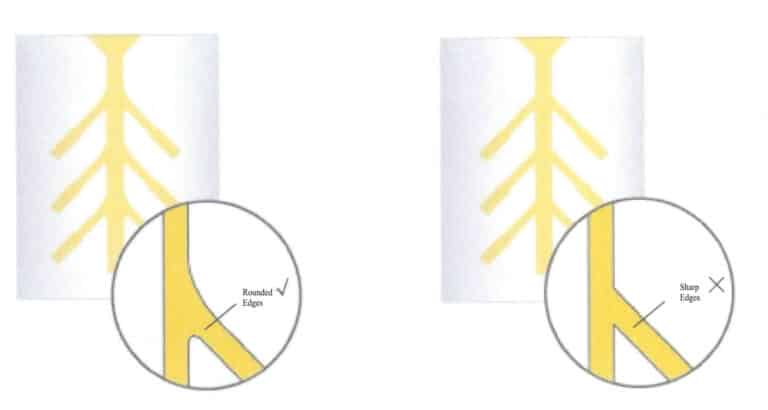
Voksmodelltreet består av et støpesystem og voksformer. Støpesystemet er en kanal som fører flytende metall inn i formens hulrom. Hvorvidt støpesystemet er utformet på en fornuftig måte eller ikke, har stor betydning for fyllingen av formen, kvaliteten på støpegodset og utbyttet av prosessen. Støpesystemet består vanligvis av komponenter som trehode, trekjerne og gran, og noen ganger settes det også inn ventilasjonsledninger. Trehodet fungerer som en støpekopp, som brukes til å ta imot det smeltede metallet; trekjernen tilsvarer en direkte støpekanal og fungerer også som en stigerørskanal; kanalen som forbinder trekjernen og voksformen kalles granen, som fungerer som en innvendig støpekanal og en stigerørskanal. Granen skal være tilstrekkelig tykk, og forbindelsespunktene med voksformen og trekjernen skal være glatte, uten skarpe vinkler eller utsparinger. For voksformer med komplekse former bør det settes inn flere eller ekstra graner. Lengden på granen skal være passende, og dens posisjon er relatert til faktorer som støpestrukturen, materialet og støpemetoden. Når du planter voksmodellene treet, kan voksformene fordeles på trekjernen i henhold til form, størrelse og type. De plantede voksformene skal ikke være for nær hverandre; Ellers vil gipsformveggen i det området være for tynn og utsatt for sprekker.
Dette prosjektet gir deg mulighet til å mestre de grunnleggende prinsippene og ferdighetene i treproduksjon av voksmodeller for vakuumstøping av gull- og sølvsmykker, sentrifugalstøping av gull- og sølvsmykker og platinasmykker gjennom tre typiske og utvidede oppgaver etter timen.
Voksformens struktur
Innholdsfortegnelse
Del I Fremstilling av voksmodeller av trær for vakuumstøping av gull- og sølvsmykker
1. Bakgrunnskunnskap
1.1 Modifisering av gran

1.2 Granatdesign for voksavsetningsstøpegods
1.3 Produksjon av voksmodeller (Opprettelse av voksmodeller)
Når du skal plante et Wax-modelltre, er det vanligvis best å sette vokskjernen (dvs. hovedgranen) inn i gummibunnen. Vokskjernen kan lages ved hjelp av en form av aluminiumslegering, som vist i figur 4-2. Vokskjernen er vanligvis sylindrisk, og høyden på stålskålen kan bestemme dens lengde. Gummibunnen for planting av voks tilsvarer treets røtter; den kan holde Wax models-treet oppreist for enklere planting og tjener til å forsegle det neste trinnet med å helle gipsoppslemmingen, og danner støpeformens hellingskopp.
Når voksformen skal plantes på vokskjernen, er det best å bruke en spiralformet metode, som vist i figur 4-3. For det første er spiralmetoden ikke bare estetisk tiltalende og plassbesparende sammenlignet med en kaotisk eller flat plassering, noe som gjør det mulig å plassere flere voksformer og redusere produksjonskostnadene, men den kan også gjøre det betydelig raskere å skjære ut støpegodset fra det støpte treet, noe som forbedrer produksjonseffektiviteten. I tillegg gir den en jevnere fylling av det smeltede metallet og mer jevn varmespredning, slik at man unngår for høye lokale temperaturer i gipsformen som kan forårsake reaksjoner mellom det smeltede metallet og gipspulveret, noe som kan føre til defekter som gasshull og sandhull. Til slutt gjør spiralplantingsmetoden at flere bobler slipper ut når gipsslurryen tilsettes og støvsuges, noe som reduserer sannsynligheten for defekter som perledannelse i støpegodset.
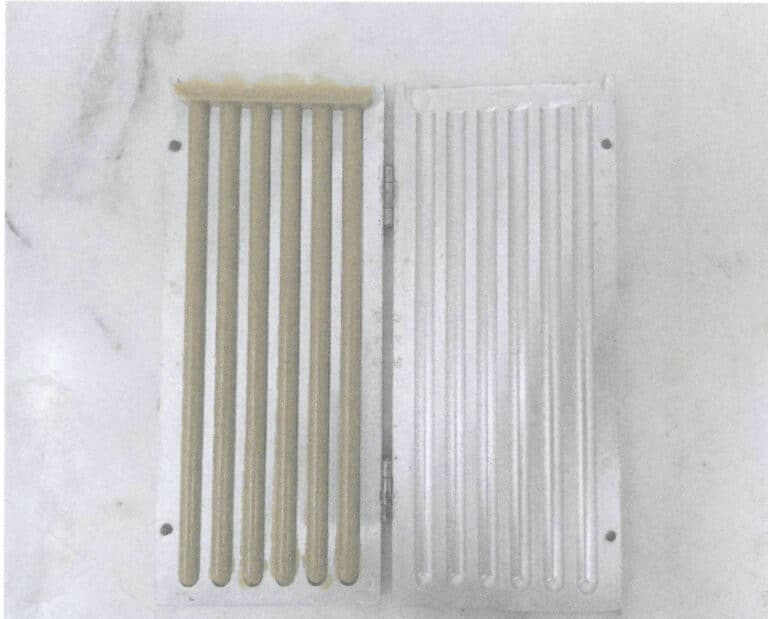
Figur 4-2 Metallform for vokskjerne av aluminiumslegering

Figur 4-3 Voksformer arrangert i en spiralformet metode
Figur 4-4 Vinkelen mellom vokskjernen og grenrøret
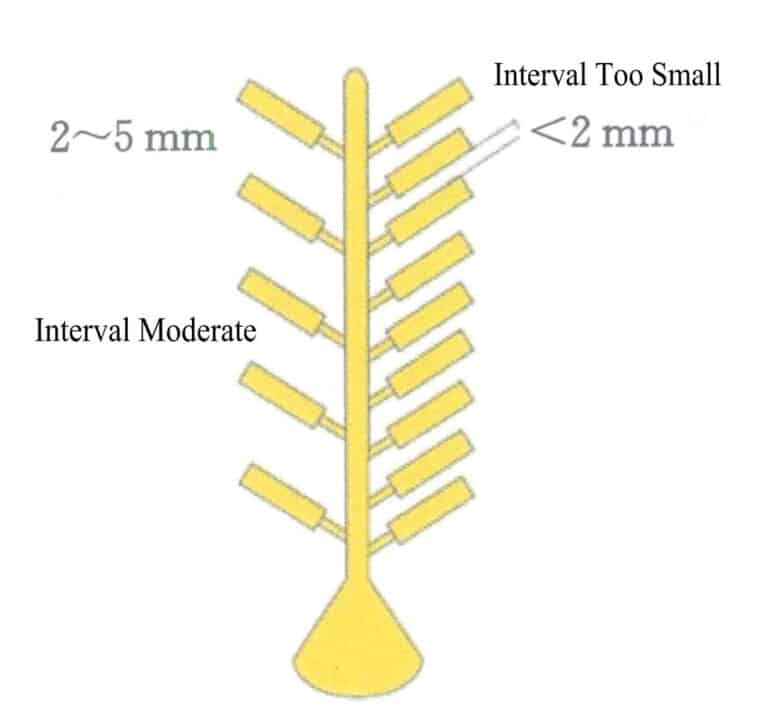
Figur 4-5 Avstand mellom voksformene
Figur 4-6 Plassering av voksmodelltreet i stålkolben
1.4 Hjelpeverktøy for å lage voksmodeller av trær
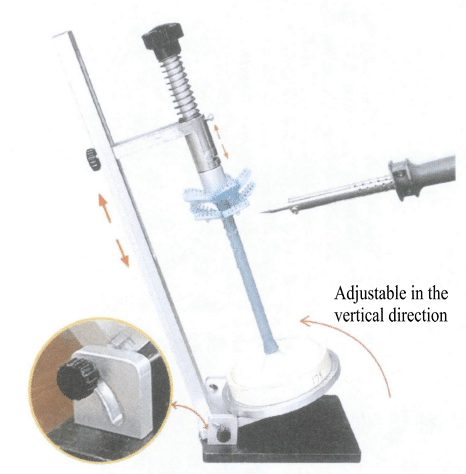
(1) Treplantemaskin av voksmodell (Figur 4-7)
Denne enheten er enkel å betjene og har et høyt forhold mellom pris og ytelse. Baseskiven og sidestangen er integrert og laget av aluminiumslegering med en justeringsanordning som muliggjør fleksibel justering i flere vinkler. Den bevegelige stangenheten kan bevege seg opp og ned, og bunnskiven kan rotere 360 ° fritt.
(2) Dreieskive med gummibunn (figur 4-8)
Dette verktøyet har en enkel struktur og er lett å bruke, hovedsakelig brukt til å feste gummibaser. Dreieskiven kan rotere fritt og er utstyrt med en justeringsanordning for justering i flere vinkler, noe som muliggjør fleksibel bruk i forskjellige vinkler når du planter trær av Wax-modeller.
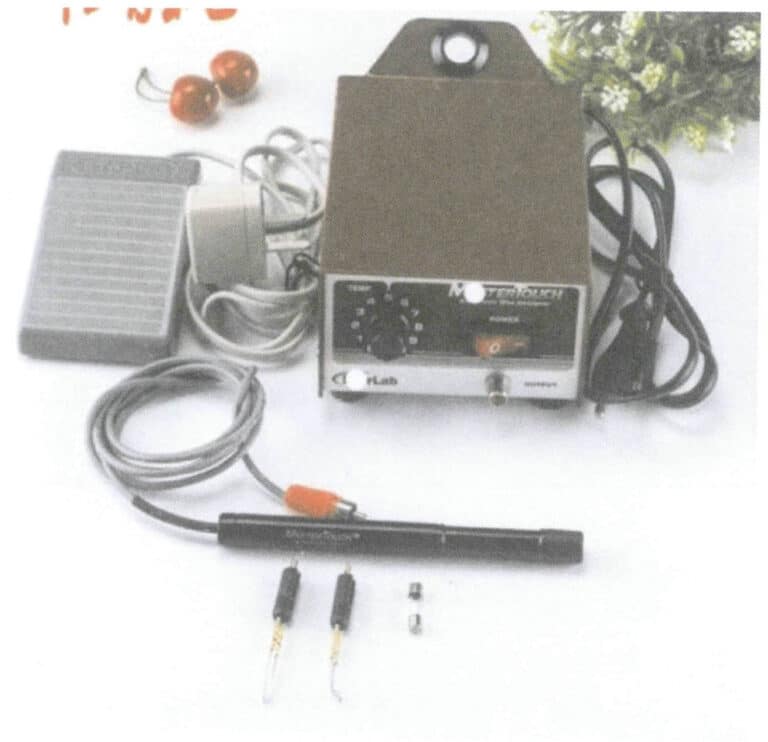
(3) Vokssveiser (figur 4-9) eller elektrisk loddebolt
Temperaturen på vokssveiseren kan justeres med en rask oppvarmingshastighet og et temperaturområde fra 50 ~ 200 ℃; den har en fleksibel vokssveisepenn, noe som gjør voksoperasjonen jevnere; pennespissen kan varmes opp og avkjøles øyeblikkelig gjennom en fotkontroller.

Figur 4-8 Dreieskive med gummibunn
Figur 4-9 Vokssveiser
2. Gjennomføring av oppgaver
(1) Forberedende arbeid
Forbered den innebygde voksformen for herrering, en vokskjerne med en diameter på 10 mm, et elektrisk loddejern, en gummibunn med en indre diameter på 4 tommer, en dreieskive av gummibunn eller en Wax models treplantemaskin. Lengden på vokskjernen kan velges i henhold til høyden på stålkolben, som vist i figur 4-11.

(2) Planting av voksmodelltreet
Voksformen må plantes på en sirkulær gummibase, og den indre diameteren på denne gummibasen skal samsvare med den ytre diameteren på stålkolben. Generelt kommer de indre diametrene på gummibaser i spesifikasjoner på 3in, 3.5in og 4in. Det er et sfærisk konkavt fremspring i midten av basen, med en sirkulær fordypning i midten, hvis diameter er sammenlignbar med vokskjernen. Fremgangsmåten for å plante Wax models-treet er som følger.
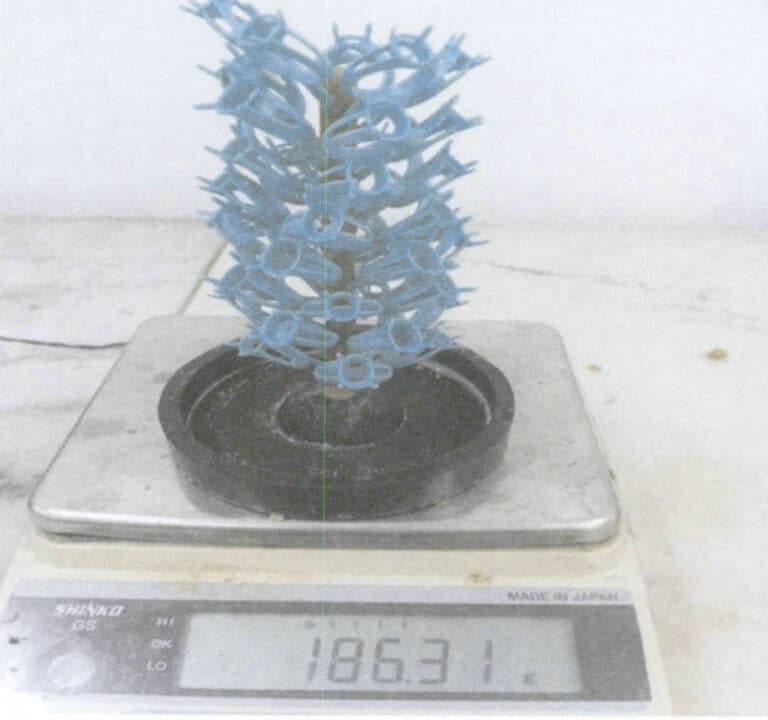
① Gummibunnen skal først veies, merkes og registreres før du planter Wax models-treet, som vist i figur 4-12.
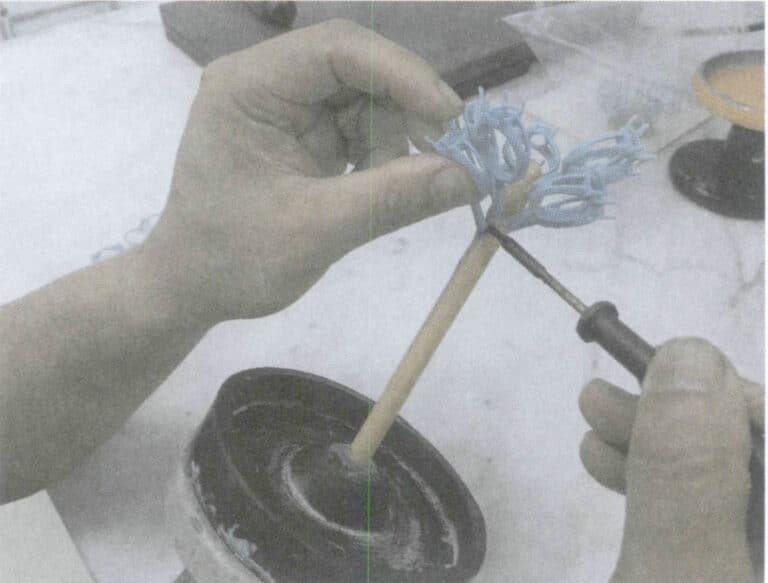
② Sett vokskjernen inn i det sirkulære hullet på gummibasen, og fest den med en liten mengde voksvæske. Gummibasen kan brukes med en Wax models treplantemaskin (eller dreieskive for gummibase) eller støttes opp og vippes. Juster temperaturen på den elektriske loddebolten, bruk loddespissen til å lage små hull i vokskjernen, sett raskt inn voksformgranen, hold voksformen stabil, og vent til voksvæsken stivner litt før du slipper den, som vist i figur 4-13. På dette tidspunktet er vinkelen mellom granen og vokskjernen 45°, og det skal være minst 2 mm mellomrom mellom voksformene.

Figur 4-12 Veiing av gummibunnen
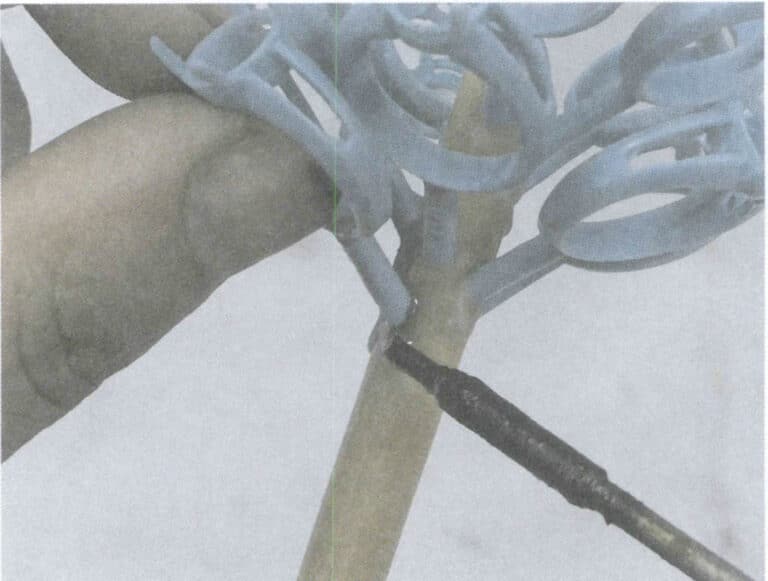
Figur 4-13 Planting av et voksmodelltre
③ Sveis voksformen på vokskjernen lag for lag til hele Wax models-treet er ferdig, og til slutt får du en trelignende samling av voksformer. Når du sveiser voksformen, kan du starte fra bunnen av vokskjernen (fra bunn til topp), som vist i Figur 4-14, eller fra toppen av vokskjernen (fra topp til bunn), som vist i Figur 4-15. Hvis Wax models-treet brukes på en dyktig måte, er det ikke stor forskjell mellom de to metodene. Metoden med å starte fra den øvre delen av vokskjernen (fra topp til bunn) brukes imidlertid vanligvis fordi den største fordelen med denne metoden er at den forhindrer at den smeltede voksen drypper ned på de sveisede voksformene, slik at man unngår omarbeiding på grunn av voks som drypper ned.

Figur 4-14 Planting av et voksmodelltre fra bunn til topp
Figur 4-15 Planting av et voksmodelltre fra topp til bunn
④ Etter at du har plantet treet med voksmodeller, utfører du en ny veiing, som vist i Figur 4-16. Massen til voksmodelltreet får du ved å trekke fra resultatene av de to veiingene. Massen til Wax models-treet kan omregnes til metallmasse basert på tetthetsforholdet mellom parafinvoks og støpemetall, noe som gjør det mulig å anslå hvor mye metall som trengs til støpingen. Typisk er H65 messing: voks = 8,5:1; sølv: voks = 10,5:1; gull: voks = 15,5:1.
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
Del II Fremstilling av voksmodeller Tre for sentrifugalstøping av gull- og sølvsmykker
1. Bakgrunnskunnskap
1.1 Sentrifugalstøping
Sentrifugalstøping innebærer at smeltet metall helles i en roterende støpeform, der det smeltede metallet fyller formen og stivner under sentrifugalkraft, som vist i figur 4-17. Fordelene og ulempene med sentrifugalstøpeprosessen er som følger.
(1) Fordeler
Under rotasjonen fylles det flytende metallet i formen under sentrifugalkraft (figur 4-18), med rask fyllingshastighet og høy produksjonseffektivitet, noe som gjør den spesielt egnet for støping av små tilbehør, som kjeder og øreringer. Tyngre metaller presses mot ytterveggen, mens lettere gasser og slagg beveger seg fritt mot overflaten og danner en retningsbestemt størkning fra utsiden og inn. Derfor er krympingsforholdene gode, støpestrukturen er tett og de mekaniske egenskapene gode.
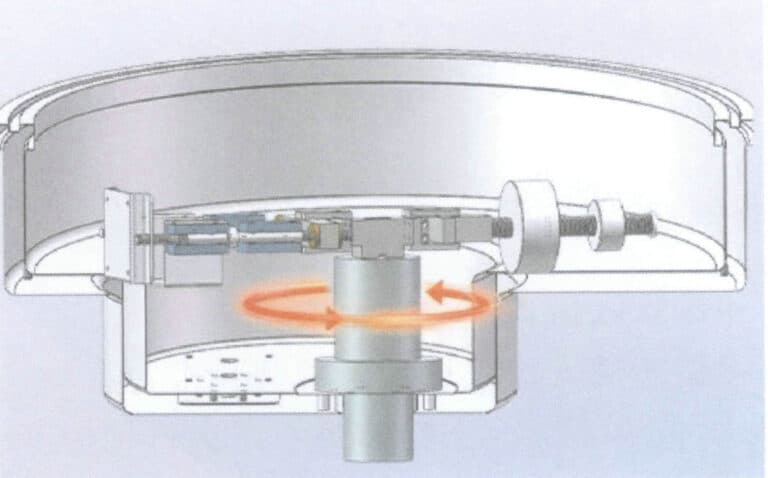
Figur 4-17 Rotasjonsmetode for sentrifugalstøping
Figur 4-18 Sentrifugalfylling av støpegods
(2) Ulemper
Sammenlignet med statisk støping har tradisjonell sentrifugalstøping noen ulemper: på grunn av den raske fyllingshastigheten opplever metallvæsken alvorlig turbulens under helling, noe som øker sannsynligheten for gassinneslutning og dannelse av porer; hastigheten på gassutslipp i formhulen er relativt langsom, noe som resulterer i høyt mottrykk i formen, noe som øker sannsynligheten for poredannelse; når fyllingskapasiteten er for sterk, utøver metallvæsken sterk skuring på formveggen, noe som lett fører til sprekker i formen eller avskalling; i tillegg kan slagg komme inn i formhulen sammen med metallvæsken under helling. Det høye fyllingstrykket som genereres av sentrifugalkraften, gjør at den maksimale metallmengden som kan støpes innenfor sentrifugens sikkerhetsområde, er mindre enn i en statisk støpemaskin. På grunn av den større størrelsen på sentrifugalstøpekammeret er det dessuten mindre vanlig å bruke smelting med inertgass.
1.2 Forholdsregler for produksjon av voksmodeller av trær ved bruk av sentrifugalstøpemetoder
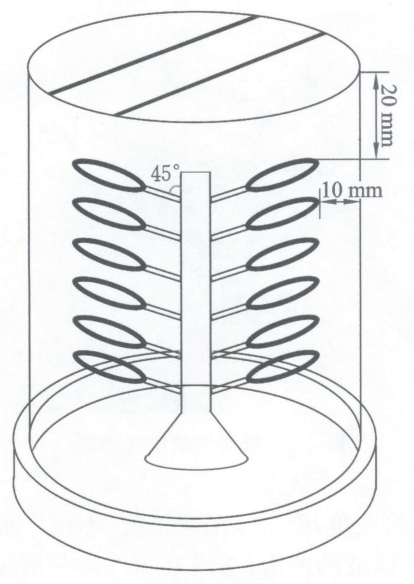
(1) Voksformen er skrått oppover og sveiset på vokskjernen, vanligvis med en vinkel på 45-60 ° mellom voksformen og vokskjernen og en granlengde på 10 mm. Sammenlignet med vakuumstøpemetoden er vinkelen mellom vokskjernen og vannlinjen mindre når du bruker sentrifugalstøpemetoden.
(2) Hellingsvinkelen kan være mindre når voksformen er liten og har en kompleks struktur. En mindre hellingsvinkel er gunstig for at metallvæsken skal strømme nedover, noe som øker sannsynligheten for vellykket støping (under helling er voksmodellens trehulrom i en omvendt tilstand). Når du skal plante voksmodelltreet, sveiser du først den radiale, horisontale støpekanalen, som vist i figur 4-19. Deretter sveiser du voksformen vertikalt på den horisontale støpekanalen for å bedre tilpasse den horisontale flyten av metallvæsken, som vist i Figur 4-20.
(3) Voksformen plantes lag for lag på en ordnet måte rundt vokskjernen fra toppen av voksmodelltreet og nedover. Voksformene må plasseres tett, men uten å berøre hverandre, med en minimumsavstand på 3 mm. Minimumsavstanden mellom voksformen og vokskjernen er 8 mm, og den høyeste voksformen må være under toppen av stålkolben.
Figur 4-19 Radial horisontal støpekanal
Figur 4-20 Sentrifugalstøpesystem
2. Gjennomføring av oppgaver
For å lage et Wax-modelltre bruker denne oppgaven en voksform med en innebygd anhengsstil og en gummibase med en indre diameter på 3,5 tommer.
(1) Forberedende arbeid
Forbered voksformen i anhengstil, en vokskjerne med en diameter på 8 mm, en loddebolt, en gummibase med en indre kjerne på 3,5 tommer, en dreieskive for limbunn eller en voksmodeller treplantemaskin; lengden på vokskjernen kan velges basert på høyden på stålkolben.
(2) Planting av voksmodelltreet
Voksformen må plantes på en sirkulær gummibase, som har en indre diameter som stemmer overens med stålkolbens ytre diameter. Fremgangsmåten for å plante Wax models-treet er som følger.
① gummibunnen bør først veies og merkes før du planter Wax-modellene.
② Sett vokskjernen inn i det runde hullet på gummibunnen og fest den med en liten mengde voksvæske; løft gummibunnen og plasser den på skrå, juster temperaturen på det elektriske loddejernet, sveis først den radiale horisontale løperen på vokskjernen, og sveis deretter voksformene vertikalt på den radiale horisontale løperen, slik at det blir et mellomrom på 3 mm mellom voksformene, som vist i Figur 4-21.
③ Sveis voksformene lag for lag på den horisontale løperen til hele vokstreet er ferdig, slik at du til slutt får en treformet voksform, som vist i figur 4-22.
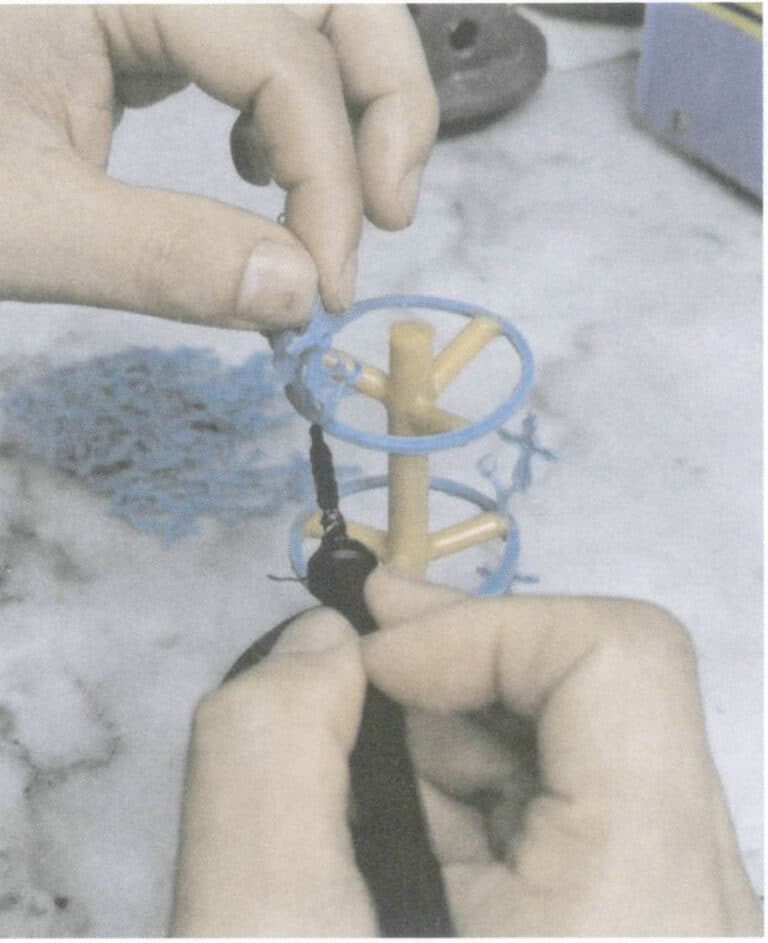
Figur 4-21 Sveising av voksformen på den radiale horisontale løperen
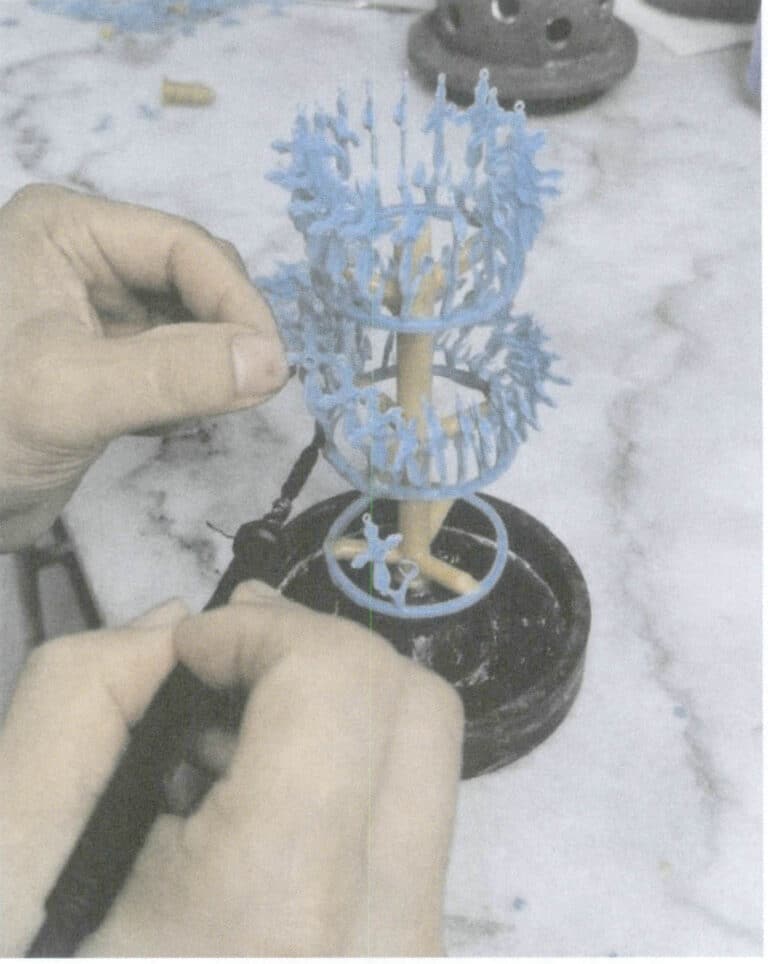
Figur 4-22 Lagvis sveising av voksformen på den horisontale løperen
(3) Kontroll av kvaliteten på voksmodellene Treet
Etter at du har plantet voksmodelltreet, kan du kontrollere om voksformene er godt sveiset ved å riste eller vibrere voksmodelltreet forsiktig. Hvis de ikke er godt sveiset, er det lett for voksformene å falle av under gipshellingen, noe som påvirker støpekvaliteten. Til slutt må du kontrollere om det er nok avstand mellom voksformene. Hvis voksformene sitter fast i hverandre, bør de skilles fra hverandre, og voksdråper på voksmodelltreet bør trimmes med en kniv.
(4) Sekundær veiing
Vei hele voksmodelltreet igjen, og ved å trekke fra resultatene fra de to veiingene får du massen til voksmodelltreet. Deretter kan du omregne tetthetsforholdet mellom voksmodelltreet og støpemetallet til metallets masse, slik at du kan anslå hvor mye metall som trengs til støpingen.
Seksjon III Produksjon av voksmodeller for platinasmykker
1. Bakgrunnskunnskap
1.1 Støpeegenskaper for platina
1.2 Støpemetoder for platina
Den eksisterende platinastøpeprosessen bruker hovedsakelig følgende støpemetoder:
(1) Metode for innstilling av en stor direkte støpekanal
Denne metoden bruker en teknikk som ligner på støping av gull- og sølvsmykker når man lager vokstrær, der den indre støpekanalen danner en vinkel på 45° med den direkte støpekanalen. Som vist i figur 4-23, er støpekanalen svært lang. Dette fører til at den smeltede platinaen under sentrifugalkraften under støpingen raskt strømmer til enden av støpeformen og deretter brettes tilbake for å fylle hulrommet, noe som lett fører til kraftig turbulens og ufullstendig fylling av støpeformen. Den sterke sentrifugalkraften utgjør også en risiko for eksplosjon på toppen av formen. I tillegg har denne metoden et lavt prosessutbytte.
(2) Metoden for direkte tilkobling av støpestykket til hellebegeret
Denne metoden har ingen direkte hellekanal, men kobler støpegodset direkte til hellekoppen, der hvert støpegods har en uavhengig indre hellekanal, som vist i figur 4-24. Selv om denne metoden kan forbedre prosessutbyttet, er antallet støpegods som produseres per støpeform svært lite. For å øke antallet støpegods i produksjonen reduseres avstanden mellom de indre støpekanalene i støpegodset, noe som gjør det lett for formveggene mellom de indre støpekanalene å bli vasket bort og gå i stykker under støping, noe som fører til defekter som sandhull eller inneslutninger i formen, noe som påvirker kvaliteten på støpegodset.
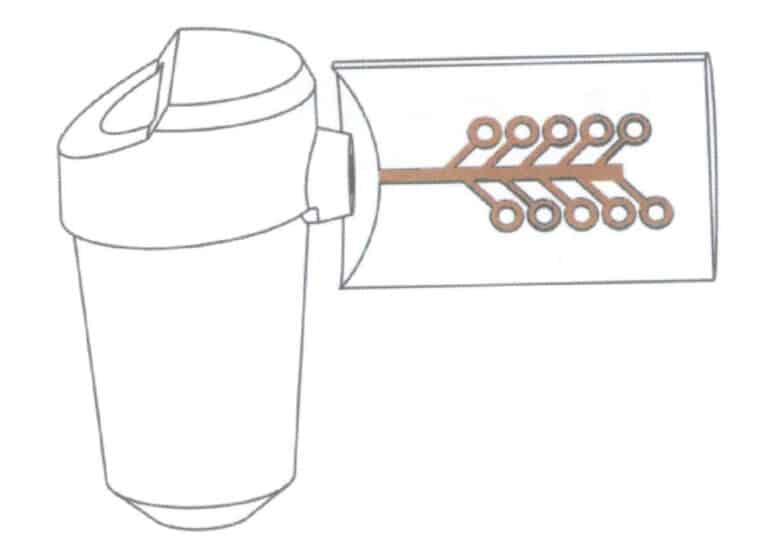
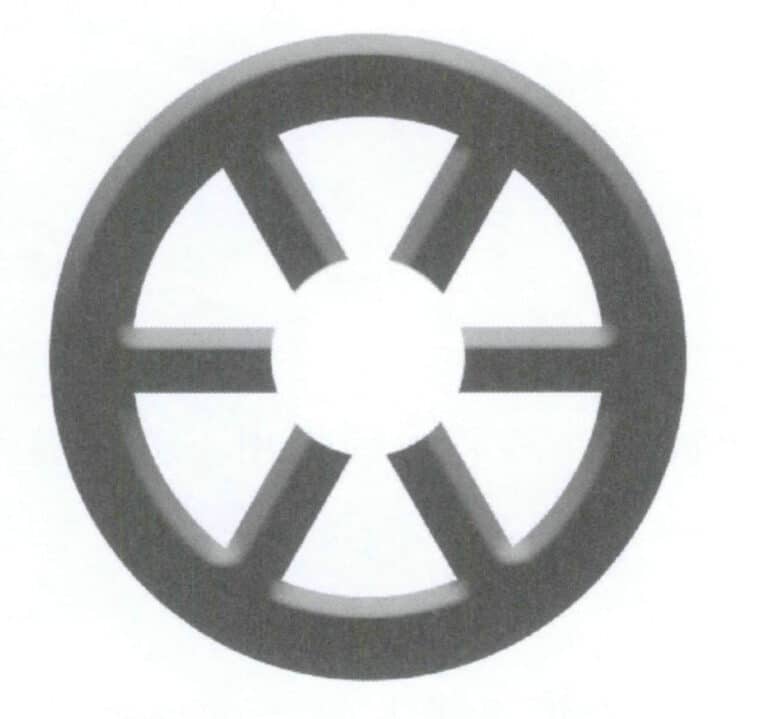
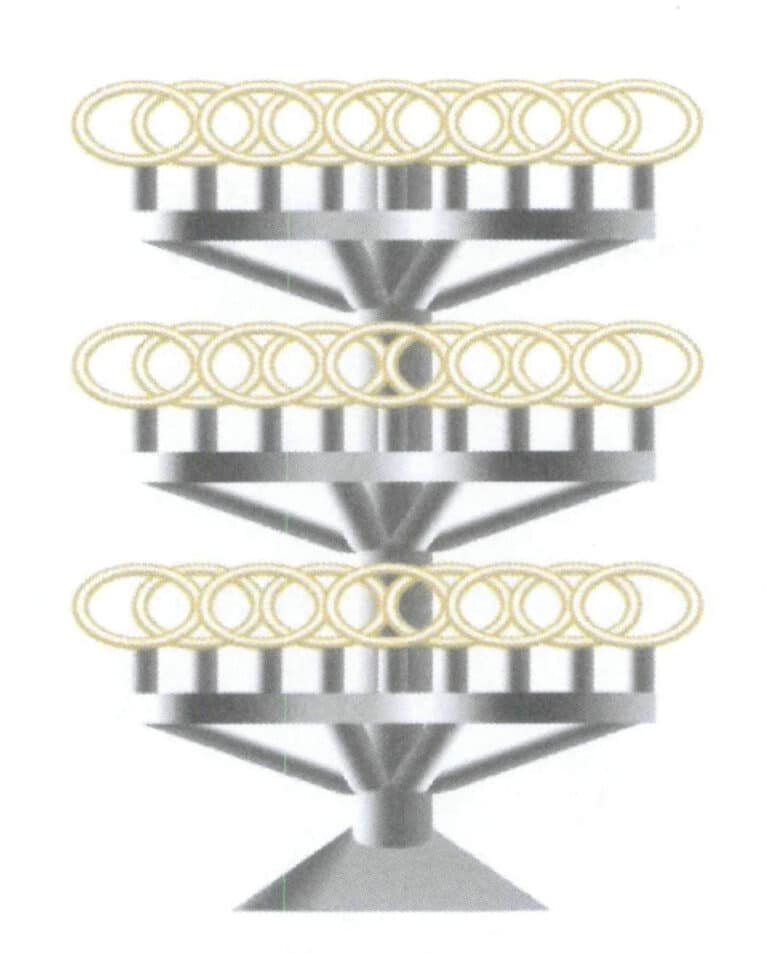
(3) Metoden for å sette opp et radialt støpesystem
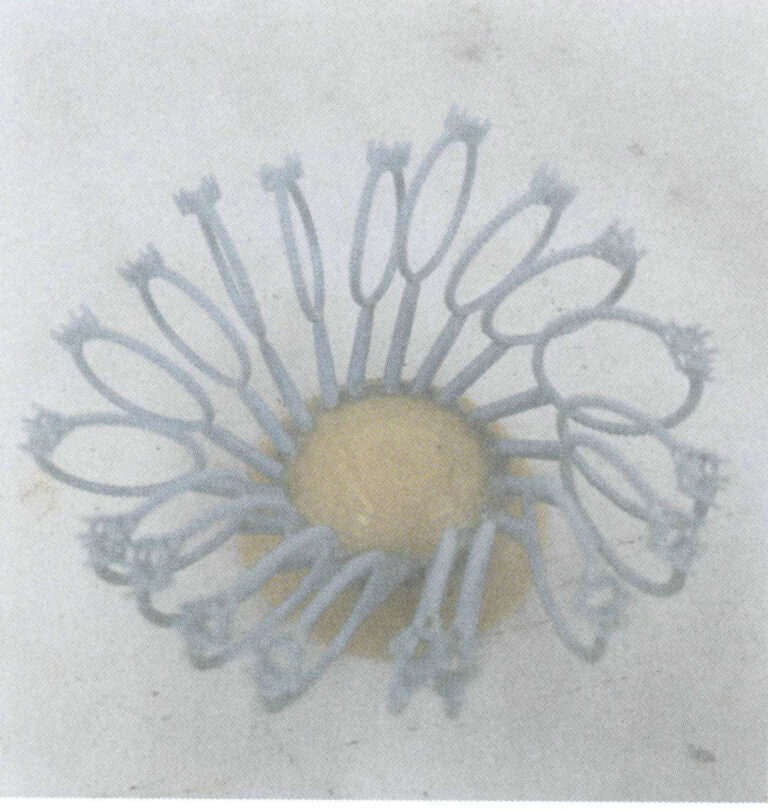
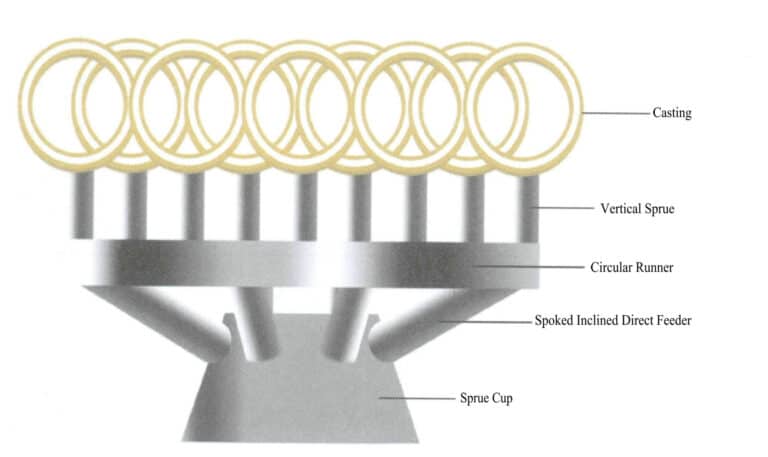
Denne metoden setter opp traktformede grankopper, rett gran og kryssgran, og danner en eikeformet ringformet gran, og flere smykkestøpninger er koblet vertikalt til den ringformede kryssgranen gjennom den indre granen, som vist i figur 4-25. Denne måten bidrar til retningen av det flytende metallet inn i hulrommet, reduserer turbulens, reduserer virkningen av det flytende metallet på støpingen, og øker antall støpegods. Figur 4-24 Direkte tilkobling av støpestykket til grankoppen.
2. Gjennomføring av oppgaver
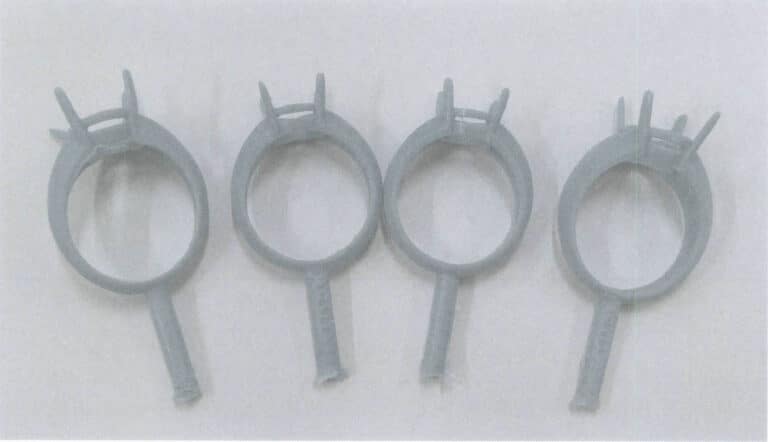
I denne oppgaven brukes voksmodeller av ringer med innfatningsåpninger, elektriske loddebolter, absorberende papir, stålkolber osv. til å lage vokstrær for platinasmykker.
(1) Forberedende arbeid
Først veier du kvaliteten på det absorberende papiret med en elektronisk vekt og noterer det, som vist i figur 4-26. Sveis den klargjorte voksmodellen til midten av det absorberende papiret med en elektrisk loddebolt, og forsegl langs ytterkanten av begeret uten å etterlate noen hull.
(2) Sveising av den radiale horisontale støpekanalen
Sveis den radiale horisontale løperen i midten av hellebegeret, og sørg for en jevn overgang i skjøten uten skarpe hjørner.
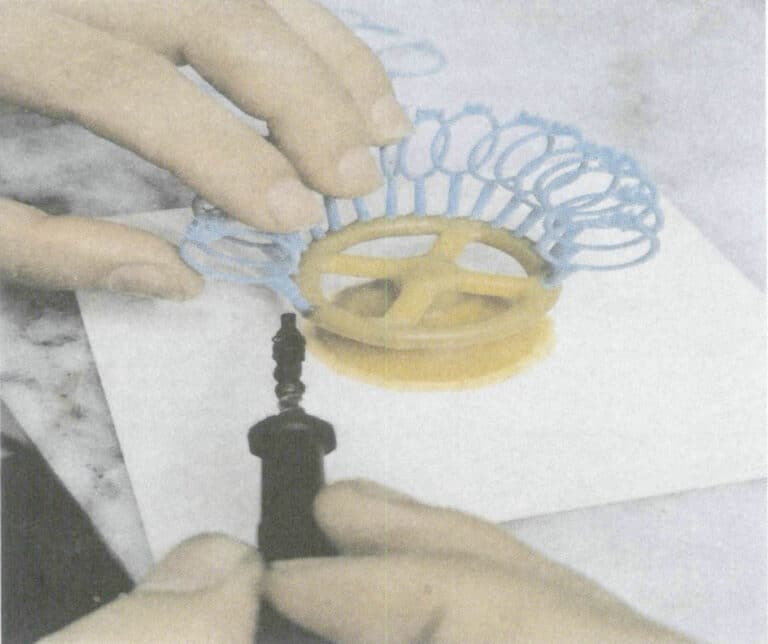
(3) Sveising av voksmodellen
Forsegl voksmodellen med en liten mengde voksvæske på den ringformede løperen, plasser voksmodellen oppreist i en vinkel, juster temperaturen på loddebolten, og sveis deretter voksmodellens gran sekvensielt på den radiale horisontale løperen, og sørg for at voksmodellene er ordnet pent i en sirkel med et mellomrom på 3 mm mellom dem, som vist i Figur 4-27.
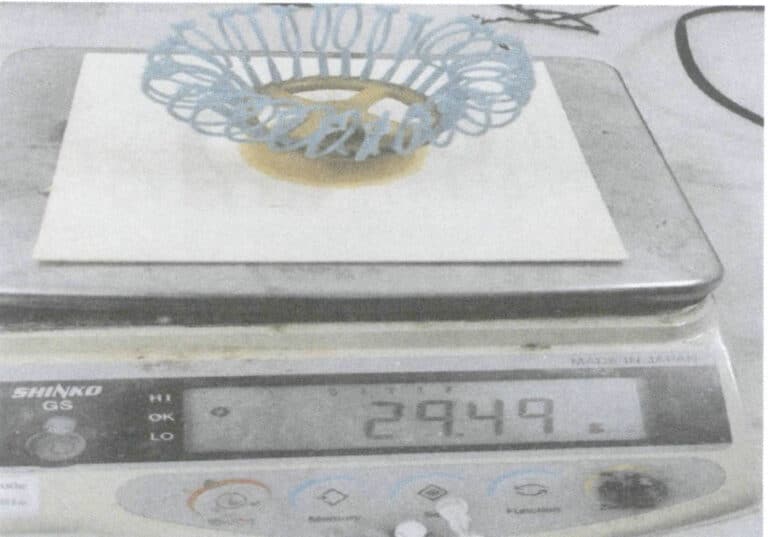
(4) Veiing av voksmodellene Tre
Etter at alle voksformene er plantet, veier du dem; trekk vekten av det absorberende papiret fra den endelige vekten for å få vekten av voksformen. Deretter ble metallvekten beregnet i henhold til tetthetsforholdet mellom voksmodellene og platina, som vist i figur 4-28.














Én kommentar
Jeg ønsker å lede klassen min gjennom prosessen med å lage smykker. Vi har en solidscape-skriver og trenger noen innspill.