
그림 3-3 스톤 세팅 및 보석 준비하기
그림 3-4 밀봉 왁스 바르기
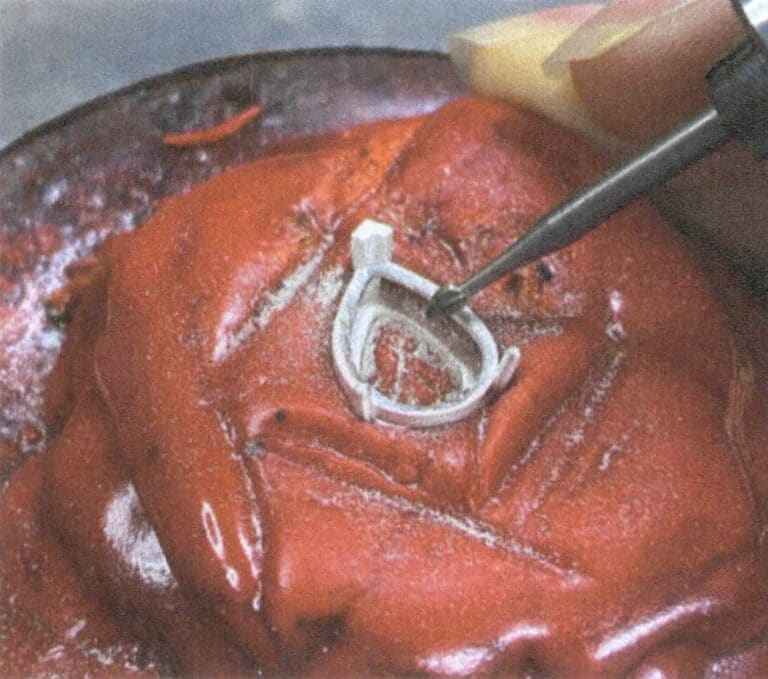
그림 3-5 피치 버로 석재 세팅의 경사면 연마하기
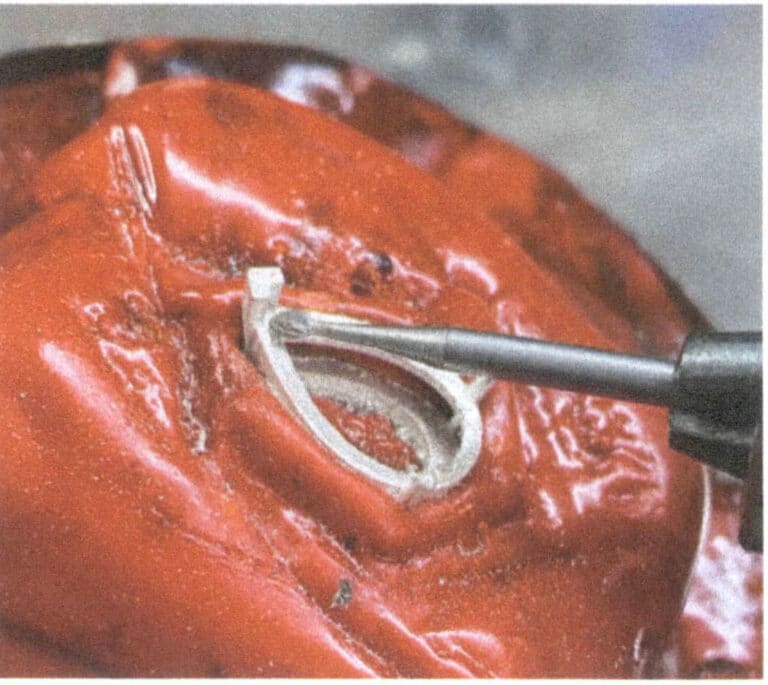
그림 3-6 물방울 모양의 스톤 세팅의 날카로운 모서리를 복숭아 버로 연마하기
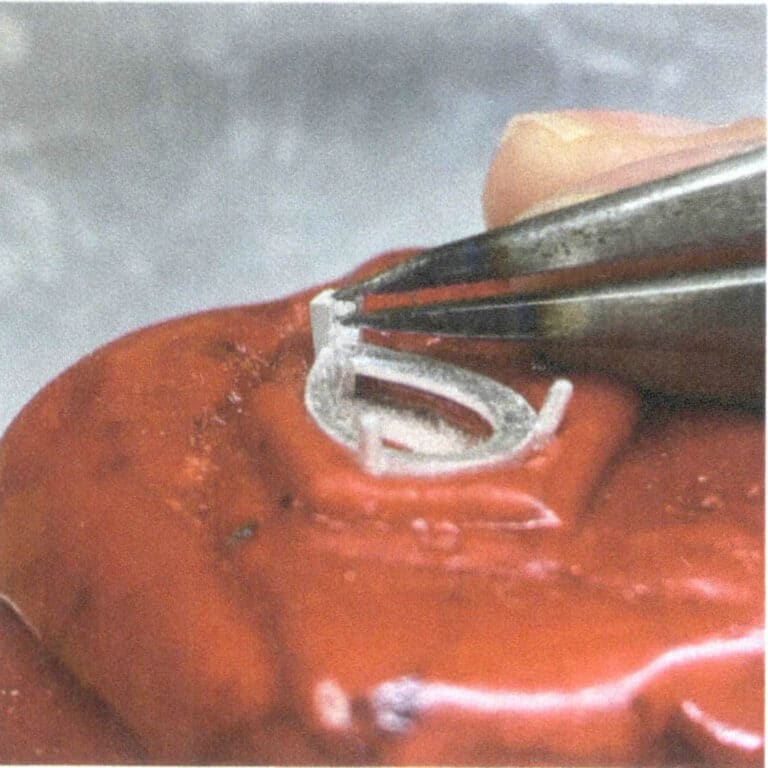
그림 3-7 홈의 위치 표시하기
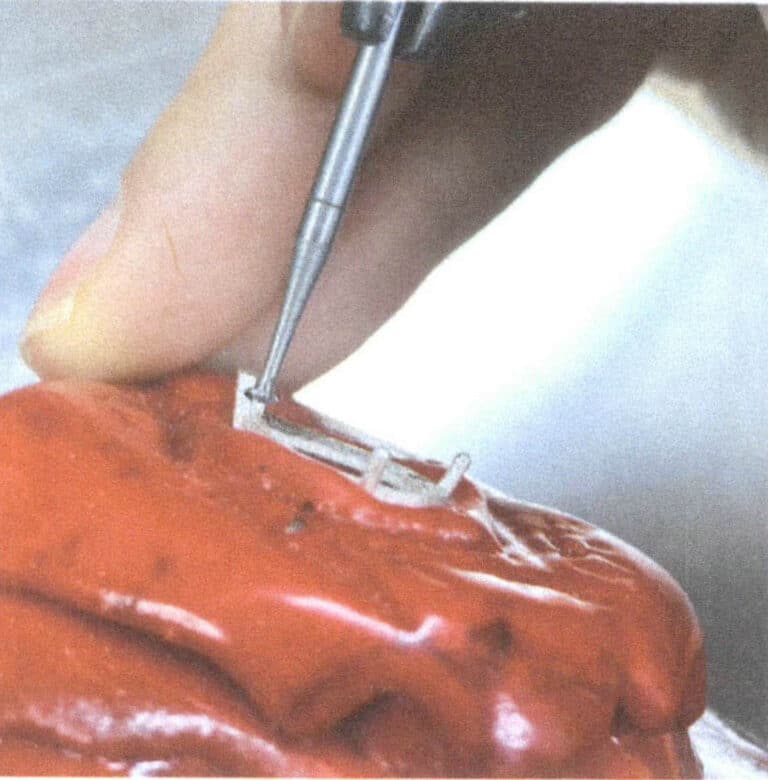
그림 3-8 디스크 버를 사용하여 코너 프롱의 스톤 세팅 위치 열기

그림 3-9 볼 버를 사용하여 모서리에서 코너 프롱의 스톤 세팅 위치 열기
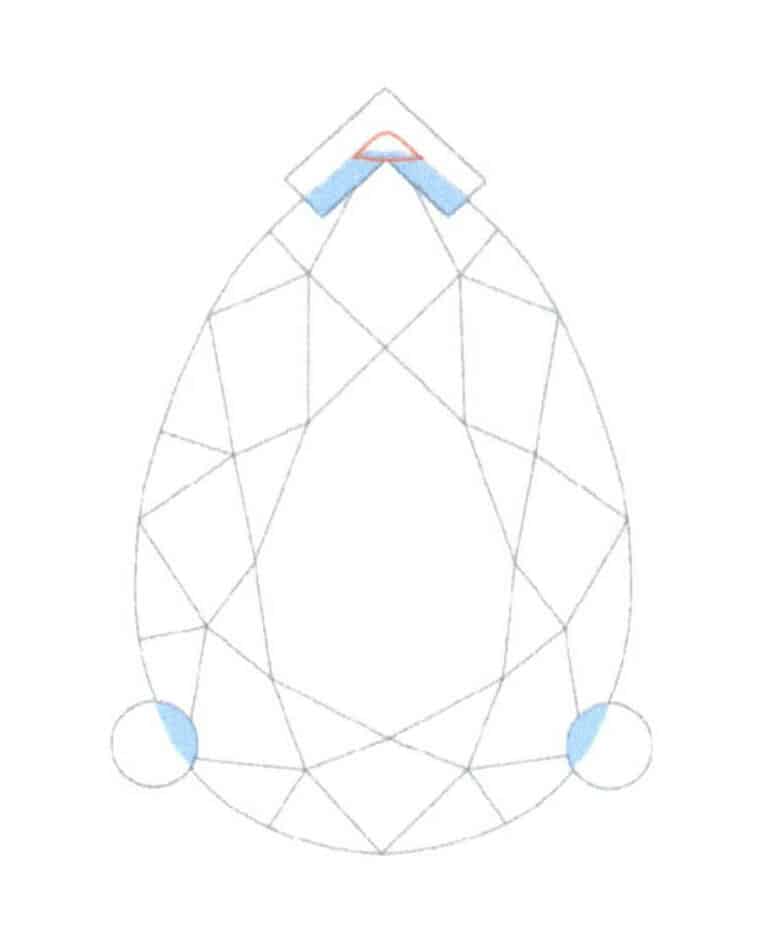
그림 3-10 오프닝 스톤 설치 위치(파란색 표시 경로는 디스크 버용, 빨간색 박스형 경로는 볼 버용)
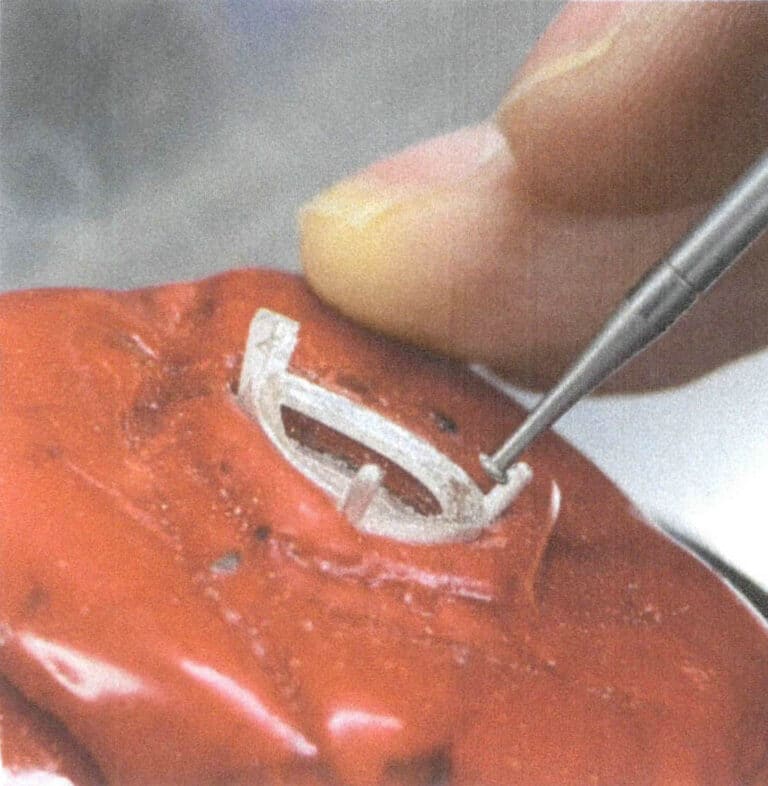
그림 3-11 탭 프롱의 오프닝 스톤 세팅 위치용 디스크 버
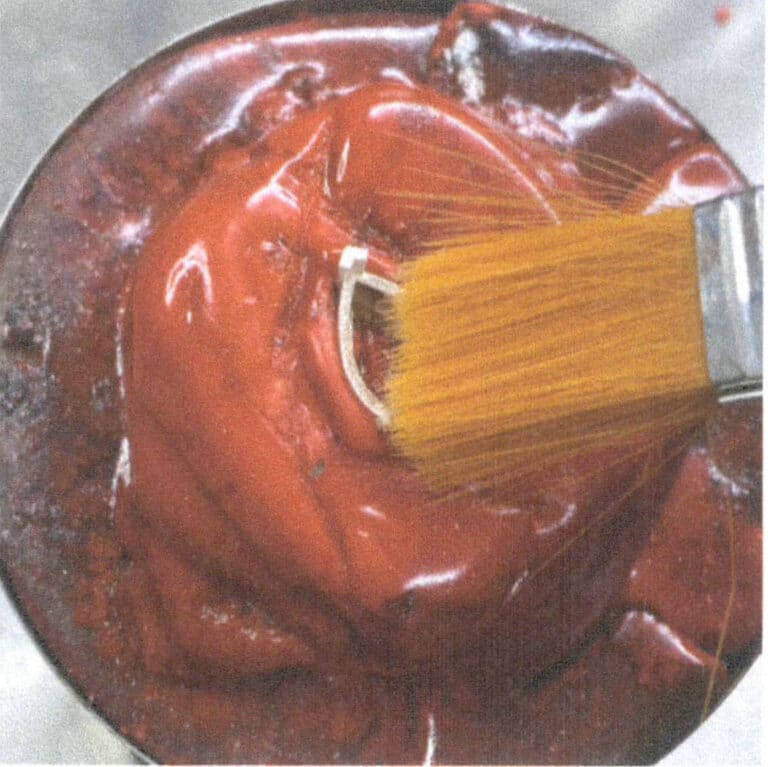
그림 3-12 스톤 세팅 위치 청소하기
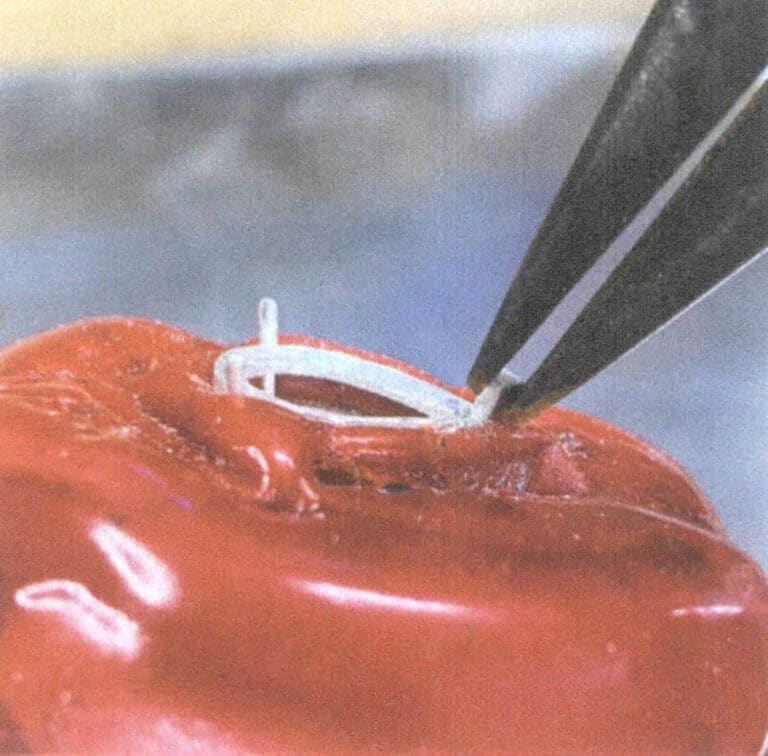

그림 3-14 석재 배치의 측면도

그림 3-15 스톤 배치의 평면도
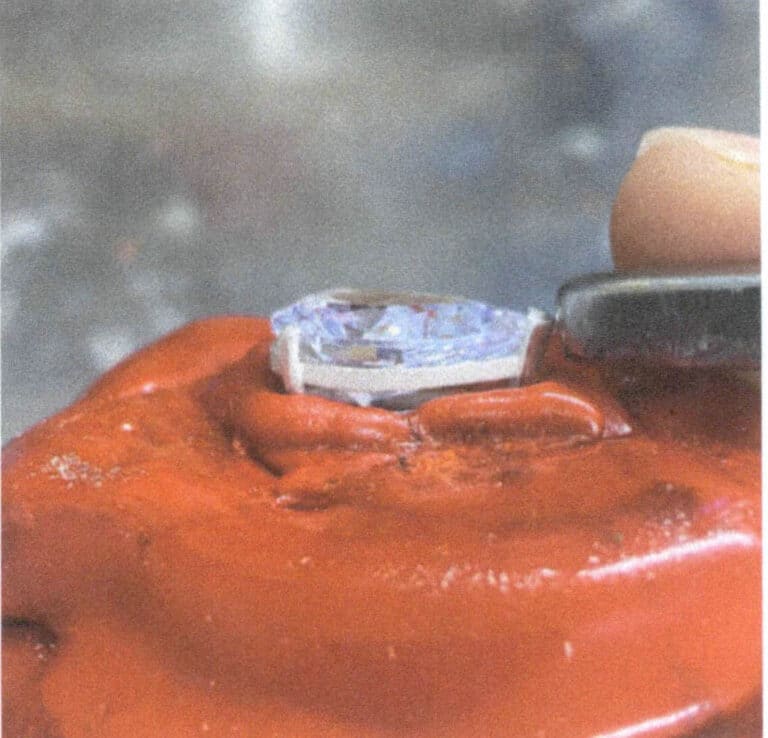
그림 3-16 코너 프롱 밀기
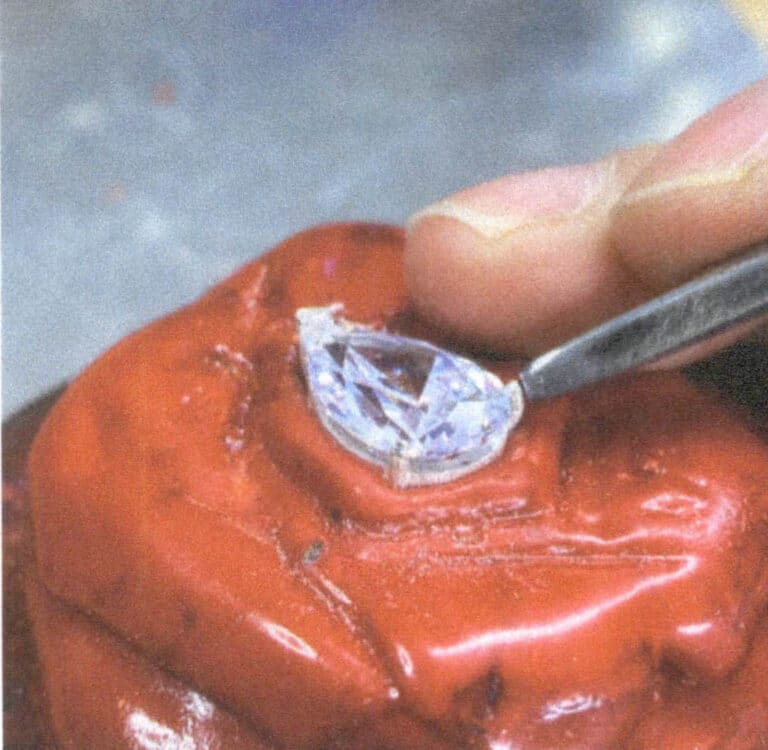
그림 3-17 원통형 프롱 밀기
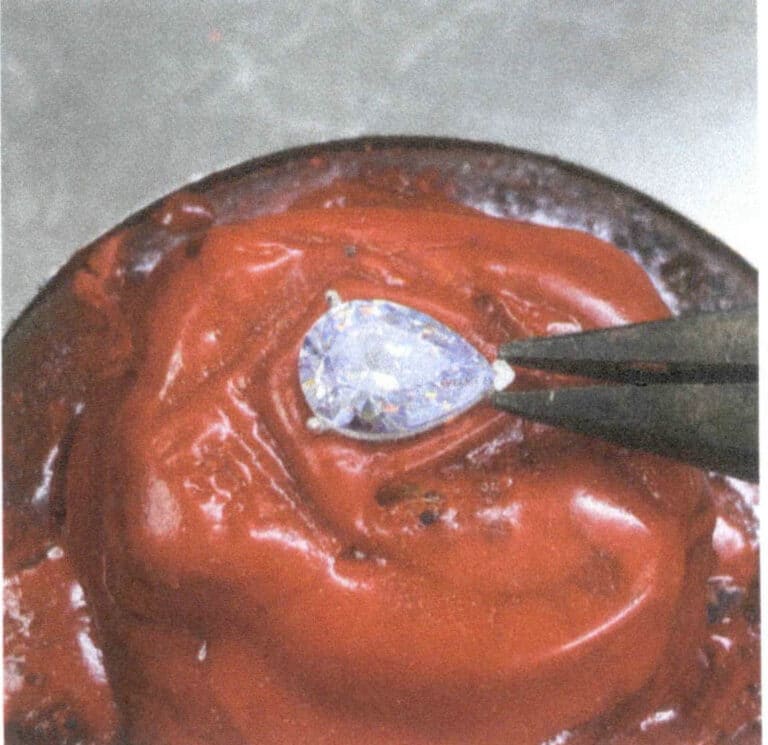
그림 3-18 니들 노즈 플라이어로 코너 프롱 고정하기
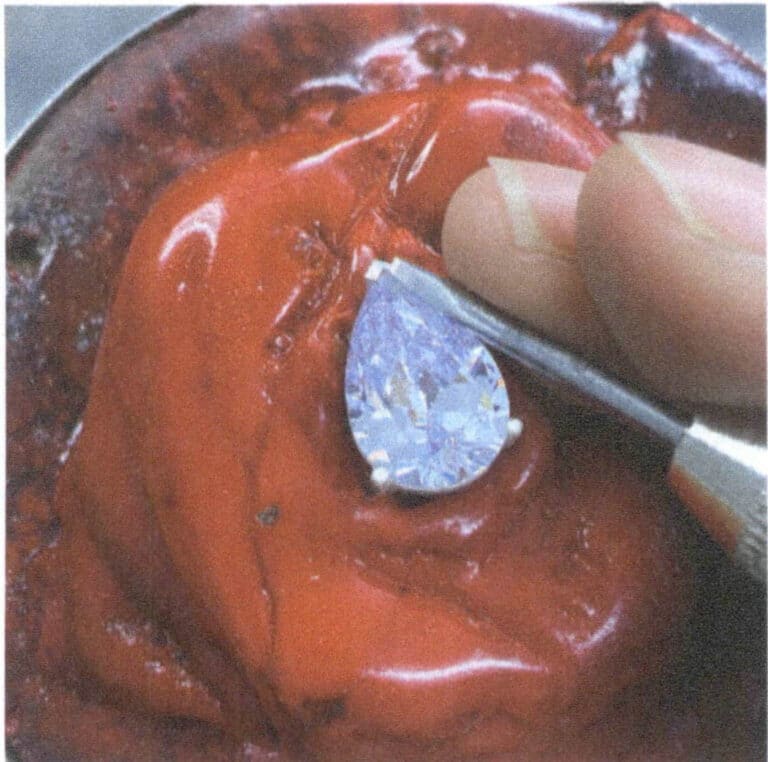
그림 3-19 치즐 트리밍
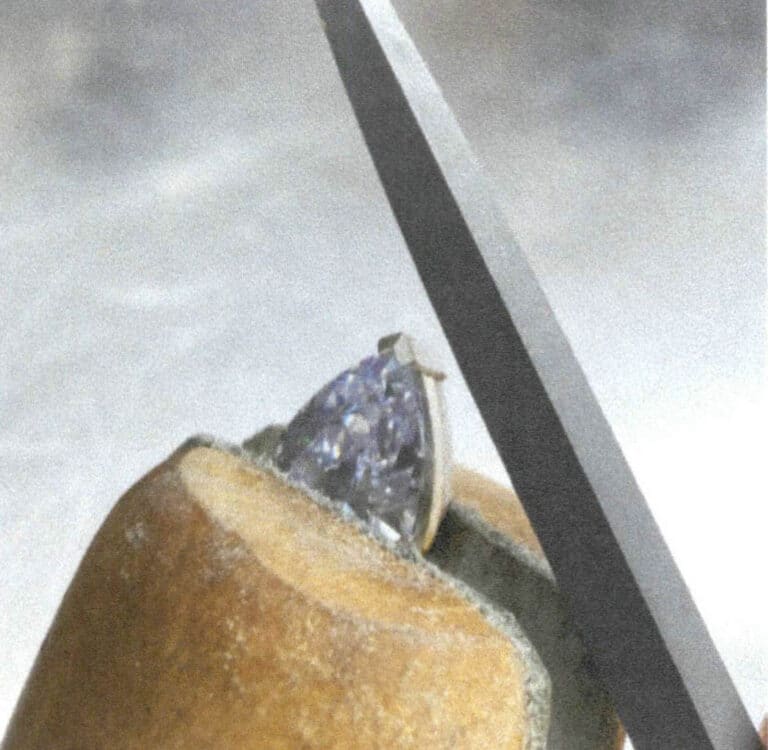
그림 3-20 코너 클로 파일링
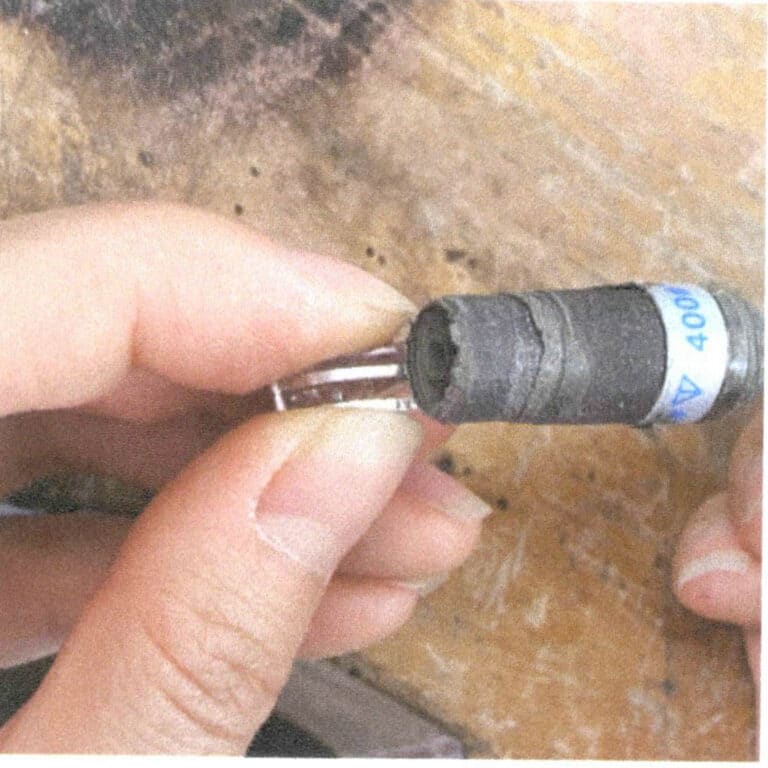
그림 3-21 폴리싱

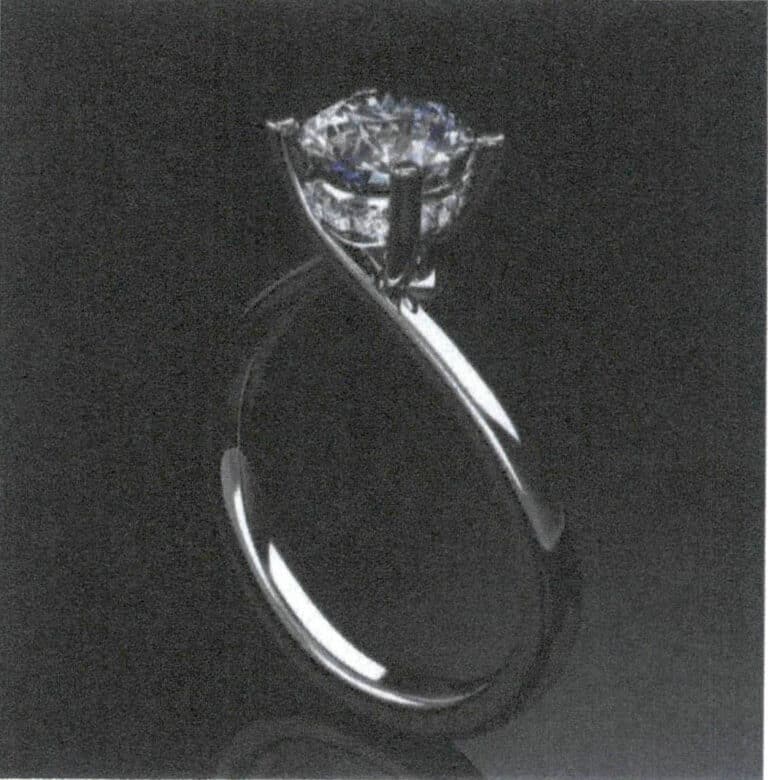
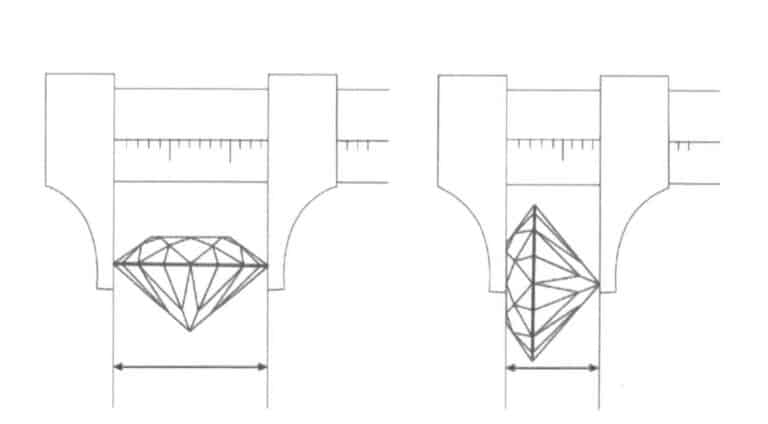
그림 3-24 보석의 크기 측정하기
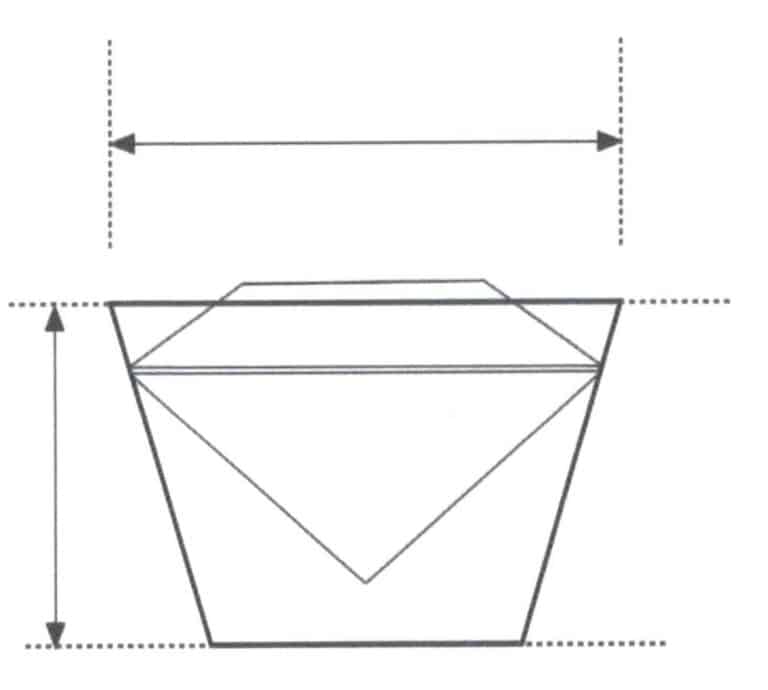
그림 3-25 스톤 세팅의 측면도 그리기
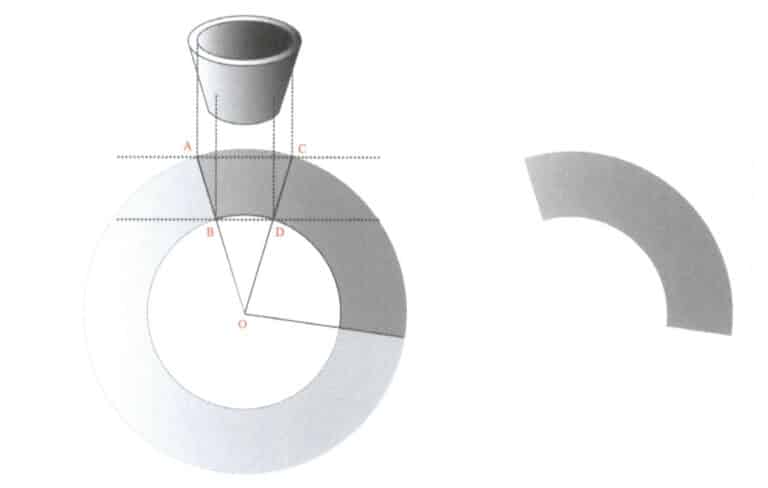
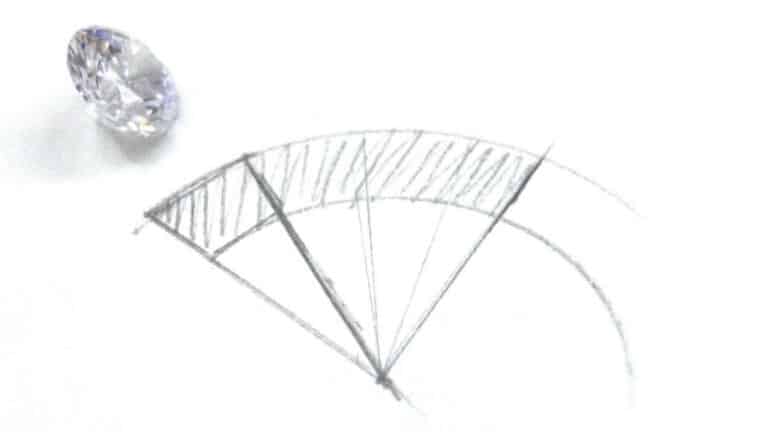
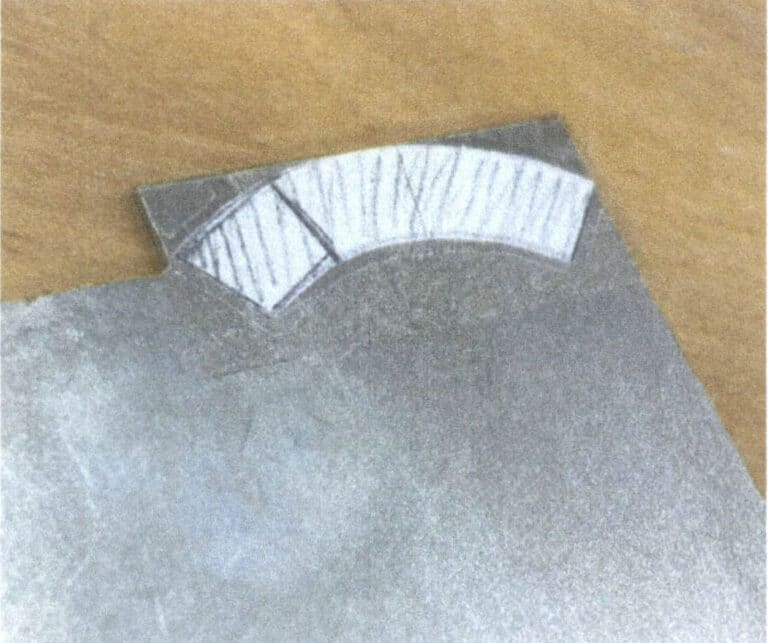
그림 3-28 그려진 섹터 용지를 금속 조각에 부착합니다.
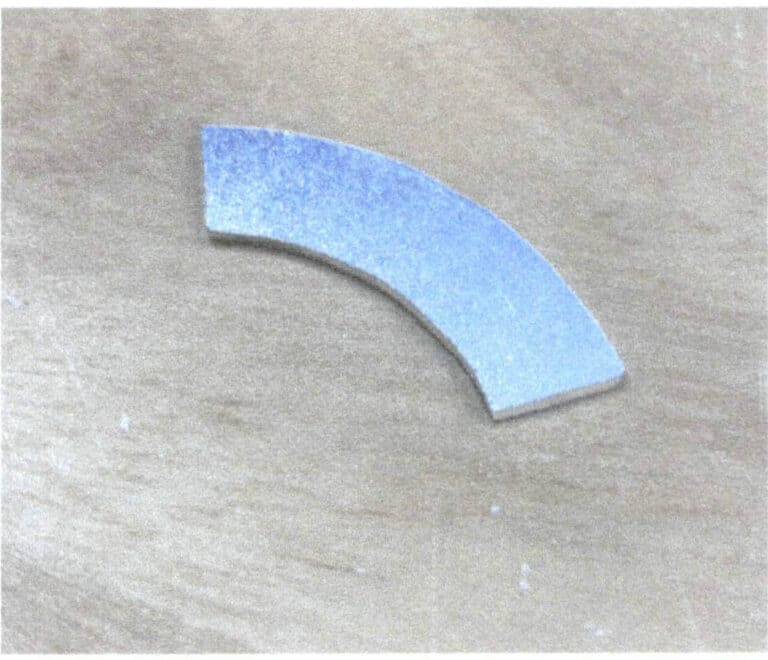
그림 3-29 금속판 절단

그림 3-30 부채꼴 금속 조각 구부리기

그림 3-31 조인트 용접하기
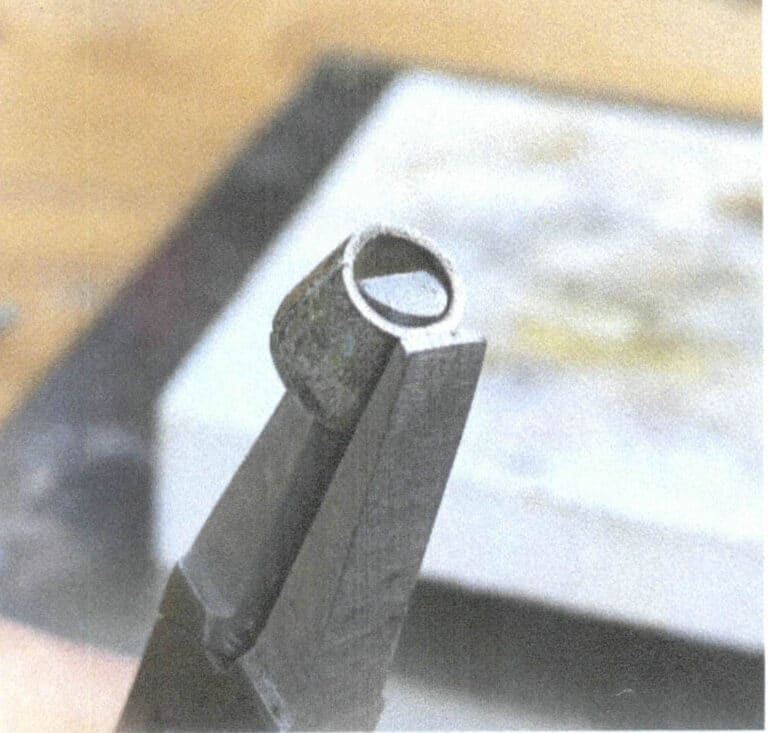
그림 3-32 모양 조정하기(1)
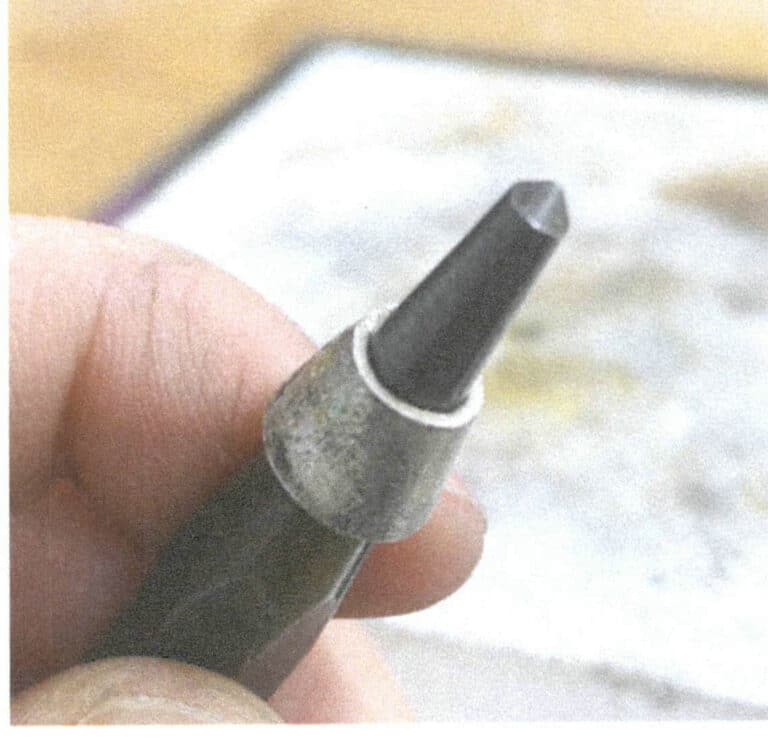
그림 3-33 모양 조정하기(2)

그림 3-34 보조 라인 표시하기
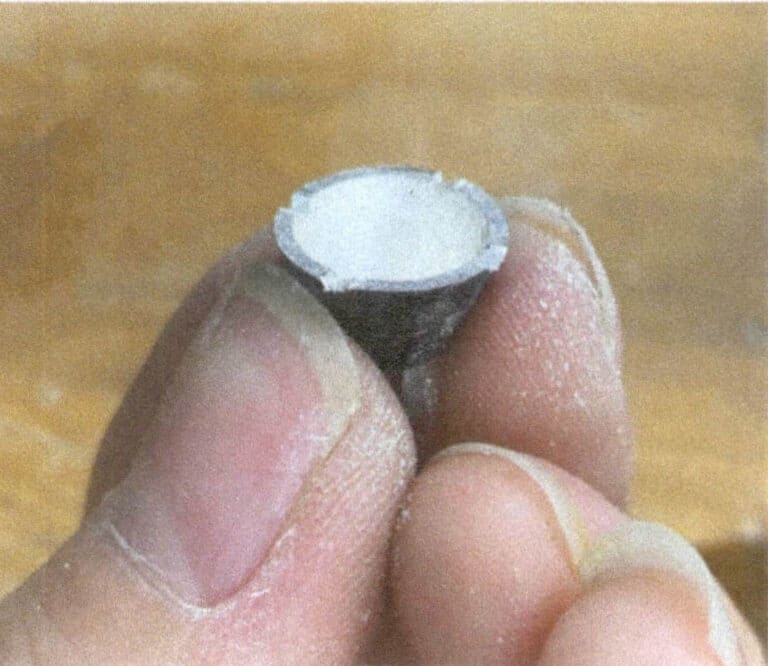
그림 3-35 연삭 오목 아크(1)
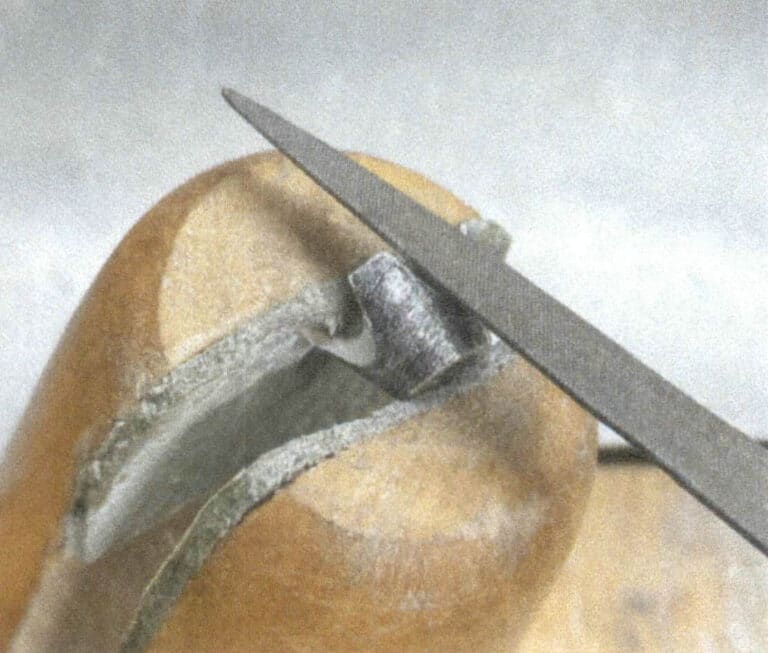
그림 3-36 연삭 오목 아크(2)

그림 3-37 오목 아크 연마(3)

그림 3-38 용접 후 금속 청소
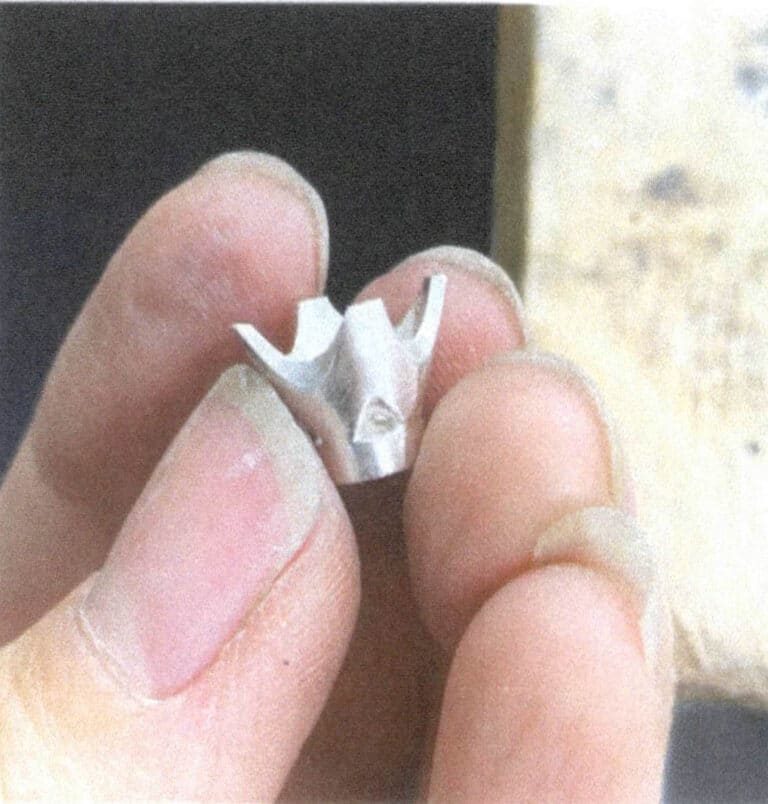
그림 3-39 예비 마무리

그림 3-40 밀봉 왁스 바르기.
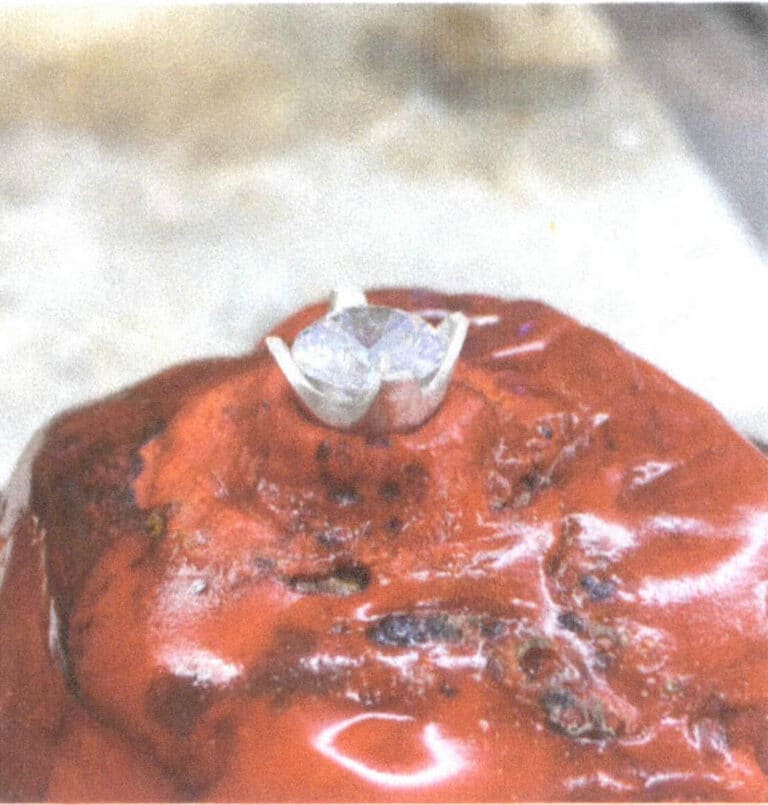
그림 3-41 갈래의 위치를 관찰하세요.
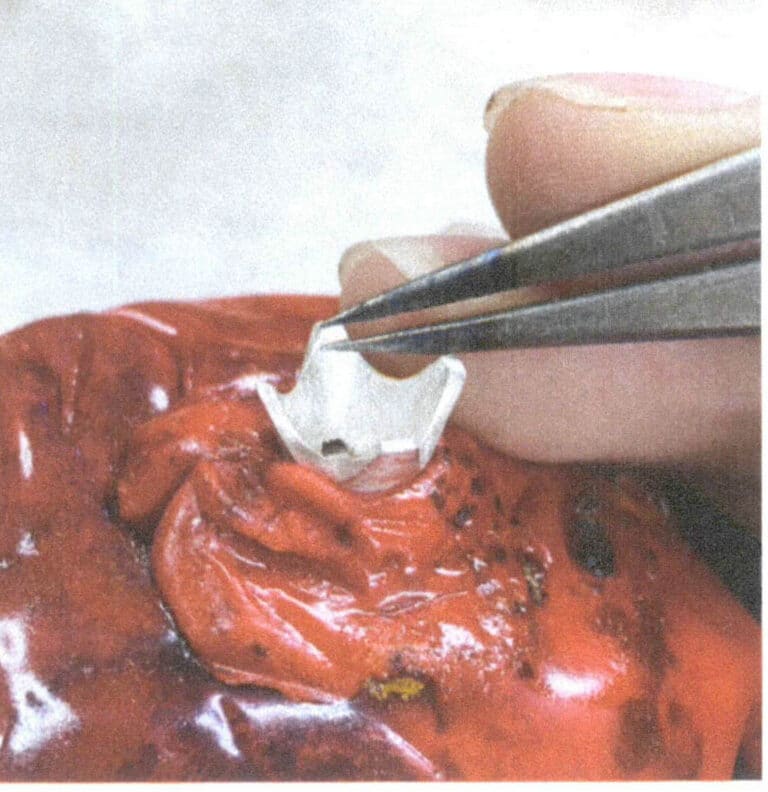
그림 3-42 스톤 세팅 위치를 여는 위치 표시하기
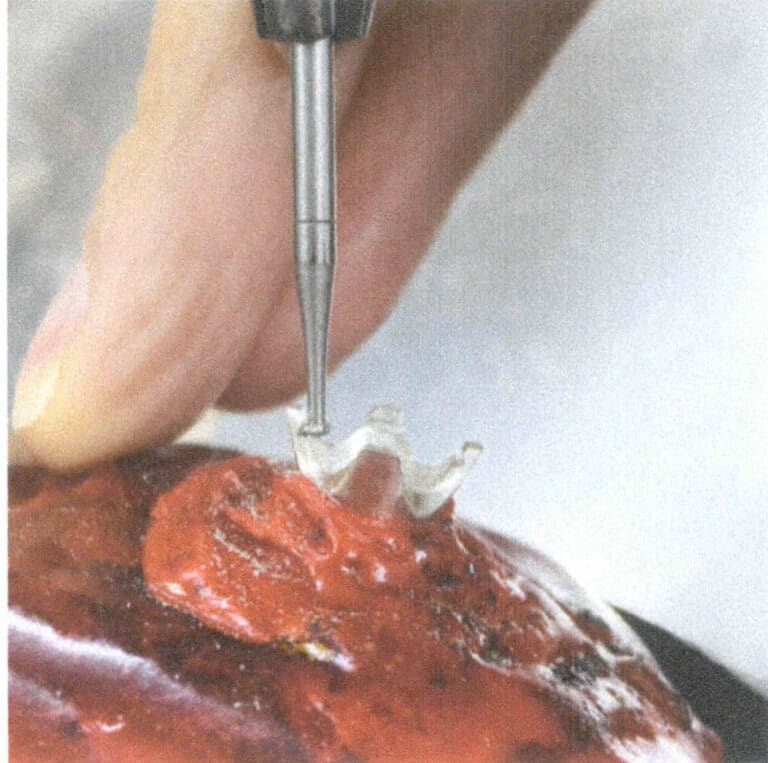
그림 3-43 스톤 세팅 위치 열기
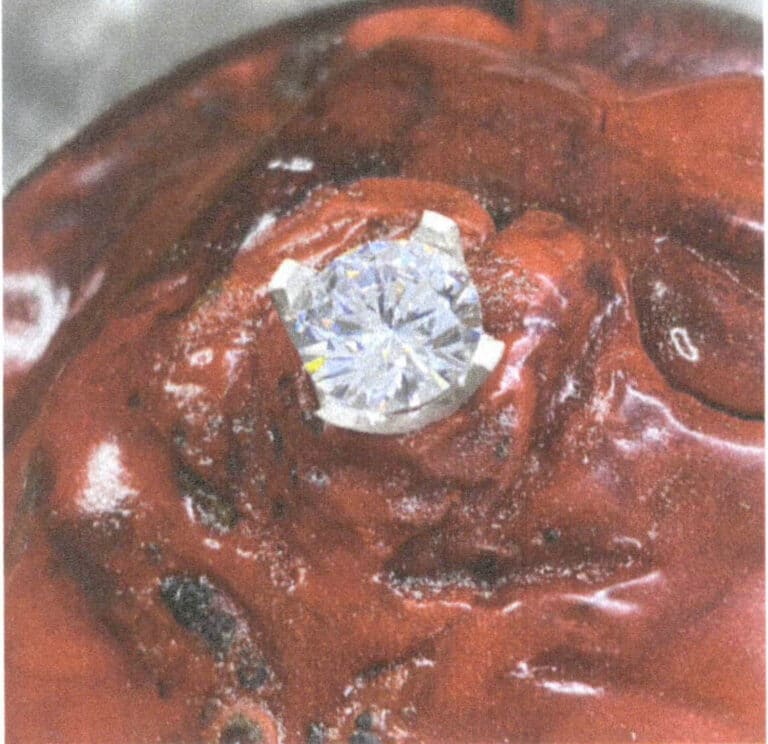
그림 3-44 스톤 배치하기

그림 3-45 스톤 설정하기
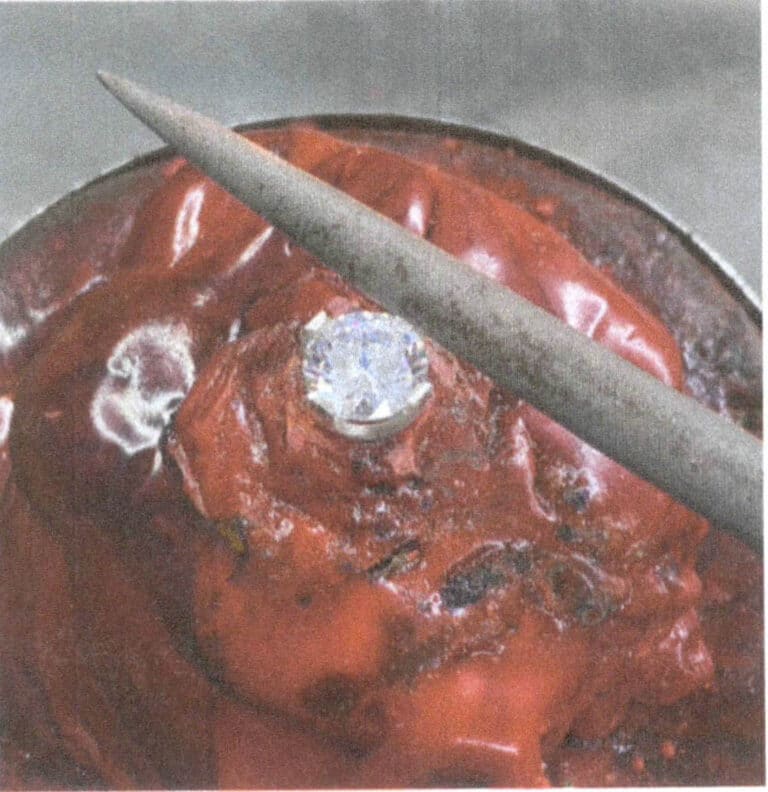
그림 3-46 금속 갈래 파일링
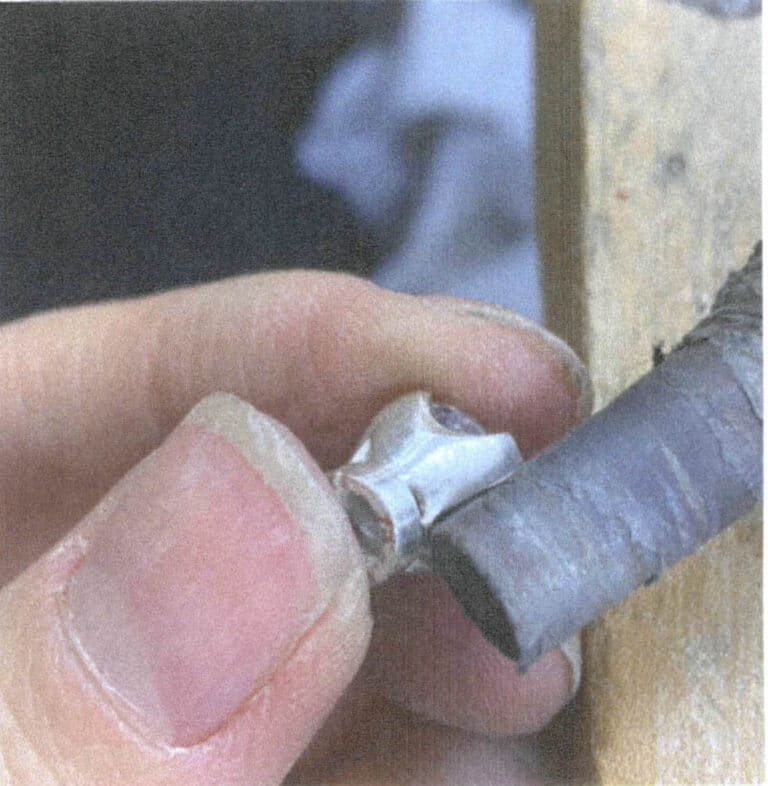
그림 3-47 전체 폴리싱


그림 3-50 보석 및 스톤 세팅 준비하기

그림 3-51 밀봉 왁스 바르기
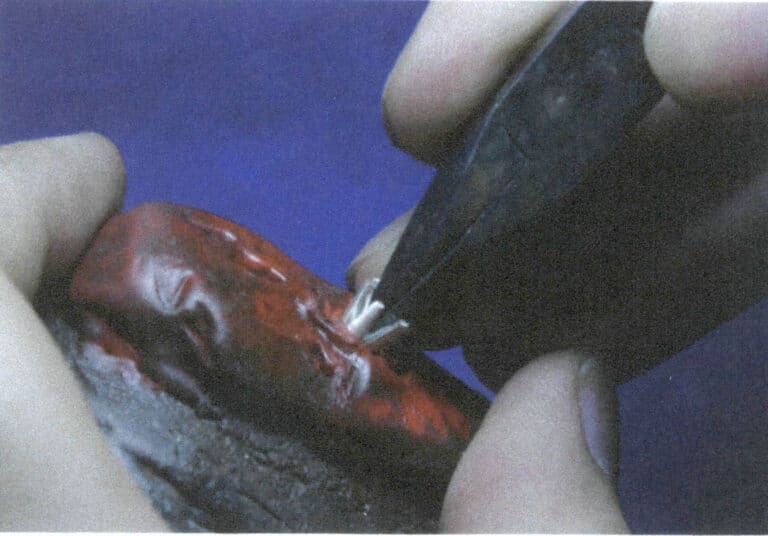
그림 3-52 설정 조정하기
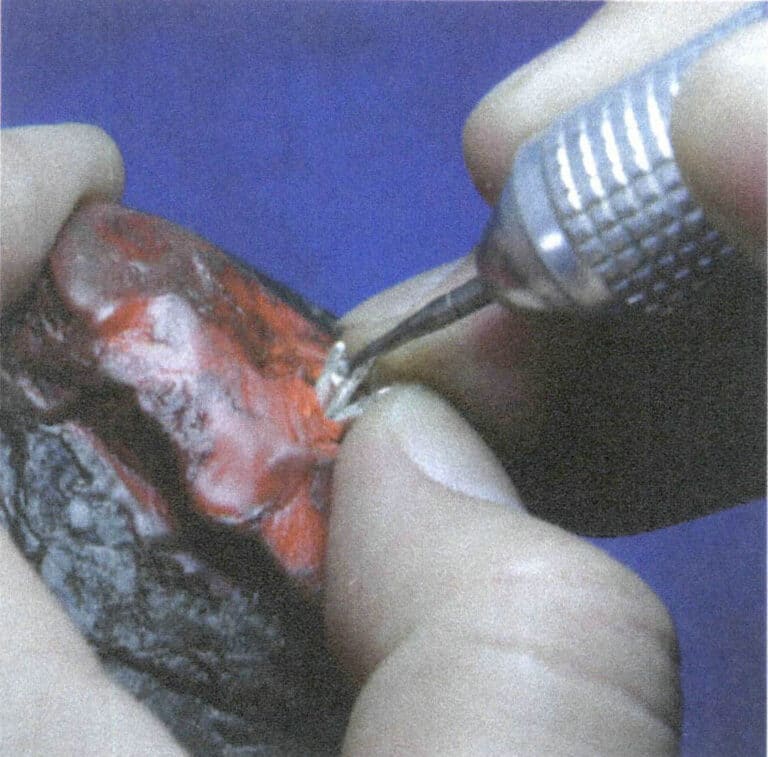
그림 3-53 스톤 세팅 위치 열기
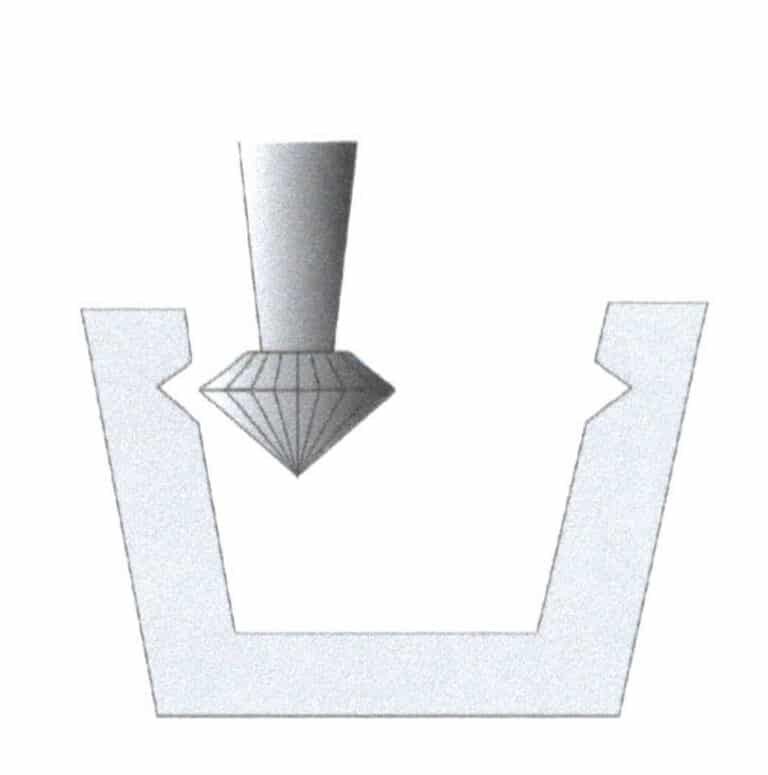
그림 3-54 오프닝 스톤 세팅 위치의 개략도

그림 3-55 스톤 배치하기
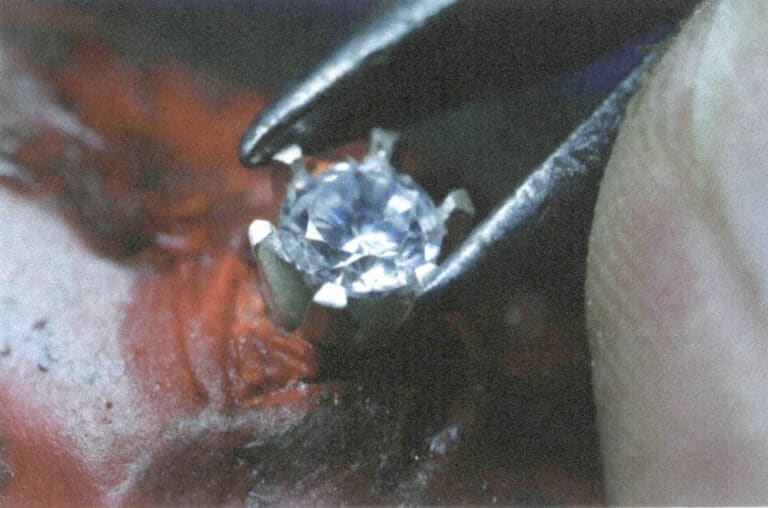
그림 3-56 스톤 세팅하기

그림 3-57 마무리

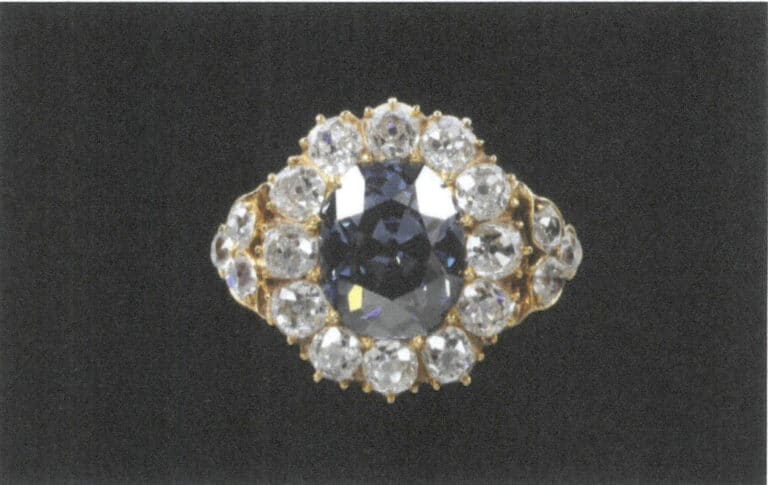

그림 3-60 보석 및 스톤 세팅 준비하기
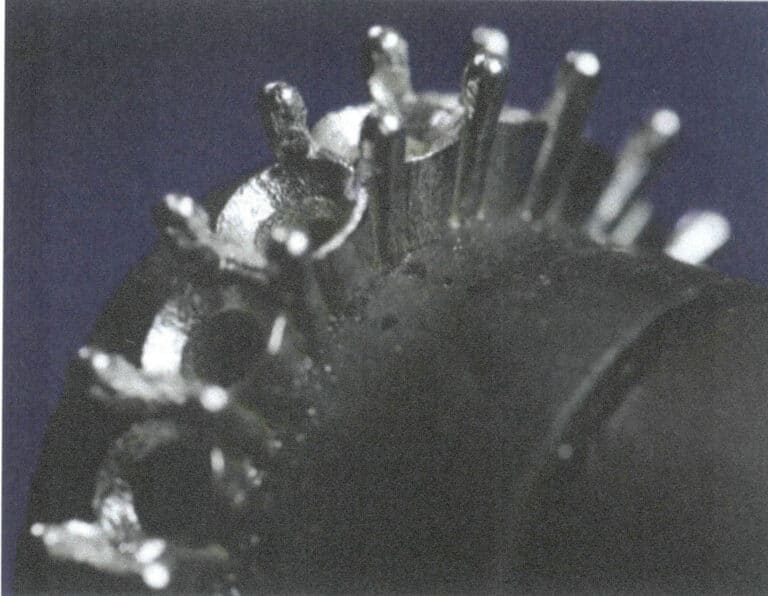
그림 3-61 둥근 프롱 스톤 세팅에 고정됨

그림 3-62 스톤 세팅 위치 크기 테스트하기

그림 3-63 플라이어로 금속 갈래 조정하기
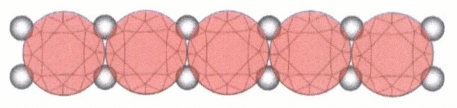
그림 3-64 프롱 설정 평면도

그림 3-65 스톤 세팅 위치 열기

그림 3-66 스톤 배치하기
그림 3-67 스톤 설정하기
그림 3-68 금속 프롱 단축하기
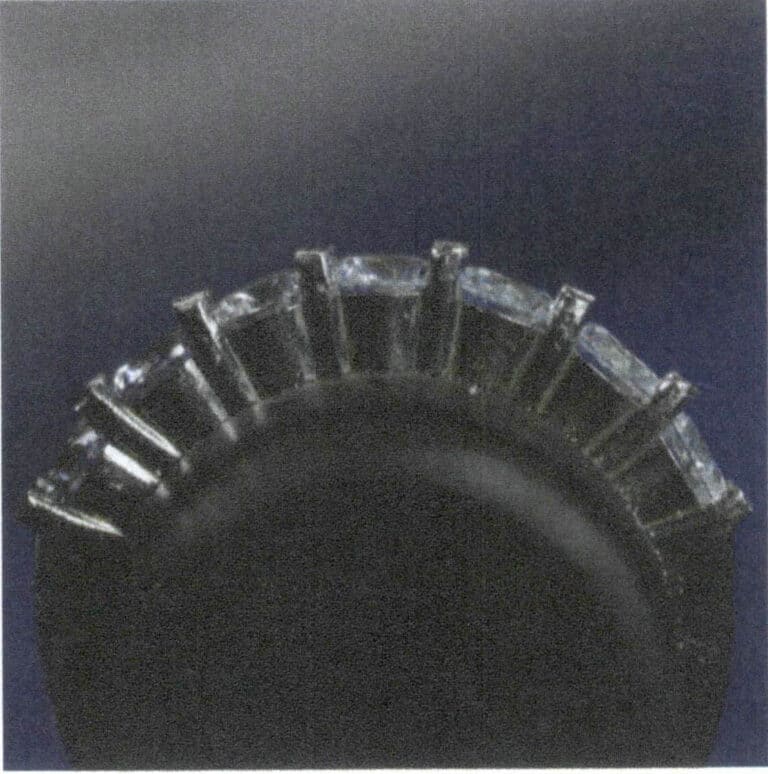
그림 3-69 금속 프롱을 적절한 길이로 조정하기

그림 3-70 프롱 팁 다듬기

그림 3-71 개질 고무 연마 휠
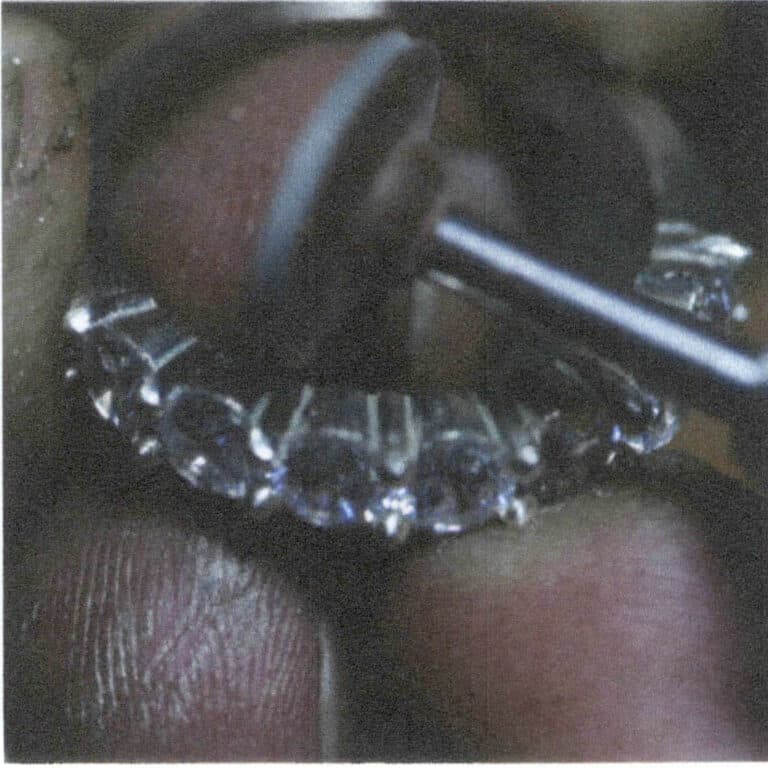
그림 3-72 개량 고무 연마 휠로 연마하기
그림 3-73 공유 프롱 세팅 링 완성하기
그림 3-74
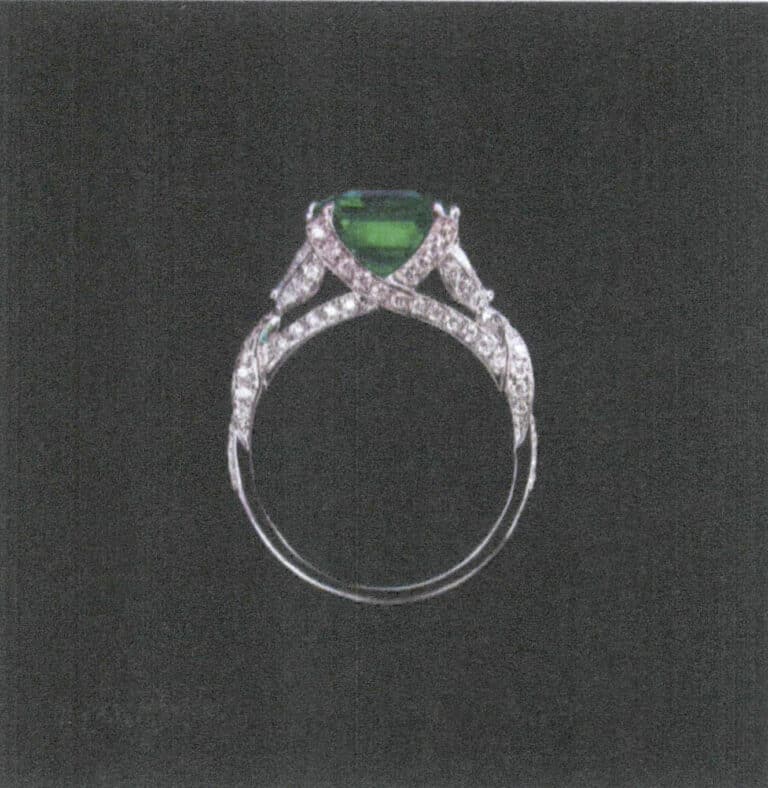
그림 3-75 주얼리 아티스트 시옹 첸의 작품

그림 3-76 하드 캔디 브랜드 '매직 미러' 시리즈(1)

그림 3-77 하드 캔디 브랜드 '매직 미러' 시리즈(2)
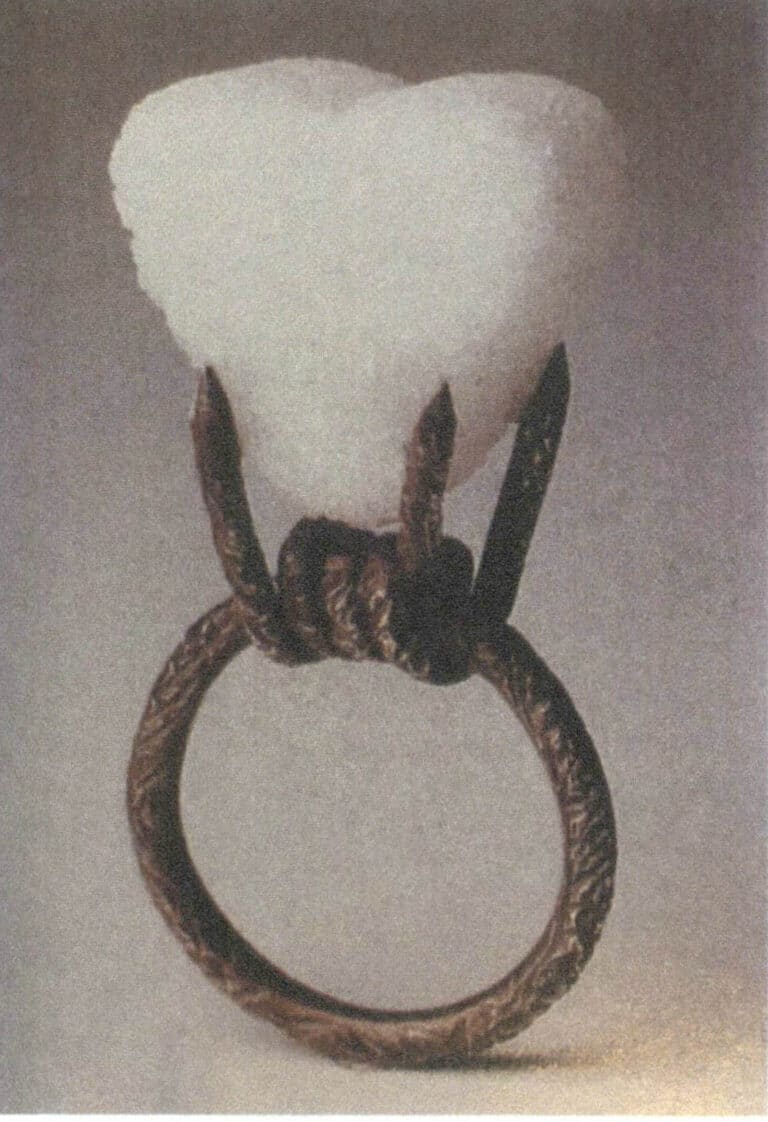
그림 3-78 니나 바샤로바의 아트 주얼리 설탕과 철조망 반지

Figure 3-79 Warwick Freeman's artistic jewelry works (V&A Museum Collection)
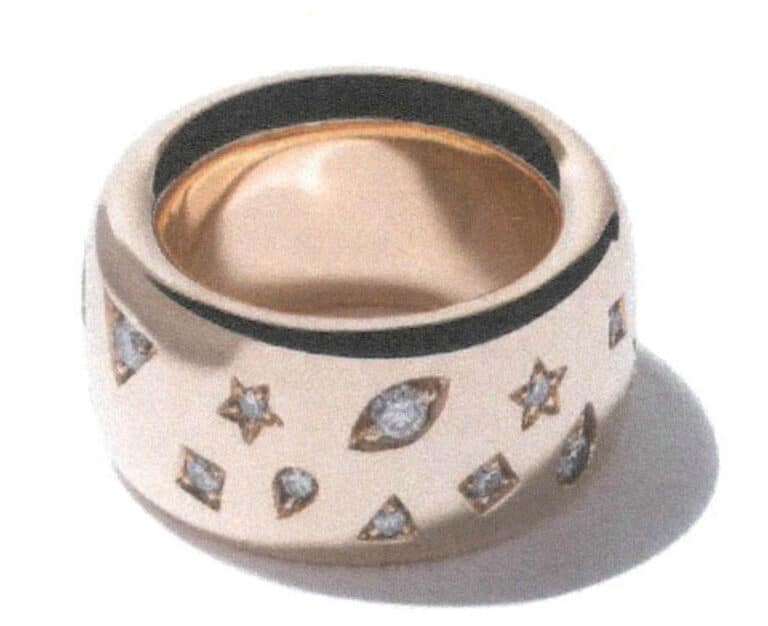


그림 4-3 목재 그레버 손잡이 및 보석 그레버
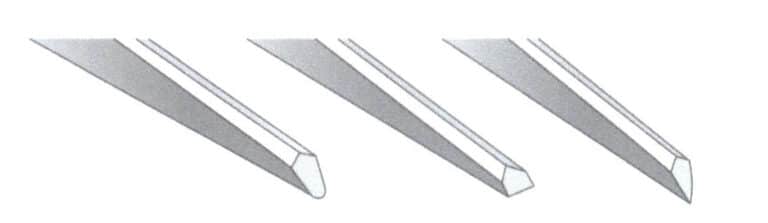
그림 4-4 세 가지 유형의 그레이버 헤드: 호형, 납작한 헤드, 뾰족한 헤드
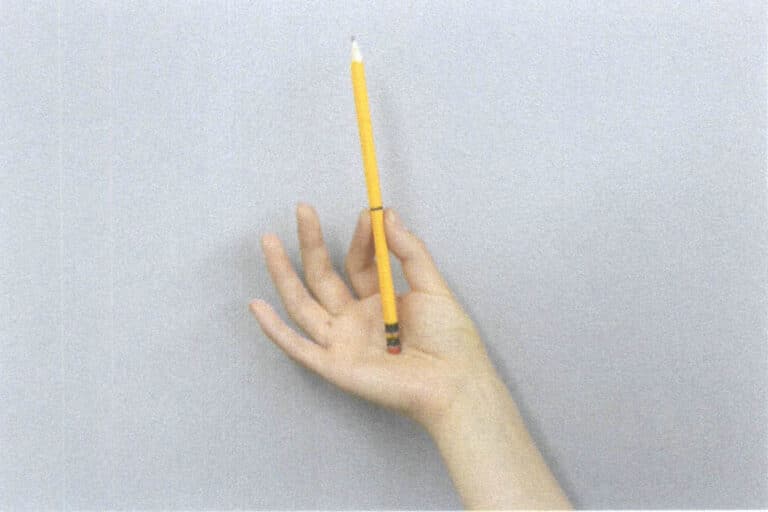
그림 4-5 보석 그레이버의 전체 길이 결정하기.
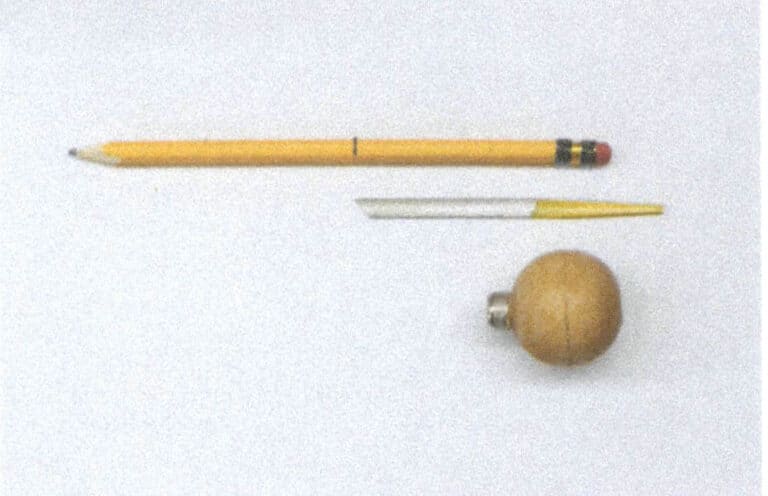
그림 4-6 칼날 길이 결정하기

그림 4-7 칼날의 여분의 부분 다듬기
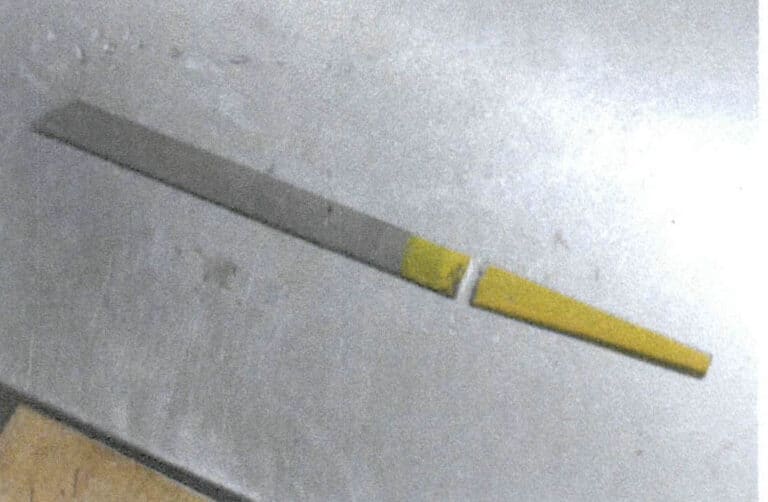
그림 4-8 절단 후 칼날
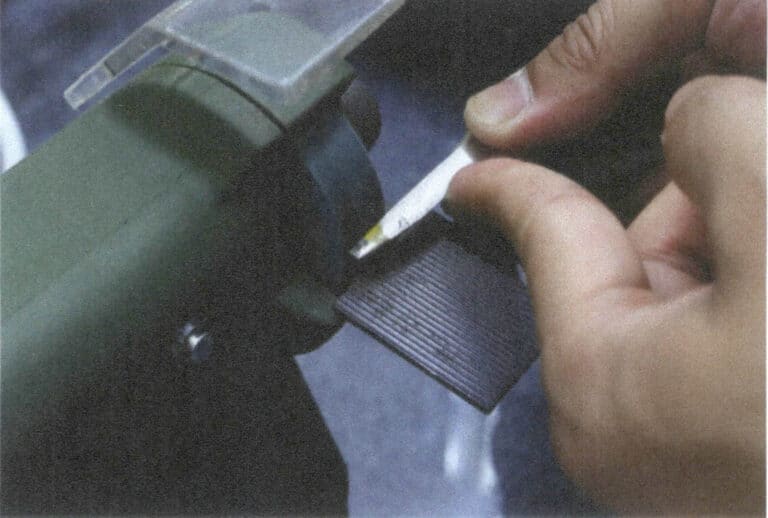
그림 4-9 칼날 끝 연마하기
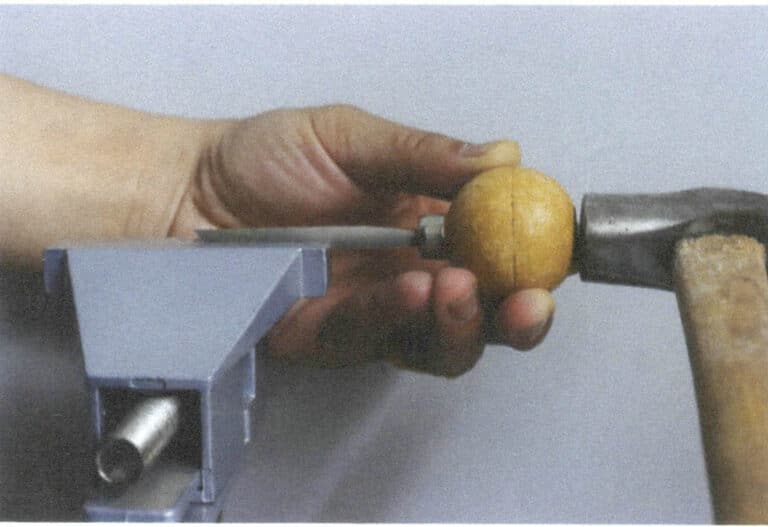
그림 4-10 목재 그레이버 손잡이 설치하기
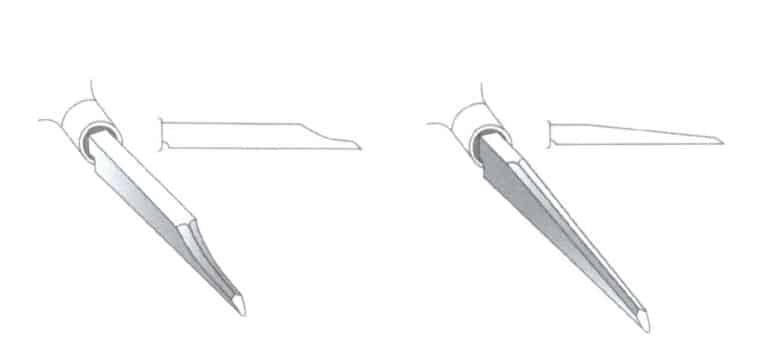
그림 4-11 척추 연삭의 두 가지 스타일
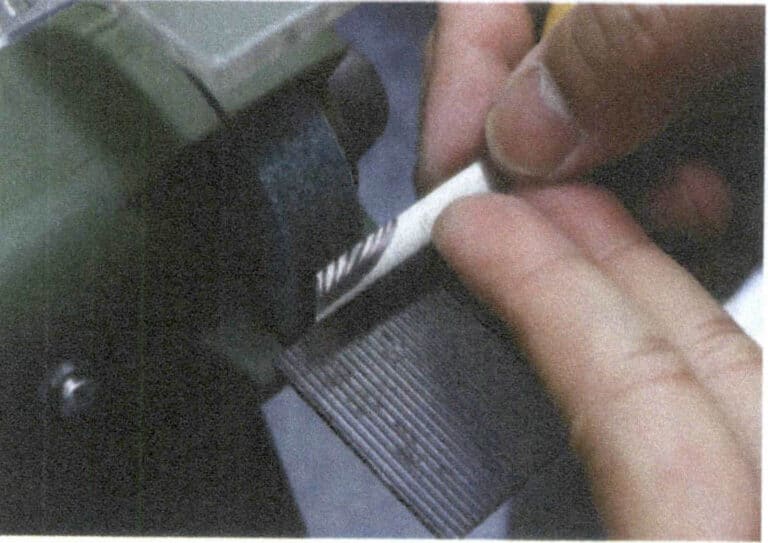
그림 4-12 척추 연삭(1)
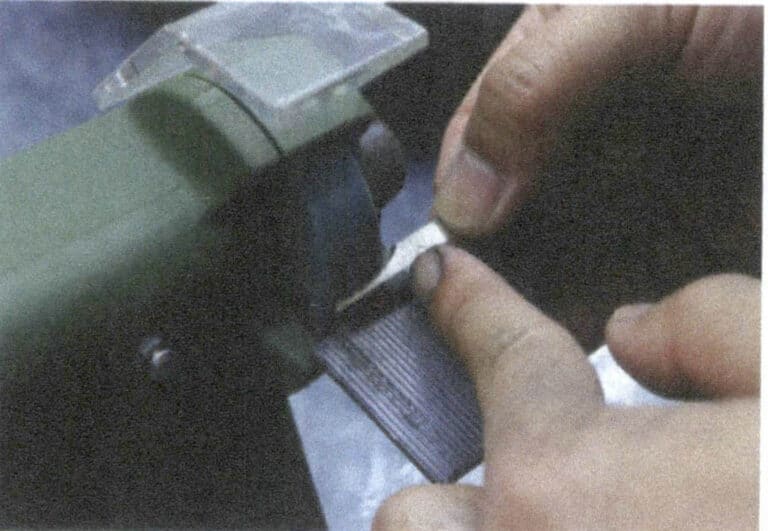
그림 4-13 칼 뒷면 연마하기(2)
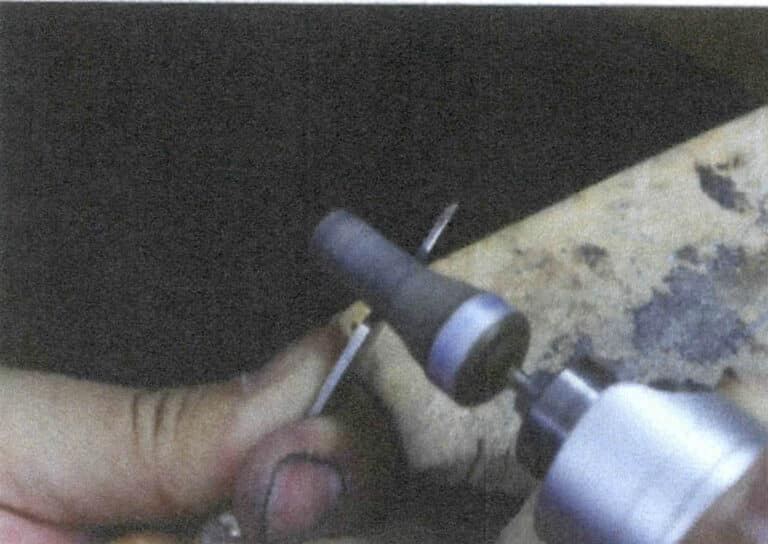
그림 4-14 칼 뒷면 연마하기(3)
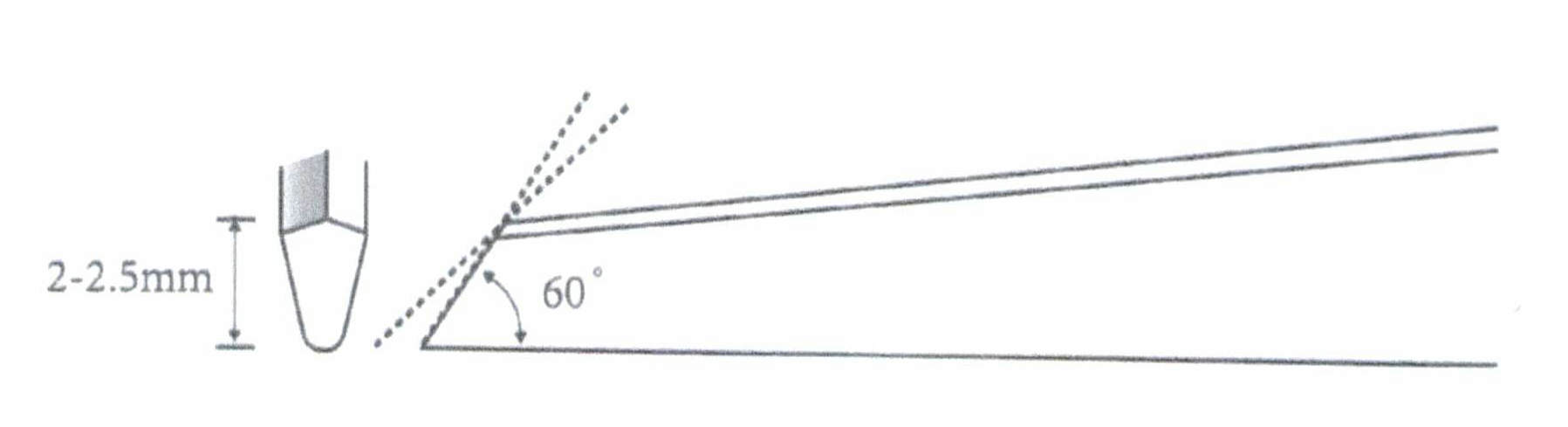
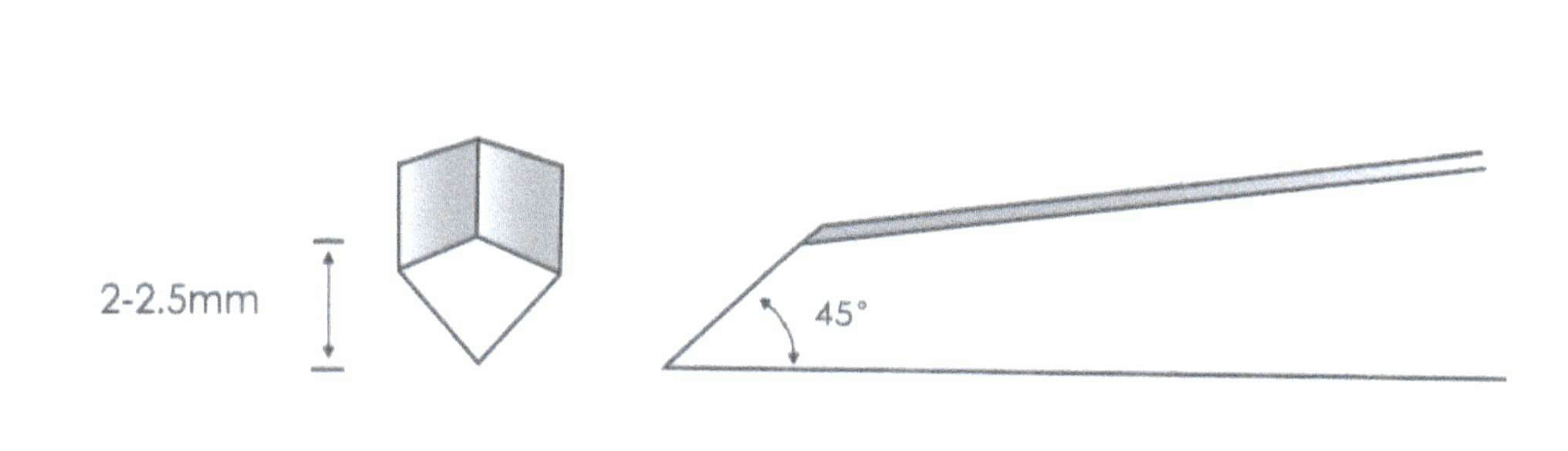
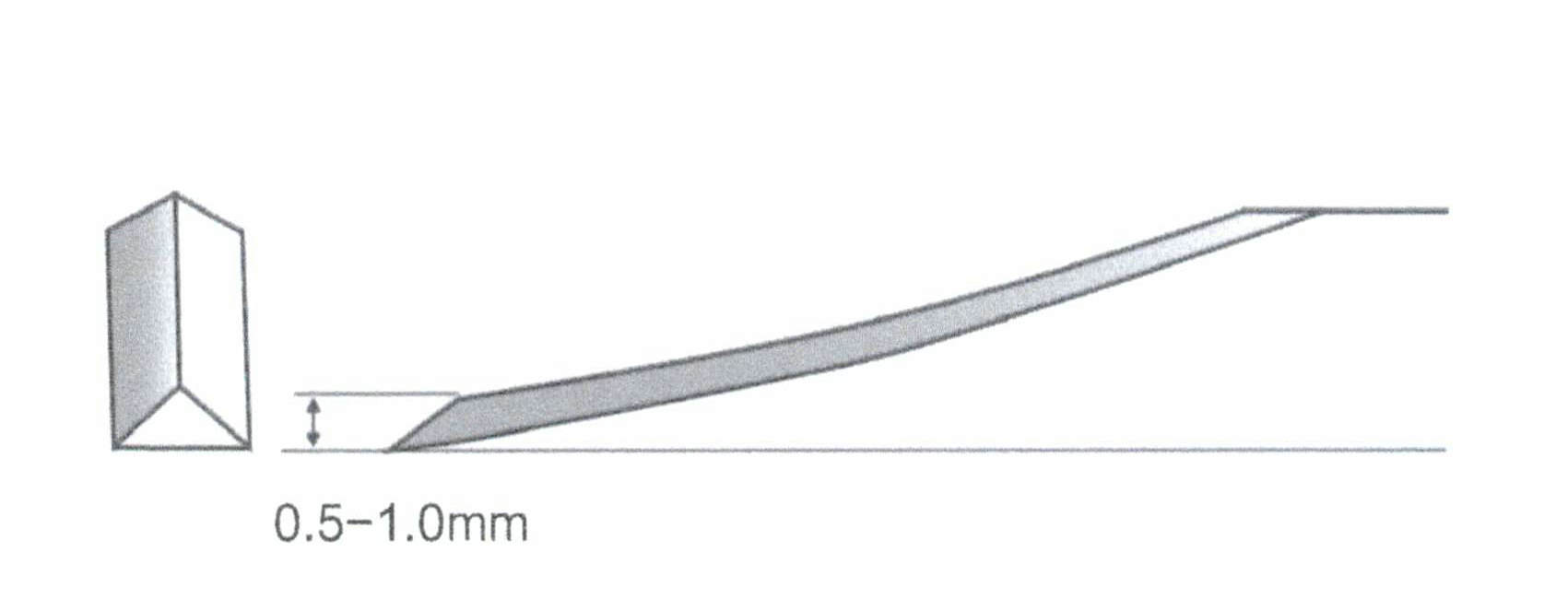
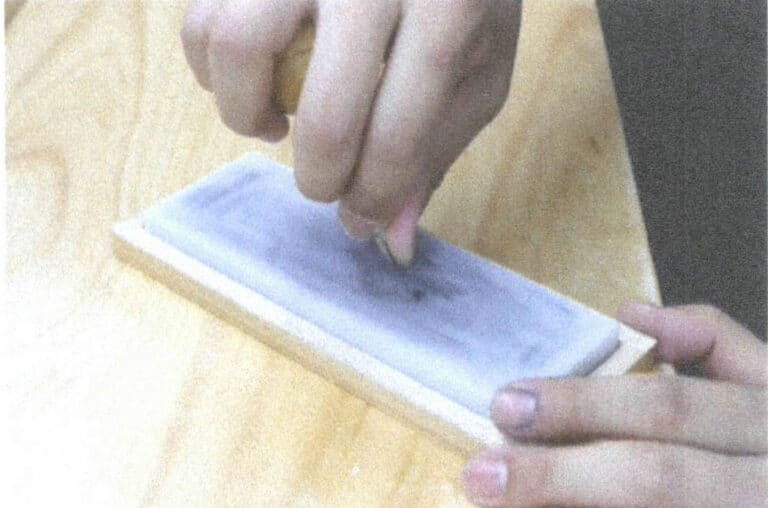
그림 4-18 오일 스톤으로 그레이버 헤드 각도 연마하기
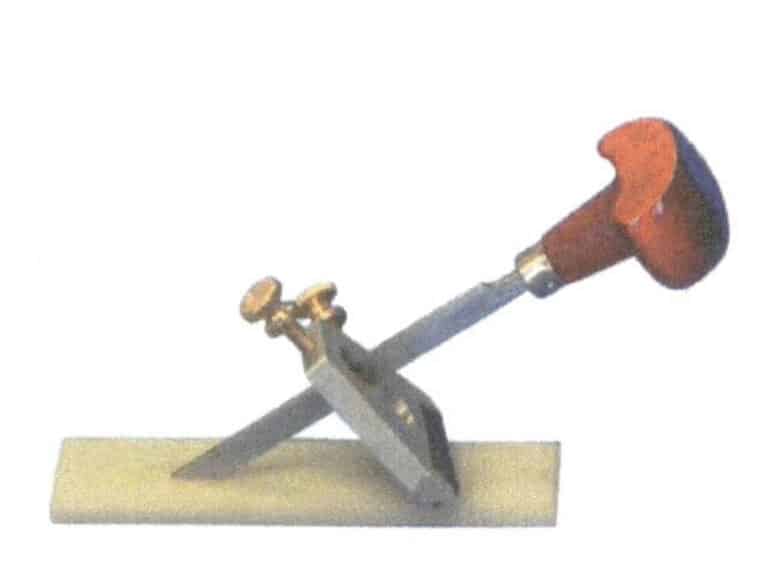
그림 4-19 그레이버 샤프너

그림 4-20 샤프닝 디스크로 그레이버 헤드 연삭하기
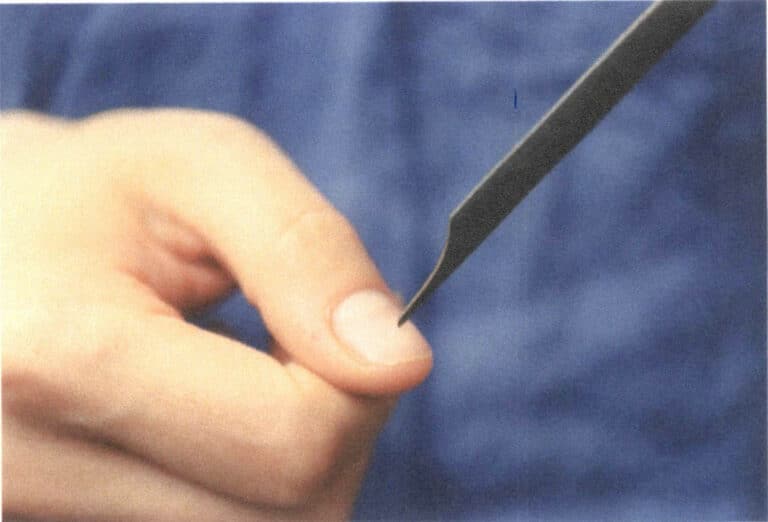
그림 4-21 그레이버 헤드 테스트
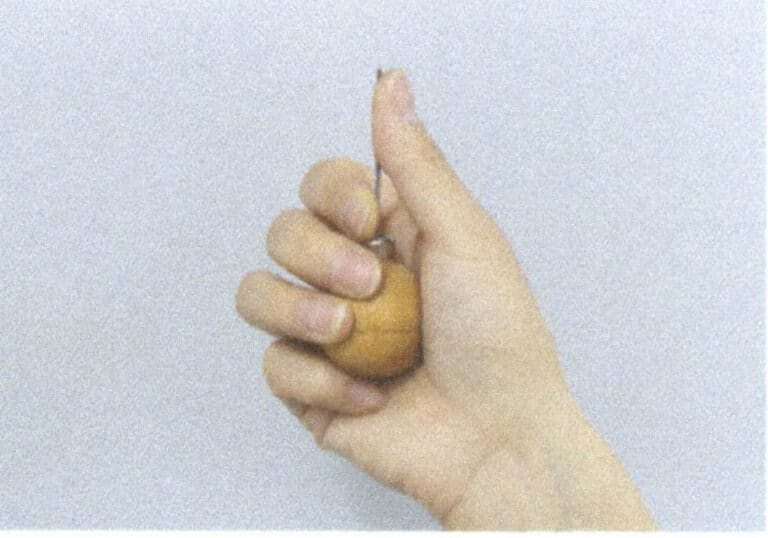
그림 4-22 그레이버 잡는 자세 (1)
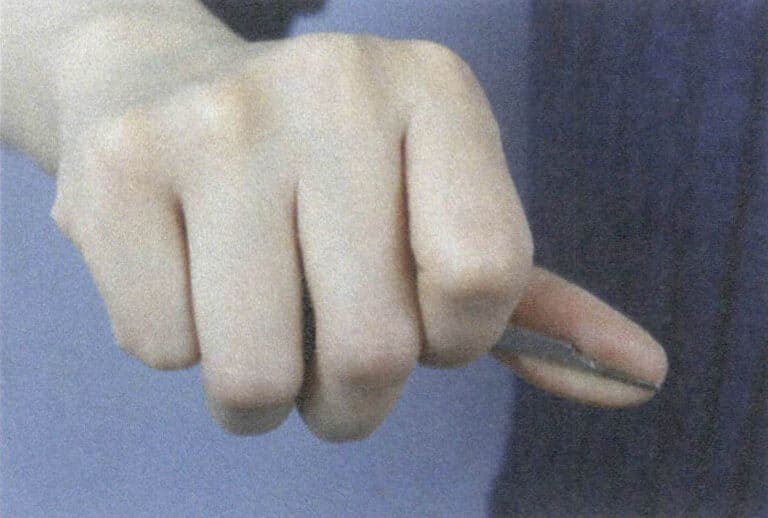
그림 4-23 그레이버 잡는 자세 (2)
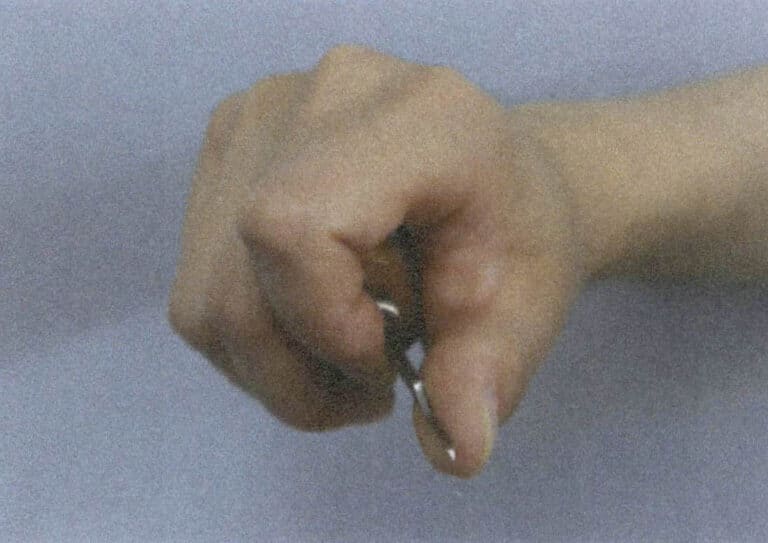
그림 4-24 그레이버 잡는 자세 (3)
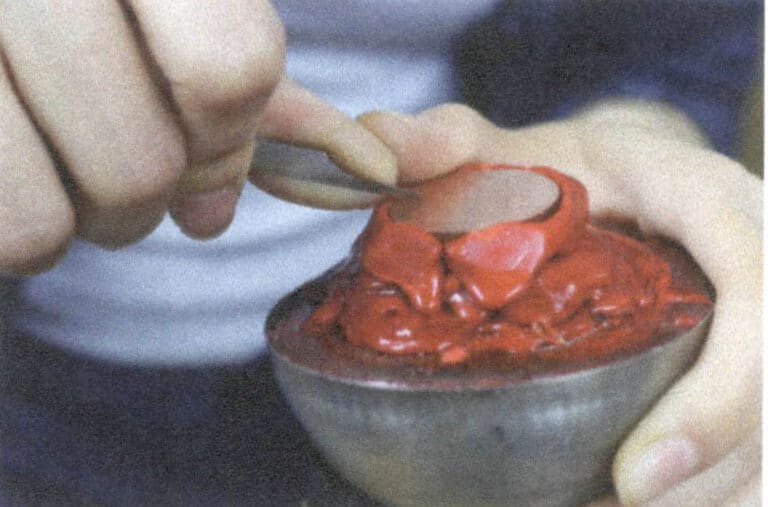
그림 4-25 자세를 사용하여 올바른 그레이버 사용
그림 4-26 금속 시트 준비하기.
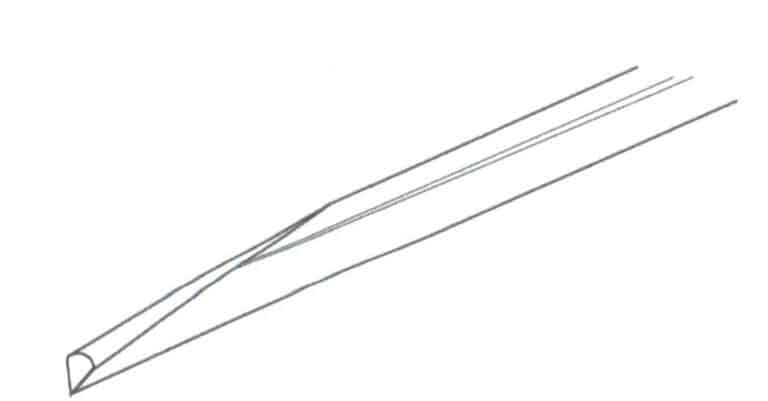
그림 4-27 뾰족한 그레이버
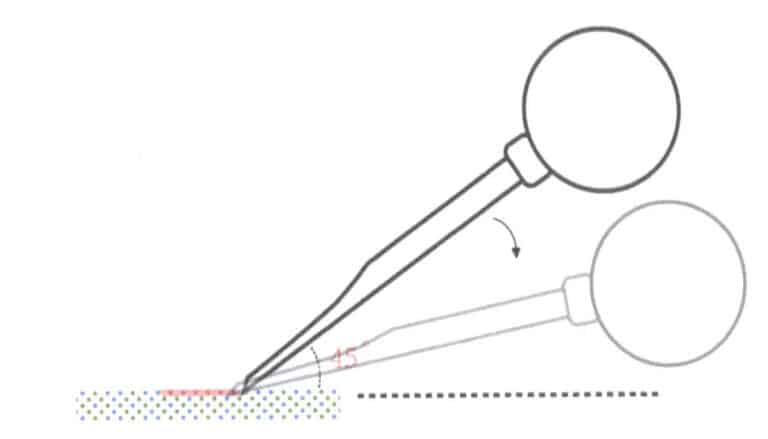
그림 4-28 직선 스크래핑을 위한 그레이버 각도
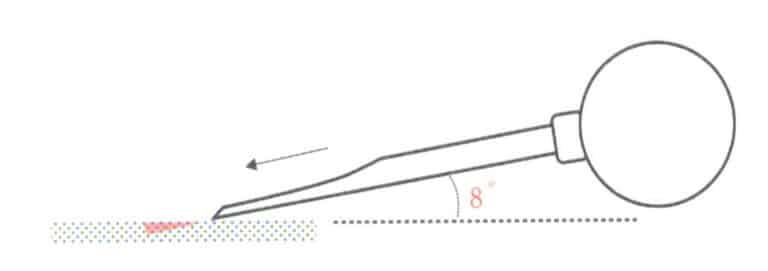
그림 4-29 쐐기형 선 긁기를 위한 그레이버 각도

그림 4-30 컵 버
그림 4-31 비딩
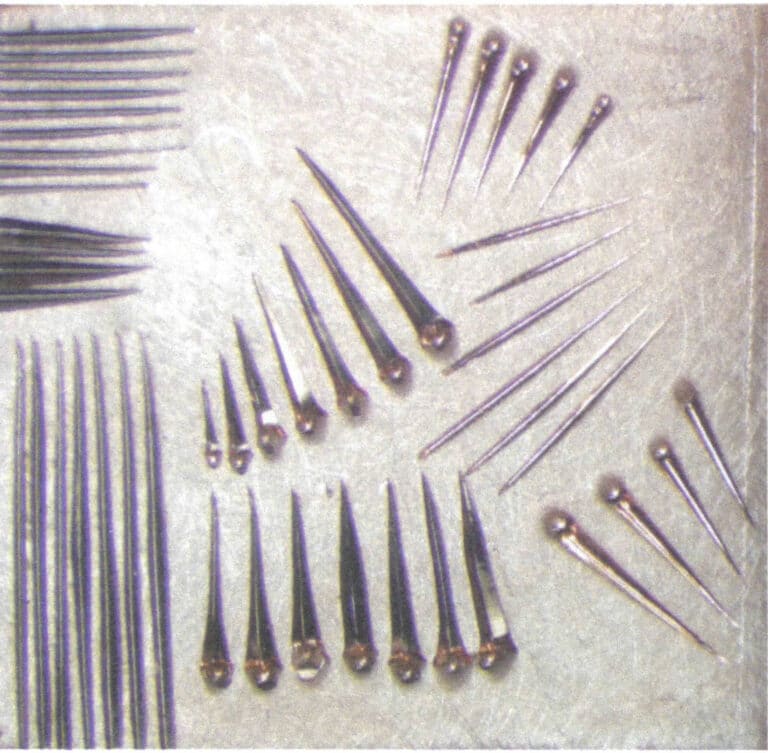
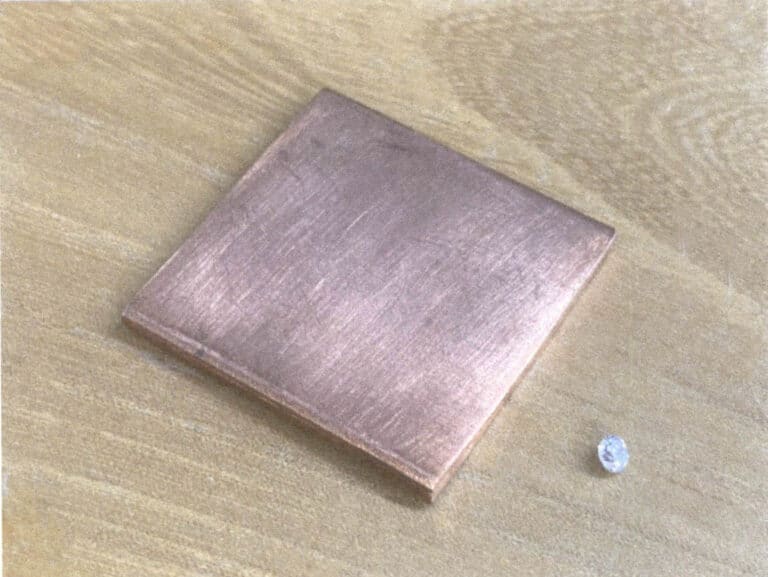
그림 4-34 금속판 및 보석 준비하기
그림 4-35 뾰족한 그레이버
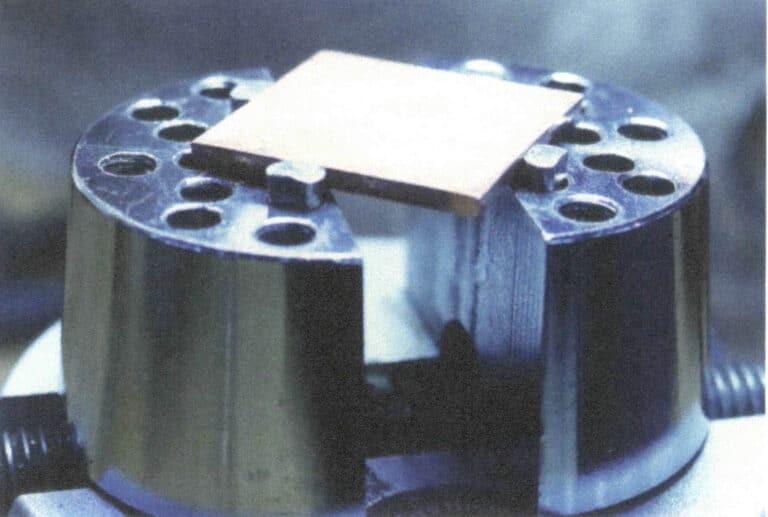
그림 4-36 금속 고정하기

그림 4-37 드릴링

그림 4-38 구멍 확대하기
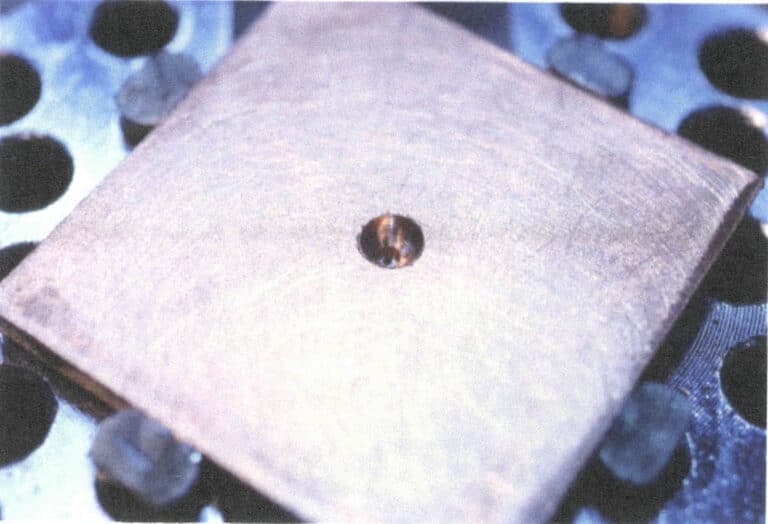
그림 4-39 스톤 위치 청소
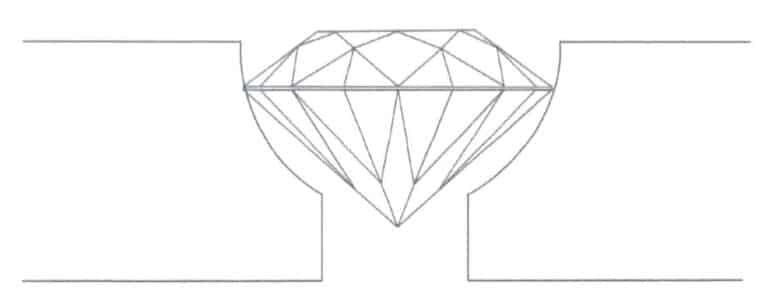
그림 4-40 적절한 스톤 세팅 위치 깊이
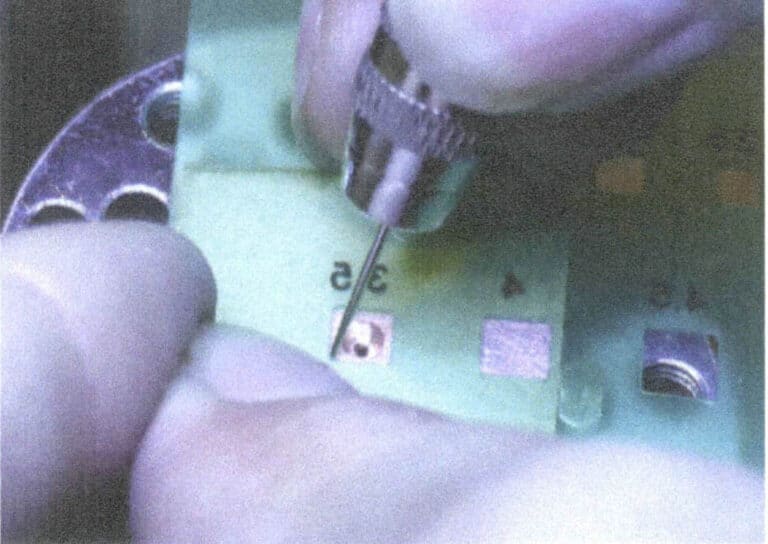
그림 4-41 마킹
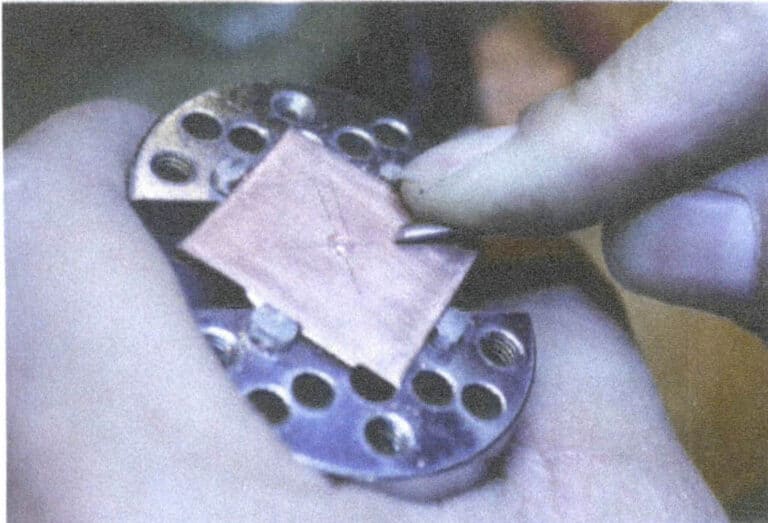
그림 4-42 쐐기 모양 장식 4개 긁어내기(1)
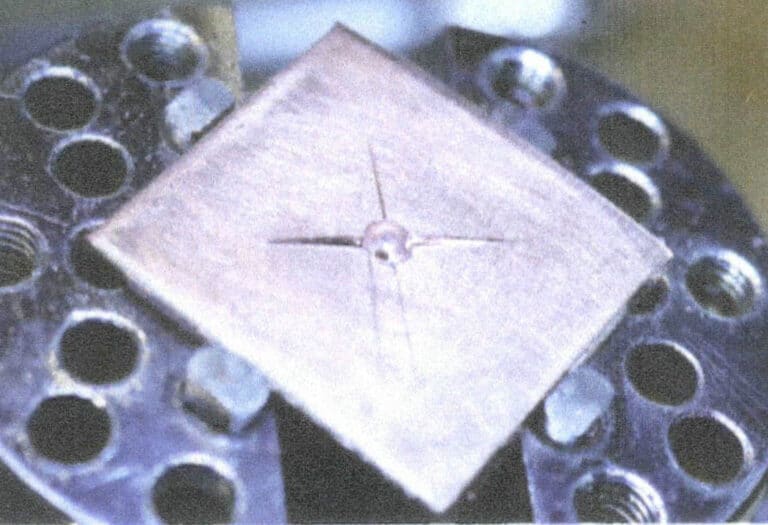
그림 4-43 쐐기 모양 장식 4개 긁어내기(2)
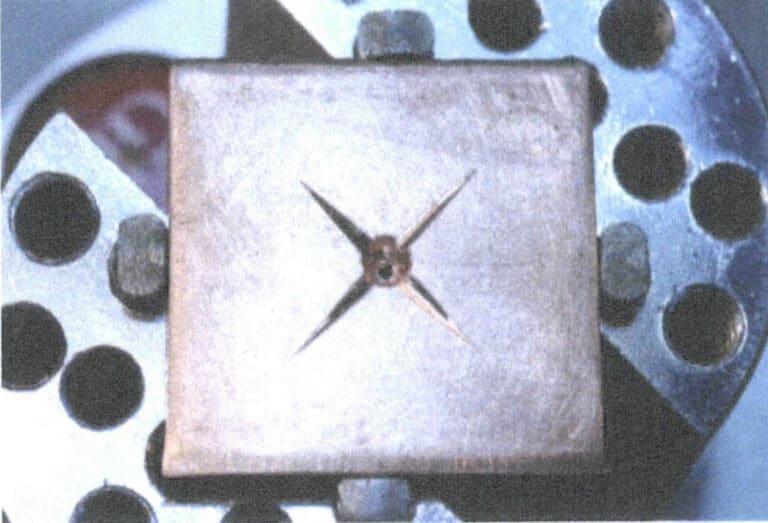
그림 4-44 쐐기 모양 장식 4개 긁어내기(3)
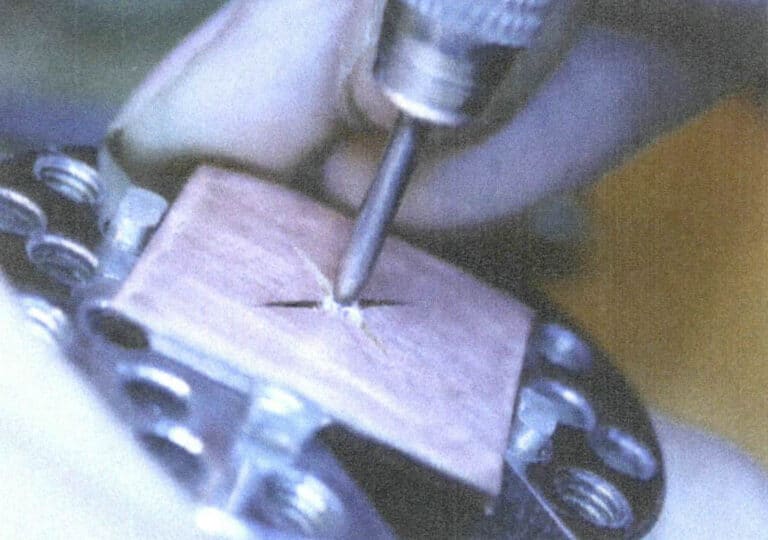
그림 4-45 스톤 배치하기
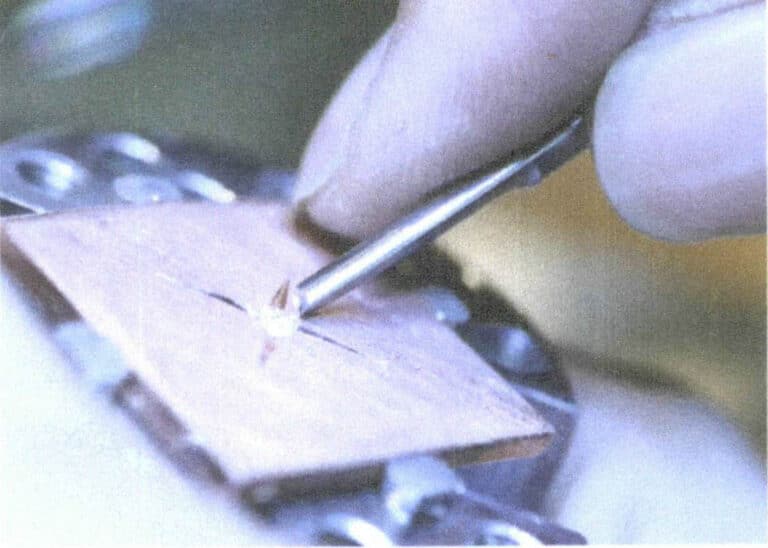
그림 4-46 스크래핑 프롱(1)
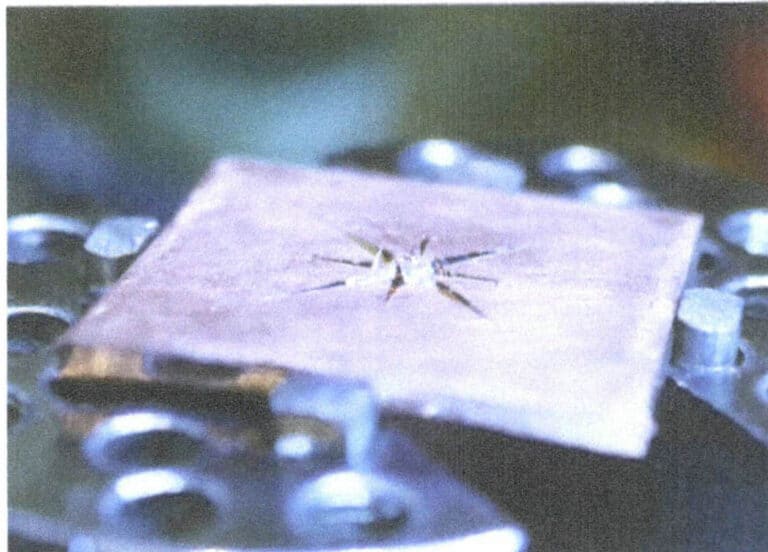
그림 4-47 스크래핑 프롱(2)
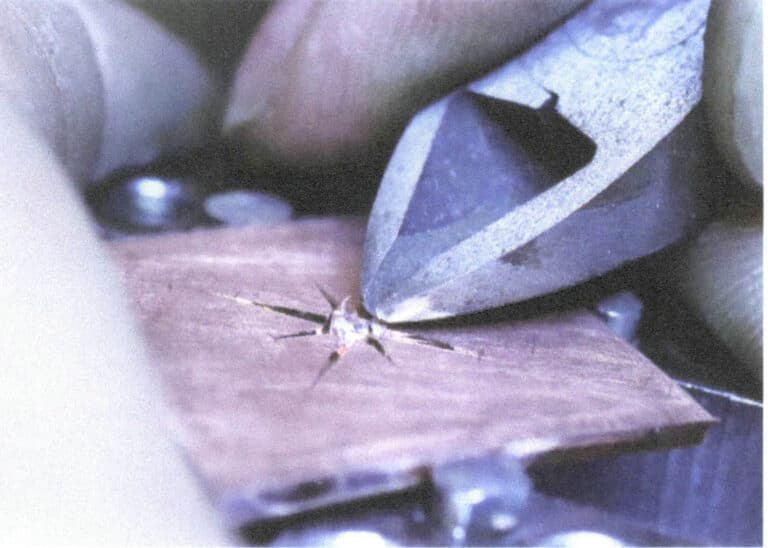
그림 4-48 절단 갈래

그림 4-49 비딩 및 세팅 스톤
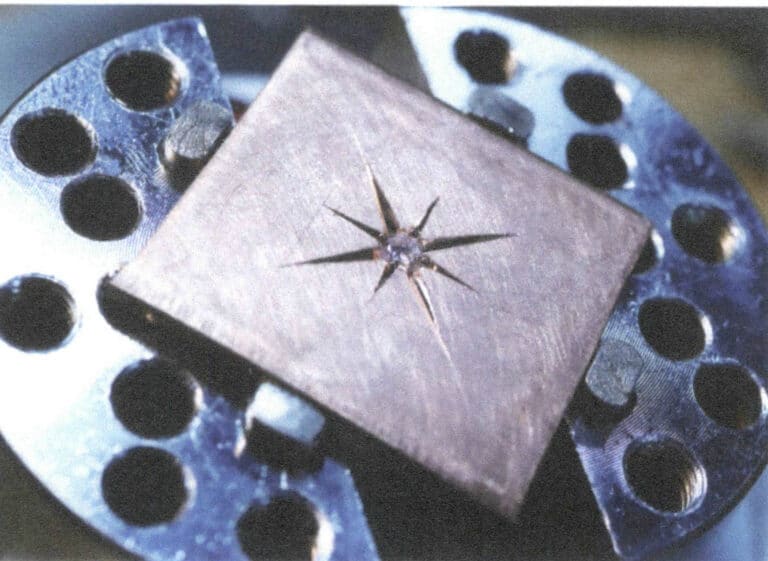
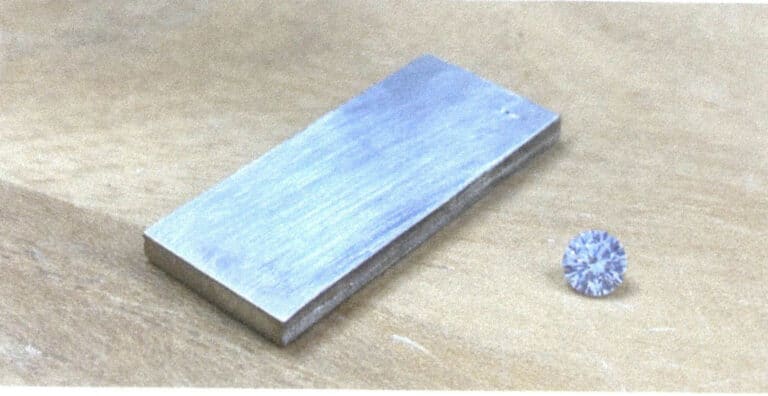
그림 4-51 재료 준비
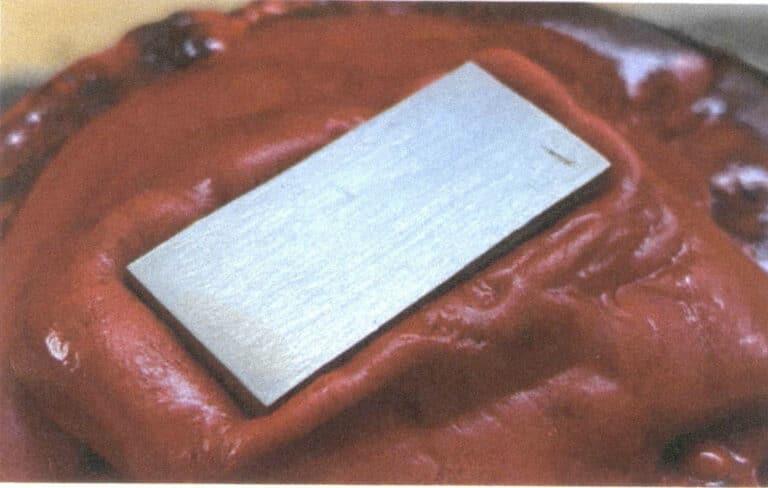
그림 4-52 금속 고정하기
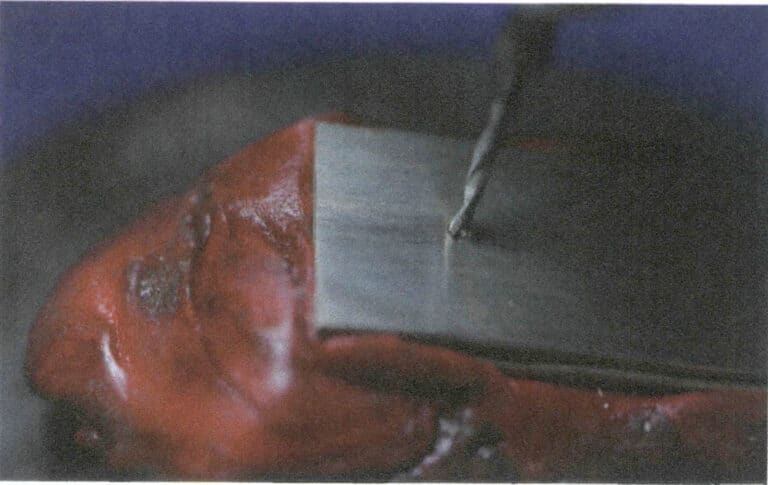
그림 4-53 드릴링
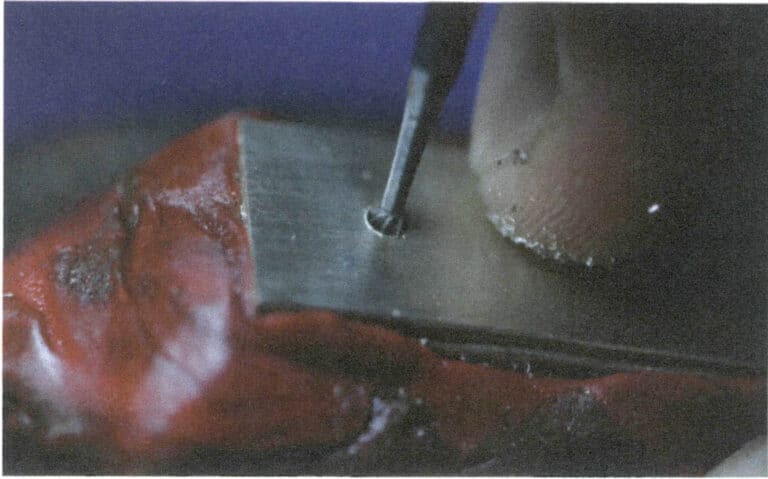
그림 4-54 구멍 확대하기

그림 4-55 스톤 세팅 위치 청소
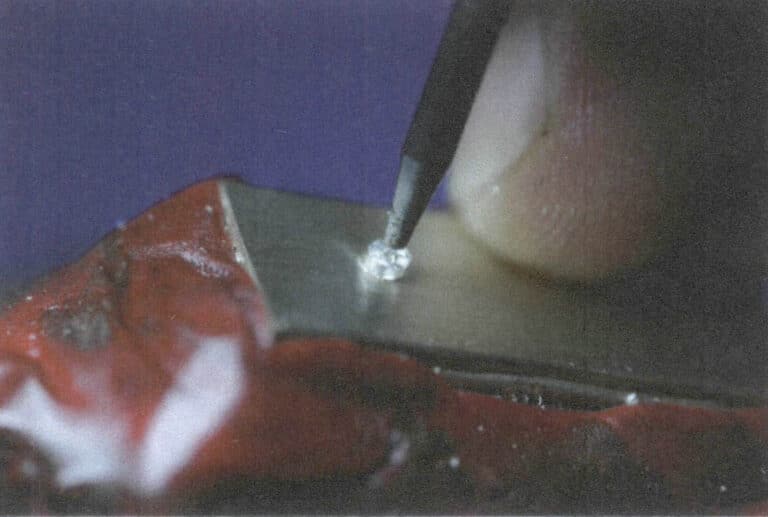
그림 4-56 스톤 세팅 마운트 테스트 및 스톤 배치하기
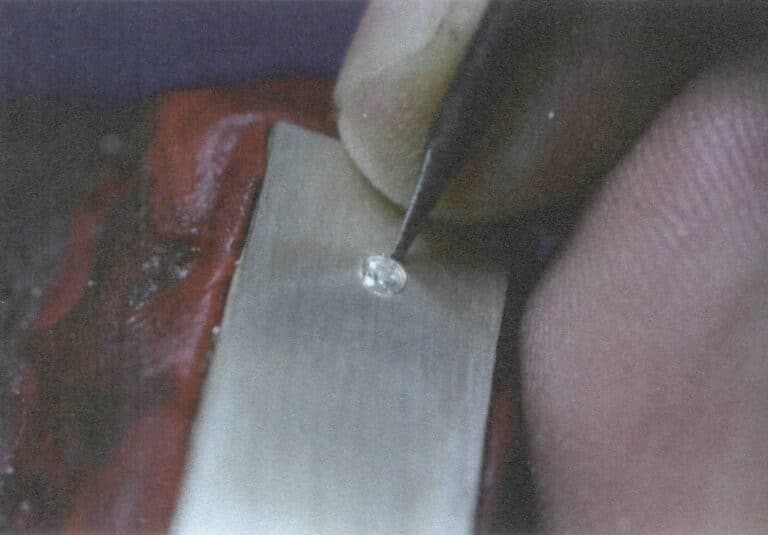
그림 4-57 포장 설정 위치
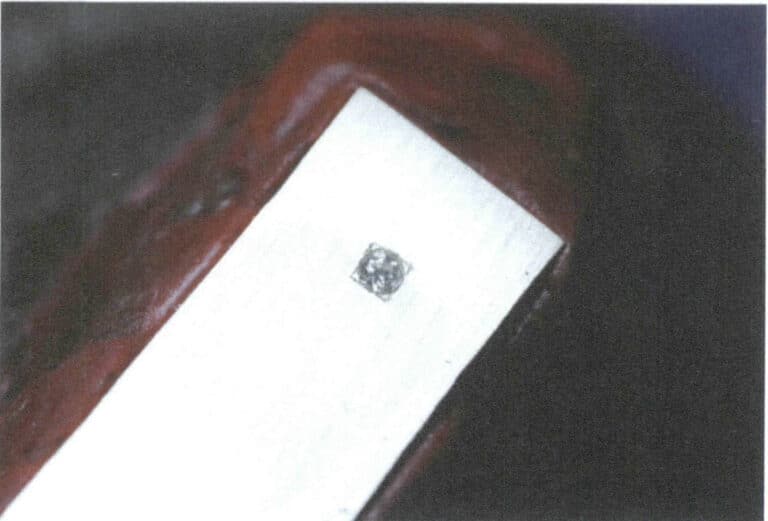
그림 4-58 스크래핑 스톤 설정 위치
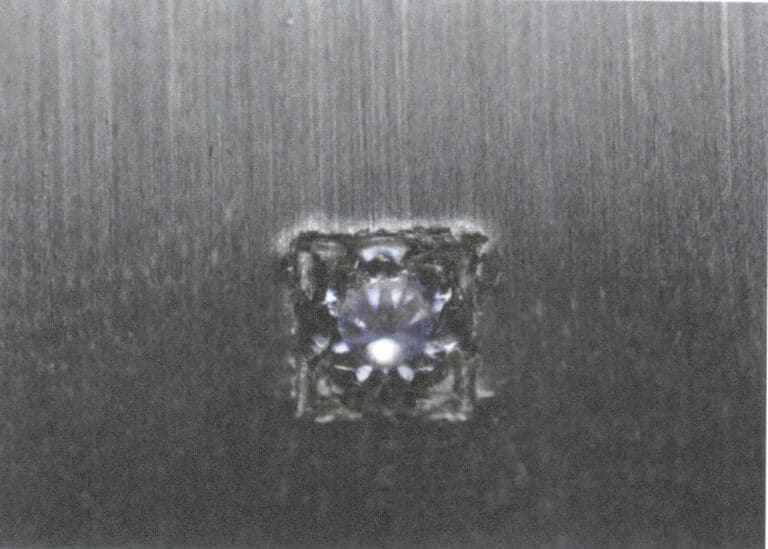
그림 4-60 스크래핑 프롱
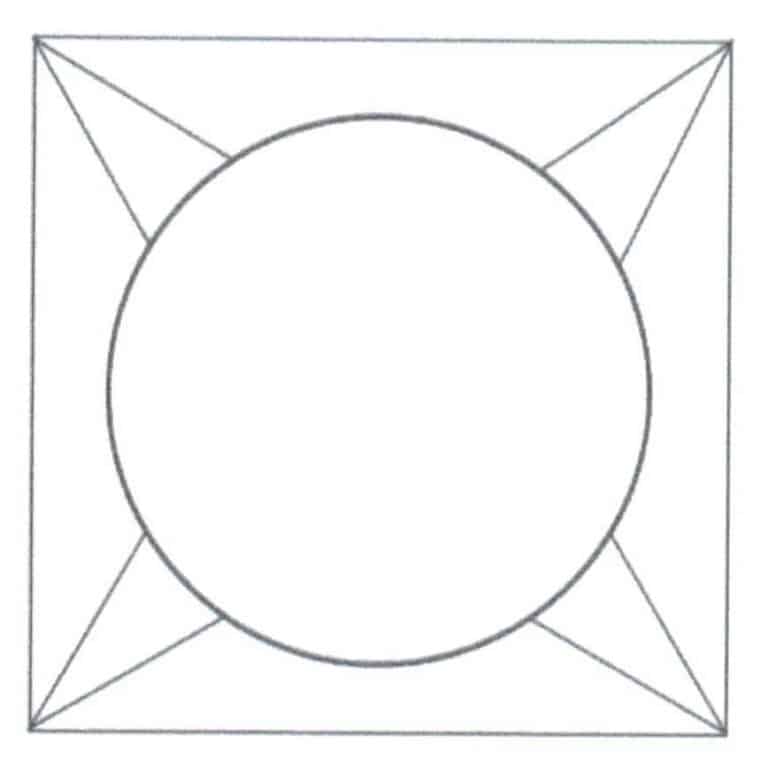
그림 4-61 스크래핑 프롱의 개략도
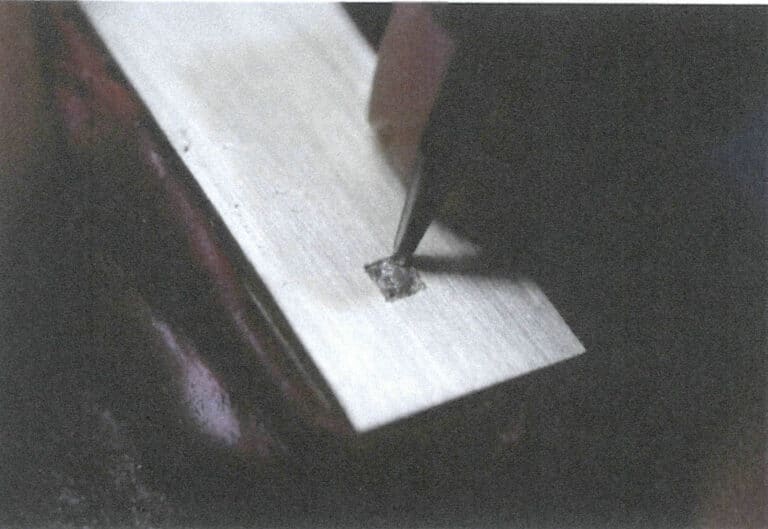
그림 4-62 비딩 및 스톤 세팅
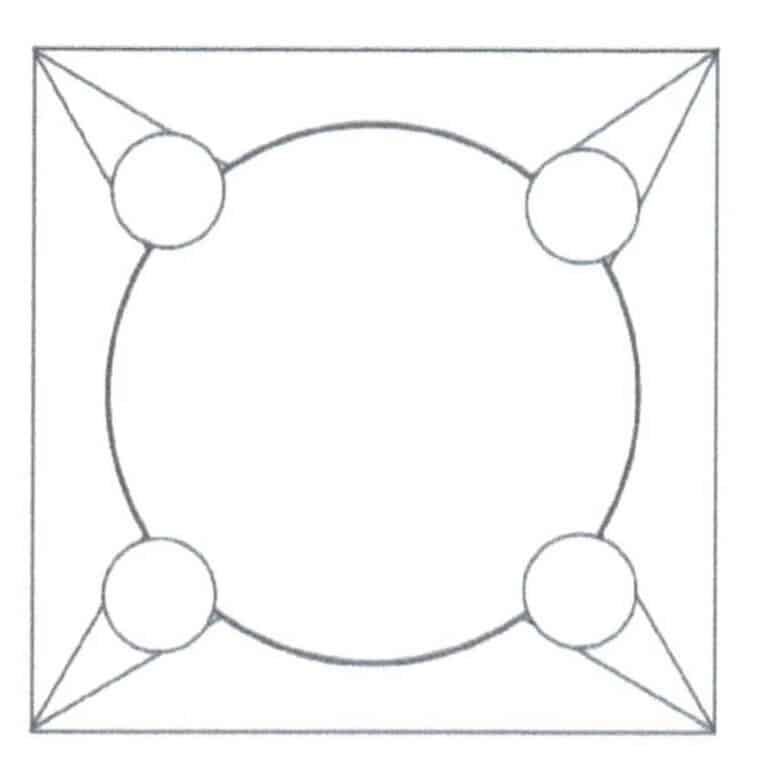
그림 4-63 비딩 위치의 개략도
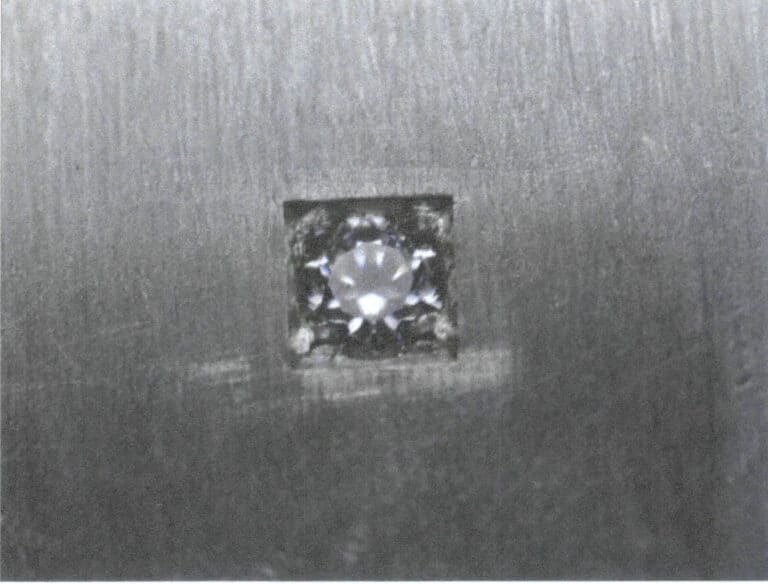
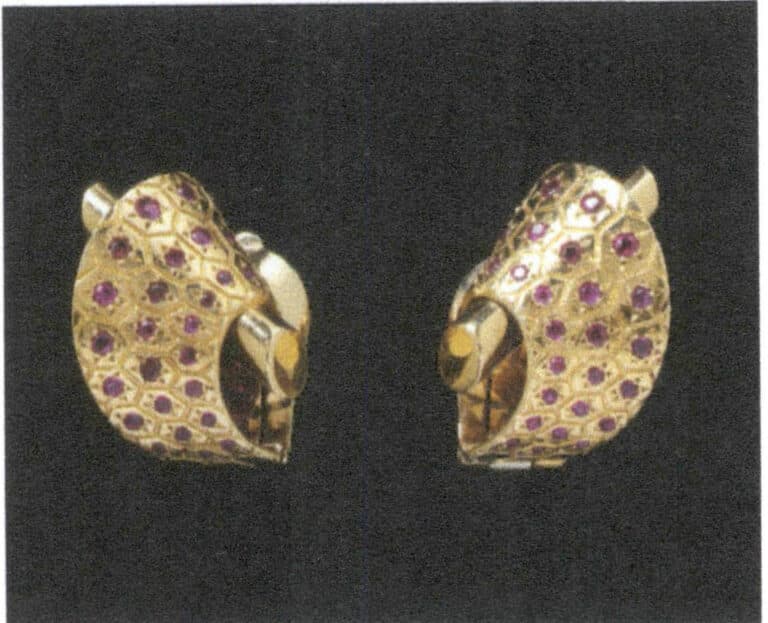
Figure 4-65 Van Cleef & Arpels earrings (V&A Museum Collection)

Figure 4-66 Bracelet (V&A Museum Collection)
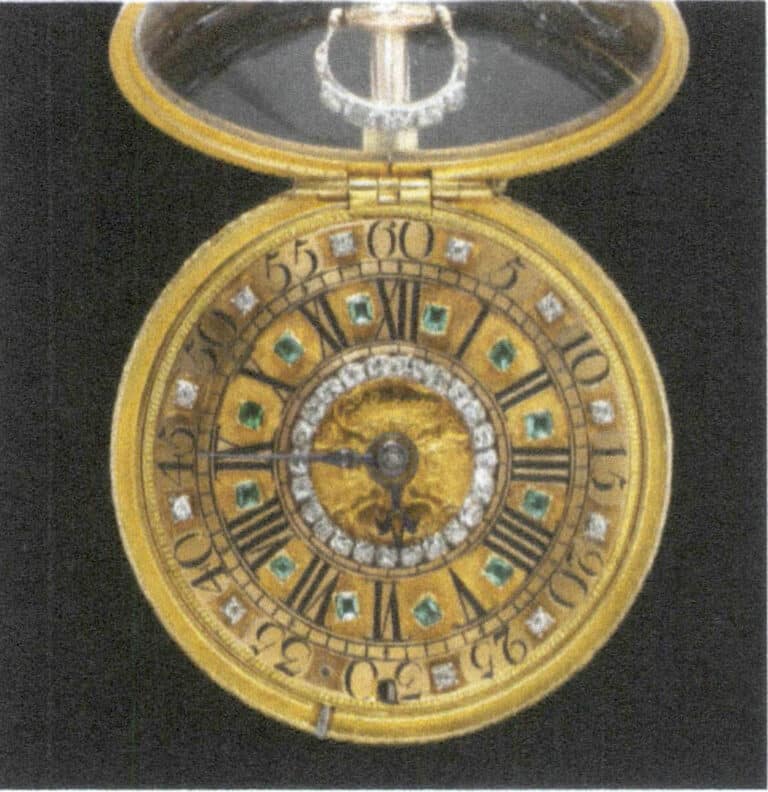
Figure 4-67 Pocket Watch (V&A Museum Collection)
Figure 4-68 Ring Watch (V&A Museum Collection)


그림 5-2 포장 설정

그림 5-3 타이거 프롱 설정
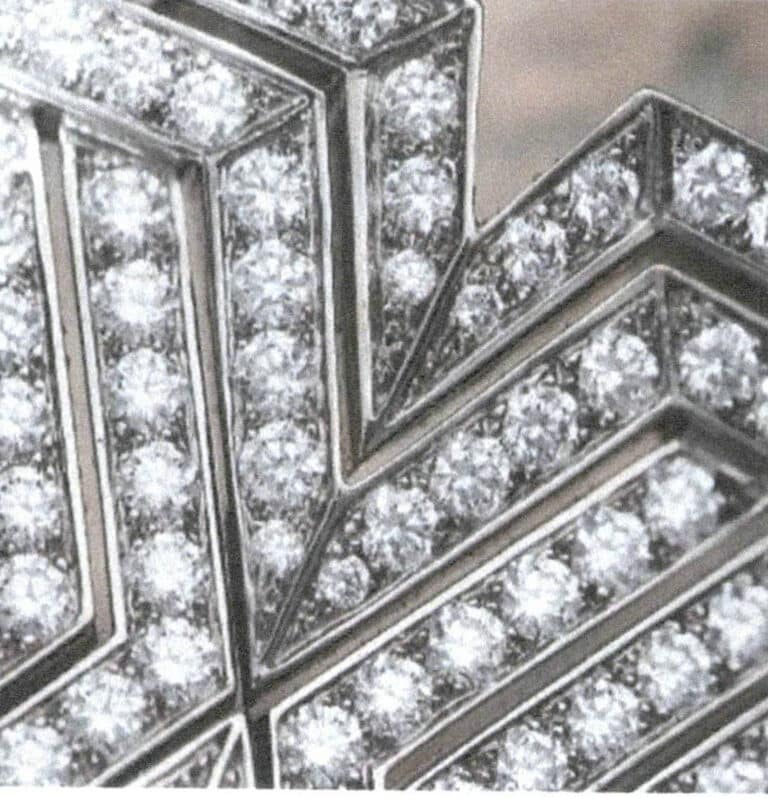
그림 5-4 스크래핑 설정
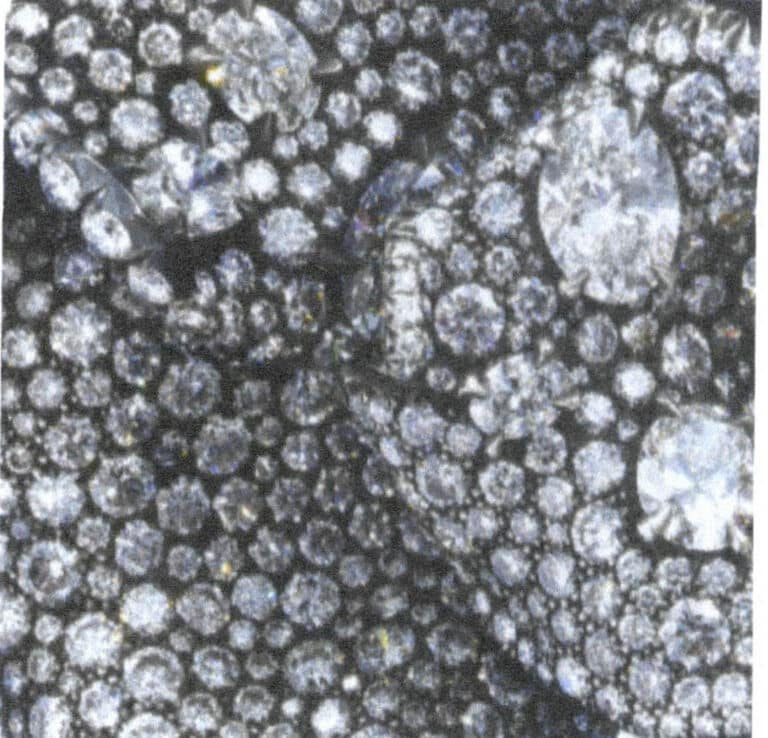
그림 5-5 눈송이 설정
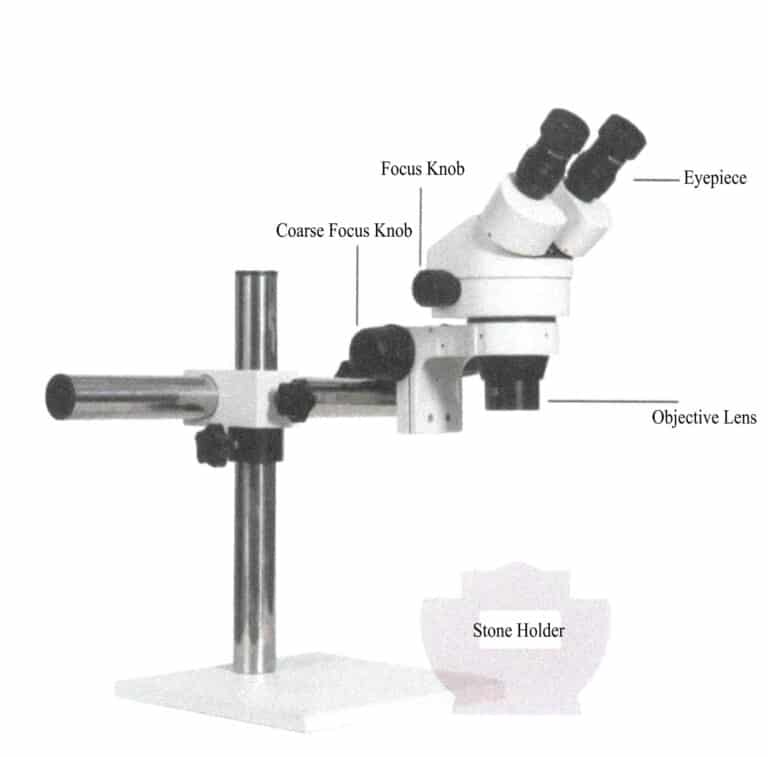
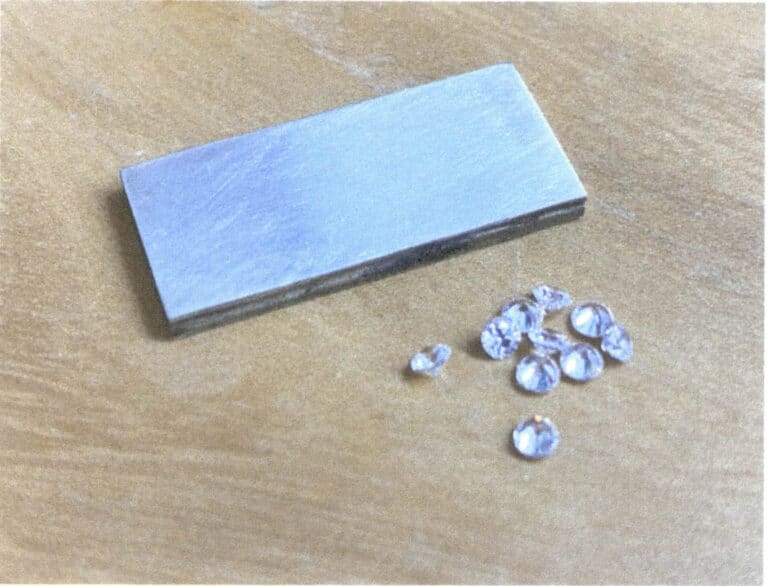
그림 5-7 재료 준비
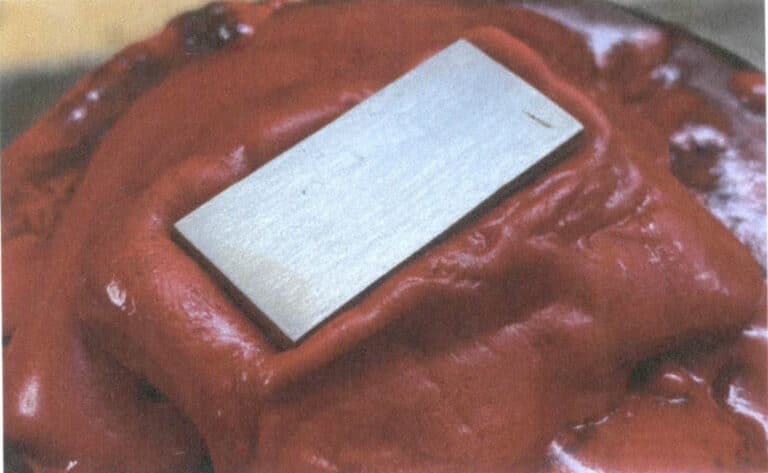
그림 5-8 밀봉 왁스 바르기
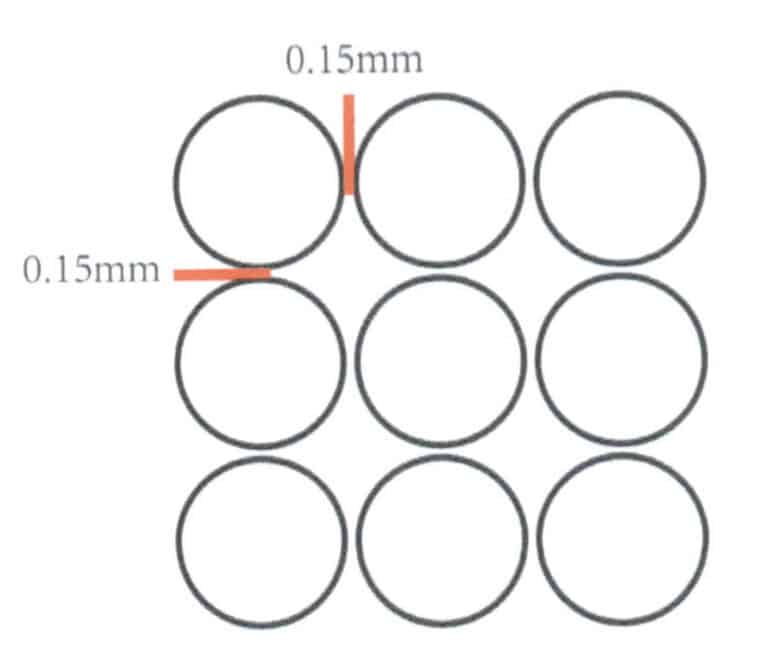
그림 5-9 보석 세팅 위치 표시하기
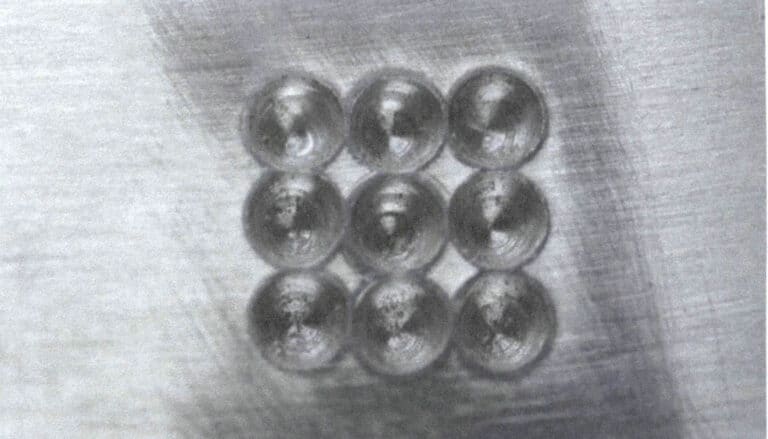
그림 5-10 구멍 확장
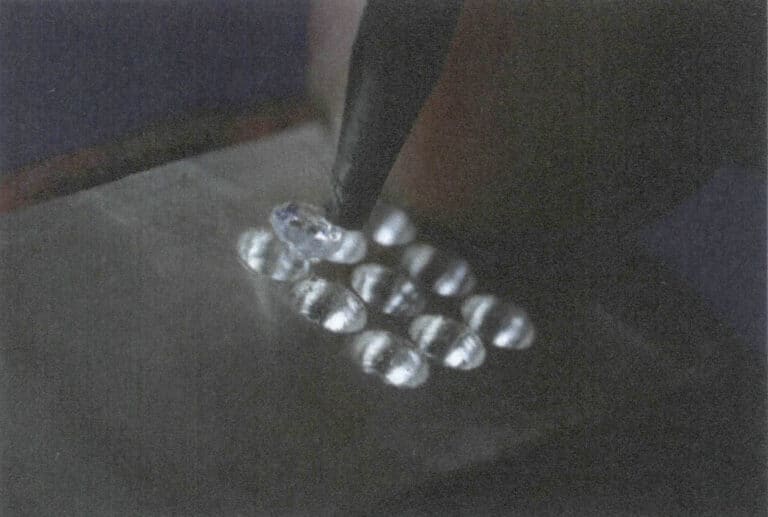
그림 5-11 설정 마운트 테스트
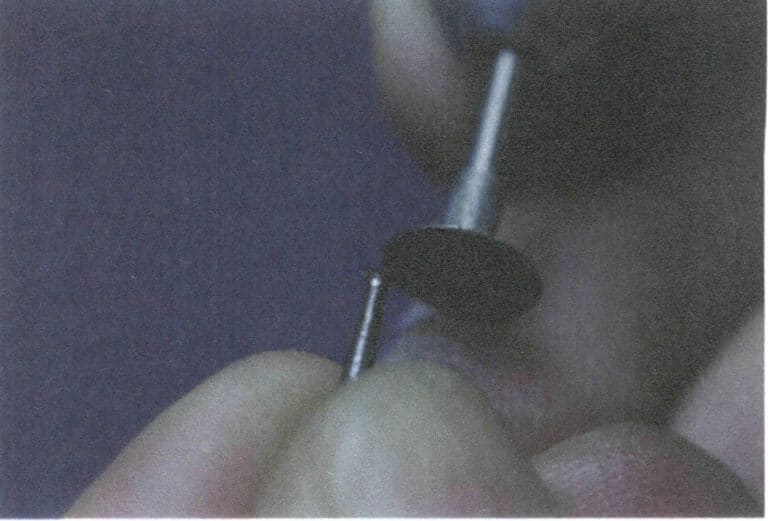
그림 5-12 얇은 디스크 버로 수정된 모습
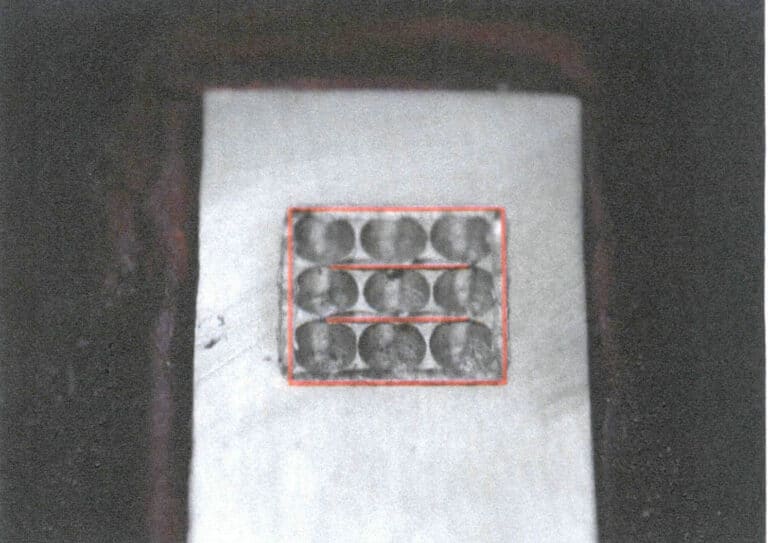
그림 5-13 조각 선과 임계 선의 윤곽선 위치
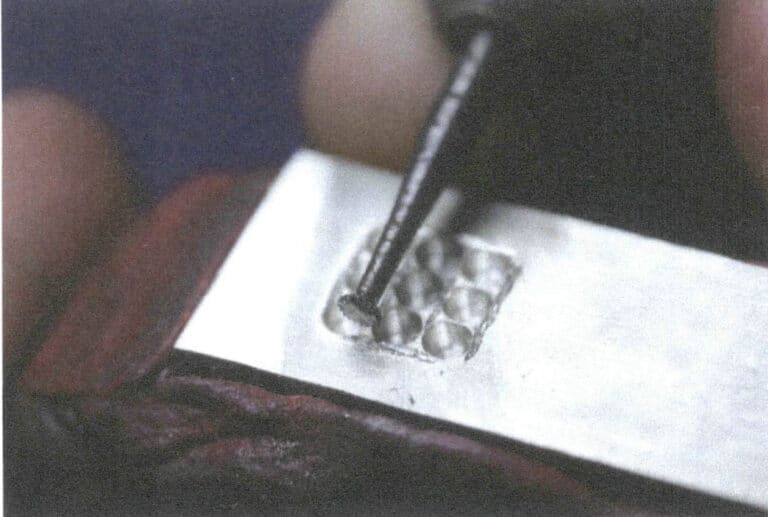
그림 5-14 인그레이빙 라인 및 크리티컬 라인의 개요
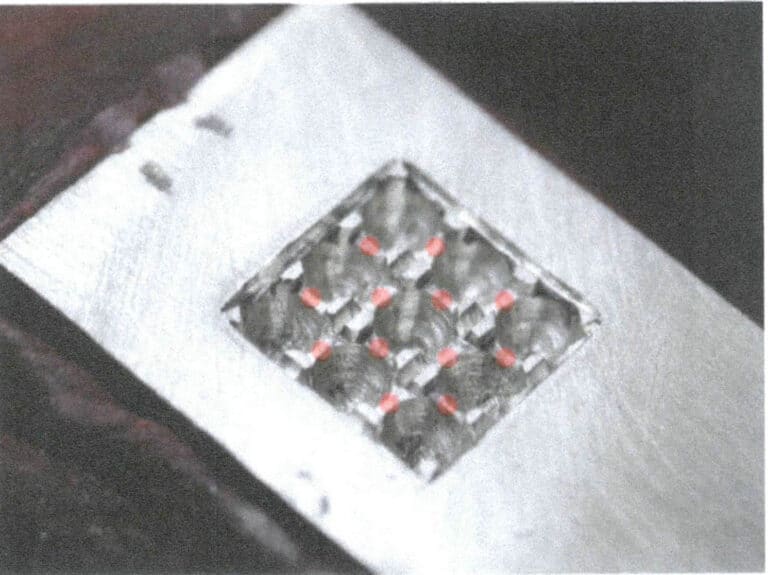
그림 5-15 스톤 세팅 위치가 접하는 위치(빨간색으로 표시)에 금속 조각하기
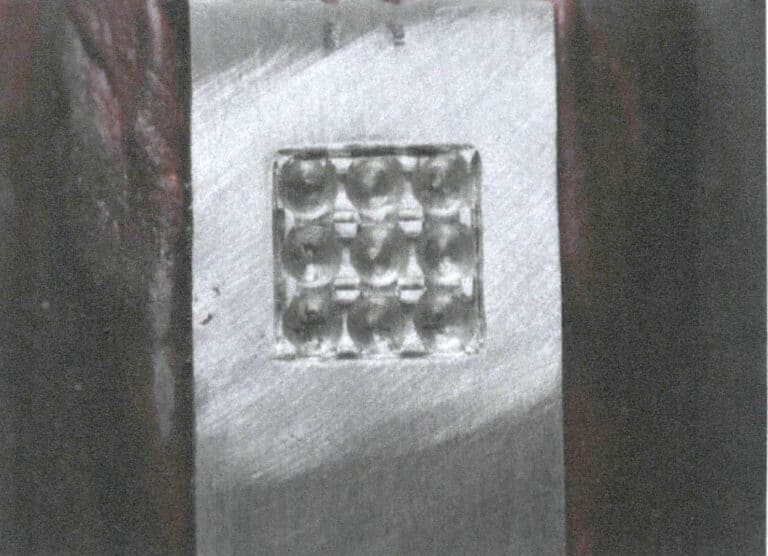
그림 5-16 트렌치 작업 후 스톤 세팅 위치

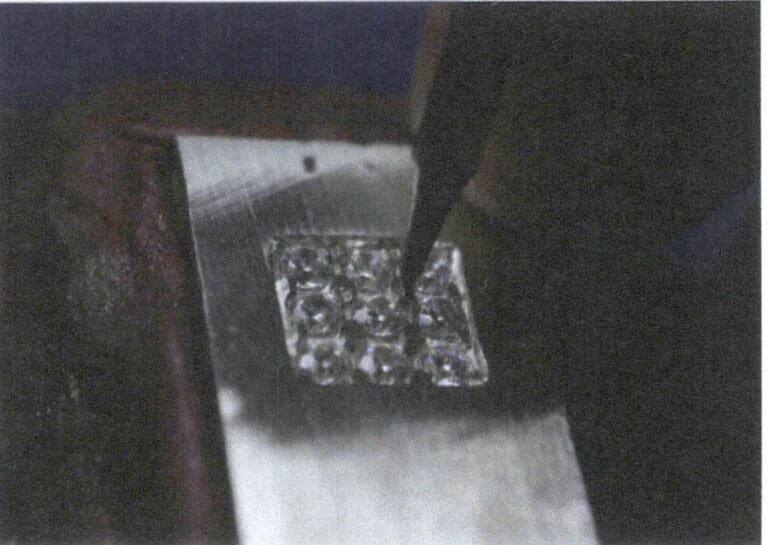
그림 5-18 푸시 프롱
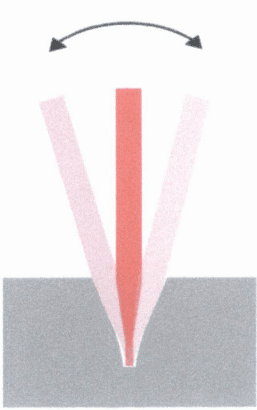
그림 5-19 그레이버 분할 갈래 및 금속 누르기
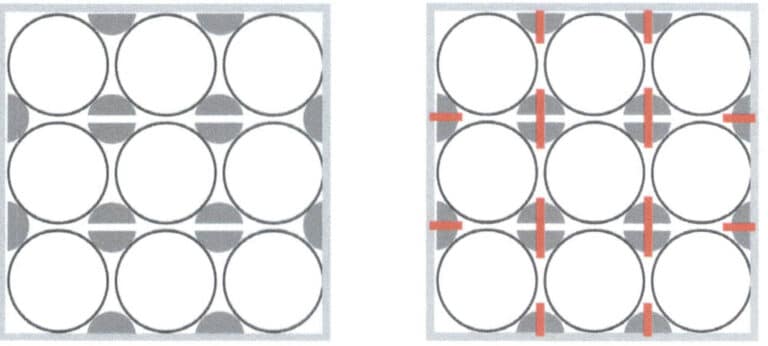
그림 5-20 프롱 분할 전후의 개략도(빨간색 선은 분할된 프롱의 위치를 나타냄)
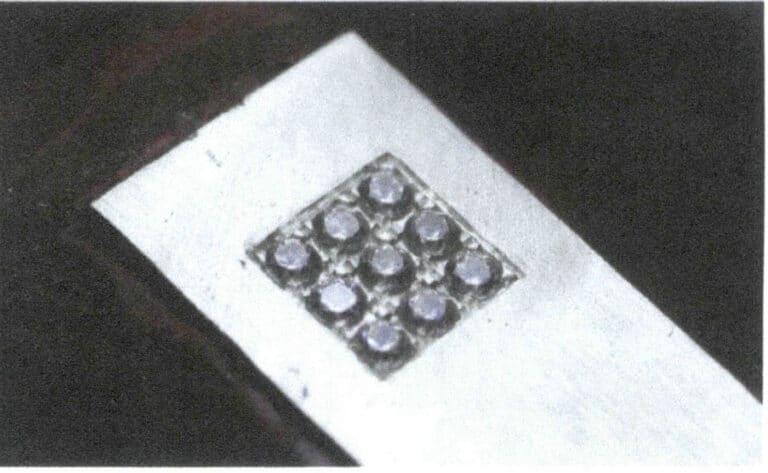
그림 5-21 완료된 프롱 분할
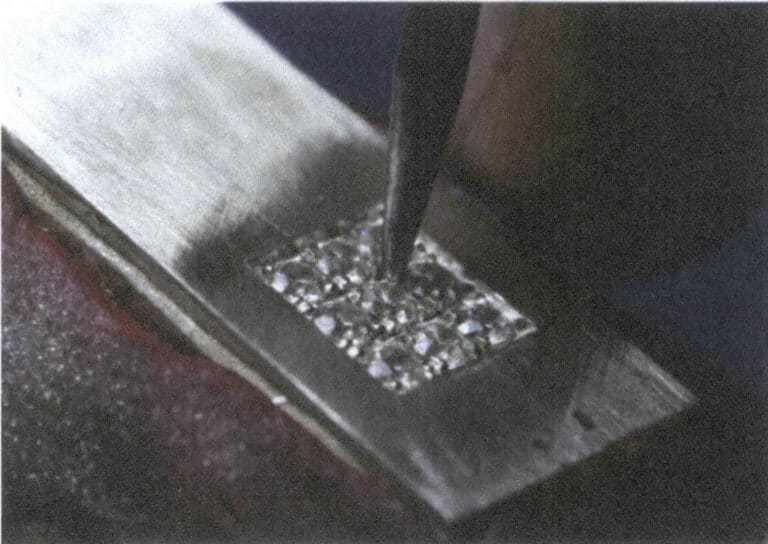
그림 5-22 비딩
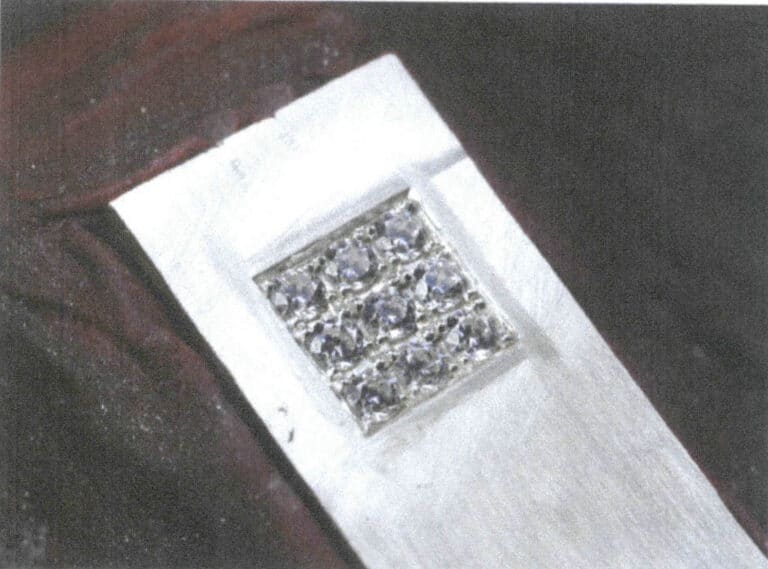
그림 5-23 포장 설정의 수평 및 평행 배열 완료하기

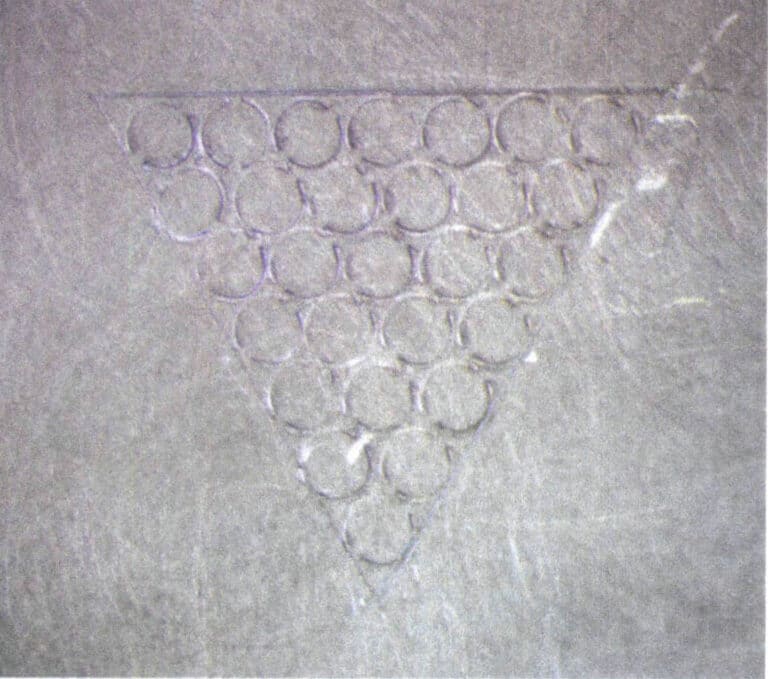
그림 5-25 보석의 엇갈린 구성
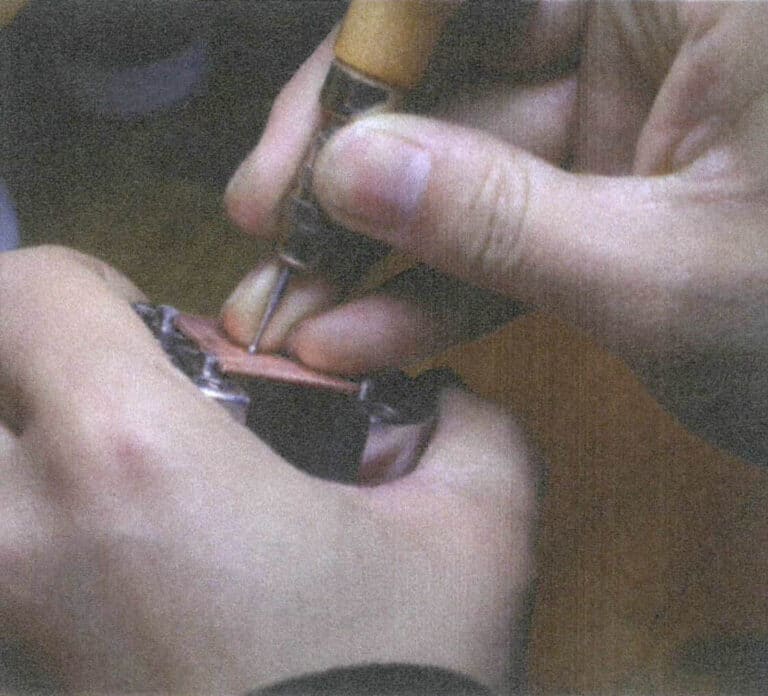
그림 5-26 컵 버로 표시된 스톤 세팅 위치 누르기
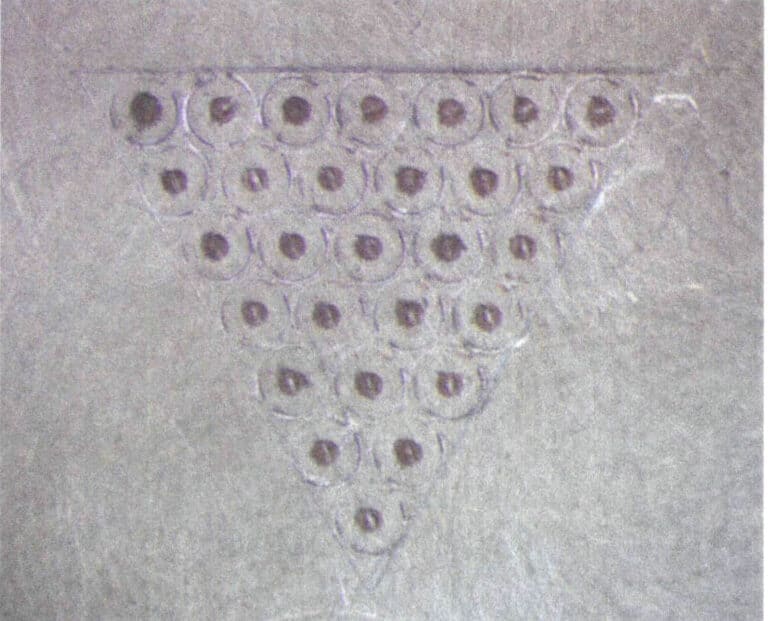
그림 5-27 볼 버를 사용하여 홈 만들기
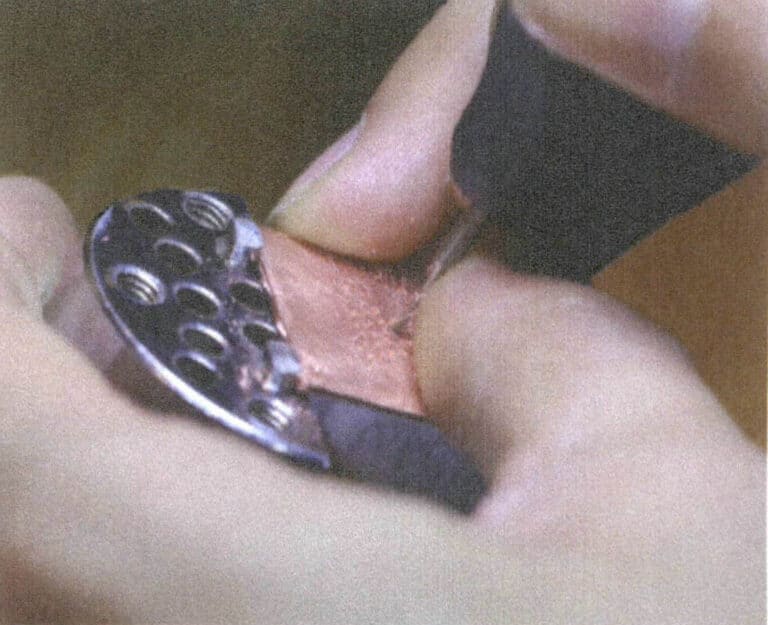
그림 5-28 드릴링
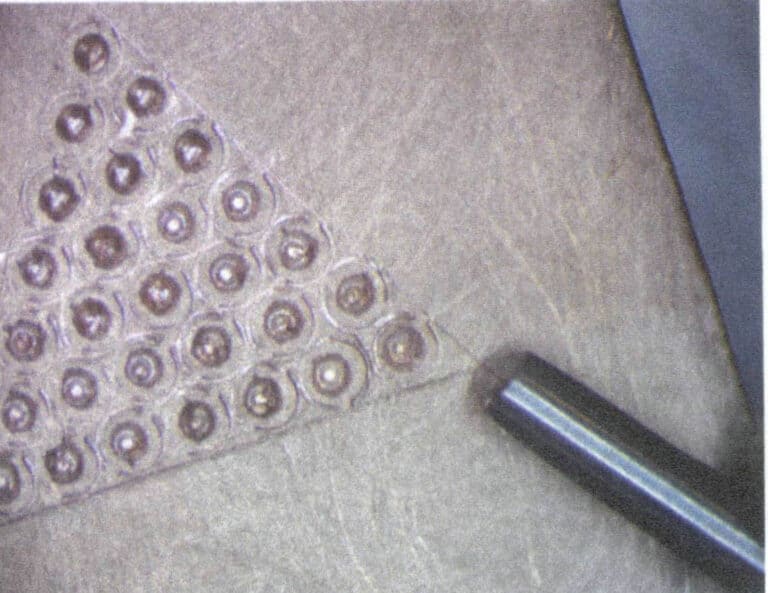
그림 5-29 뾰족한 삽 스크래핑 라인
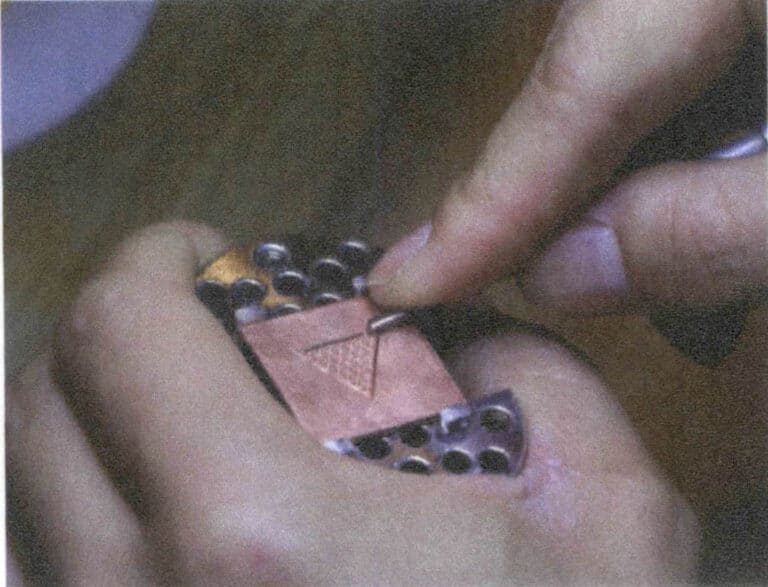
그림 5-30 스크래핑 에지 라인
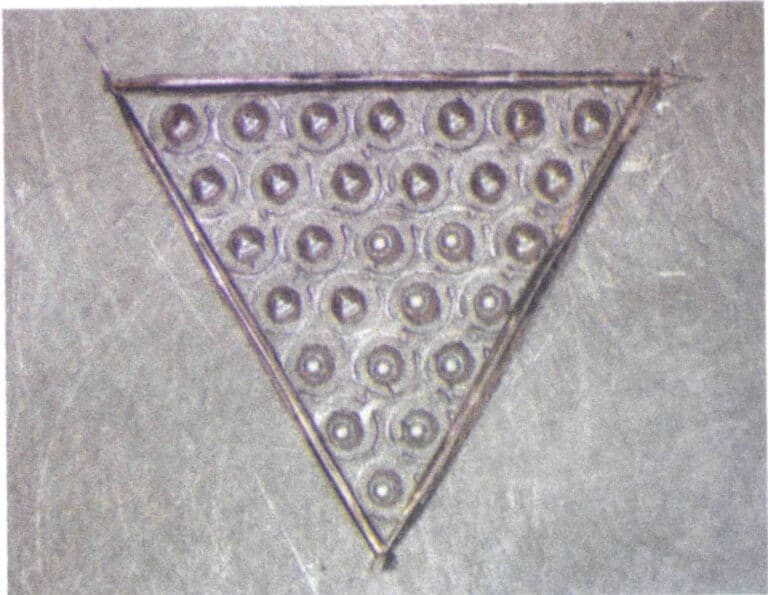
그림 5-31 완성된 스크래핑 에지 라인
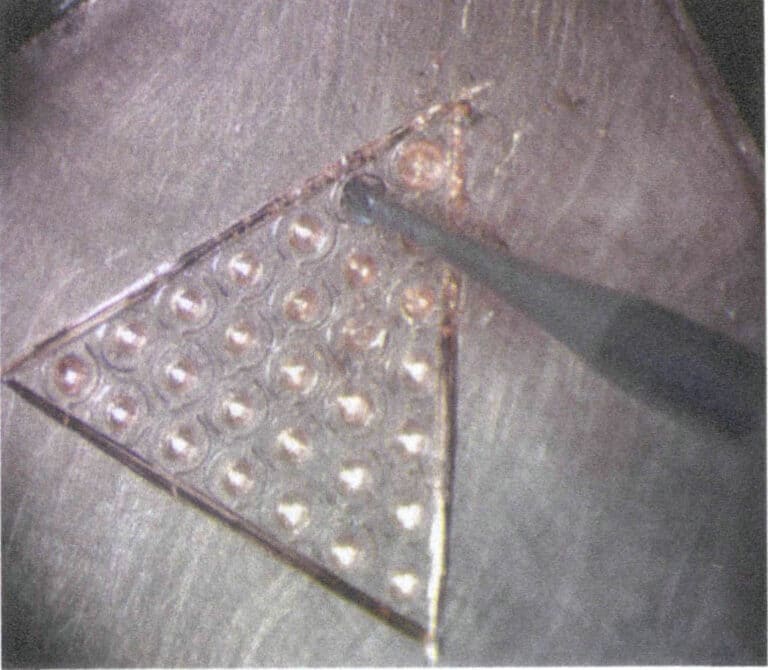
그림 5-32 구멍 확대하기
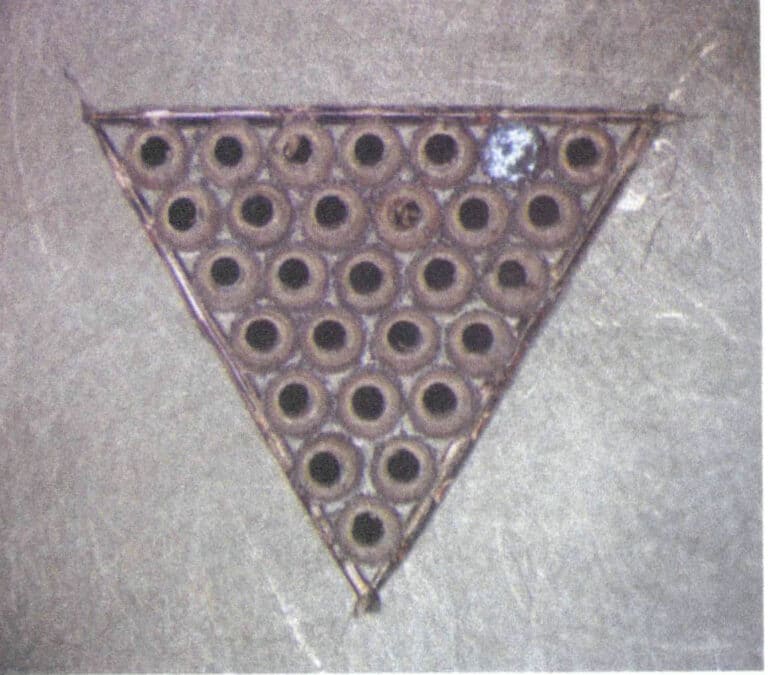

그림 5-34 가장자리 홈 긁기
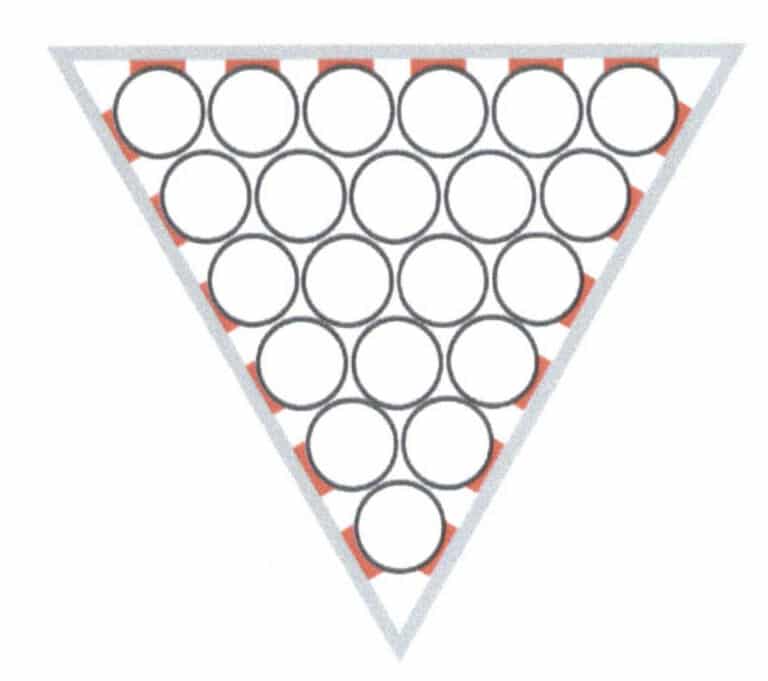
그림 5-35 가장자리 홈 스크래핑 모식도(빨간색은 제거된 부분을 나타냄)
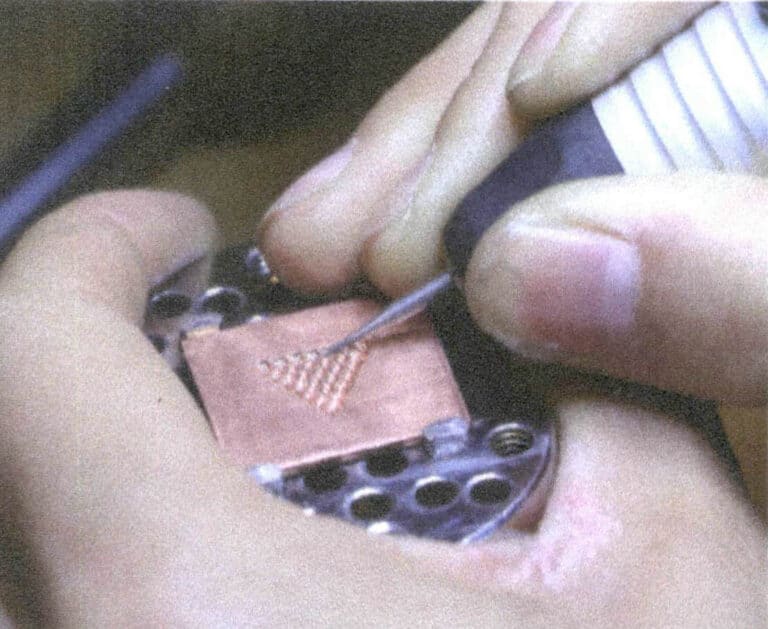
그림 5-36 톱니바퀴 홈(1)
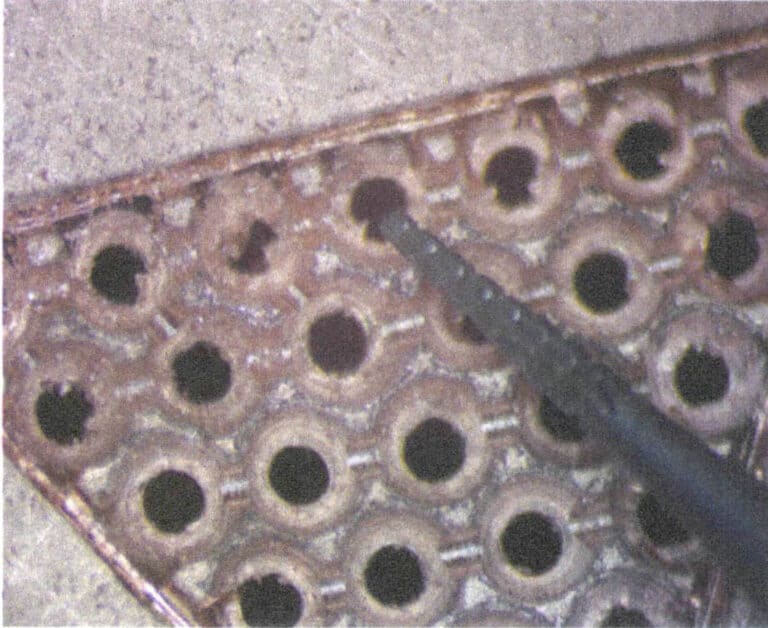
그림 5-37 톱니바퀴 홈(2)
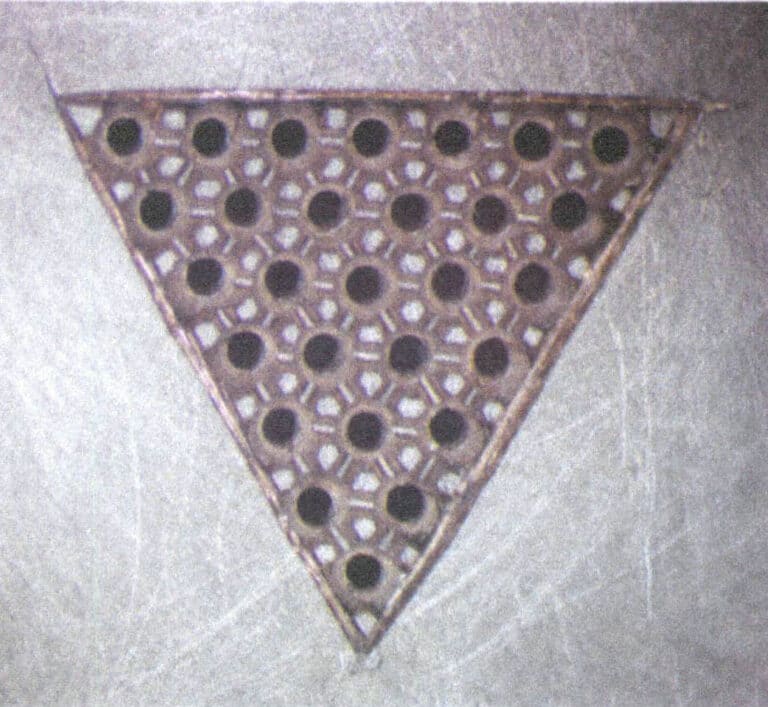
그림 5-38 그루브 가공 완료(1)
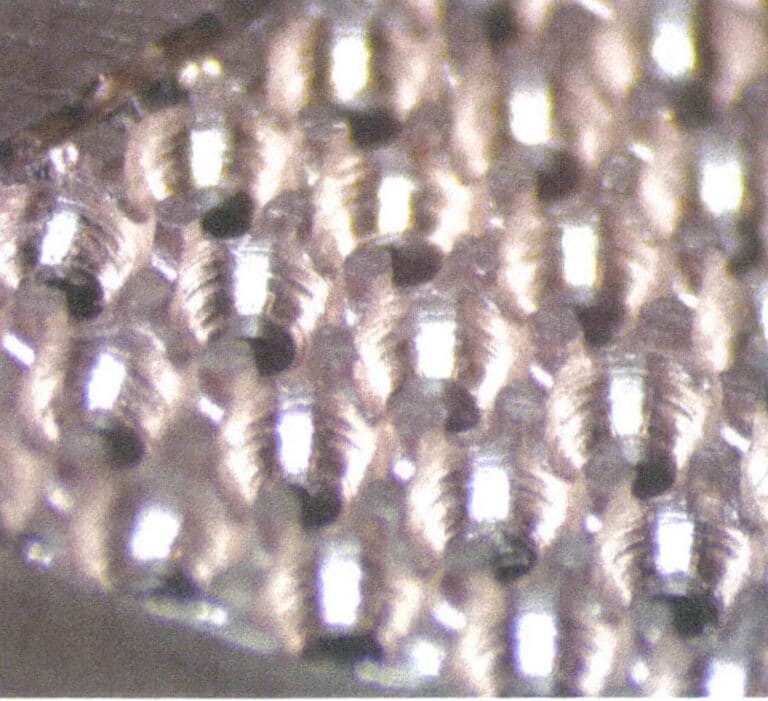
그림 5-39 그루브 가공 완료(2)
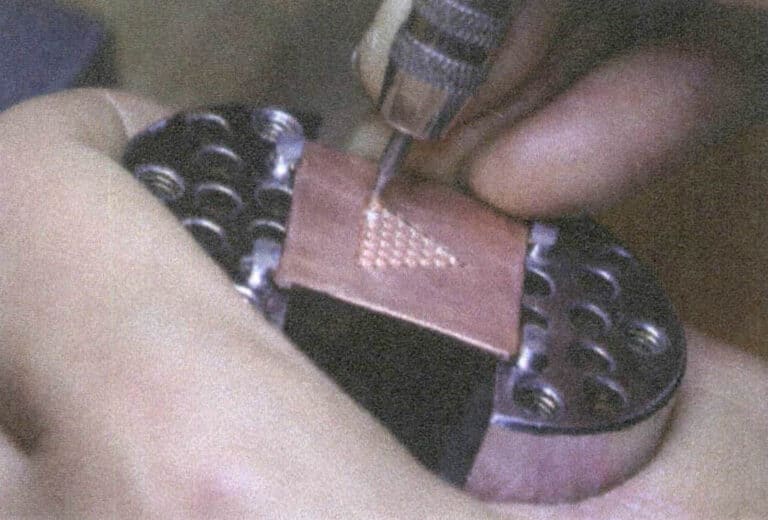
그림 5-40 스톤 배치하기

그림 5-41 비딩
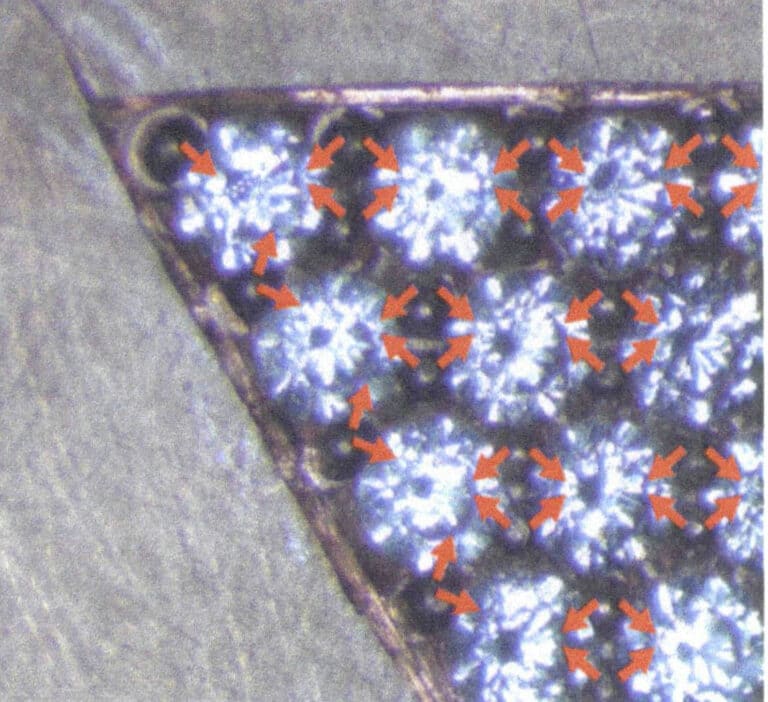
그림 5-42 프롱의 압축 관계
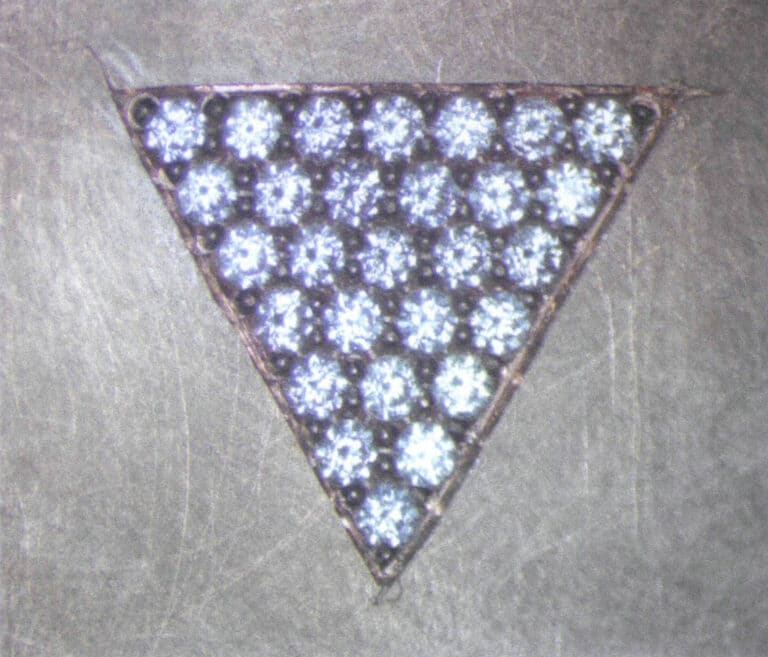
그림 5-43 포장 설정의 수평 엇갈림 배열 완료하기

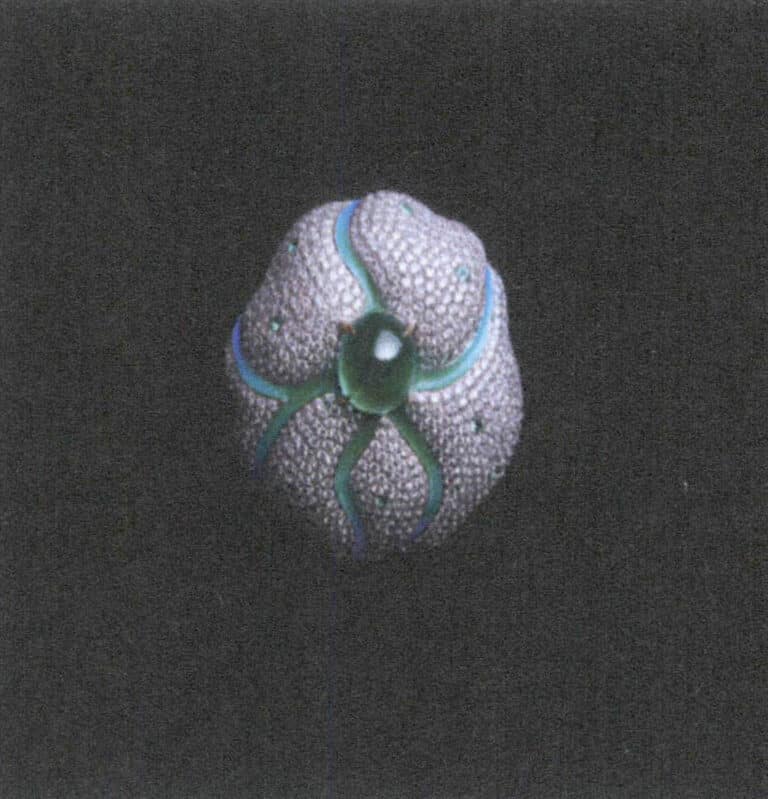
그림 5-45 주얼리 아티스트 시옹 첸의 작품 "덩굴 정원 - 나뭇잎 흐름"
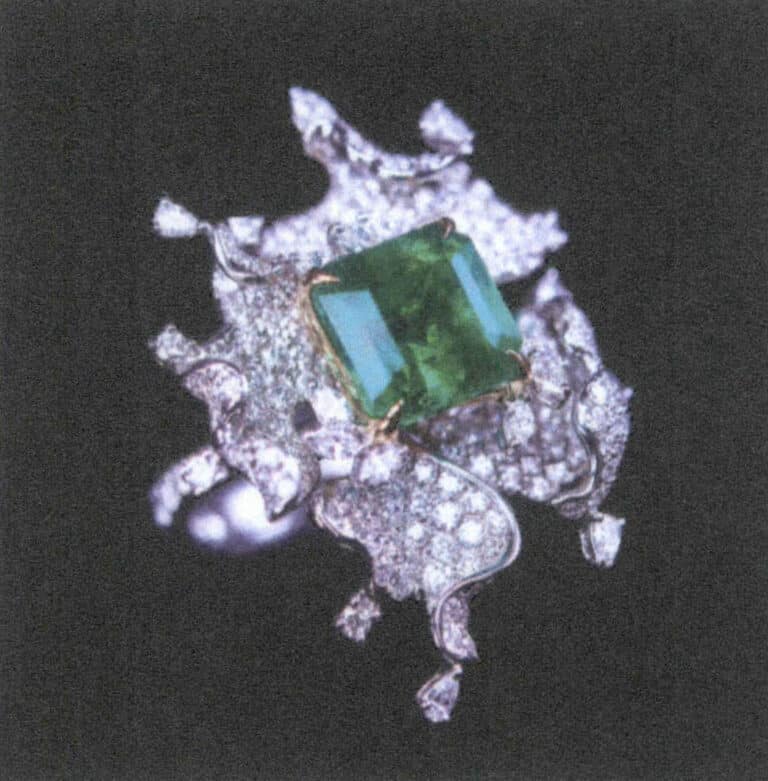
그림 5-46 주얼리 아티스트 시옹 첸의 작품 "덩굴 정원 - 블룸"
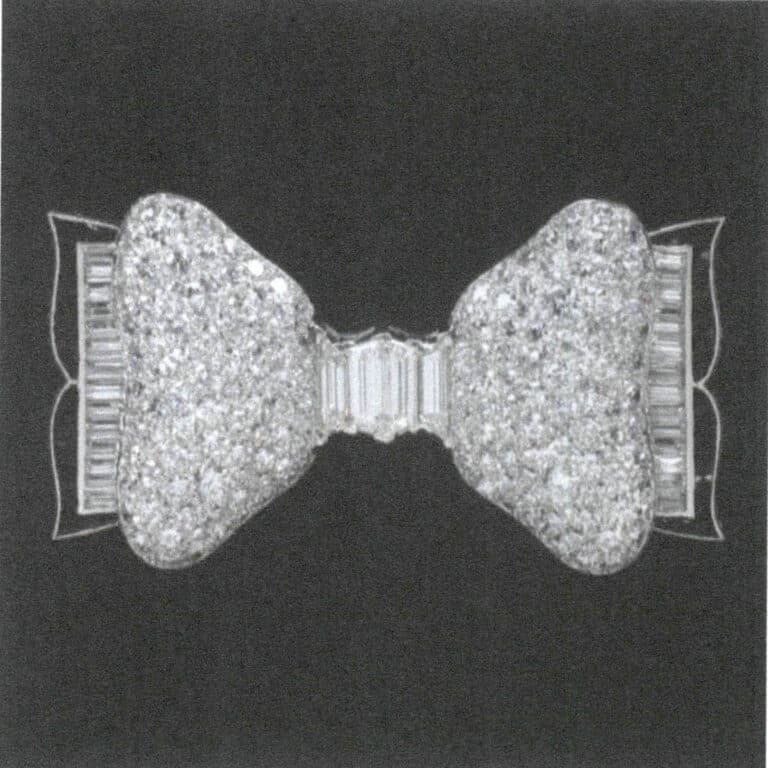
Figure 5-47 Platinum diamond brooch (Collection of the V&A Museum)
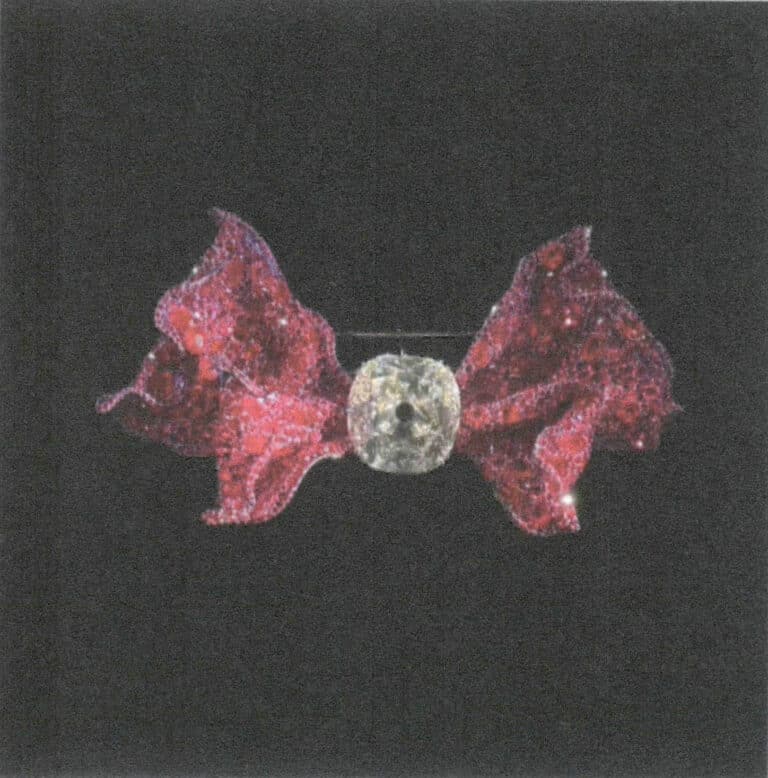
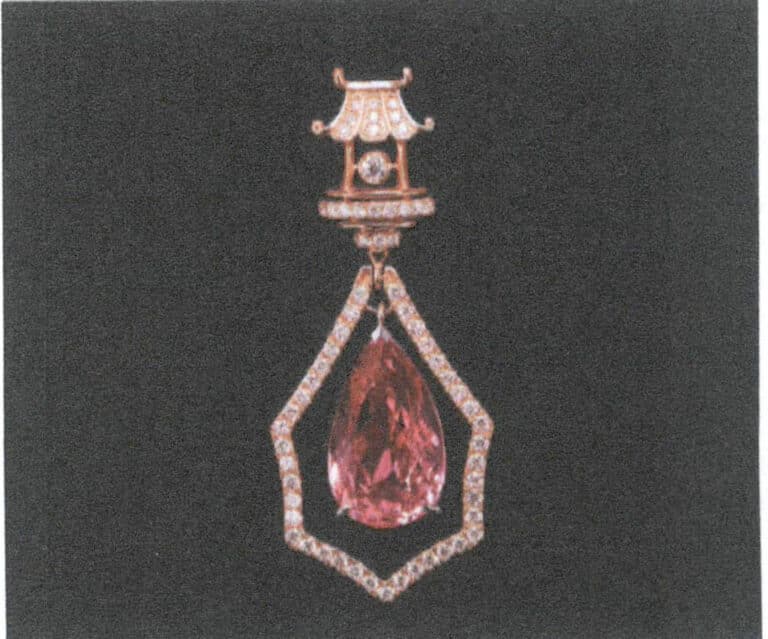
그림 5-48 신디 차오 하이 주얼리
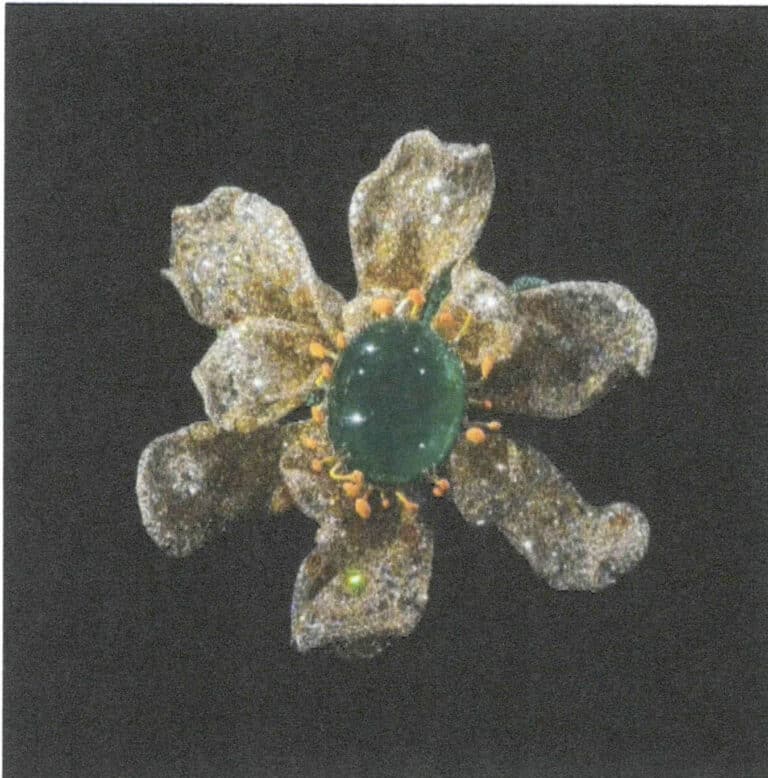
그림 5-49 신디 차오 하이 주얼리

Figure 5-50 Glenn Spiro High Jewelry (V&A Museum Collection)