Come creare alberi per modelli in cera per la fusione di gioielli in oro, argento e platino
I principi di base e le competenze operative per 3 attività tipiche
La costruzione di alberi in cera, nota anche come piantagione di alberi in cera, consiste nel saldare gli stampi di cera preparati su un'asta di cera in strati secondo requisiti specifici e un ordine di disposizione utilizzando un saldatore per cera, ottenendo alla fine un albero in cera che assomiglia a un grande albero. In seguito, l'albero di cera viene utilizzato per processi come la colata di gesso. Il requisito fondamentale per l'impianto di un albero di modelli di cera è che gli stampi di cera devono essere disposti in modo ordinato, mantenendo un certo spazio mentre si salda il maggior numero possibile di stampi di cera sull'albero di modelli di cera per soddisfare le esigenze di produzione di massa.
L'albero dei modelli in cera è composto da un sistema di colata e da stampi in cera. Il sistema di colata è un canale che introduce il metallo liquido nella cavità dello stampo. Se il sistema di colata è progettato in modo adeguato o meno, influisce in modo significativo sul riempimento dello stampo, sulla qualità dei getti e sulla resa del processo. Il sistema di colata comprende generalmente componenti come la testa dell'albero, il nucleo dell'albero e il canale di colata; a volte sono presenti anche linee di sfiato. La testa dell'albero funge da coppa di colata, utilizzata per ricevere il metallo fuso; il nocciolo dell'albero equivale a un canale di colata diretto e svolge anche la funzione di alzata; il canale che collega il nocciolo dell'albero e lo stampo in cera è chiamato canale di colata, che funge da canale di colata interno e da canale di alzata. Il canale di colata deve essere sufficientemente spesso e i punti di collegamento con lo stampo in cera e il nucleo dell'albero devono essere lisci, senza angoli acuti o rientranze. Per gli stampi in cera con forme complesse, è opportuno predisporre materozze multiple o ausiliarie. La lunghezza del canale di colata deve essere appropriata e la sua posizione è legata a fattori quali la struttura della colata, il materiale e il metodo di colata. Quando si pianta l'albero dei modelli in cera, gli stampi in cera possono essere distribuiti sul nucleo dell'albero in base alla loro forma, dimensione e tipo. Gli stampi in cera piantati non devono essere troppo vicini l'uno all'altro, altrimenti la parete dello stampo in gesso in quell'area sarà troppo sottile e soggetta a crepe.
Questo progetto consente di padroneggiare i principi di base e le abilità operative della costruzione di alberi per modelli in cera per la fusione sottovuoto di gioielli in oro e argento, per la fusione centrifuga di gioielli in oro e argento e per la creazione di gioielli in platino attraverso tre attività tipiche e di estensione post-classe.
Struttura dello stampo in cera
Indice dei contenuti
Sezione I Realizzazione di modelli di cera per la fusione sotto vuoto di gioielli in oro e argento
1. Conoscenze di base
1.1 Modifica del canale di colata

1.2 Progettazione del canale di colata per fusioni in cera
1.3 Produzione dell'albero dei modelli di cera (creazione dell'albero dei modelli di cera)
Quando si pianta un albero di modelli in cera, di solito è meglio inserire il nucleo di cera (cioè la matrice principale) nella base di gomma. Il nucleo di cera può essere realizzato utilizzando uno stampo in lega di alluminio, come illustrato nella Figura 4-2. Il nucleo di cera è generalmente cilindrico e l'altezza del piatto d'acciaio può determinarne la lunghezza. La base di gomma per piantare la cera è equivalente alle radici dell'albero; può mantenere l'albero dei modelli di cera in posizione verticale per facilitare l'impianto e serve a sigillare la fase successiva di versamento della boiacca di gesso, formando la coppa di versamento dello stampo.
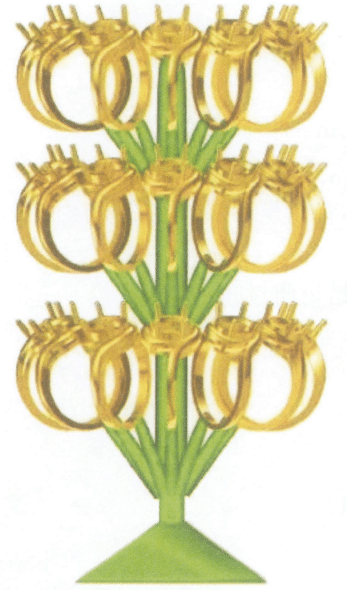
Quando si pianta lo stampo in cera sul nucleo di cera, è meglio utilizzare un metodo a spirale, come mostrato nella Figura 4-3. In primo luogo, rispetto a una disposizione caotica o piatta dell'impianto, il metodo a spirale non è solo esteticamente gradevole e poco ingombrante, consentendo di impiantare un maggior numero di stampi in cera e riducendo i costi di produzione, ma può anche accelerare notevolmente il processo di taglio dei getti dall'albero fuso, migliorando l'efficienza produttiva. Inoltre, consente un riempimento più omogeneo del metallo fuso e una dissipazione più uniforme del calore, evitando temperature locali troppo elevate all'interno dello stampo in gesso che potrebbero causare reazioni tra il metallo fuso e la polvere di gesso, con conseguenti difetti come fori di gas e fori di sabbia. Infine, il metodo di impianto a spirale consente la fuoriuscita di un maggior numero di bolle durante l'aggiunta dell'impasto di gesso e l'aspirazione, riducendo la probabilità di difetti come la formazione di perle nei getti.
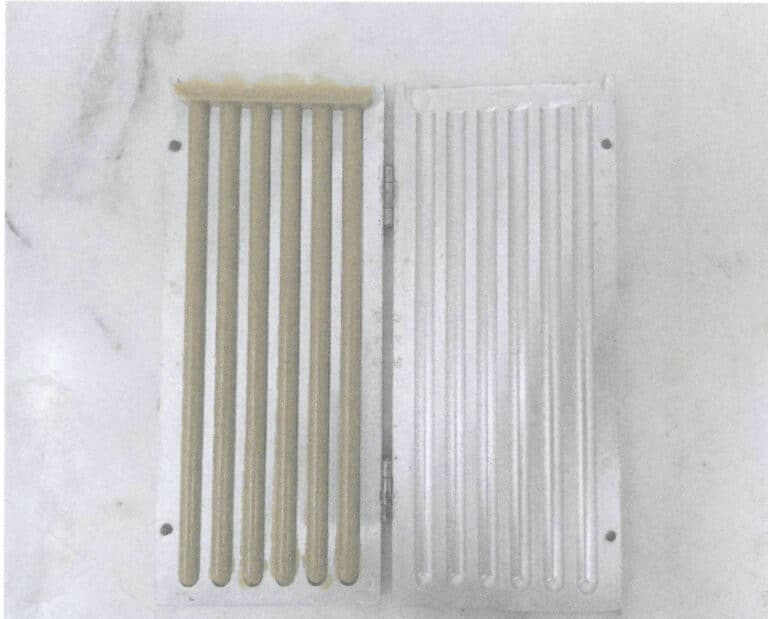
Figura 4-2 Stampo in metallo per anima in cera in lega di alluminio

Figura 4-3 Stampi in cera disposti a spirale
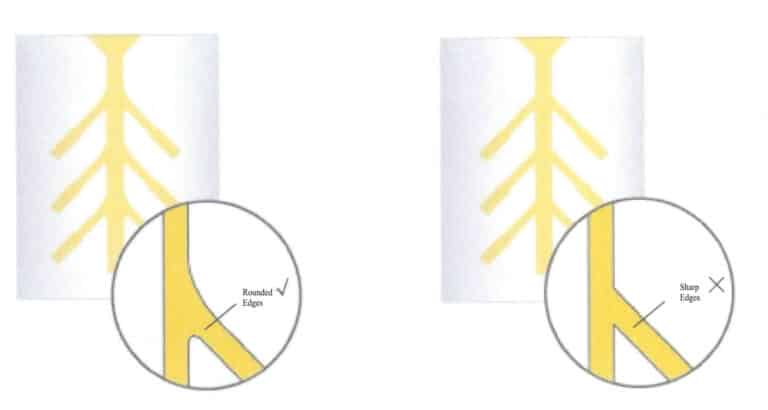
Figura 4-4 L'angolo tra il nucleo di cera e il canale di colata
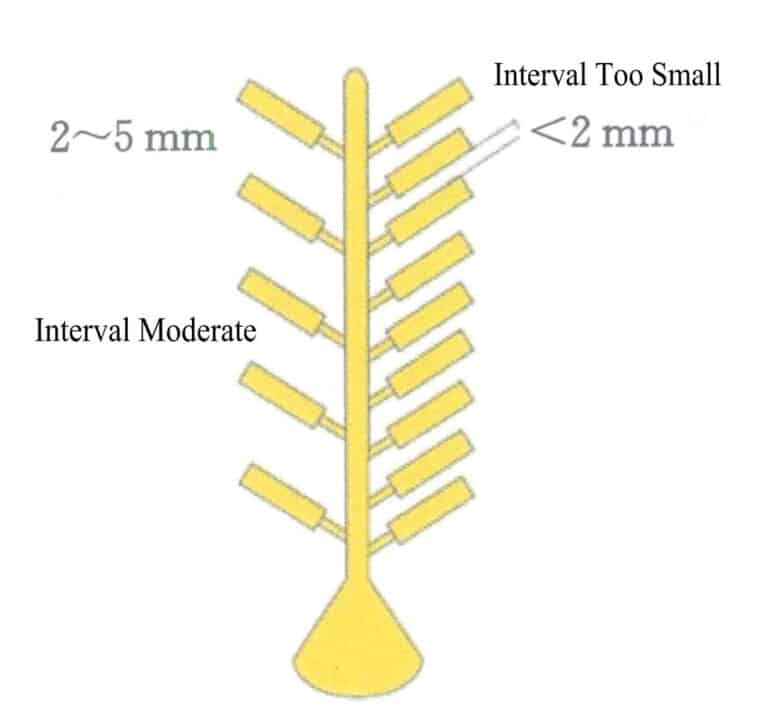
Figura 4-5 Distanza tra gli stampi per cera
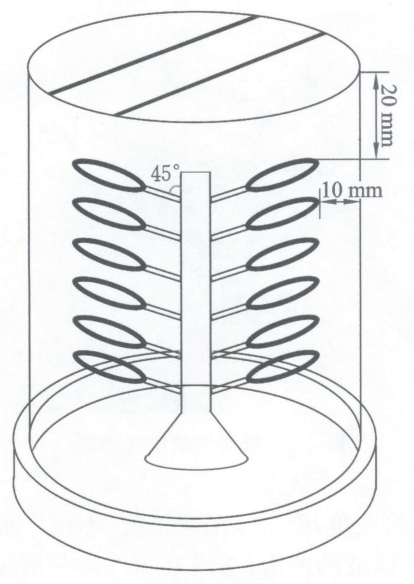
Figura 4-6 Posizione dell'albero dei modelli di cera nella beuta d'acciaio
1.4 Strumenti ausiliari per la realizzazione di modelli di alberi in cera
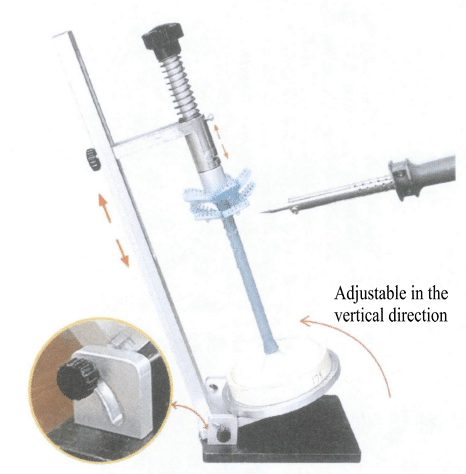
(1) Macchina per piantare alberi con modelli in cera (Figura 4-7)
Questo dispositivo è facile da usare e ha un elevato rapporto costo-prestazioni. Il disco di base e l'asta laterale sono integrati e realizzati in lega di alluminio con un dispositivo di regolazione che consente una regolazione flessibile a più angoli. Il dispositivo ad asta mobile può muoversi verso l'alto e verso il basso, mentre il disco di base può ruotare liberamente di 360°.
(2) Base girevole in gomma (Figura 4-8)
Questo attrezzo ha una struttura semplice ed è facile da usare, utilizzato principalmente per il fissaggio di basi in gomma. La piattaforma girevole può ruotare liberamente ed è dotata di un dispositivo di regolazione multi-angolo, che consente di operare in modo flessibile a varie angolazioni quando si piantano alberi modello Wax.
(3) Saldatore a cera (Figura 4-9) o saldatore elettrico
La temperatura del saldatore a cera può essere regolata con una velocità di riscaldamento rapida e un intervallo di temperatura da 50 a 200℃; è dotato di una penna flessibile per la saldatura a cera, che rende più fluida l'operazione di ceratura; la punta della penna può essere riscaldata e raffreddata istantaneamente tramite un controller a pedale.

Figura 4-8 Base girevole in gomma
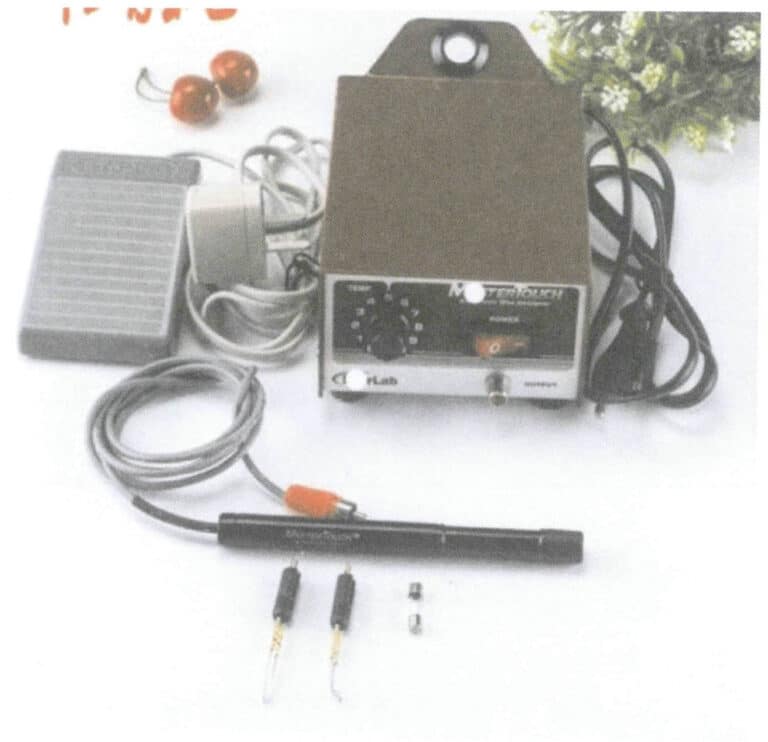
Figura 4-9 Saldatore a cera
2. Attuazione del compito
(1) Lavoro di preparazione
Preparare lo stampo di cera per anelli da uomo incassati, un'anima di cera con un diametro di 10 mm, un saldatore elettrico, una base di gomma con un diametro interno di 4 pollici, una piattaforma girevole con fondo in gomma o una macchina per piantare alberi di modelli di cera. La lunghezza dell'anima di cera può essere selezionata in base all'altezza del pallone d'acciaio, come mostrato nella Figura 4-11.

(2) Piantare l'albero dei modelli di cera
Lo stampo in cera deve essere posizionato su una base circolare in gomma, il cui diametro interno deve corrispondere al diametro esterno del pallone in acciaio. In genere, i diametri interni delle basi di gomma sono di 3", 3,5" e 4". Al centro della base si trova una sporgenza sferica concava, con un incavo circolare al centro, il cui diametro è paragonabile a quello del nucleo di cera. I passaggi per piantare i modelli di cera sono i seguenti.
① La base di gomma deve essere pesata, contrassegnata e registrata prima di piantare l'albero di modelli di cera, come illustrato nella Figura 4-12.
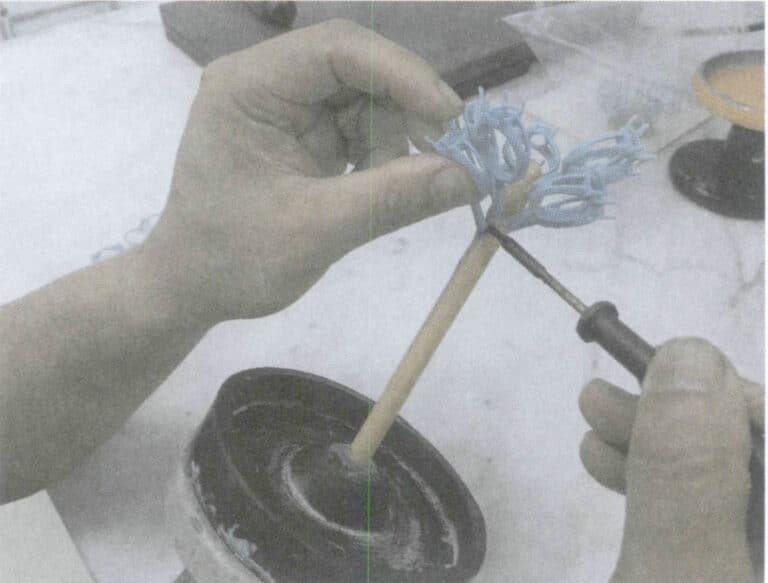
② Inserire il nucleo di cera nel foro circolare della base di gomma e fissarlo con una piccola quantità di liquido di cera. La base di gomma può essere utilizzata con una macchina per piantare alberi di modelli di cera (o con una base girevole di gomma) o appoggiata e inclinata. Regolare la temperatura del saldatore elettrico, utilizzare la punta per saldare per praticare piccoli fori nell'anima di cera, inserire rapidamente la matrice dello stampo di cera, mantenere stabile lo stampo di cera e attendere che il liquido di cera si solidifichi leggermente prima di rilasciarlo, come mostrato nella Figura 4-13. A questo punto, l'angolo tra la base di gomma e l'albero dei modelli Wax può essere mantenuto. A questo punto, l'angolo tra il canale di colata e il nucleo di cera è di 45° e tra gli stampi di cera deve esserci uno spazio di almeno 2 mm.

Figura 4-12 Pesatura della base in gomma
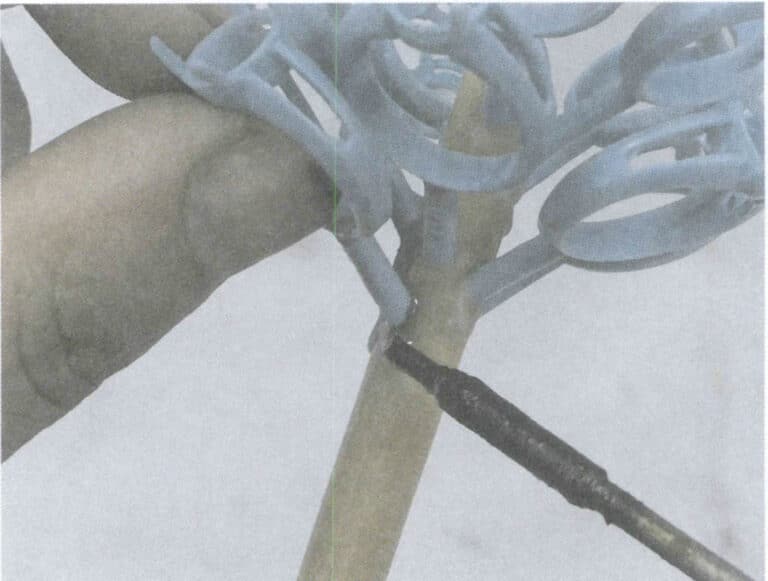
Figura 4-13 Piantare un albero di modelli di cera
Saldare lo stampo in cera sul nucleo in cera, strato per strato, fino a completare l'intero albero dei modelli in cera e ottenere una collezione di stampi in cera ad albero. Quando si salda lo stampo in cera, si può iniziare dalla parte inferiore del nucleo di cera (dal basso verso l'alto), come mostrato nella Figura 4-14, oppure dalla parte superiore del nucleo di cera (dall'alto verso il basso), come mostrato nella Figura 4-15. Se l'albero dei modelli di cera viene utilizzato con abilità, non c'è molta differenza tra i due metodi. Tuttavia, il metodo di partenza dalla parte superiore del nucleo di cera (dall'alto verso il basso) è generalmente utilizzato perché il vantaggio principale di questo metodo è che impedisce alla cera fusa di colare sugli stampi di cera saldati, evitando così la rilavorazione dovuta al gocciolamento della cera.

Figura 4-14 Piantare un albero di modelli di cera dal basso verso l'alto
Figura 4-15 Piantare un albero di modelli di cera dall'alto verso il basso
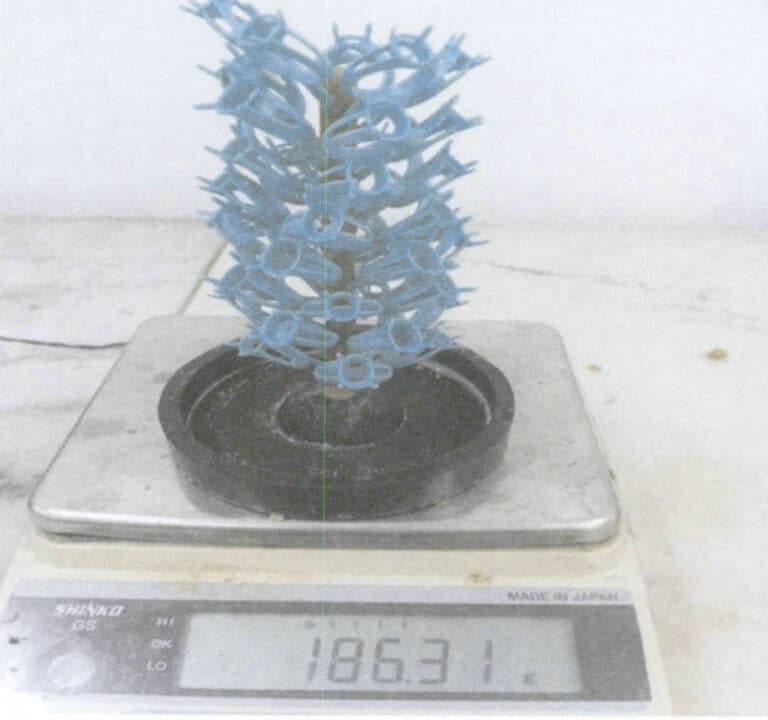
④ Dopo aver piantato l'albero dei modelli di cera, eseguire nuovamente una pesatura, come mostrato nella Figura 4-16. La massa dell'albero dei modelli di cera può essere ottenuta sottraendo i risultati delle due pesate. La massa dell'albero dei modelli in cera può essere convertita in massa di metallo in base al rapporto di densità tra la cera di paraffina e il metallo da colata, che consente di stimare la quantità di metallo necessaria per la colata. In genere, ottone H65: cera=8,5:1; argento: cera=10,5:1; oro: cera=15,5:1.
Copywrite @ Sobling.Jewelry - Produttore di gioielli personalizzati, fabbrica di gioielli OEM e ODM
Sezione II Realizzazione dell'albero dei modelli di cera per la fusione centrifuga di gioielli in oro e argento
1. Conoscenze di base
1.1 Colata centrifuga
La colata centrifuga consiste nel versare il metallo fuso in uno stampo rotante, dove il metallo fuso riempie lo stampo e si solidifica sotto la forza centrifuga, come mostrato nella Figura 4-17. I vantaggi e gli svantaggi del processo di colata centrifuga sono i seguenti.
(1) Vantaggi
Durante la rotazione, il metallo liquido riempie lo stampo sotto la forza centrifuga (Figura 4-18), con una velocità di riempimento rapida e un'elevata efficienza di produzione, che lo rendono particolarmente adatto a versare piccoli accessori, come catene e orecchini. I metalli più densi vengono spinti verso la parete esterna, mentre i gas e le scorie più leggere si muovono liberamente verso la superficie, formando una solidificazione direzionale dall'esterno verso l'interno. Pertanto, le condizioni di ritiro sono buone, la struttura della colata è densa e le proprietà meccaniche sono buone.
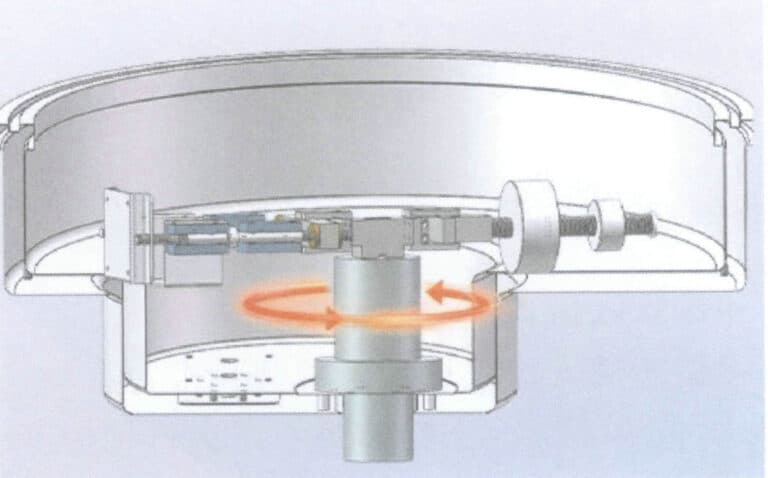
Figura 4-17 Metodo di rotazione della colata centrifuga
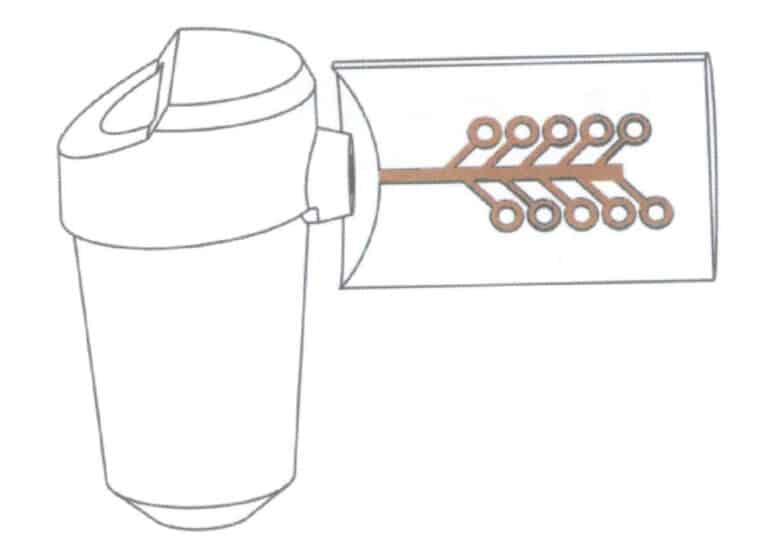
Figura 4-18 Riempimento della colata centrifuga
(2) Svantaggi
Rispetto alla colata statica, la colata centrifuga tradizionale presenta alcuni svantaggi: a causa della rapida velocità di riempimento, il liquido metallico subisce una forte turbolenza durante la colata, aumentando la probabilità di intrappolamento di gas e la formazione di pori; la velocità di scarico del gas all'interno della cavità dello stampo è relativamente lenta, con conseguente elevata contropressione all'interno dello stampo, che aumenta la probabilità di formazione di pori; quando la capacità di riempimento è troppo forte, il liquido metallico esercita un forte sfregamento sulla parete dello stampo, portando facilmente alla fessurazione o alla spellatura dello stampo; inoltre, le scorie possono entrare nella cavità dello stampo insieme al liquido metallico durante la colata. L'elevata pressione di riempimento generata dalla forza centrifuga determina che la quantità massima di metallo che può essere colata entro un raggio di sicurezza della centrifuga è inferiore a quella di una macchina di colata statica. Inoltre, a causa delle maggiori dimensioni della camera di colata centrifuga, la fusione con gas inerte è generalmente meno utilizzata.
1.2 Precauzioni per la produzione di modelli di alberi in cera con metodi di fusione centrifuga
(1) Lo stampo in cera viene inclinato verso l'alto e saldato sul nucleo in cera, generalmente con un angolo di 45-60° tra lo stampo in cera e il nucleo in cera e una lunghezza della materozza di 10 mm. Rispetto al metodo di colata sotto vuoto, l'angolo tra il nucleo di cera e la linea di galleggiamento è minore quando si utilizza il metodo di colata centrifuga.
(2) L'angolo di inclinazione può essere minore quando lo stampo in cera è piccolo e ha una struttura complessa. Un angolo di inclinazione minore favorisce il flusso del liquido metallico verso il basso, aumentando le probabilità di successo della colata (durante il versamento, la cavità dell'albero dei modelli in cera si trova in uno stato invertito). Quando si pianta l'albero dei modelli in cera, saldare innanzitutto il canale di colata orizzontale radiale, come mostrato nella Figura 4-19. Quindi, saldare verticalmente lo stampo in cera sul canale di colata orizzontale per accogliere meglio il flusso orizzontale del liquido metallico, come mostrato nella Figura 4-20.
(3) Lo stampo di cera viene piantato strato per strato in modo ordinato intorno al nucleo di cera, dalla cima dell'albero dei modelli di cera verso il basso. Gli stampi in cera devono essere disposti in modo ravvicinato, ma senza toccarsi, mantenendo una distanza minima di 3 mm. La distanza minima tra lo stampo in cera e il nucleo in cera è di 8 mm e lo stampo in cera più alto deve trovarsi al di sotto della parte superiore del pallone d'acciaio.
Figura 4-19 Canale di colata orizzontale radiale
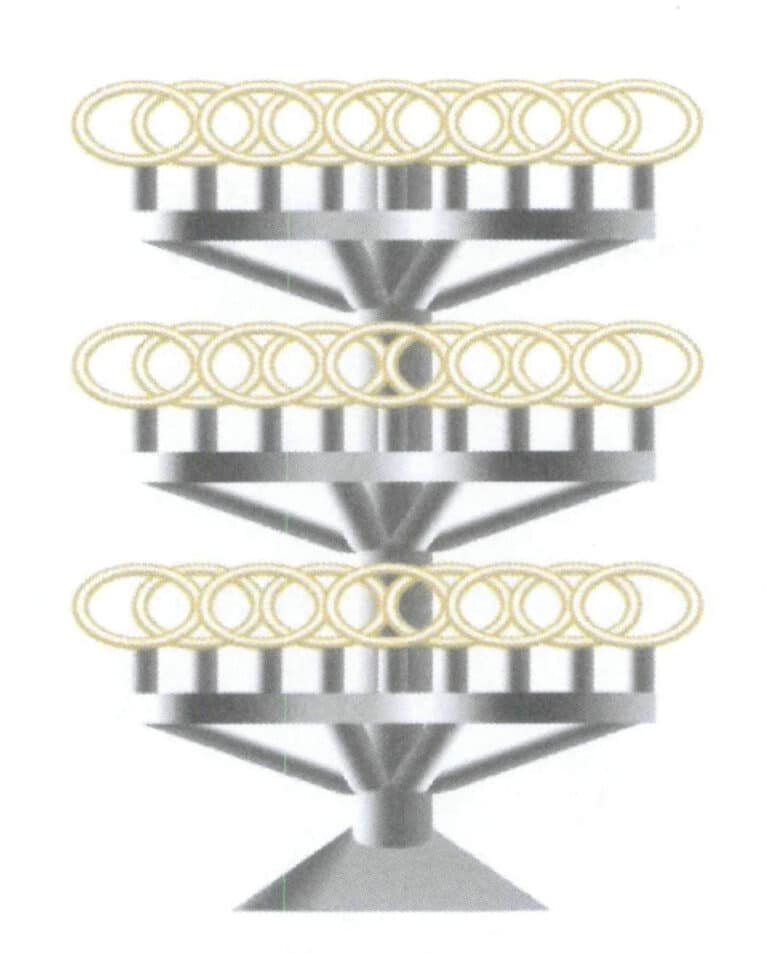
Figura 4-20 Sistema di colata centrifuga
2. Attuazione del compito
Per realizzare un albero di modelli in cera, si utilizza uno stampo in cera con un ciondolo incorporato e una base in gomma con un diametro interno di 3,5 pollici.
(1) Lavoro di preparazione
Preparare lo stampo di cera a pendaglio, un'anima di cera con un diametro di 8 mm, un saldatore, una base di gomma con un'anima interna di 3,5 pollici, un giradischi a base di colla o una macchina per piantare alberi di modelli di cera; la lunghezza dell'anima di cera può essere scelta in base all'altezza della fiasca di acciaio.
(2) Piantare l'albero dei modelli di cera
Lo stampo di cera deve essere piantato su una base circolare di gomma, il cui diametro interno corrisponde al diametro esterno del pallone d'acciaio. I passaggi per piantare l'albero dei modelli in cera sono i seguenti.
① la base di gomma deve essere pesata e marcata prima di piantare l'albero dei modelli Wax.
② Inserire l'anima di cera nel foro rotondo della base di gomma e fissarla con una piccola quantità di liquido di cera; sollevare la base di gomma e posizionarla ad angolo, regolare la temperatura del saldatore elettrico, saldare prima la guida orizzontale radiale sull'anima di cera, quindi saldare in sequenza le materozze dello stampo di cera verticalmente sulla guida orizzontale radiale, lasciando uno spazio di 3 mm tra gli stampi di cera, come mostrato nella Figura 4-21.
③ Saldare gli stampi in cera strato per strato sulla guida orizzontale fino a completare l'intero albero di cera, ottenendo così un assemblaggio di stampi in cera a forma di albero, come mostrato nella Figura 4-22.
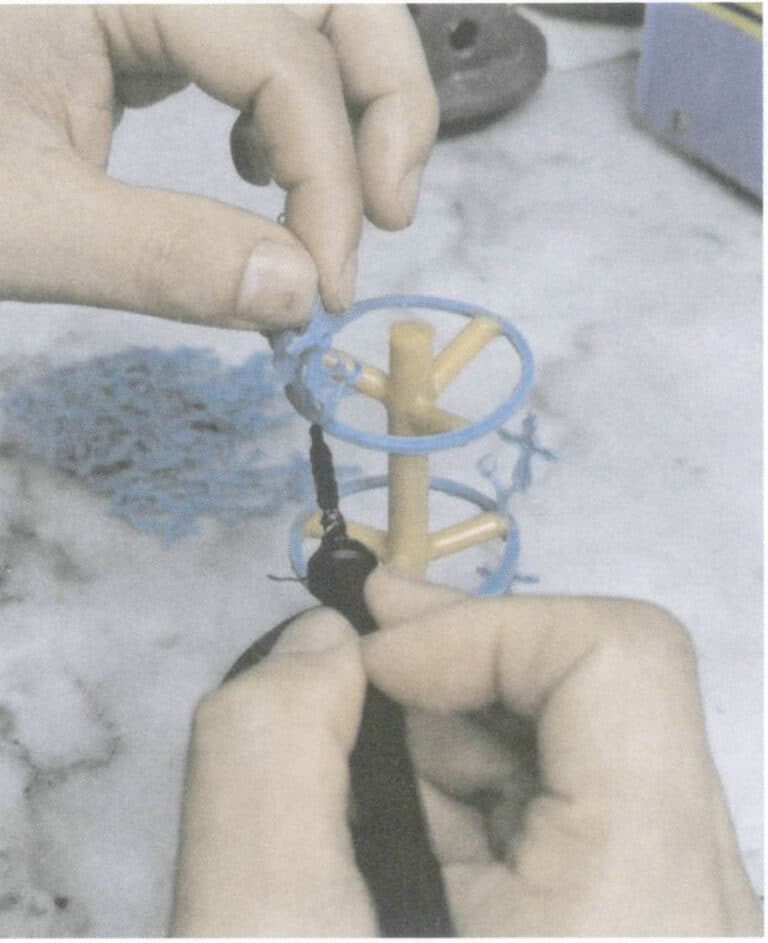
Figura 4-21 Saldatura dello stampo in cera sul pattino orizzontale radiale
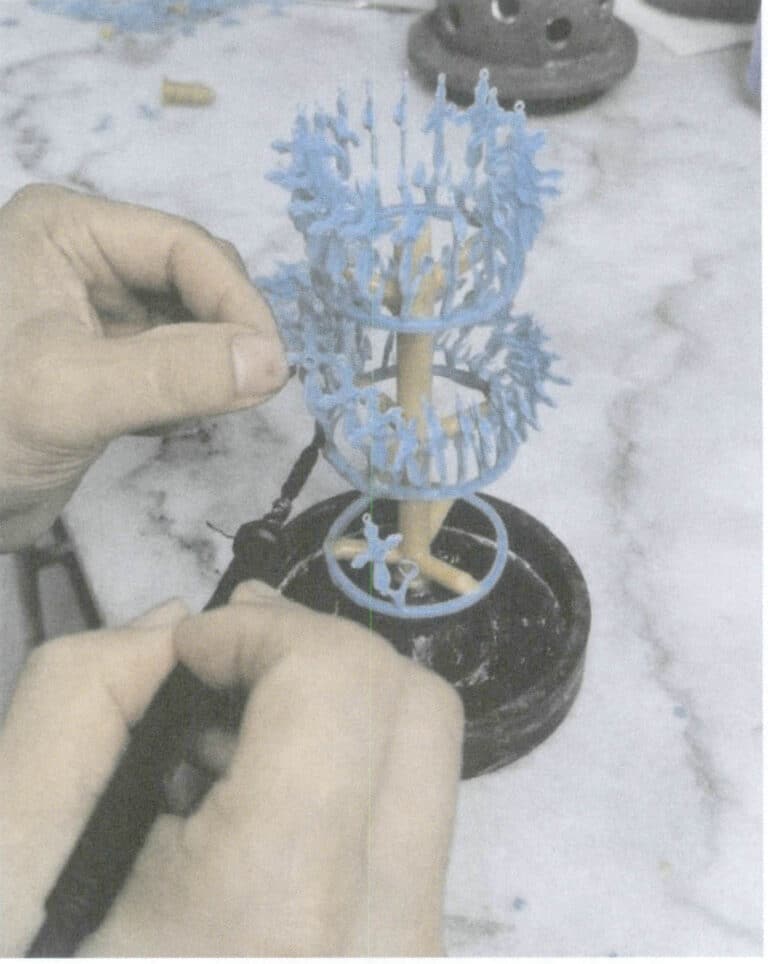
Figura 4-22 Saldatura strato per strato dello stampo in cera sul binario di scorrimento orizzontale
(3) Controllo della qualità dei modelli di cera dell'albero
Dopo aver piantato l'albero dei modelli di cera, è possibile verificare se gli stampi di cera sono saldamente saldati scuotendo o vibrando delicatamente l'albero dei modelli di cera. Se non sono ben saldati, è facile che gli stampi in cera si stacchino durante la colata di gesso, compromettendo la qualità della colata. Infine, verificare se lo spazio tra gli stampi in cera è sufficiente. Se gli stampi in cera sono incollati, devono essere separati; le gocce di cera sull'albero dei modelli in cera devono essere tagliate con una lama.
(4) Pesatura secondaria
Pesare nuovamente l'intero albero dei modelli di cera e, sottraendo i risultati delle due pesate, si ottiene la massa dell'albero dei modelli di cera. Quindi, in base al rapporto di densità tra l'albero dei modelli di cera e il metallo da colata, convertirlo nella massa del metallo, che consente di stimare la quantità di metallo necessaria per la colata.
Sezione III Produzione di modelli di cera per gioielli in platino
1. Conoscenze di base
1.1 Proprietà di fusione del platino
1.2 Metodi di fusione per il platino
L'attuale processo di fusione del platino utilizza principalmente i seguenti metodi di fusione:
(1) Metodo di posa di un canale di colata diretta di grandi dimensioni
Questo metodo utilizza una tecnica simile a quella della fusione di gioielli in oro e argento quando si realizzano alberi di cera, con il canale di colata interno che forma un angolo di 45° con il canale di colata diretto. Il canale di colata è molto lungo, come mostrato nella Figura 4-23. Questo fa sì che il platino fuso si precipiti rapidamente verso l'estremità. Questo fa sì che il platino fuso si precipiti rapidamente verso l'estremità dello stampo sotto l'azione della forza centrifuga durante la colata e poi si ripieghi per riempire la cavità, il che porta facilmente a forti turbolenze, con conseguente riempimento incompleto della colata. La forte forza centrifuga comporta anche un rischio di esplosione nella parte superiore dello stampo. Inoltre, questo metodo ha una bassa resa di processo.
(2) Il metodo di collegamento diretto della colata alla coppa di colata
Questo metodo non prevede un canale di colata diretto, ma collega la colata direttamente alla tazza di colata, con ogni colata dotata di un canale di colata interno indipendente, come illustrato nella Figura 4-24. Sebbene questo metodo possa migliorare la resa del processo, il numero di getti prodotti per stampo è molto ridotto. Nella produzione, per aumentare il numero di getti, la distanza tra i canali di colata interni dei getti viene ridotta, rendendo più facile il dilavamento e la rottura delle pareti dello stampo tra i canali di colata interni durante la colata, con la conseguente formazione di difetti quali fori di sabbia o inclusioni nello stampo, che compromettono la qualità dei getti.
(3) Il metodo di installazione di un sistema di colata radiale
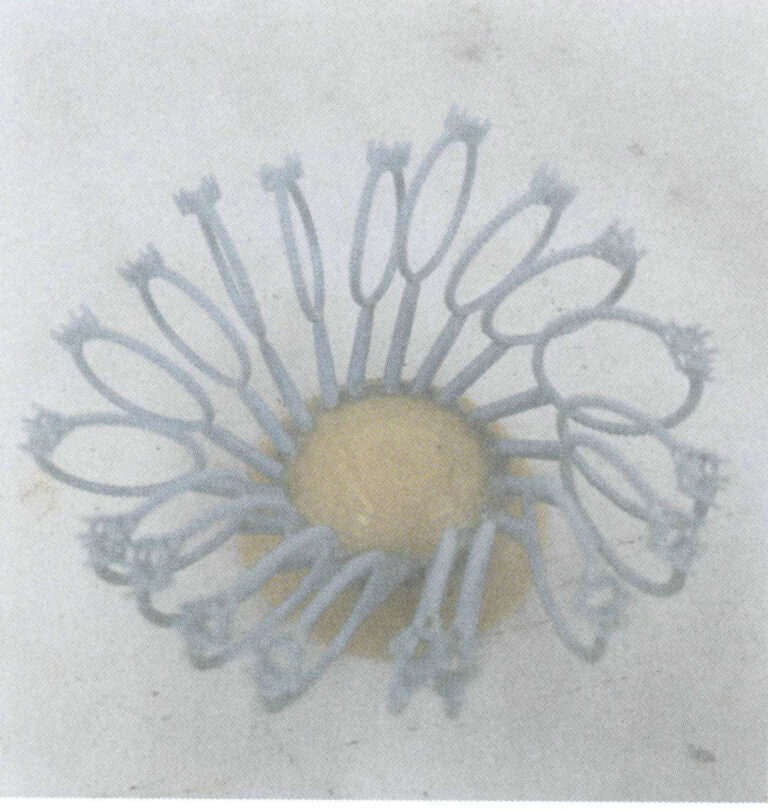
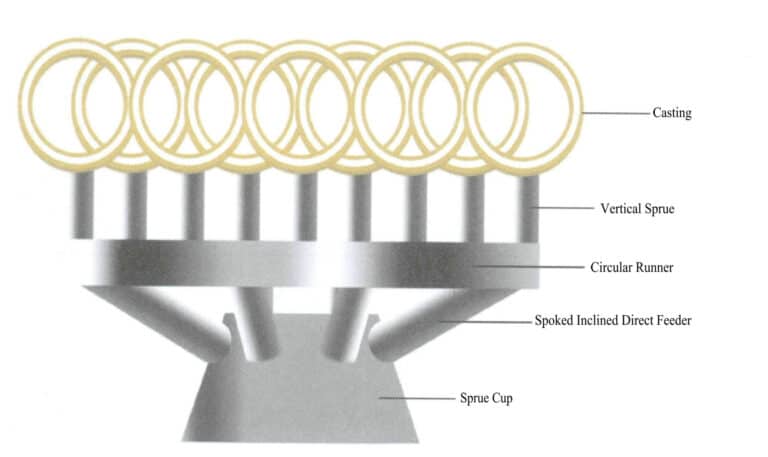
Questo metodo prevede la creazione di tazze di colata a forma di imbuto, di colata diritta e di colata trasversale, formando una colata ad anello a forma di raggiera, e diversi getti di gioielleria sono collegati verticalmente alla colata trasversale ad anello attraverso la colata interna, come mostrato nella Figura 4-25. Questo metodo favorisce la direzione del metallo liquido nella cavità, riduce la turbolenza, riduce l'impatto del metallo liquido sulla colata e aumenta il numero di colate. Figura 4-24 Collegamento diretto del getto alla tazza del canale di colata.
2. Attuazione del compito
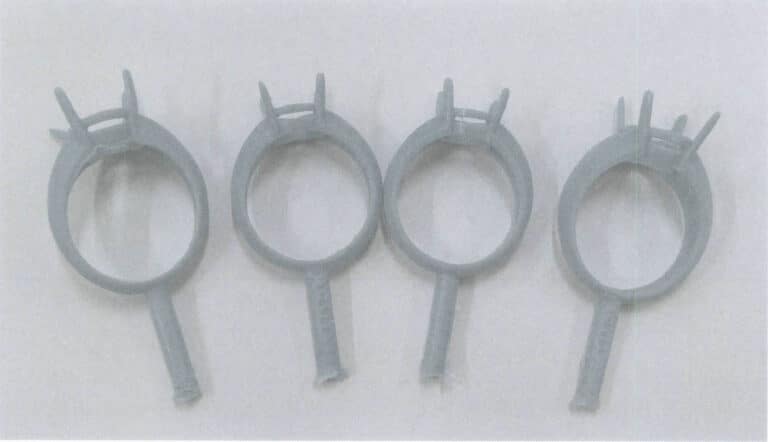
Questa attività utilizza modelli in cera di anelli con aperture per l'incastonatura, saldatori elettrici, carta assorbente, fiaschette d'acciaio, ecc. per realizzare alberi in cera per gioielli in platino.
(1) Lavoro di preparazione
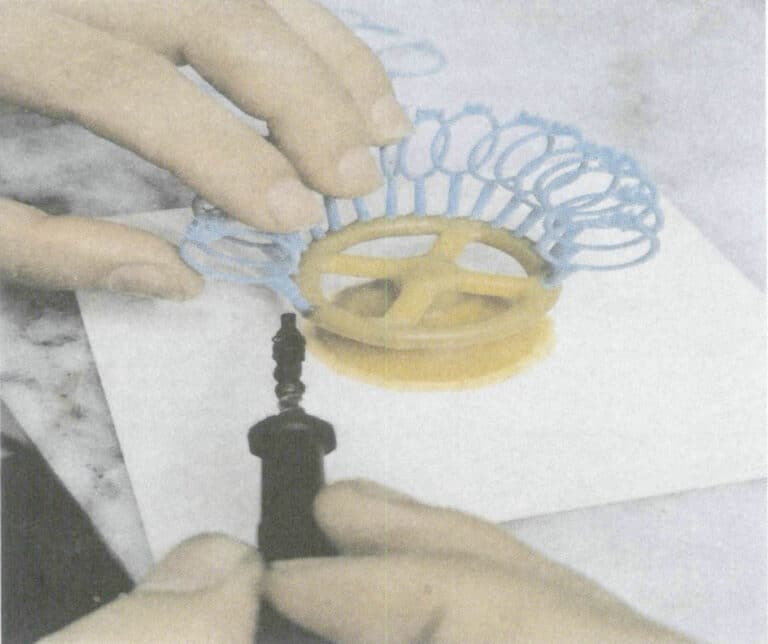
Per prima cosa, pesate la qualità della carta assorbente con una bilancia elettronica e annotatela, come mostrato nella Figura 4-26. Saldare il bicchiere di cera preparato al centro della carta assorbente con un saldatore elettrico, sigillando lungo il bordo esterno del bicchiere senza lasciare spazi vuoti.
(2) Saldatura del canale di colata orizzontale radiale
Saldare la guida orizzontale radiale al centro della tazza di versamento, assicurando una transizione liscia alla giunzione senza spigoli vivi.
(3) Saldatura del modello in cera
Sigillare il modello in cera con una piccola quantità di liquido di cera sulla guida anulare, posizionare il modello in cera in posizione verticale ad angolo, regolare la temperatura del saldatore e quindi saldare in sequenza la materozza del modello in cera sulla guida radiale orizzontale, assicurandosi che i modelli in cera siano disposti in modo ordinato in un cerchio con uno spazio di 3 mm tra di loro, come mostrato nella Figura 4-27.
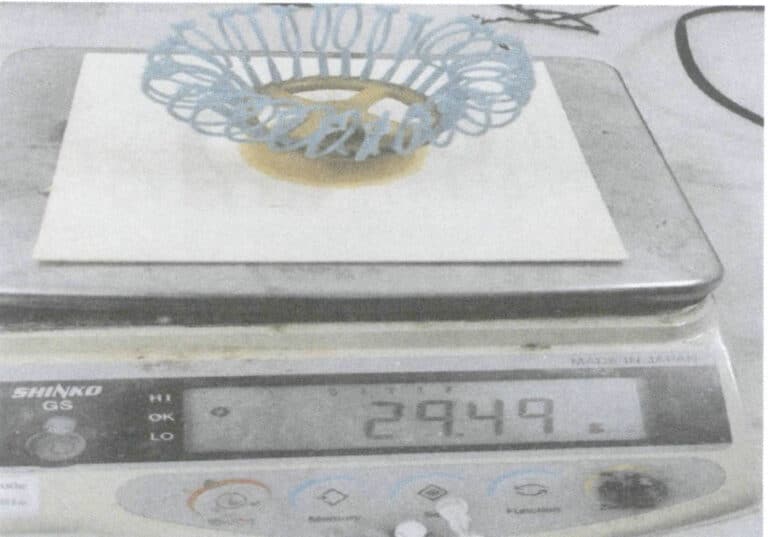
(4) Pesare i modelli di cera dell'albero
Dopo aver piantato tutti gli stampi di cera, pesarli; sottrarre il peso della carta assorbente dal peso finale per ottenere il peso dello stampo di cera. Quindi, il peso del metallo è stato calcolato in base al rapporto di densità tra l'albero dei modelli di cera e il platino, come mostrato nella Figura 4-28.














Una risposta
Sto cercando di guidare la mia classe attraverso il processo di creazione di gioielli. Abbiamo una stampante solidscape e stiamo cercando qualche suggerimento.