Hvordan lage smykker i rent gull: En trinn-for-trinn-guide
Bearbeidingsteknologi for rene gullsmykker som kjedesmykker, armbånd og ringer, anheng og øredobber
Behandlingsteknologien til rene gullsmykker består hovedsakelig av støping (helling), låsing, hjelpeprosesser og polering. Blant dem inkluderer hjelpeprosesser sandpapirpolering, glitrende sandbehandling, syredypping, sandblåsing, nylonsandpolering, graveringsmønstre og steinbinding. De såkalte hjelpeprosessene er ordnet i henhold til de spesifikke kravene i behandlingsordren, og ikke alle arbeidsstykker trenger å gå gjennom disse prosessene. Sammenlignet med prosesseringsteknologien til K-gullsmykker, er prosesseringsteknologien til rene gullsmykker relativt uavhengig. Nedenfor vil den rene gullprosessen og dens driftsprosedyrer bli introdusert separat.
Prosessen med rene gullsmykker kan oppsummeres som støping (helling), låsing, hjelpeprosesser, polering og andre trinn.

Filing av granen
Innholdsfortegnelse
Seksjon I Låseprosessen for smykker i rent gull av kjedetypen
1. Clasping-prosessflyten av kjedetype rene gullsmykker
1.1 Filing av granen
Filing av granen fjerner de utstikkende delene av arbeidsstykkets overflate som ikke oppfyller designkravene, og filer den avskårne granen slik at den flukter med arbeidsstykkets overflate, slik at arbeidsstykkets overflate blir en sømløs helhet.
(1) De viktigste verktøyene som brukes
Grovfiling, glattfiling.
(2) Trinn i driftsprosessen
Bruk først en grov fil til å file den utskårne delen av arbeidsstykket slik at den kommer omtrent på nivå med den omkringliggende overflaten, og bruk deretter en glatt fil til etterbehandlingen slik at arbeidsstykkets overflate ikke har noen tydelige grenser og blir en perfekt helhet (figur 7-1).
(3) Merknader
① Vær oppmerksom på å kontrollere styrken og retningen på hånden, og ikke fil områder som ikke krever filing.
② Bruk en glatt fil for å trimme arbeidsstykket riktig i henhold til formen og krumningen. For flate arbeidsstykker skal filingen være flat, rett og nøyaktig; for buede arbeidsstykker skal filingen følge en buet linje fra bunn til topp.
Video av filing av gran
1.2 Kobling
Med "linking" menes å sette sammen de spredte delene etter at de er filet i henhold til designkravene, slik at de blir til et komplett armbånd eller halskjede.
(1) De viktigste verktøyene som brukes
Koblingstang, pinsett, skjæretang.
(2) Trinn i driftsprosessen
① Delene skal klassifiseres i henhold til bearbeidingskravene, og det skal skilles mellom store, mellomstore, små eller ulike mønstre, og deretter kobles sammen.
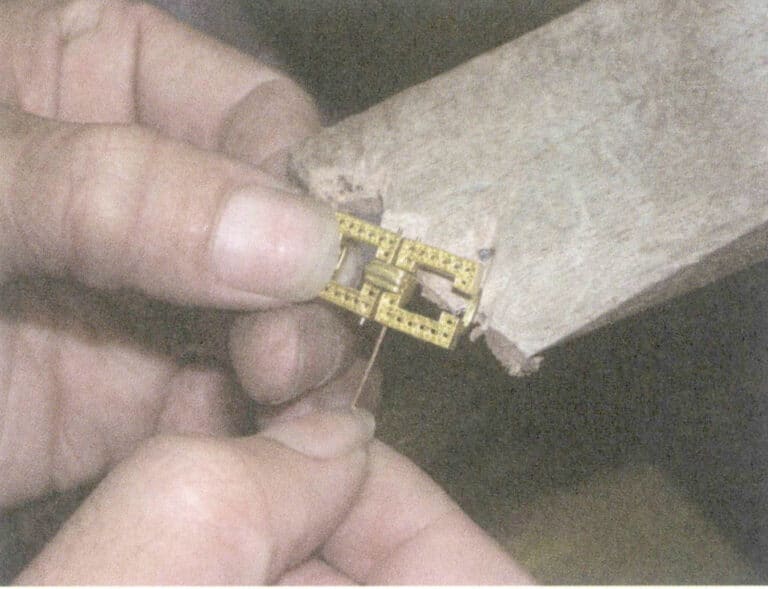
② Bruk en tang til å snu låsen og holde de sammenkoblede løse delene (Figur 7-2). Bruk en skjæretang til å klippe av den overskytende delen av låsetungen, slik at de to løse delene kan foldes sammen på en fleksibel måte. Sørg for at kjedet er fleksibelt og godt vedlikeholdt.
(3) Merknader
① Behandlingen av kjedesmykker må strengt følge ordrekravene for klassifisering, noe som sikrer riktig matching av låser uten feil.
② Hvert forbindelsesstykke må være festet flatt, kunne rotere fleksibelt, være lett å bøye og ha sikre sveisepunkter, ellers kan det lett deformeres eller brekke.
Kobling av video
1.3 Sveisekjeder
Sveising av kjeder innebærer å sveise åpningene i hver enkelt lås som er riktig sammenkoblet i henhold til kravene, slik at de sitter godt fast og ikke er lette å knekke. Under sveiseprosessen må det utføres reparasjoner i tide for å sikre fullstendighet hvis det oppdages feil, for eksempel sandhull, på arbeidsstykket.
(1) Viktigste verktøy og materialer
De viktigste verktøyene som brukes, er kombinasjonssveiseverktøy, klemmer, en boraksskål, en lighter, en sveiseplate og en kjedetang. De viktigste materialene som brukes, er sveisetråd, sveiseplater og boraks.
(2) Trinn i driftsprosessen
① Bløtlegg boraks i vann, bruk en saks til å klippe sveiseplaten i strimler på ca. 1 mm × 60 mm, og legg dem i boraksskålen.
② Plasser kjettingene som skal sveises på sveiseplaten i den rekkefølgen de åpnes, med de vanskeligste plassert på 1〜2 striper og de enkleste plassert på 5 ~ 7 striper.
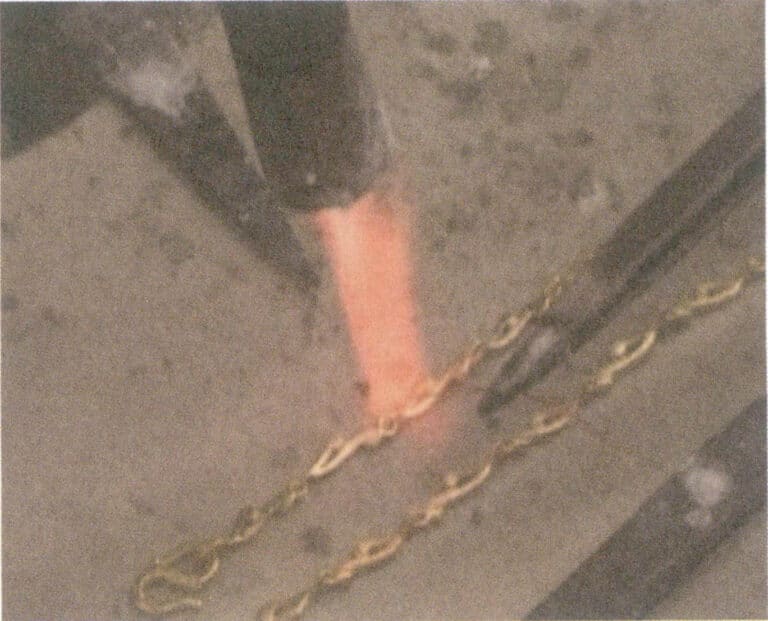
③ Hold sveisepistolen i venstre hånd, tråkk på vindkulen med venstre fot, og tenn sveisepistolen. Bruk sveiseklemmen til å holde sveiseplaten, ta kontakt med den glødende kjedelåsen for punktsveising, og beveg deg sakte mot høyre i henhold til rekkefølgen på sveisepunktene (Figur 7-3). Sveiseprosessen er best når den utføres punktvis.
(3) Merknader
Under sveiseprosessen må koordineringen av hender og føtter være hensiktsmessig og godt timet. Flammens intensitet må til enhver tid kontrolleres i henhold til kravene til arbeidsstykkets sveisepunkter. Hvis flammen er for sterk, kan den ødelegge arbeidsstykket eller skape ubevegelige dødpunkter. Hvis flammen er for svak, kan det hende at sveisepunktene ikke blir varme nok til å smelte, noe som kan føre til falske eller utilstrekkelige sveiser. For mange sveisepunkter kan påvirke estetikken og sløse med arbeidstiden, og overflødige punkter må files ned.
Video av sveisekjeder
1.4 Forming
Forming er justering og korrigering av deformerte arbeidsstykker etter kjedebehandling eller andre prosesser for å oppfylle designkravene.
(1) De viktigste verktøyene som brukes
Kjedetang, skrapere, jernbor, hammere osv.
(2) Trinn i driftsprosessen
Se nøye etter om arbeidsstykkets generelle form er skjev. Hvis dette er tilfelle, kan du forsiktig korrigere den med en kjedetang eller trykke den flat med hendene på en bordplate (figur 7-4).

(3) Merknader
Under korreksjonsprosessen med å trykke eller hamre arbeidsstykket, bør kraften ikke være for stor; Ellers kan det føre til at arbeidsstykket deformeres under forming, eller lengden oppfyller kanskje ikke designkravene.
Forming av video
1.5 Etterbehandling av kjeder
Formålet med kjedebearbeiding er å fjerne ujevnheter, lav glans eller skarpe kanter og grader fra arbeidsstykkets overflate, slik at den blir jevnere og mer skinnende.
(1) De viktigste verktøyene som brukes
Store og små filer, skrapere (hjemmelagde), hengeslipere, tannfreser, kulefreser, rosa steinpartikler.
(2) Trinn i driftsprosessen
① Før du starter arbeidet, må du observere hele kjeden nøye for å bestemme bearbeidingsvinkelen.
② Under polering er det nødvendig å gå frem i henhold til designkravene og utføre forskjellige filingsprosesser for deler som krever sandblåsing, sandpolering, glitrende sandfinish og blankpussing (figur 7-5).
③ Fil sveise- og reparasjonspunktene på hver del slik at overflatene blir glatte, avrundede og estetisk tiltalende.
④ En hjemmelaget skrape brukes til å glatte og polere de døde hjørnene som den lille filen ikke kommer til.
⑤ Etter at alle deler av kjedet er fylt, må du på nytt kontrollere om det finnes grader på de filede og ferdige overflatene. Hvis det oppstår slike situasjoner, kan du bruke en hengesliper til å montere en dentalgrat og dyppe den i maskinolje for å gjøre gradene helt glatte.

(3) Merknader
① Kontroller nøye konstruksjonstegningene for å finne ut hvilke områder som må etterbehandles, og ikke ta i bruk feil.
② Arbeidsstykket må ikke deformeres under etterbehandlingsprosessen. Hvis det oppstår deformasjon, må det formes på nytt.
③ Når du bruker en tannbor til å polere arbeidsstykket, må du være forsiktig så du ikke brekker kanten på arbeidsstykket.
Video om etterbehandling av kjeder
2. Prosessflyt for armbånd og halskjeder
2.1 Teknologiflyt for prosessering av armbånd og halskjeder
2.2 Vanlige typer wire-trekkkjedehåndverk
Vanlige typer armbånd og halskjeder laget ved hjelp av trådtrekking inkluderer hovedsakelig følgende kategorier.
(1) Perlekjede. Halvsirkelformet kjede med lås og en innvendig rille.
(2) Maiskjede. Hver seksjon ligner mais. Vanligvis danner tre seksjoner en streng, blandet med perlekjeder, for å danne en kjede.
(3) Kjede med enkel lås. Hver enkelt sløyfe er koblet sammen til en kjede.
(4) Kjede med dobbel krok. To overlappende løkker danner hver enkelt løkke og danner en kjede.
2.3 Prosessflyten for produksjon av armbånd og halskjeder
(1) Trekkwire
Å trekke tråd betyr å trekke gullbarrer til en gulltråd som oppfyller spesifikasjonene i henhold til designkravene. Trekking av tråd er det første trinnet i bearbeiding og produksjon av trådkjeder.
① De viktigste verktøyene som brukes. Blåsebrenner, pressemaskin, endekutter, trekktrådplate.
② Trinn i driftsprosessen. Først tenner du blåsebrenneren for å varme opp gullstangen til den er rødglødende, og lar den deretter avkjøles naturlig; deretter bruker du trykksporene på de to rullene på tablettpressen til å gradvis tynne gullstangen; til slutt, når gullstangen er presset til ønsket størrelse for prosessering, skal den ene enden slipes tynn og avrundes med en hammer eller fil, deretter føres gjennom trådtegningsplatehullet, og gradvis trekkes tynnere til de nødvendige spesifikasjonene er oppfylt.
Forholdsregler. Etter at tråden er trukket inn i ledningen, må diameteren på gulltråden måles med en skyvelære. Den kan ikke bestemmes ut fra hullspesifikasjonene på trådtrekkingsplaten fordi formhullene vil forstørres på grunn av slitasje etter langvarig bruk, noe som resulterer i overvektsproblemer etter produksjonen.
(2) Produksjon av ringer
Etter å ha trukket inn i ledningen, er neste trinn å lage kjeder i henhold til ordrebehandlingskravene, og det første trinnet i å lage kjeder er å forme gulltråden til individuelle ringer.
① Lage ringer. Hvis tverrsnittsdiameteren på gulltråden er mindre enn 1 mm, kan en spesiell glatt, rund stålstang monteres på hengesliperens hode, og den ene enden av gulltråden festes til hengesliperens hode. Start hengesliperen og før gulltråden med fingrene slik at den vikles i jevne ringer rundt stålstangen.
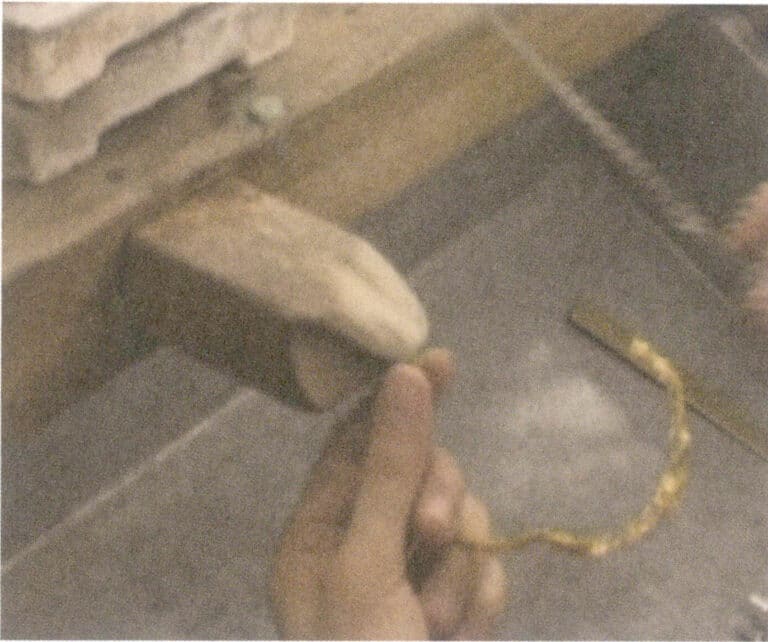
Hvis diameteren på gulltråden er mer enn 1 mm, bør det brukes en manuell viklingsmekanisme. På samme måte er den ene enden av gulltråden festet, og viklingsmaskinen betjenes for hånd. Avhengig av størrelsen installeres stålstenger med ulike spesifikasjoner for å sikre at gulltråden vikles jevnt rundt stålstangen (Figur 7-6).

Lage perleringer. Først trekker du gulltråden slik at den oppfyller de spesifiserte kravene, og bruker deretter en pressemaskin til å flate den ut. Bruk deretter en nåletang til å klemme enden av gulltråden i en flat halvsirkel, velg et tegneplatehull som oppfyller den angitte diameteren, og trekk den flate ledningen inn i en konkav halvsirkel (bredden på gullstykket skal være litt større enn hullet). Fjern den viklede spiraltråden fra stålstangen og kutt den i henhold til produksjonskravene.
Maisformen lages ved å skjære den til en viss lengde langs tverrsnittet, slik at det dannes segmenter av "maiskjerner".
Andre kjeder er kuttet rett langs lengdesnittet for å danne individuelle løkker.
② Forholdsregler. Stålstangen som brukes til å vikle gulltråden må ha riktig spesifikasjon. Når du kutter ledningen, skal den kuttes rett, uten deformasjon, og størrelsen på de kuttede løkkene må være jevn.
(3) Spennring
Som bestillingsskjemaet krever, lages knekkeringen ved å koble sammen de forskjellige kuttede ringene i tilsvarende former, slik at de danner en lang kjede.
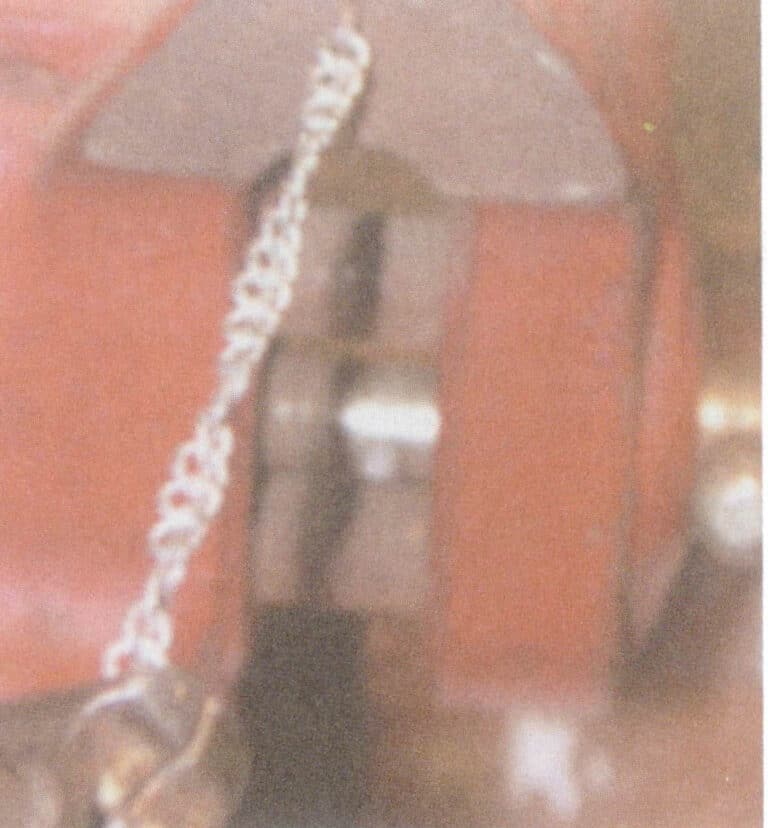
Trinn i driftsprosessen. Metoden for å feste et perlekjede er å koble en ring til en annen for å danne en kjede (figur 7-7); maiskjeden lages ved først å forme gulltråden til en firesidig pyramide på en sirkulær base, deretter fylle den med "maiskjerner", vanligvis gruppere tre "maiskjerner" sammen, og deretter feste en perlering på toppen, og fortsette på denne måten til ønsket lengde er nådd; den doble festekjeden (dobbeltfeste) kobler to ringer og knytter dem sammen i en kjede.

(4) Sveiseklammer
Sveiselås betyr at åpningene i hver ring og sirkel sveises sammen slik at de ikke kan skilles fra hverandre.
① Trinn i driftsprosessen.
Metode én: Tenn på blåsebrenneren, varm opp ringåpningen til den blir rød, bruk en pinsett til å holde et fint gullstykke nedsenket i boraksvann og plasser det i den oppvarmede åpningen; den smeltede sveisevæsken sveiser raskt sammen ringåpningen under påvirkning av boraks (figur 7-8).

Metode 2: Bruk en liten skje til å ta ut gullpulveret dynket i boraksvann, og påfør det ved åpningen for å smelte, noe som også kan oppnå en rask sveiseeffekt (denne metoden brukes vanligvis til sveising av små ringer).
Maiskjeden må også sveises godt fast mellom hver ring i "maiskjernen" og mellom "maiskjernen" og den ytre rammen.
② Forholdsregler. Under sveising må du sørge for at sveisen er jevn, sveisepunktene må ikke være for store, og du må være spesielt oppmerksom når du sveiser maiskjeden.
(5) Vridning av kjeder
Å vri kjettingen betyr å vri kjettingen med en sveiset åpning i en viss vinkel for å sikre gode og jevne forbindelser mellom hvert ledd.
① De viktigste verktøyene som brukes. Håndbor, nåletang.
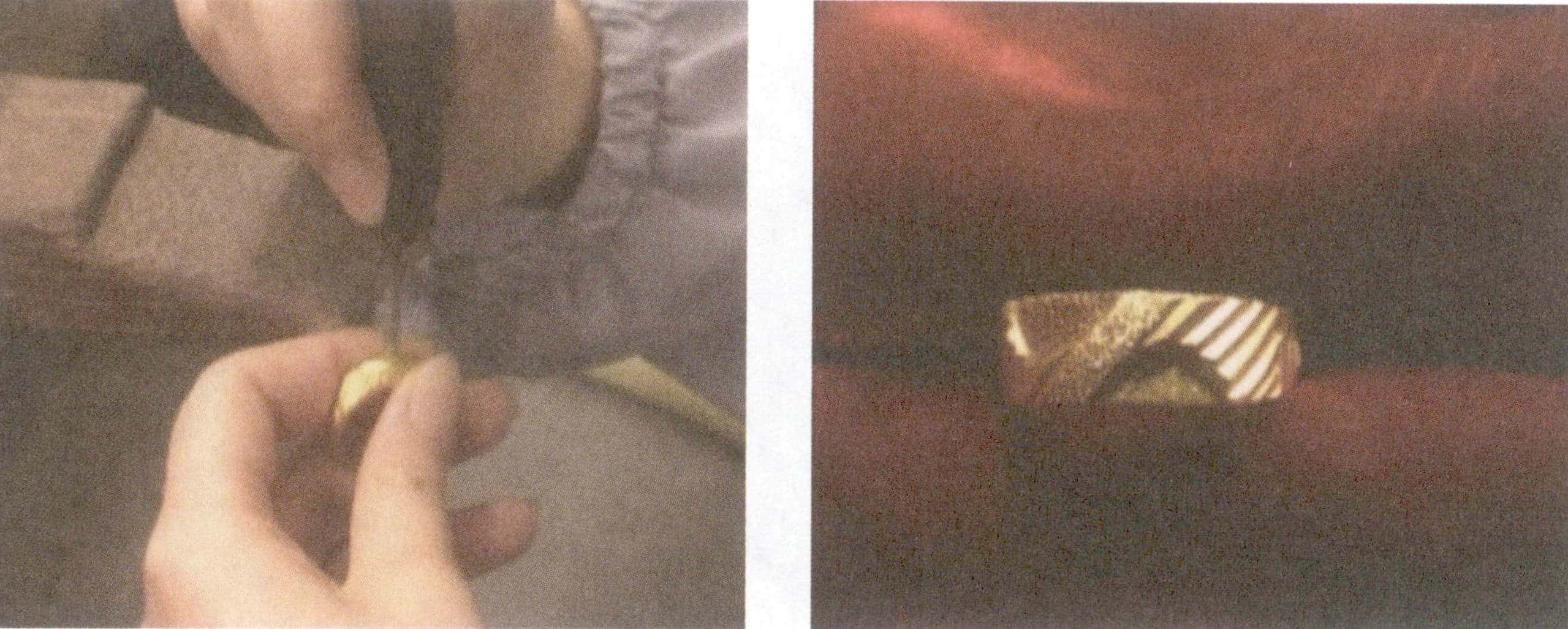
② Trinn i betjeningsprosedyren. Fest den ene enden av kjedet, hekt den andre enden på håndboret, og trekk stramt og rett; én person vrir håndboret mens den andre bruker nåletangen til å korrigere de vridde områdene, slik at vinklene mellom hvert ledd i kjedet er konsistente og godt forbundet (figur 7 - 9).
Forholdsregler. Det er viktig å gjøre dette med måte under vridning og korrigering av kjedet. Hvis kjedet vris eller klemmes for mye, kan det føre til at kjedet ryker.
(6) Utflating
Utflating betyr å gjøre vinkelen på hvert ledd i kjedet konsekvent og overflaten jevn.
① De viktigste verktøyene som brukes. Hammer, sveiseoppsettbord, pressemaskin.
② Trinn i driftsprosessen. Først legger du det vridde kjedet flatt på sveisebordet og banker det forsiktig flatt med en hammer; deretter justerer du spaltehøyden mellom valsene på pressmaskinen i henhold til produksjonskravene, og mater kjedet inn i pressmaskinen for valsing (Figur 7-10); bruk deretter en blåsepistol til å varme opp kjedet som har blitt presset én gang til det lyser rødt, og la det avkjøles naturlig; til slutt gjentar du trinnene ovenfor for det oppvarmede kjedet.
③ Tekniske krav til håndverk. Uansett hvordan det ferdige kjedet plasseres, så lenge den ene enden løftes, vil resten av kjedet ligge jevnt på linje uten å brette seg eller vikle seg sammen.
(7) Graveringsmønstre
Med utskjæringsmønstre menes inngravering av dekorative mønstre på kjedet for å forbedre smykkets utseende, noe som gjør det vakrere og mer unikt.
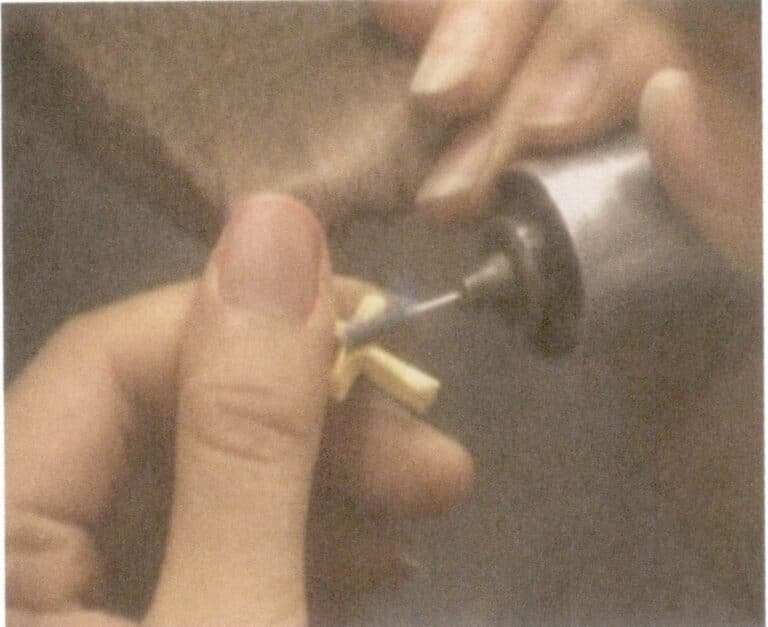
① Gravering av faste mønstre. Juster skalaen i henhold til ønsket bredde på mønsteret. Fest den dobbeltsidige tapen på en firkantet trekloss, rett ut kjedet for å unngå knuter, legg det flatt på den dobbeltsidige tapen, og bank forsiktig med en gummihammer for å sikre at kjedet fester seg på limflaten. Bruk en pensel dyppet i vintergrønn olje, og smør oljen jevnt på overflaten av kjedet som skal skjæres ut. Plasser treklossen med det påsatte kjedet på arbeidsbenken til utskjæringsmaskinen, og sørg for at kjedeoverflaten ligger på linje med utskjæringskniven. Trykk på strømbryteren og skyv treklossen sakte og jevnt med venstre hånd, mens du bruker høyre hånd til å styre spaken for å bevege skjærekniven opp og ned, slik at kniven kan skjære mønstre på overflaten av kjedet (Figur 7-11).
② Gravering av kryssmønstre. Bestem hvilket dreieverktøy som skal brukes ut fra arbeidsstykket, og fest underlaget på arbeidsstykket (bruk et underlag med hjul til manuelle kjeder). Fest den dobbeltsidige teipen på underlaget, fest kjedet flatt på teipen og fest det. Bestem posisjonen til arbeidsstykket som skal graveres, og juster vinkelen mellom skjærekniven og underlaget. Roter basen med venstre hånd mens du holder kontrollspaken med høyre hånd for å kontrollere graveringsvinkelen og skjæredybden. Hvis det er avvik i graveringsposisjonen, kan den justeres ved å endre vinkelen på basen for å oppnå målet med behandlingen.

Forholdsregler. Kjedet må ligge flatt og sikkert på treklossen for å hindre at det løsner under graveringen. Sørg for å smøre kjedet med olje før gravering for å unngå at arbeidsstykket kleber seg til metallpulveret. Under graveringsprosessen bør begge hendene koordinere for å kontrollere hastigheten på treklossens fremdrift og dybden på mønsteret.
Video med graveringsmønstre
(8) Arkiveringsoverflate
① De viktigste verktøyene som brukes. Grov fil, glatt fil, skiftenøkkel, fikseringsmåler.
② Trinn i driftsprosedyren. Juster høyden på fixturens arkiveringsspor i henhold til kjedets bredde, slik at den delen av kjedet som er eksponert i sporet, er den eneste delen som skal bearbeides. Etter at du har justert høyden og dybden på kjedet og sporet på riktig måte, strammer du til endefesteskruene med en skiftenøkkel for å feste kjedet i festeanordningen. Bruk en grov fil til å file ned den utstikkende kanten av kjedet i fiksturen, og bruk deretter en glatt fil til å polere kanten som ble filet med den grove filen. Fil den andre kanten av kjedet etter at den ene kanten er ferdig. Når den ene kanten av kjedet er ferdig, er dybden på sporet i fiksturen nå lik bredden på kjedet, og da bør høyden på fiksturen justeres til den høyden som er nødvendig for å bearbeide kjedet. Etter at begge sider av kjedet er ferdigbehandlet, bruker du en børste til å feie bort det gjenværende metallpulveret, og fortsetter deretter til skivepoleringsprosessen.
Forholdsregler. Følg nøye kravene til vektgrense i behandlingsordren. Bruk kritt på de grove og glatte filene for å forhindre at metallpulveret fester seg til filene og for å minimere metallforbruket så mye som mulig. Etterstreb generell glatthet, og ikke fil kjedet i en konkav eller konveks form.
(9) Montering av låsen
Å montere låsen betyr å feste kjedelåsen til kjedet. Kjedelåsen er åpnings- og lukkeanordningen for armbånd eller halskjeder og er en nøkkelkomponent for å gjøre det enkelt å bære og ta av hvert kjede.
① Klassifisering av kjedelåser. Inkluderer: W-type (vanligvis brukt til halskjeder), S-type (vanligvis brukt til armbånd), gjengetype, låsetype osv.
② Operasjonelle prosesstrinn. Kutt det bearbeidede lange kjedet til den lengden som kreves i bearbeidingsordren. Monter låsen i den ene enden av kjedet (figur 7-12), og sveis den deretter med en lommelykt. Det må sikres at endene av kjedet låses sammen på en fleksibel måte, slik at det er lett å ta av og på.
De senere prosessene i trådkjeden, som sliping, syrevasking, polering osv., ligner på operasjonene ovenfor.
Video av montering av låsen
Video av armbånd og halskjede
Copywrite @ Sobling.jewelry - Tilpasset smykkeprodusent, OEM og ODM smykkefabrikk
Del II Låseprosessen for armbånd av rent gull
1. Klemmeprosessflyten av de rene gullarmbåndene
Fastspenningsprosessen for det rene gullarmbåndet inkluderer: arkivering av gran → fastspenning av armbåndet → sveising av bunnplaten → sveising av kalibreringsrøret → saging av røret → sveising av armbåndstungen→ saging av håndbetjeningsposisjonen→ justering→ forming→ filbehandling→ sveising av det "8"-formede strammesystemet.
Ovenstående er den generelle prosessflyten for et rent gullarmbånd; for spesielle typer helgullarmbånd kan prosessflyten variere avhengig av stilen.
2. Driftsprosedyre
2.1 Filing av granen
2.2 Klemmearmbånd
Klemmearmbånd lages ved å støpe armbåndsemnet i en oval form, slik at det passer godt rundt håndleddet.
(1) Viktigste verktøy og materialer
De viktigste verktøyene som brukes, er et sett med kombinasjonssveiseverktøy, sveisefliser, en boraksskål, sveiseklemmer, en sagramme, en nåletang, et armbåndskjernebor og en armbåndstopp. De viktigste materialene som brukes, er boraks, sveisetråd og sveiseplater.
(2) Trinn i driftsprosessen
① For armbånd i én seksjon må du skille mellom armbåndets forside og armbåndets base, og sjekke om det er kvalitetsproblemer med armbåndets støpeemner (for eksempel sprekker, riller osv.).
② Sett sammen armbåndets forside og base, og bruk en stållinjal for å måle om størrelsen på armbåndet oppfyller størrelseskravene i bestillingen.
③ Klem den ene armbåndssiden fast på sveiseblokken med en sveiseklemme og punktsveis ved åpningen på armbåndssiden, ta deretter opp armbåndsbasen og juster den med armbåndssiden, og bruk en sveisebrenner til å sveise basen og siden godt sammen.
④ Form håndåket som er sveiset på den ene siden på åksylinderen, slik at håndåket blir komplett gjennom formingen (Figur 7-13).
⑤ Mål den totale størrelsen på armbåndet igjen med en stållinjal for å kontrollere om det oppfyller standardkravene.
(3) Merknader
① Armbåndets forside og bunn må ikke være uoverensstemmende; sveisingen av armbåndets forside og bunn må være ryddig og regelmessig, uten feiljustering.
② Unngå å slå med for stor kraft under formingen, da dette kan føre til merker på armbåndets overflate, noe som gjør det vanskeligere å etterbehandle og file.
Video av klemmeprosessen for armbånd
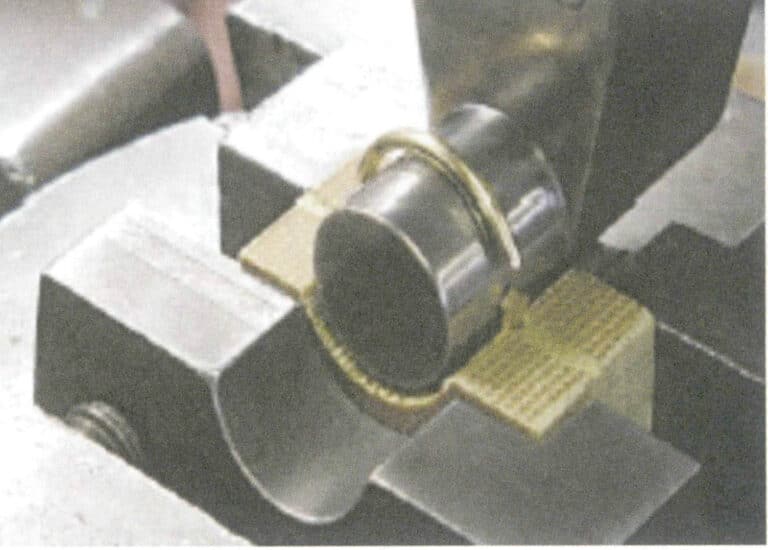
2.3 Sveising av bakplaten
Formålet med sveisebakplaten er å bearbeide og produsere armbåndstungeboksen.
(1) De viktigste verktøyene som brukes
Blåsepistol, pinsett, sveiseklemme, armbåndsbor.
(2) Trinn i driftsprosessen
① Velg en passende bunnplate i massivt gull i henhold til armbåndets størrelse, mykgjør den, bøy den i en bue i henhold til krumningen på armbåndets borekjernebit, og bruk en fil til å justere den, slik at lengden på bunnplaten samsvarer med den konkave posisjonen til armbåndsrøret og passer tett.
② Bruk sveiseklemmen til å holde armbåndet horisontalt, plasser bunnplaten riktig, sveis et lett punkt i enden av bunnplaten for posisjonering, fjern deretter armbåndet fra sveiseklemmen, legg det flatt på sveiseflisen, og bruk sveiseverktøyet til å sveise langs bunnplaten til det er ferdig sveiset (figur 7-14).

2.4 Sveising av den roterende akselen
Sveiserøret forbinder overflaten og bunnen av armbåndet, slik at det kan åpnes og lukkes fleksibelt etter at det er åpnet.
(1) De viktigste verktøyene som brukes
Blåsepistol, pinsett, loddeplate, loddetråd, boraks, nåletang, rottehalefil.
(2) Trinn i driftsprosessen
① Forbered et passende par Rotating tubes, sørg for at de passer godt til armbåndet, og smør tannkrem på ermene for å hindre at de sveises sammen.
② Bruk en sagbue til å sage en firkantet åpning som er litt mindre enn kalibreringsrørets ytre diameter langs den opprinnelige sveiselinjen, og bruk deretter en fil med rottehale til å forme den firkantede åpningen slik at den passer til røret, mens du filer mens du måler mot kalibreringsrøret for å sikre at det passer godt.
③ Plasser et par roterende rør i midten av armbåndets kalibreringsposisjon, slik at kalibreringsrøret sitter flatt og toppen er parallell med armbåndets overflate.
④ Bruk en sveiseklemme til å holde armbåndets overflate, og bruk punktsveising til å sveise kontaktpunktet mellom røret og armbåndet på en sikker måte (Figur 7-15).
Figur 7-15 Sveising av kalibreringsrøret
(3) Merknader
De to halvdelene av armbåndet må ikke være feiljustert (klemt fast). Røret kan lett bli saget skjevt, saget gjennom eller filet skjevt, så man må være spesielt oppmerksom. Ved punktsveising må du i tillegg passe på at sveisevæsken ikke siver inn i røret, ellers kan det føre til at røret blokkeres og må bearbeides på nytt.
2.5 Saging av røret
Saging av røret betyr at det sveisede røret i armbåndet kan åpnes og lukkes fritt.
(1) De viktigste verktøyene som brukes
Buesag (sagbue).
(2) Trinn i driftsprosessen
Løsne sagbuen og sagbladet, sett dem inn i armbåndets indre sirkel, stram deretter sagbuen og sag opp sveisepunktet på siden med kalibreringsrøret langs spalten der de to halvdelene av armbåndet er forbundet (Figur 7-16).
(3) Merknader
Når du sager armbåndet, må du være nøye med å se langs åpningen der de to halvdelene av armbåndet er forbundet, ellers kan det hende at armbåndet ikke åpnes eller lukkes ordentlig, noe som gjør tidligere forsøk nytteløse.
2.6 Sveising av armbåndstungen
Armbåndstungen er en viktig anordning for å åpne og lukke gullarmbåndet.
(1) De viktigste verktøyene som brukes
Blåsebrenner, pinsett, sveisefliser, sveisetråd, boraks, spissnese tang og rottehalefil.
(2) Trinn i driftsprosessen
① Velg riktig armbåndstunge, spill av ordmerket "900", med en grov fil som skal files til et trapes.
② Annealing behandling av armbånd tungen, med tang buet bue, og deretter fil litt trimming, den lange enden av armbåndet inn i bunnen av armbåndet tungen boksen og punktsveising vil bli løst armbånd tungen, og deretter armbåndet tungen og bunnen av armbåndet kontakt bit på, under sveising, til helt solid (utstikkende del av 5 ~ 6mm, Figur 7-17).
③ Bruk begge hender til å klemme armbåndet på begge sider og test om armbåndstungen kan settes jevnt inn i armbåndstungeboksen (etter innsetting skal armbåndstungen være helt usynlig fra utsiden).

2.7 Knapp for håndbetjening av saging
Håndbetjeningsknappen er utformet for å gjøre det enklere å åpne og lukke armbåndet, samtidig som den sørger for at de to delene er nøyaktig plassert og tett sammen.
(1) De viktigste verktøyene som brukes
Buesag, liten fil, boltesaks, hengesliper, tannfres.
(2) Trinn i driftsprosessen
Sett armbåndstungen inn i boksen for armbåndstunger, og bruk deretter sagbuen til å sage nedover i en avstand på 3 ~ 4 mm fra grensesnittet. Når du når halve høyden på portplaten, dreier du 90° i retningen og fortsetter sagingen til du når midtposisjonen mellom armbåndstungene, og da er knappeposisjonen klar. Sveis deretter en passende knapp på knappeposisjonen.
(3) Merknader
Ved saging i håndbetjeningsposisjon må man være spesielt oppmerksom på at sagposisjonen er riktig for enkel sveising av sømdekorasjonen.
2.8 Justering
Justeringen sikrer at de to delene av armbåndet er nøyaktig plassert, sitter tett sammen og oppfyller kravene til fleksibel og smidig åpning og lukking.
(1) De viktigste verktøyene som brukes
Buesag, liten fil, boltesaks, hengesliper, tannfres.
(2) Trinn i driftsprosessen
① Bruk en liten fil til å trimme armbåndstungen, og bruk en tannbørste til å rengjøre sveiseslagg og gullperler inne i boksen til armbåndstungen, slik at boksen blir firkantet.
② På armbåndets tungeboks på armbåndsflaten så jeg en parallell linje omtrent 1 mm fra kanten av armbåndets tungeboks, med en dybde på 0,5 mm.
③ Sett armbåndstungen inn i armbåndstungeboksen, før de to delene av armbåndet sammen, følg deretter sporet som først ble saget, og bruk sagen til å bevege deg nedover sporet, og rip lett i armbåndstungen for å etterlate et grunt spor (sporet fungerer som et posisjoneringspunkt for armbåndets lås).
④ Velg et passende metallstykke som lås, monter det i åpningen som nettopp er saget ut, og sveis det fast etter at du har filet bort det overskytende.
(3) Merknader
Etter at alt arbeidet er fullført, skal armbåndstungen settes inn i boksen gjentatte ganger for testing. Når armbåndstungen settes inn i boksen, skal det høres et tydelig "klikk", noe som indikerer at passformen mellom armbåndstungen og boksen er korrekt, ellers må det gjøres justeringer.
2.9 Forming
Forming er håndtering av eventuelle deformasjoner som kan oppstå under produksjonen, gjennom en rekke prosedyrer som sikrer at sluttproduktet oppfyller standardene fullt ut.
(1) De viktigste verktøyene som brukes
Hammer, armbåndsbor, ambolt, grov fil, glatt fil, armbåndstopp.
(2) Trinn i driftsprosessen
① Legg den ene siden av armbåndet på ambolten, og nagle den synlige linjen forsiktig med en liten hammer, slik at den formes til en nagle.
② Etter at du har satt sammen armbåndet, plasserer du det på armbåndsborkronen og trykker det ned slik at det passer perfekt med borkronen og danner en standard armbåndsform.
2.10 Etterbehandling av filer
Filing fjerner merker som etterlates på overflaten av arbeidsstykket under bearbeidingen, noe som gjør armbåndet mer komplett og estetisk tiltalende.
(1) De viktigste verktøyene som brukes
Stor fil, medium fil.
(2) Trinn i driftsprosessen
Bruk en stor fil til å flate ut arbeidsstykket grovt, og bruk deretter en middels stor fil til å gjøre armbåndet helt glatt.
(3) Merknader
Når du filer, er det viktig å kontrollere styrken og retningen på hånden, og unngå kontakt med områder som ikke trenger filing. Når du bruker en fil til etterbehandling, bør den brukes på riktig måte i henhold til arbeidsstykkets form og krumning; for flate arbeidsstykker bør filingen være flat, rett og rettvisende, mens for buede arbeidsstykker bør filingen følge en bue oppover fra bunn til topp.
2.11 Sveising av det "8"-formede strammesystemet
Det "8"-formede sveisesystemet knytter de to delene av armbåndet tettere sammen for å forhindre at det faller av.
(1) De viktigste verktøyene som brukes
Blåsepistol, boraks, pinsett, nåletang, sveisetråd.
(2) Trinn i driftsprosessen
① Ta forbindelsespunktet mellom de to delene av åket og armbåndets tungeposisjonering som midtlinje, og sveis en gullperle på hver side på 3 〜4 mm-posisjonen mot armbåndets overflate. Bor et 0,6 mm gjennomgående hull i gullperlen på siden, og sørg for at hullets diameter er parallell med armbåndets side.
② Bruk 92 gulltråd (∅0,5 mm x 32 mm) til å føre gjennom hullet i gullperlen, og brett den deretter på midten. De to trådendene møtes og overlapper hverandre i den andre enden av gullperlen, og blåsepistolen smelter deretter de to trådendene sammen.
③ Klipp av overflødig gulltråd, og bruk en nåletang til å klemme den i en "8"-form mellom de to perlene.
(3) Merknader
"8"-formen bør være passende stram; hvis den er for stram, kan den gå i stykker på grunn av langvarig friksjon, og hvis den er for løs, vil den ikke tjene sitt formål. Derfor bør den passe sammen med litt kraft når du klemmer den fast.
Del III Det sammenbindende håndverket til ringer, anheng og øredobber i rent gull
1. Låseprosessen for gullringer, anheng og øredobber
2. Sveising av ørepinner, spenner og hoppringer
Ørepinner er en viktig komponent i øredobber. På grunn av vanskelighetene med å støpe direkte, må de sveises på etter støping. Bails og hoppringer er viktige komponenter for oppheng av anheng, som også sveises på senere. Arbeidsprosedyrene er som følger.
(1) Viktigste verktøy og materialer som brukes
De viktigste verktøyene som brukes, er kombinasjonssveiseverktøy, en boraksskål, sveiseklemmer og sveisefliser. Materialene omfatter boraks, ørepinner av passende størrelse, spenner, hoppringer og sveisetråd.
(2) Trinn i driftsprosessen
① Plasser de velformede og matchende øredobbene på loddebrettet, og sett inn ørepinnene på riktig måte.
Hold den tente sveisepistolen i venstre hånd, bruk sveiseklemmen til å holde sveisetråden for punktsveising til ørehullet er fylt til ca. 2/3, og påfør litt boraks ved ørehullet, og brenn det med sveisepistolen til det er helt sveiset.
③ Når du sveiser spennene og hoppringene, sveiser du først spennene og deretter hoppringene før du fortsetter med punktsveising, slik at sveisepunktene er glatte og ikke går fra hverandre.
(3) Merknader
(1) Når du sveiser ørepinnene, må du være spesielt oppmerksom på å kontrollere størrelsen og styrken på flammen, og det må ikke føre til at ørepinnene smelter og forkortes (fordi sveisetråden er 95% renhet, mens ørepinnene er 92% renhet).
(2) Sveisepunktene skal være ensartede ved punktsveising ved ørehullet.
(3) Ved sveising av spenner og hoppringer, hvis sveisepunktet er for stort, må det repareres og poleres for å gjøre det glatt og jevnt.
Fastspenningsprosessen for hengende video
Avsnitt IV Hjelpeprosesser i håndverket av rene gullsmykker
1. Polering med sandpapir
Sandpapirpolering brukes til å fjerne merker som kan ha oppstått under etterbehandling og forming, slik at overflaten på arbeidsstykket blir jevnere og mer polert.
(1) De viktigste verktøyene som brukes
Hengeslipemaskin, sandpapirruller (koniske, sirkulære), sandpapirskiver, stålfreser, dentalfreser.
(2) Trinn i driftsprosessen
① Monter det valsede sandpapiret på det hengende slipehodet og poler de ønskede delene av arbeidsstykket (Figur 7-18).
② Slip den indre ringen med en sandpapirskive.
Video om polering med sandpapir
2. Glitrende sandlignende etterbehandling
Gnistrende sandlignende etterbehandling refererer til å skape et prikkete nettverk på overflaten av arbeidsstykket på de ønskede designstedene, noe som gir et ujevnt og strukturert utseende og forbedrer den tredimensjonale effekten av arbeidsstykket.
(1) De viktigste verktøyene som brukes
Hengesliper, diamantbor, sprettert.
(2) Trinn i driftsprosessen
① Hold arbeidsstykket med venstre hånd, hold boret med høyre hånd, sikt på området som skal bearbeides, og bor mens du beveger deg i en ordnet, prikkformet bevegelse, slik at det dannes et prikkmatriksnettverk på det bearbeidede området (Figur 7-19).
② Kontroller om rutenettets ujevnheter er i orden, og om dybden og grunnheten er passende, og gjør nødvendige justeringer.
(3) Merknader
① Bruk kraften jevnt og moderat, med et rutenett som er ryddig og konsekvent i dybden.
② Ikke skad den ubearbeidede overflaten.
③ Ikke forårsake betydelig deformasjon av arbeidsstykket.
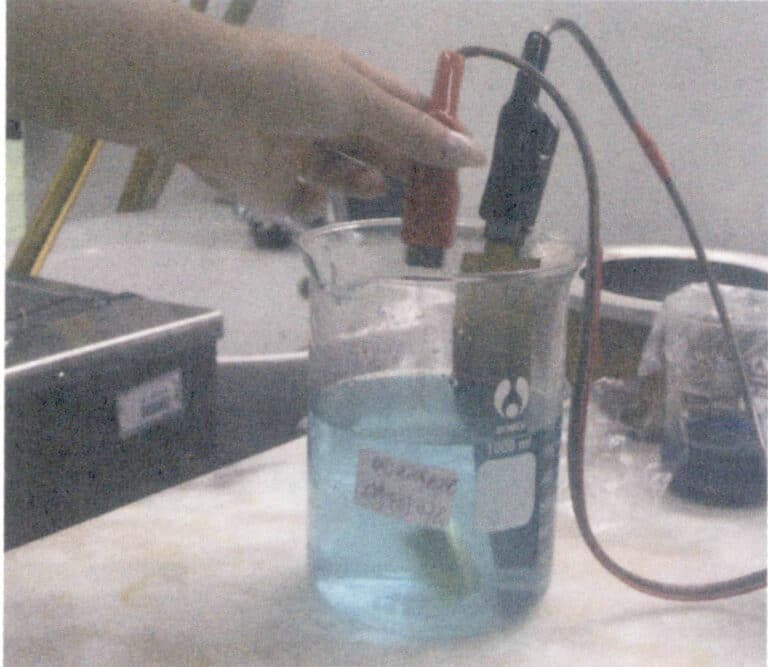
3. Syredypping
Syredypping er ment å fjerne flekker og flekker fra overflaten på arbeidsstykket, noe som gjør det lettere å polere gjennom syrebehandling. Den egner seg for ulike typer smykker som krever behandling.
(1) De viktigste verktøyene som brukes
De viktigste verktøyene som brukes, er blåselampe, lang sveiseklemme, sveisestein, lighter, Corning-gryte (en syrebestandig og korrosjonsbestandig beholder som vanligvis brukes til å oppbevare svovelsyre, saltsyre osv. Materialet er 36% 〜38% saltsyreløsning.
(2) Trinn i driftsprosessen
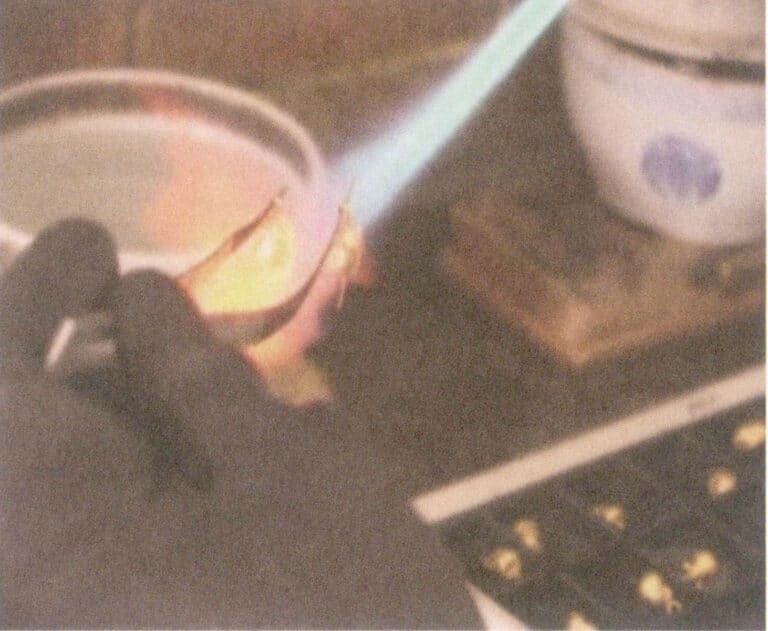
① Legg arbeidsstykkene på sveisesteinen, bruk lighteren til å tenne fakkelen, bruk fakkelen til å brenne arbeidsstykkene på sveisesteinen røde, og legg dem deretter i corninggryten fylt med syre for å bløtlegge (Figur 7-20).
② Når arbeidsstykket er i gryten med oppløsning, vil det være mye skum til gryten med skum automatisk forsvinner; du kan fjerne arbeidsstykket for rengjøring.
③ Når arbeidet er ferdig, skal syreløsningen pakkes i en spesiell bøtte og returneres til verkstedets lager for oppbevaring.
(3) Merknader
Hvis du ved et uhell får saltsyre på huden under arbeidet, må du ikke skylle med vann, men bruke et tørkepapir eller en tørr klut til å suge opp syren på huden og deretter skylle med vann.
Syredypping Video
4. Sandblåsing
Sandblåsing er en prosess som skaper en sandoverflate på arbeidsstykket i henhold til designkrav, noe som resulterer i en myk og robust kontrasteffekt på overflaten av arbeidsstykket.
(1) De viktigste verktøyene som brukes
Det viktigste utstyret som brukes er sandblåsemaskinen. Sandblåsemaskiner deles inn i to typer: våtsandblåsing og tørrsandblåsing. Våt sandblåsing kan videre kategoriseres i store og små sandblåsemaskiner. Når du bruker en stor sandblåsingsmaskin og en tørr sandblåsingsmaskin, trenger du bare å holde arbeidsstykket med begge hender og rette inn området som skal sandblåses, mot den faste sandblåsedysen på maskinen. Valget mellom tørr og våt sandblåsing bør bestemmes ut fra kravene til behandlingsrekkefølgen. Nedenfor vises driftsmetoden for en liten våtsandblåsingsmaskin. De tre typene sandblåsemaskiner har de samme driftsmetodene og prosedyrene.
(2) Trinn i driftsprosessen
① Koble fra strømforsyningen til sandblåsemaskinen, åpne dekselet på sandblåsemaskinen og tilsett sand nr. 0 (finsand) eller nr. 2 (grovsand) i henhold til prosesskravene. Mengden sand som tilsettes, må ikke overskride markeringslinjen på skalaen, ellers vil den blokkere sandrøret. Etter at du har tilsatt sand, strammer du dekselet og slår på strømmen.
② Juster sandblåsemaskinens lufttrykk; kravet til rent gull er 6 atmosfærer.
③ Hold arbeidsstykket med venstre hånd, ta tak i sandblåsemunnstykket med høyre hånd, trå på pedalen for å trykke på punktbryteren, lukk munnstykket og rett det mot delen som skal behandles, slik at sanden sprøytes jevnt (Figur 7-21).
④ Skyll det sandblåste arbeidsstykket med vann fra springen, og tørk det deretter med en hårføner.
(3) Merknader
① Etter at du har tilsatt sand, må du kontrollere at vann- og sandblåsingsrørene er riktig tilkoblet før du slår på strømmen.
Lufttrykket bør ikke være for høyt eller for lavt; for høyt lufttrykk kan forårsake sandhull i arbeidsstykket, mens for lavt trykk gjør det vanskelig å oppnå en god sandblåsingseffekt.
③ Hvis det oppstår sandhull etter sandblåsing, bør de repareres omgående.

Video av sandblåsing
5. Sandpolering av nylon
Polering med nylonslipesand innebærer å skape trådlignende linjer på overflaten av arbeidsstykket.
(1) De viktigste verktøyene som brukes
Hengeslipemaskin, sandskive av nylon (figur 7-22).
(2) Trinn i driftsprosessen
① Monter en nylon slipeskive på det koniske gjengeskaftet på kvernen, og slå på belysningen og strømbryteren på kvernen.
② Hold arbeidsstykket med begge hender, trykk området som skal bearbeides mot den høyhastighetsroterende nylonslipeskiven, beveg deg frem og tilbake i en rett linje, og roter eller slip fleksibelt (Figur 7-23).
③ Etter polering av arbeidsstykket for å oppfylle designkravene, må du sørge for riktig rengjøring og gjenvinning av metallpulver.
(3) Merknader
① Arbeidsstykket må ikke være deformert, ha riller eller bli for tynt.
② Linjene skal være tydelige, jevne og glatte.
③ Ved polering skal arbeidsstykket bevege seg i en rett linje, slik at det ikke vipper fra side til side, noe som kan føre til skjeve linjer.
④ Hvis arbeidsstykket er for lite, må man passe på at det ikke sklir under slipingen.
Figur 7-22 Poleringsskive av nylon
Figur 7 - 23 Sandpolering av nylon
Seksjon V Poleringsprosessen av rene gullsmykker
Poleringsprosessen (også kjent som lysning) av rene gullsmykker innebærer polering av arbeidsstykkets linjer, kanter eller andre designkrav for å gjøre overflaten blankere. Det er egnet for forskjellige arbeidsstykker med behandlingskrav.
(1) De viktigste verktøyene som brukes
Agatpussekniv, stålpresse.
(2) Trinn i driftsprosessen
① Bruk en stålpresser (en slags konisk stålstang) til å rulle frem og tilbake på det området av arbeidsstykket som skal bearbeides, til det er glatt og blankt (figur 7-24).
② Når du bruker stålpressing, bruk en tannbørste dyppet i ekstrakt av treøyne (frukten av såpetreet, som har en grop som ligner et treøye; i Guangzhou kalles det derfor treøyetreet. Ved å dyppe den i vann kan man produsere såpelignende skum som kan brukes til å vaske hender og klær) for å tørke av det pressede arbeidsstykket. Dette kan bidra til å fjerne oljeflekker eller andre urenheter som fester seg til arbeidsstykket under behandlingen. Effekten er lik vaskemidlets, men treøyeekstraktet vil ikke skade arbeidernes hud selv ved langvarig bruk.
③ Bruk en agatpussekniv til å gjenta områdene som er presset med stål, slik at arbeidsstykket blir mer polert og skinnende og utstråler en åndelig aura (figur 7-25).

Figur 7-24 Lysning av stålpresse
Figur 7-25 Agatpussing Knivpussing
Video av polering av rent gull