Come padroneggiare la lavorazione di gemme cabochon e perline e come eseguire l'analisi della qualità della lavorazione delle gemme
Introduzione:
Scoprite i segreti della lavorazione delle gemme cabochon e perline con la nostra guida concisa. È ricca di consigli pratici per gioiellieri e designer per modellare e lucidare queste gemme per ottenere la massima lucentezza. Inoltre, imparate l'analisi della qualità per individuare i difetti e garantire che le vostre creazioni soddisfino gli standard più elevati. Indispensabile per tutti coloro che operano nel settore della gioielleria, dai negozi ai creatori personalizzati.
Schema della pressa per trapano e della pressa per trapano
Indice dei contenuti
Sezione I Lavorazione di gemme a forma di cabochon e di perline
1. Varietà di gemme cabochon
Le gemme curve e a forma di perla sono prodotti composti principalmente da superfici curve, note anche come gemme a superficie convessa o liscia. Le gemme a superficie liscia sono realizzate con materiali semitrasparenti o opachi e le caratteristiche della lavorazione delle gemme a superficie liscia sono in grado di evidenziare appieno la lucentezza e gli speciali effetti ottici della superficie della gemma.
1.1 Varietà e classificazioni delle gemme cabochon (convesse)
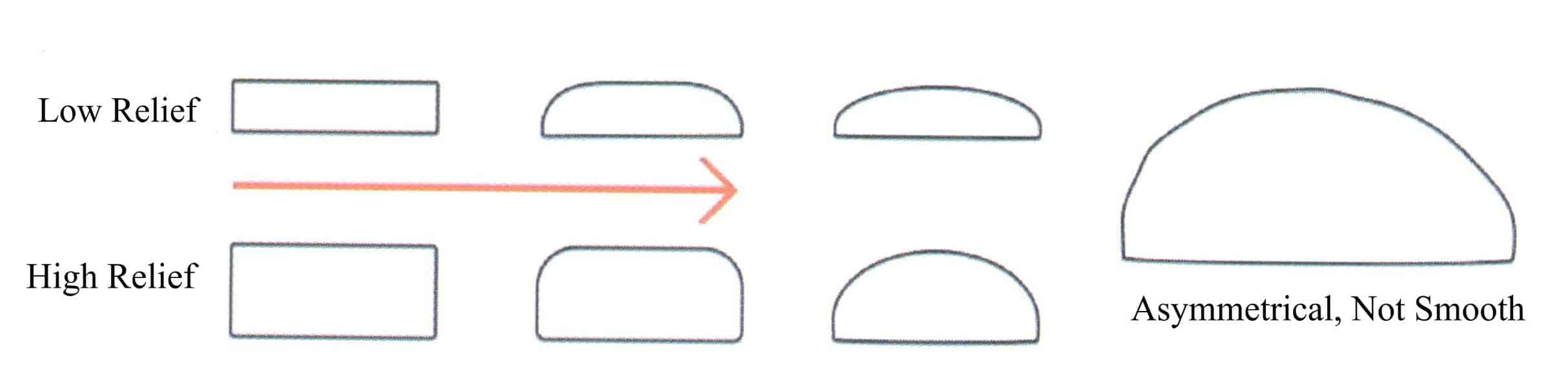
(1) Classificazione in base alla forma del bordo della vita e della sezione trasversale (Figura 8-1)
(2) Classificazione in base alla forma del lato
- Le superfici singole convesse possono essere suddivise in alte, medie e basse convesse.
- Le superfici a doppia convessità possono essere suddivise in alte, medie e basse convessità.
I tipi ad alta convessità sono spesso utilizzati per la conservazione dei prodotti, mentre i tipi a media convessità sono comunemente utilizzati per i materiali gemmologici di fascia media e bassa. I tipi a bassa convessità e vuoti riflettono la trasparenza e il colore del materiale, come mostra la Figura 8-2.

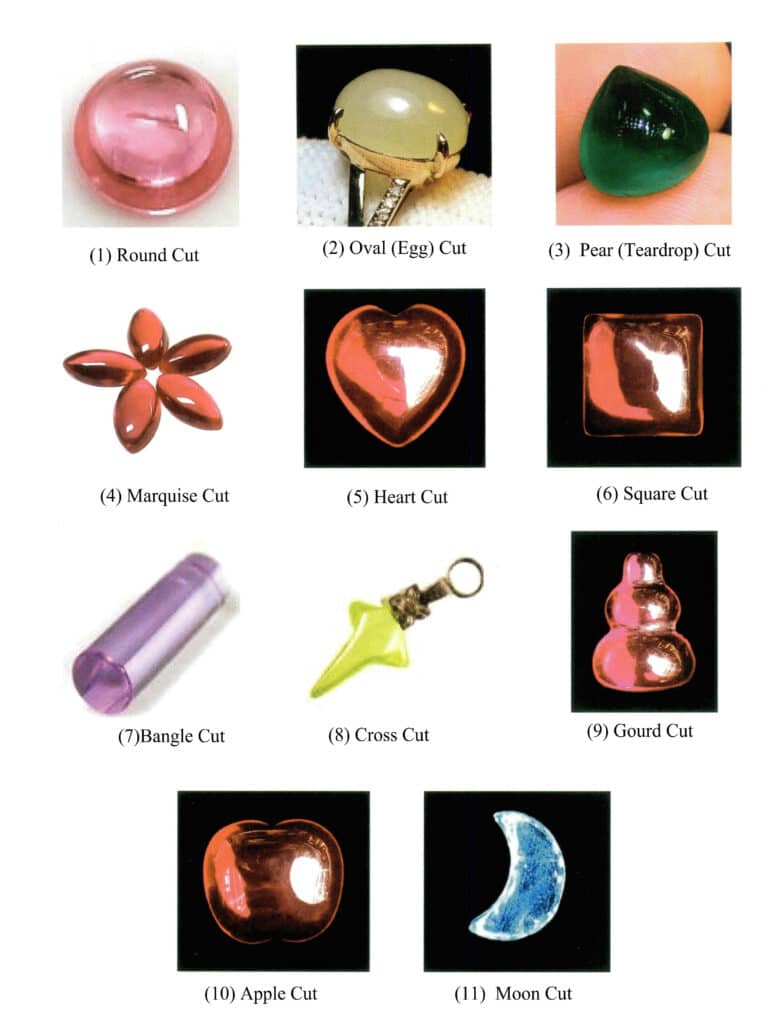
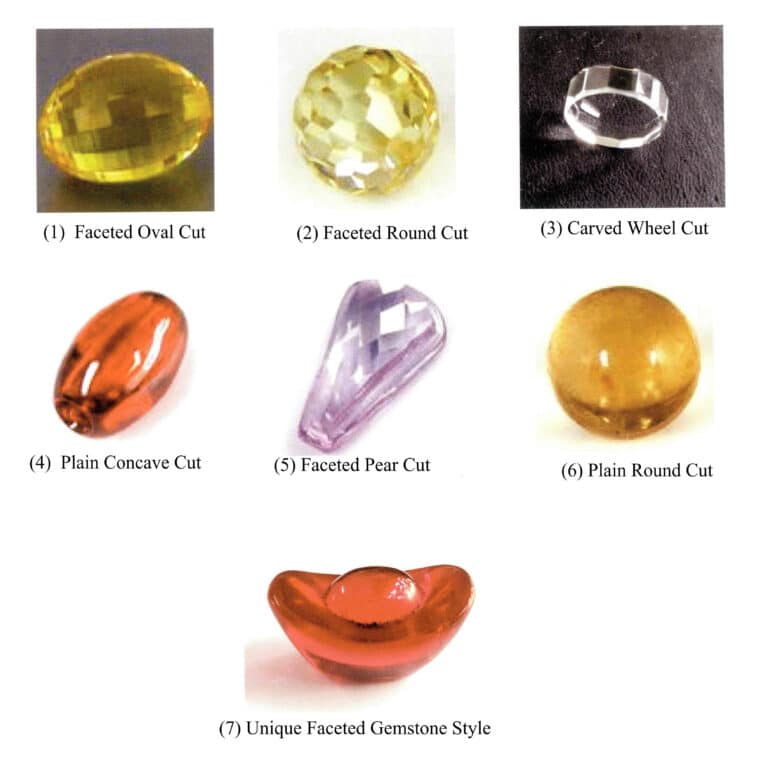
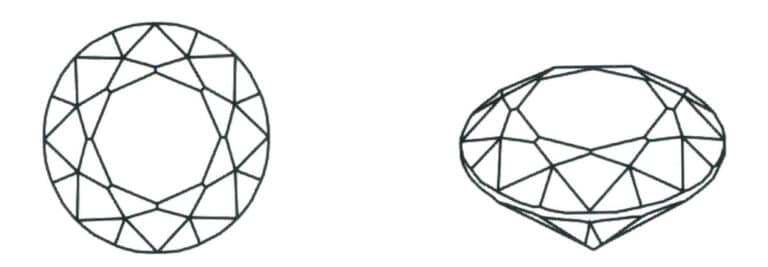
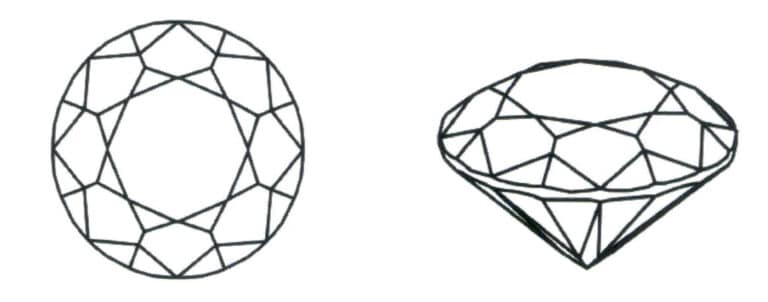
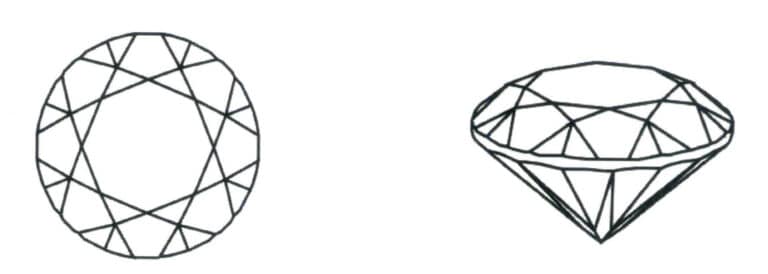
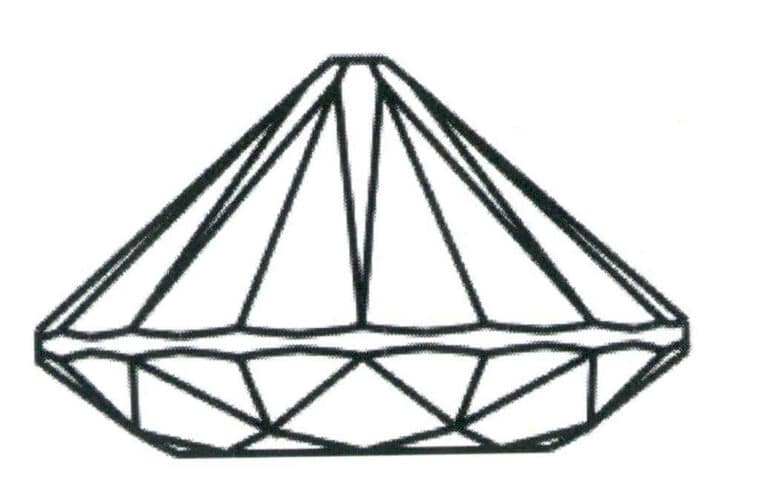
1.2 Stili di gemme comuni
Le forme delle gemme si dividono anche in sfaccettate e lisce, come illustrato nella Figura 8-3.
2. Lavorazione delle gemme cabochon
2.1 Tecniche di lavorazione delle gemme cabochon
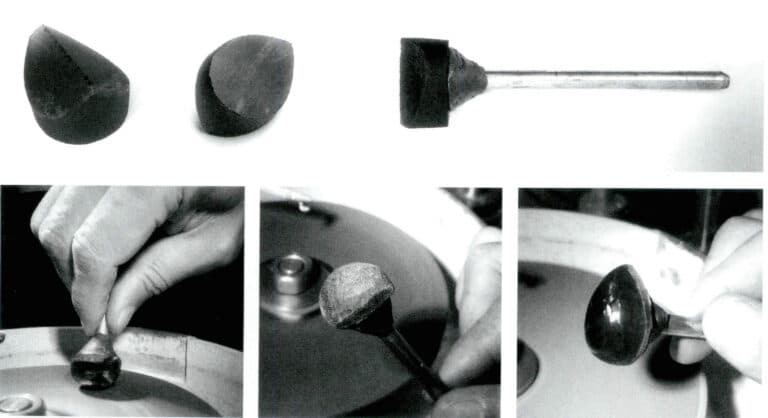
(1) Flusso di lavoro per la lavorazione di gemme a curvatura unica
Il flusso di lavoro principale per la lavorazione di gemme singole curve consiste nel tagliare la pietra, romperla, molare la base, incollare la pietra, modellare il contorno, molare finemente, lucidare, rimuovere la pietra e pulire (Figura 8-4).
Video sulla lavorazione delle gemme cabochon a taglio singolo
(2) Principi della lavorazione delle gemme curve (Figura 8-5)
2.2 Processo di produzione di massa delle gemme cabochon
I principali processi per la produzione di massa di gemme ricurve sono il taglio, la sagomatura, la molatura a punta, la lucidatura a vibrazione e la pulitura.
2.3 Tecniche di lavorazione delle pietre preziose di fabbrica
Video sulla lavorazione delle pietre preziose tagliate a perline
2.4 Apparecchiature per la lavorazione dei fori nelle gemme sferiche
(1) Macchina di perforazione a ultrasuoni
La perforatrice a ultrasuoni è disponibile in due modelli: ad ago singolo e a più aghi. Le loro strutture sono identiche, ma la differenza è che la potenza della perforatrice a ultrasuoni a ago singolo è inferiore a quella della perforatrice a ultrasuoni a più aghi. L'asta di ampiezza può saldare più aghi d'acciaio, consentendo di praticare contemporaneamente più fori per le gemme. Il principio di funzionamento della perforatrice a ultrasuoni: il generatore di ultrasuoni produce onde ultrasoniche, che fanno vibrare il magnete attraverso la bobina. Sotto l'azione del trasduttore, vengono generate onde di vibrazione elettrica a frequenza ultrasonica e l'ampiezza viene amplificata a 0,01~0,15 mm attraverso l'inserto di ampiezza, che viene poi trasmesso all'ago per creare vibrazioni ultrasoniche, colpendo il materiale di lavorazione più di 16.000 volte al secondo. Sotto la cooperazione del diamante e della sospensione di lavorazione acqua-liquido, il materiale nell'area di lavorazione viene frantumato in particelle molto fini dall'impatto, e la sospensione lava via le particelle frantumate dall'impatto e rifornisce nuovi diamanti fino al completamento del lavoro di perforazione.Il diagramma schematico del principio di perforazione a ultrasuoni con ago singolo e della macchina di perforazione a ultrasuoni con ago singolo è mostrato nella Figura 8-6.
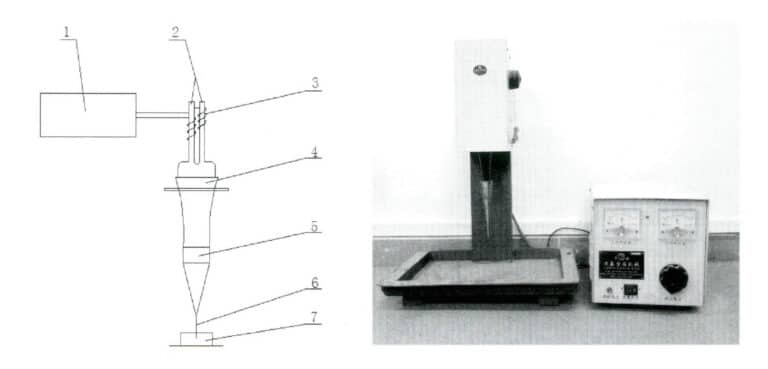
1. Generatore di ultrasuoni; 2. Magnete; 3. Bobina; 4. Trasduttore; 5. Trasformatore di ampiezza; 6. Ago in acciaio; 7. Materiale della gemma
Foratura a ultrasuoni Video
(2) Macchina di perforazione ad alta velocità
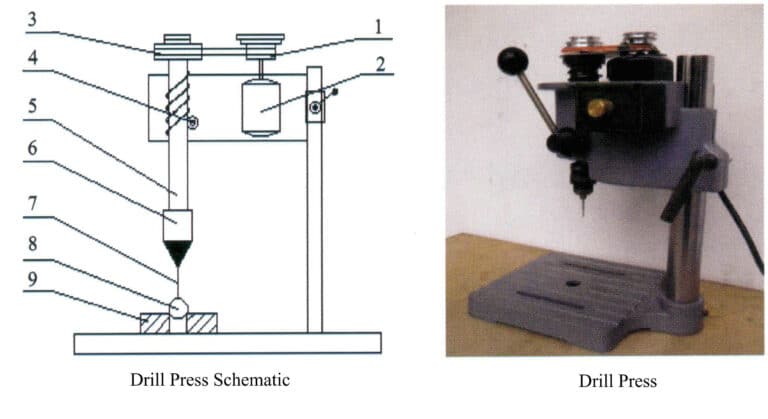
La struttura della macchina di perforazione è composta da motore, cinghia, dispositivo di perforazione a puleggia, mandrino, telaio del mandrino, ecc. Principio di funzionamento: il motore montato sul telaio è dotato di una puleggia regolabile in velocità sull'albero del motore, che aziona la rotazione della puleggia del mandrino attraverso la cinghia. Una punta diamantata viene installata sul mandrino e il movimento verticale del dispositivo di foratura e la rotazione del mandrino con la punta diamantata completano la foratura di gemme di materiale duro.
Il diagramma schematico della macchina di perforazione ad alta velocità e della macchina di perforazione è mostrato nella Figura 8-7.
1. Motore elettrico; 2. Cinghia; 3. Puleggia; 4. Dispositivo di foratura; 5. Mandrino; 6. Mandrino; 7. Punta; 8. Gemma; 9. Dispositivo
3. Tecnologia di lucidatura per i fori interni delle gemme
3.1 Meccanismo di lucidatura del foro interno
Dopo la foratura delle gemme, soprattutto quelle trasparenti e traslucide a forma di perla, la consistenza grezza dei fori è molto evidente e influisce sulla qualità estetica dei bracciali o delle collane, per cui i fori interni devono essere lucidati. Lo scopo della lucidatura dei fori interni è quello di rimuovere gli strati irregolari e fessurati prodotti durante la foratura, ottenendo la necessaria levigatezza della superficie. La prima fase rimuove gli strati irregolari all'interno dei fori delle gemme. La seconda fase rimuove gli strati fessurati. Durante la lucidatura dei fori interni, la polvere di diamante e il liquido di lucidatura vengono spinti dal filo di rame ondulato e alcune particelle abrasive vengono spinte nelle depressioni del filo di rame ondulato. Al contrario, un gran numero di particelle abrasive libere sulla superficie del foro vengono spinte, tirate, fatte vibrare e rotolare quando il filo di rame ondulato si muove rispetto al foro interno della gemma, scontrandosi con i picchi degli strati irregolari sulla superficie del foro. Tuttavia, poiché il filo di rame ondulato è morbido, si trova in uno stato di fluttuazione elastica durante il lavoro, con un effetto di taglio relativamente debole, che lascia solo graffi poco profondi sulla superficie lavorata e richiede quindi un tempo di lucidatura più lungo. Con l'azione di vibrazione e trazione, le particelle abrasive aumentano sul filo di rame ondulato, conferendogli un certo effetto di microtaglio, consentendo di procedere alla lucidatura in modo relativamente rapido e di migliorare rapidamente la levigatezza della superficie del foro.
3.2 Attrezzature, strumenti e processo di lucidatura per la lucidatura del foro interno
- Macchina lucidatrice vibrante.
- Filo di rame ondulato.
- Processo di lucidatura.
Infilare le perline con il filo di rame ondulato, 5~10 perline per filo, fissando entrambe le estremità del filo di rame per evitare che le perline cadano. Inserire la polvere lucidante nella tramoggia della macchina vibrante e iniziare la lucidatura.
Sezione II Analisi della qualità della lavorazione delle pietre preziose
1. Difetti comuni del prodotto e cause nella lavorazione delle gemme sfaccettate
Le gemme sfaccettate incontrano più o meno problemi di qualità del prodotto durante la lavorazione. Analizzare la qualità dei prodotti e le ragioni della loro qualità ed evitare problemi di qualità durante la produzione è un metodo per le imprese per controllare i costi.
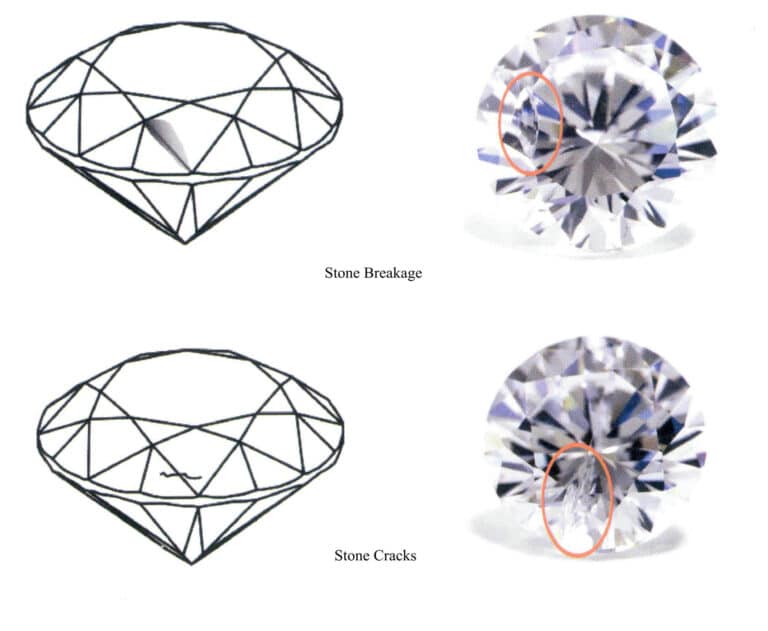
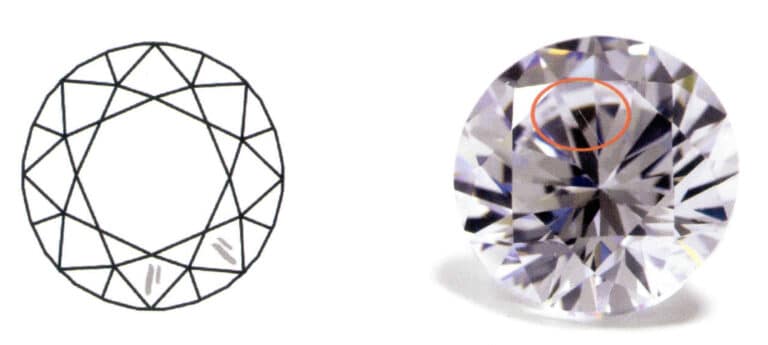
(1) Rottura e incrinatura
Per scheggiatura si intende la presenza di intagli nel prodotto. La fessurazione si riferisce a crepe interne o esterne (Figura 9-1).
Il motivo principale della rottura è la collisione con oggetti duri durante le operazioni di incisione, lucidatura e pulizia. La causa delle crepe è la mancata rimozione delle crepe esistenti nel materiale grezzo durante il taglio o le operazioni di taglio non corrette. Anche il calore generato durante l'incisione e la lucidatura può essere causa di cricche.
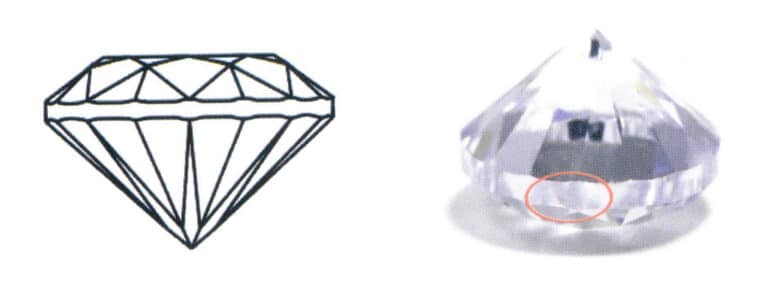
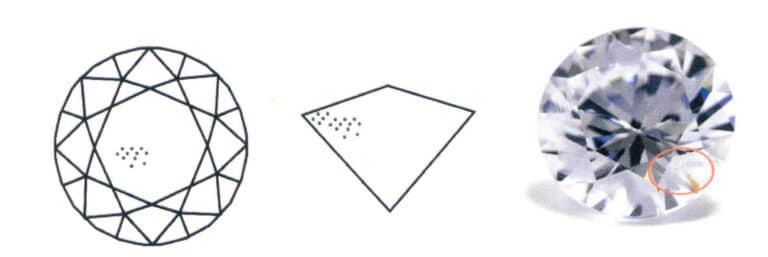
(2) Bolle e impurità
Le bolle e le impurità sono inclusioni all'interno della materia prima della gemma che non sono state completamente rimosse durante il taglio, come mostrato nella Figura 9-2.

(3) Forte nuvolosità
Una forte nuvolosità si riferisce al prodotto che presenta una finitura non lucida, con una superficie che appare bianca e nebbiosa, causata da una lucidatura insufficiente, come mostrato nella Figura 9-3.

(4) Nuvolosità
La torbidezza si riferisce al prodotto con una luminosità insufficiente sulla superficie lucidata, con aree visibili di colore grigio-bianco scuro causate da una cattiva lucidatura, come mostrato nella Figura 9-4.

(5) Leggermente nuvoloso
Leggermente torbido si riferisce a prodotti con sfaccettature relativamente luminose, senza bianco-grigiastro visibile a occhio nudo, ma con difetti bianco-grigiastri visibili sotto ingrandimento causati da una cattiva lucidatura.
(6) Chipping
La scheggiatura si riferisce a difetti in cui parte o tutta la linea di cintura del prodotto si è consumata, dando origine a un aspetto a lama, come mostrato nella Figura 9-5.

(7) Bordo spesso
Il bordo spesso (spessore della vita) si riferisce alla linea di cintura del prodotto che supera il 2% dell'altezza totale, come mostrato nella Figura 9-6.
(8) Pori di sabbia
I pori di sabbia sono segni lasciati dal processo di lucidatura che non ha rimosso completamente i graffi dalla pietra preziosa, come mostrato nella Figura 9-7.
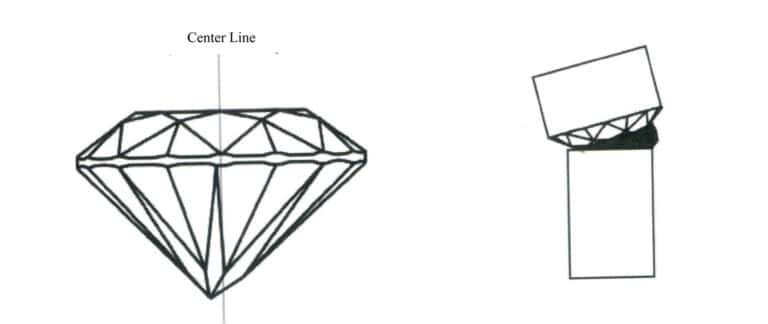
(9) Culetto decentrato
Il fenomeno per cui la punta inferiore del prodotto si discosta dalla linea centrale è chiamato culet decentrato. Il piano del tavolo non è perpendicolare all'asta di ferro quando si esegue la contropietra, come mostrato nella Figura 9-8.
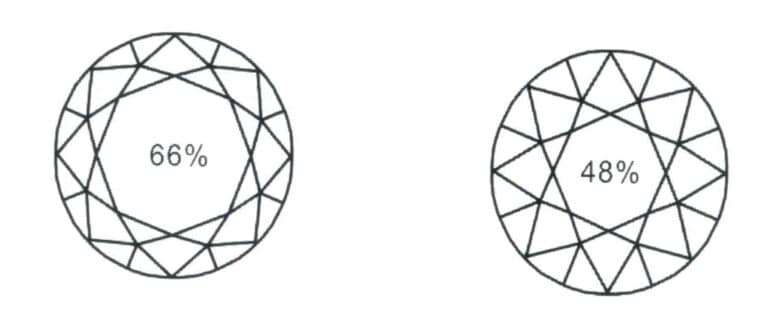
(10) Le dimensioni del piano di lavoro non sono qualificate.
Il piano d'appoggio dei prodotti con gemme sfaccettate deve rappresentare 58%~60% del diametro. Se il piano del tavolo dei prodotti in pietra preziosa sfaccettata è superiore a 60% del diametro o inferiore a 58% del diametro, è considerato non qualificato, come mostrato nella Figura 9-9.
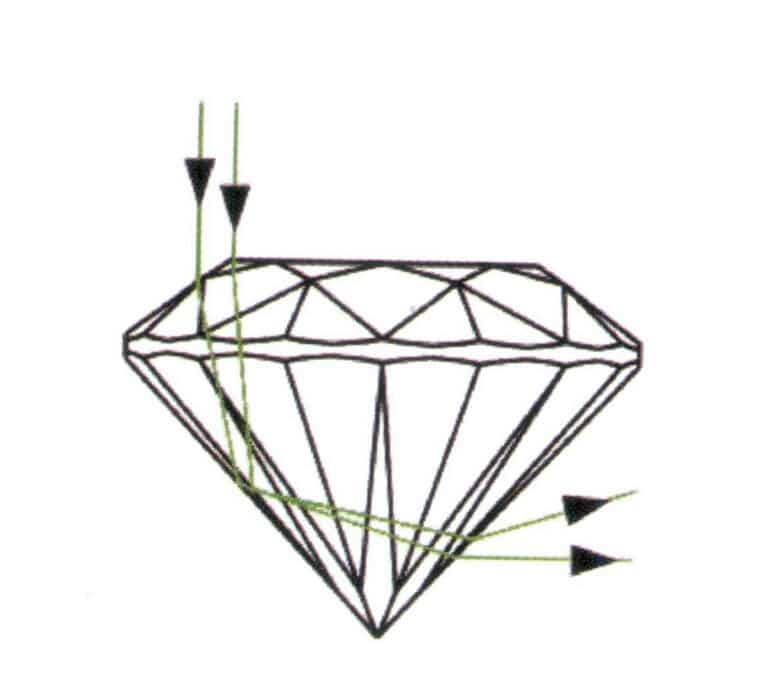
(11) Perdita di luce
Il difetto dell'angolo del padiglione è che deve essere più grande e l'altezza totale del padiglione che deve essere qualificata è chiamata perdita di luce. La ragione principale è che l'angolo del padiglione è inferiore all'angolo di progetto, come mostrato nella Figura 9-10.

(12) Fondo scuro
Il difetto dell'angolo del padiglione troppo grande e del padiglione troppo alto nelle gemme sfaccettate è chiamato base nera. Il motivo principale è che l'angolo del padiglione è maggiore dell'angolo di design, come mostrato nella Figura 9-11.
Copywrite @ Sobling.Jewelry - Produttore di gioielli personalizzati, fabbrica di gioielli OEM e ODM
(13) Separazione delle stelle
Il fenomeno per cui gli angoli tra le faccette a stella adiacenti nelle gemme sfaccettate non si incontrano in un punto è chiamato separazione a stella, come mostrato nella Figura 9-12.

(14) Collisione di stelle
Il fenomeno per cui gli angoli tra sfaccettature adiacenti di stelle in prodotti sfaccettati di gemme si collegano eccessivamente è chiamato collisione di stelle, come illustrato nella Figura 9-13.
(15) Collisione della vita della stella
Il fenomeno per cui gli angoli tra la faccia piccola della stella e la faccia piccola della vita superiore nei prodotti in gemme sfaccettate si congiungono agli angoli è chiamato collisione della vita della stella, come mostrato nella Figura 9-14.

(16) Separazione della vita delle stelle
Il fenomeno per cui gli angoli tra la faccia piccola della stella e la faccia piccola della vita superiore nei prodotti in gemme sfaccettate non si congiungono è chiamato separazione della vita della stella, come mostrato nella Figura 9-15.
(17) Separazione della vita
Il fenomeno per cui gli angoli tra le due sfaccettature superiori della vita di una gemma sfaccettata non si congiungono si chiama separazione della vita, come mostrato nella Figura 9-16.
(18) Collisione in vita
L'angolo e la transizione angolare che collegano due sfaccettature superiori della vita nei prodotti in gemme sfaccettate si chiama collisione della vita, come mostrato nella Figura 9-17.

(19) Multi-sfaccettato
Il difetto di avere due o più sfaccettature che appaiono su una sfaccettatura ideale nei prodotti di gemme sfaccettate è chiamato multi-sfaccettatura, come mostrato nella Figura 9-18.
(20) Tavola di trascinamento
Il difetto alla giunzione di sfaccettature adiacenti di prodotti gemmologici sfaccettati che non forma spigoli vivi ma presenta una forma ad arco arrotondato è chiamato "drag board", come mostrato nella Figura 9-19.

(21) Non a punta
Il difetto delle gemme sfaccettate in cui la punta inferiore non viene raccolta è chiamato "non a punta". Questo difetto è generalmente causato da un'altezza insufficiente della pietra grezza, come mostrato nella Figura 9-20.
(22) Scarsamente appuntito
Il difetto nelle gemme sfaccettate, in cui la sfaccettatura principale del padiglione non converge in un punto con la punta inferiore, è chiamato "mal appuntito", come illustrato nella Figura 9-21.

(23) La dimensione non è qualificata
Nei prodotti in gemme sfaccettate, gli errori di dimensione che superano i requisiti di progettazione sono definiti dimensioni non qualificate, come illustrato nella Figura 9-22.
(24) Perdita di rotondità
Nei prodotti finiti di gemme rotonde, i diametri della circonferenza della vita non sono uguali e i prodotti di forma irregolare sono chiamati "perdenti rotondità". Questo problema è causato dalla non conformità della forma durante la produzione di pietre grezze o da operazioni di bordatura manuale non corrette, come mostrato nella Figura 9-23.
(25) Punta di graffio
Il fenomeno dei piccoli graffi simili a puntini sulla punta inferiore o delle ammaccature sui bordi vicino alla punta inferiore nei prodotti in gemme sfaccettate è chiamato flower tip, come mostrato nella Figura 9-24.
(26) Pietra danneggiata
Il fenomeno dei graffi a strisce sulle gemme sfaccettate viene definito "pietra danneggiata", come mostrato nella Figura 9-25.
2. Ispezione della qualità delle gemme
2.1 Strumenti di ispezione della qualità delle gemme
(1) Asciugamano speciale per l'ispezione delle pietre preziose
Scegliere asciugamani di cotone con un buon assorbimento dell'acqua, come mostrato nella Figura 9-26.

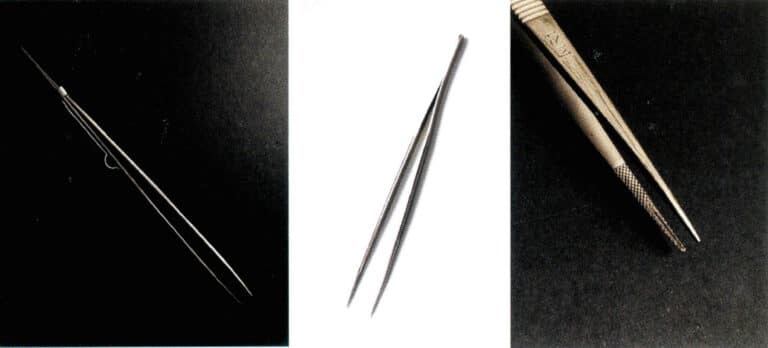
(2) Pinzette per pietre preziose
Le pinzette per gemme devono essere in acciaio inossidabile, con o senza meccanismo di bloccaggio; le punte delle pinzette possono avere denti con o senza scanalature. Le pinzette senza scanalature sono comunemente usate per contare le gemme, mentre quelle con scanalature sono comunemente usate per tenere le gemme, come mostrato nella Figura 9-27.
(3) Lente di ingrandimento per gemme
La lente d'ingrandimento pieghevole comunemente utilizzata per la lavorazione e l'ispezione delle gemme ha in genere un ingrandimento di 5~10 volte. La lunghezza focale della lente d'ingrandimento pieghevole è fissa, il che la rende semplice, comoda e intuitiva da utilizzare, come mostrato nella Figura 9-28.

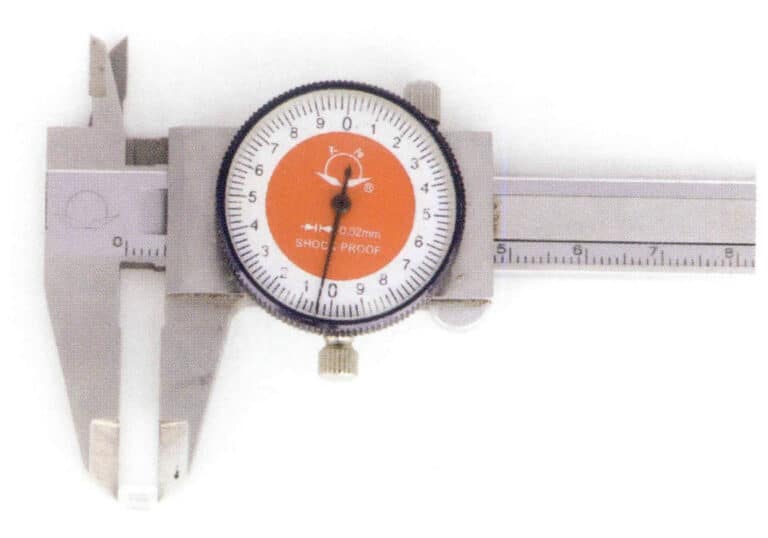
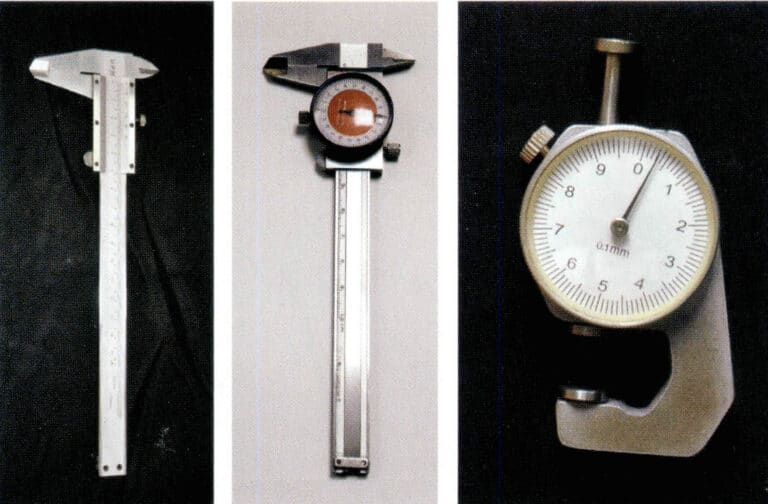
(4) Pinza
Il calibro viene utilizzato per misurare le dimensioni dei prodotti in gemma, come illustrato nella Figura 9-29.
2.2 Standard di classificazione del mercato per l'ispezione della qualità delle gemme artificiali
(1) Standard tecnici
① Specifiche e dimensioni
Il diametro del cerchio misura le specifiche dei prodotti diamantati rotondi. I prodotti irregolari sono misurati in base all'asse corto e all'asse lungo, con dimensioni specifiche di 1~110 mm.
② Deviazione di dimensione consentita (Tabella 9-1)
Tabella 9-1 Deviazione di dimensione consentita
| Dimensioni specifiche (mm) | AAA | AA | A | B | C | D |
|---|---|---|---|---|---|---|
| 1 ~ 2 | ±0.01 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.12 |
| > 2 ~ 5 | ±0.02 | ±0.03 | ±0.04 | ±0.05 | ±0.08 | ±0.15 |
| > 5 ~ 25 | ±0.03 | ±0.04 | ±0.05 | ±0.06 | ±0.10 | ±0.18 |
| > 25 | ±0.05 | ±0.08 | ±0.10 | ±0.15 | ±0.20 | ±0.20 |
(2) Standard di ispezione delle gemme a tutti i livelli
① Standard di ispezione delle gemme di grado AAA del mercato
- Le dimensioni sono precise e la luce è trasparente. Quando si controlla con una lente d'ingrandimento 10x, la superficie delle sfaccettature non deve presentare segni di lucidatura grigio-biancastri, buona rotondità, proporzioni di taglio: 59%≤profondità totale rapporto≤64%, 53% ≤larghezza tavolo rapporto≤58%, 2%≤spessore della cintura rapporto≤5%, e la superficie è uniforme.
- Assenza di scheggiature, punte storte, intorbidimenti, fori di sabbia, perdite di luce, base nera, bordi spessi, perdita di rotondità, non appuntite, piastre multiple, piastre che si trascinano e altri difetti.
- Simmetria: assenza di collisioni stellari, separazioni stellari, collisioni stellari in vita, separazioni stellari in vita, collisioni in vita, separazioni in vita e altri difetti. La sfaccettatura principale della corona presenta una forma ad aquilone; la punta è ben definita.
② Standard di ispezione delle gemme di grado AA del mercato
- Le dimensioni sono precise e la luce è trasparente. Controllando con una lente d'ingrandimento 10x, la superficie delle sfaccettature non deve presentare segni di lucidatura grigio-biancastri, buona rotondità, proporzioni di taglio: 59%≤profondità totale≤64%, 53%≤larghezza totale≤58%, 2%≤spessore della lama≤5%, e la superficie è uniforme.
- Assenza di scheggiature, punte storte, intorbidimenti, fori di sabbia, perdite di luce, base nera, bordi spessi, perdita di rotondità, non appuntiti, tavole multiple, tavole trascinate e altri difetti.
- Sono ammesse leggere collisioni in vita a stella, collisioni in vita, separazione in vita, ma non è ammessa la separazione in vita a stella; oppure nessuna collisione in vita a stella, separazione in vita a stella, separazione in vita, sono ammesse leggere collisioni a stella, ma non è ammessa la separazione a stella, la sfaccettatura principale della corona presenta una forma ad aquilone; è preferibile la forma a punta.
③ Standard di ispezione delle pietre preziose di livello A
- Dimensioni precise, buona trasmissione della luce, controllata con una lente d'ingrandimento 10x, la superficie delle sfaccettature deve essere priva di segni di lucidatura grigio-biancastri, buona rotondità, proporzioni di taglio: 59%≤rapporto di profondità totale≤64%, 53%≤rapporto di larghezza della tavola≤58%, 2%≤rapporto di spessore della tavola≤5%, superficie uniforme della tavola.
- Assenza di scheggiature, punte storte, intorbidimenti, fori di sabbia, perdite di luce, base nera, bordi spessi, perdita di rotondità, non appuntiti, tavole multiple, tavole trascinate e altri difetti.
- Consentire leggere collisioni stellari in vita, collisioni in vita, separazioni in vita; non consentire separazioni stellari in vita; oppure nessuna collisione stellare in vita, separazioni stellari in vita, separazioni in vita, consentire leggere collisioni stellari, non consentire separazioni stellari, la sfaccettatura principale della corona presenta una forma ad aquilone; preferibile la punta affilata.
Standard di ispezione delle gemme di grado B
- Sono consentiti i colori relativamente brillanti, la leggera foschia, i fori di sabbia estremamente piccoli, le punte leggermente storte e relativamente rotonde.
- Non sono ammessi difetti evidenti come scheggiature, non a punta, sfaccettature multiple o sfaccettature trascinate.
- Consentire collisioni stellari non ovvie, separazioni stellari, collisioni stellari in vita, separazioni stellari in vita, collisioni in vita e separazioni in vita.
⑤ Standard di ispezione delle gemme di grado C
- Difetti gravi come inclusioni e fori di sabbia.
- Difetti come scheggiature, non appuntite, perdita di rotondità, tavole multiple e tavole che si trascinano sono più evidenti.
⑥ Standard di ispezione delle gemme di grado D
- Difetti gravi come inclusioni e fori di sabbia.
- Difetti come scheggiatura dei bordi, culet decentrato, perdita di rotondità e tavole multiple sono piuttosto gravi, con fenomeni di non appuntitura o tavole multiple.
Standard di ispezione delle gemme di grado E
Si riferisce a quelli che presentano rotture, crepe, decadimento, impurità, bolle, forte intorbidimento e il più grave grado D, noto anche come pietre di scarto.
(3) Metodi di classificazione del mercato
La classificazione delle gemme nel mercato di Wuzhou, nel Guangxi, adotta generalmente i seguenti metodi (con eccezioni per esigenze particolari).
Merce AAA: Grado AAA.
Merce A: Grado A, grado AA, grado AAA.
Merce AB: Le classi A e B sono rappresentate ciascuna da 50%.
Totale beni superiori: Le classi A e B rappresentano 80%, mentre le classi C rappresentano 20%.
Totale beni inferiori: La classe A rappresenta 10%, le classi B e C 90%.
Merce BC: Grado B e C.
Pietra secondaria: Grado D.
Pietra di scarto: Grado E.
3. Pulizia delle gemme
Dopo la lavorazione della gemma, è necessario pulire le macchie di olio e la colla residua sulla superficie della gemma. Esistono molti metodi di pulizia e, quando si progetta la formula della soluzione detergente, questa deve essere in grado di rimuovere l'adesivo e altre impurità che aderiscono alla superficie del pezzo.
I metodi di pulizia comunemente utilizzati sono descritti di seguito.
(1) Metodo di pulizia alcalino
Mescolare soda e acqua in un rapporto di 1:10 e riscaldare a 100℃. Posizionare i prodotti lavorati in un cesto di acciaio inossidabile, immergerli nell'acqua di soda e farli bollire per 10 minuti per pulirli a fondo.
(2) Metodo di pulizia con alcol
Posizionare le gemme in contenitori di ceramica, plastica o vetro, quindi versare dell'alcool per impregnare la superficie delle gemme fino a quando l'adesivo non si stacca.
(3) Metodo di pulizia Tiana
Porre le gemme da pulire in una ciotola di ceramica, versare la tiana per immergere le gemme, quindi risciacquare accuratamente con acqua pulita dopo 10~15 minuti.














