In che modo Sobling controlla la qualità degli stampi per gioielli?
Ispezione della qualità degli stampi per gioielli e analisi dei difetti
Introduzione:
Lo stampo master per gioielli è il primo processo del processo di lavorazione dei gioielli. In genere, i metodi per realizzarlo sono i seguenti: primo, stampo master fatto a mano, cioè attraverso segatura, limatura, saldatura, incisione, ecc. per creare uno stampo master a spigoli vivi, con linee chiare e superficie liscia. In secondo luogo, scolpire a mano un modello in cera e poi fonderlo in uno stampo master. In terzo luogo, si utilizzano vari metodi di prototipazione rapida per realizzare modelli in cera o resina, che vengono poi fusi in versioni d'argento o trasformati direttamente in stampi master in metallo. Nella moderna produzione di gioielli, la tecnologia di prototipazione rapida è sempre più utilizzata per migliorare l'efficienza della creazione di modelli.
La qualità dello stampo master per gioielli ha un impatto significativo sull'efficienza produttiva, sui costi di produzione e sulla qualità dei prodotti di gioielleria. Uno stampo master per gioielli di buona qualità, con una struttura ragionevole e una superficie pulita, può ridurre il carico di lavoro di quest'ultimo processo. Al contrario, uno stampo master per gioielli scadente può solo produrre prodotti di qualità inferiore, perché i difetti sullo stampo master per gioielli saranno replicati fedelmente sul prodotto, con conseguente scarto di un lotto di prodotti o un aumento del carico di lavoro per le riparazioni. Pertanto, lo stampo master per gioielli deve garantire che i prodotti di gioielleria soddisfino i requisiti di qualità del cliente e deve rafforzare l'ispezione e il test della qualità dello stampo master.

Indice dei contenuti
Sezione I: Contenuto dell'ispezione della qualità dello stampo master
Il contenuto principale dell'ispezione della qualità dello stampo master comprende forma, dimensioni, peso, struttura, qualità della superficie, canale di colata, ecc.
1. La forma
Il requisito più essenziale per uno stampo master di gioielleria è il recupero dell'aspetto originale; in altre parole, la produzione dello stampo master deve essere rigorosamente conforme ai requisiti dei disegni di progettazione o alle intenzioni del designer. Per raggiungere questo obiettivo, l'operatore deve innanzitutto utilizzare il pensiero tridimensionale per sperimentare e comprendere a fondo le idee e i temi del designer e considerare anche l'integrità, il coordinamento e l'estetica dello stampo master.
2. Ispezione delle dimensioni
I diversi tipi di gioielli hanno sia requisiti di dimensioni standard sia dimensioni specifiche per ogni tipo che devono essere considerate durante la realizzazione del campione. Prendendo come esempio gli anelli, ogni parte ha dei requisiti dimensionali specifici, come mostrato nella Figura 5-1.
2.1. Anelli
Misura del dito: Si riferisce al diametro interno dell'anello, generalmente indicato dal numero della misura del dito.

Larghezza del gambo: Si riferisce alla larghezza del gambo alla base dell'anello.
Spessore del gambo: Si riferisce allo spessore del gambo alla base dell'anello 0,6-0,7 mm
Spessore delle montature: Lo spessore del pezzo senza pietre preziose sul bordo della testa. Misurare con un calibro; se il cliente non fornisce requisiti, 0,6-0,7 mm.
Spessore della corona: Lo spessore dell'incastonatura per gemme viene misurato con un calibro. Se il cliente non fornisce requisiti, è possibile utilizzare 1-1,2 mm.:1,5-1,8 mm
Spessore del bordo della montatura in pietra: lo spessore del bordo intorno alla montatura in pietra, come lo spessore del bordo, può essere di 1,5-1,8 mm.
2.2. Collana
Lunghezza complessiva: la lunghezza complessiva, esclusa la parte di collegamento della chiusura. In genere, le collane hanno una lunghezza compresa tra 16 e 17 pollici, mentre i bracciali hanno una lunghezza compresa tra 6,5 e 7 pollici.
Lunghezza del collegamento: la lunghezza di un singolo collegamento.
I requisiti per lo spessore del corpo, lo spessore dell'incastonatura e lo spessore del bordo dell'incastonatura della pietra sono simili a quelli degli anelli.
2.3. Bracciale
Diametro interno: Si riferisce al diametro interno del bracciale, generalmente espresso in numero di misura.
Larghezza: Si riferisce alla larghezza della sezione trasversale della parete del bracciale.
I requisiti per lo spessore del corpo, lo spessore dell'incastonatura e lo spessore della pietra incastonata sono simili a quelli degli anelli.
Gli strumenti per controllare le dimensioni dello stampo principale includono calibri a corsoio, calibri ad anello, calibri interni, ecc. La dimensione dello stampo master deve essere determinata in base ai disegni, ma è necessario tenere conto del ritiro e della successiva lavorazione. In altre parole, la dimensione dello stampo master=il prodotto richiede una dimensione x (1+tasso di restringimento )+ indennità di lavorazione.
Si noti che i tassi di ritiro nelle diverse direzioni sono diversi e che anche le diverse strutture del prodotto e i diversi materiali influiscono sul tasso di ritiro. La tolleranza di lavorazione deve essere determinata in base alla qualità della superficie del getto, al metodo di lavorazione della superficie utilizzato e al grado di qualità superficiale richiesto. In genere, si prendono 0,1-0,6 mm di disuguaglianza. Quando la qualità della colata è scarsa, si utilizza la lavorazione manuale e i requisiti di qualità della superficie sono elevati, il margine di lavorazione riservato dovrebbe essere più significativo.
Il pezzo stampato ha una buona densità e levigatezza della superficie, quindi il margine di lavorazione riservato può essere inferiore. Pertanto, la determinazione della dimensione dello stampo master non è fissa e deve essere determinata in base alla situazione reale.
3. Peso
Il peso dello stampo principale determina in larga misura il peso del prodotto. Quando si sceglie il materiale dello stampo principale e il materiale del prodotto, esiste una relazione approssimativamente proporzionale tra i loro pesi. Pertanto, il peso del prodotto può essere controllato controllando il peso dello stampo principale.
Per gli stampi in argento fatti a mano, il peso dell'argento può essere determinato direttamente dal rapporto di proporzione tra l'argento e il materiale del prodotto. Per gli stampi in cera intagliati a mano, il peso degli stampi in cera viene generalmente controllato per primo. Dopo che gli stampi in cera vengono fusi in stampi master, il peso degli stampi master viene controllato maneggiando gli stampi master e affinando i dettagli. Il rapporto di proporzione approssimativo tra cera e metallo è il seguente:
| Tipo di metallo | 1 grammo Modello in cera = Peso del metallo dopo la fusione |
|---|---|
| Argento | 10 grammi |
| Oro 24 carati | 20 grammi |
| Oro 18 carati | 15 grammi |
| Oro 14K | 14 grammi |
| Oro 10K | 10 grammi |
4. La struttura dello stampo Master
Uno stampo master strutturato in modo ragionevole può ridurre significativamente il carico di lavoro durante la produzione di massa e ridurre la probabilità di problemi di qualità; al contrario, quando la struttura dello stampo master è irragionevole, spesso si verifica una situazione in cui lo sforzo è dimezzato per ottenere risultati doppi durante la produzione di massa. Pertanto, prima di realizzare lo stampo master è necessario considerare attentamente le operazioni di produzione successive e progettare la struttura dello stampo master corrispondente. La struttura dello stampo master comprende il corpo principale, i componenti, gli inserti, gli accessori, gli accessori di processo, ecc.
4.1 Corpo principale:
Si riferisce alla parte centrale dello stampo master.
Componenti: Gli stampi master più complessi, come quelli che presentano notevoli difficoltà di produzione, problemi di garanzia della qualità e costi di produzione elevati, vengono generalmente suddivisi in più componenti per la produzione separata, che vengono poi assemblati.
4.2 Inserti:
Si riferisce a piccoli accessori incorporati nel corpo dello stampo master. Quando si assemblano e si fissano gli inserti, di solito è necessaria la saldatura e occorre prestare attenzione alla forza della saldatura e alla quantità di materiali utilizzati.
4.3 Impostazione:
Si riferisce alla base per l'incastonatura delle gemme. Esistono vari tipi di incastonatura, che devono essere determinati in base ai requisiti dell'ordine. La posizione dell'incastonatura, le dimensioni, la profondità della base di incastonatura, la dimensione e la lunghezza delle griffe hanno un impatto significativo sulla qualità dell'incastonatura.
4.4 Cerniera:
Si riferisce a un dispositivo meccanico utilizzato per collegare due componenti e consentirne la rotazione. Le cerniere sono spesso utilizzate in gioielli come orecchini, bracciali e spille. La flessibilità e la durata dei mandrini influiscono direttamente sulla funzionalità dell'uso dei gioielli.
4,5 Spiga:
Si riferisce all'asta metallica che passa attraverso il foro dell'orecchio di un orecchino, solitamente utilizzata con un fermaglio per orecchio. La posizione, la lunghezza, lo spessore, ecc. del perno auricolare devono essere determinati in base alla struttura dello stampo master.
4,6 Chiusura a scatola con linguetta:
Si riferisce agli accessori di fissaggio utilizzati nelle parti di collegamento aperte di bracciali, catene da polso, ecc. e la scatola di chiusura utilizzata in combinazione con essa.
4.7 Accessori per l'artigianato:
Si riferisce ad alcuni accessori che non sono presenti sui gioielli finiti, ma che sono stati aggiunti per esigenze di produzione, come materozze extra, toppe, ecc. In genere, questi accessori devono essere rimossi al termine di specifici processi produttivi.
5. Qualità della superficie dello stampo master
La qualità della superficie dello stampo master ha un impatto significativo sulla qualità del prodotto, sull'efficienza produttiva, sui costi di produzione, ecc. Un lavoro supplementare sullo stampo master può portare a ritorni difficilmente misurabili in produzione, ma alcuni produttori spesso non si rendono conto di questa semplice verità. La superficie dello stampo master deve essere liscia e delicata, senza occhi di sabbia, fori, graffi o bordi irregolari.
6. Matrice di colata
Il canale di colata è riservato come canale per il flusso del metallo fuso nel processo di fusione. Nella fusione di gioielli, la corretta impostazione del canale di colata è una condizione essenziale per garantire la qualità della colata. Impostazioni irragionevoli del canale di colata, come riempimento insufficiente, restringimento e porosità, causano direttamente o indirettamente molti difetti comuni nella microfusione. La razionalità dell'impostazione del canale di colata viene valutata principalmente in base ad aspetti quali la posizione, la quantità, la forma, le dimensioni e il metodo di collegamento del canale di colata.
(1). Durante la realizzazione dello stampo master, la materozza di colata deve essere considerata parte integrante dello stampo master e saldata allo stampo master con una saldatura ad alta resistenza. Tali materozze di colata sono utili per il riempimento di cera o metallo fuso. Se non c'è una matrice di colata sullo stampo master e viene scavata a caso sullo stampo di gomma con un bisturi, tale canale è soggetto a turbolenze, che non favoriscono il riempimento.
(2). Il canale di colata deve essere collegato alla parte più spessa del getto e lo spessore equivalente della sua sezione deve essere maggiore di quello del getto. Poiché il canale di colata ha la funzione di compensare il ritiro, il suo tempo di solidificazione deve essere successivo a quello della colata per evitare difetti come il ritiro e i fori di ritiro nella colata. Anche il metodo di collegamento tra il canale di colata e il pezzo ha un impatto significativo sulla qualità del getto. Una connessione ad angolo retto o un'incavatura nel punto di connessione non favoriscono il riempimento del metallo fuso e possono causare turbolenze. Alla radice della materozza di colata, nel punto in cui si collega al getto, deve essere realizzato un angolo arrotondato e il raggio dell'angolo deve essere controllato. È necessario evitare angoli troppo piccoli per essere efficaci e angoli troppo grandi per aumentare le difficoltà di pulizia.
(3). La lunghezza del canale di colata deve essere ragionevole. Il processo di scorrimento della cera o del liquido metallico attraverso il canale di colata è un processo di raffreddamento graduale. Se il canale di colata è più corto, favorisce il riempimento e può portare a difetti di riempimento. Tuttavia, se la lunghezza del canale di colata è troppo corta, il pezzo da lavorare è troppo vicino al nucleo. In tal caso, non solo si riduce il numero di pezzi di un singolo metallo fuso, ma aumenta anche la possibilità di difetti di ritiro dovuti all'eccessivo riscaldamento del pezzo.
(4). Il numero di materozze deve essere determinato in base alla struttura del pezzo. Con la premessa di soddisfare i requisiti di riempimento e alimentazione, la riduzione del numero di materozze può ridurre il carico di lavoro della rettifica e della pulizia e migliorare la resa del processo; tuttavia, se il pezzo è relativamente sottile e complesso o di grandi dimensioni, quando è necessario più di una materozza per soddisfare i requisiti, è necessario utilizzare due o più materozze.
(5). La forma della materozza di colata. Le forme delle sezioni trasversali delle materozze di colata comunemente utilizzate in produzione sono circolare, quadrata, triangolare, ecc. Si consiglia di utilizzare innanzitutto una sezione circolare, in quanto non solo facilita il flusso regolare del metallo fuso, ma riduce anche la perdita di calore, prolungando il tempo necessario per mantenere il canale e il canale di contrazione. Le materozze di colata sono disponibili in varie forme, come ramo singolo, a Y, a V, a gancio, circolari, ecc. e la scelta deve essere fatta in base allo stato effettivo del pezzo.
Sezione II. Personale e metodi di ispezione della qualità
Rispetto agli ispettori di qualità di altri processi di produzione di gioielli, i requisiti e le difficoltà degli ispettori di qualità di stampi master sono molto più elevati. Nel settore sono comunemente chiamati "visionatori di modelli" o "ispettori di modelli". Un eccellente visionatore di modelli è tenuto a comprendere il design dei gioielli, anche se non è un designer di professione, ma deve avere una chiara comprensione del lavoro del designer ed essere in grado di comprendere i disegni di design 3D. Devono avere una grande esperienza nella produzione di stampi master e conoscere la struttura degli stampi master in argento, i processi di produzione degli stampi master in argento e i requisiti di qualità. Conoscere il processo operativo del reparto di creazione di stampi master, conoscere la produzione e i processi di lavorazione della gioielleria, avere un'esperienza pratica a lungo termine nelle fabbriche, comprendere a fondo i processi e il flusso di produzione, avere una particolare conoscenza dei materiali per la gioielleria e avere la capacità di prevedere problemi di produzione anomali.
Per gli attuali metodi di produzione di gioielli, diversi fattori chiave influenzano la qualità dello stampo master.
Uno di questi è la revisione dei disegni CAD, dove le questioni relative alla forma dello stampo master, alle dimensioni, alla struttura e al processo di produzione della gioielleria devono essere considerate attentamente quando si disegnano i disegni CAD. Tuttavia, molti disegnatori CAD non hanno familiarità con i processi di produzione, per cui non solo i progettisti devono rivedere i disegni CAD per cogliere l'estetica e le forme, ma i revisori devono anche condurre revisioni strutturali e di processo e fornire suggerimenti e requisiti di modifica.
In secondo luogo, è necessario ispezionare i modelli di prototipazione rapida in cera o resina per verificare se sono integri o presentano difetti come parti mancanti, deformazioni, fori di sabbia, ecc. Quando si riscontrano tali difetti, è necessario provvedere alle riparazioni prima di organizzare la colata d'argento. Se le riparazioni non sono possibili, si devono realizzare nuovi modelli in cera o in resina. Anche i modelli in cera intagliati a mano devono essere ispezionati con cura.
In terzo luogo, si devono effettuare ispezioni sui modelli d'argento replicati, verificando se i modelli d'argento sono intatti o presentano gravi difetti e conducendo ispezioni su forme, strutture, assemblaggi, dimensioni, processi, qualità delle superfici, ecc.
I mezzi per ispezionare lo stampo master sono relativamente semplici. La forma esterna, la struttura, il fascino, ecc. si basano principalmente sull'osservazione visiva. L'ispezione delle dimensioni può essere effettuata utilizzando un calibro ad anello, un calibro a corsoio, un calibro interno, ecc. La qualità della superficie può essere controllata a occhio nudo e con la lente d'ingrandimento.
Sezione III. Difetti comuni dello stampo master
7. Incoerenza della forma
Gli stampi master per gioielli hanno generalmente disegni di progetto, schizzi o requisiti orali del cliente per la forma. Una volta completato, lo stampo master deve essere controllato rispetto ai disegni o confermato dal cliente.
【Caso 5-1】Il bordo interno dell'anello richiede un arco interno, come mostrato nella Figura 5-2.
Analisi:
I gioielli devono tenere conto del comfort d'uso. Il bordo interno dell'anello richiede solitamente un angolo arrotondato, ma spesso viene trasformato in un bordo dritto durante la produzione.
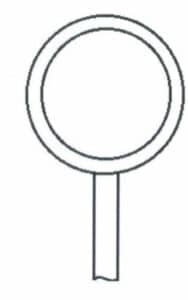
【Caso 5-2】Deformazione, come mostrato nella Figura 5-3.

Analisi:
Durante la produzione si verificano spesso problemi di deformazione dello stampo master, tra cui la struttura del gioiello, che è generalmente delicata e ha una debole capacità di resistere alle forze esterne. Anche il materiale dello stampo madre, solitamente in argento 925, è un fattore importante. Rispetto ad altri materiali comunemente utilizzati in gioielleria, come l'oro K, le leghe di rame e così via, le leghe d'argento hanno una resistenza e una durezza inferiori, che portano alla deformazione dello stampo master durante il processo di produzione, soprattutto durante il processo di stampaggio a compressione.
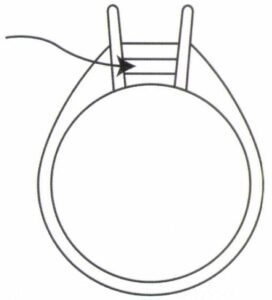
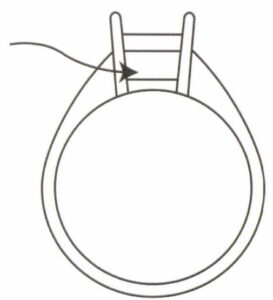
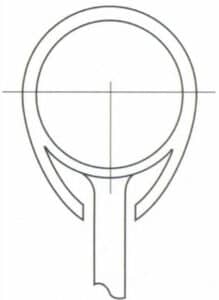
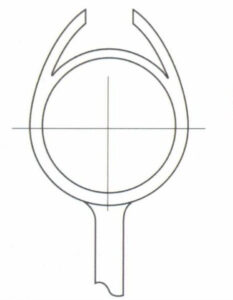
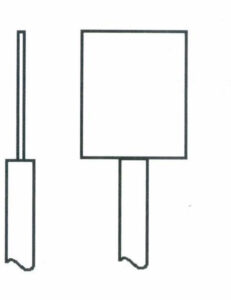
Soluzioni:
Esistono diverse soluzioni al problema della deformazione dello stampo master. In primo luogo, è necessario apportare le necessarie modifiche alla struttura dello stampo master per evitare di essere troppo delicati o di avere una superficie piana troppo ampia; in secondo luogo, è necessario impostare le aste di trazione del processo, come mostrato nella Figura 5-4, per collegare le varie maniglie di comando isolate con le aste di trazione, riducendo in modo significativo la probabilità di deformazione delle aste di comando; in terzo luogo, è necessario scegliere materiali con prestazioni migliori per realizzare la versione in argento. Negli ultimi anni, alcuni produttori del settore hanno tentato di sviluppare leghe d'argento ad alta durezza, migliorando significativamente la resistenza e la durezza della lega grazie all'aggiunta di oligoelementi e al perfezionamento del processo di produzione.

[Caso 5-3] Lo stampo master manca di fascino, come mostrato nella Figura 5-5.
Analisi:
Un oggetto non deve avere solo una forma fisica, ma anche un fascino; altrimenti, avrà bisogno di una vitalità più vivace, soprattutto per alcuni stili di figure e animali. Tuttavia, non è facile cogliere il fascino nella produzione di stampi. Richiede notevoli capacità artistiche. Molte volte può essere solo compreso e non spiegato a parole.
Soluzioni:
Per i progetti di animali master mold, l'uso del disegno al computer per la prototipazione rapida appare spesso meccanico e rigido. È consigliabile privilegiare l'intaglio manuale della cera o utilizzare il disegno al computer per creare il modello primario del corpo e poi elaborarlo manualmente.
[Caso 5-4 ] Il bordo dell'intarsio sullo stampo master non è arrotondato, come mostrato nella Figura 5-6.
Analisi:
Una tecnica impropria durante la levigatura ha trasformato il bordo dell'intarsio sullo stampo master in un poligono, non soddisfacendo il requisito dell'arrotondamento.
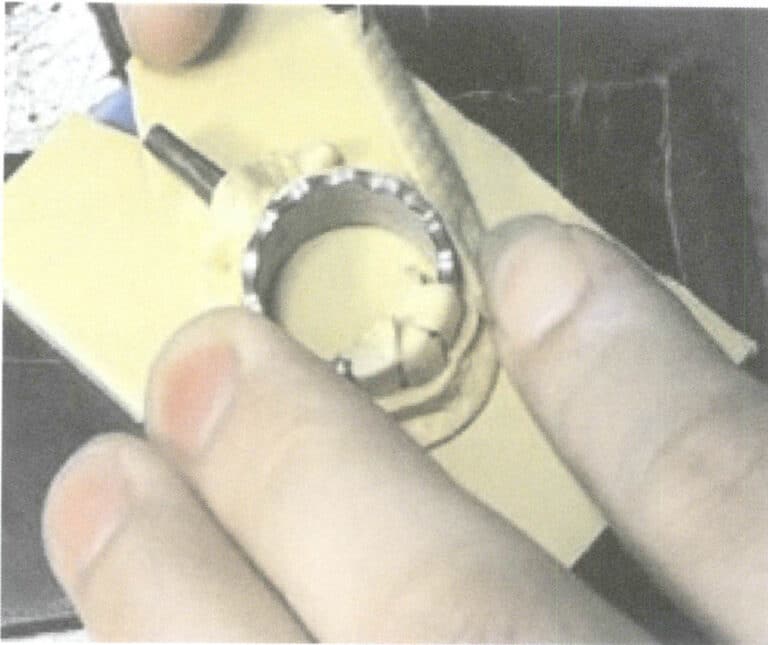
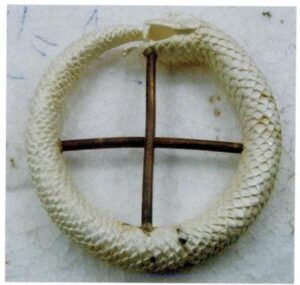
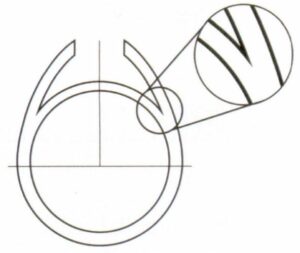
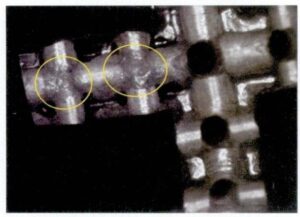
[Caso 5-5 ] Il bordo del foro sullo stampo master è rotto e mancante, come mostrato nella Figura 5-7.
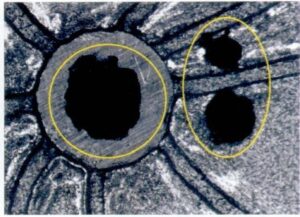
Analisi:
In questo esempio, dopo la colata, tutti e tre i fori circolari hanno mostrato evidenti bordi di collasso, con conseguente grave deformazione dei fori circolari. Il motivo del bordo di collasso è strettamente legato alla qualità dello stampo e al processo di fusione durante la colata, per ragioni specifiche.
8. Incoerenza dimensionale
I gioielli non hanno requisiti dimensionali così rigidi come le parti meccaniche, ma quando si tratta di indossarli, incastonarli e assemblarli, come ad esempio la misura dell'anello, la misura dell'apertura del bracciale, la lunghezza del bracciale, il coordinamento tra gli anelli di cauzione della collana e del pendente e il coordinamento tra l'intarsio e la base, sono necessarie dimensioni precise dello stampo principale.
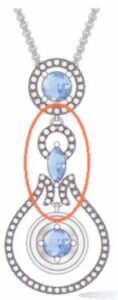
【Caso 5-6】La dimensione della cauzione del ciondolo non corrisponde.
Analisi:
La cauzione del ciondolo ha diverse specifiche. Le sue dimensioni sono generalmente determinate in base alla forma, alla struttura e al materiale del ciondolo e alle dimensioni della catena abbinata. La dimensione del foro attraverso il quale viene infilato il fermaglio del ciondolo deve garantire un passaggio agevole della catena. In caso contrario, potrebbero verificarsi problemi di usura.
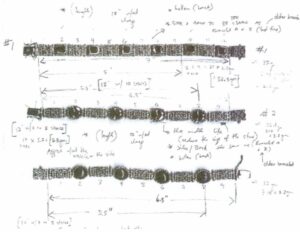
【Caso 5-7】La lunghezza del bracciale non soddisfa i requisiti del disegno.
Analisi:
La lunghezza del bracciale è un indicatore essenziale del suo comfort di utilizzo. La dimensione di ogni maglia deve essere determinata in base al numero di maglie e alla lunghezza totale del bracciale richiesta dal disegno, combinata con le tolleranze di contrazione e di lavorazione. I disegni dei prodotti di gioielleria sono spesso meno standardizzati di quelli dell'industria meccanica. È prevedibile che il disegno venga marcato o modificato arbitrariamente. Le dimensioni e i requisiti strutturali del bracciale della Figura 5-8 sono esempi tipici. Pertanto, quando si realizza lo stampo master, è necessario leggere attentamente i requisiti del disegno. In caso di dubbi, è necessario informarsi tempestivamente presso il cliente per avere una conferma, senza basarsi esclusivamente sulla propria comprensione.
[La dimensione dell'incastonatura non corrisponde a quella della gemma, come mostrato nella Figura 5-9.

Analisi:
I diamanti a forma di scala sono un metodo di incastonatura comunemente utilizzato nei gioielli con diamanti. In genere, per disporre più diamanti in un'incastonatura, è necessario che i diamanti siano disposti in modo ravvicinato, uniforme e senza soluzione di continuità, senza spazi vuoti apparenti tra i diamanti o tra i diamanti e le estremità dell'incastonatura. Tuttavia, se le dimensioni non sono controllate con precisione durante la produzione dello stampo master, può verificarsi un problema di mancata corrispondenza tra le dimensioni della montatura e dei diamanti.
[Caso 5-9] La dimensione dell'impostazione di base non corrisponde agli accessori, come mostrato nella Figura 5-10.

Analisi:
Nell'anello mostrato nella Figura 5-10, la parte bianca è l'agata, assemblata con l'incastonatura e l'incastonatura della base metallica, che richiede un buon adattamento della superficie di giunzione senza spazi vuoti apparenti. Questo requisito sembra semplice, ma richiede lavoro per essere garantito nella produzione reale. Quando si realizza lo stampo master in argento, è necessario valutare con precisione il restringimento effettivo dell'incastonatura della base metallica, che deve essere regolato e confermato attraverso esperimenti.
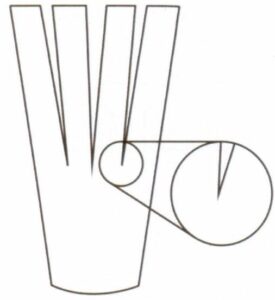
[Caso 5-10] Le dimensioni dei rebbi nello stampo principale sono troppo piccole, come mostrato nella Figura 5-11.

Analisi:
Nei gioielli a intarsio, a volte, per ottenere un migliore effetto di intarsio, i rebbi dell'intarsio non vengono realizzati durante la realizzazione del modello in cera (o in resina) al computer, ma dopo aver versato lo stampo in argento, i rebbi vengono realizzati a mano sullo stampo in argento. I rebbi per il fissaggio delle pietre preziose devono garantire uno spessore e un'altezza minimi e, quando si realizzano a mano i rebbi sullo stampo d'argento, si deve tenere conto del ritiro dello stampo, delle perdite di lavorazione successive e di altri fattori; altrimenti, quando si utilizza questo stampo master per la produzione di massa, dopo operazioni come la levigatura, la lucidatura dei rebbi e la molatura, alcuni rebbi potrebbero essere troppo deboli e soggetti alla perdita della pietra.
9. Il peso dello stampo master non corrisponde
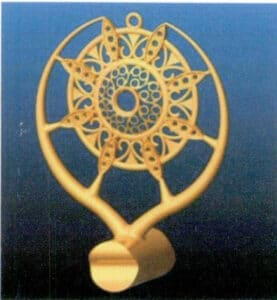
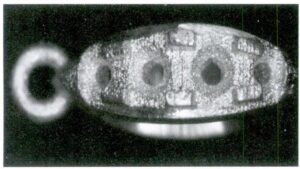
[Caso 5-11] Il peso dello stampo master è eccessivo, come illustrato nella Figura 5-12.
Analisi:
Per i gioielli in metallo prezioso, considerando i costi e l'accettazione del mercato, è necessario controllare il peso del metallo. Questo deve essere garantito fin dalla fase di realizzazione dello stampo per soddisfare le dimensioni esterne e la resistenza strutturale del gioiello, scavando il più possibile le parti nascoste, come il retro e le aree concave, per ridurre il peso del prodotto. In questo caso, se è richiesto solo un effetto tridimensionale sulla parte anteriore, gli stampi possono essere realizzati solo per metà, scavando la parte posteriore. Se è necessario un effetto tridimensionale di intaglio rotondo, il progetto dello stampo master può essere realizzato in due parti per il fronte e il retro, con l'interno di entrambe le parti scavato. Il retro può essere trasformato in una gabbia per ridurre significativamente il peso.
10. La struttura dello stampo master è irragionevole
La struttura dello stampo master ha un impatto significativo sul controllo della qualità dei processi successivi. Una progettazione irragionevole dello stampo master causa facilmente difetti e aumenta le difficoltà di produzione e il carico di lavoro della lavorazione. La progettazione della struttura dello stampo master deve garantire che il prodotto soddisfi i requisiti dimensionali del cliente e tenga pienamente conto dell'operatività del processo produttivo. Ecco alcuni esempi comuni di strutture di stampi master irragionevoli.
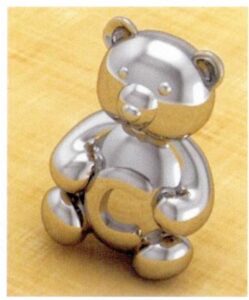
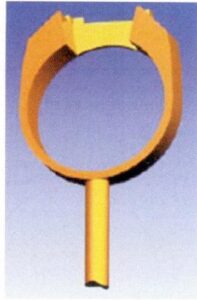
[Lo stampo master non viene smontato e le parti interne non possono essere carteggiate, come mostrato nella Figura 5-13.


Analisi:
Il corpo principale degli orecchini, in questo caso, è a forma di cuore. Per ridurre il peso, su entrambi i lati della forma a cuore sono state ricavate piccole cavità a forma di cuore e l'interno della forma a cuore è stato scavato. Tuttavia, durante il disegno CAD, non è stata presa in considerazione l'operatività degli stampi di supporto e dello stampo durante la produzione, con il risultato che è stata formata l'intera forma a cuore, rendendo impossibile per lo stampo in argento replicato gestire la cavità interna scavata. Il successivo stampo in gomma e la finitura del prodotto sono, ovviamente, difficili.
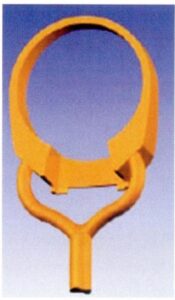
Soluzioni:
Separare la forma a cuore in due metà e cerarle separatamente. Impostare le sporgenze e le scanalature di posizionamento sulla superficie di giunzione, come mostrato nella Figura 5-14. Dopo che le due metà dello stampo in argento sono state opportunamente levigate, assemblarle per la realizzazione e la correttezza dello stampo, quindi realizzare lo stampo in gomma separatamente.


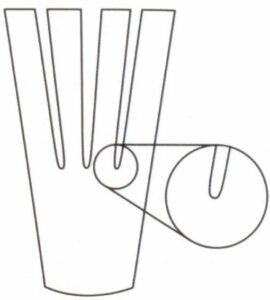
[I fori per l'intarsio nello stampo master sono piccoli e profondi, come mostrato nella Figura 5-15.

Analisi:
Questo tipo di struttura dei fori di intarsio non favorisce né la produzione né l'effetto ottico dei diamanti. Poiché i fori di intarsio piccoli e profondi non sono facili da levigare durante la colata e spesso si bloccano, è difficile eseguire correttamente la creazione di stampi e la lucidatura, e non è facile modellare durante la galvanoplastica, facendo apparire i diamanti scuri. A volte è necessario premere manualmente il fondo della pietra per renderla lucida, il che potrebbe essere più efficiente ed efficace.
Soluzioni:
I diversi stili di taglio e molatura delle gemme hanno spessori corrispondenti. Quando si realizzano gli stampi, è necessario considerare il rapporto tra il diametro e la profondità dei fori di intarsio. Gli intarsi di gemme devono essere stabili e avere una buona lucentezza, quindi le dimensioni dei fori di intarsio devono essere impostate in modo ragionevole. Poiché la stabilità delle gemme dipende solo dalla posizione della base di incastonatura e dall'avvolgimento del bordo metallico, la gemma al di sotto della cintura non deve toccare la parete del foro di intarsio.
In linea di principio, finché la profondità del foro di incastonatura supera di poco lo spessore della gemma. Pertanto, la parte della pietra d'incastonatura può essere assottigliata incavando la parte inferiore, come mostrato nella Figura 5-16.

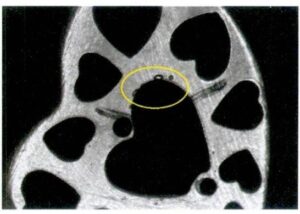
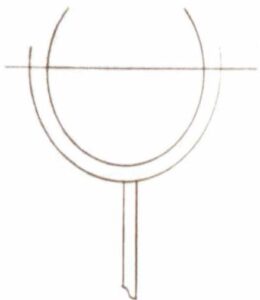
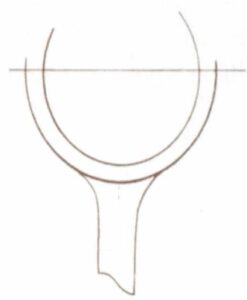
[Caso 5-14] La parte cava dello stampo master è troppo sottile, come mostrato nella Figura 5-17.

Analisi:
I gioielli hanno spesso una struttura cava. Se la parte cava è progettata in modo da essere troppo sottile, la parte delicata dello stampo in gomma pende verso il basso, causando oscillazioni durante l'iniezione della cera, con conseguenti difetti quali disallineamento e bagliori. Durante l'iniezione della cera, la parte delicata dello stampo in gomma può anche strapparsi, oppure il gesso delicato può rompersi durante la realizzazione dello stampo in gesso, con conseguente scomparsa del foro sottile nel pezzo.
Soluzioni:
La parte cava nello stampo master deve essere considerata in combinazione con il processo di produzione, con la premessa di soddisfare i requisiti di progettazione. In questo esempio, la parte cava si trova sulla parete interna, con l'obiettivo di ridurre il peso senza influire sull'aspetto. Pertanto, nella realizzazione degli stampi, la parte cava deve essere impostata come un arco facilmente lavorabile e le due posizioni cave corrispondenti devono essere separate, come mostrato nella Figura 5-18. Inoltre, per soddisfare le esigenze di intarsio, è necessario considerare il processo di produzione in combinazione con i requisiti di progettazione. Inoltre, pur rispettando le dimensioni dell'intarsio, la parte inferiore dell'intarsio anulare deve essere opportunamente rimossa per ridurre la profondità della parte cava.

[Lo stampo master presenta angoli acuti in corrispondenza delle parti di raccordo o delle decorazioni incassate, come mostrato nella Figura 5-19.
Analisi:
Questa connessione ad angolo acuto causerà diversi problemi: lo stampo in gomma è soggetto a strappi durante la produzione, con conseguenti bordi irregolari nel prodotto finale; il fragile gesso è soggetto a rotture durante la realizzazione dello stampo in gesso; durante la colata, il liquido metallico è soggetto a turbolenze. Causa difetti come pori e inclusioni nel pezzo; è difficile lucidare l'angolo tagliente e, quando si usa la lucidatura meccanica, queste aree sono facilmente inglobate dai mezzi di lucidatura; se il punto di colata è posizionato in modo improprio, il pezzo è soggetto all'appassimento del metallo.
Soluzioni:
Modificare l'angolo acuto in un angolo arrotondato, come mostrato nella Figura 5-20, e determinare le dimensioni dell'angolo arrotondato in base ai requisiti di progetto.
[Lo stampo master presenta un'apertura stretta nella parete laterale, come mostrato nella Figura 5-21.
Analisi:
Oltre a scavare il fondo del gioiello nello stampo principale, in genere viene aperto uno strato sulle pareti laterali di quelli con pareti laterali più alte. In questo caso, anche l'incastonatura a griffe della pietra principale presenta uno strato aperto sulla parete laterale dell'incastonatura, non solo per ridurre il peso ma anche per migliorare la brillantezza della gemma.
Tuttavia, quando l'apertura dello strato è stretta, non favorisce il posizionamento dello stampo per iniezione di cera durante l'iniezione di cera, con conseguente deformazione dell'apertura dello strato, e non favorisce nemmeno la rimozione del modello in cera dallo stampo in gomma.
Inoltre, non favorisce la rimozione del modello in cera dallo stampo in gomma quando l'apertura dello strato è stretta.
Soluzioni:
Allargare correttamente l'apertura tra gli strati, come mostrato nella Figura 5-22.
[Caso 5-17] La parte pendente del ciondolo non si muove in modo fluido, come mostrato nella Figura 5-23.
Analisi:
In questo caso, ogni parte del ciondolo è collegata da un anello di collegamento, che richiede che ogni parte del ciondolo oscilli senza problemi. Tuttavia, durante la realizzazione dello stampo, a causa dello spazio insufficiente tra gli anelli di collegamento, l'oscillazione è facilmente ostacolata.
Soluzioni:
Aumentare la distanza tra le parti di collegamento in modo appropriato, rispettando l'estetica del progetto e garantendo un gioco sufficiente tra le parti di accoppiamento per un'adeguata possibilità di movimento.
[Lo spessore della parete dello stampo master varia notevolmente, come illustrato nella Figura 5-24.
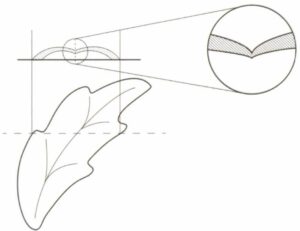
Analisi:
In questo caso, il pezzo a forma di foglia presenta le venature più sottili al centro, mentre i petali della foglia sono più spessi su entrambi i lati e lo spessore aumenta man mano che ci si allontana dalla vena centrale della foglia. Durante la colata, la parte sottile ostruisce il canale di alimentazione, causando il restringimento della porosità nell'area della parete spessa e deteriorando la qualità della superficie. A volte, quando lo spessore della parete della parte sottile è troppo piccolo, può creparsi a causa della resistenza insufficiente.
Soluzioni:
Quando si progetta la struttura dello stampo master, cercare di evitare la struttura spessore-sottile-spessore. La parte sottile dovrebbe avere uno spessore nudo, mentre la parte spessa può essere scavata aggiungendo una cresta sul retro e scavando il fondo per ridurre la differenza di spessore delle pareti tra le varie parti.
[Il foro per l'intarsio della pietra dello stampo principale non è stato praticato, come mostra la Figura 5-25.
Analisi:
Per le parti che devono essere intarsiate con pietre, i fori per l'intarsio delle pietre devono essere praticati sullo stampo master per garantire la coerenza della qualità dell'intarsio durante la produzione di massa, ridurre la perdita di metalli preziosi, migliorare l'efficienza della produzione ed evitare intarsi mancanti nei prodotti. Questo aspetto dovrebbe essere tenuto in maggiore considerazione nel caso di intarsi densi di più gemme di piccole dimensioni.
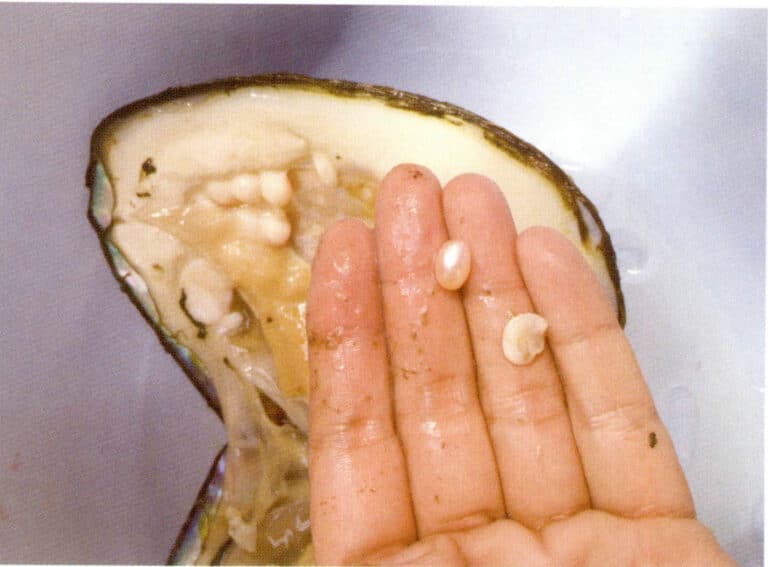
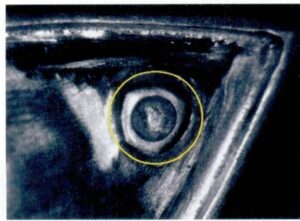
【Caso 5-20】Il diametro del cappuccio della perla è troppo piccolo, come mostrato nella Figura 5-26.
Analisi:
Il metodo generale di incastonatura delle perle consiste nel praticare dei fori nelle perle, applicare della colla al perno metallico e alla sporgenza della perla, quindi inserire il perno nel foro della perla e attendere che la colla si indurisca e si fissi. La dimensione della sporgenza della perla deve essere adeguata, in modo da coprire il foro della perla senza essere troppo grande da causare un rapporto sproporzionato. In questo caso, il diametro della sporgenza della perla è troppo piccolo e la colla può facilmente traboccare sulla sporgenza della perla, aumentando il lavoro di pulizia e il rischio di graffiare la perla.
11. Scarsa qualità della superficie dello stampo master
La qualità della superficie dello stampo master determina la qualità della superficie del prodotto e lo stampo master deve ottenere una superficie liscia e pulita per ridurre il carico di lavoro di lucidatura e riparazione nei processi successivi. I difetti più comuni nella qualità della superficie dello stampo master sono i seguenti.
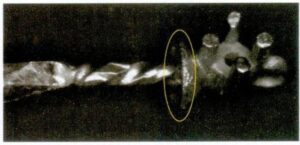
【Caso 5-21】Sul sito di saldatura dello stampo principale compaiono cicatrici di saldatura, come mostrato nella Figura 5-27.
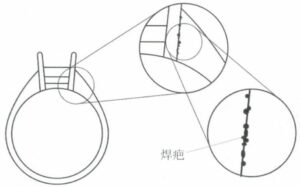
Analisi:
In questo esempio, l'impostazione dell'artiglio dell'anello è saldata insieme alla fascia dell'anello, con il risultato di molte cicatrici di saldatura non pulite nel sito di saldatura. Quando lo stampo master viene utilizzato per la produzione, le cicatrici di saldatura si trasferiscono a ogni pezzo, causando una quantità significativa di rilavorazioni. In altre parole, questo difetto viene replicato in grandi quantità.
Soluzioni:
È necessario maneggiare con cura il sito di saldatura, utilizzando gli strumenti appropriati per lucidarlo in modo uniforme e brillante.
[Caso 5-22] Graffi sulla superficie dello stampo master, come mostrato nella Figura 5-28.
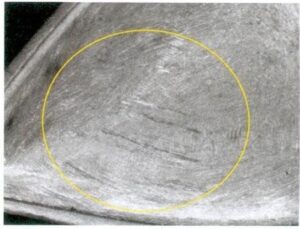
Analisi:
La colata dello stampo master richiede processi quali la limatura, la levigatura e la realizzazione di materozze di colata per ottenere una superficie liscia. Se il trattamento di pre-processo è troppo pesante durante il processo di creazione degli stampi, causerà graffi profondi difficili da rimuovere nei processi successivi o richiederà la modifica della forma degli stampi per eliminarli.
Soluzioni:
Quando si realizzano gli stampi, è necessario seguire un processo di trattamento della superficie da grossolano a corretto, scegliere gli strumenti appropriati per ogni processo, padroneggiare la forza operativa e il processo successivo dovrebbe rilavorare l'intera superficie del processo precedente.
[Caso 5-23] Lo stampo master non è stato levigato in corrispondenza dell'intarsio, come illustrato nella Figura 5-29.
Analisi:
In questo caso, l'intarsio dello stampo master è fuoriuscito, conservando la superficie di colata ruvida e irregolare.
[Caso 5-24] Sulla superficie dello stampo master sono presenti dei fori di sabbia, come mostrato nella Figura 5-30.
Analisi:
Nel processo di fusione, molti fattori dello stampo master possono causare difetti di sabbiatura, tra cui il processo di fusione, lo stampo, i materiali metallici, la struttura del prodotto, ecc.
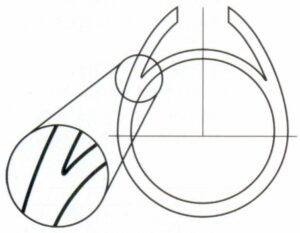
[Caso 5-25] L'angolo morto dello stampo master non viene levigato a sufficienza, come mostrato nella Figura 5-31.
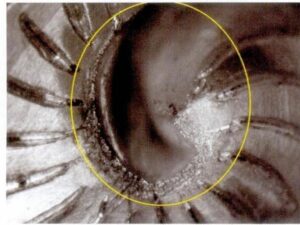
Analisi:
In questo caso, la radice della spirale centrale nello stampo master si trova in una posizione di angolo morto, difficile da raggiungere con gli strumenti ordinari. Dopo la levigatura, questa parte appare ancora ruvida e non può essere rimossa.
Soluzioni:
Nel processo di creazione di versioni di gioielli, a causa delle notevoli differenze strutturali dello stampo master, gli strumenti standard convenzionali non sono in grado di gestire gli angoli morti, le aree concave, ecc. Per levigare queste aree è necessario che gli operatori stessi realizzino uno strumento specifico.
[Caso 5-26 ] I bordi dello stampo matrice non sono lisci, come mostrato nella Figura 5-32.
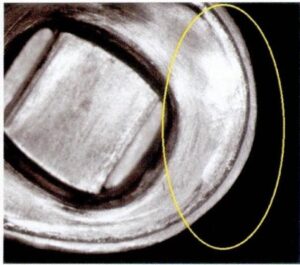
Analisi:
Quando si rifiniscono i gioielli, i bordi devono essere lisci, senza evidenti irregolarità di spessore. Lo stampo master di questo esempio non soddisfa questo requisito, mostrando bordi evidentemente non lisci, il che è legato alla tecnica dell'operatore.
12. il problema del canale di colata dello stampo master
Il canale di colata non è solo il canale per l'ingresso del liquido metallico nella cavità dello stampo, ma anche il canale per integrare il liquido metallico in fase di solidificazione e contrazione per la colata. Il fatto che il canale di colata sia impostato in modo corretto o meno è legato alla solidità della colata, alla densità della superficie e così via, e deve essere preso in seria considerazione. Di seguito sono riportati alcuni problemi comuni di impostazione del canale di colata dello stampo master.
[Caso 5-27 ] La materozza di colata è troppo piccola, come mostrato nella Figura 5-33.
Analisi:
Quando il canale di colata è troppo piccolo, la risalita del livello del liquido metallico nella cavità è lenta e può causare difetti come quelli incompleti. La forza di raschiamento del liquido metallico sulla parete dello stampo è elevata e può causare difetti come fori di sabbia e soffiature. Durante il processo di solidificazione della colata, il canale di contrazione supplementare del liquido metallico è bloccato, il che può causare cavità macroscopiche di contrazione e allentamenti microscopici di contrazione nel pezzo.
Soluzioni:
Le dimensioni del canale di colata devono essere determinate in base alle caratteristiche del materiale metallico di colata, alle dimensioni e alle caratteristiche strutturali della colata, al metodo di colata, ecc. In generale, l'area della sezione trasversale del canale di colata deve essere di 70%-150% in corrispondenza del collegamento con il pezzo. Pertanto, in questo esempio, il canale di colata dello stampo master può essere opportunamente ingrandito, come illustrato nella Figura 5-34.
【Caso 5-28】La posizione del canale di colata non soddisfa i requisiti per il riempimento e il restringimento, come mostrato nella Figura 5-35.
Analisi:
Nel caso dell'anello, per facilitare la successiva lucidatura e ridurre l'impatto sull'aspetto, il canale di colata viene generalmente posizionato in corrispondenza del gambo. Tuttavia, nel caso dell'anello, i lati della testa dell'anello sono strutture solide, spesse e con pareti, e queste due aree solidificano per ultime; il loro ritiro non può essere compensato dal liquido metallico esterno, con conseguente grave porosità da ritiro.
Soluzioni:
Secondo il principio generale stabilito dalla materozza di colata, deve essere posizionato nella parte della parete spessa della colata. Se la struttura dell'anello non consente modifiche, l'anello deve essere invertito. Se è consentito scavare l'interno dell'anello mantenendo la stessa forma, lo spessore delle due parti a parete spessa può essere ridotto in modo da essere inferiore allo spessore della parete dell'impugnatura dell'anello. Quindi, la materozza di colata può essere posizionata in corrispondenza dell'impugnatura dell'anello. Come mostrato nelle figure 5-36 e 5-37.

[Caso 5-29 ] La posizione della materozza di fusione è difficile da pulire, come mostrato nella Figura 5-38.
Analisi:
Il canale di colata è una misura di processo necessaria per la colata, non richiesta dalla colata stessa. Dopo la colata, il canale di colata deve essere rimosso. In questo caso, il canale di colata è incastonato nello strato intermedio dell'anello, che è difficile da tagliare. Anche strumenti come lime d'acciaio e carta vetrata sono complessi da inserire durante la modellazione, rendendo difficile la pulizia del canale di colata residuo.
Soluzioni:
La materozza di colata deve essere posizionata il più possibile sulla superficie esterna liscia per facilitare la pulizia, come mostrato nella Figura 5-39.
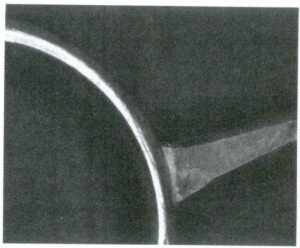
【Caso 5-30】La materozza di colata è collegata alla colata ad angolo retto, come illustrato nella Figura 5-40.
Analisi:
Quando il canale di colata è collegato al pezzo in lavorazione ad angolo retto, durante il processo di riempimento si generano facilmente turbolenze nel metallo fuso, che causano problemi come l'intrappolamento di gas e scorie; inoltre, in corrispondenza del collegamento si possono formare nodi termici, con conseguente porosità da ritiro in quel punto. Se la pressione del metallo fuso è elevata, la parete di gesso rivolta verso il flusso del metallo fuso viene facilmente erosa e abrasa, causando difetti come inclusioni e fori di sabbia.
Soluzioni:
Il canale di colata deve essere collegato alla colata con un filetto, in grado di rendere omogeneo il riempimento del metallo fuso e di ridurre l'abrasione della parete dello stampo. Le dimensioni del filetto devono tenere conto di fattori quali le dimensioni della sezione trasversale del canale di colata, lo spessore della parete della colata e la facilità di pulizia.
【Caso 5-31】Un getto a parete sottile ha una materozza di colata sovradimensionata, come mostrato nella Figura 5-41.
Analisi:
Il collegamento di una materozza di grandi dimensioni a una sezione sottile, se la temperatura del metallo fuso e del gesso non è corretta, può causare il ritiro e l'allentamento della materozza, che si estende all'area di collegamento e provoca il cosiddetto fenomeno del "riflusso".
Soluzioni:
Impostare le materozze di colata sui getti a parete sottile per eliminare l'idea errata che le materozze di colata più grandi garantiscano un riempimento completo. In realtà, la capacità di riempimento del metallo fuso non dipende solo dalle materozze di colata, ma anche dal flusso del metallo fuso nella cavità dello stampo. Più la colata è grande e sottile, più è facile che si raffreddi e che si verifichino difetti di riempimento. A questo punto, il semplice aumento della sezione trasversale della materozza di colata non risolve il problema. È necessario aumentare il numero di materozze di colata e ridurre l'intervallo coperto da ciascuna materozza di colata nella cavità dello stampo, come mostrato nella Figura 5-42.