La guida definitiva alla lavorazione delle leghe d'oro K utilizzate per la gioielleria
Guida completa alle proprietà e alle caratteristiche delle leghe d'oro K
Introduzione: il libro
Padroneggiate il mestiere di gioielli in oro K con la nostra guida, ricca di 70 termini chiave che definiscono l'arte della lega d'oro. Scoprite l'equilibrio perfetto tra Au-Ag, Au-Cu, Au-Ni e Au-Pd per ottenere i colori e la resistenza desiderati. Scoprite le tecniche di composizione delle leghe, fondamentali per la fusione, la resistenza alla corrosione e la sicurezza della pelle. La nostra guida, che affronta le complessità della scelta del riempimento in oro K, illumina il percorso per la creazione di pezzi durevoli e di grande impatto visivo. Dalla prevenzione delle fratture fragili nell'oro rosso K all'affinamento del bianco dell'oro bianco K, forniamo soluzioni per le più comuni sfide di produzione. Migliorate la vostra abilità nella creazione di gioielli con le nostre intuizioni di esperti, fondendo tradizione e innovazione per un'eleganza senza tempo.

Indice dei contenuti
Sezione Ⅰ Leghe di materiali di riempimento in oro e oro K
1. Leghe d'oro
Fin dall'antichità, l'oro è diventato essenziale per il suo bel colore, l'eccellente stabilità chimica e le prestazioni del processo di formatura. Gioielli e accessori. I gioielli in oro puro presentano vantaggi quali il volume ridotto, l'alto valore e la trasportabilità, oltre a una buona conservazione del valore e a funzioni decorative che li rendono amati da vari gruppi etnici del nostro Paese nel corso della storia. Tuttavia, l'oro puro ha una consistenza troppo morbida che lo rende inadatto alla modellazione e all'incastonatura, con il risultato che i gioielli tradizionali in oro puro sono relativamente monotoni e si deformano o si usurano facilmente.
Con il cambiamento dell'atteggiamento dei consumatori, la preferenza per i gioielli d'oro non riguarda più solo la qualità del materiale, ma si concentra maggiormente sulla forma decorativa e sulla diversità dei colori, il che ha promosso lo sviluppo delle leghe d'oro K. Lo sviluppo di leghe d'oro K mira a migliorare le proprietà meccaniche, come la resistenza e la durezza dell'oro, a soddisfare le esigenze sensoriali degli utenti e a ridurre i costi dei materiali. Aggiungendo una certa proporzione di elementi di lega all'oro puro per creare oro K di qualità corrispondente, i gioielli in oro K realizzati con una lega d'oro come materiale di base, o i gioielli in oro K intarsiati con varie pietre preziose, eccellono per colore, qualità e stile rispetto ai gioielli in oro puro. Con il continuo miglioramento del design e della tecnologia di lavorazione, i gioielli in oro K stanno conquistando una maggiore quota di mercato grazie alla loro creatività personalizzata e artistica.
L'oro K ha diverse qualità che variano in termini di proprietà fisiche, chimiche, meccaniche e di prestazioni di processo a causa dei vari tipi e proporzioni di elementi di lega aggiunti. I sistemi di leghe di base standard per l'oro da gioielleria includono la lega Au-Ag, la lega Au-Cu, la lega Au-Ni e altri sistemi di leghe binarie, nonché la lega Au-Ag-Cu, la lega Ag-Ni-Cu e altri sistemi di leghe ternarie.
1.1 Lega Au-Ag
Il diagramma di fase della lega binaria Au-Ag è mostrato nella Figura 3-9. Entrambi possono dissolversi all'infinito sia allo stato liquido che solido. L'aggiunta di argento all'oro ne abbassa il punto di fusione. Il punto di fusione diminuisce continuamente all'aumentare del contenuto di argento, con un piccolo divario di temperatura tra la linea del liquido e quella del solido. Pertanto, questa lega ha buone prestazioni di fusione e contribuisce a garantire la qualità delle fusioni di gioielli.
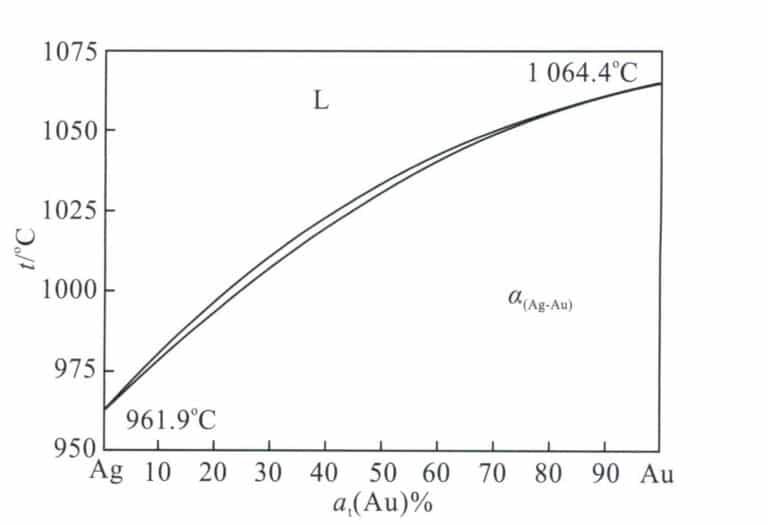
L'aggiunta di argento all'oro può schiarire il suo colore e farlo virare verso il giallo-verde. Poiché l'argento e l'oro hanno una struttura cristallina cubica a facce centrate e i loro raggi atomici sono quasi uguali, l'effetto di rafforzamento dell'argento sull'oro non è evidente. Prendendo come esempio l'oro 18K con una composizione di 75%Au-25%Ag, la sua durezza ricotto è solo HV32 e la sua resistenza alla trazione è solo 185 MPa, indicando una resistenza e una durezza relativamente basse. Tuttavia, l'allungamento può ancora raggiungere i 36%, mostrando una buona flessibilità e prestazioni di lavorazione a freddo. Pertanto, la lega Au-Ag viene spesso utilizzata per sviluppare l'oro giallo K per la gioielleria.
1.2 Lega Au-Cu
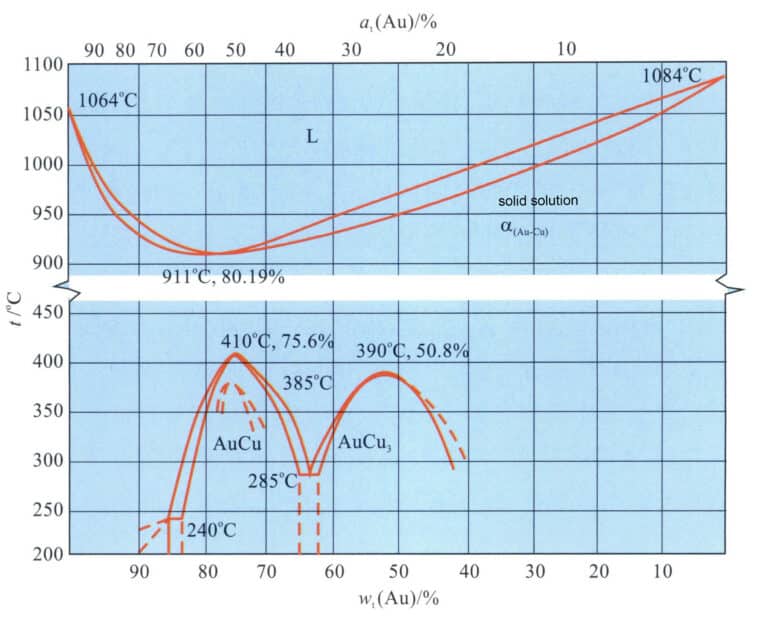
Il diagramma di fase delle leghe binarie è mostrato nella Figura 3-10. I due elementi possono essere infinitamente solubili allo stato liquido. All'aumentare del contenuto di rame, il punto di fusione della lega diminuisce rapidamente e quando il contenuto di rame supera i 20%, il punto di fusione della lega aumenta di nuovo gradualmente. L'intervallo di cristallizzazione di solidificazione della lega Au-Cu è piccolo, soprattutto nell'intervallo di contenuto di rame compreso tra 15% e 25%, dove l'intervallo di cristallizzazione della lega è quasi nullo, il che le conferisce buone prestazioni di fusione e una bassa tendenza al ritiro. Dopo la solidificazione, la lega è un'unica soluzione solida nella regione ad alta temperatura. Durante il processo di raffreddamento continuo, si verifica una trasformazione dell'ordine nell'ambiente a media temperatura, formando l'AuCu [wt (Au) = 75,6%] fase intermedia e la fase AuCu3[wt(Au) = 50,8%] fase intermedia.
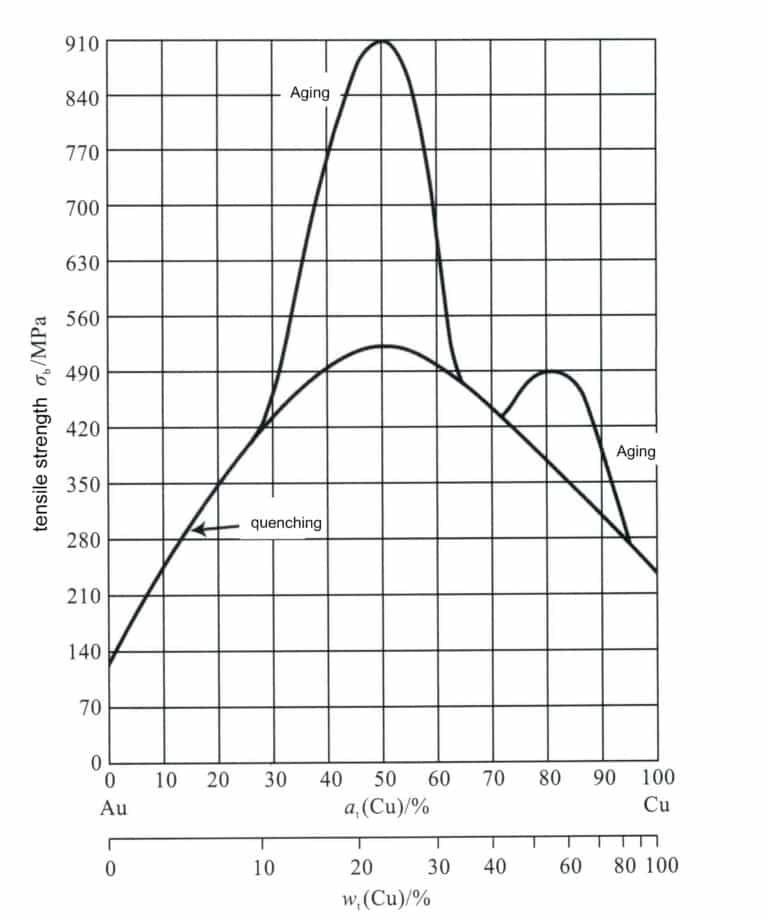
La composizione chimica della lega Au-Cu influisce significativamente sulle sue proprietà meccaniche. All'aumentare del contenuto di rame, la resistenza della lega in soluzione solida (temprata) aumenta rapidamente, raggiungendo un picco intorno al 25%Cu, e aumentando ulteriormente il contenuto di rame la resistenza diminuisce rapidamente (Figura 3-11). Il Cu è un efficace elemento di rinforzo per l'oro K comunemente usato. Anche il processo di trattamento termico influisce notevolmente sulle proprietà meccaniche della lega Au-Cu. Prendendo come esempio l'oro 18K con composizione 75%Au-25%Cu, la sua durezza in soluzione solida è HV165 e la sua resistenza alla trazione è di 514 MPa. Dopo il trattamento di invecchiamento, la fase ordinata formatasi nella lega può aumentare la resistenza alla trazione a circa 910 MPa e la durezza a circa HV200. Tuttavia, la flessibilità diminuisce e la lega diventa fragile, sfavorevole alla lavorazione per deformazione a freddo.
L'aggiunta di rame all'oro ne modifica il colore verso il rosso, rendendolo l'elemento di lega primario dell'oro rosso K. Il rame viene spesso utilizzato anche nell'oro K e nell'oro bianco K per migliorare le proprietà meccaniche e di lavorazione della lega.
1.3 Lega Au-Ni
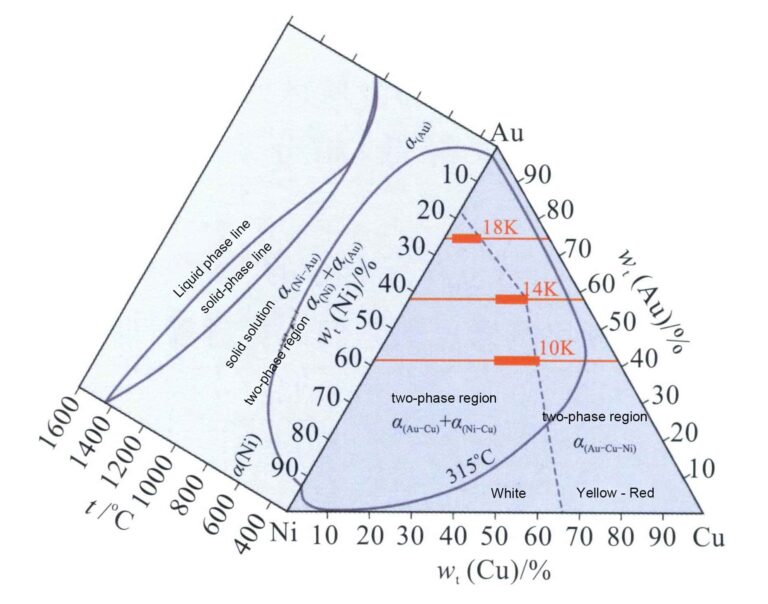
Il diagramma di fase della lega binaria Au-Ni è mostrato nella figura 3-12. Una certa quantità di nichel aggiunta all'oro abbassa il punto di fusione della lega, che raggiunge il minimo a un contenuto di nichel di 18%, circa 955℃, e la lega ha un intervallo di cristallizzazione minimo, che è vantaggioso per migliorare le prestazioni di fusione della lega.
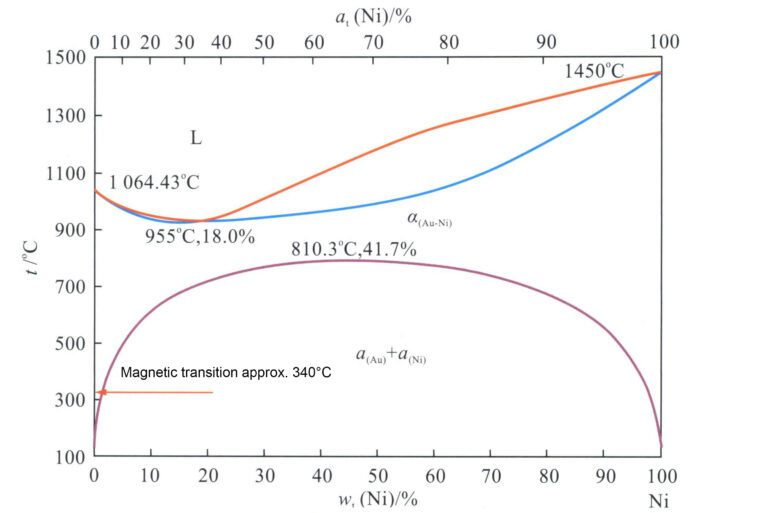
Figura 3-12 Diagramma di fase della lega binaria Au-Ni
La lega Au-Ni è una soluzione solida monofase ad alte temperature. La soluzione solida si decompone in una struttura bifase quando la temperatura scende al di sotto di un certo punto. Sfruttando questa caratteristica, il trattamento di invecchiamento della lega Au-Ni può aumentare significativamente la resistenza e la durezza del materiale (Figura 3-13).
L'aggiunta di nichel all'oro ne schiarisce il colore; quando il contenuto di nichel raggiunge un certo livello, la lega presenta un colore bianco-grigiastro vicino a quello del platino, rendendolo uno degli elementi sbiancanti più efficaci nell'oro bianco K. Tuttavia, il nichel è un elemento sensibilizzante e quando il suo tasso di rilascio supera una certa soglia, c'è il rischio di provocare allergie cutanee.
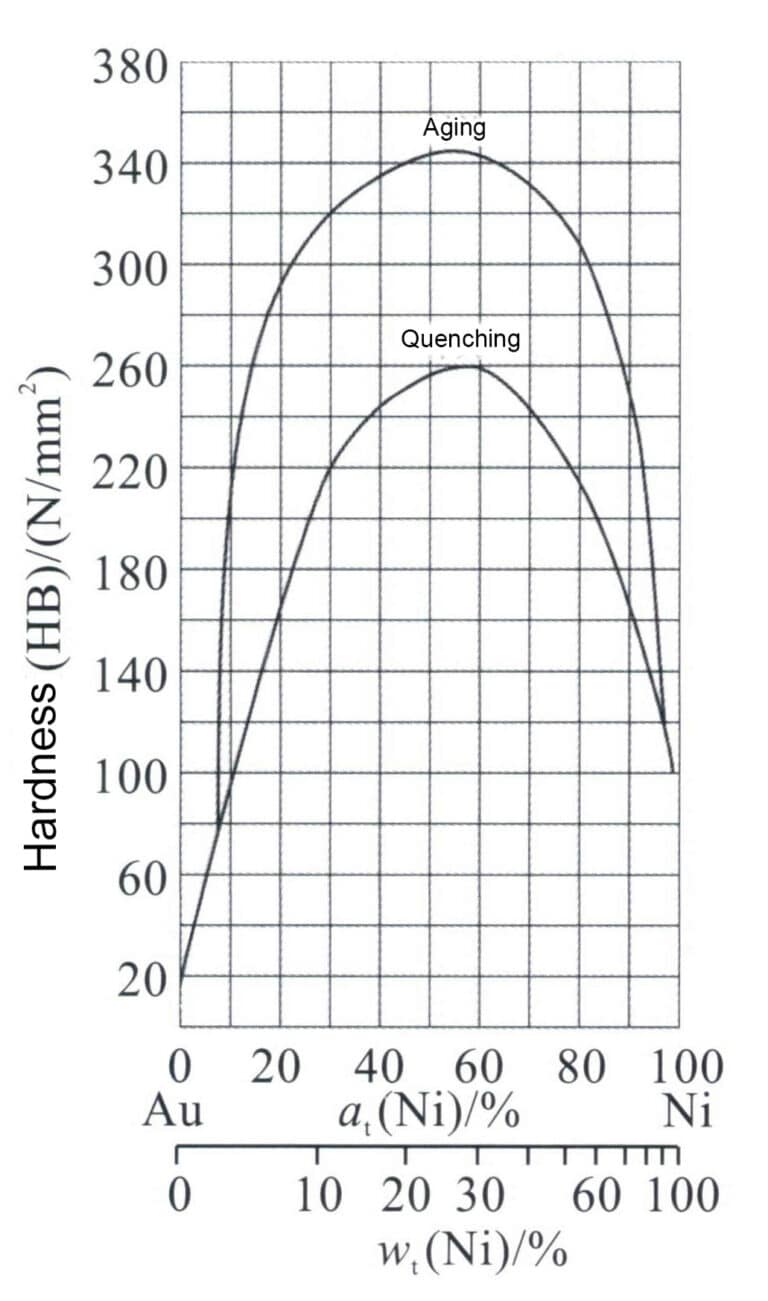
Figura 3-13 L'effetto del processo di trattamento termico sulla durezza della lega Au-Ni
1.4 Lega Au-Pd
Il diagramma di fase della lega binaria è riportato nella Figura 3-14. L'aggiunta di palladio all'oro aumenta il punto di fusione della lega e, con l'aumento del contenuto di palladio, le temperature di liquidus e solidus della lega continuano ad aumentare. All'estremità ricca di oro, l'intervallo di cristallizzazione è relativamente ampio e raggiunge circa 51℃ quando il contenuto di palladio è di circa 17% (at), diminuendo gradualmente verso l'estremità ricca di palladio. La lega ha una struttura a soluzione solida singola ad alte temperature e, durante il processo di raffreddamento, le leghe con uno specifico intervallo di composizione subiranno una trasformazione di ordinamento e la formazione di ordine Au3fase Pd e AuPd3 fase ordinata, che migliora la resistenza e la durezza della lega, ma ne riduce la duttilità e la flessibilità.
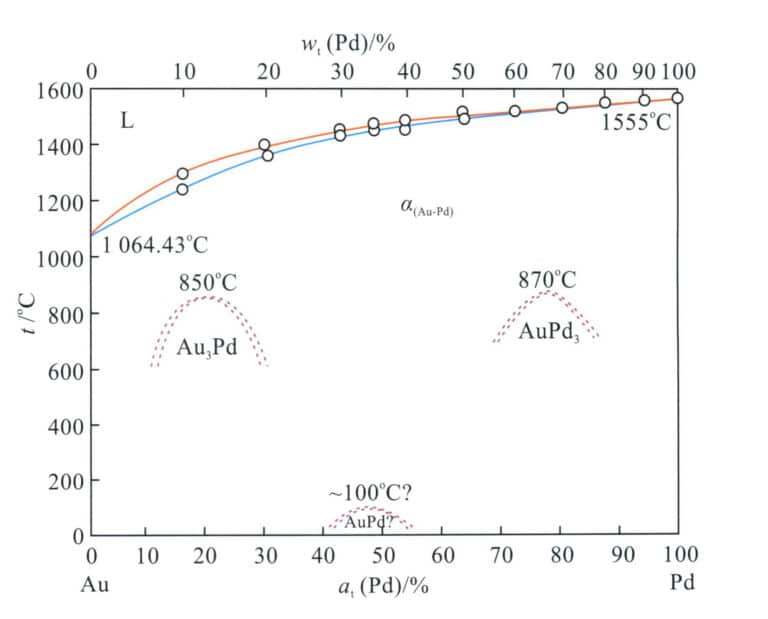
In generale, il punto di fusione della lega Au-Pd è relativamente alto, il che aumenta la difficoltà di fusione. La durezza della lega Au-Pd in soluzione solida non è elevata, ma presenta una buona duttilità, a vantaggio della lavorazione per deformazione a freddo. Il palladio ha un buon effetto sbiancante sull'oro ed è uno dei sistemi di leghe di base per l'oro bianco K; tuttavia, il prezzo elevato del palladio comporta un aumento dei costi del materiale.
2. K Materiali di riempimento in oro
L'oro K è una lega composta da una certa percentuale di leghe intermedie aggiunte all'oro puro, comunemente chiamate materiali di riempimento nell'industria della gioielleria. Nei gioielli incastonati, i gradi di oro K più comuni sono 8K -10K, 14K e 18K; in base al colore, si distinguono tra l'altro l'oro giallo K, l'oro bianco K e l'oro rosso K. Pertanto, l'uso dei materiali di riempimento nei gioielli in oro K è prevalente e la qualità dei materiali di riempimento influisce direttamente sulla qualità dei gioielli.
Quando le aziende di gioielleria producono gioielli in oro K, mescolano l'oro puro con materiali di riempimento acquistati. Le prestazioni dei materiali di riempimento forniti da fornitori diversi possono talvolta variare in modo significativo; anche lo stesso grado di materiale di riempimento dello stesso fornitore può subire fluttuazioni di prestazioni, con ripercussioni sulla produzione delle aziende di gioielleria. Quando si scelgono i materiali di riempimento in oro K, si devono considerare i seguenti fattori.
2.1 Proprietà fisiche
L'effetto decorativo superficiale dei gioielli in oro K è significativo. Per i gioielli in oro K, quando si selezionano i materiali di riempimento, è necessario prestare attenzione all'impatto della densità, del colore, del magnetismo, del punto di fusione e di altri aspetti dei materiali di riempimento sui gioielli in oro K.
(1) Densità.
La gamma di elementi di lega selezionati per i materiali di riempimento è piuttosto ampia e ogni elemento di lega ha una massa atomica e una densità corrispondente. La densità dell'oro K formulato con diverse composizioni di materiali di riempimento varia. Per un gioiello con un volume e una qualità fissi, i materiali a bassa densità possono ridurre il peso del gioiello e il costo del prodotto.
(2) Colore.
Per i gioielli in oro K, il colore è una proprietà fisica fondamentale. Le leghe d'oro decorative sono generalmente suddivise in due categorie principali in base al colore: leghe d'oro colorate e leghe d'oro bianche. Modificando il rapporto di composizione del riempimento, si possono ottenere leghe d'oro di diversi colori. L'oro K colorato più comunemente utilizzato comprende tre serie: K oro, K oro bianco e K oro rosso, con le cariche tipiche mostrate nella Figura 3-15. Negli ultimi anni, inoltre, sono stati sviluppati all'estero alcuni materiali di riempimento in oro K colorati, che possono formare composti intermetallici colorati, complessi e fragili con l'oro.

(a) Riempimento d'oro K

(b) riempimento in oro bianco K

(c) K rosso oro riempitivo
Figura 3-15 Varie cariche d'oro K colorate per gioielli
(3) Magnetismo.
I gioielli in oro K, come i gioielli in metallo prezioso, generalmente vogliono che la lega mostri qualcosa di diverso dal magnetismo per evitare che i consumatori dubitino dell'autenticità del materiale. L'oro non è magnetico; i gioielli in oro K contengono molti altri elementi metallici. Quando il materiale di riempimento contiene componenti magnetici come Fe, Co, Ni e Ga, può far sì che il materiale in oro K mostri magnetismo. Ad esempio, l'oro bianco K utilizza comunemente il nichel come elemento sbiancante. La Figura 3-13 mostra che la lega è una soluzione solida monofase al di sotto della linea di solidità e al di sopra di una certa temperatura. Quando si raffredda lentamente a una temperatura specifica, inizia la separazione delle fasi, formando una regione bifasica. Quando la temperatura scende a circa 340℃, si verifica una transizione magnetica e la lega mostra un certo grado di magnetismo.
(4) Punto di fusione.
La maggior parte dei gioielli in oro K viene prodotta utilizzando la tecnologia di fusione con stampo in gesso. A causa della scarsa stabilità termica del gesso alle alte temperature, la decomposizione termica avviene quando la temperatura raggiunge i 1200℃, rilasciando SO2 gas, che provoca la formazione di pori nella colata. Se lo stampo di gesso non è completamente arrostito, lasciando un residuo di carbonio all'interno dello stampo, o se il liquido metallico è fortemente ossidato, formando una grande quantità di ossido rameico, questa temperatura di decomposizione sarà notevolmente abbassata. Pertanto, per garantire la sicurezza della colata in stampo di gesso, è necessario controllare il punto di fusione della lega. In genere, i punti di fusione dell'oro K e dell'oro rosso K si aggirano intorno ai 900℃ e l'utilizzo della colata in gesso va bene. Tuttavia, per l'oro bianco K, a causa dell'utilizzo di Ni, Pd ad alto punto di fusione come elemento sbiancante, il punto di fusione della lega è superiore a quello dell'oro K e dell'oro rosso K, con il rischio di decomposizione termica dello stampo in gesso. Quando il contenuto di Ni, Pd è molto elevato, lo stampo in gesso non può più garantire la qualità della produzione, rendendo necessaria una costosa polvere di colata legata all'acido fosforico, che indubbiamente aumenta i costi e le difficoltà di produzione.
2.2 Proprietà chimiche
Per i gioielli, la stabilità chimica è essenziale. La stabilità chimica dei gioielli in oro K si riflette principalmente nella resistenza all'appannamento e alla corrosione, strettamente correlata ai materiali di carica utilizzati nell'oro K. La resistenza alla corrosione dell'oro K varia a seconda della composizione; in generale, l'oro K di elevata purezza è vantaggioso per migliorare la resistenza alla corrosione. La resistenza alla corrosione delle leghe d'oro K varia a seconda della composizione; in generale, l'oro K di elevata purezza è vantaggioso per migliorare la resistenza alla corrosione. Ad esempio, l'oro 18K - 22K ha una buona resistenza alla corrosione in acidi inorganici ordinari e singoli, e anche l'oro 14K ha una buona resistenza alla corrosione. Tuttavia, in condizioni di forte acidità, liscivia rame e argento dalla superficie. Le leghe d'oro inferiori a 9K non sono resistenti alla corrosione degli acidi forti e si appannano e scoloriscono in ambienti difficili. Tuttavia, il contenuto di metalli preziosi nei materiali d'oro K non è l'unico fattore che influisce sull'appannamento; l'appannamento e la decolorazione sono il risultato combinato della composizione chimica dei materiali in lega, dei processi chimici, dei fattori ambientali e della microstruttura. Nell'oro K di bassa purezza, quando la composizione del materiale di riempimento è favorevole a migliorare il potenziale dell'oro K, a formare una pellicola protettiva densa e a migliorare la microstruttura della lega, è ancora possibile ottenere leghe con eccellenti proprietà chimiche e buona resistenza alla decolorazione. Tra le tre principali serie di oro K, l'oro rosso K è incline all'appannamento superficiale a causa dell'elevato contenuto di rame e per migliorarlo è necessario utilizzare elementi di lega vantaggiosi nei materiali di riempimento.
2.3 Proprietà meccaniche
Per mantenere a lungo un'elevata lucentezza, i gioielli in oro K devono migliorare la durezza della lega per soddisfare i requisiti di resistenza all'usura; alcuni componenti strutturali dei gioielli, come spille, ganci per orecchie, spille, molle, ecc. richiedono una buona elasticità e devono anch'essi migliorare la durezza della lega. Tuttavia, la resistenza alla durezza dell'oro stesso potrebbe essere più elevata, rendendo difficile soddisfare i requisiti per l'intarsio. Uno degli scopi dell'oro K è quello di migliorare la resistenza, la durezza, la tenacità e altre proprietà meccaniche del materiale. Tra i tre ori K tipici, l'oro bianco K sbiancato al nichel ha una resistenza e una durezza maggiori, con un'elasticità più eccellente, che richiede un equilibrio tra resistenza, durezza e flessibilità; l'oro rosso K può subire una transizione d'ordine e perdere flessibilità, rendendo necessari aggiustamenti e miglioramenti nella composizione del materiale d'apporto e nel processo di produzione.
2.4 Prestazioni del processo
La progettazione della composizione del materiale d'apporto deve considerare pienamente i requisiti di prestazione delle diverse tecniche di lavorazione. Ad esempio, il metodo di fusione può influire sulla resistenza all'ossidazione della lega; la stessa lega può dare risultati incoerenti se viene fusa con una torcia, con un riscaldamento a induzione in atmosfera o con un'atmosfera protettiva o sotto vuoto. Inoltre, la produzione di gioielli può utilizzare diversi metodi di lavorazione, come la fusione, lo stampaggio e la saldatura, ciascuno con requisiti di prestazione diversi per l'oro K, che determinano la selezione e la quantità di elementi di lega nel materiale d'apporto. Quando si progetta la composizione del materiale d'apporto, si deve tenere pienamente conto dell'operatività del processo della lega, per evitare problemi operativi causati da un intervallo di lavorazione troppo ristretto. Le prestazioni di lavorazione riguardano principalmente aspetti quali le prestazioni di fusione, le prestazioni di lavorazione della plastica, le prestazioni di lucidatura, le prestazioni di saldatura e le prestazioni di riciclaggio.
(1) Prestazioni di casting.
Le prestazioni di fusione della lega influiscono in modo significativo sulla qualità della superficie dei gioielli fusi. La qualità delle prestazioni di fusione della lega può essere valutata da diversi aspetti, tra cui la fluidità del metallo fuso, la tendenza al ritiro e alla porosità e la tendenza alla cricca termica durante la deformazione. L'oro K utilizzato per la colata deve avere un intervallo di cristallizzazione ridotto, una bassa tendenza all'ossidazione, una buona fluidità e prestazioni di riempimento. Non deve formare rapidamente cricche da ritiro e deformazione disperse, il che favorisce l'ottenimento di gioielli fusi con forma completa, contorni precisi, cristallizzazione densa e struttura solida.
(2) Prestazioni di elaborazione della plasticità.
La tecnologia di lavorazione della plasticità ha molte applicazioni nella produzione di gioielli in oro K. Oltre all'utilizzo di macchinari per la trafilatura e la laminazione per la produzione di lastre, fili e tubi, viene spesso utilizzata anche per formare gioielli, come la tornitura su macchine utensili, lo stampaggio con timbratrici e la pressatura idraulica. Per garantire la qualità dei prodotti di lavorazione della plasticità, è essenziale formulare correttamente e rispettare rigorosamente le specifiche del processo operativo, nonché le prestazioni intrinseche di lavorazione della plasticità del materiale, che hanno un impatto decisivo. I materiali in oro K devono avere buone prestazioni di lavorazione della plasticità, soprattutto durante operazioni come la trafilatura, la laminazione, lo stampaggio e la pressatura idraulica, in cui la durezza della lega non deve essere troppo elevata e la velocità di indurimento della lega deve rallentare per facilitare le operazioni; il materiale deve anche avere una buona flessibilità. In caso contrario, è soggetto a cricche.
(3) Prestazioni di lucidatura.
I gioielli hanno requisiti espliciti per quanto riguarda la qualità della superficie e la maggior parte di essi deve essere lucidata per ottenere una lucentezza a specchio. Ciò richiede non solo la corretta esecuzione delle operazioni di lucidatura, ma anche l'attenzione alle proprietà della lega stessa. Ad esempio, il pezzo deve avere una struttura densa con grani raffinati e uniformi, privi di difetti come pori e inclusioni. Se i grani del pezzo sono grossolani e ci sono difetti come il ritiro o i pori, si possono verificare rapidamente fenomeni come buccia d'arancia, depressioni da lucidatura e code di cometa. Graffi e code di cometa possono comparire rapidamente anche in presenza di inclusioni rigide.
(4) Prestazioni di riutilizzabilità.
La resa del processo di fusione dei gioielli è generalmente solo del 50% o addirittura inferiore. Ogni colata porta con sé una grande quantità di materozze e materiali di scarto da riutilizzare. Le aziende di gioielleria, in base ai costi di produzione e all'efficienza, sperano sempre di utilizzare il più possibile materiale riciclato. A causa degli inevitabili problemi di volatilizzazione, ossidazione e assorbimento di gas durante il processo di fusione della lega, la composizione della lega cambierà in qualche misura a ogni colata, influenzando la qualità metallurgica della lega e le prestazioni della colata. Il degrado delle prestazioni della lega durante il processo di riutilizzo è strettamente legato non solo al processo operativo, ma anche alle prestazioni intrinseche di riutilizzabilità della lega, che dipendono principalmente dalla tendenza della lega all'assorbimento di gas e all'ossidazione, nonché dalla sua reattività con i crogioli e i materiali di fusione. Minore è la tendenza all'assorbimento e all'ossidazione dei gas, minore è la reattività con i crogioli e i materiali di fusione e migliori sono le prestazioni di riutilizzabilità.
(5) Prestazioni di saldatura.
Durante la creazione di gioielli, è spesso necessario dividere il pezzo in diverse piccole parti semplici per la produzione separata e poi saldare queste piccole parti insieme. Per ottenere una buona qualità di saldatura, oltre a utilizzare correttamente la saldatura, è necessario valutare le prestazioni di saldatura dell'oro K. Se il pezzo saldato ha una buona conducibilità termica, il calore non si accumulerà rapidamente sul punto di saldatura. Se il pezzo saldato ha una buona conducibilità termica, il calore non si accumulerà rapidamente nel punto di saldatura durante il processo di riscaldamento. Tuttavia, si diffonderà presto in tutto il pezzo, il che non favorisce la fusione della saldatura. Supponiamo che l'oro K sia soggetto a ossidazione durante il riscaldamento. In tal caso, lo strato di ossido formatosi ridurrà la bagnabilità della saldatura, impedendole di penetrare nel cordone di saldatura e causando problemi quali saldature deboli, false saldature e saldature scadenti.
2.5 Sicurezza
I gioielli che vengono a contatto diretto con il corpo umano per lungo tempo devono considerare la sicurezza come uno dei fattori critici nella scelta dei materiali dei gioielli. Gli elementi nocivi per il corpo umano, come Cd, Pb ed elementi radioattivi, devono essere evitati nei materiali di riempimento. Inoltre, è necessario ridurre al minimo le reazioni allergiche causate dal contatto dei gioielli con la pelle; ad esempio, i gioielli in oro K che utilizzano il Ni come elemento sbiancante presentano il rischio di provocare allergie cutanee. Per questo motivo, la Commissione Europea e alcuni altri Paesi hanno stabilito limiti rigorosi sul tasso di rilascio del Ni nei gioielli, il che significa che i gioielli contenenti Ni devono soddisfare gli standard relativi ai tassi di rilascio del Ni.
2.6 Fattori economici
L'oro K è una lega composta da oro e materiali di carica. Il prezzo dei materiali di carica è uno dei fattori critici che incidono sui costi di produzione, soprattutto per l'oro K a bassa caratura, che richiede molti materiali di carica per la lega. Pertanto, nella scelta degli elementi di lega per i materiali d'apporto, si dovrebbero seguire materiali ampiamente reperibili e poco costosi, evitando o riducendo al minimo i costosi metalli preziosi per ridurre il costo dell'oro K.
Sezione II Oro giallo K
L'oro giallo K si riferisce alla lega di oro giallo, nota in inglese come karat yellow gold, comunemente rappresentata come KY nell'industria della gioielleria, come 18KY e 14KY. L'oro K è una lega d'oro di colore tradizionale che ha occupato per lungo tempo una posizione importante nei materiali di gioielleria in oro K. Tuttavia, a partire dagli anni '90, con la popolarità dei gioielli bianchi, la percentuale di gioielli in oro K è gradualmente diminuita.
Tuttavia, grazie alle sue proprietà di lavorazione e produzione relativamente eccellenti, l'oro K è ancora largamente utilizzato nell'industria della gioielleria e alcuni produttori utilizzano addirittura l'oro K per realizzare pezzi grezzi di gioielleria e poi placcarli con il rodio (Rh) per sostituire i gioielli in oro bianco K.
1. L'organizzazione e le prestazioni dell'oro giallo K nel sistema Au-Ag-Cu
La lega Au-Ag-Cu è il sistema di base dell'oro K, che ne determina in larga misura le prestazioni. Ag e Cu sono i principali elementi di lega dell'oro K e, durante la produzione, viene spesso aggiunta una certa quantità di Zn e una piccola quantità di altri componenti per migliorare le prestazioni della lega. I diversi rapporti tra gli elementi di lega influenzano le proprietà fisiche, le proprietà chimiche, le proprietà meccaniche e le prestazioni di processo dei materiali in oro giallo K.
1.1 Le proprietà fisiche dell'oro giallo K nel sistema Au-Ag-Cu
(1) Colore.
Nel sistema Au-Ag-Cu dell'oro K, il colore delle leghe d'oro K è strettamente legato alla loro composizione. Regolando il rapporto tra Ag, Cu e altri elementi di lega nelle leghe si possono ottenere leghe d'oro K di colori diversi.
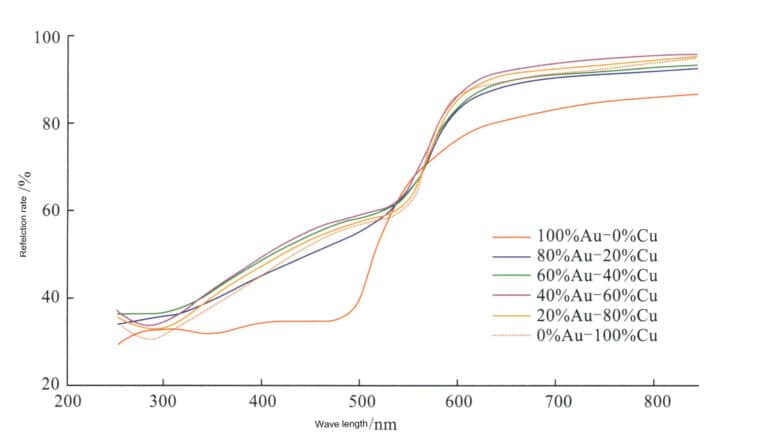
Con l'aumento del contenuto di Cu, l'energia di transizione elettronica della lega diminuisce e la curva di riflettanza si sposta verso un'energia più bassa, aumentando significativamente la riflettanza nella banda della luce rossa ( 640 -750 nm ) (Figura 3-16), con conseguente graduale aumento dell'indice di rosso delle leghe d'oro K.
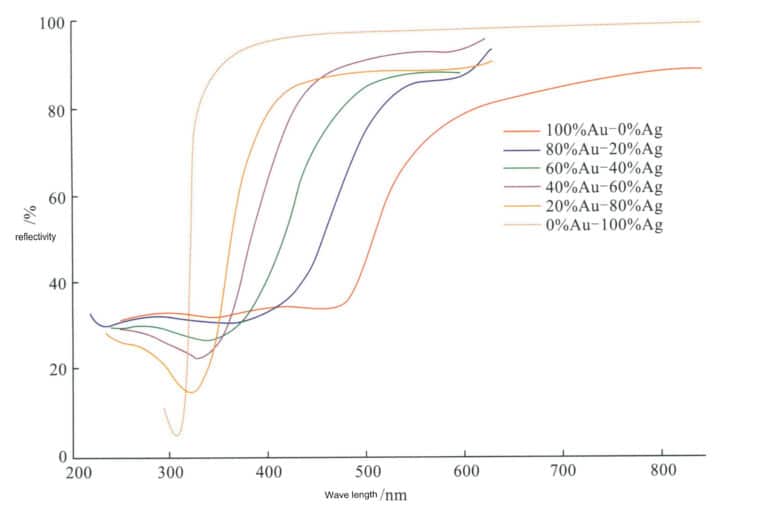
Con l'aumento del contenuto di Ag, l'energia di transizione elettronica della lega Au-Ag aumenta e la curva di riflettività dell'Au migra quasi parallelamente a potenze più elevate. Di conseguenza, non solo le bande luminose rosse e gialle dello spettro visibile sono fortemente riflesse, ma anche le bande verdi, blu e viola sono fortemente riflesse, portando infine a una riflessione solida in tutto lo spettro visibile (Figura 3-17). In questo modo il bandgap si allarga e l'indice verde della lega d'oro K aumenta gradualmente. Il miglioramento della riflettività è vantaggioso quando il contenuto di Ag della lega è elevato.
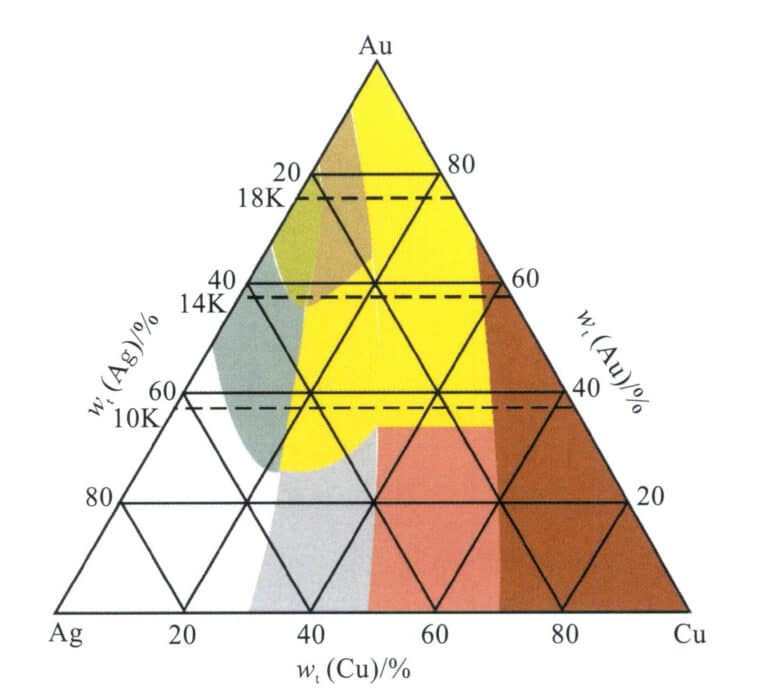
Grazie all'influenza complessiva di Ag e Cu sul colore delle leghe d'oro, la lega Au-Ag-Cu mostra colori e toni ricchi (Figura 3-18). La lega ricca di Au appare giallo oro, quella ricca di Ag sembra bianca e quella ricca di Cu appare rossa. Quando l'Ag viene aggiunto all'Au, con l'aumentare del contenuto di Ag, il colore della lega passa gradualmente dal giallo al giallo-verdastro, al giallo-verdastro chiaro, al bianco chiaro e infine al bianco. Quando si aggiunge Cu ad Au, all'aumentare del contenuto di Cu, il colore della lega passa gradualmente dal giallo al giallo rossastro, al rosa e infine al rosso.
Per una specifica qualità di oro giallo K, l'aggiunta di Zn fa sì che il colore della lega d'oro K penda verso il giallo-rossastro chiaro o il giallo intenso.
(2) Densità.
La sua densità teorica è costante anche per l'oro K con una composizione fissa. Poiché i pezzi grezzi di gioielleria fusi non possono essere densi durante il processo di produzione, non è appropriato utilizzare la durezza di fusione per spiegare quantitativamente l'impatto dei rapporti degli elementi di lega. Tuttavia, la differenza tra la densità di fusione e la densità teorica può comunque riflettere indirettamente la densità del pezzo fuso e la quantità di materiali necessaria può essere calcolata in base al rapporto tra la densità della lega e la densità dello stampo in cera.
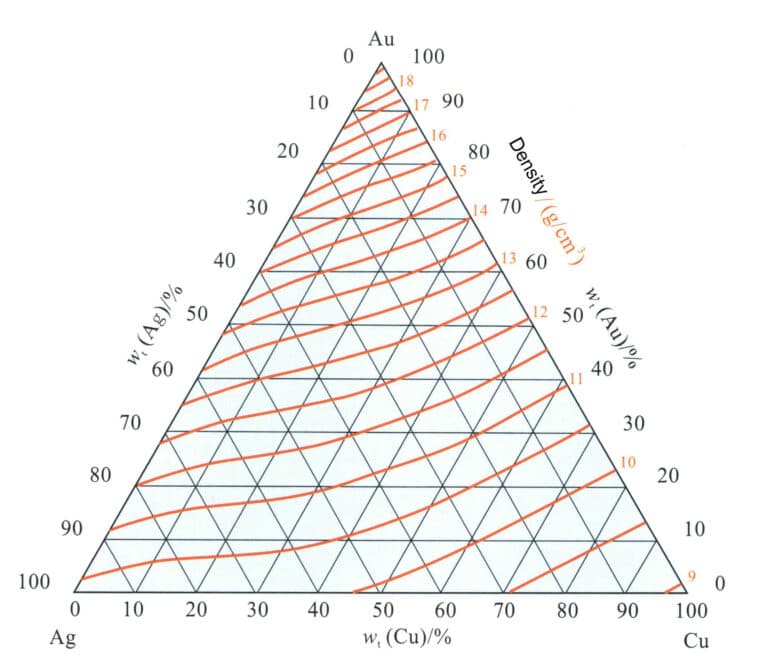
I diversi rapporti tra gli elementi della lega avranno un impatto particolare sulla densità dei materiali in oro K. La corrispondenza tra la densità delle leghe ternarie e la loro composizione chimica (Figura 3-19) mostra che le linee solide rappresentano le curve di livello della densità della lega, che si inclinano verso l'asse Au-Ag, indicando che il Cu ha un impatto più significativo sulla densità della lega rispetto all'Ag. All'aumentare del grado della lega, aumenta di conseguenza anche la densità della lega; per le leghe con un elevato contenuto di Au, le curve di livello sono parallele. Per l'oro K dello stesso grado, all'aumentare del contenuto di Ag aumenta il valore della densità e le linee di contorno della densità si spostano gradualmente verso valori più alti.
L'oro K è spesso legato allo Zn come elemento di lega e, all'aumentare del contenuto di Zn, la densità della lega diminuisce in una certa misura.
(3) Punto di fusione.
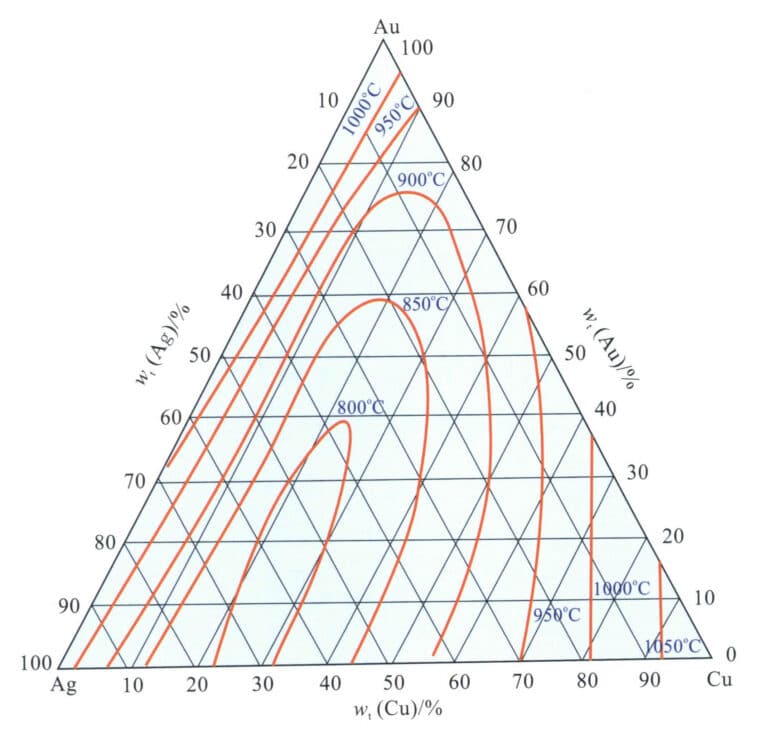
La Figura 3-20 mostra la proiezione sul piano del contorno della temperatura della linea di liquidità della lega Au-Ag-Cu. Con l'aumento del grado della lega, la sua temperatura di liquidità aumenta continuamente; l'aggiunta combinata di Ag e Cu causa la diminuzione del punto di fusione della lega, formando una regione a forma di cupola di contorni del punto di fusione che si aprono verso la linea di coordinate Ag-Cu, con il punto di fusione più basso che scende a circa 750℃ quando il grado della lega è relativamente basso.
(4) Microstruttura.
Il diagramma di fase della lega Au-Ag-Cu (Figura 3-21) mostra che i suoi tre componenti, Au, Ag e Cu, possono formare tre tipi di leghe binarie. Uno è la lega binaria Au-Ag, che è completamente miscibile sia allo stato liquido che solido; un altro è la lega binaria Ag-Cu, una tipica lega eutettica con la solubilità di Ag e Cu a temperatura ambiente molto ridotta; un altro tipo è la lega binaria Au-Cu, che si dissolve completamente per formare una soluzione solida continua nella regione ad alta temperatura. Al lento raffreddamento al di sotto dei 410℃ si verifica una trasformazione d'ordine che forma AuCu3 e le fasi ordinate Au-Cu. Pertanto, nel sistema di lega ternaria Au-Ag-Cu, esistono fasi ricche di Ag e ricche di Cu derivate dal sistema eutettico Ag-Cu, e una regione bifasica immiscibile si sviluppa più in profondità con l'aumento del contenuto di Au. Questa regione appare come un arco verso l'angolo ricco di Ag nel piano di proiezione (Figura 3-22), indicando che la struttura della lega ternaria Au-Ag-Cu è legata al rapporto tra gli elementi di lega Ag e Cu.
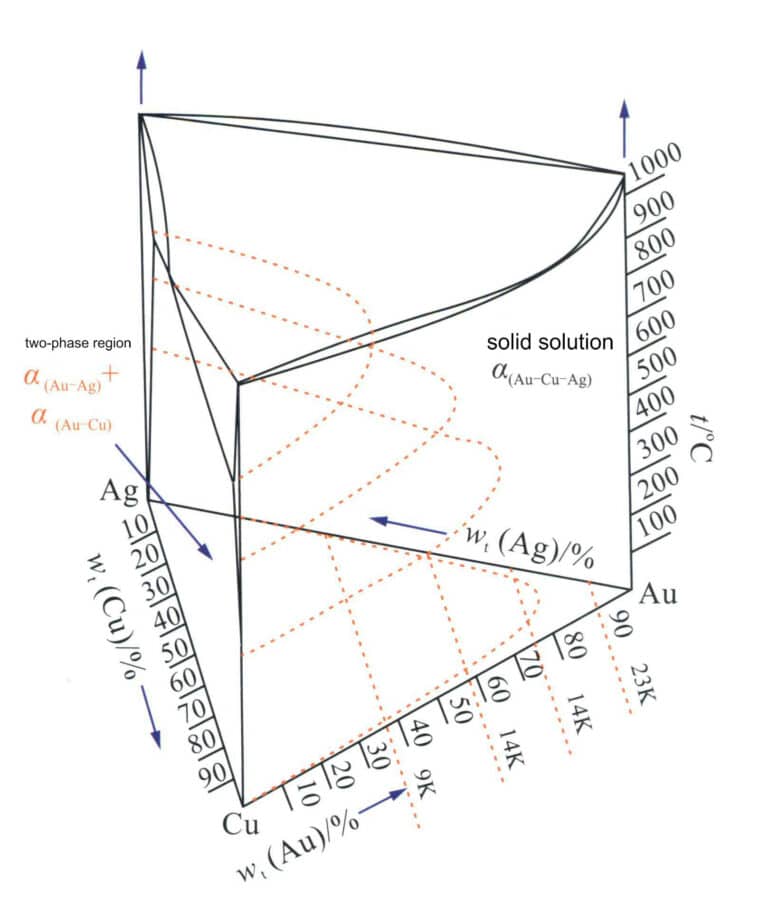
Figura 3-21 Diagramma di fase della lega Au-Ag-Cu
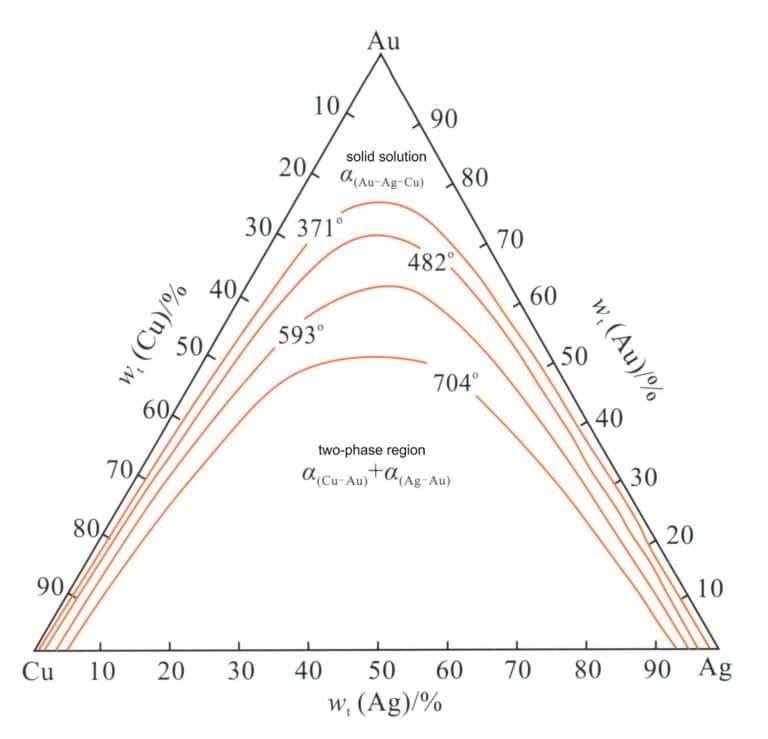
Figura 3-22 Regione bifase isotermica Au-Ag-Cu della lega proiezione del confine di fase solido a temperatura ambiente (Secondo William S. Rapson, 1990)
Per facilitare l'analisi, il contenuto di Ag e Cu è espresso in termini di rapporto di conversione Ag, ovvero:
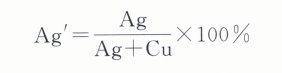
Nella formula, Ag e Cu rappresentano rispettivamente le frazioni di massa di Ag e Cu nella lega Au-Ag-Cu.
Utilizzando Ag' come coordinata compositiva, le sezioni longitudinali corrispondenti ai tre colori 18K 14K e 10K della Figura 3-19 sono trasformate in diagrammi di sezione quasi binari (Figura 3-23).
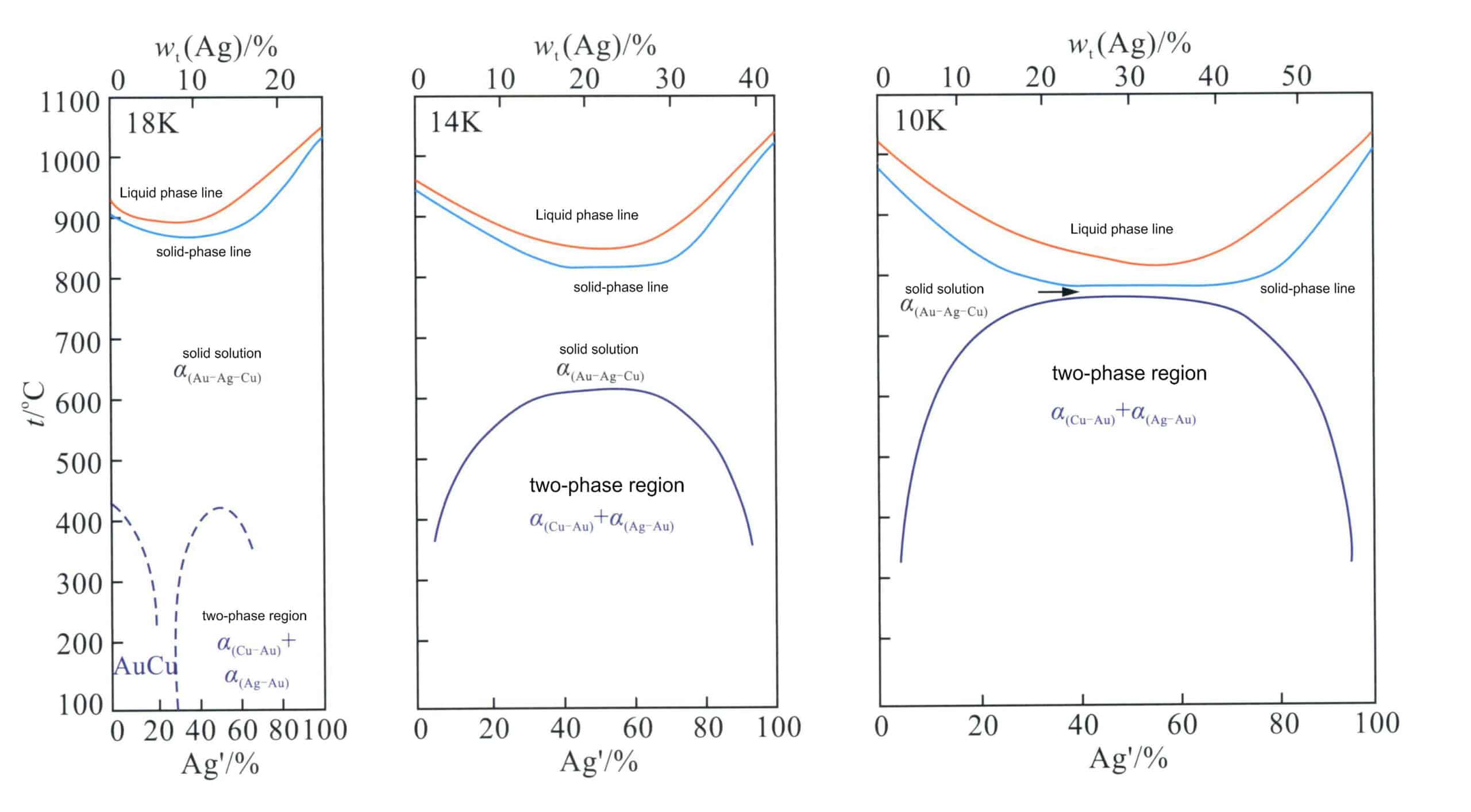
Figura 3-23 Au-Ag-Cu Sezione longitudinale quasi binaria della lega (secondo William S. Rapson, 1990)
In base all'Ag' e alle regioni in cui si verifica la separazione di fase, le leghe possono essere suddivise in diversi tipi; ad esempio, le leghe 18K Au-Ag-Cu presentano tre tipi tipici.
Tipo I: Ag' è 0%-20%, una regione di fase ricca di leghe di Cu, un'unica soluzione solida ad alte temperature, e subisce una trasformazione di ordine a basse temperature.
Tipo II: Ag' è 20%-75%, un'unica soluzione solida alle alte temperature, e si decompone in due fasi immiscibili alle basse temperature.
Tipo III: Ag'>75%, un'unica soluzione solida ad alte e basse temperature.
Au-Ag-Cu Quando al sistema K oro vengono aggiunti Zn e altri elementi di lega, l'intervallo della regione bifase immiscibile può ridursi quando il contenuto di Zn raggiunge un certo livello, rendendo la regione bifase più stretta e corta.
1.2 Resistenza alla corrosione dell'oro Au-Ag-Cu K
La resistenza alla corrosione delle leghe Au-Ag-Cu può essere suddivisa in quattro regioni (Figura 3-24). Le leghe della regione I hanno un grado superiore e una buona resistenza alla corrosione, in grado di sopportare la corrosione di singoli acidi inorganici; la resistenza alla corrosione delle leghe della regione II è inferiore a quella della regione I, ma ha comunque una resistenza relativamente buona, con solo una leggera corrosione in acidi solidi; le leghe della regione III sono ulteriormente ridotte, soffrendo di forte corrosione acida. Le leghe della regione IV hanno una resistenza relativamente scarsa e sono soggette a imbrunimento e scolorimento. L'aggiunta di una certa quantità di elementi di lega {{1}} all'oro Au-Ag-Cu K di bassa qualità contribuisce a migliorarne la resistenza alla corrosione.
Tuttavia, ha ancora una resistenza alla corrosione relativamente buona, con solo una leggera corrosione in acidi solidi; le leghe della regione III sono ulteriormente ridotte, soffrendo di una forte corrosione acida. Le leghe della regione IV hanno una resistenza relativamente scarsa e sono soggette a imbrunimento e scolorimento. L'aggiunta di una certa quantità di elementi di lega Zn, Si e Pd all'oro Au-Ag-Cu K di bassa qualità contribuisce a migliorarne la resistenza alla corrosione.
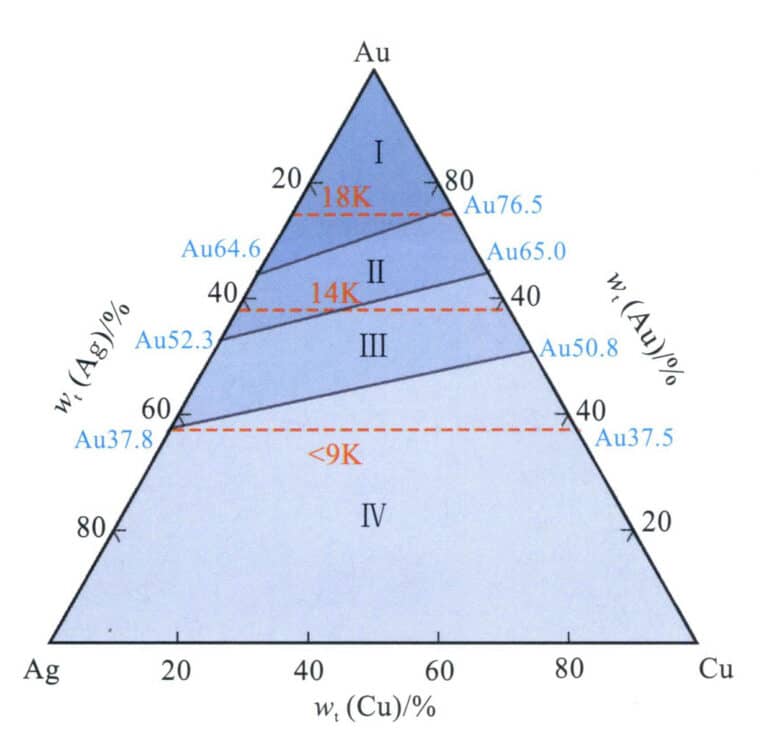
Figura 3-24 Resistenza alla corrosione della lega Au-Ag-Cu (secondo Ning Yuantao et al., 2013)
1.3 Proprietà meccaniche dell'oro Au-Ag-Cu K
Nella lega Au-Ag-Cu, la proporzione di Ag e Cu influisce significativamente sulle proprietà meccaniche della lega. Leghe con diverse composizioni sono state raffreddate dopo essere state tenute a 740℃ e sono state testate la durezza e l'allungamento allo stato di soluzione solida. La durezza della lega 50%Au-30%Ag-20%Cu è la più alta, raggiungendo HB150, mentre l'allungamento è il più basso, solo 25%, mentre le leghe vicine ai tre angoli hanno una durezza inferiore e un allungamento superiore (Figura 3-25, Figura 3-26).
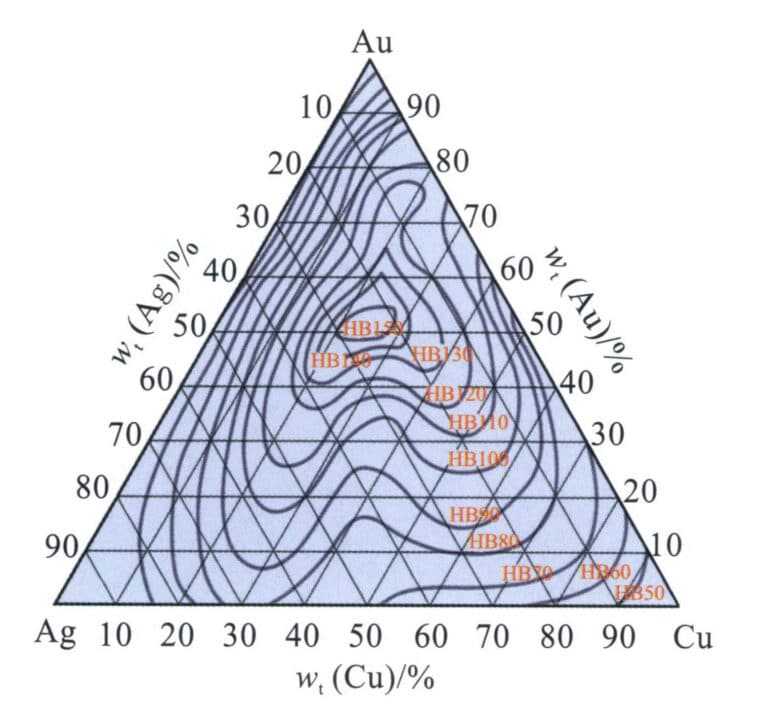
Figura 3-25 La durezza Brinell della lega Au-Ag-Cu allo stato di soluzione solida
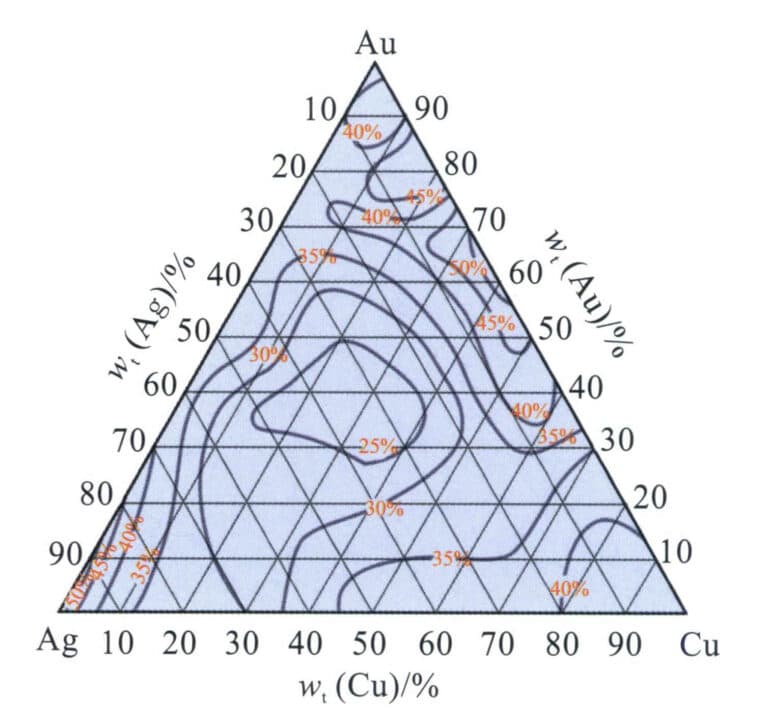
Figura 3-26 L'allungamento della lega Au-Ag-Cu allo stato di soluzione solida
Le differenze nelle proprietà meccaniche di leghe con componenti diversi si riflettono anche nell'impatto del trattamento termico su di esse. Prendendo come esempio Au-Ag-Cu 18KY, quando la composizione della lega rientra nell'intervallo delle leghe di tipo I, l'invecchiamento della lega in soluzione solida a basse temperature porta a una trasformazione dell'ordine che migliora la resistenza, aumentando la durezza della lega ma riducendone l'elasticità e la flessibilità. Quando rientra nell'intervallo delle leghe di tipo II, il trattamento di invecchiamento può provocare una separazione di fase nella lega, migliorandone il rafforzamento e la durezza, con il risultato di una durezza moderata. Tuttavia, quando si rientra nell'intervallo delle leghe di tipo III, il trattamento di invecchiamento non può essere eseguito e la durezza della lega potrebbe essere più elevata.
Per le leghe quaternarie Au-Ag-Cu-Zn, il ruolo dello Zn può ridurre leggermente la durezza della lega e il volume della regione di fase solida immiscibile nel diagramma di fase ternario Au-Ag-Cu.
1.4 Le prestazioni del processo dell'oro Au-Ag-Cu K
L'oro Au-Ag-Cu K ha un punto di fusione relativamente basso, che lo rende adatto alla colata di precisione con stampi in gesso. L'aggiunta di elementi di lega come Zn Si alla lega può migliorare ulteriormente la fluidità del metallo fuso e ridurre la tendenza all'ossidazione, migliorando così le prestazioni della colata.
L'oro Au-Ag-Cu K ha una buona flessibilità allo stato di soluzione solida, una durezza relativamente bassa e buone prestazioni di lavorazione a freddo, che possono essere lavorate con tecniche di lavorazione a freddo come laminazione, trafilatura e forgiatura. Per le leghe che subiscono trasformazioni d'ordine e separazione di fase, il controllo del metodo di raffreddamento durante la ricottura intermedia è essenziale per evitare di ridurre la duttilità e la flessibilità.
2. Gradi e proprietà tipiche dell'oro K per la decorazione
L'uso dell'oro K ha una lunga storia ed è una lega d'oro relativamente matura. Per soddisfare i requisiti delle diverse tecniche di lavorazione dell'oro K decorativo è stata sviluppata una serie di colori, molti dei quali sono stati commercializzati, consentendo alle aziende di scegliere in base alle proprie esigenze di mercato. La Tabella 3-10 elenca alcune qualità tipiche di oro K decorativo e le loro proprietà.
Tabella 3-10 Qualità e proprietà tipiche dell'oro K per la decorazione
| La purezza | Contenuto del componente/% | Colore | Temperatura di fusione | Densità/ (g/cm3) | Durezza morbida HV / (N/mm)2) | Tasso di allungamento morbido /% | |||
|---|---|---|---|---|---|---|---|---|---|
| La purezza | Wt(Au) | Peso (Ag) | Peso (Cu) | Peso (Zn) | Colore | Temperatura di fusione | Densità/ (g/cm3) | Durezza morbida HV / (N/mm)2) | Tasso di allungamento morbido /% |
| 22K | 917 | 55 | 28 | - | Giallo | 995 ~ 1020 | 17.9 | 52 | |
| 22K | 917 | 32 | 51 | - | Giallo intenso | 964 ~ 982 | 17.8 | 70 | 30 |
| 18K | 750 | 160 | 90 | - | Giallo chiaro | 895 ~ 920 | 15.6 | 135 | 35 |
| 18K | 750 | 125 | 125 | - | Giallo | 885 ~ 895 | 15.45 | 150 | 40 |
| 18K | 750 | 14.1 | 10 | 0.9 | Giallo | 887 ~ 920 | 14.99 | 130 | - |
| 14K | 585 | 300 | 115 | - | Giallo | 820 ~ 885 | 14.05 | 150 | 17 |
| 14K | 585 | 265 | 150 | - | Giallo chiaro | 835 ~ 850 | 13.85 | 175 | 30 |
| 14K | 585 | 205 | 210 | - | Giallo chiaro | 830 ~ 835 | 13.65 | 190 | 25 |
| 10K | 417 | 120 | 375 | 88 | Giallo | 778 ~ 860 | 11.42 | 120 (Stato fuso) | - |
| 9K | 375 | 65 | 450 | 110 | Rosso e giallo | 835 ~ 908 | 10.91 | 105 (Stato di colata) | - |
3. Problemi comuni nella creazione di gioielli in oro K
Rispetto agli altri due colori di materiali in oro K, i materiali in oro K hanno un'abilità artigianale relativamente più matura nella produzione di gioielli. Tuttavia, l'oro K incontra ancora spesso problemi nel processo di produzione, che si riflettono principalmente nei seguenti aspetti.
3.1 Problemi di colore dell'oro K
Nella maggior parte dei casi, l'oro K utilizza direttamente il suo colore intrinseco senza ulteriori elettroplaccature sulla superficie, il che richiede che il colore della lega soddisfi i requisiti del cliente e mantenga la stabilità e la luminosità della superficie nel tempo. Attualmente sono presenti sul mercato decine di modelli di lega d'oro K, tutti classificati come gialli. Tuttavia, la percezione reale del colore varia notevolmente: giallo intenso, giallo chiaro, giallo-verdastro, giallo-rossastro e giallo-bluastro. I gioielli gialli 14K presentano tre colori: giallo bluastro, giallo chiaro e giallo rossastro (Figura 3-27). Non è raro che le aziende ricevano reclami da parte dei clienti o addirittura restituzioni a causa di deviazioni di colore durante la produzione. Il colore della lega dipende dalla sua composizione ed è anche legato alle condizioni di ispezione.

3.2 Problemi con la superficie dendritica dell'oro K
Il punto di fusione dell'oro K è inferiore a quello dell'oro 24K, ma le superfici dendritiche sono raramente visibili nei gioielli in oro 24K durante la fusione per investimento. Al contrario, le fusioni di gioielli in oro K (soprattutto in oro K di bassa qualità) presentano talvolta superfici dendritiche. Il motivo è che le leghe di oro K hanno un intervallo di solidificazione specifico e il loro processo di cristallizzazione spesso si sviluppa in forma dendritica, formando una struttura dendritica che si incastra, lasciando il metallo fuso residuo tra i dendriti. Supponiamo che il metallo fuso non bagni lo stampo. In questo caso, la decomposizione del gesso può produrre gas di anidride solforosa, spingendo il metallo fuso residuo lontano dalla superficie e lasciando la struttura dendritica. Ne risulta una tipica struttura superficiale dendritica. La pratica di produzione mostra che per l'oro K di bassa qualità, la formazione di una grande quantità di ossido di rame o di zinco e le alte temperature di colata o di stampo aumentano la probabilità di decomposizione del gesso, rendendo più facile la formazione di una superficie dendritica.
3.3 Il problema delle inclusioni nell'oro K
Cu e Zn sono i principali elementi di lega dell'oro K e sono soggetti a ossidazione durante la fusione, formando inclusioni di ossido. Il problema delle inclusioni causato dallo Zn è particolarmente evidente: forma ossidi più facilmente del Cu in presenza di ossigeno e i suoi ossidi non si aggregano facilmente in scorie liquide, ma si presentano come polvere, sia galleggiando sulla superficie del metallo fuso sia rimanendo all'interno del metallo fuso. Di conseguenza, una volta formatosi, l'ossido di zinco rimane nel materiale, causando vuoti e difetti superficiali, che si manifestano macroscopicamente come inclusioni a forma di zampa di gatto (Figura 3-28).
Sezione III K Oro bianco
L'oro bianco K, o oro bianco, è una lega d'oro bianco comunemente indicata come oro bianco karat in inglese e spesso rappresentata come KW nell'industria della gioielleria, come 18KW e 14KW. L'oro bianco K era un tempo utilizzato come sostituto del platino, con vantaggi quali una maggiore resistenza e migliori prestazioni di fusione, ed è stato ampiamente utilizzato nella gioielleria incastonata, diventando un materiale significativo tra le leghe d'oro decorative, occupando una posizione critica tra i materiali d'oro K colorati.
1. Sbiancamento dell'oro e classificazione dell'oro bianco K
L'oro appare giallo oro e per farlo apparire bianco è necessario aggiungere elementi di lega con effetti sbiancanti. Tra tutti gli elementi metallici presenti in natura, ad eccezione di alcuni elementi come Au e Cu, la maggior parte degli elementi metallici appare bianca o grigia. Pertanto, l'aggiunta di altri metalli avrà un effetto sbiancante sulla lega d'oro in una certa misura. La Tabella 3-11 elenca le capacità sbiancanti di alcuni elementi di lega per l'oro e i loro principali svantaggi quando vengono utilizzati come elementi sbiancanti. Dalla Tabella 3-11 si evince che non sono molti i metalli che possono efficacemente fungere da elementi sbiancanti per l'oro bianco K e soddisfare i requisiti del processo produttivo convenzionale per la gioielleria. Elementi come Ni, Pd, Fe e Mn hanno forti capacità sbiancanti per l'oro e sono i principali agenti sbiancanti fino ad oggi.
Tabella 3-11 Capacità di sbiancamento e principali svantaggi degli elementi di lega per l'oro (secondo Bagnoud et al., 1996)
| Elemento | Capacità di sbiancamento | Svantaggi principali |
|---|---|---|
| Ag | Generale | Provoca lo scolorimento della lega quando il contenuto è elevato |
| Pd | Molto buono | Costo elevato, aumenta il punto di fusione della lega |
| Pt | Pd Simile al Pd | Costo superiore a quello del Pd |
| Ni | Buono | Sensibilizzante per la pelle |
| Cr | Debole | Allergene cutaneo |
| Co | Debole | Allergene cutaneo |
| In | Debole | Peggiora le prestazioni di lavorazione quando il contenuto è elevato |
| Sn | Debole | Peggiora le prestazioni di lavorazione quando il contenuto è elevato |
| Zn | Debole | Quando il contenuto è elevato, la lega si volatilizza gravemente, rendendo difficile il riciclaggio. |
| Al | Debole | Deterioramento delle prestazioni di lavorazione |
| Ti | Debole | Deterioramento delle prestazioni di lavorazione |
| V | Debole | Tossico, deteriora le prestazioni di lavorazione, altamente reattivo, difficile da riutilizzare |
| Ta, Nb | Debole | Altamente reattivo, difficile da riutilizzare |
| Fe | Buono | Bassa solubilità in Au, la lega presenta ferromagnetismo in presenza di fasi precipitate, danneggiando la resistenza alla corrosione. Contenuto superiore al 10% Quando la lega è troppo dura, peggiora le prestazioni di lavorazione ed è soggetta a ossidazione durante la colata |
| Mn | Buono | La reattività è forte e la lavorazione è difficile quando il contenuto supera il 10%. |
Metodi di riempimento diversi possono determinare variazioni di colore per leghe d'oro della stessa finezza. Per garantire una buona comunicazione tra domanda e offerta, il Manufacturing Jewelers and Suppliers of America (MJSA) ha collaborato con il World Gold Council per definire il grado di colore dell'oro bianco K dopo aver testato i colori di campioni da 10KW, 14KW e 18KW utilizzando il sistema di coordinate cromatiche CIELab. Ha definito che il valore dell'indice di giallo dell'"oro bianco K" deve essere inferiore a 32; il superamento di questo valore significa che l'oro non può essere definito oro bianco K. Il valore dell'indice di giallo è suddiviso in tre livelli: Livello 1, Livello 2 e Livello 3, come mostrato nella Tabella 3-12.
3-12 Il grado di colore bianco dell'oro bianco K
| Grado di colore | YI Indice giallo YI | Grado di bianchezza | Placcatura al rodio |
|---|---|---|---|
| Livello 1 | YI< 19 | Molto bianco | Non è necessario |
| Livello 2 | 19≤YI ≤24,5 | Il bianco è migliore | Può essere placcato o meno |
| Livello 3 | 24.5 < YI ≤ 32 | Povero | Deve essere placcato |
L'utilizzo di questo indicatore di classificazione del bianco permette a fornitori, produttori e venditori di determinare quantitativamente i requisiti di colore dell'oro bianco K.
2. Categorie e caratteristiche dell'oro bianco K
In base agli elementi sbiancanti utilizzati, l'oro bianco K può essere suddiviso grossomodo in quattro categorie: oro bianco K al nichel, oro bianco K al palladio, oro bianco K al nichel + palladio e oro bianco K a basso o nullo contenuto di nichel (basso) palladio. Secondo le statistiche di istituti di ricerca stranieri, le prime due categorie rappresentano il 76% e il 15% del mercato dei gioielli in oro bianco K, mentre le ultime rappresentano il 7% e il 2%.
2,1 Nichel K oro bianco
Grazie al suo basso prezzo e al buon effetto sbiancante, il Ni è stato tradizionalmente utilizzato come agente sbiancante per l'Au. Tra tutti gli ori bianchi K commerciali, l'oro bianco K al nichel domina il mercato.
Il contenuto di Ni influisce direttamente sull'effetto sbiancante dell'oro K bianco. Le leghe di Au con un contenuto di Ni compreso tra 9% e 12% sono quasi bianche e, con la graduale diminuzione del contenuto di Ni, il colore giallo della lega aumenta. Quando il contenuto di Ni è inferiore a 5%, la bianchezza della lega diminuisce significativamente e il colore diventa giallastro.
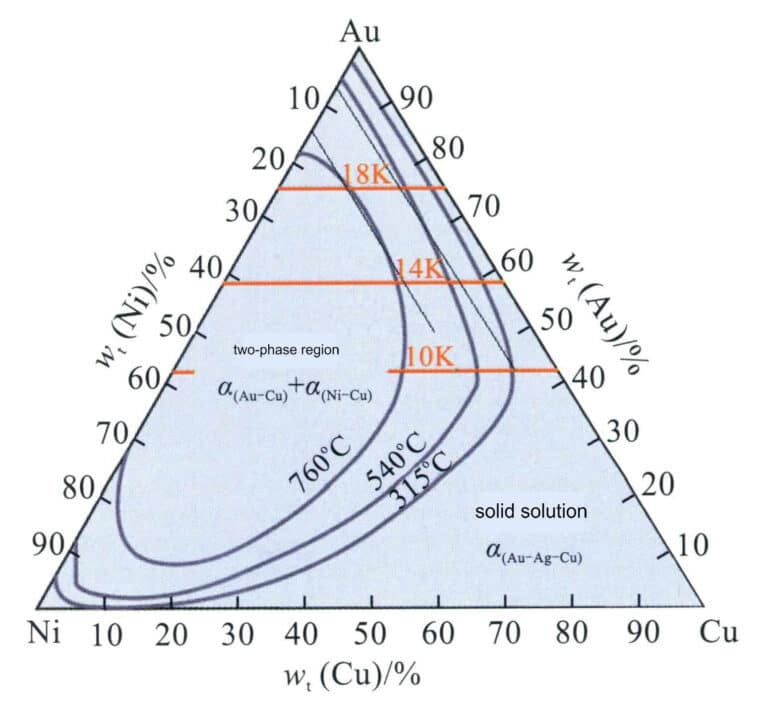
Dal diagramma di fase della lega binaria Au-Ni nella Figura 3-12, si può notare che la lega Au-Ni è una soluzione solida continua ad alte temperature e può decomporsi in fasi ricche di Au e di Ni a basse temperature, aumentando la durezza della lega. L'oro bianco al nichel K con un elevato contenuto di Ni ha una scarsa lavorabilità e viene generalmente formato con il processo di microfusione. L'aggiunta di Cu può migliorare la lavorabilità della lega. Pertanto, la lega Au-Ni-Cu è il sistema di leghe di base più comunemente utilizzato per la gioielleria K oro bianco. La proiezione della linea di confine della decomposizione di fase della lega ternaria Au-Ni-Cu sul piano (Figura 3-29) mostra che all'aumentare del contenuto di Cu, la regione di decomposizione bifasica del sistema binario Au-Ni si estende al sistema ternario. Al diminuire della temperatura, l'intervallo della regione di decomposizione di fase si espande.
L'organizzazione delle leghe ternarie Au-Ni-Cu è correlata al rapporto tra Ni e Cu e, per facilitare l'analisi, sono stati utilizzati i rapporti convertiti di Cu e Ni per riflettere le loro quantità relative, vale a dire

Nella formula, Cu Ni rappresenta rispettivamente la frazione di massa. Più piccolo è il valore di Cu, più alto è il contenuto di Ni; più significativo è il valore di Cu, più basso è il contenuto di Ni.
La Figura 3-30 mostra la sezione longitudinale quasi binaria della lega con Au-Ni-Cu' come coordinate componenti e colori di 18K, 14K e 10K. Si può notare che la struttura della lega è una soluzione solida monofase solo quando il valore di Cu' supera gli 80%; al di sotto di questo valore, compare una regione bifase immiscibile. Al diminuire del colore della lega, il punto di fusione della lega aumenta continuamente, l'intervallo di cristallizzazione della solidificazione si allarga e anche l'intervallo della regione bifase allo stato solido si espande.
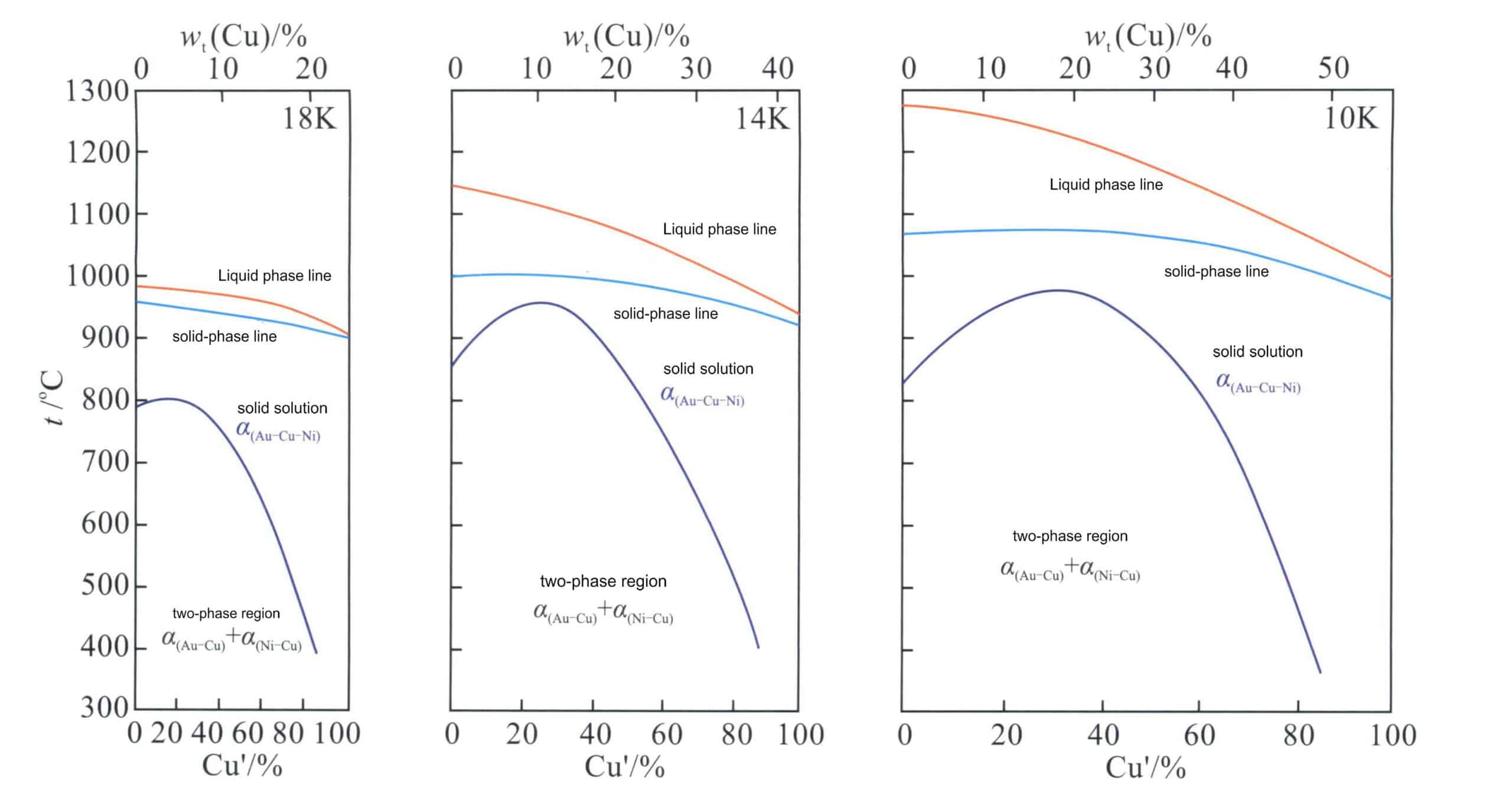
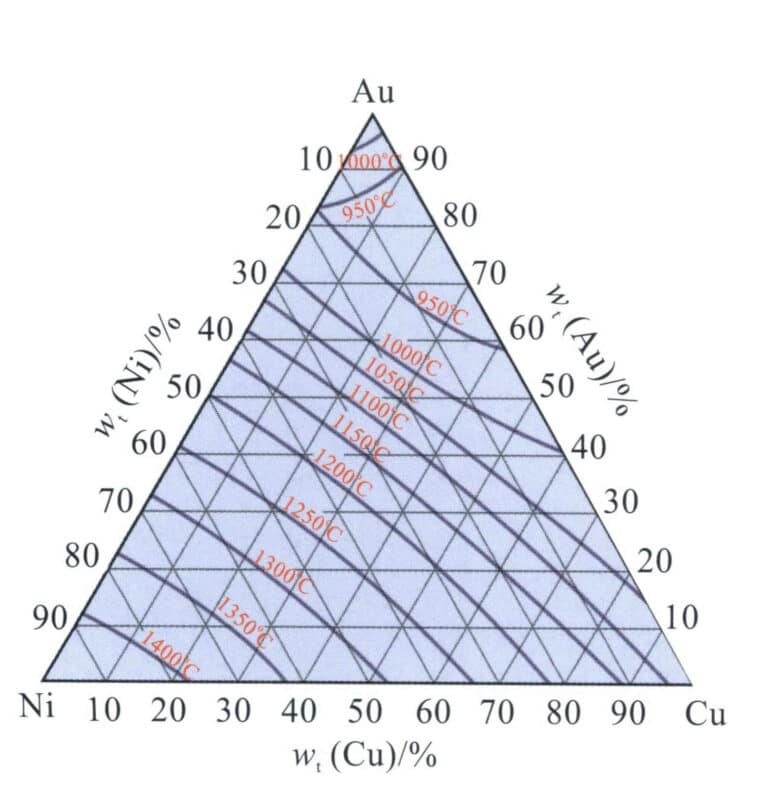
La relazione tra la temperatura del liquido della lega Au-Ni-Cu e la composizione è mostrata nella Figura 3-31; all'aumentare del contenuto di Ni, aumenta anche il punto di fusione della lega, indicando un peggioramento delle prestazioni di colata della lega.
La relazione tra il colore della lega Au-Ni-Cu e la composizione è mostrata nella Figura 3-32. La linea tratteggiata indica il confine tra il bianco e il giallo o il rosso. All'aumentare del contenuto di Ni, aumenta il bianco della lega. Il contenuto di Ni non deve essere inferiore a un valore specifico per ottenere un determinato grado di bianco della lega. Per 18K, 14K e tre colori di 10K, le leghe corrispondenti al segmento di linea nera in grassetto nella figura possono essere utilizzate per la creazione di gioielli.
La resistenza e la durezza della lega della serie Au-Ni-Cu sono elevate, ma la sua lavorabilità potrebbe essere migliore di quella della lega della serie Au-Ag-Cu. Nella separazione di fase dell'oro a basse temperature, la durezza della fase ricca di Ni è molto più alta di quella della fase ricca di Au. Le due fasi si deformano a velocità diverse quando il materiale viene laminato o trafilato. Il metallo morbido della fase ricca di Au si deforma più facilmente del metallo duro della fase ricca di Ni. Quando si lavora fino a un certo punto, si formano tensioni tra le due fasi, che influiscono sulla flessibilità della lega e ne riducono le prestazioni di lavorazione a freddo.
Per migliorare le prestazioni della lega Au-Ni-Cu, lo Zn viene spesso scelto come elemento sbiancante ausiliario per compensare l'effetto cromatico causato dall'aggiunta di Cu e potenziare l'effetto sbiancante del Ni. Può anche servire come disossidante per la microfusione, migliorando le prestazioni di lavorazione. Tuttavia, la volatilizzazione dello Zn durante il processo di fusione riduce la duttilità della lega e pone particolari difficoltà per il riciclaggio della lega.
2,2 Palladio K oro bianco
Il Ni rischia di provocare allergie cutanee; pertanto, l'oro bianco al palladio K, con il Pd come principale elemento sbiancante, è una categoria vitale ampiamente utilizzata in Europa.
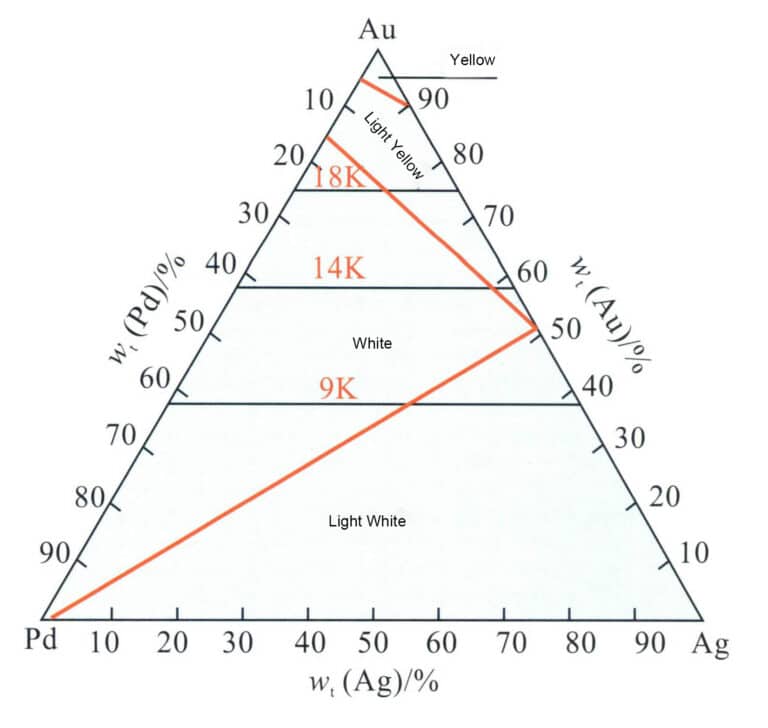
Il Pd è un elemento del gruppo del platino con una buona capacità di sbiancare l'oro, permettendo alle leghe di presentare un colore grigio-bianco caldo con una sensazione confortevole. A causa del prezzo elevato del palladio, l'Ag è spesso utilizzato come elemento sbiancante secondario. Au-Pd-Ag La lega ternaria è il sistema di lega base dell'oro bianco al palladio K e la relazione tra il suo colore e la composizione è illustrata nella Figura 3-33. Il contenuto di Pd deve raggiungere un valore specifico per presentare un colore bianco migliore. Per gli standard 18K, 14K e 9K, tre colori, il contenuto deve essere scelto all'interno dell'area della linea di confine. Prendendo come esempio l'oro bianco 18K, quando il contenuto di Pd è 10%-13%, ha un eccellente colore bianco e non richiede la rodiatura.
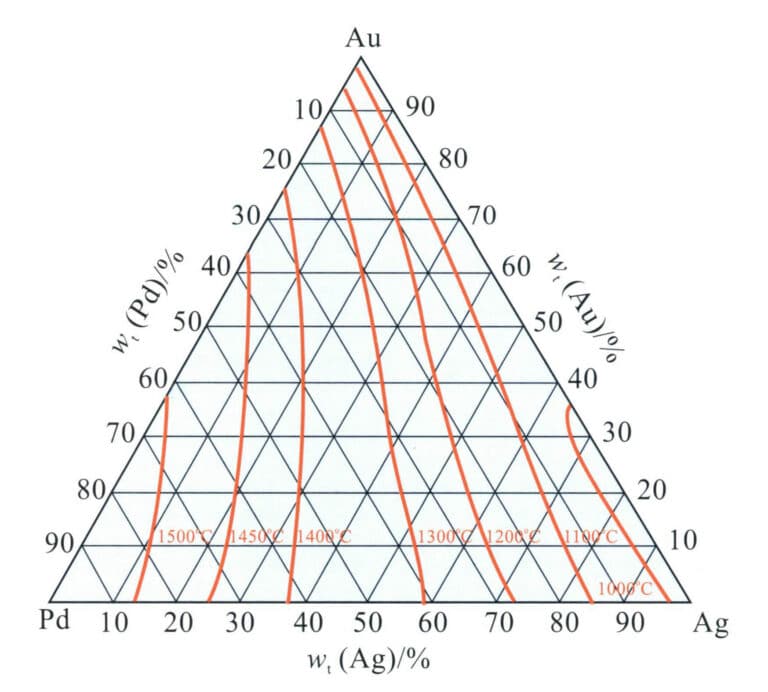
A differenza delle leghe Au-Ni-Cu, le leghe Au-Pd-Ag sono soluzioni monosolide in tutto l'intervallo di composizione e non presentano separazione di fase. La distribuzione della temperatura di liquidità delle leghe Au-Pd-Ag è mostrata nella Figura 3-34. L'aggiunta di palladio all'oro aumenta il punto di fusione della lega e, all'aumentare del contenuto di Pd, il punto di fusione della lega continua ad aumentare. Ciò aumenta la difficoltà di fusione della lega. Quando il contenuto di palladio è molto elevato, i processi convenzionali di colata in stampo di gesso possono facilmente portare a difetti di porosità nei getti a causa della decomposizione termica della polvere di gesso.
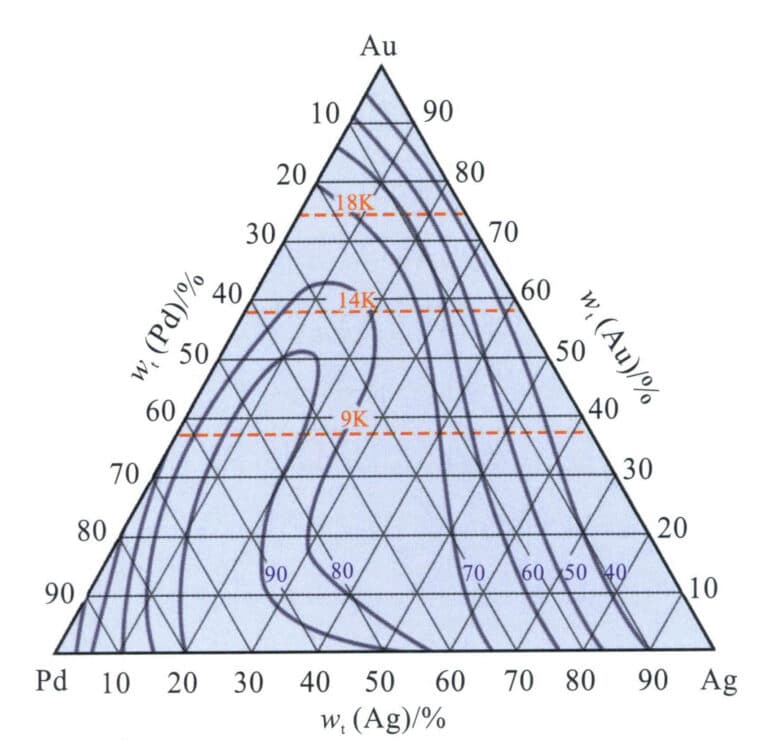
La distribuzione dei contorni della durezza da ricottura per le leghe Au-Pd-Ag è mostrata nella Figura 3-35. La sua durezza è simile a quella delle leghe Au-Ag-Cu, significativamente inferiore a quella delle leghe Au-Ni-Cu. Allo stesso tempo, questa lega presenta un'unica struttura continua in soluzione solida a temperatura ambiente, mostrando così un'eccellente lavorabilità, che la rende adatta alla laminazione, all'incisione, all'intarsio e ad altre operazioni.
Poiché il Pd Ag appartiene a tutti gli elementi metallici preziosi, Au-Pd-Ag ha una buona resistenza alla corrosione. L'aggiunta di un'adeguata quantità di altri elementi di lega a questa lega può migliorare ulteriormente le sue prestazioni sotto certi aspetti.
2,3 Nichel-Palladio K oro bianco
Questo tipo di oro bianco K contiene sia Ni che Pd, utilizzando il Ni come elemento sbiancante di base e limitandone il contenuto per ridurlo. Per compensare l'insufficiente capacità di sbiancamento, alla lega viene aggiunta una quantità adeguata di Pd, che consente alla lega di raggiungere un grado di bianco sufficiente e di avere buone prestazioni di lavorazione, evitando al contempo il problema dei costi di materiale eccessivamente elevati quando il Pd viene utilizzato esclusivamente come elemento sbiancante primario.
2,4 Oro bianco senza nichel (basso) palladio K
Data la potenziale tossicità del Ni per la pelle umana, molti Paesi e regioni hanno stabilito norme sul tasso di rilascio di nichel dei materiali di gioielleria, promuovendo la ricerca e lo sviluppo di materiali in oro bianco K privi di nichel. Oltre all'oro bianco K al palladio che utilizza il Pd come elemento sbiancante, è in corso lo sviluppo di materiali diversi dal Ni Pd. La preparazione di oro bianco K di media e alta qualità con elementi di lega non è stata soddisfacente; in molti casi, è necessario aggiungere una quantità considerevole di Pd per ottenere buoni risultati. Finora sono stati applicati commercialmente solo alcuni sistemi di leghe con l'aggiunta di elementi quali Pt, Fe, Mn e altri. Il Pt è un eccellente agente sbiancante per l'Au, ma viene spesso utilizzato anche con il Pd, che ha una lunga storia di applicazione nelle leghe dentali. L'oro bianco 18 carati contenente 10%Pt, 10%Pd, 3%Cu e 2%Zn è stato commercializzato nell'industria della gioielleria e, a causa dell'elevato contenuto di Pt e Pd, è piuttosto costoso. Il Fe è stato studiato come secondo agente sbiancante. Tuttavia, è necessario aggiungere una grande quantità di Pd per mantenere il colore e la lavorabilità della lega, soprattutto per le leghe a basso numero K (come la 14K). Il sistema Au-Fe è una struttura bifasica, che causa problemi di durezza e corrosione della lega. Il Mn è un promettente agente sbiancante per l'oro K; quando il suo contenuto è elevato, si può ottenere una migliore bianchezza, ma la lega è piuttosto fragile e richiede comunque una certa quantità di Pd per migliorare le sue prestazioni. L'oro bianco al manganese K è soggetto a ossidazione e deve essere fuso in atmosfera neutra o riducente. Se si utilizza una torcia per la fusione, si può scegliere l'idrogeno gassoso, che può consumare l'ossigeno intorno al metallo. Il colore dell'oro bianco al manganese K può raggiungere i livelli due e tre e per ottenere un colore soddisfacente è necessaria la galvanica. È incline a scolorirsi a contatto con sostanze chimiche. Pertanto, la galvanoplastica è essenziale.
Nelle leghe d'oro bianco a basso numero K (come 8K, 9K e 10K), l'utilizzo di un elevato contenuto di Ag come agente sbiancante può far apparire il prodotto bianco. Queste leghe sono relativamente morbide e hanno una buona flessibilità; per migliorarne le prestazioni è possibile aggiungere una quantità adeguata di Pd, Cu, Zn o Ni. Tuttavia, le quantità di Cu e Zn devono essere controllate per evitare di alterare il colore della lega. Queste leghe hanno una scarsa resistenza alla corrosione e sono soggette a ruggine a causa delle reazioni chimiche con lo zolfo presente nell'atmosfera.
3. Requisiti di prestazione dell'oro bianco K
Per le aziende di gioielleria, la scelta di materiali d'apporto adeguati garantisce la qualità del prodotto e incide significativamente sui costi di produzione. Per ottenere prestazioni ottimali dai materiali per gioielli in oro bianco K, è necessario considerare diversi aspetti.
3.1 Colore e resistenza alla corrosione
Poiché l'oro bianco K deve avere almeno un colore bianco, deve soddisfare i requisiti di base di YI < 32 e migliorare il più possibile il bianco della lega senza influire significativamente sulle sue prestazioni. La lega deve inoltre avere un'elevata riflettività per ottenere una migliore luminosità durante la lucidatura. La lega ha una buona resistenza alla decolorazione e alla corrosione.
3.2 Punto di fusione e volatilità
Un basso punto di fusione è vantaggioso per la fusione e la colata. Il punto di fusione dei materiali in oro bianco K è solitamente più alto di quello dell'oro K, soprattutto per i materiali con un buon grado di bianco, un elevato contenuto di elementi sbiancanti e, quindi, un punto di fusione più alto. Le leghe con punti di fusione elevati richiedono temperature di colata più elevate, con il rischio di decomposizione termica del gesso nei processi di colata di precisione. Per contro, l'utilizzo di stampi in ceramica con polvere di colata legata all'acido fosforico aumenta i costi di produzione, l'efficienza e le difficoltà. Per questo motivo, per i gioielli realizzati con la colata di precisione, è consigliabile scegliere materiali in lega con punti di fusione adeguati, idealmente entro i 1050℃. L'aggiunta di Zn alla lega contribuisce ad abbassare il punto di fusione, ma un contenuto eccessivo di Zn può aumentare la volatilità durante il processo di fusione, compromettendo la qualità e la riutilizzabilità del prodotto.
3.3 Struttura del grano
I materiali in oro bianco K dovrebbero favorire l'ottenimento di strutture a grana fine e densa, che contribuiscono a migliorare l'effetto di lucidatura della lega e riducono la probabilità di difetti di punti complessi.
3.4 Durezza e lavorabilità
I materiali in lega di oro bianco K devono avere un'adeguata durezza as-cast e ricottura, buone proprietà meccaniche e prestazioni di lavorazione a freddo, un indurimento da lavoro non eccessivo, una bassa tendenza alla criccatura termica durante la ricottura e una bassa tendenza alla criccatura da tensocorrosione.
3.5 Conformità al Nickel K I materiali in oro bianco devono soddisfare gli standard della direttiva in materia.
Per i materiali in lega di oro bianco K sbiancati al nichel, devono essere soddisfatti i requisiti della direttiva sul nichel e il tasso di rilascio del nichel non deve superare lo standard.
3.6 Soddisfare i requisiti di tutela ambientale e riduzione dei costi
Nella scelta degli elementi di lega, vengono seguite fonti di materiali complete, prezzi bassi e rispetto dell'ambiente per ridurre i costi delle leghe e migliorare l'efficacia dei costi.
Va notato che l'importanza relativa delle varie caratteristiche prestazionali cambia con l'applicazione dei materiali e spesso è difficile soddisfare contemporaneamente tutti i requisiti di cui sopra. A volte è necessario scendere a compromessi tra questi requisiti per ottenere il miglior effetto di ottimizzazione possibile.
4. Composizione e prestazioni di alcuni tipi di oro bianco K
I tipi di oro bianco K disponibili sul mercato sono diversi, con specifiche differenze di prestazioni. In generale, per migliorare le prestazioni di lavorazione o ridurre i costi dei materiali, la maggior parte dell'oro bianco K commerciale fa alcune concessioni in termini di bianco, che spesso appare bianco-grigiastro, e di solito richiede la rodiatura. Anche le leghe con un grado di bianco molto elevato non possono essere paragonate al colore dello strato di rodio, quindi spesso vengono sottoposte a rodiatura anche sulla superficie. Le tabelle 3-13 e 3-14 elencano le prestazioni di alcune leghe di nichel K oro bianco e palladio K oro bianco, rispettivamente.
Tabella 3-13 Composizione e proprietà di alcuni tipi di oro bianco al nichel K
| La purezza | Composizione chimica (wt)/% | Durezza HV/(N/mm2) | Resistenza alla trazione (stato di fuoco) /MPa | Temperatura della linea Liquidus /℃ | Temperatura della linea Solidus /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| La purezza | Au | Ni | Cu | Zn | Ag | Stato del getto | Stato di lavoro a freddo (70%) | Resistenza alla trazione (stato di fuoco) /MPa | Temperatura della linea Liquidus /℃ | Temperatura della linea Solidus /℃ |
| 18K | 75 | 11 | 9.5 | 4.5 | - | 307 | 307 | 716 | 950 | 913 |
| 18K | 75 | 7.4 | 14 | 3.6 | - | 291 | 291 | 623 | 943 | 913 |
| 18K | 75 | 6.6 | 15.4 | 3 | - | 187 | 288 | 607 | 946 | 922 |
| 18K | 75 | 5 | 17 | 3 | - | 182 | 276 | 623 | 939 | 915 |
| 18K | 75 | 4 | 17 | 3 | - | 184 | 268 | 612 | 921 | 898 |
| 14K | 58.5 | 11 | 25.5 | 5 | - | 169 | 306 | 747 | 986 | 956 |
| 14K | 58.5 | 8.3 | 28.2 | 5 | - | 145 | 286 | 665 | 987 | 947 |
| 14K | 58.5 | 6.5 | 28.4 | 6.6 | - | 153 | 278 | 706 | 965 | 924 |
| 9K | 37.5 | 10 | 37 | 13.5 | 2 | 127 | 258 | 642 | 923 | 887 |
| 9K | 37.5 | - | 5.5 | 5.5 | 52 | 118 | 189 | 400 | 885 | 874 |
Tabella 3-14 Composizione e prestazioni di una parte dell'oro bianco K di palladio
| La purezza | Composizione chimica (wt)/% | Durezza HV/ (N/mm2) | Temperatura della linea Liquidus /℃ | |||||
|---|---|---|---|---|---|---|---|---|
| La purezza | Au | Pd | Ag | Cu | Zn | Ni | Durezza HV/ (N/mm2) | Temperatura della linea Liquidus /℃ |
| 18K | 75 | 20 | 5 | - | - | - | 100 | 1350 |
| 18K | 75 | 15 | 10 | - | - | - | 100 | 1300 |
| 18K | 75 | 10 | 15 | - | - | - | 80 | 1250 |
| 18K | 75 | 10 | 10.5 | 3.5 | 0.1 | 0.9 | 95 | 1150 |
| 18K | 75 | 6.4 | 9.9 | 5.1 | 3.5 | 1.1 | 140 | 1040 |
| 18K | 75 | 15 | - | 3.0 | - | 7.0 | 180 | 1150 |
| 14K | 58.3 | 20 | 6 | 14.5 | 1 | - | 160 | 1095 |
| 14K | 58.3 | 5 | 32.5 | 3 | 1 | - | 100 | 1100 |
| 10K | 41.7 | 28 | 8.4 | 20.5 | 1.4 | - | 160 | 1095 |
| 9K | 37.5 | - | 52 | 4.9 | 4.2 | 1.4 | 85 | 940 |
5. Problemi comuni con i materiali per gioielli in nichel K oro bianco
Nella produzione di gioielli in oro bianco K, il Ni è un elemento di lega poco costoso e in grado di migliorare la luminosità dei gioielli. L'oro bianco K al nichel ha un buon colore e buone proprietà fisico-meccaniche, che lo rendono il materiale di gioielleria più utilizzato tra gli ori K. Tuttavia, l'oro bianco al nichel K incontra spesso problemi durante la produzione e l'uso, che danneggiano la salute dei consumatori e causano molti problemi alle aziende produttrici di gioielli. I principali problemi dell'oro bianco al nichel K includono i seguenti aspetti.
5.1 Problema di allergia al nichel
Molti fatti hanno dimostrato che il Ni ha potenziali effetti allergici e tossici sulla pelle umana, che possono portare all'allergia al Ni. L'allergia al Ni si riferisce alla reazione allergica che si verifica quando i gioielli in oro bianco K entrano in contatto prolungato con la pelle umana, facendo sì che il Ni presente nella lega si dissolva sotto l'azione del sudore e rilasci ioni di Ni. Questi ioni di Ni possono penetrare nella pelle e combinarsi con proteine specifiche, provocando reazioni allergiche. Le sue particelle possono causare eruzioni cutanee e infiammazioni localizzate, con conseguenti eczemi, prurito (Figura 3-36) e persino ulcerazioni, con gravi conseguenze per la salute e l'aspetto dell'uomo (Rushforth, 2000). Una volta che una persona sviluppa una reazione allergica al Ni, la sperimenterà per il resto della sua vita.

Secondo le statistiche, circa il 10% -15% delle donne e il 2% degli uomini in Europa hanno reazioni allergiche al nichel metallico, un numero superiore rispetto ad altre parti del mondo. In risposta a ciò, la Commissione Europea ha affrontato attivamente il problema emanando nel 1999 la Direttiva sul Nichel 94/27/CE, che regolamenta la vendita e l'importazione di alcuni prodotti sospettati di rilasciare in qualche misura il nichel metallico al contatto con la pelle. Per i gioielli che entrano in contatto prolungato con la pelle, il tasso massimo di rilascio di nichel è limitato a 0,5g / cm2 / settimana. Due norme di prova, la EN1811 e la EN12472, sono state sviluppate specificamente per simulare oggetti con e senza rivestimenti, testando il tasso di rilascio del nichel in condizioni specifiche di tempo, temperatura e sudore artificiale. Successivamente, a causa del tasso di sensibilizzazione ancora elevato del nichel, sono state effettuate revisioni più severe, che hanno portato all'emanazione della Direttiva sul nichel 2004/96/CE e della norma di prova sul rilascio del nichel EN/811:2011, che ha eliminato il valore di aggiustamento per i tassi di rilascio del nichel. Sulla base degli effetti prodotti dall'attuazione della direttiva, la Commissione europea ha inasprito due volte la direttiva sul nichel. Anche Paesi come il Regno Unito, il Giappone e la Cina hanno stabilito requisiti corrispondenti per il rilascio di nichel nell'oro bianco K. La direttiva sul nichel non vieta l'uso di materiali al nichel, ma limita i tassi di rilascio di nichel delle leghe e dei materiali. Quando producono gioielli in oro bianco K, i produttori di gioielli devono innanzitutto determinare se nel paese o nella regione del cliente esistono restrizioni sul rilascio di nichel e scegliere di conseguenza i materiali di riempimento appropriati. In particolare, una parte considerevole dei materiali d'apporto in oro bianco K disponibili sul mercato non può superare il test del tasso di rilascio del nichel metallico.
5.2 Problemi di colore
L'oro bianco K è un materiale alternativo ai gioielli in platino, che richiede un buon grado di bianco. Per questo motivo, la maggior parte dei gioielli in oro bianco K viene placcata con rodio sulla superficie. In genere, il tempo di rodiatura è molto breve, comunemente indicato come "placcatura flash", con il risultato di uno strato sottile che si consuma dopo un periodo di utilizzo, esponendo il colore originale del metallo di base. In molti casi, il colore dell'oro bianco K contrasta in modo significativo con il colore della placcatura, dando luogo a reclami o dubbi da parte dei clienti. Inoltre, per molto tempo, l'industria della gioielleria ha utilizzato principalmente metodi qualitativi per descrivere i colori delle leghe, dando spesso luogo a controversie tra le aziende di gioielleria e i clienti a causa di giudizi incoerenti.
5.3 Problemi magnetici
L'oro di per sé non è magnetico, ma l'oro bianco al nichel K può talvolta presentare un certo grado di magnetismo. Ciò solleva spesso dubbi e lamentele da parte dei consumatori, che ritengono che la purezza del materiale debba essere migliorata e che il materiale sia mescolato con Fe e altri. Pertanto, l'oro bianco al nichel K, in quanto materiale metallico prezioso per la decorazione, generalmente non vuole che la lega presenti magnetismo nella maggior parte dei casi.
In natura, il Fe è un noto elemento metallico magnetico e, oltre ad esso, anche alcuni altri elementi presentano magnetismo, come il Co, il Ni e il Ga. Il magnetismo di una sostanza dipende non solo dalla sua composizione, ma anche dalla sua microstruttura. Elementi uguali ma con strutture diverse o che si trovano in diversi intervalli di temperatura possono talvolta mostrare differenze nel magnetismo. Nel caso del sistema di leghe Au-Ni-Cu, la separazione di fase avviene in un intervallo di temperatura specifico, formando una fase ricca di Ni e una fase ricca di Au, mentre la fase ricca di Ni può mostrare un certo grado di magnetismo.
5.4 Problemi di scarse prestazioni di elaborazione
Le prestazioni di lavorazione a freddo dei gioielli in oro K sono una rappresentazione completa di varie proprietà meccaniche. I gioielli in oro bianco K sono progettati principalmente con pietre preziose incastonate e le prestazioni di lavorazione a freddo del materiale sono un fattore essenziale che influisce sulla facilità dell'operazione di incastonatura. Supponiamo che la rigidità e la resistenza allo snervamento del materiale siano troppo elevate. In tal caso, diventa difficile tenere le unghie o i bordi metallici contro le gemme durante l'incassatura, rendendo difficile il fissaggio delle stesse, che potrebbero addirittura danneggiarsi durante il processo di incassatura. Gli artigli metallici (chiodi) possono facilmente rompersi durante l'incassatura se la resistenza del materiale è insufficiente. Nella produzione di gioielli, i materiali sono spesso sottoposti a processi di deformazione a freddo come la laminazione, la trafilatura e lo stampaggio. Se la duttilità del materiale è scarsa, è probabile che si verifichino delle crepe. Le prestazioni di lavorazione a freddo dell'oro bianco al nichel K sono significativamente peggiori rispetto a quelle dell'oro K e durante la produzione si verificano spesso problemi come crepe di lavorazione o rotture.
5.5 Problemi di cricche da corrosione sotto sforzo
Sono frequenti i casi in cui i consumatori perdono le gemme a causa della rottura delle griffe quando indossano gioielli incastonati in oro bianco nichel K, principalmente a causa delle crepe da corrosione da stress nell'oro bianco nichel K, che spesso compaiono sulle griffe stampate. Durante la laminazione, lo stampaggio, la saldatura e l'incastonatura delle griffe possono verificarsi varie sollecitazioni. Se non si adottano misure per eliminare queste tensioni interne, si formeranno tensioni residue nella gioielleria. La Tabella 3-15 elenca le possibili cause della formazione di tensioni residue negli artigli.
Tabella 3-15 Cause e conseguenze della formazione di tensioni residue negli artigli
| Processo operativo | Cause di stress residuo | Possibili conseguenze legate allo stress |
|---|---|---|
| Saldatura degli artigli sull'anello | Temperatura eccessiva degli artigli durante la saldatura | Le tensioni e le crepe sugli artigli di solito non sono visibili a occhio nudo. |
| Saldare l'artiglio all'anello | La velocità di riscaldamento dell'artiglio durante la saldatura è troppo elevata. | Lo stress termico può causare fratture |
| Saldare l'artiglio all'anello (cricche da bonifica) | La tempra del pezzo in lavorazione è troppo precoce dopo la saldatura | Il raffreddamento esterno è rapido, mentre quello centrale è lento, il che porta a una contrazione termica incoerente, causando stress e crepe nell'artiglio dell'inserto. |
| Creazione di pozzetti sull'artiglio dell'inserto | Il surriscaldamento si verifica a causa di un funzionamento non corretto | Provoca fratture fragili e crepe nell'incastonatura dei rebbi |
| Premere la pinza sulla superficie della gemma. | Provoca cambiamenti nella struttura della grana dell'incastonatura a punzone | Genera microfratture da sollecitazione residua ed eventualmente frattura |
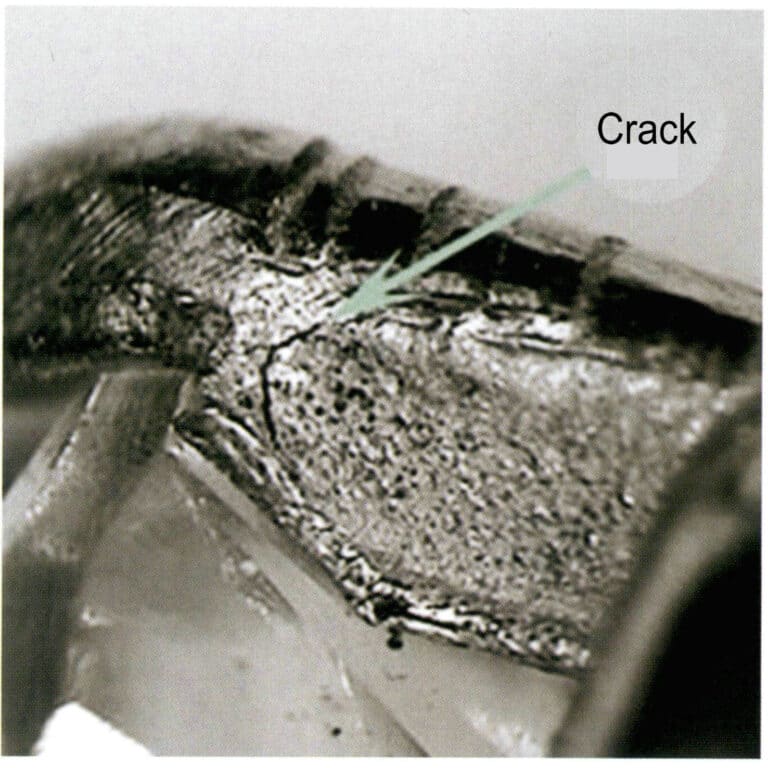
Da un lato, le tensioni residue riducono il potenziale elettrodico della lega, diminuendo la resistenza alla corrosione del materiale, mentre la punta stessa è relativamente sottile, il che può persino portare a cricche da tensocorrosione; dall'altro, le tensioni residue possono causare microcricche (esposte o latenti), come mostrato nella Figura 3-37.
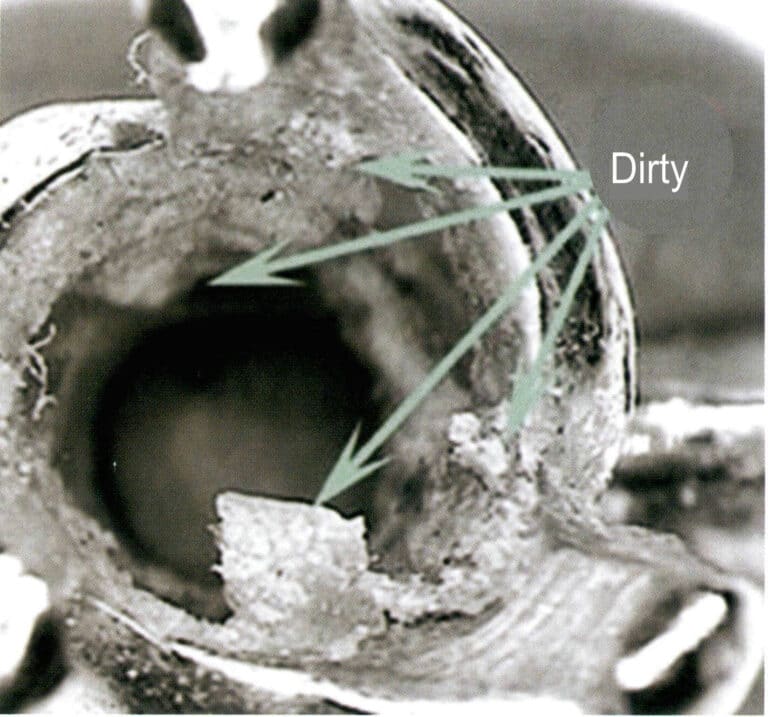
Queste microfessure non sono facili da individuare; spesso sono luoghi in cui si accumulano sostanze corrosive. Durante l'uso dei gioielli, lo sporco, come il sebo, le scaglie di pelle e la polvere, di solito aderisce all'interno dei rebbi (Figura 3-38). Quando i gioielli entrano in contatto con vari mezzi corrosivi, come il sudore umano, l'acqua del rubinetto, il cloro delle piscine e diversi sali, il sebo e le scaglie di pelle possono facilmente assorbire liquidi corrosivi o sali residui. In presenza di questi mezzi corrosivi, le aree ad alta tensione diventano zone anodiche, dando luogo alla corrosione elettrochimica, che indebolisce il materiale e può persino provocarne la rottura. Quanto più alta è la concentrazione dei mezzi corrosivi, quanto più lungo è il tempo di contatto, quanto più alta è la temperatura e quanto più sottili sono i rebbi, tanto più rapido è l'indebolimento dei rebbi, che aggrava la cricca da tensocorrosione e porta alla rottura.
Per prevenire efficacemente la cricca da tensocorrosione dell'oro bianco in nichel K, è necessario dare priorità ai materiali non altamente sensibili alla tensocorrosione. Durante la produzione, occorre impegnarsi per eliminare le tensioni residue e le microfessure nel materiale. Durante l'uso, è inoltre essenziale pulire regolarmente i gioielli per ridurre l'accumulo di sostanze corrosive nelle aree sensibili.
5.6 Problemi di difetti di fusione
La fusione dell'oro bianco al nichel K presenta difficoltà specifiche rispetto alle leghe d'oro e d'argento K. Le imprese incontrano spesso difetti di fusione durante la produzione, come fori di sabbia, punti duri, fori di gas, cavità da ritiro (porosità) e cricche a caldo, tra cui i punti duri e i problemi di ritiro da gas sono più evidenti.
(1) Problemi di punti critici
Un punto duro si riferisce alla presenza di un oggetto estraneo di durezza molto elevata sulla superficie o all'interno di fusioni di gioielli in nichel K oro bianco, comunemente noto come sabbia d'acciaio o scoria d'oro (Figura 3-39). Questo è un tipico difetto complesso che si riscontra nel nichel platino.

Le fusioni di gioielli con punti duri spesso presentano gravi graffi durante la lucidatura, rendendo molto difficile ottenere una superficie brillante. Questo problema viene solitamente scoperto solo nella fase finale di lucidatura, costringendo le aziende produttrici di gioielli a spendere molta manodopera per le riparazioni, soprattutto per i punti duri piccoli e dispersi. I punti richiedono spesso molto tempo e alla fine i gioielli vengono scartati perché è difficile ripararli in modo soddisfacente.
I punti critici derivano principalmente dai seguenti aspetti:
Segregazione Ni.
Ciò è dovuto principalmente a una fusione incompleta e a un'agitazione non uniforme. A causa dell'elevato punto di fusione del Ni e della sua minore densità rispetto all'oro, se il tempo di fusione è troppo breve o l'agitazione non è accurata, è probabile che si verifichi una segregazione del Ni, con conseguente formazione di punti complessi.
Formazione di Ni2Composti intermedi di Si.
Ciò si verifica quando il Si presente nella lega reagisce con il Ni, e il Ni2Il Si è un composto intermetallico denso ad alta durezza. Più alto è il contenuto di Si nella lega, maggiore è la probabilità di Ni2comparsa di Si. La presenza di anidride solforosa nel metallo fuso aggrava la reazione tra Ni e Si.
L'ossidazione del Si forma SiO2.
Quando le leghe di nichel-platino contenenti Si vengono fuse, se si trovano in atmosfera ossidante o a temperature di fusione troppo elevate, la forte reattività del Si porta all'ossidazione preferenziale, rendendo facile la formazione di SiO2soprattutto quando nel crogiolo rimane una piccola quantità di metallo liquido. La successiva fusione viene effettuata direttamente, con conseguente ossidazione più severa del Si.
Segregazione degli agenti di affinamento del grano.
L'aggiunta di Ir, Co e REE all'oro bianco di nichel K può formare nuclei eterogenei ad alto punto di fusione, aumentando il numero di nuclei e raffinando i grani. La lega di questi elementi è relativamente delicata e una temperatura, un tempo e un processo operativo di fusione inadeguati possono facilmente portare alla segregazione e alla formazione di punti problematici.
Oggetti estranei complessi mescolati dall'esterno.
Questo include molteplici aspetti, come l'utilizzo di materiali contaminati e di strumenti di fusione che trasportano oggetti estranei.
Pertanto, durante la produzione, è essenziale dare priorità ai materiali che non sono sensibili a difetti complessi. Nel processo di fusione, è necessario rafforzare la gestione delle materie prime e degli strumenti e delle attrezzature di fusione, stabilire specifiche di processo operativo ragionevoli e applicarle rigorosamente.
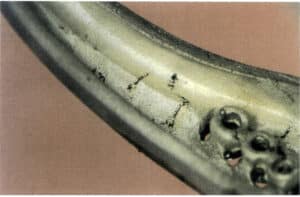
(2) Problema di ritiro dell'aria
La nucleazione e la crescita dei cristalli si manifestano nella solidificazione dei metalli. A causa della natura multicomponente delle leghe e dell'influenza del flusso termico, la crescita iniziale dei cristalli dei metalli presenta spesso forme dendritiche, con metallo fuso residuo tra le dendriti. Se il metallo fuso non bagna lo stampo o se c'è una pressione atmosferica esterna, il metallo fuso residuo viene spinto via dalla superficie, lasciando dietro di sé uno scheletro dendritico, formando un tipico difetto di porosità da ritiro atmosferico (Figura 3-40).

La formazione dei difetti di porosità da ritiro dell'aria è strettamente legata alle proprietà della lega e al processo di fusione. Nella fusione a cera persa di gioielli in oro K, il gesso viene generalmente utilizzato come legante per la fusione del materiale in polvere per formare lo stampo. Il componente principale del gesso è CaSO4è un materiale relativamente poco stabile dal punto di vista termico. Subisce una decomposizione termica ad alte temperature e rilascia anidride solforosa, causando difetti come pori e restringimenti dell'aria nelle fusioni di gioielli. Per l'oro bianco al nichel K, poiché il Ni innalza il punto di fusione della lega, è necessario fondere la lega a temperature più elevate, aumentando la probabilità di decomposizione del gesso, soprattutto quando si verifica un'ossidazione significativa durante il processo di fusione della lega, formando sostanze come CuO e ZnO. Ciò abbassa ulteriormente la temperatura di decomposizione del gesso, facilitando lo sviluppo della porosità da ritiro dell'aria nei getti.
Pertanto, quando si fondono gioielli in nichel K in oro bianco, è necessario stabilire specifiche ragionevoli per la fusione e il processo di fusione.
Sezione Ⅳ K oro rosso
L'oro rosso K è una lega d'oro di colore rosso, nota in inglese come karat red gold, comunemente indicata come KR nel settore della gioielleria, come 18KR e 14KR. Tra le serie di materiali per gioielli in oro K, l'oro rosso K è diventato una tendenza alla moda nell'industria internazionale della gioielleria di oggi grazie al suo colore elegante e lussuoso, rispetto al vibrante oro giallo K e all'oro bianco K lucido. Gli addetti ai lavori hanno dato a questo materiale un nome romantico basato sul suo colore unico, chiamandolo "oro rosa", che rappresenta il tema eterno dell'amore dell'umanità. Molti marchi di gioielli e orologi di fama internazionale, come Cartier, Chanel, Piaget, Titoni, Jaeger-LeCoultre e Girard-Perregaux, hanno lanciato diverse serie di gioielli e orologi in oro rosa, rendendo l'oro rosso K uno dei materiali tematici per i gioielli in oro K più popolari al mondo. Grazie alle tradizionali usanze cinesi che privilegiano il rosso, l'oro rosa ha guadagnato ancora di più il favore del mercato e si è sviluppato rapidamente.
1. Impatto degli elementi di lega sulle proprietà dei gioielli in oro rosso K
1.1 L'impatto degli elementi della lega sul colore dei gioielli in oro rosso K
Tra tutti gli elementi chimici conosciuti, il Cu è l'unico elemento che appare di colore rosso, il che lo rende l'elemento di base e primario della lega dell'oro K rosso. Secondo il diagramma delle zone di colore della lega di cui alla Figura 3-15, Au-Ag-Cu, maggiore è il contenuto di Cu, più rosso è il colore dell'oro K. Prendendo come esempio l'oro rosso 18K, quando il Cu è l'unico elemento di lega, il colore rosso dei gioielli in oro rosso K è il migliore, ma il valore di luminosità della lega è il più basso. I diversi rapporti tra gli elementi della lega influiscono principalmente sul colore dei gioielli in oro K rosso. Dopo l'aggiunta di elementi di lega di colore bianco, come Ag e Zn, si verifica un effetto sbiancante sul colore dell'oro rosso K, che schiarisce gradualmente il colore rosso della lega ma ne aumenta la luminosità. Quando il contenuto totale di Ag e Zn aumenta a 7% e il contenuto di Cu diminuisce a circa 18%, il colore della lega appare rosa, comunemente noto come "oro rosa". Quando il contenuto totale di Ag e Zn aumenta a 10% e il contenuto di Cu diminuisce a circa 15%, il colore della lega diventa giallo. Pertanto, per l'oro rosso 18K, per ottenere un certo grado di rossore, il contenuto di Cu nella lega non dovrebbe essere inferiore a 15%; in caso contrario, la lega non può essere classificata come oro rosso K; per l'oro rosso 14K, poiché il contenuto di Au è ridotto, il contenuto di Cu può essere leggermente abbassato, ma non dovrebbe essere inferiore a 27%.
1.2 L'impatto degli elementi di lega sulla struttura dell'oro rosso K
L'oro rosso K si basa sul sistema di leghe Au-Ag-Cu, con un contenuto di Cu molto elevato. In base al rapporto di conversione del contenuto di Ag e Cu, l'Ag dell'oro rosso K è molto piccolo e appartiene al tipo I della lega Au-Ag-Cu. Questa lega è un'unica soluzione solida ad alte temperature. Quando la temperatura scende a un valore specifico, si formano diverse fasi intermedie in base alle varie composizioni della lega. Queste fasi intermedie sono caratterizzate da disposizioni atomiche che presentano un ordine a corto o addirittura a lungo raggio, una trasformazione ordinatrice nella metallurgia dei materiali.
Le tipiche strutture ordinate comprendono CuAu I, CuAu II e Cu3Au I, che si verificano in diversi intervalli di composizione e di temperatura. Il diagramma di fase binario Au-Cu in Figura 3-11 mostra che la struttura ordinata di tipo CuAu I e la struttura ordinata di tipo CuAu II si verificano nell'intervallo di composizione equivalente a CuAu, con la prima che si forma al di sotto di 385℃. Gli atomi di Cu e di Au sono disposti in strati sul piano cristallino 001, con uno strato interamente composto da atomi di Au, mentre lo strato adiacente è interamente composto da atomi di Cu (Figura 3-41).
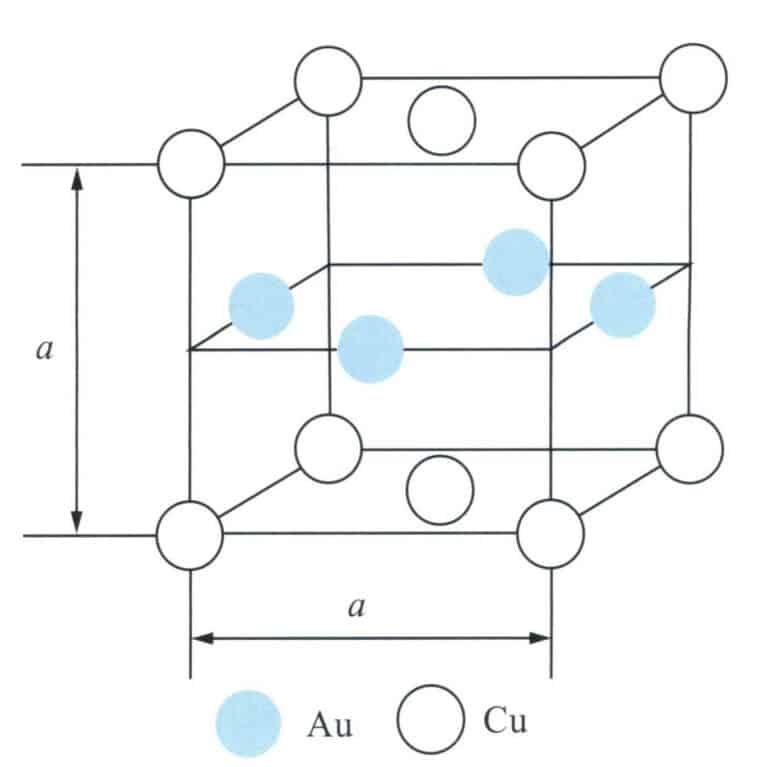
a. Costante di reticolo
A causa delle dimensioni ridotte degli atomi di Cu, il reticolo cubico a facce centrate originale viene distorto per formare un reticolo tetragonale di c/a = 0,93; quest'ultimo si forma tra 385℃ e 410℃, rappresentando una struttura a lungo periodo con un reticolo ortorombico. La sua cella unitaria è equivalente all'allineamento di 10 celle unitarie CuAu I in parallelo lungo b. Dopo cinque piccole celle unitarie, il tipo di atomi sul piano (001) cambia, cioè il piano inizialmente composto interamente da atomi di Au diventa di Cu. Al contrario, il piano inizialmente composto da atomi di Cu diventa interamente da atomi di Au, creando così un confine di dominio antifase a metà della cella unitaria estesa (Figura 3-42). Il terzo tipo è una lega con una composizione equivalente a Cu3Au raffreddato lentamente a meno di 390℃. Nella struttura formata, gli atomi di Au e Cu sono disposti in modo ordinato, con gli atomi di Au situati agli angoli della cella cubica a facce centrate, mentre gli atomi di Cu occupano le posizioni a facce centrate. Il rapporto atomico è 3:1, con il risultato di un Cu3struttura ordinata di tipo Au I. Indipendentemente dalla forma della struttura ordinata, essa influisce significativamente sulle proprietà meccaniche delle leghe Au-Cu. La presenza di distorsione reticolare e di confini di dominio ordinati aumenta la resistenza alla deformazione plastica del materiale, migliorando in modo significativo la resistenza e la durezza della lega, ma riducendo notevolmente la flessibilità del materiale, portando la lega a mostrare un'evidente fragilità.
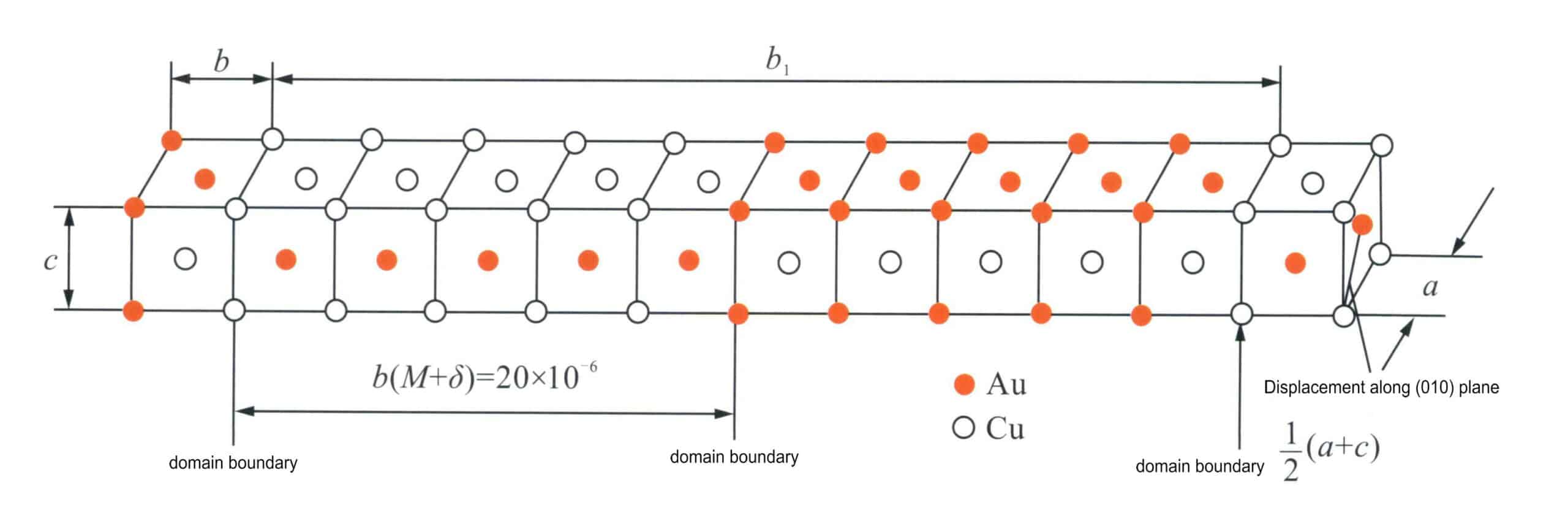
a,b,c, costante di reticolo; b1. 10 celle unitarie CuAu I disposte una accanto all'altra in direzione orizzontale;
M. Semiperiodo del superlattice; δ. La leggera espansione generata in direzione orizzontale (da sinistra a destra)
La composizione dell'oro rosso K influisce significativamente sulla sensibilità alla transizione di ordinamento e sul grado di transizione. Sebbene le transizioni di ordine possano verificarsi in una gamma relativamente ampia di composizioni, il massimo grado di ordine si ottiene solo quando i corrispondenti rapporti di composizione soddisfano queste strutture ordinate. Supponiamo che la composizione della lega si discosti dal rapporto di composizione ideale. In tal caso, non può formare una soluzione solida completamente ordinata, ma solo parzialmente ordinata, migliorando così le prestazioni della lega in una certa misura. Pertanto, quando si progetta la composizione dell'oro rosso K, non si dovrebbe semplicemente utilizzare elementi Cu per la lega, ma aggiungere una certa quantità di altri elementi di lega per far sì che il rapporto atomico Au, Cu si discosti dalla composizione ideale. Sebbene la riduzione dei componenti di Cu indebolisca leggermente il colore rosso della lega, è vantaggiosa per le prestazioni di lavorazione della lega e la controllabilità durante il processo di produzione.
1.3 L'effetto degli elementi di lega sulle prestazioni di colata dell'oro rosso K
L'elevato contenuto di Cu nell'oro rosso K lo rende incline a difetti come inclusioni di ossidazione, pori e restringimenti durante la colata. Pertanto, spesso è necessario aggiungere alcuni elementi di lega che contribuiscono a migliorare le prestazioni della colata dell'oro rosso K, come Zn, Si, terre rare, ecc. Questi elementi possono agire come disossidanti per l'oro rosso K, purificando il metallo fuso, migliorando la qualità della fusione, aumentando la capacità di riempimento, riducendo la rugosità superficiale dei prodotti e minimizzando la reazione tra il metallo fuso e lo stampo, il che favorisce l'ottenimento di una superficie fusa più brillante.
1.4 L'influenza degli elementi della lega sulle prestazioni di lavorazione dell'oro rosso K
L'oro rosso K con diverse composizioni di lega differisce significativamente nella durezza di fusione. In generale, le leghe con un maggiore contenuto di Cu hanno una durezza di fusione più elevata. Prendendo come esempio l'oro rosso 18K, quando il contenuto di Cu è di 18%, la durezza di fusione è solitamente inferiore a HV170, mentre quando il contenuto di Cu supera i 21%, la durezza iniziale può superare HV210. Ciò indica che l'effetto di rafforzamento del Cu nell'oro rosso K è predominante.
Le prestazioni di lavorazione dell'oro rosso K dipendono principalmente dalla composizione della lega e dallo stato organizzativo. La laminazione diretta in condizioni di colata è soggetta a cricche. Il tasso di incrudimento è strettamente correlato al contenuto di Cu; quando il contenuto di Cu è basso, il tasso di incrudimento è relativamente lineare. Quando il contenuto di Cu aumenta fino a un certo livello, il tasso di incrudimento appare relativamente piatto nelle prime fasi di lavorazione. Al contrario, la lega si indurisce rapidamente nelle fasi successive, influenzando la flessibilità.
1.5 L'influenza degli elementi della lega sulla resistenza alla corrosione dell'oro rosso K
L'oro rosso K utilizza principalmente il Cu come elemento di lega. Il Cu ha una stabilità chimica inferiore a quella del metallo nobile oro ed è incline a reagire con ossigeno, zolfo, ecc. formando CuO o CuS. L'aumento del contenuto di Au contribuisce a migliorare le prestazioni dell'oro rosso K in termini di decolorazione. L'oro rosso K di alta qualità ha una migliore resistenza alla decolorazione da sudore rispetto all'oro rosso K di bassa qualità. Tuttavia, il contenuto di Au non è l'unico fattore che determina la resistenza all'opacità e alla decolorazione. L'opacità e la decolorazione sono il risultato combinato di processi chimici, ambiente e struttura organizzativa. L'aggiunta di alcuni elementi attivi sull'ossigeno alla lega di oro rosso K può formare una pellicola densa di ossido trasparente sulla superficie della lega, che può anche portare a una migliore resistenza all'opacità e allo scolorimento dell'oro rosso K.
2. Selezione dell'oro rosso K Filler
La composizione della lega gioca un ruolo decisivo per le sue prestazioni. Nella scelta del riempitivo K oro rosso, è necessario partire dai requisiti prestazionali della lega e concentrarsi sui seguenti aspetti:
(1) Aspetto del colore.
Deve avere un eccellente colore rosso e una buona luminosità. Inoltre, la lega deve avere una buona resistenza all'opacizzazione, riducendo la probabilità di cambiare colore durante lo stoccaggio e l'uso; la lega può essere lasciata senza trattamento galvanico.
(2) La lega deve avere grani raffinati e una struttura densa, con buone proprietà meccaniche.
Per affrontare la frattura fragile spesso causata dalle transizioni di ordine nell'oro rosso K, si dovrebbe evitare il rapporto di composizione ideale che forma il massimo grado di ordine quando si progetta la composizione della lega.
(3) L'adattabilità della lega a diverse tecniche di lavorazione e l'operatività dei processi evitano i problemi operativi causati da un intervallo di lavorazione troppo ristretto.
(4) Nella selezione degli elementi di lega, si segue il principio delle ampie fonti di materiale, del basso costo e della compatibilità ambientale per ridurre i costi delle leghe.
3. Composizione e proprietà di alcuni tipi di oro K
In risposta alla domanda del mercato della gioielleria di oro K in diversi colori, l'industria ha sviluppato una serie di oro K rosa-rosso e, in base ai diversi requisiti del processo produttivo, ha sviluppato oro K adatto sia alla fusione che alla lavorazione a freddo. La composizione e le proprietà di alcuni tipi di oro K sono riportate nella Tabella 3-16.
Tabella 3-16 Proprietà di alcuni tipi di oro K
| La purezza | Composizione chimica (wt)/% | Punto di fusione /℃ | Densità/ (g/cm3) | Durezza morbida HV/(N/mm2) | Colore | |||
|---|---|---|---|---|---|---|---|---|
| La purezza | Au | Ag | Cu | Zn | Punto di fusione /℃ | Densità/ (g/cm3) | Durezza morbida HV/(N/mm2) | Colore |
| 18K | 750 | 90 | 160 | - | 880 ~ 885 | 15.3 | 160 | Rosa |
| 18K | 750 | 45 | 205 | - | 855 ~ 890 | 15.15 | 165 | Rosso |
| 14K | 585 | 100 | 277 | 38 | 810 ~ 880 | 13.25 | 148 | Rosa |
| 14K | 585 | 90 | 325 | - | 850 ~ 885 | 13.30 | 160 | Rosso |
4. Problemi comuni con i gioielli in oro rosso K
I gioielli in oro rosso K incontrano spesso vari problemi durante la produzione e l'utilizzo, tra cui i seguenti aspetti.
4.1 Problemi di frattura fragile
Il problema della frattura fragile dei gioielli in oro rosso K è un problema importante che le aziende produttrici di gioielli incontrano di frequente quando producono gioielli in oro rosso K. Una forma tipica di questa frattura, realizzata con materiale 18KR e utilizzando materiali di riempimento convenzionali in oro rosso K, mostra la presenza multipla di tali crepe dopo la colata, senza alcuna deformazione di plasticità in prossimità della frattura, presentando un tipico fenomeno di frattura fragile Figura 3-43.
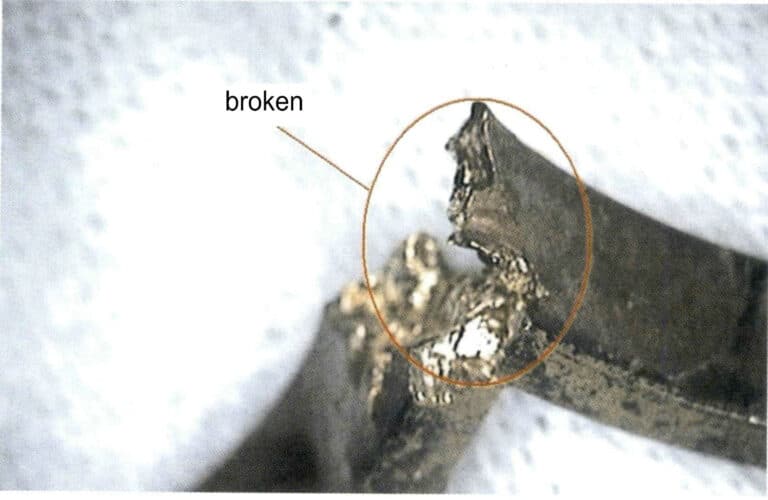
La pratica dimostra che la frattura da fragilità dei gioielli in lega d'oro rosso K si verifica sia nei 14KR che nei 18KR, e la frattura da fragilità è particolarmente evidente nei 18KR. Inoltre, non compare solo durante il processo di raffreddamento della colata, ma può anche rendere fragile il materiale durante le successive fasi di ricottura, saldatura e persino durante il processo di raffreddamento della procedura di incastonatura della pietra con vernice a fuoco. Ciò può provocare la frattura del gioiello in presenza di una leggera forza esterna o di un impatto. Quando la fragilità è grave, la lega può rompersi facilmente come un ramoscello secco, a differenza delle proprietà di duttilità e plasticità delle leghe di metalli preziosi adatte, causando notevoli problemi e difficoltà di lavorazione alle imprese di produzione di gioielli.
I principali fattori che portano alla rottura della fragilità dei gioielli in oro rosso K sono i seguenti:
(1) L'influenza della composizione della lega.
Il diagramma di fase della lega binaria nella Figura 3-11 mostra che quando il contenuto di Cu è compreso tra 30% e 80%, durante il processo di fusione dopo la colata, quando la temperatura è superiore a 410℃, la lega binaria Au-Cu è completamente solubile. Quando la temperatura scende al di sotto dei 410℃, a seconda delle diverse composizioni della lega, si producono diversi gradi di trasformazione dell'ordine che riducono la flessibilità del materiale, rendendo la lega fragile. Pertanto, quando si sceglie l'oro rosso K per le riparazioni, è preferibile scegliere materiali con un grado di trasformazione d'ordine relativamente basso.
(2) L'influenza della velocità di raffreddamento.
Come altri materiali metallici, anche i materiali in oro rosso K subiscono uno stress termico durante il processo di raffreddamento da alta a bassa temperatura, in particolare durante il raffreddamento rapido, che ha maggiori probabilità di produrre uno stress termico significativo, portando a deformazioni o addirittura a crepe nei gioielli. Pertanto, per ridurre lo stress termico nella lavorazione dell'oro K e dell'oro bianco K si adotta generalmente un metodo di raffreddamento lento. Tuttavia, se questo metodo viene utilizzato nella lavorazione di gioielli in oro rosso K, i gioielli sono soggetti a stress organizzativo a causa della trasformazione dell'ordine. La transizione dell'oro rosso K dal disordine all'ordine non avviene istantaneamente; è un processo che si basa sulla migrazione e sul riarrangiamento atomico. Poiché la diffusione e la migrazione atomica richiedono tempo, è evidente che se l'oro rosso K viene raffreddato rapidamente da una temperatura superiore alla temperatura critica di trasformazione a temperatura ambiente, sopprimerà il processo di ordinamento e potrà persino mantenere lo stato disordinato ad alte temperature.
Pertanto, nella lavorazione dell'oro rosso K, non è sufficiente adottare un metodo di raffreddamento lento per ridurre lo stress termico; la chiave è ridurre al minimo la somma di stress termico e stress strutturale. Inoltre, durante il processo di stampaggio dei gioielli, è spesso necessario eseguire saldature di riparazione sugli ornamenti o saldare insieme i componenti; quando si incastonano i gioielli, si prevede di fissare prima gli ornamenti con la lacca a fuoco, il che richiede il riscaldamento del pezzo. Anche se non si verificano trasformazioni d'ordine durante la colata, nella lavorazione successiva, come il raffreddamento lento dopo il riscaldamento o il mantenimento di una temperatura inferiore alla temperatura critica per un certo periodo, si verificheranno comunque trasformazioni d'ordine. Pertanto, nella successiva lavorazione dei getti di oro rosso K, occorre prestare attenzione all'intervallo di temperatura di riscaldamento e alla velocità di raffreddamento dopo il riscaldamento. La saldatura laser può riparare piccoli fori di sabbia su ornamenti o punti di connessione della saldatura, se le condizioni lo consentono, per evitare il rischio di fratture fragili causate dalla formazione di una soluzione solida ordinata dopo il riscaldamento della lega.
(3) L'impatto dei processi di deformazione.
Nella produzione di gioielli, per la formatura si ricorre comunemente allo stampaggio meccanico o alla pressatura idraulica. Se il materiale in lega ha già subito un certo grado di trasformazione d'ordine, la flessibilità del materiale sarà significativamente influenzata. Se combinata con gli effetti dell'indurimento durante il processo di deformazione, la flessibilità del materiale può provocare delle crepe. Pertanto, quando si lavora l'oro rosso K, il lingotto deve essere sottoposto a un trattamento in soluzione per formare una soluzione solida monofase uniformemente composta. Durante la lavorazione, il materiale subisce un indurimento da lavoro che ne riduce la flessibilità; è quindi necessario un trattamento intermedio di ricottura per eliminare le tensioni generate durante la lavorazione.
4.2 Problemi di colore
Nei gioielli in oro rosso K, l'aspettativa generale è che la lega abbia un buon colore rosso. È noto che tra tutti gli elementi chimici conosciuti, solo alcuni elementi metallici sono colorati, come Au, che appare giallo oro; Cu, che appare rossastro; Bi, che appare rosso chiaro; e Ce, che sembra giallo chiaro, mentre il resto degli elementi metallici sono per lo più grigio-bianco o bianco argento. Il Cu ha un impatto significativo sulle proprietà meccaniche dell'oro; pertanto, il Cu è l'elemento di lega più basilare e primario per ottenere l'oro K rosso. Più alto è il contenuto di Cu, più l'oro K è rosso.
Per la gioielleria, le purezza comunemente utilizzate sono 18K e 14K. Se si tratta semplicemente di una lega binaria Au-Cu, la lega presenta un colore rosso leggermente opaco ed è soggetta alla produzione di inclusioni di ossidazione durante la fusione. Durante il processo di raffreddamento dopo la colata, è facile che subisca trasformazioni di ordine, con conseguente fragilità della lega.
Per ottenere migliori prestazioni di lavorazione e fusione, all'oro K vengono spesso aggiunti altri elementi di lega oltre al Cu, che possono dare origine a un colore rosso relativamente più chiaro. Alcune aziende talvolta elettroplaccano uno strato di oro K sulla superficie dei gioielli, ottenendo così un colore rosso rosato brillante e uniforme, con un eccellente effetto decorativo. Tuttavia, una volta che la placcatura si consuma, si può facilmente creare un contrasto di colore che influisce sull'aspetto.
4.3 Problemi di opacità e decolorazione
I gioielli in oro K tendono a opacizzarsi e a scolorirsi dopo essere stati utilizzati o riposti per un certo periodo di tempo, perdendo la luminosità e la brillantezza iniziali.
Prendendo come esempio il 18KR, è stato immerso nel sudore artificiale per il test di corrosione, misurando i valori delle coordinate cromatiche prima e dopo il test e calcolando le loro variazioni e i valori della differenza cromatica, come mostrato nella Tabella 3-17. Si può notare che con l'aumentare del tempo di corrosione, il valore di luminosità L* diminuisce continuamente. Si può notare che con l'aumentare del tempo di corrosione, il valore di luminosità L* diminuisce continuamente. Al contrario, i valori a* e b* aumentano e la differenza di colore aumenta gradualmente. Ciò indica che la superficie della lega diventa gradualmente opaca e il colore diventa gradualmente giallo e rosso. Nelle prime 24 ore di corrosione, il tasso di variazione dei valori di luminosità e croma della lega è relativamente veloce, in particolare l'indice giallo-blu cambia rapidamente. Dopo 24 ore, le variazioni delle coordinate cromatiche si stabilizzano.
Tabella 3-17 Valori delle coordinate cromatiche e variazioni di 18KR dopo l'immersione in sudore artificiale per diverse durate
| Tempo di ammollo | L* | a* | b* | △L* | △a * | △b* | Differenza di colore △E |
|---|---|---|---|---|---|---|---|
| 0 ore | 85.97 | 9.6 | 18.15 | 0.00 | 0.00 | 0.00 | 0.00 |
| 24 ore | 85.56 | 10.04 | 19.48 | -0.41 | 0.44 | 1.33 | 1.46 |
| 48 ore | 85.31 | 10.29 | 19.75 | -0.66 | 0.69 | 1.6 | 1.86 |
| 72 ore | 85.24 | 10.43 | 19.82 | -0.73 | 0.83 | 1.67 | 2.00 |
L'imbrunimento e il cambiamento di colore dell'oro K sono strettamente correlati alle proprietà del materiale e, naturalmente, anche al processo di produzione e alle condizioni di utilizzo. Alcuni tipi di oro K possono migliorare la resistenza alla corrosione dei materiali in lega con l'aggiunta di una piccola quantità di elementi leganti, migliorando così la capacità di resistere all'imbrunimento e al cambiamento di colore. Questo tipo di oro K dovrebbe essere considerato prioritario durante la produzione.
Sezione V Saldatura decorativa in oro
1. Requisiti prestazionali per la saldatura in oro decorativo
La saldatura è il processo più comunemente utilizzato nella produzione di gioielli. Per i gioielli in oro, i principali metodi di saldatura sono la saldatura per fusione e la brasatura. La saldatura per fusione prevede il riscaldamento dell'interfaccia del pezzo in lavorazione fino allo stato fuso, senza applicare pressione per completare la saldatura. Per la saldatura di gioielli in oro di elevata purezza, come le collane in oro 24K, la saldatura per fusione viene generalmente utilizzata direttamente per garantire la qualità del colore dell'area saldata. La brasatura utilizza come riempitivo un materiale metallico con un punto di fusione inferiore a quello del pezzo, riscaldando il pezzo e il riempitivo a una temperatura superiore al punto di fusione del riempitivo e inferiore al punto di fusione del pezzo, consentendo al riempitivo liquido di bagnare il pezzo, riempire lo spazio dell'interfaccia e ottenere la diffusione atomica con il pezzo, completando così la saldatura. La brasatura è ampiamente utilizzata nella maggior parte dei processi di saldatura dei gioielli, dove l'apporto è la base per garantire la qualità della saldatura. Il cosiddetto riempitivo si riferisce al materiale utilizzato per riempire saldamente i punti di connessione dei componenti di gioielleria per incollare i pezzi. Il riempimento decorativo per la brasatura dell'oro è un materiale in lega composto da oro come base e altri elementi di lega aggiunti per il riempimento della saldatura ed è anche un componente essenziale della gioielleria in oro.
I seguenti requisiti si applicano in generale al riempimento per brasatura di gioielli in oro:
(1) Il contenuto di oro nella saldatura deve essere coerente con i gioielli per garantire i requisiti di qualità del colore.
(2) La saldatura deve avere buone prestazioni di saldatura.
L'intervallo di fusione della saldatura è relativamente piccolo, scorre bene dopo la fusione, bagna bene il corpo metallico e facilita la saldatura e la penetrazione di piccole giunture. La zona di saldatura ha una struttura densa, si combina bene con il corpo metallico e non è soggetta a difetti come pori e inclusioni.
(3) La saldatura deve avere buone proprietà fisiche e chimiche.
Deve essere paragonabile al corpo metallico saldato per colore, resistenza alla corrosione e altri aspetti.
(4) Poiché la saldatura dei gioielli presenta spesso molti punti di saldatura dispersi, sono necessarie saldature multiple per completare l'assemblaggio e riparare i difetti dell'intero pezzo. Ciò richiede non solo che il punto di fusione della saldatura sia inferiore al punto di fusione più basso del corpo metallico, ma anche che la saldatura sia costituita da una serie di saldature con punti di fusione diversi. Nelle saldature successive, il punto di fusione della saldatura deve essere inferiore a quello della saldatura precedente, il che richiede la formazione di ciò che viene comunemente definito nel settore come saldatura alta, media e bassa.
(5) La saldatura deve avere buone proprietà meccaniche e prestazioni di lavorazione.
Nell'industria della gioielleria, la saldatura viene spesso arrotolata in fogli sottili o trafilata in fili sottili per l'uso, il che richiede che la saldatura abbia buone proprietà di deformazione a freddo e proprietà meccaniche simili al corpo metallico nel punto di saldatura, in modo da non causare fratture fragili nell'area di saldatura.
(6) Le saldature sono sicure e rispettose dell'ambiente, evitando elementi tossici come il Cd e il Pb.
Il Cd è un elemento di lega tradizionale nelle saldature per gioielli in oro K, in grado di abbassare efficacemente il punto di fusione delle leghe della serie Au-Ag-Cu e di migliorare la fluidità e la capacità di riempimento della saldatura. Le proprietà meccaniche delle saldature contenenti Cd sono eccellenti. Tuttavia, poiché quando viene fusa genera rapidamente fumi di CdO dannosi per il corpo umano, presenta una tossicità da contatto e il suo utilizzo deve essere limitato. Secondo lo standard nazionale "Regulations on the Limit of Harmful Elements in Jewelry" (GB 28480-2012) e la Direttiva RoHS dell'Unione Europea (2005/618/CE) (1), il contenuto totale di elementi nocivi nelle saldature per gioielli in oro non deve superare il limite massimo specificato dallo standard, ovvero il contenuto di Cr (esavalente), Hg, Pb inferiore a 1000mg/ kg, il contenuto di Cd inferiore a 100mg/kg e il rilascio di Ni inferiore a 0,2/ug/ (cm).2⸳settimana).
2. Formulazione della saldatura per gioielli in oro K
Le saldature per gioielli in oro K sono preparate con leghe della serie Au-Ag-Cu o Au-Ag-Cu-Zn. L'utilizzo di leghe della serie Au-Ag-Cu garantisce che la composizione della lega di saldatura sia la stessa della lega per gioielli in oro K, mantenendo la coerenza della composizione e del colore.
Tuttavia, il punto di fusione della lega di saldatura deve essere inferiore al punto di fusione della lega di gioielli in oro K, quindi il rapporto tra Ag e Cu nella lega della serie Au-Ag-Cu deve essere regolato per abbassare il punto di fusione della saldatura. Se è necessario ridurre ulteriormente il punto di fusione, si possono aggiungere elementi di lega a basso punto di fusione come Zn, Sn, In e Ga. Tra questi, lo Zn ha una solubilità fino a 33,5%(at) in Au, In e Ga, intorno a 12%(at), e la solubilità limite di Sn è 6,8%(at). Pertanto, l'aggiunta di una piccola quantità di In, Ga, Sn all'Au può abbassare significativamente la temperatura della fase liquida della lega, ma un'aggiunta eccessiva ridurrà la linea di solidità, amplierà l'intervallo di fusione e causerà effetti negativi. La Tabella 3-18 elenca le composizioni e gli intervalli di fusione delle leghe d'oro K.
Tabella 3-18 Composizione e intervallo di fusione di alcune leghe di saldatura in oro K
| La purezza | Tipo di saldatura | Composizione chimica (wt)/% | Temperatura della linea Solidus /℃ | Temperatura della linea Liquidus /℃ | Punto di fusione /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| La purezza | Tipo di saldatura | Au | Ag | Cu | Zn | In | Ga | Temperatura della linea Solidus /℃ | Temperatura della linea Liquidus /℃ | Punto di fusione /℃ |
| 9K | Bassa temperatura | 37.5 | 31.88 | 18.13 | 8.12 | 3.12 | 1.25 | 637 | 702 | 65 |
| 9K | Alta temperatura | 37.5 | 29.38 | 19.38 | 10.62 | 2.5 | 0.62 | 658 | 721 | 63 |
| 14K | Bassa temperatura | 58.34 | 13.33 | 15.00 | 8.75 | 4.58 | - | 669 | 741 | 72 |
| 14K | Temperatura media | 58.34 | 14.49 | 14.25 | 9.17 | 3.75 | - | 660 | 745 | 85 |
| 14K | Alta temperatura | 58.34 | 14.16 | 14.58 | 10.00 | 2.92 | - | 668 | 748 | 80 |
| 18K | Bassa temperatura | 75.00 | 6.25 | 8.50 | 5.50 | 4.75 | - | 730 | 765 | 35 |
| 18K | Temperatura media | 75.00 | 5.75 | 9.50 | 6.00 | 3.75 | - | 682 | 767 | 85 |
| 18K | Alta temperatura | 75.00 | 5.25 | 12.25 | 6.50 | 1.00 | - | 792 | 829 | 37 |
| 22K | Bassa temperatura | 91.80 | 2. 40 | 2.00 | 1.00 | 2.80 | - | 850 | 890 | 40 |
| 22K | Temperatura media | 91.80 | 3.00 | 2.60 | 1.00 | 1.60 | - | 895 | 920 | 25 |
| 22K | Alta temperatura | 91.80 | 4.20 | 3.00 | 1.00 | - | - | 940 | 960 | 20 |
3. Preparazione di leghe per saldatura in oro bianco al nichel K
Le varietà e le quantità di saldature in oro bianco al nichel K sono relativamente poche e consistono principalmente nei seguenti sistemi di leghe:
(1) Leghe della serie Au-Cu-Ni-Zn.
Le saldature in oro bianco 18K al nichel si basano principalmente su componenti in lega a basso punto di fusione della serie Au-Ni. Tuttavia, per la maggior parte dei gioielli in oro bianco K, il punto di fusione delle leghe di saldatura Au-Ni
È ancora relativamente alto, il che lo rende inadatto all'uso diretto come saldatura. È necessario aggiungere altri componenti, come l'aggiunta di Zn per abbassare il punto di fusione della saldatura e l'aggiunta di Cu per migliorare la lavorabilità, formando la lega di saldatura Au-Cu-Ni-Zn.
(2) Lega Au-Ag-Cu-Ni-Zn.
Le saldature in oro bianco K a basso contenuto di oro possono utilizzare la lega Au-Ag-Cu-Ni-Zn, con Ni e Zn come agenti sbiancanti per aumentare il contenuto di Ag come lega di saldatura.
Le formule comuni delle saldature per gioielli in oro bianco serie K Au-Cu-Ni-Zn o Au-Ag-Cu-Ni-Zn sono riportate nella Tabella 3-19. Le saldature commerciali si presentano sotto forma di fogli di saldatura, fili di saldatura, polveri di saldatura e paste di saldatura. La Figura 3-44 mostra un tipico foglio di saldatura in oro K.
Tabella 3-19 Formule comuni di saldatura per gioielli in oro bianco al nichel K
| Aspetto della saldatura | Composizione chimica (wt)/% | Intervallo di temperatura di fusione /℃ | |||||
|---|---|---|---|---|---|---|---|
| Aspetto della saldatura | Au | Ag | Cu | Ni | Zn | Intervallo di temperatura di fusione /℃ | |
| 18K | 75.00 | - | 1.00 | 16.50 | 7.50 | 888 ~ 902 | |
| 18K | 75.00 | - | 6.50 | 12.00 | 6.50 | 803 ~ 834 | |
| 14K | 58.33 | 15.75 | 11.00 | 5.00 | 9.92 | 800 ~ 833 | |
| 14K | 58.33 | 15.75 | 5.00 | 5.00 | 15.92 | 707 ~ 729 | |
| 10K | 41.67 | 30.13 | 15.10 | 12.00 | 1.10 | 800 ~ 832 | |
| 10K | 41.67 | 28.10 | 14.10 | 10.00 | 6.13 | 736 ~ 784 | |
| 8K | 33.30 | 42.00 | 10.00 | 5.00 | 9.70 | 721 ~ 788 | |