Qu'est-ce que le sertissage affleurant, le sertissage tzigane, le sertissage par tension, le sertissage par canal et le sertissage invisible pour les bijoux ?
Apprendre les méthodes de fabrication et les techniques de sertissage dans la production de bijoux
Introduction :
Cet article se penche sur le monde du sertissage des bijoux et présente cinq sertissages clés : Flush, Gypsy, Tension, Channel et Invisible. Il présente leur vue d'ensemble, leurs méthodes de production et leurs applications dans la conception de bijoux. Il s'agit d'une lecture indispensable pour les professionnels de l'industrie qui souhaitent maîtriser ces techniques.

Bracelet à sertissage affleurant
Table des matières
Section I Réglage de la chasse d'eau et réglage du gypsy
Le sertissage affleurant et le sertissage gitan sont réalisés en soustrayant du métal d'une structure métallique existante pour créer une base de sertissage de la pierre sans ajouter de structure supplémentaire. Par exemple, une rainure est pratiquée dans l'anneau pour accueillir la pierre, comme dans le cas d'un serti à griffes ou d'un serti micro-pavé. Toutefois, le sertissage affleurant et le sertissage tzigane sont plus intégrés au métal car la pierre est maintenue en place par un cercle entourant le bord de la pierre plutôt que par une fixation ponctuelle.
1. Vue d'ensemble du réglage de la chasse d'eau et du réglage du gypset
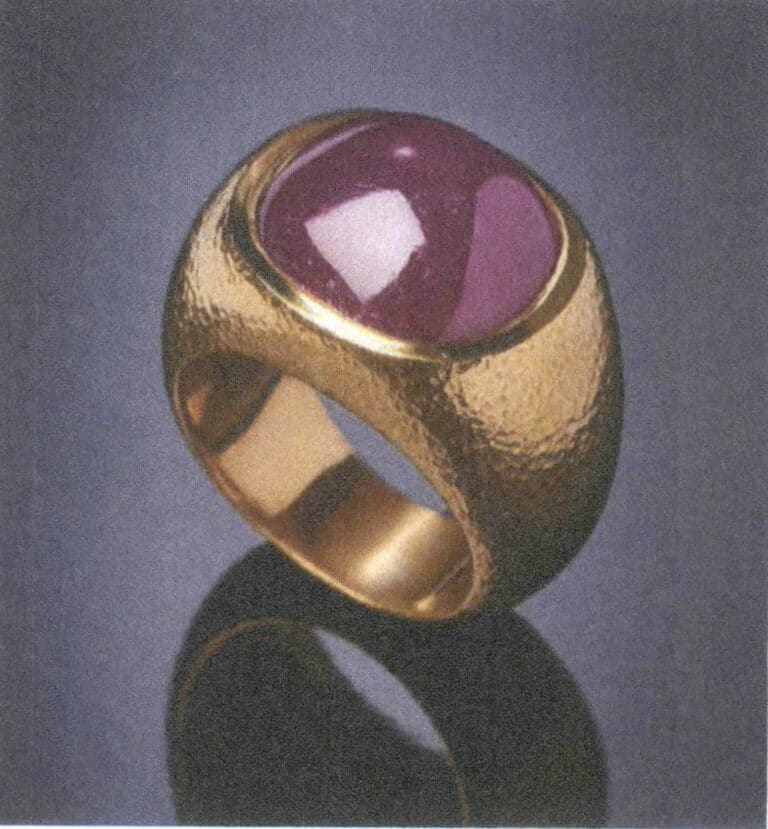
Le sertissage affleurant et le sertissage tzigane sont très similaires dans de nombreux modèles actuels en termes d'apparence et sont souvent appelés collectivement sertissage affleurant parce qu'il s'agit de deux sertissages dans lesquels des trous sont percés dans la surface du métal pour former des positions de sertissage en creux. Le métal entourant la pierre est ensuite extrudé pour la maintenir en place sans ajouter de structure métallique supplémentaire. Bien qu'ils semblent similaires, il existe des différences dans le type de pierre pour lequel ils sont utilisés et dans la manière dont ils sont fabriqués, les montures gitanes étant utilisées pour les pierres plus grosses et les bijoux plus grands, et les montures affleurantes étant utilisées pour les pierres à facettes plus petites. Par conséquent, l'effet des deux types de sertissage est également très différent : le sertissage tzigane dans la pierre est plus proéminent, donnant aux gens un sentiment d'exubérance et d'exagération, tandis que le sertissage affleurant de la pierre et du métal est presque dans le même plan, et est donc également appelé sertissage plat, l'effet de sertissage de la simplicité et de l'introversion. Dans de nombreux cas, le sertissage affleurant est un embellissement qui complète le corps principal de la pièce. Les figures 6-1 et 6-2 illustrent respectivement les deux types de bagues.

Figure 6-1 Bague de réglage de l'affleurement

Figure 6-2 Bague à sertissage gitan (Collection du musée V&A)
2. La méthode de l'affleurement
Le sertissage affleurant, également appelé sertissage plat, se caractérise par le fait que la surface supérieure de la pierre précieuse est au même niveau que le métal, ce qui signifie que la hauteur de la pierre précieuse est inférieure à l'épaisseur du métal, comme le montre la figure 6-3. Par conséquent, le choix des matériaux est plus limité que dans le cas du serti gitan, et la limitation des effets fait que le serti affleurant utilise principalement des pierres précieuses de petite taille, de forme ronde et brillante. Dans le sertissage affleurant, le métal a davantage l'impression d'envelopper la pierre précieuse, créant ainsi un effet de continuité. Comparée à la robustesse du serti gitan, la simplicité délicate du serti affleurant a été particulièrement appréciée dans les créations récentes de bijoux.

Étapes fou Making Flush Setting
(1) Préparation du matériel
Dans ce cas, la gemme n'utilise pas une taille ronde brillante d'un diamètre de 1,5 mm et d'une hauteur d'environ 1,1 mm. Je parle d'une épaisseur de paroi de 1,5 mm et d'une largeur de 4 mm. L'épaisseur de la paroi de l'anneau est supérieure à l'épaisseur de la pierre, comme le montre la figure 6-4. Notez qu'une finition préliminaire de l'anneau doit être réalisée à ce stade.

(2) Augmentation de l'épaisseur du métal
L'épaisseur du métal doit permettre à la pierre de ne pas laisser apparaître la base. Si l'épaisseur du métal est insuffisante, une pièce ou un anneau métallique peut être ajouté à l'endroit où la pierre est sertie pour résoudre le problème. La pièce ou l'anneau métallique ajouté pour augmenter l'épaisseur du métal doit être plus grand que le diamètre de la pierre précieuse. Les trois méthodes d'augmentation de l'épaisseur du métal sont illustrées dans la figure 6-5 ; les deux premières consistent à souder des pièces de métal et la troisième à souder des anneaux de métal. Toutefois, si l'anneau est serti à ras, il est préférable de s'assurer que l'épaisseur de l'anneau est suffisante pour sertir la pierre et de ne pas utiliser d'entretoises, car celles-ci peuvent nuire à l'esthétique. Ce type de sertissage est très différent du sertissage tzigane, où le métal est généralement préparé en fonction de la pierre précieuse, alors que le sertissage à fleur de peau est plus souvent basé sur l'épaisseur du métal pour correspondre à la pierre précieuse.
(3) Forage
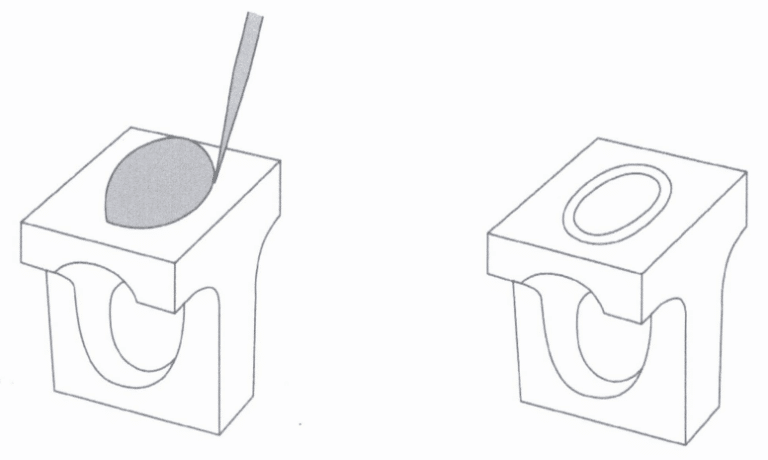
Tout d'abord, percez un trou au centre de la position de réglage avec une fraise d'environ 0,8 mm, comme le montre la figure 6-6.
(4) Élargissement de la Position de réglage
Utilisez une fraise en forme de boule ou de poire pour élargir la position de réglage au niveau du trou, comme le montre la figure 6-7. La taille de la fraise doit suivre le principe du plus petit au plus grand. Lorsque vous utilisez une fraise dont le diamètre correspond à celui de la pierre précieuse, la taille de la fraise ne doit pas être supérieure au diamètre de la pierre précieuse. Il est très important que la position de sertissage soit en contact étroit avec la gaine de la pierre précieuse pendant le sertissage à fleur, sinon la pierre précieuse risque de ne pas être bien sertie. La profondeur de forage de la fraise boule est généralement légèrement supérieure à la moitié du diamètre de la fraise boule, et la profondeur de la position de sertissage doit garantir que la surface supérieure de la pierre précieuse est fondamentalement dans le même plan que le métal, car une profondeur trop élevée ne permettra pas un sertissage sûr, et une profondeur trop faible obscurcira l'éclat de la pierre précieuse. L'adéquation de la profondeur peut être vérifiée en plaçant la pierre précieuse dans la position de sertissage ; si la profondeur est insuffisante, elle peut être modifiée, de sorte que la position de sertissage doit être percée à la fois. La coupe transversale de la position de sertissage est illustrée à la figure 6-8.
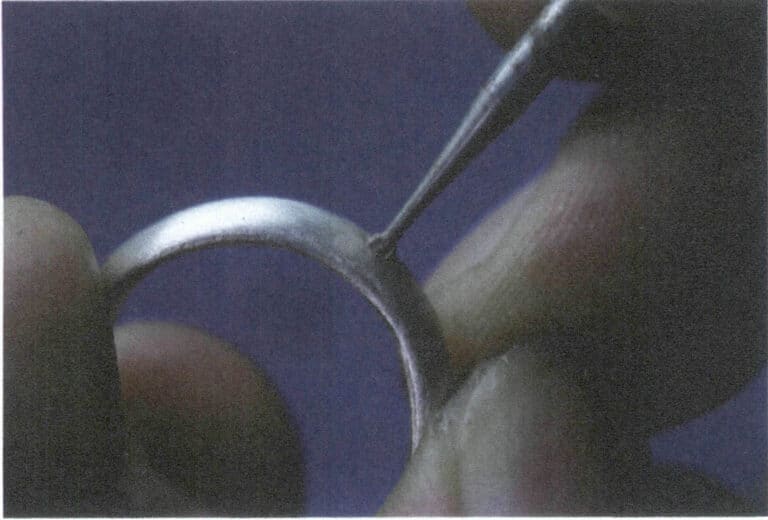
Figure 6-7 Extension de la position de réglage à l'aide d'une fraise sphérique
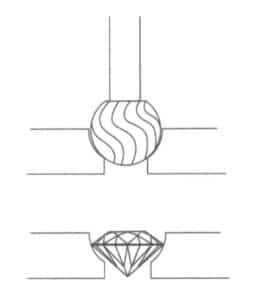
Figure 6-8 Coupe transversale de la position de réglage
(5) Fixation du métal
Étendez la position de sertissage et fixez le métal à la base de sertissage de la pierre de l'anneau, comme le montre la figure 6-9.
(6) Rainurage avec une fraise à disque de 45 degrés
Une fois que la fraise boule n'est pas positionnée, une fraise à cœur à 45 degrés d'un diamètre légèrement supérieur à celui de la pierre précieuse peut être utilisée pour meuler une pente descendante au-dessus du trou réalisé par la fraise boule, ce qui facilite la pression sur le métal pendant le sertissage, comme l'illustrent les figures 6-10 et 6-11. Cette étape peut être omise dans le processus de sertissage, et la méthode d'utilisation de la fraise n'est pas unique ; outre la méthode utilisée dans le cas présent, on peut également utiliser uniquement la fraise boule ou utiliser une fraise en forme de poire en conjonction avec la fraise boule, ou encore utiliser une fraise en forme de diamant, pour former une étape lisse qui peut soutenir la pierre précieuse et une position de sertissage de la pierre avec une surface de pression du métal.
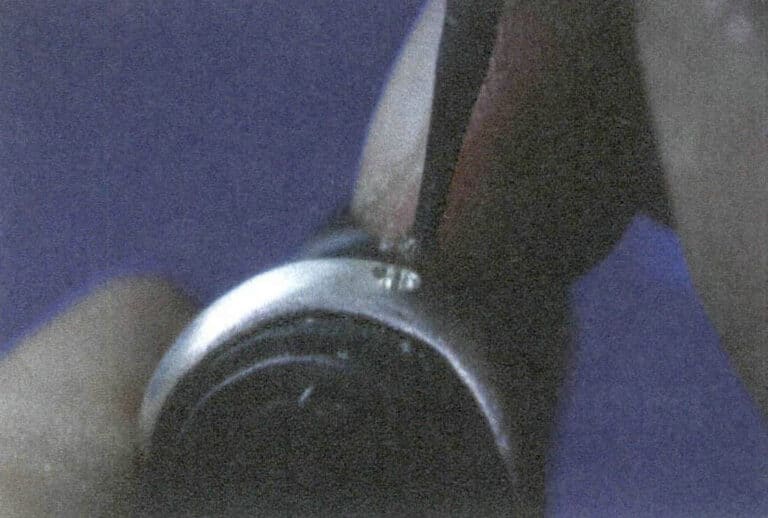
Figure 6-10 Rainurage avec une fraise Hart à 45 degrés
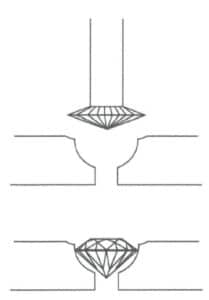
Figure 6-11 Coupe transversale d'un rainurage à 45 degrés de la fraise Hart
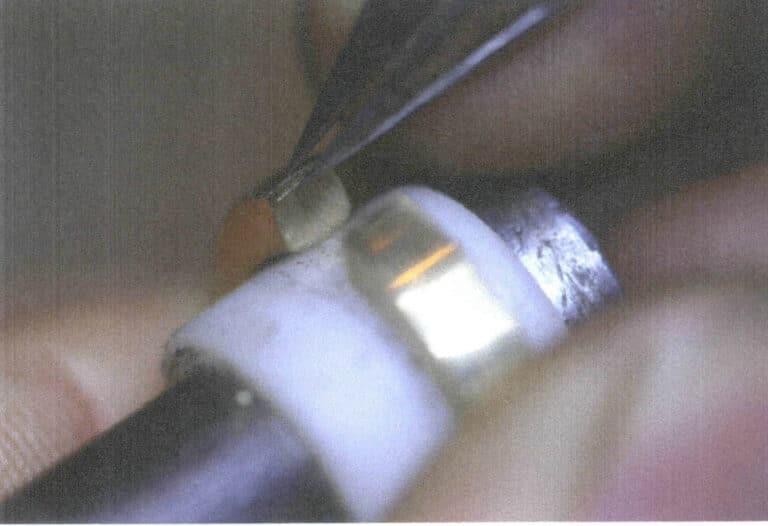
(7) Mise en place de la pierre
Le principe de la mise en place de la pierre est que la surface supérieure de la pierre est parallèle à la surface du métal, c'est-à-dire que la surface supérieure de la pierre est presque dans le même plan que la surface du métal. Comme les pierres d'une monture affleurante sont de petite taille, on peut aiguiser une petite fraise à tête plate et en tremper la pointe dans une graisse inoffensive telle que l'huile d'olive pour coller la pierre en place, comme le montre la figure 6-12.
(8) Observation de la pierre
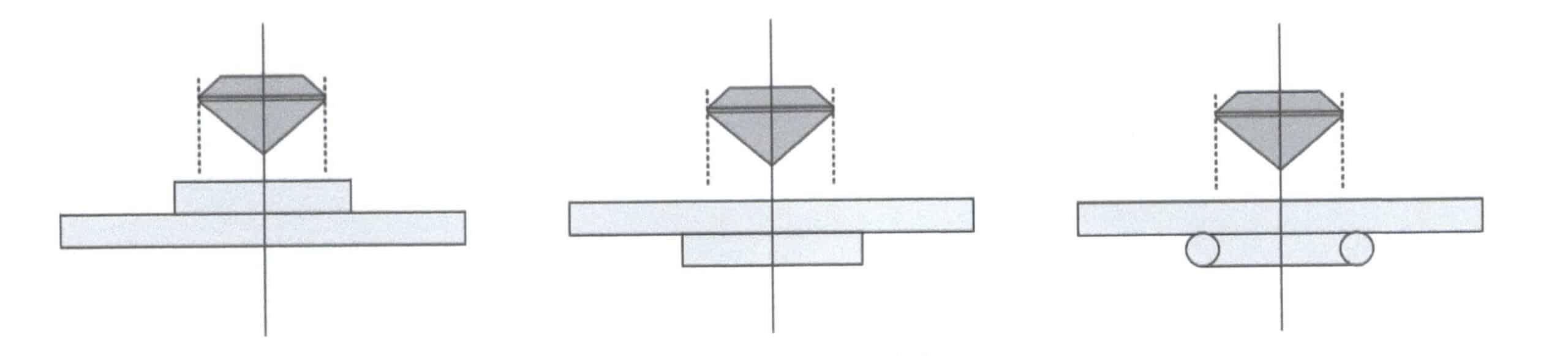
Observez la pierre après l'avoir placée pour vous assurer qu'elle est horizontale et qu'elle se trouve à la bonne profondeur, comme le montre la figure 6-13. Si la pierre est placée de travers, elle sera sertie de travers et ne sera pas belle ; si la position de sertissage est trop profonde, la pierre cachera la beauté de la pierre et risque de fuir ; si la position de sertissage est trop peu profonde, la quantité de métal utilisée pour serrer la pierre n'est pas suffisante, et la pierre risque de ne pas être sertie correctement ou de ne pas pouvoir être sertie. Les façons correctes et incorrectes de placer une pierre sont illustrées dans la figure 6-14.
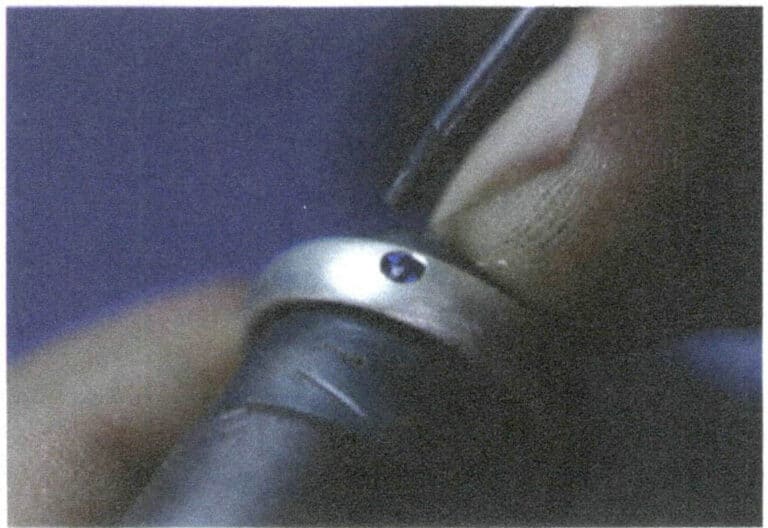
Figure 6-13 Observez si la gemme est plate après avoir placé la pierre.
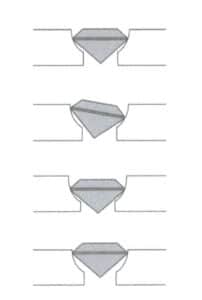
Illustration 6-14 Mise en place correcte de la pierre, mise en place de la pierre inclinée, position de mise en place trop profonde, position de mise en place trop superficielle
(9) Prépareringurgiter Stonalité Tools
Les fraises utilisées pour sertir les pierres doivent être polies par vous-même. Les vieilles aiguilles en acier sont d'une taille très appropriée. Utilisez une meuleuse et une lime pour les façonner selon vos besoins, puis utilisez des rouleaux de papier de verre et des disques de polissage pour les polir couche par couche jusqu'à ce qu'ils soient lisses. Enfin, fixez les fraises polies sur un manche en bois ou une mâchoire de serrage pour faciliter la prise en main et l'application de la force. Le style de la fraise à affleurer est illustré à la figure 6-15.
(10) Réglage de la Pierre
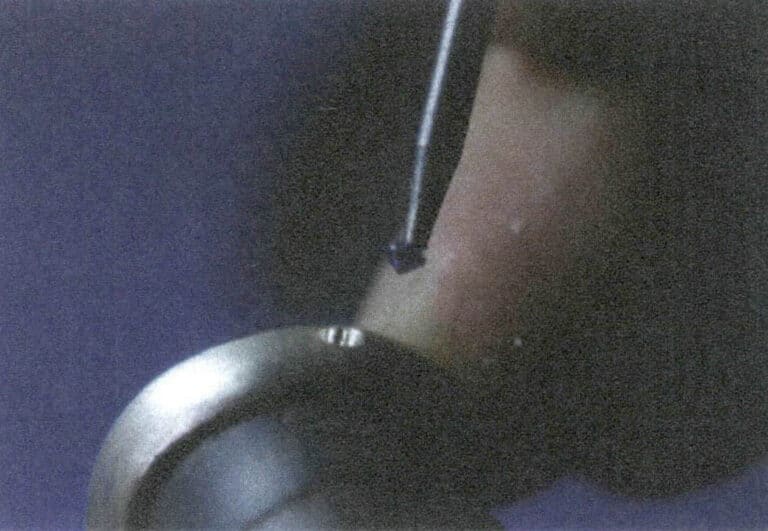
Utilisez une fraise en acier pour appliquer une force dans un mouvement circulaire le long du bord intérieur de la lunette à un angle d'environ 45 degrés afin de presser le métal contre la partie supérieure de la taille de la pierre précieuse. Pendant la rotation et la pression, la fraise en acier passe progressivement d'un angle incliné à un angle vertical, comme le montrent les figures 6-16 à 6-18. Le métal rainuré sans l'utilisation d'une méthode de pressage à 45 degrés suit cet angle et cette séquence.
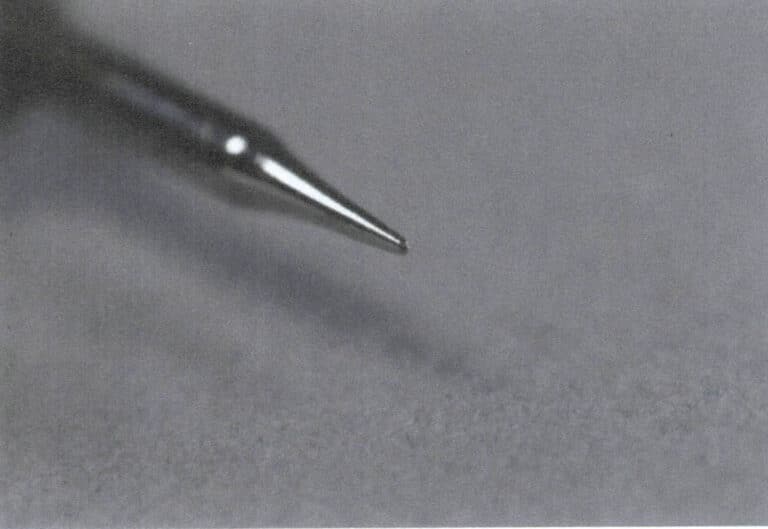
Figure 6-15 Style de l'outil Bur de réglage de l'affleurement
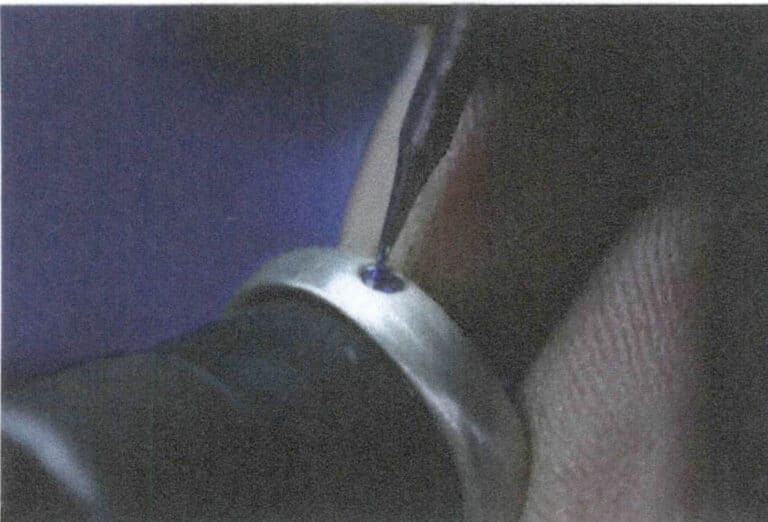
Figure 6-16 Réglage de la pierre
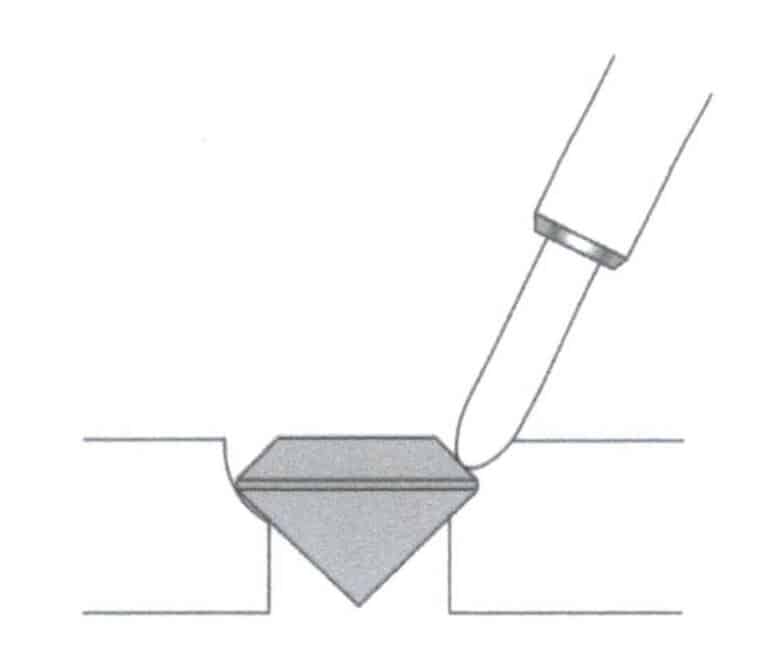
Figure 6-17 Pressage d'une fraise en acier à un angle incliné
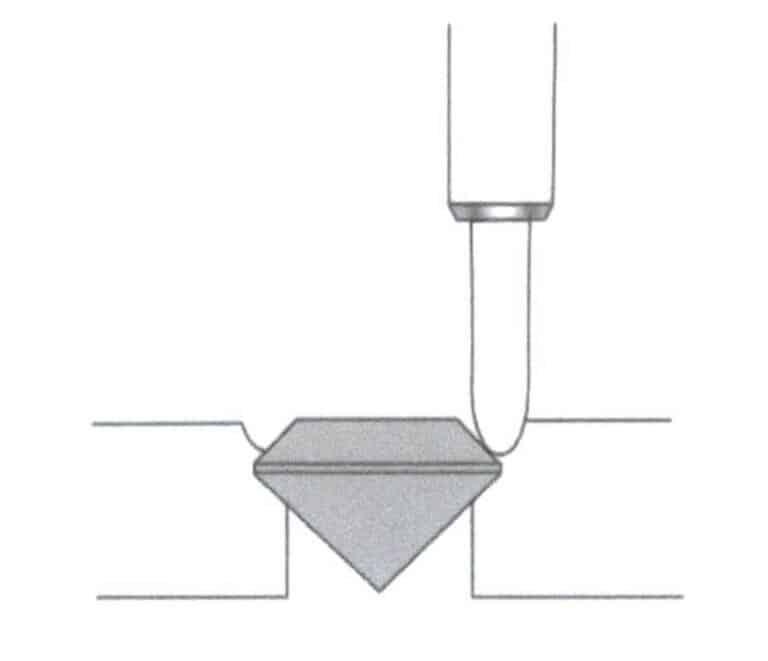
Figure 6-18 Pressage d'une fraise en acier à un angle vertical
(11) Remplir le Réglage de la chasse d'eau Ringurgiter
Le travail de finition de l'affleurage est en grande partie terminé avant la pose de la pierre, de sorte que ce qui reste à faire après la pose de la pierre est principalement la finition et le nettoyage des bords de l'affleurage, comme le montre la figure 6-19.

3. La méthode de production de Gypsy Setting
Lorsqu'il s'agit du sertissage tzigane, on ne peut s'empêcher d'apprécier sa beauté audacieuse et robuste à travers les caractéristiques ethniques des Tziganes. Cette méthode de sertissage est souvent utilisée pour les bagues d'homme. Le véritable sertissage tzigane est fixé par frappe. Dans les montures tziganes traditionnelles, les styles présentent généralement des pièces de métal plus grandes, telles que des anneaux larges. Ce type de sertissage peut accueillir presque tous les styles de pierres précieuses, même celles de forme irrégulière, et les pierres précieuses sont souvent plus grandes, les bords du métal étant lissés après avoir été pressés, comme si la pierre précieuse était coulée dans le métal lui-même, comme le montre l'illustration 6-20. Pour les pierres précieuses plus grandes ou irrégulières, il est plus approprié d'utiliser une méthode de coulée du métal après avoir sculpté la cire. La création d'un moule précis à l'aide de la modélisation 3D est plus facile si la forme de la pierre précieuse est irrégulière. Par conséquent, le cas suivant présente la méthode de sertissage tzigane par le biais d'un processus de sculpture de la cire à la main suivi d'un moulage et d'un sertissage.
Étapes pour Making Gypsy Setting
(1) Matériau Préparation
Le sertissage tzigane se concentre généralement sur les pierres cabochons de grande taille, mais les pierres à facettes sont également acceptables. Nous présentons ici le sertissage d'une pierre cabochon de forme ovale de 12 mm x 8 mm à titre d'exemple.
Pour le sertissage de pierres précieuses de cette taille, il est recommandé d'utiliser de la cire avec des surfaces planes pour l'anneau, comme le montre l'illustration 6-21. Ajustez l'épaisseur de la cire pour la position de sertissage de la pierre en fonction de la taille de la pierre, qui est l'épaisseur totale de la base de sertissage de la pierre, comme le montre l'illustration 6-22. Dans ce cas, la profondeur de l'enfoncement de la pierre est d'environ 2~2,5 mm, et l'épaisseur du métal doit assurer une profondeur suffisante pour la base de sertissage, tandis que la largeur doit fournir un bord et une zone suffisants pour presser à l'extérieur de la pierre. Si vous utilisez de la cire de coulée, créez d'abord la base de sertissage de la pierre précieuse, puis coulez les autres parties de la bague sur cette base, ce qui permet de mieux garantir les dimensions de la position de sertissage de la pierre.
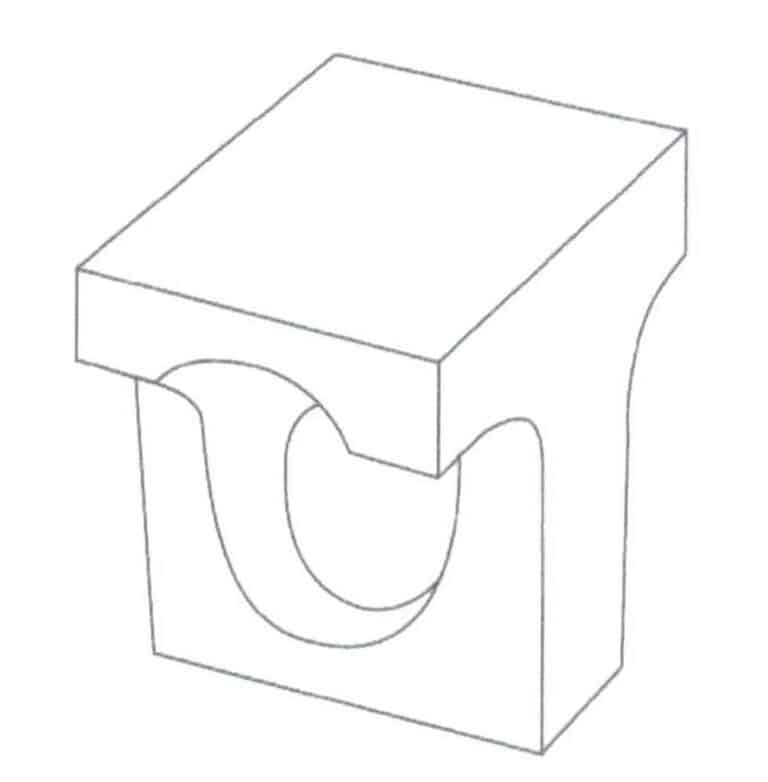
Figure 6-21 Préparation du bloc de coulée
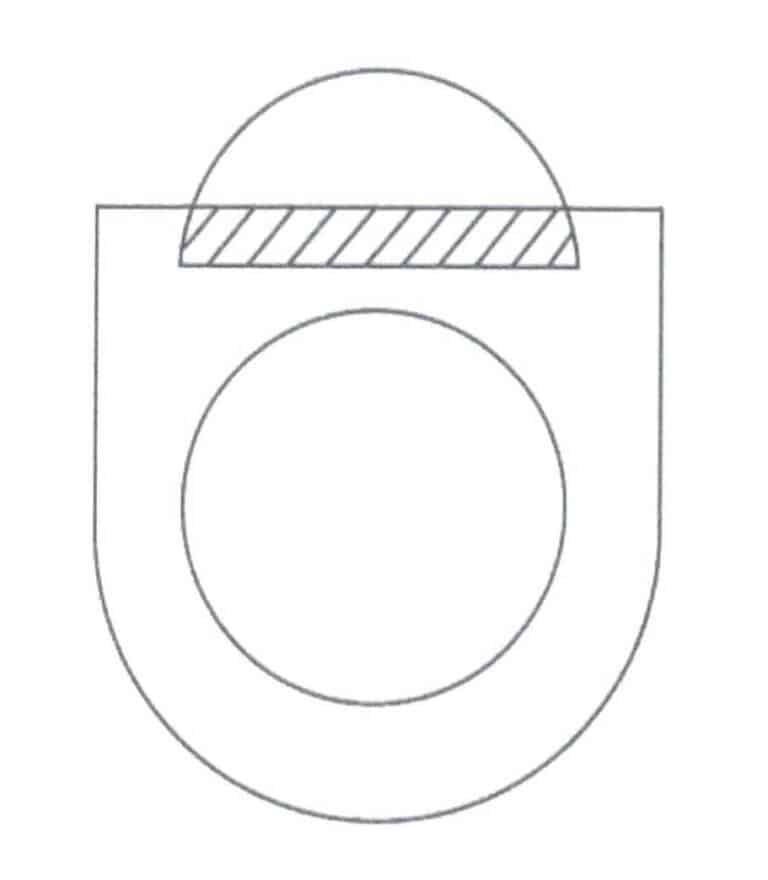
Figure 6-22 Déterminer l'épaisseur de la cire pour la position de sertissage de la pierre
(2) Déterminationingurgiter les Position de la Stun Base de réglage
Tout d'abord, tracez le contour de la pierre précieuse sur la surface de la cire : utilisez une fraise en acier pour faire une marque et, sur la base de cette ligne de contour, rétrécissez vers l'intérieur de 1 à 2 mm en fonction de la taille de la pierre précieuse pour dessiner un contour proportionnellement réduit, qui sert de support à la base de la pierre précieuse, comme le montre l'illustration 6-23. Les bords de la base du sertissage doivent être très proches de la pierre précieuse.
(3) Carvl'aide de l'Union européenne. Position de réglage
Tout d'abord, utiliser une fraise pour pénétrer de haut en bas dans la position de sertissage de la pierre, puis utiliser une fraise cylindrique pour cirer le long de la ligne de contour intérieure marquée, en veillant à maintenir une position verticale à tout moment, comme le montre l'image de gauche de l'illustration 6-24. Ensuite, cirez verticalement le long de la ligne de contour extérieure, en veillant à ce que la profondeur soit constante et la surface inférieure plane, et en laissant une épaisseur d'environ 1 mm à la base, comme le montre l'image de droite de l'illustration 6-24. Si la surface inférieure est une pierre précieuse taillée en brillant conique, elle doit être façonnée selon une pente conique appropriée en fonction de la pierre précieuse, qui peut également être affinée sur le métal coulé avec une épaisseur suffisante. La différence entre les surfaces inférieures des positions de sertissage des pierres cabochon et des pierres à facettes est illustrée dans la figure 6-25.
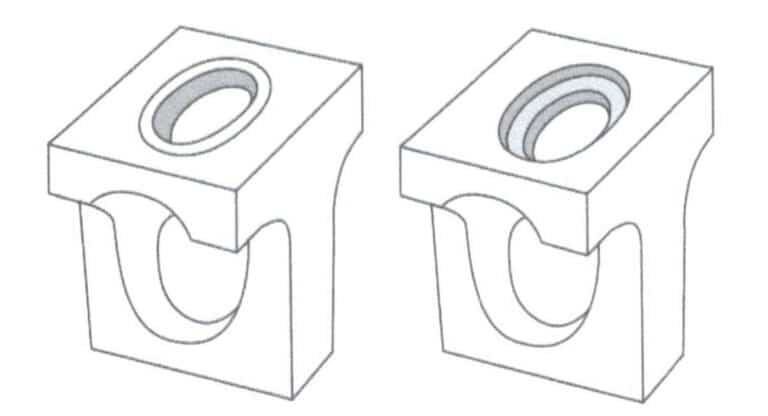
Figure 6-24 Sculpture de la position de réglage
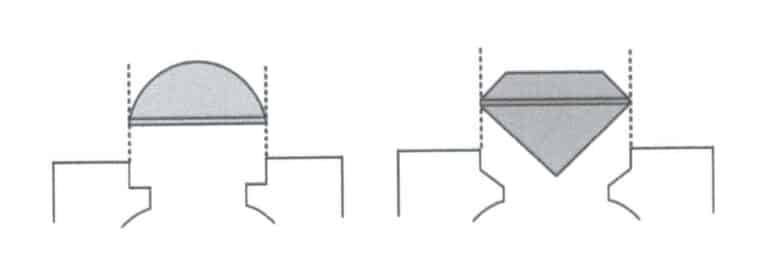
Figure 6-25 Différence entre les surfaces inférieures des positions de sertissage des pierres cabochon et des pierres à facettes
(4) Globalement Complémentation des Waxe Carving et Casting
Après avoir déterminé la position de sertissage, sculptez l'excès de cire et placez la pierre précieuse dans la position de sertissage du modèle en cire pour vérifier si les bords de la position de sertissage s'adaptent bien aux bords de la pierre précieuse, comme le montre l'illustration 6-26. Une fois que le modèle en cire est confirmé, il faut le couler en métal, et le métal coulé doit subir un processus de finition préliminaire.
(5) Testingurgiter les Montage de réglage et Cmaigreingurgiter les Setting Position
Tout d'abord, placez la pierre précieuse dans la position de sertissage de la pièce métallique coulée et testez à nouveau la position de sertissage pour déterminer si elle convient. À ce stade, il est nécessaire d'utiliser des outils ou une tête d'injection pour ajuster la position de sertissage, en accordant une attention particulière à la position du bord inférieur et en enlevant l'excès de métal pour s'assurer que la pierre précieuse peut être placée à plat dans la position de sertissage, comme le montre l'illustration 6-27.
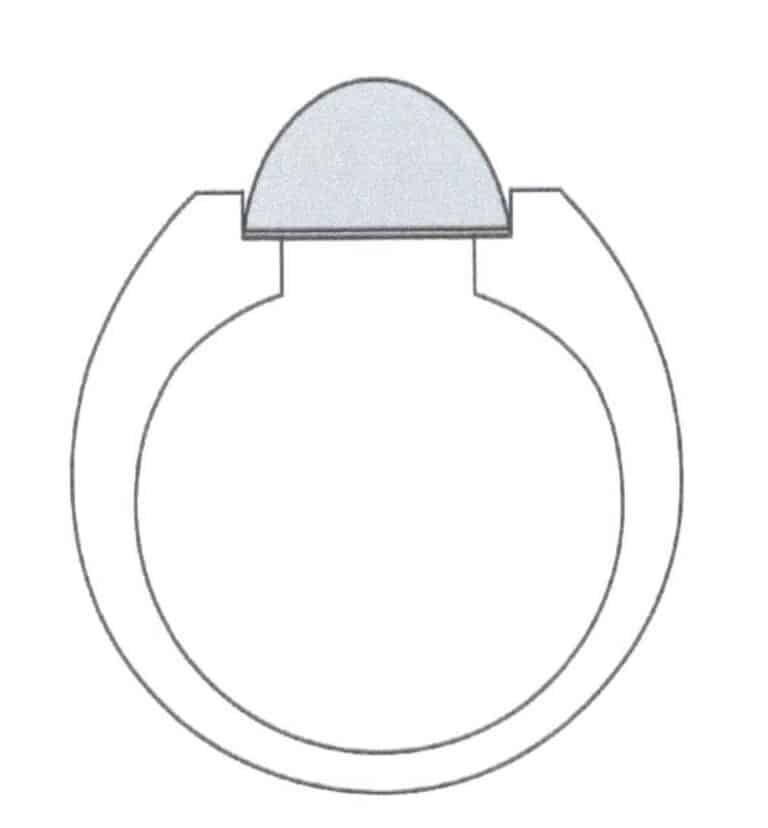
Figure 6-26 Coupe transversale de la pierre précieuse placée dans la position de sertissage de la maquette en cire
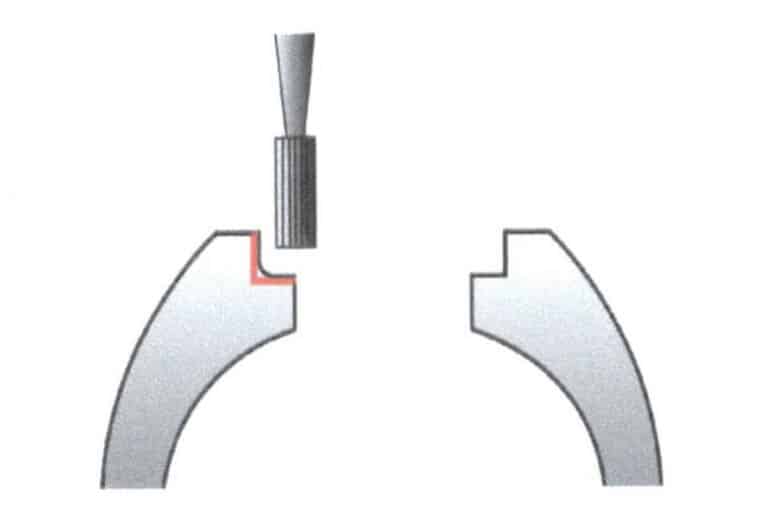
Figure 6-27 Nettoyage de la position de réglage
(6) Créateuringurgiter a Groove sur le Outer Edge de la Stonalité Setting Position
Utilisez une fraise en forme de boule pour meuler une rainure sur le métal au bord extérieur de la position de sertissage de la pierre, afin de faciliter la pression du ciseau sur le métal. La coupe transversale de la position de la rainure est illustrée à la figure 6-28, le point rouge indiquant la position de la rainure.
(7) Réglage de la Stonalité
Il existe généralement deux méthodes pour sertir les pierres. La première consiste à utiliser un ciseau plat, en inclinant la surface plate du ciseau à un angle parallèle à la surface de l'arc de la pierre précieuse. À l'aide d'un marteau, le métal est d'abord fixé autour de la pierre précieuse dans quatre directions, puis pressé de manière circulaire. Cette méthode est similaire au processus de sertissage, où la différence d'angle entre le ciseau à tête plate et la pierre précieuse ne doit pas être trop importante, ce qui garantit que le métal s'adapte étroitement à la surface de la pierre précieuse, comme le montre la figure 6-29.
L'autre méthode consiste à utiliser un ciseau incurvé, dont le style est illustré à la figure 6-30. Cette méthode consiste à presser le métal autour de la pierre précieuse d'un angle d'environ 60 degrés par rapport au plan horizontal jusqu'à la verticale, de manière similaire au processus de sertissage des pierres dans une monture affleurante, mais en utilisant toujours un marteau pour frapper, comme le montre l'illustration 6-31.
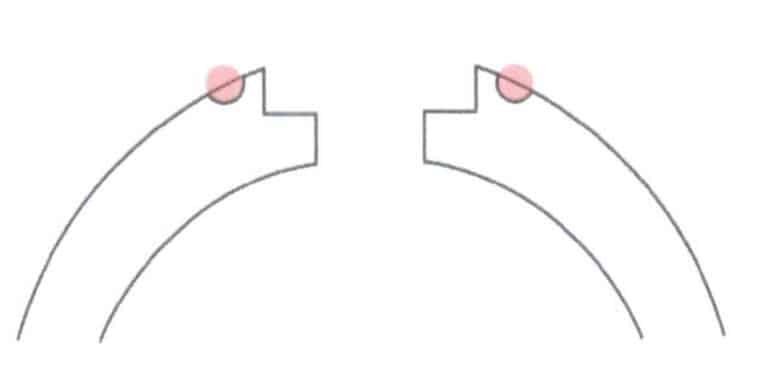
Figure 6-28 Coupe transversale de la position de la rainure
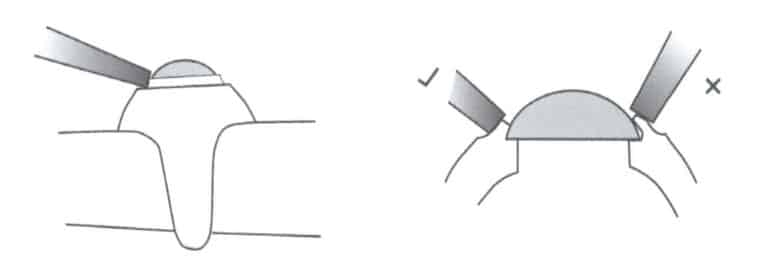
Figure 6-29 Angle du ciseau à lame plate

Figure 6-30 Ciseau courbe

Figure 6-31 Ciseau à bois pressant le métal
(8) Finition et Compléter les Ggitan Setting
Après avoir fixé les pierres, polissez le métal autour des pierres pour le rendre lisse. Vous pouvez également utiliser un poussoir pour tailler les bords de la monture. Enfin, terminez la production de la monture gitane, comme illustré à la figure 6-32.

4. L'application du sertissage affleurant et du sertissage tsigane dans la création de bijoux
Du point de vue de l'évolution historique de l'artisanat de la bijouterie, le sertissage tzigane est apparu à un moment où la taille des pierres précieuses n'était pas encore complètement développée, s'adaptant à divers cabochons et pierres précieuses de forme irrégulière. Ce n'est qu'avec l'apparition des pierres rondes de taille brillant que la technique du sertissage affleurant pour les pierres à facettes plus petites, en particulier les pierres rondes de taille brillant, s'est progressivement développée. Par conséquent, dans les bijoux anciens, nous voyons davantage de sertissage gitan, comme le montre la figure 6-33, qui illustre la méthode de sertissage de deux rubis de taille imparfaite dans une bague datant de 1450.
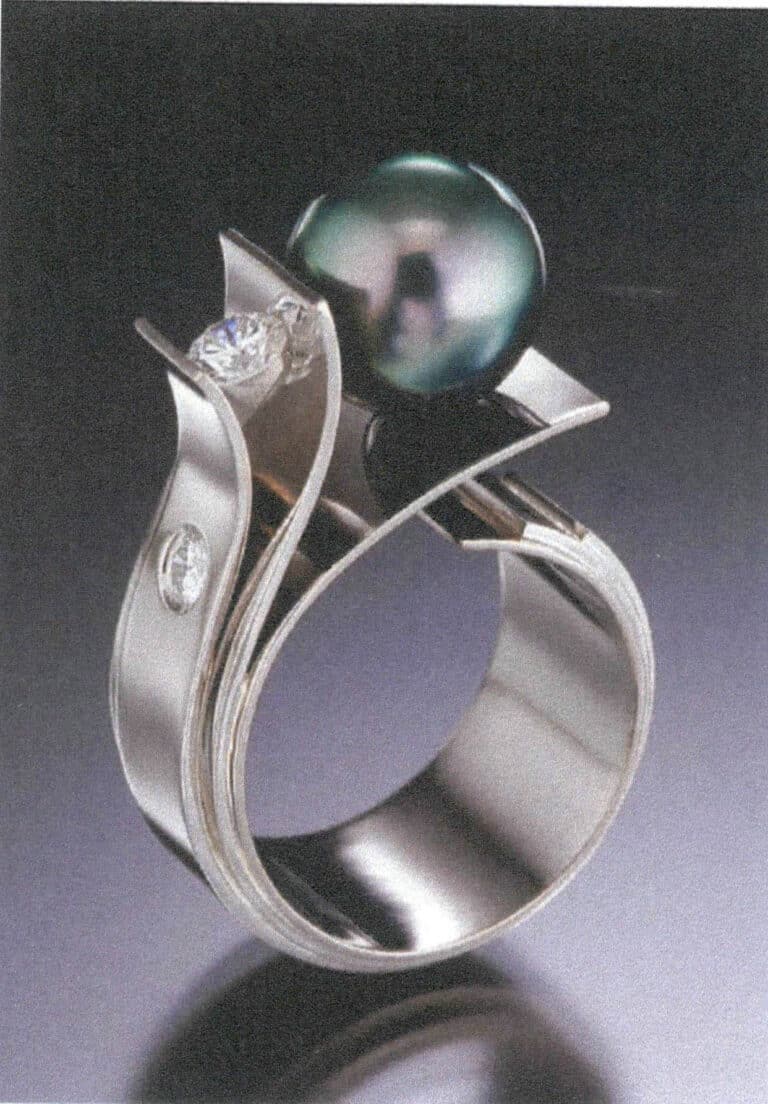
La technique du sertissage tzigane a subi certaines modifications dans la production d'aujourd'hui par rapport aux méthodes traditionnelles. En raison de la consommation élevée de matériaux métalliques et du poids important du véritable sertissage tzigane, il est plus courant de conserver l'aspect brut du sertissage tzigane dans le design, mais de le remplacer par des méthodes de sertissage plus faciles à mettre en œuvre, telles que le sertissage en lunette ou en pince, ou de l'intégrer au sertissage affleurant, ce qui ajoute de la richesse à la couleur et à la forme des pierres précieuses dans le design. Nous prenons ici l'exemple de quelques œuvres de l'artiste joaillier Alan Craxford, comme le montrent les figures 6-34 à 6-36, où l'on peut voir la méthode de production qui combine le sertissage tzigane et le sertissage affleurant, ce qui permet d'appliquer l'art avec plus de souplesse à différentes présentations de pierres précieuses.
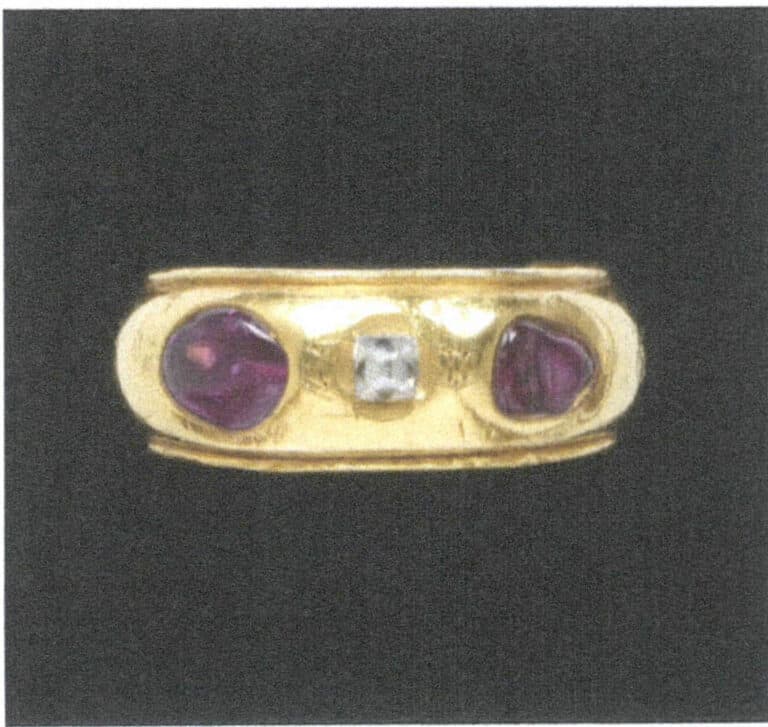
Figure 6-33 Bague en diamant et rubis (Collection du musée V&A)
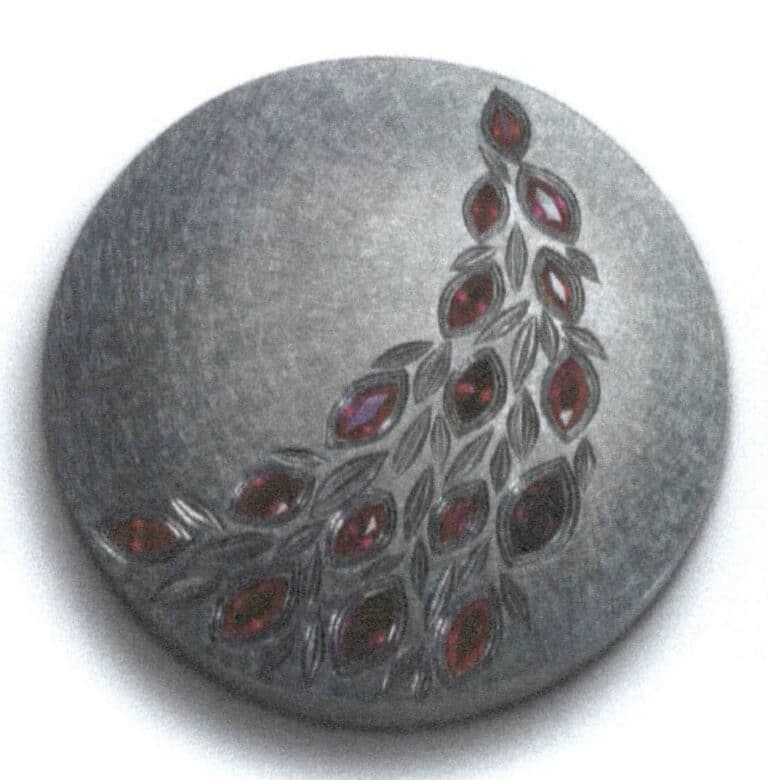
Figure 6-34 Le travail d'Alan Craxford (-)
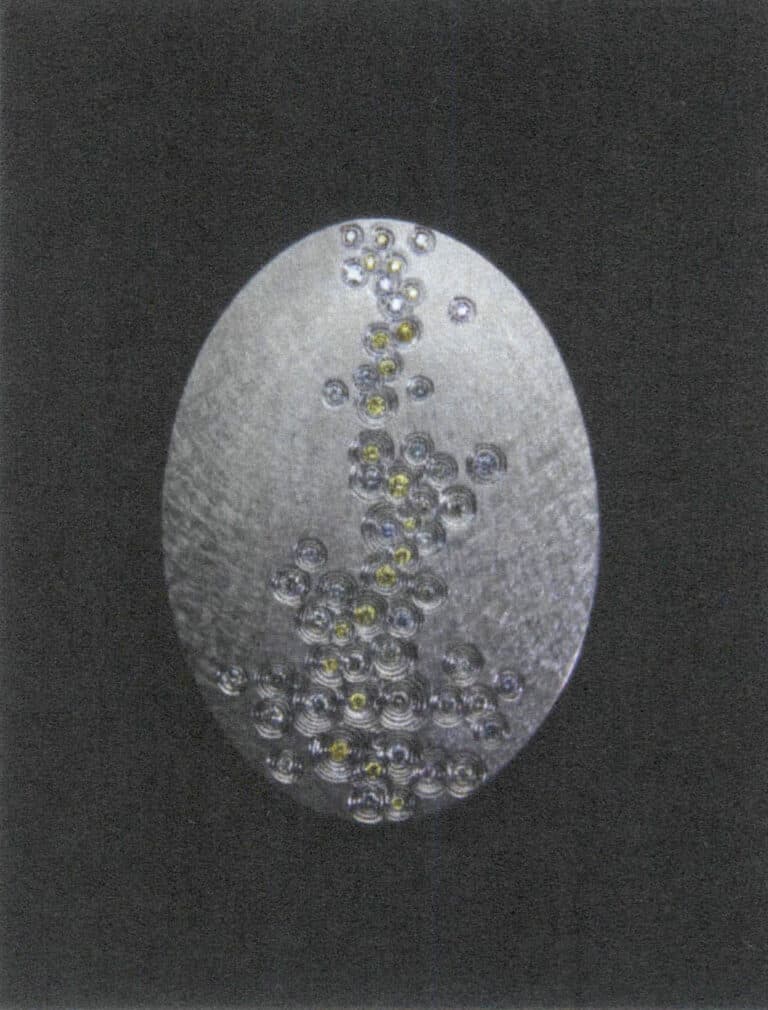
Figure 6-35 Travail d'Alan Craxford (deux)

Figure 6-36 L'œuvre d'Alan Craxford (trois)
Le style minimaliste présenté par la technique de sertissage à fleur de peau correspond bien aux goûts esthétiques contemporains en matière de décoration, c'est pourquoi il a gagné en popularité auprès de certaines marques de bijoux au cours des dernières décennies. Par exemple, la marque de bijoux allemande NIESSING hérite du style de design minimaliste de l'Allemagne, intégrant des matériaux artisanaux innovants au design en tant que caractéristique principale. Conformément à l'éthique de la marque, les créations de NIESSING s'efforcent de minimiser les décorations et les structures inutiles, afin d'obtenir un effet visuel où les pierres précieuses et les métaux se fondent harmonieusement. L'application flexible de la sertissure affleurante se retrouve dans les collections SOLARIS COLOR RINGS et SPHERES SOLARIS ARCHITECTURE de cette marque.
L'application du sertissage affleurant est souvent visible dans certaines jeunes marques de bijoux artistiques, comme la collection "Dune" de la marque indépendante Langmu, où le traitement de surface rustique du métal, combiné à la technique du sertissage affleurant, fait apparaître les pierres précieuses à moitié enfouies sous les dunes, recherchant une relation naturelle entre le métal et les pierres précieuses, comme l'illustrent les figures 6-37 et 6-38. Nous pouvons également voir l'application du sertissage à fleur dans certains styles minimalistes et sobres courants, où il sert de point d'orgue au design épuré de l'ensemble du bijou, comme l'illustrent les figures 6-39 à 6-41.

Illustration 6-37 Bijoux de la marque Larmo (1)

Illustration 6-38 Bijoux de la marque Larmo (2)
Figure 6-39 Bracelet d'affleurement

Figure 6-40 Bague de réglage de l'affleurement
D'après les exemples ci-dessus, les caractéristiques de conception de l'incrustation et de la monture gitane peuvent être résumées comme s'intégrant visuellement au métal avec une forme simple et cohérente. Dans le cas de l'incrustation en particulier, le dessin n'est généralement pas destiné à mettre en valeur la pierre précieuse elle-même, mais plutôt à améliorer le dessin général, ce qui permet d'ajouter des éléments après que le métal a été achevé, ce qui confère un caractère aléatoire et une certaine souplesse. Il s'agit donc d'une méthode de sertissage qui peut être appliquée avec plus de liberté et de souplesse dans la conception de bijoux.
Section II Réglage de la tension
La mise en tension est un terme utilisé pour désigner la mise en tension et les mises en scène qui ont un effet similaire à celui de la mise en tension. La mise en tension est une manière très créative de mettre en scène et constitue une sorte de défi extrême à la relation entre la mise en scène ; c'est aussi la plus difficile des nombreuses manières de mettre en scène, et elle peut donc apporter une esthétique visuelle très provocante.
1. Aperçu des réglages de la tension
En ce qui concerne les sertissages par tension, la compréhension de la Chine diffère quelque peu de celle de l'Europe et de l'Amérique. Dans de nombreux produits de bijouterie domestiques, toute méthode de sertissage qui serre la gaine de la pierre précieuse des deux côtés avec du métal ou qui entoure partiellement la gaine de la pierre précieuse peut être qualifiée de sertissage par tension. Souvent, ce terme doit être clarifié avec le sertissage à l'arête, le sertissage au chaton et d'autres méthodes de sertissage, sans qu'il n'y ait de limites claires entre ces catégories. Le terme "sertissage par tension" utilisé en Europe et en Amérique est plus précisément traduit par "Zhang li Xiang", qui utilise la tension du métal pour appliquer une force de compression centripète sur la gaine de la pierre précieuse dans deux directions afin de la fixer. Outre les deux points de tension, d'autres structures de soutien ou bases dérivées de cette méthode sont appelées sertissages semi-tendus.
Le réglage de la tension est un type de réglage plus difficile. Cette méthode est utilisée depuis peu et s'est progressivement développée sous la promotion de deux marques, NIESSING (Allemagne) et STEVEN KRETCHMER (États-Unis). La raison pour laquelle ces marques ont été en mesure de bien maîtriser la technologie des réglages de tension est due à certaines réalisations dans la recherche et le développement de la technologie des alliages à haute dureté correspondants. Les débutants ne peuvent pas apprendre les détails techniques dans ce domaine. Ils peuvent néanmoins comprendre les principes et les processus de production des réglages de tension et s'exercer de manière plus pratique avec des pièces uniques ou de petits lots. Dans le cas de la production, nous commencerons par son style le plus typique, dans l'espoir d'aider les débutants à comprendre les difficultés et les points clés des réglages de tension. L'anneau de tension est illustré à la figure 7-1.
2. La méthode de production des réglages de tension
La démonstration des étapes de production des réglages de tension sera divisée en trois parties : l'introduction du réglage de la tension, le réglage de la semi-tension et le réglage de la tension en forme de grille. Bien que le réglage de la semi-tension et le réglage de la tension en forme de grille ne soient pas des réglages de tension typiques, comme indiqué précédemment, ils sont dérivés des principes du réglage de la tension. Cependant, le réglage de la semi-tension est influencé par la tension, et le réglage de la tension en forme de grille est étroitement lié au réglage de la semi-tension dans la structure. Par conséquent, ces trois types de réglages sont classés dans la catégorie des réglages de tension. Les principes et les méthodes de production de ces trois méthodes de réglage seront présentés séparément ci-dessous.
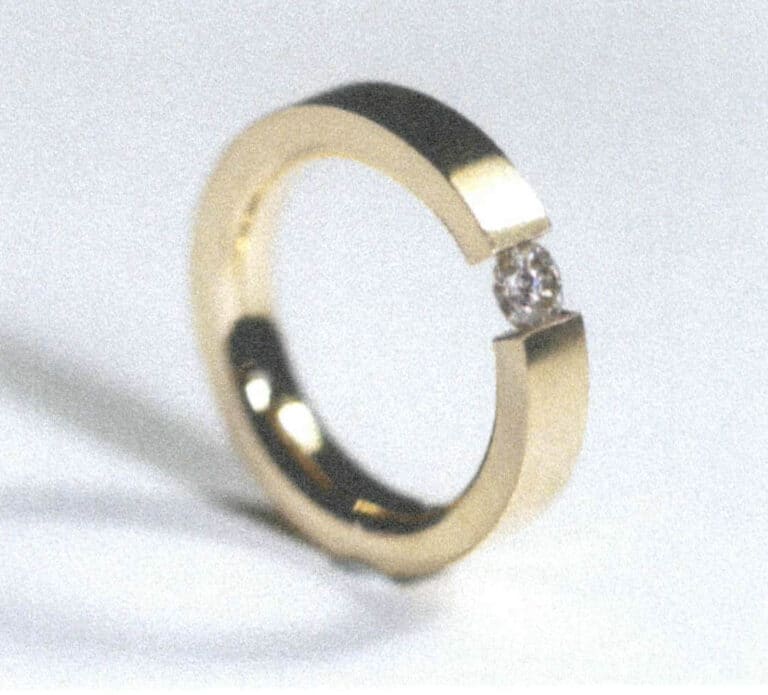
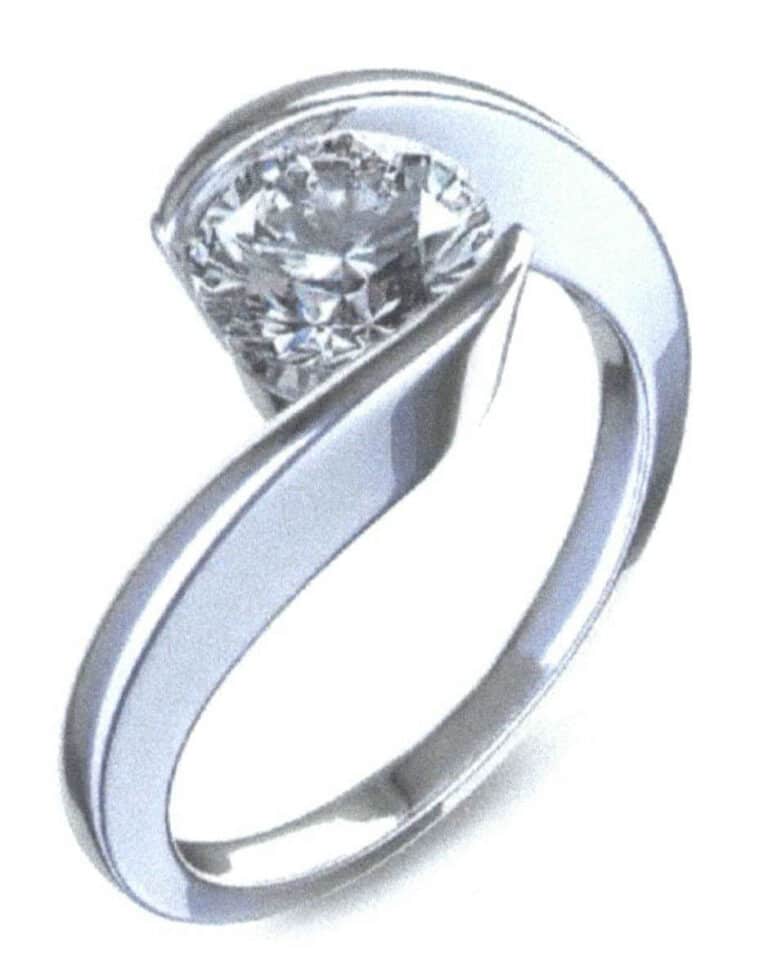
2.1 Réglage de la tension
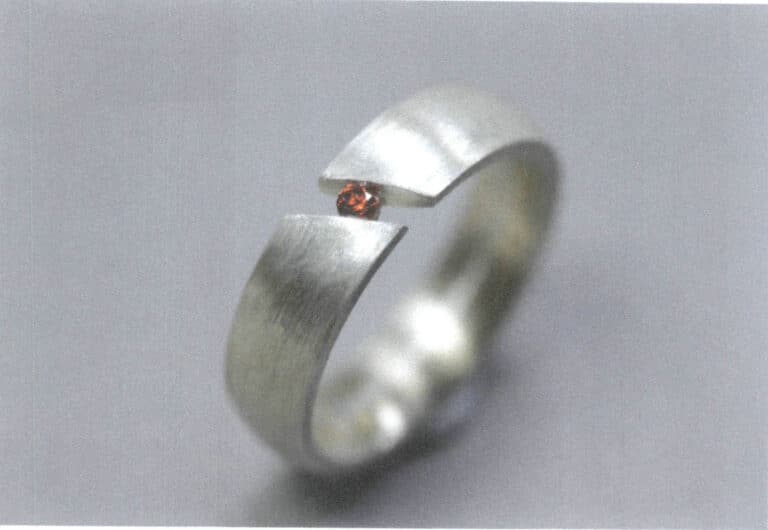
Le sertissage par tension est une méthode de sertissage des pierres précieuses qui repose uniquement sur deux points de tension dans le métal pour maintenir la pierre en place. La préparation des matériaux pour le sertissage par tension dans la production de masse et la production d'une pièce unique est complètement différente. La différence réside dans le fait que pour la production de masse, le métal est fabriqué à partir d'alliages présentant un rapport de dureté et une tension appropriés, qui sont ensuite découpés en plaques de métal pour être utilisés. Cette méthode est particulièrement courante dans le cas des bagues. Toutefois, une méthode de forgeage et de durcissement de profils individuels peut être utilisée pour la production de pièces uniques et de petites séries. Ce cas illustre la méthode de fabrication des anneaux de tension par forgeage et durcissement du métal. L'anneau de réglage de la tension est illustré à la figure 7-2.
Étapes fou Making Tension Setting
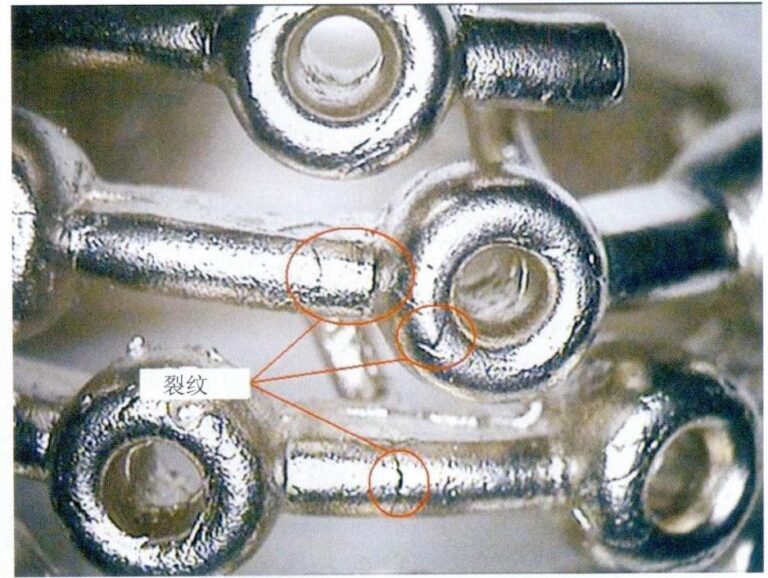
(1) Choosingurgiter a Gpierre angulaire
Le sertissage sous tension exige une dureté élevée des pierres précieuses. En raison de la pression importante exercée sur la pierre précieuse, seules les pierres précieuses dures telles que les diamants, les rubis et les saphirs peuvent être utilisées. En outre, si la pierre précieuse présente des fissures, elle rencontrera probablement des problèmes au cours du processus de sertissage. Un zircon naturel, qui présente également une dureté élevée, est utilisé dans ce cas de démonstration. Il est également important de prêter attention à la taille de la pierre précieuse, en veillant à ce que sa hauteur soit inférieure à l'épaisseur du métal, ce qui signifie qu'elle ne peut pas être exposée en bas. En règle générale, l'épaisseur d'une bague à sertissage par tension est d'environ 3 mm, de sorte que l'épaisseur de la pierre précieuse doit être inférieure à 3 mm. Le cas utilise une pierre en plomb ovale de 4 mm × 3 mm, comme le montre la figure 7-3.
(2) Préparation des métaux
Les métaux choisis pour la mise en tension sont généralement des alliages d'or, de platine ou de fer, qui garantissent une dureté et une durabilité élevées, ce qui les rend moins susceptibles de se desserrer. Si des méthodes de coulée sont utilisées, la dureté de l'or 18 carats et 14 carats peut être utilisée pour créer des réglages de tension tout en garantissant l'épaisseur du métal. En outre, les matériaux métalliques prêts à l'emploi peuvent être durcis pour une production unique ou en petites séries. Dans cette étude de cas, le laiton est utilisé avec un processus de durcissement, en soudant d'abord un anneau métallique fermé à partir d'un fil de laiton d'environ 3,5 mm, comme le montre la figure 7-4.

Figure 7-3 Préparation des pierres précieuses (zircon)

Figure 7-4 Préparation des métaux (laiton)
(3) Hardeningurgiter Métaux
La difficulté du sertissage par tension dans la production réside davantage dans le contrôle de la dureté et de l'élasticité des matériaux métalliques, ce qui permet d'utiliser une tension métallique appropriée pour sertir les pierres précieuses. Sans une technologie spéciale de rapport des métaux, plus la pureté du rapport des métaux est faible, plus la dureté est élevée en raison du durcissement du métal, de sorte que l'or pur et l'argent pur ne peuvent pas être utilisés pour la production. En outre, si l'on considère la dureté dans le rapport, il faut également tenir compte de l'élasticité du métal ; si la dureté du métal est trop élevée et qu'il perd de son élasticité, cela est également préjudiciable à la production. La trempe du métal, après un traitement ultérieur, sous l'application de forces externes telles que le martelage et le pressage, augmentera la dureté du métal tout en maintenant un certain degré d'élasticité.
Il est important de noter que le métal utilisé pour la mise en tension doit avoir une certaine épaisseur en termes de taille du matériau et de style appliqué ; même si le métal fin et fin est trempé, il ne peut pas atteindre la résistance requise pour la mise en tension. Si le métal est suffisamment épais, il peut conserver son aspect esthétique. Par conséquent, un diamètre de 3 mm est plus approprié pour un anneau. Le sertissage par tension s'applique davantage aux bagues, car la petite circonférence de l'anneau peut créer l'élasticité nécessaire pour presser la pierre précieuse sous une dureté appropriée, et il a également un plus grand impact visuel.
Dans le domaine de la métallurgie, les principales méthodes de durcissement du métal sont le forgeage et l'extrusion, qui rendent toutes deux la structure interne du métal plus dense, ce qui durcit le métal. Ce cas utilise la méthode du forgeage. Au cours du processus de forgeage, le métal s'étend et l'épaisseur totale devient légèrement plus fine, passant d'un fil rond à un fil carré. Par conséquent, le volume de l'anneau métallique préparé doit être 20% plus épais que l'anneau en cours de fabrication d'une quantité globale pour tenir compte de la déformation et de la perte de polissage au cours du forgeage. La méthode de forgeage utilise un marteau d'orfèvre pour frapper uniformément afin de s'assurer que la structure métallique est dense et uniforme, comme le montre la figure 7-5.

(4) Dépôt de l'anneau
Limez soigneusement l'anneau en métal forgé ; une certaine perte de métal se produira ici, comme le montrent les figures 7-6 et 7-7.

Figure 7-6 Limage de l'anneau (1)

Figure 7-7 Limage de l'anneau (2)
(5) Sciage sortir les Oouverture
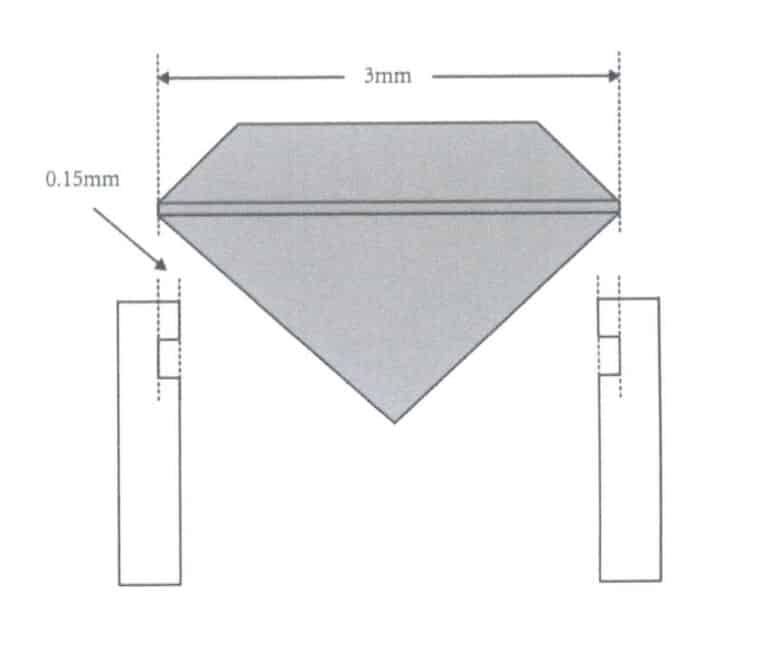
Sciez l'ouverture de l'anneau pour le sertissage de la pierre précieuse, comme le montre la figure 7-8. Les deux surfaces opposées doivent être limées à plat et la largeur de l'ouverture doit être inférieure de 0,6~1 mm au diamètre de la pierre précieuse. La profondeur des fentes des deux côtés est de 0,3~0,5 mm. Dans ce cas, le diamètre de la pierre précieuse ovale est de 4 mm, et la profondeur de la pierre précieuse s'insérant dans les fentes des deux côtés est d'environ 0,3 mm chacune. Par conséquent, la largeur de l'encoche doit être d'environ 3,4 mm. Lors du sciage de l'ouverture, tenez compte de l'usure due au polissage.
(6) Fixerl'aide de l'Union européenne. Métal
Fixez l'anneau au dispositif de réglage de l'anneau, comme le montre la figure 7-9.

Figure 7-8 Sciage de l'ouverture
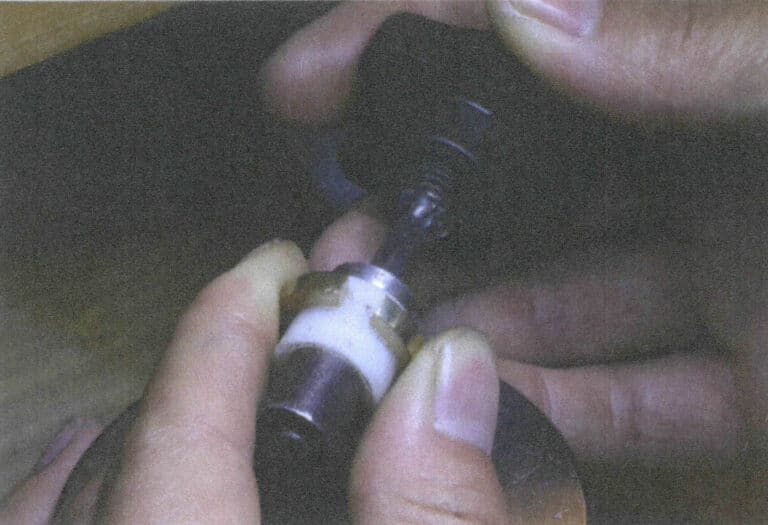
Figure 7-9 Fixation du métal
(7) Marquage les Position de la fente
Marquer la position de la rainure à l'aide d'un compas en fonction de la hauteur de la ceinture de la pierre fixe, en veillant à la symétrie des deux côtés, comme le montre la figure 7-10.
(8) Rainurage
Utiliser une fraise à disque pour rainurer les deux surfaces parallèles de l'ouverture, en veillant à ce que les positions des rainures opposées soient symétriques, avec une profondeur de rainure d'environ 0,3 mm des deux côtés, comme le montrent les figures 7-11 et 7-12.
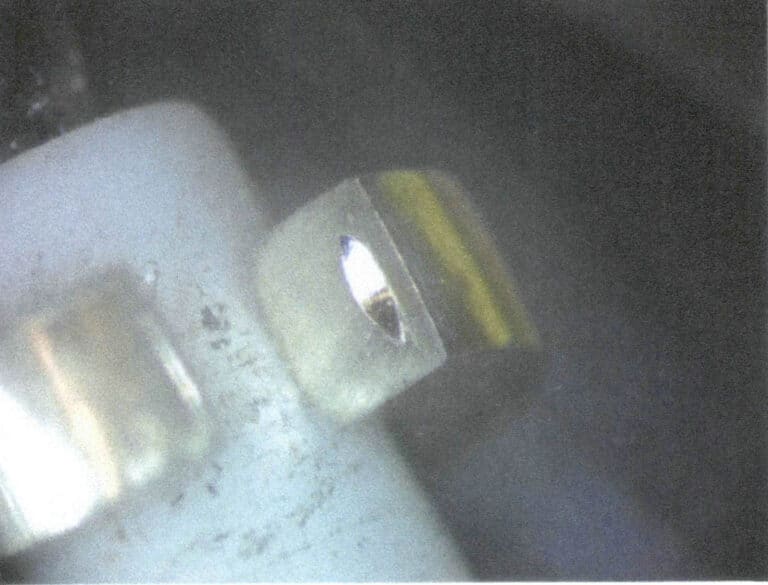
Figure 7-11 Rainurage
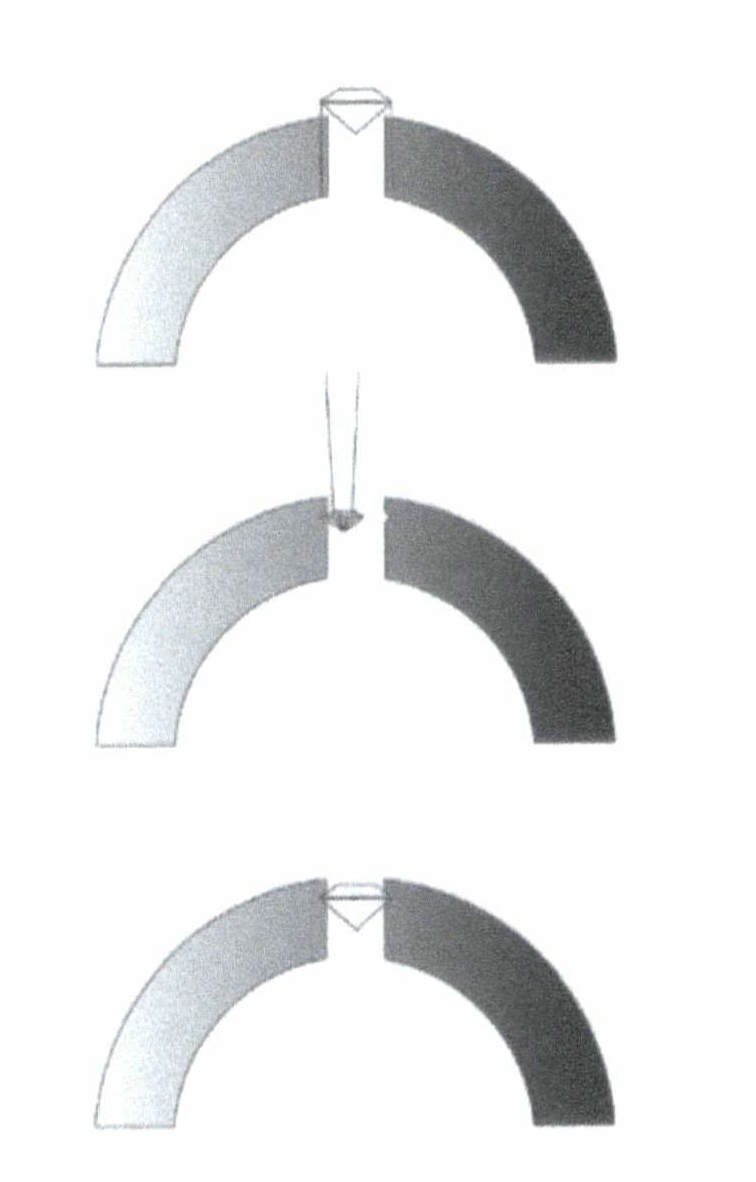
Figure 7-12 Schéma du rainurage
(9) Sertissage de la pierre précieuse
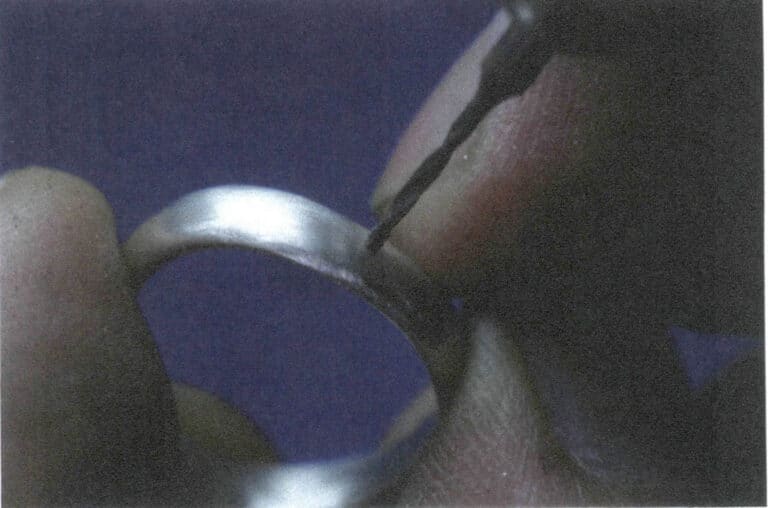
Insérez d'abord un côté de la gaine de la pierre précieuse dans la fente. Ensuite, ouvrez légèrement l'anneau à l'aide du support du sertisseur ou de l'extenseur. Une fois que l'autre extrémité de la pierre précieuse glisse dans la fente, relâchez le support pour la serrer, comme le montrent les figures 7-13 et 7-14.
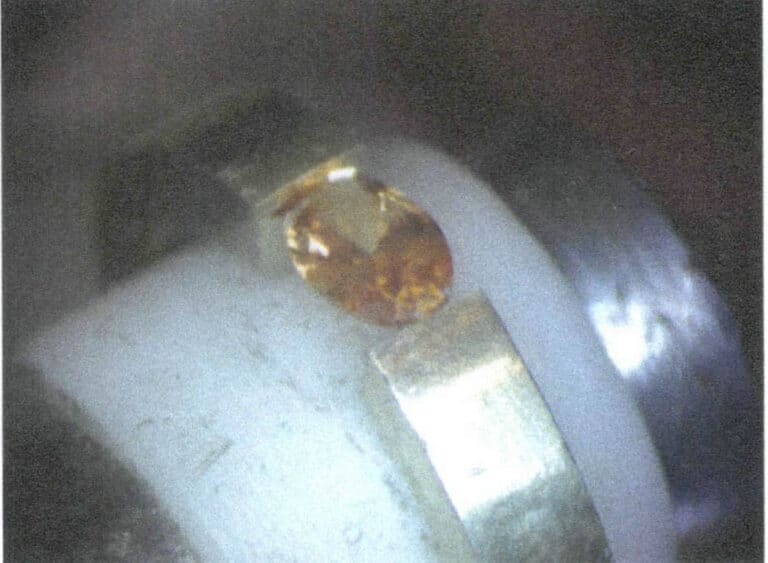
Figure 7-13 Pierre précieuse serrée dans la fente d'un côté

Figure 7-14 Pierre précieuse serrée dans la fente des deux côtés
(10) Completingurgiter les Réglage de la tension
Le réglage de la tension terminé est illustré à la figure 7-15.

2.2 Réglage de la semi-tension
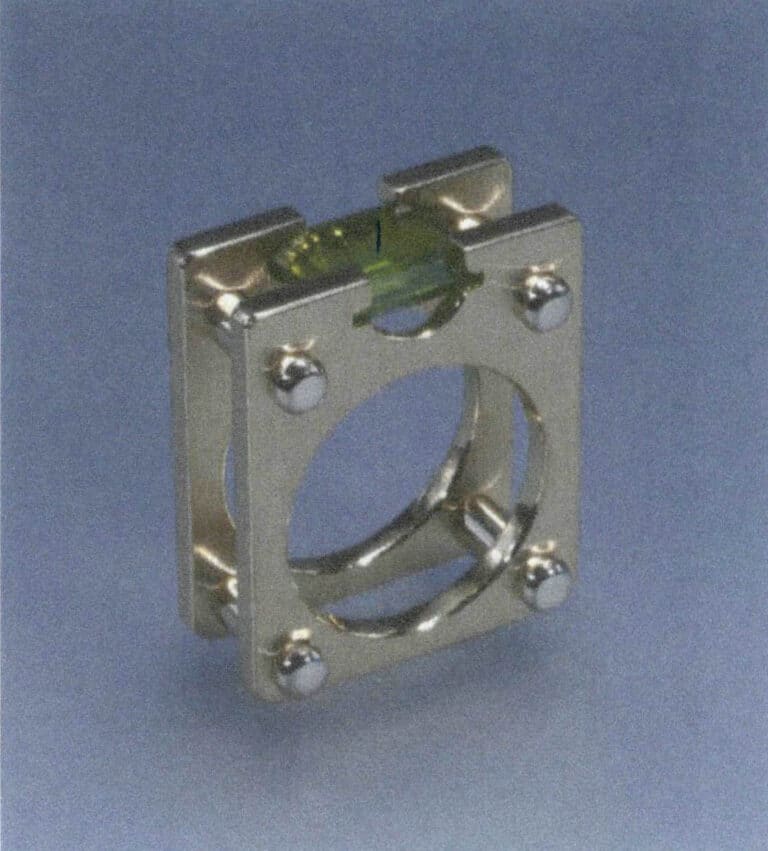
Le sertissage semi-tendu désigne une méthode de sertissage avec des structures de soutien supplémentaires telles qu'une base, des griffes métalliques ou des demi-cadres à l'extérieur des deux points de tension. Son principe est similaire à celui d'un sertissage par griffes. Le sertissage par semi-tension imite le sertissage par tension, produisant un effet esthétique similaire, mais sans la difficulté de production et les risques associés à l'après-vente du sertissage par tension. C'est pourquoi de plus en plus de marques préfèrent utiliser le sertissage semi-tension pour créer des styles similaires. Une bague à sertissage semi-tendu est illustrée à la figure 7-16.
Copywrite @ Sobling.Jewelry - Fabricant de bijoux sur mesure, usine de bijoux OEM et ODM
Étapes de réalisation du réglage de la semi-tension
(1) Matériau Préparation
Dans ce cas, la pierre précieuse est une pierre creuse à facettes d'un diamètre de 2 mm, et la largeur du chaton est de 1,7 mm, ce qui correspond au diamètre de la pierre précieuse moins 0,3 mm. Le style de l'anneau semble similaire aux montures à tension vu de dessus, mais il y a une base de soutien sous la pierre précieuse qui se connecte à l'ouverture, ce qui fait de l'anneau une boucle fermée. Une autre particularité est que deux zones surélevées sont réservées au-dessus des deux extrémités du chaton métallique. Cela reflète une différence significative entre cette méthode de sertissage et les sertissages par tension qui utilisent la tension pour maintenir la pierre précieuse. La pierre précieuse n'est pas poussée vers l'intérieur par des forces provenant des deux côtés, mais par une pression vers le bas exercée par les zones surélevées, créant une pression contraire contre la base de soutien pour fixer la pierre précieuse. Les zones surélevées sont conçues pour empêcher le métal de s'amincir sous l'effet de la pression vers le bas. La préparation du matériau est illustrée à la figure 7-17.
(2) Rainurage
Comme les sertissages par tension, les sertissages par semi-tension nécessitent de marquer d'abord les positions sur la gaine de la pierre précieuse, puis d'utiliser une fraise à disque fine pour créer une fente d'environ 0,15 mm de profondeur aux positions marquées des deux côtés, comme le montre l'illustration 7-18. Étant donné que la pierre précieuse est relativement petite et qu'elle a une base de soutien dans ce sertissage, la fente est moins profonde que celle des sertissages par tension.
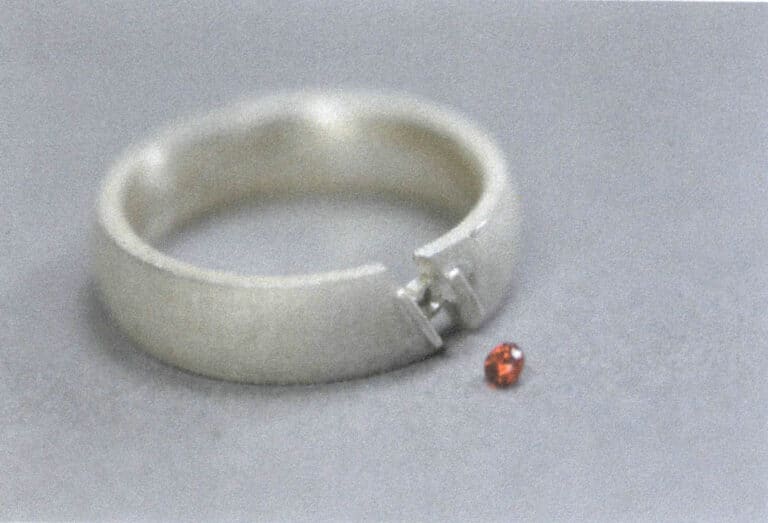
Figure 7-17 Préparation du matériel

Figure 7-18 Rainurage
(3) Placer le Pierre
Insérez d'abord un côté de la gaine de la pierre précieuse dans la fente, puis appuyez doucement pour pousser l'autre côté dans la fente. Ce processus de pression ne nécessite pas de force. Si l'un des côtés est inséré dans la fente avec un espace insuffisant ou si l'autre côté est difficile à insérer, il peut être nécessaire de continuer à ajuster la profondeur de la fente. La pierre inférieure est illustrée à la figure 7-19.
(4) Réglage de la Pierre
À l'heure actuelle, la pierre précieuse est instable après avoir été placée dans la fente ; en cas de vibration, elle risque fort de tomber. C'est pourquoi on peut recouvrir la pierre de boue d'huile, ce qui lui confère une stabilité temporaire. Ensuite, un ciseau à tête plate doit être utilisé avec un marteau pour appuyer sur le métal en relief des deux côtés de la pierre, comme le montre l'illustration 7-20. Une fois que la pierre est stable, la boue d'huile peut être enlevée. Après plusieurs coups répétés vers le bas, la fente et la pierre s'emboîteront suffisamment sous l'effet des coups, formant une force de compression stable au niveau de la ceinture, complétant ainsi l'incrustation, comme le montre l'illustration 7-21.
(5) Finition - Bord Parage
Une fois la pierre sertie, comme le métal des deux côtés de la lunette n'est pas plat contre la surface taillée de la pierre, il faut utiliser un graveur pour tailler la section transversale du métal des deux côtés de la position de sertissage de la pierre, comme le montre l'illustration 7-22.
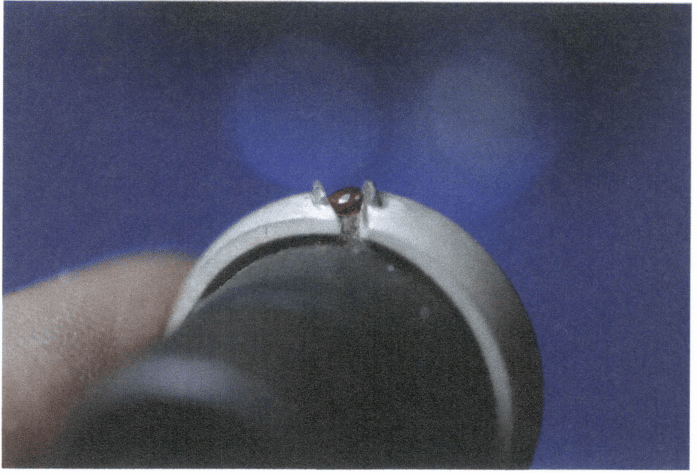
Figure 7-19 Mise en place de la pierre
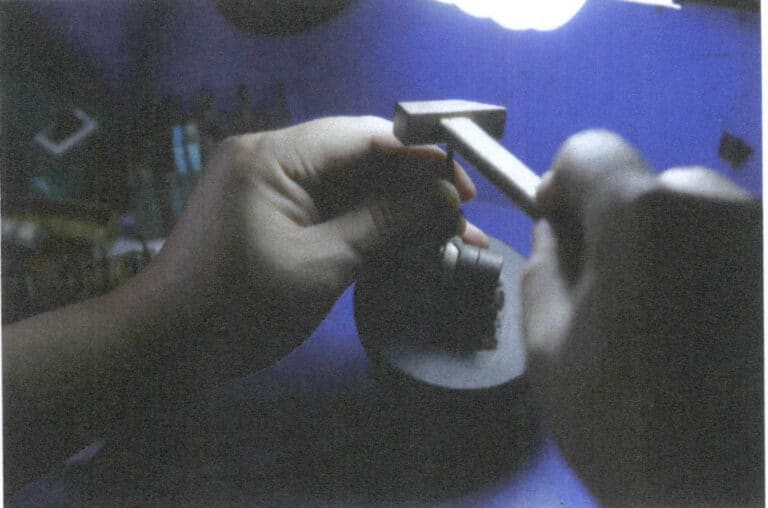
Figure 7-20 Mise en place de la pierre (1)
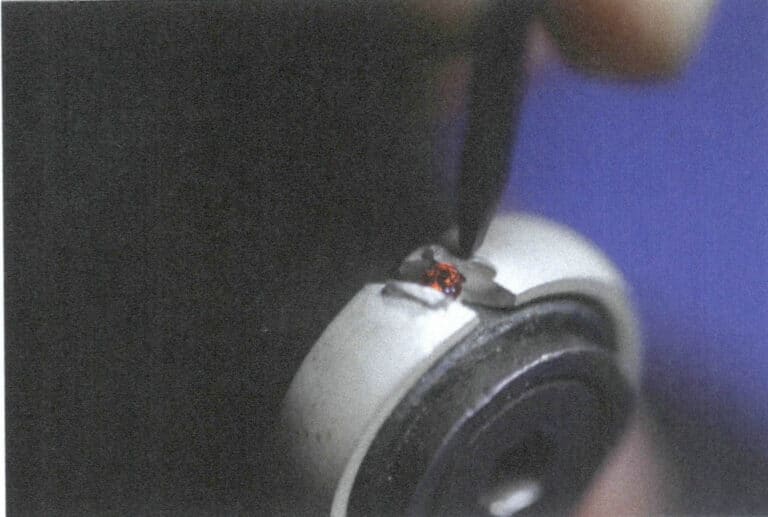
Figure 7-21 Réglage de la pierre (2)
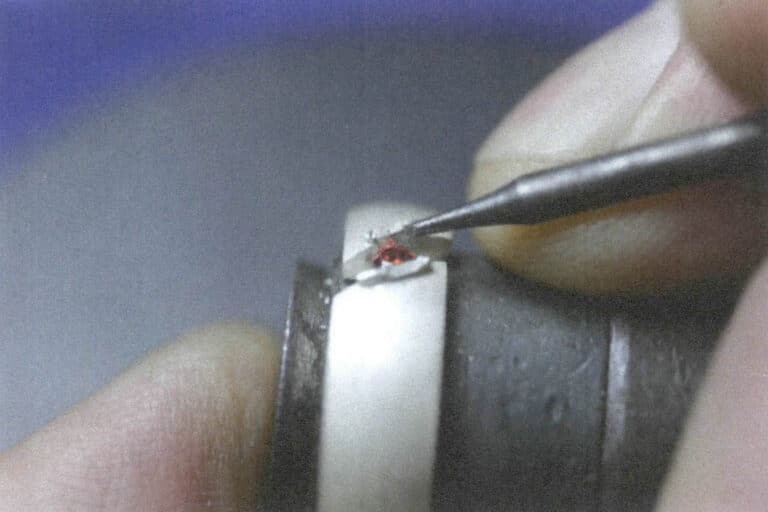
Figure 7-22 Découpage du bord
(6) Finition - Polissage
Utilisez une lime pour retirer l'excès de métal de la zone d'extrusion, puis lissez-la avec des rouleaux de papier de verre et des disques de polissage, comme le montrent les figures 7-23 et 7-24.

Figure 7-23 Finition(1)

Figure 7-24 Finition(2)
(7) Remplir le Semi-Tension Setting Ringurgiter
L'anneau de réglage de la semi-tension est illustré à la figure 7-25.
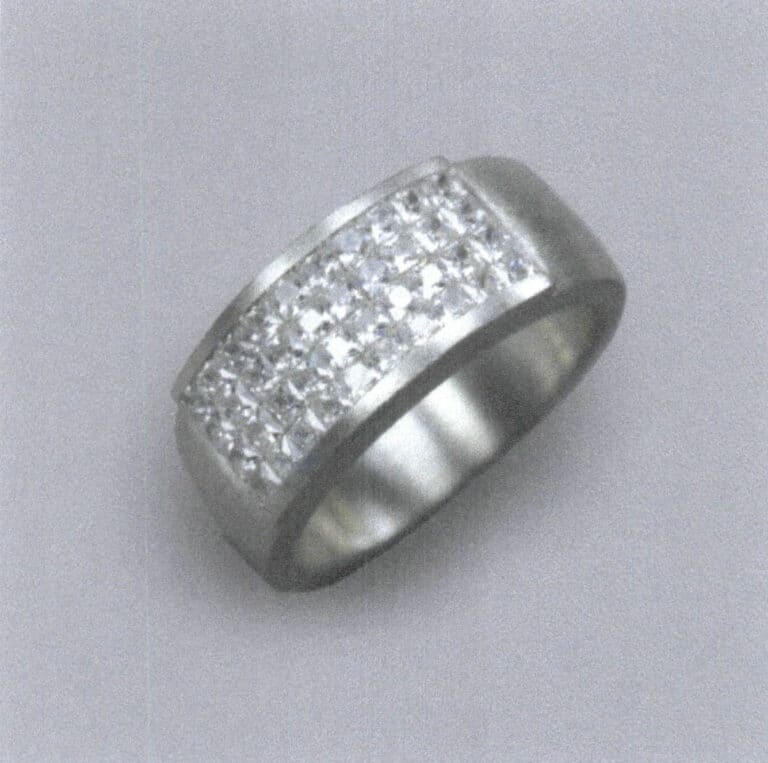
2.3 Réglage de la tension en forme de grille
Le sertissage tendu en forme de grille représente un motif d'incrustation fixe, où quatre pierres précieuses de taille princesse sont disposées en forme de grille pour former un grand carré. Dans le carré formé par les quatre pierres précieuses, seul le bord extérieur présente des arêtes métalliques pressées, tandis que le côté intérieur ne présente aucun métal, créant ainsi l'illusion visuelle d'une grande pierre précieuse carrée à facettes. L'effet visuel des quatre pierres précieuses disposées en grille présente des similitudes avec la monture invisible. Toutefois, du point de vue des principes de production, les pierres précieuses ne présentent pas les rainures typiques du sertissage invisible. La structure métallique de chaque pierre nécessite une base de support et deux gaines adjacentes qui doivent être pressées par les bords métalliques pour le sertissage invisible, ce qui rend cette structure plus proche du sertissage semi-tendu. Par conséquent, sur la base des caractéristiques de la structure, elle est classée dans la catégorie du sertissage sous tension. L'anneau de tension en forme de grille est illustré à la figure 7-26.

Étapes pour Making Réglage de la tension en forme de grille
(1) Matériau Préparation
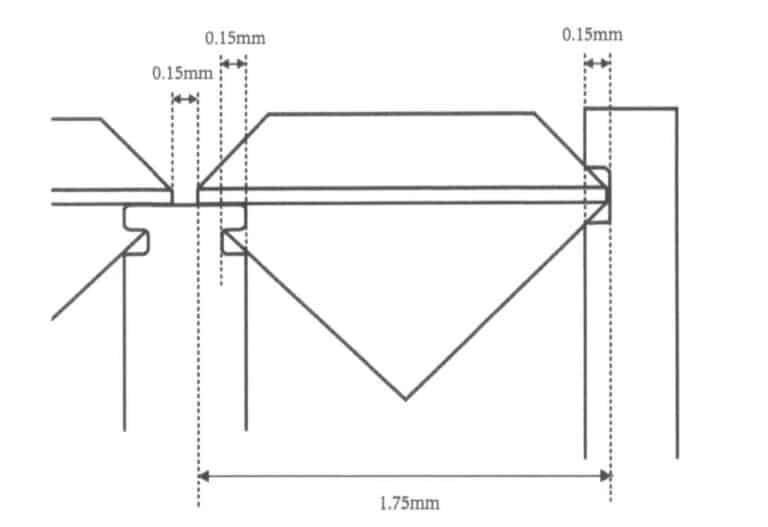
Dans ce cas, les pierres précieuses sont quatre pierres précieuses carrées taillées en brillant d'une longueur de côté de 2 mm, et le métal a la forme d'une boîte carrée, la partie inférieure du métal étant une position conique de sertissage des pierres où les quatre pierres précieuses sont encastrées, comme le montre l'illustration 7-27. La modélisation a réservé des fentes pour le sertissage des pierres précieuses, ce qui facilite le rainurage ultérieur à l'aide d'une fraise à molette.
(2) Rainurage
Une fraise à roue est utilisée pour fendre la partie supérieure de la position de la pierre, puis une petite fraise à vagues est utilisée pour créer des fentes aux quatre coins, comme le montre la figure 7-28.
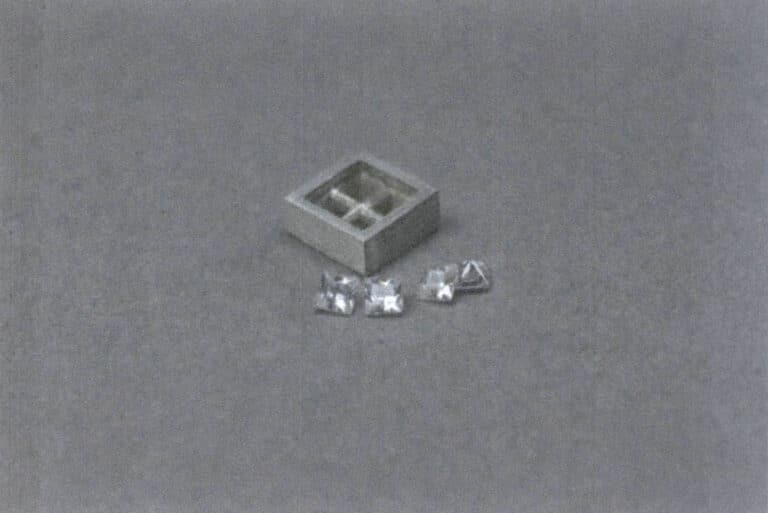
Figure 7-27 Préparation du matériel

Figure 7-28 Rainurage
(3) Fentes de coupe
Après avoir ouvert les fentes à l'aide d'une fraise à molette, il est nécessaire d'utiliser un graveur pour tailler les fentes, comme le montre la figure 7-29. Les fentes doivent être plates pour que les quatre pierres précieuses puissent être placées uniformément sur la pierre du dessous.
(4) Mise en place des pierres
Placez les quatre pierres en position de sertissage l'une après l'autre ; chaque pierre n'a que deux côtés coincés dans la fente, les deux autres côtés sont maintenus par le métal sous la ceinture de la pierre, et les ceintures des pierres voisines ne s'emboîtent pas parfaitement. Il y a tout de même un espace d'environ 0,15 mm, comme le montre l'illustration 7-30.

Figure 7-29 Découpage des fentes

Figure 7-30 Mise en place des pierres
(5) Sette de la pierre
Un ciseau à tête plate est utilisé à l'aide d'un marteau pour maintenir la pierre en place en un point, puis frapper le haut de l'arête métallique de façon circulaire, ce qui fait que le métal de la fente comprime la pierre et l'ajuste parfaitement, ce qui est le même principe que le sertissage par semi-tension. Les changements dans les fentes avant et après le sertissage sont illustrés dans la figure 7-31.
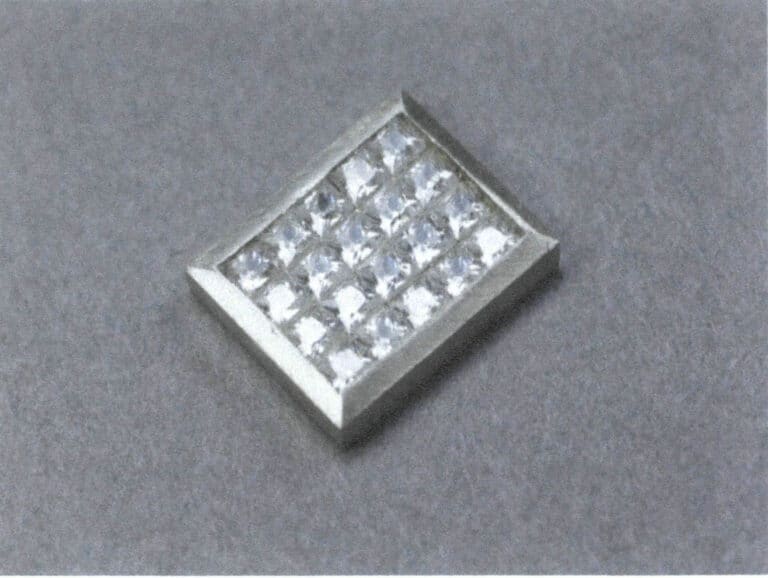
(6) Finition et Compléter les Réglage de la tension en forme de grille
Après avoir posé la pierre, utilisez des outils tels que des limes, des rouleaux de papier de verre et des roues de polissage pour terminer le réglage de la tension en forme de grille, comme le montre la figure 7-32.
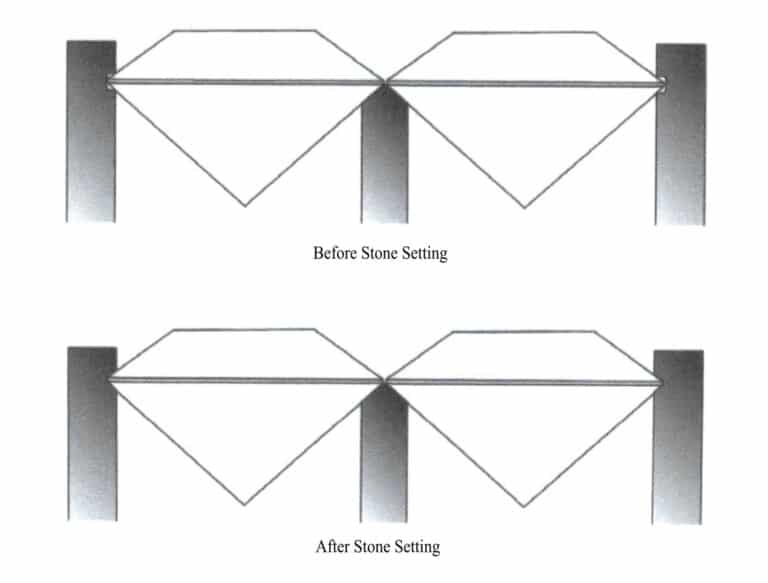
Figure 7-31 Changements dans les fentes avant et après la pose de pierres
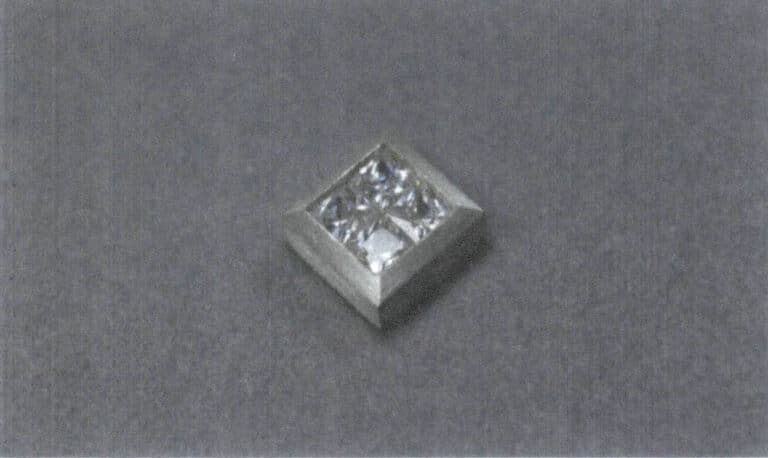
Illustration 7-32 Compléter le réglage de la tension en forme de grille
3. L'application des réglages de tension dans la création de bijoux
En ce qui concerne l'utilisation des sertissages à tension en bijouterie, la difficulté de créer des sertissages à tension est bien connue, et leur beauté provient du savoir-faire qui dépasse la "zone de confort" des sertissages traditionnels. Cette utilisation intelligente de principes mécaniques dans le sertissage est une invention moderne dont le créateur est un ancien professionnel de l'aérospatiale, Friedrich Becker. L'illustration 7-33 montre la broche à sertissage par tension qu'il a conçue. Toutefois, le prédécesseur du sertissage par tension, que nous appelons sertissage par semi-tension ou sertissage en chaton, a été couramment utilisé dans l'histoire de la joaillerie, comme dans la broche du début du XVIIe siècle produite à Prague, illustrée à la figure 7-34, où les rubis et les diamants qui l'entourent sont maintenus en place par du métal des deux côtés, mais en raison de la disposition serrée, il est difficile pour le métal de se déformer, et les pierres précieuses sont relativement stables. Dans le pendentif de 1560 illustré dans la figure 7-35, le sertissage de diamants en croix est similaire au sertissage à tension en forme de grille. Il existe de nombreuses similitudes entre ces deux types de sertissage, et la structure métallique à sa base devrait également fournir un support similaire aux pierres précieuses. Ce type de sertissage est souvent observé dans les sertissages de lettres des bijoux anciens européens.


Broche Figure 7-34 (Collection du musée V&A)

Figure 7-35 Pendentif en diamant (Collection du musée V&A)
La marque allemande NIESSING a été fondée en 1873. Influencée par l'époque et le contexte national de son développement, NIESSING simplifie la philosophie de conception du Bauhaus, abordant l'artisanat avec une attitude d'inspiration et d'héritage. Le tempérament unique de NIESSING est une exploration approfondie de la beauté des matériaux et de l'artisanat, présentant la créativité calmement et approfondissant continuellement le tempérament de la marque.
STEVEN KRETCHMER a été fondée en 1991 à Los Angeles, aux États-Unis, par Steven Kretchmer, sa femme et leur fille. Bien que l'échelle soit petite, la marque détient des brevets pour le traitement de l'or 18 carats et du platine spécifiquement utilisé pour les sertissages en tension. La dureté et la tension supérieures permettent de mieux mettre en valeur le charme des sertissages. Les alliages de métaux précieux de STEVEN KRETCHMER sont également plus durables que les alliages de joaillerie standard, ce qui leur permet de conserver leur éclat plus longtemps. C'est précisément grâce à la maîtrise de la technologie du sertissage et à la vaste gamme de techniques métalliques que STEVEN KRETCHMER peut appliquer et transformer avec souplesse les effets du sertissage dans les bijoux, en les combinant souvent avec d'autres méthodes de sertissage telles que le sertissage pave et le sertissage affleurant, et en les intégrant également à des traitements métalliques tels que le grain de bois d'or, ce qui donne lieu à un travail artisanal exquis et à des designs qui surprennent souvent.
Seules quelques marques osent tenter cette mise sous tension. S'il n'est pas possible d'exercer un contrôle strict sur les matériaux et l'artisanat, le risque de problèmes après-vente est élevé. Cela nous ramène à la marque de bijoux allemande NIESSING et à l'atelier de joaillerie américain STEVEN KRETCHMER, qui sont les pionniers les plus représentatifs en matière de sertissage. NIESSING et STEVEN KRETCHMER s'appuient sur l'artisanat du métal et les brevets de matériaux pour fonder les sertissages sous tension, mais le tempérament de ces deux marques est tout à fait unique.
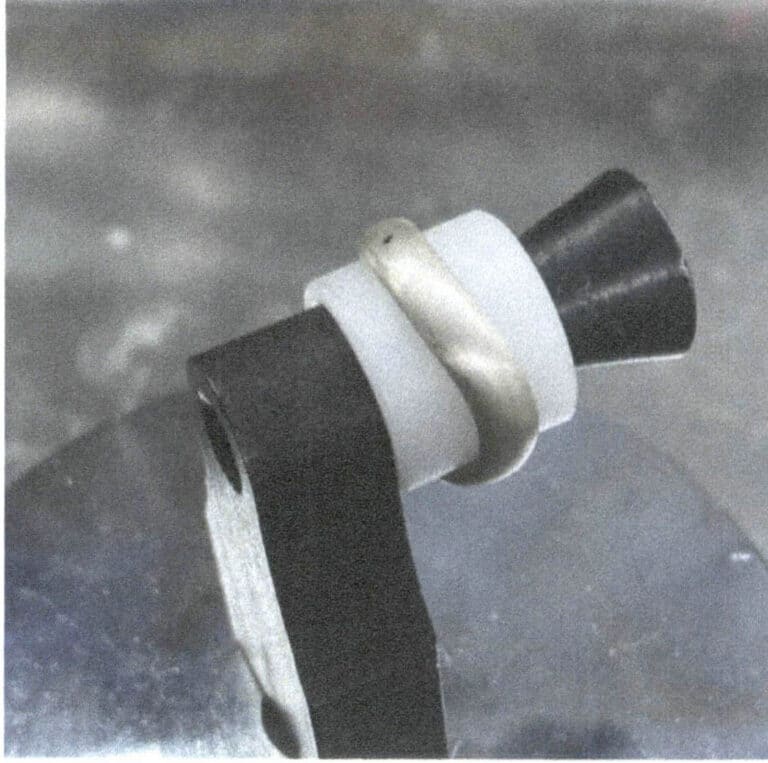
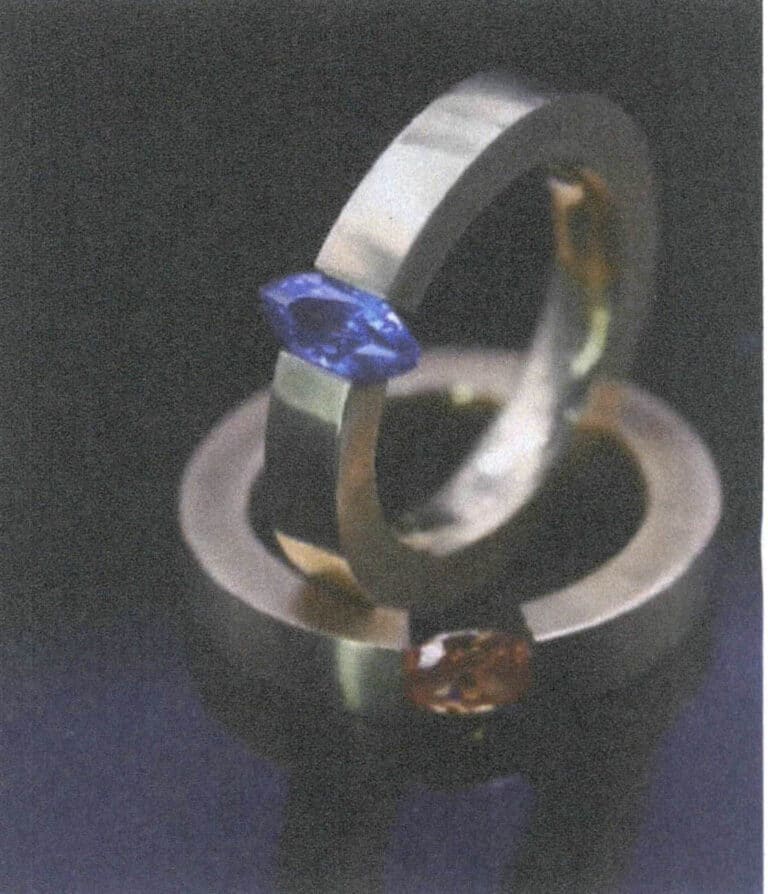
Outre les deux marques de bijoux classiques qui créent des sertissages à tension mentionnés ci-dessus, de nombreux créateurs utilisent les principes des sertissages à tension et des sertissages à semi-tension pour créer des pièces de joaillerie rafraîchissantes. Par exemple, dans le modèle illustré dans la figure 7-36, le titane est utilisé pour le sertissage, ce qui lui confère une plus grande dureté, et le design en spirale de la structure du bras de l'anneau augmente l'élasticité et l'esthétique. L'anneau illustré à la figure 7-37 amplifie intelligemment le principe de mise en tension. Toutefois, en raison des extrémités pointues de l'olive de sa pierre précieuse principale, celle-ci peut facilement se coincer dans les trous, ce qui rend le processus de sertissage relativement plus facile tout en augmentant la stabilité, ce qui est un effet de la forme spéciale de la bague. La bague présentée dans l'illustration 7-38 semble piéger la pierre précieuse au milieu du métal comme une monture à tension, mais elle ne s'appuie pas sur la tension du métal et n'est donc pas considérée comme une monture à tension du point de vue de l'art de la monture. Cependant, la relation combinée entre les modules de métal produit toujours un effet visuel "tendu".

Figure 7-36 Anneau de réglage de la tension

Figure 7-37 Anneau de réglage de la tension créative
Qu'il s'agisse de NIESSING et de STEVEN KRETCHMER, deux marques dédiées à la recherche sur les techniques de sertissage par tension, ou d'autres applications créatives du sertissage par tension, ou de designs similaires au sertissage par tension, nous pouvons voir dans la conception du sertissage par tension un défi extrême à la relation entre le métal et les pierres précieuses. Il doit y avoir une technologie qui a exigé beaucoup d'efforts de la part des pionniers, et c'est précisément pour cette raison que l'esthétique apportée par la méthode de sertissage par tension dépasse souvent l'attention que l'on porte aux pierres précieuses serties. Pour un débutant, outre l'apprentissage de la production des sertissages par tension, il est plus important d'apprendre l'esprit précieux de l'innovation dans l'artisanat et l'exploration des propriétés des matériaux.
Section III Réglage des canaux
Le serti-canal est l'un des sertis les plus difficiles à réaliser, mais aussi l'un des plus caractéristiques. Les pierres sont disposées en rubans dans un serti clos, sans aucun métal entre elles. Il élargit le pouvoir d'expression des bijoux, en rendant plus dynamique et plus net l'agencement des rubans dans les bijoux.
1. Vue d'ensemble du réglage des canaux
Le sertissage en canal fait référence à une méthode de sertissage des pierres précieuses le long d'une piste ou d'une rainure métallique fixée de part et d'autre de la ceinture de la pierre précieuse, sans aucune structure métallique séparant ou soutenant les pierres précieuses autre que le canal ou la rainure, créant ainsi visuellement l'apparence d'une bande de pierres précieuses. L'aspect du sertissage en canal est très créatif. La présence réduite de métal permet aux pierres précieuses brillantes d'être disposées en lignes douces, et elles sont souvent conçues pour présenter des variations de largeur et de courbure, en fonction de la flexibilité du dessin de la pierre précieuse et de la précision des dimensions. Les figures 8-1 et 8-2 illustrent respectivement des bagues à serti clos et la haute joaillerie Van Cleef & Arpels. En raison de l'attrait esthétique, de la difficulté et de l'aspect haut de gamme des lignes du serti en canal, cette technique est souvent utilisée dans la conception de bijoux haut de gamme. Bien entendu, le sertissage en canal a aussi ses limites : les pierres précieuses doivent être maniables, en particulier dans les arrangements de cabochons, en utilisant généralement des pierres précieuses à facettes d'un diamètre ne dépassant pas 5 mm.

Figure 8-1 Anneau de réglage des canaux

Figure 8-2 Bague de sertissage de canal (Collection du musée V&A)
2. La méthode de mise en place des canaux
2.1 Le principe de la mise en place d'un canal de distribution
Avant de procéder à la fabrication, il faut d'abord comprendre les principes du sertissage en canal. La structure du sertissage en canal diffère selon que la pierre est carrée ou ronde. En général, le canal auquel il est fait référence dans les structures de sertissage est destiné aux pierres carrées ou à bords droits, tandis que les pierres rondes sont souvent serties en créant une rainure incurvée de part et d'autre de la gaine afin de maintenir la pierre ronde en place. Cependant, l'effet final présenté par les deux types de pierres est un arrangement de pierres en forme de bande sans intercalaires métalliques entre elles. L'illustration 8-3 montre la structure des sertis en canal pour les pierres précieuses de taille carrée et de taille ronde.

2.2 Étapes de production de la mise en place de la chaîne
(1) Préparation du matériel
Un modèle 3D est créé pour le sertissage de la pierre, en tenant compte du canal de 0,15 mm de profondeur et de l'espacement de 0,15 mm entre la rainure et la pierre, comme le montre la figure 8-4. Ce cas est conçu sur la base de la taille standard de la pierre précieuse pour le sertissage et calcule ses dimensions. Dans la pratique, la taille de la pierre est souvent effectuée en fonction de la taille du serti dans le modèle. Bien que le sertissage en canal apparaisse comme une ligne continue de pierres précieuses vues de dessus, chacune d'entre elles a une position de sertissage sur le dessous. Notez que la position de sertissage est plus large en haut et plus étroite en bas pour éviter que la pierre ne soit exposée pendant le processus de sertissage, comme le montre l'illustration 8-5.

Figure 8-4 Préparation du matériel
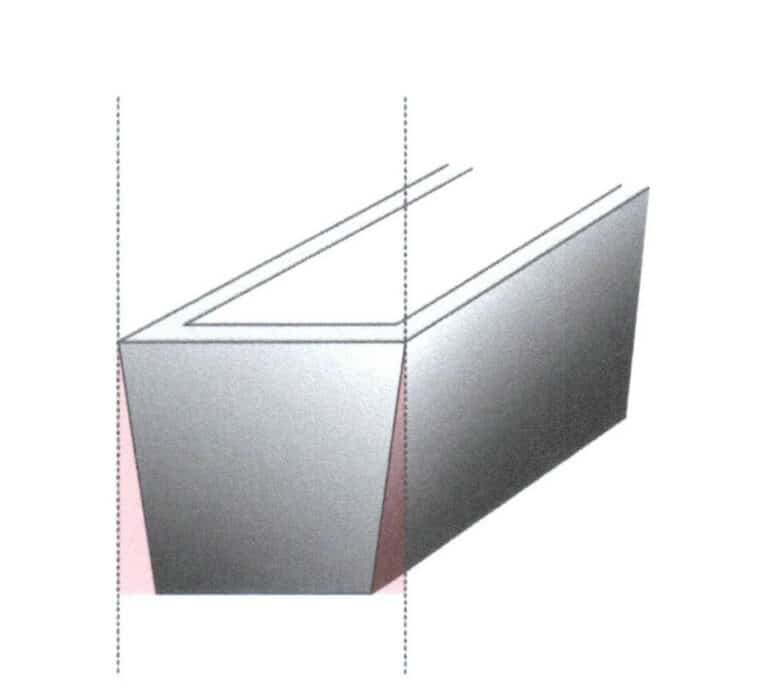
Figure 8-5 Position de sertissage large en haut et étroite en bas
(2) Rainurage
Le rainurage du réglage du canal est une étape relativement importante, et les positions de rainurage doivent être cohérentes en largeur et en profondeur. En général, lors de la modélisation, des lignes de fente peuvent être réservées aux positions de fente, puis les fentes peuvent être réalisées sur la pièce métallique à l'aide d'une fraise à molette le long des lignes de fente existantes, ce qui est plus standardisé, avec une profondeur de fente d'environ 0,15 mm. Pendant le processus de rainurage, les positions des angles de rotation doivent être marquées à l'aide d'une petite fraise boule pour créer une profondeur notable afin d'éviter un rainurage insuffisant aux positions des angles, ce qui empêcherait de placer correctement les pierres précieuses, comme l'illustrent les figures 8-6 à 8-8.

Figure 8-6 Rainurage à l'aide d'une fraise à molette
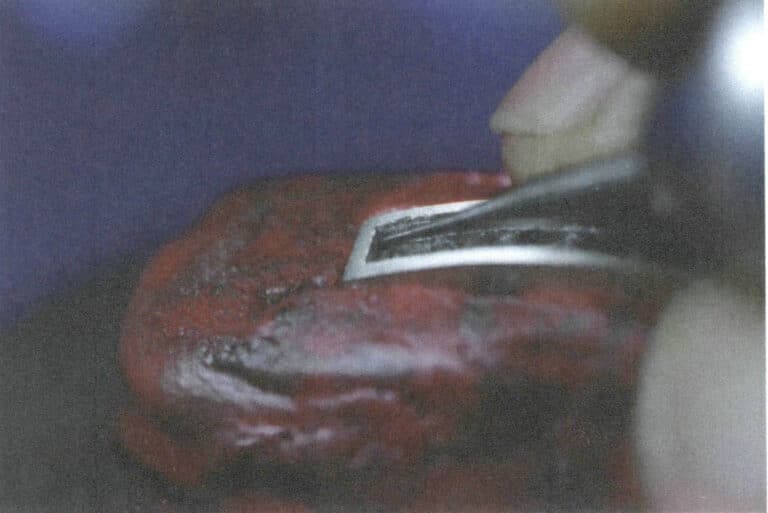
Figure 8-7 Rainurage de la position angulaire à l'aide d'une petite fraise à bille
(3) Testl'aide de l'Union européenne. Pierre Montage
Une pierre précieuse peut être utilisée pour vérifier si la profondeur de la fente est appropriée. Insérez d'abord un bord d'une pierre précieuse taillée en carré dans un côté de la piste, puis appuyez sur l'autre extrémité de la pierre précieuse avec votre ongle. Si la pierre peut être insérée relativement facilement, elle est appropriée. S'il est difficile de l'enfoncer dans la fente, cela indique que la fente métallique n'est pas assez profonde et qu'elle doit être ajustée. Toutefois, il est important de noter que si la pierre précieuse peut entrer dans la fente sans être pressée, ce n'est pas non plus acceptable, car cela signifie que le canal n'assure pas la stabilité initiale de la pierre précieuse, comme le montrent les figures 8-9 et 8-10.
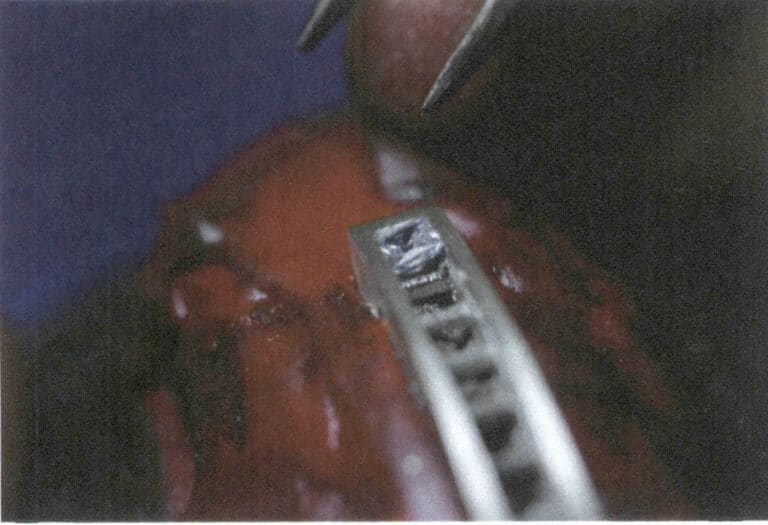
Figure 8-9 La gemme est insérée dans la fente d'un côté.

Figure 8-10 La gemme est complètement insérée dans la fente
(4) Placement les Stonalité
Après avoir déterminé que la position de la fente est appropriée à l'aide de la pierre d'essai, placer séquentiellement les gemmes dans les fentes en utilisant la méthode d'essai de montage de la pierre, comme le montrent les figures 8-11 et 8-12.

Figure 8-11 Mise en place de la pierre (1)

Figure 8-12 Mise en place de la pierre (2)
(5) Réglage de l'espacement des pierres précieuses
Les pierres du sertissage en canal ne sont pas étroitement ajustées les unes aux autres ; il y a environ 0,15 mm d'espace entre elles. Par conséquent, lors du calcul de la taille de la position de sertissage de la pierre, il faut tenir compte de l'espacement entre les pierres. Après avoir placé les pierres, vous pouvez déplacer délicatement les pierres à l'aide d'une pince à épiler pour ajuster l'espacement afin qu'il soit à peu près égal, puis fixer un côté avec de la pâte à modeler et ajuster de l'autre côté, comme le montrent les figures 8-13 et 8-14.
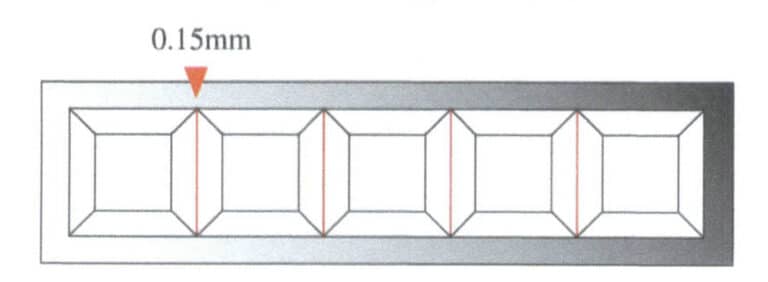
Figure 8-13 Espacement des gemmes

Figure 8-14 Réglage de l'espacement des gemmes
(6) Pierres de réglage - Fixation des points
Une fois que l'espacement des gemmes est uniforme, fixez-les d'un côté à l'aide de pâte à modeler, puis frappez doucement le sommet de la paroi de la fente de l'autre côté à l'aide d'une petite fraise ou d'un ciseau en acier à tête plate. Il faut d'abord faire des impacts ponctuels sur le dessus de chaque gemme pour fixer leur position. Si l'espacement des gemmes devient inégal au cours du processus, vous pouvez ajuster légèrement la position des gemmes en utilisant la pression des impacts, comme le montrent les figures 8-15 et 8-16. La méthode est la même de l'autre côté.
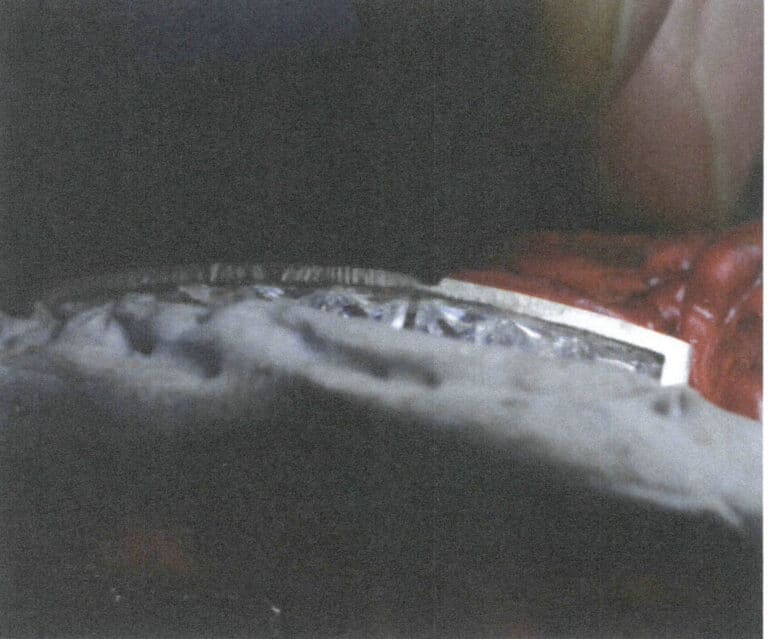
Figure 8-15 Fixation des points
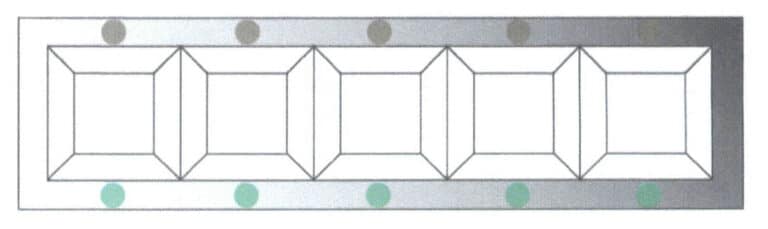
Figure 8-16 Schéma de la fixation des points
(7) Ses pierres de taille - Fixation uniforme
Après avoir frappé la gemme des deux côtés pour l'empêcher de se fixer, utilisez un ciseau à tête plate avec un marteau pour réaliser des impacts uniformes, en appuyant sur les bords de la paroi de la fente aussi plats que possible, comme le montre la figure 8-17.
(8) Finition - Ajustement
Après l'attaque de l'ennemi, le trésor ne peut pas être fixé et les bords métalliques sont inégaux. Par conséquent, il est nécessaire, d'une part, d'utiliser un graveur à tête plate pour lisser la face interne de la paroi de la fente et, d'autre part, d'utiliser une lime pour niveler les surfaces supérieures et latérales des arêtes métalliques, comme le montrent les figures 8-18 et 8-19.
(9) Finition - Polissage
Utilisez des rouleaux de papier de verre, des disques de polissage, etc., pour polir le bord supérieur de la paroi de la fente jusqu'à ce qu'il soit brillant, comme le montre la figure 8-20.
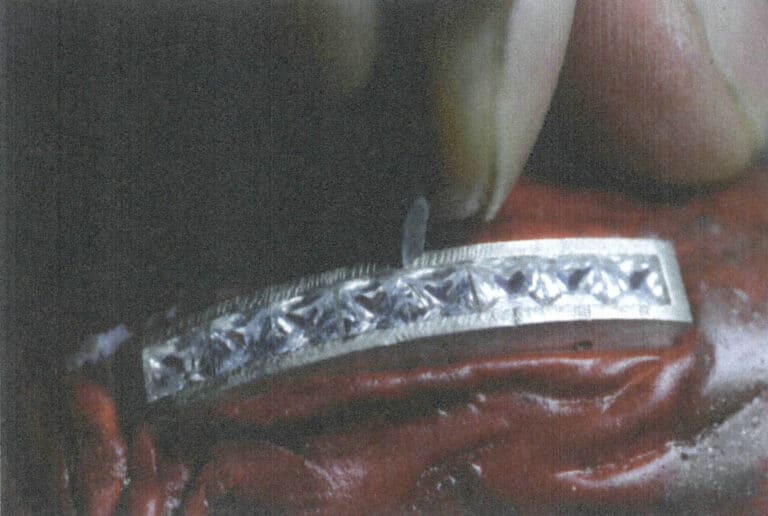
Figure 8-17 Fixation uniforme
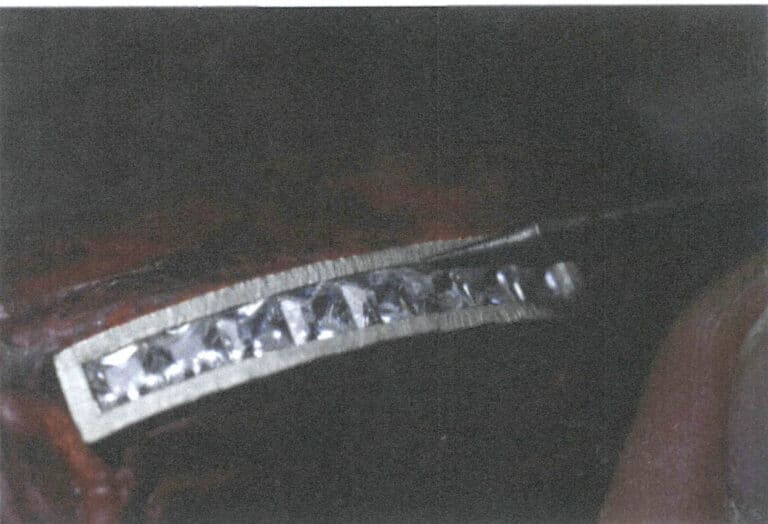
Figure 8-18 Lissage des bords

Figure 8-19 Découpe des bords

Figure 8-20 Polissage
(10) Remplir le Réglage du canal
Le réglage complet du canal est illustré à la figure 8-21.

3. L'application du sertissage dans la création de bijoux
Le serti en canal a été largement utilisé dans la conception de bijoux au cours des années 1920 et 1930, mais son histoire dans la joaillerie est bien plus ancienne. L'illustration 8-22 montre ce joyau de la couronne, fabriqué en 1755, qui présente une rangée d'émeraudes en bandes serties selon la technique difficile du serti en canal. Bien que la taille globale des gemmes puisse être améliorée, avec des pierres cabochons de tailles différentes et des facettes d'émeraude peu claires, des efforts ont été faits pour polir les émeraudes afin de mettre en valeur un arrangement en dégradé, et le sertissage très difficile a été réalisé en utilisant la technique du sertissage en canal.
La marque Van Cleef & Arpels doit être mentionnée en ce qui concerne le sertissage en canal. Bien que la plus grande contribution de Van Cleef & Arpels au sertissage soit la création du sertissage invisible, il est indéniable que le sertissage en canal et le sertissage invisible présentent des similitudes, notamment en permettant visuellement aux pierres d'être disposées dans une courbe ou une surface naturelle, ce qui convient parfaitement à l'expression de formes organiques. Van Cleef & Arpels est l'une des rares grandes marques de joaillerie à pouvoir exprimer librement des formes organiques dans son design, comme la broche marguerite de la collection Flowers et le collier Zip Couture Nœud Émeraude de la collection Zip, qui sont tous deux des exemples classiques de sertissage en canal. Comme le montre la figure 8-23, une œuvre représentative collectée par le V&A Museum en 1930 utilise le sertissage en canal parmi diverses autres techniques de sertissage.

Figure 8-22 Joyau de la Couronne (Collection du musée V&A)
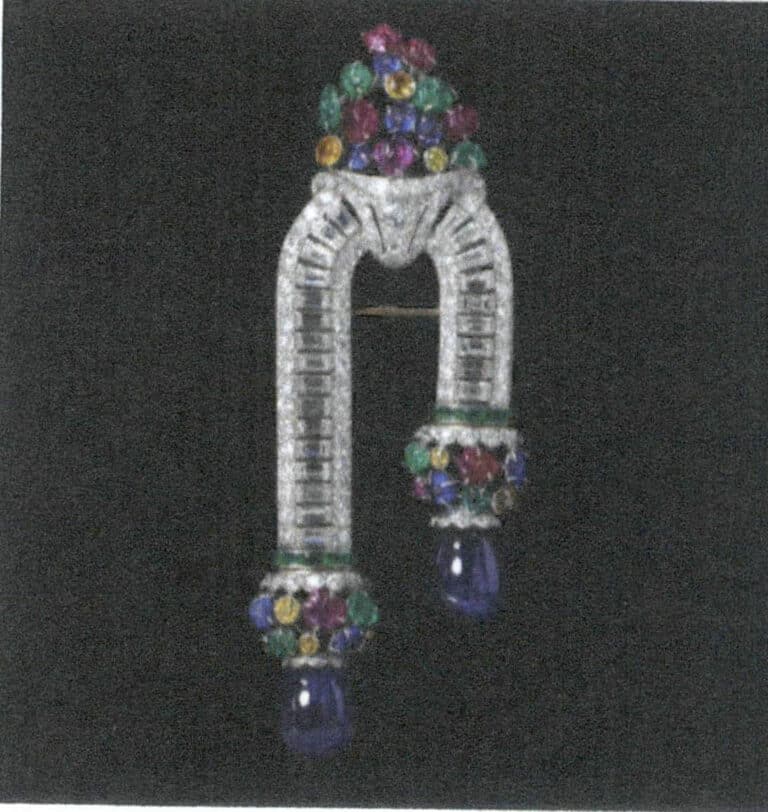
Figure 8-23 Broche Van Cleef & Arpels (V&A Museum Collection)
Dans les années 1920, le style Art déco a commencé à fleurir en Europe, et les bijoux de la même époque ont également été influencés par ce style. Les techniques décoratives, remplies de formes géométriques et de lignes droites, ont rendu le sertissage en canal particulièrement populaire auprès des créateurs de bijoux, car il permettait aux pierres précieuses de former un effet de bande cohérent. Dans les bijoux Art déco caractéristiques, le serti en canal est souvent une technique de sertissage indispensable, comme le montrent les figures 8-24 à 8-28.

Figure 8-24 Bijoux de style Art déco (1)

Illustration 8-25 Bijoux de style Art déco (2)

Illustration 8-26 Bijoux de style Art déco (3)

Figure 8-27 Bijoux de réglage de canal

Aujourd'hui, outre les bijoux haut de gamme qui utilisent le sertissage en canal, de nombreuses marques de bijoux utilisent de manière flexible la richesse des couleurs et la beauté organique apportées par le sertissage en canal. Grâce au sertissage en canal, nous pouvons constater l'avancée dans le domaine du sertissage des pierres précieuses en ce qui concerne les "lignes de pierres précieuses". L'émergence de cette sensation de ligne ajoute un outil supplémentaire au design de liberté, rendant le design de moins en moins contraint par l'artisanat et enrichissant l'expression de la beauté des pierres précieuses.
Section IV Cadre invisible
Le sertissage invisible est un type de sertissage très difficile dans l'artisanat de la mosaïque, qui présente des exigences élevées en ce qui concerne la qualité de la taille des pierres précieuses, la qualité de la structure métallique et l'habileté artisanale du fabricant. Le sertissage invisible est très novateur en matière de sertissage de pierres précieuses, ce qui ouvre un tout nouveau champ d'expression pour la joaillerie et représente l'esprit d'innovation de l'artisanat.
1. Vue d'ensemble du cadre invisible
Le sertissage invisible a été créé en 1933 par la marque de joaillerie française Van Cleef & Arpels, fondée en 1906. Il s'agit d'une méthode de sertissage qui consiste à disposer étroitement plusieurs pierres précieuses ensemble et, après le sertissage, il n'y a pas de structure métallique visible entre les pierres précieuses. Bien que cette méthode de sertissage ait été brevetée par Van Cleef & Arpels, elle est devenue depuis un sommet que beaucoup s'efforcent de dépasser dans l'art du sertissage, et les artisans ont peu à peu dévoilé ses secrets. Le mystère du sertissage invisible réside dans les rainures ouvertes au niveau de la ceinture des pierres précieuses, utilisant la relation entre la structure métallique et la rainure de la pierre précieuse pour remplacer la fixation sur la ceinture de la pierre précieuse, comme le montre la figure 9-1.
Si le serti canal permet aux pierres de former une bande cohérente, le serti invisible permet aux pierres de former une "surface". Ici, la surface fait référence à de petites pierres précieuses étroitement disposées pour former un tout, sans qu'aucun métal n'apparaisse entre elles. Cette méthode de sertissage améliore considérablement le sens général des petites pierres précieuses densément disposées ; sans l'"interférence" du métal, la beauté des pierres précieuses devient plus pure et les couleurs plus éclatantes. Supposons que la difficulté de l'exécution soit encore plus grande. Dans ce cas, le sertissage invisible peut également créer une sensation d'ondulation à la surface, interprétant ainsi plus précisément les formes organiques des bijoux. Le sertissage invisible occupe fermement le haut du pavé de la bijouterie haut de gamme en raison de sa difficulté de production et de ses coûts de production plus élevés. Nous allons explorer les secrets du sertissage invisible à travers des cas concrets.
2. La méthode de production du cadre invisible
2.1 Le principe du cadre invisible
Vue de dessus, la monture invisible apparaît comme une pièce continue de pierres précieuses. Puisqu'il n'y a pas de métal pour tenir la ceinture des pierres précieuses, quel type de structure permet aux pierres précieuses d'être stables ? Le secret réside dans les changements qui se produisent derrière les pierres précieuses. Les pierres précieuses de la monture invisible ne sont pas différentes des pierres précieuses à facettes ordinaires vues de dessus, mais il y a un autre mystère sous la ceinture, comme le montre l'illustration 9-2. Ces rainures visent à créer une structure d'emboîtement avec le métal caché sous la ceinture des pierres précieuses, comme l'illustre l'illustration 9-3. Cette structure est extrêmement difficile, mettant à l'épreuve l'imagination d'un savoir-faire innovant, les compétences des artisans sertisseurs et les techniques de taille des pierres précieuses. Grâce à cette structure délicate et complexe d'emboîtement, les pierres précieuses sont soigneusement disposées et verrouillées dans leur position de sertissage. Le métal est ensuite pressé ou frappé sur les bords afin de remplir autant que possible les rainures des pierres précieuses. C'est le principe de la monture invisible.
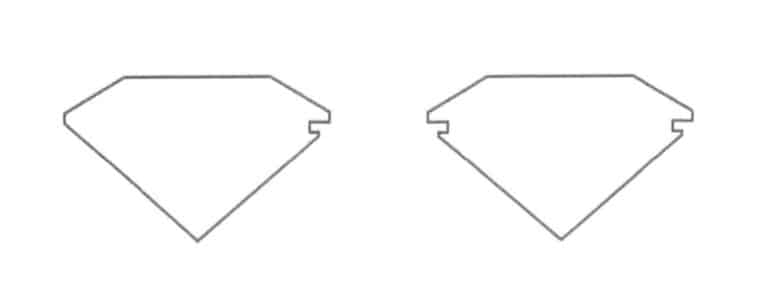
Figure 9-2 Coupe transversale d'un sertissage invisible fente pour pierres précieuses
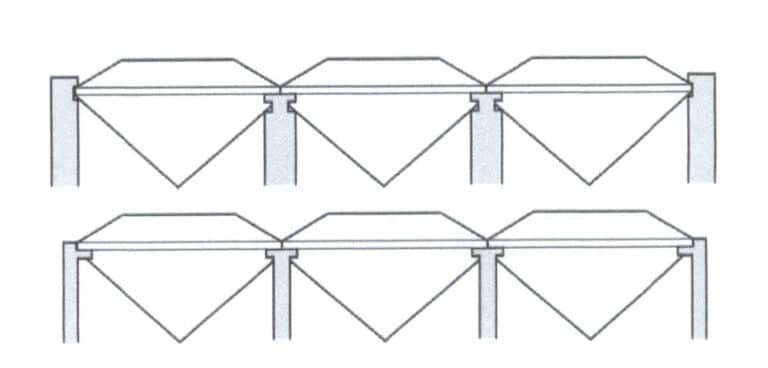
Figure 9-3 Diagramme en coupe de deux principes structurels des cadres invisibles
2.2 Étapes de la création d'un cadre invisible
(1) Calculeringurgiter Dimensions
Tout d'abord, sur la base des dimensions de la forme fournies par le dessin ou modèle, calculez la disposition des pierres précieuses et leur taille. La principale considération à cet égard est la taille des fentes et des espaces entre les pierres précieuses. Pour les pierres de différentes tailles, la profondeur des fentes peut varier légèrement, la profondeur habituelle des fentes étant de 0,1~0,15 mm. Après le calcul, modélisez et coulez les pièces métalliques selon les besoins, comme le montre la figure 9-4.
(2) Prépareringurgiter les Metal
Créez un serti caché à l'aide de la modélisation 3D et réservez les positions des pistes qui s'emboîtent dans les fentes de la pierre précieuse, comme le montrent les figures 9-5 et 9-6.
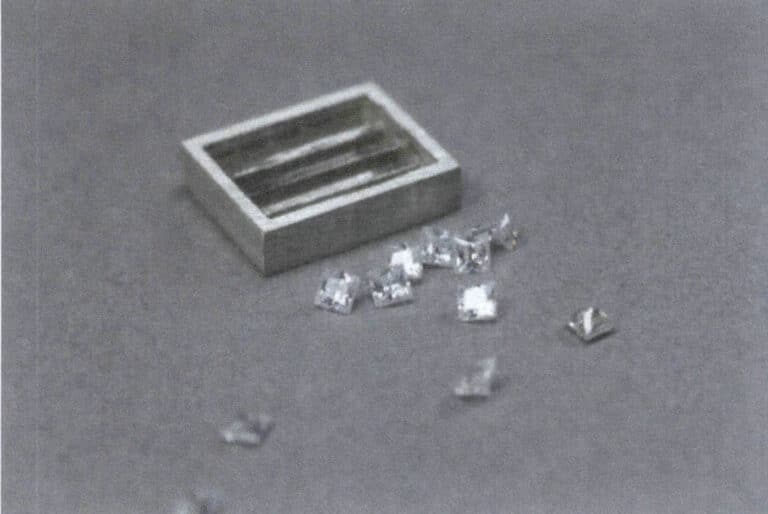
Figure 9-5 Sertissage et pierres précieuses
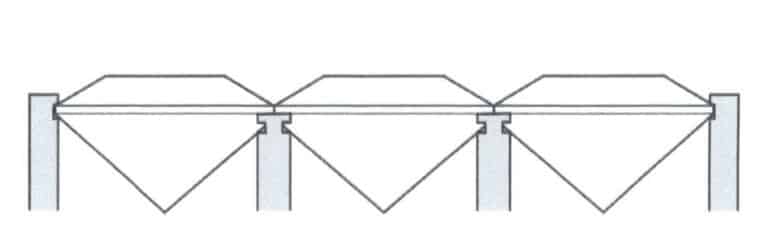
Figure 9-6 Vue en coupe de la structure métallique
(3) Prépareringurgiter les Gpierres précieuses
Les montages invisibles nécessitent souvent des tailles de pierres précieuses spécialement conçues en fonction de la forme pour remplir un motif à la structure irrégulière. Dans ce cas, un rectangle régulier peut être comblé par des pierres précieuses taillées en carré avec une longueur de côté de 1,75 mm. Ensuite, vérifiez et confirmez les normes des fentes de grattage des pierres précieuses, comme le montre la figure 9-7.

(4) Rainurage
Le rainurage de la monture de la pierre est également une étape très importante. Avant de procéder au rainurage, utilisez un graveur à tête plate pour lisser les angles du métal et une fraise à molette pour créer les rainures. Comme pour le sertissage en canal, lorsque vous modelez le métal dans les premières étapes, laissez les fentes réservées afin de garantir que le sertissage ultérieur à l'aide de la fraise à molette soit plus standardisé. L'ajustement entre la pierre précieuse et les fentes du métal est la clé du sertissage invisible, comme le montrent les figures 9-8 et 9-9. Notez qu'il n'est pas nécessaire de perfectionner les fentes en une seule fois ; pendant le sertissage de la pierre précieuse, la position des fentes peut continuer à être ajustée. Après avoir serti une rangée, les positions des fentes pour la rangée suivante peuvent encore être ajustées.

Figure 9-8 Utilisation d'un graveur à tête plate pour créer une rainure
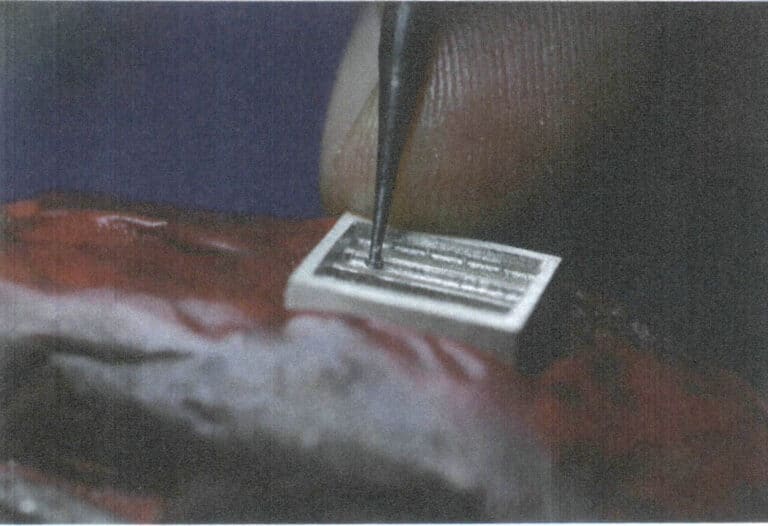
Figure 9-9 Utilisation d'une fraise pour créer une rainure
(5) Testl'aide de l'Union européenne. Stonalité Montage
Insérez d'abord une extrémité de la pierre précieuse dans la fente, puis appuyez doucement avec votre ongle pour faire entrer l'autre extrémité dans la fente. Si la pierre précieuse peut entrer dans la fente sans pression, cela indique qu'elle est trop grande et qu'elle ne peut pas être retenue ; si la pierre précieuse ne peut pas être enfoncée, la fente doit être approfondie, donc ne faites pas la fente trop profonde à la fois. L'essai de montage de la pierre est illustré à la figure 9-10.
(6) Placement de Stons
La mise en place de la pierre s'effectue de la même manière que pour l'essai du montage de la pierre, en commençant par le milieu de la structure. Une fois la pierre coincée dans la fente, elle peut être glissée sur le rail jusqu'à une extrémité, puis la pierre, à son tour, sera remplie d'une rangée, comme le montre la figure 9-11.

Figure 9-10 Test de la monture en pierre
Figure 9-11 Mise en place des pierres
(7) Pierres de taille
Après avoir placé une rangée de pierres précieuses, pincez délicatement le métal des deux côtés de cette rangée de pierres précieuses à l'aide d'une pince à épiler. Ajustez ensuite les fentes pour la rangée suivante de pierres et continuez à placer les pierres rangée par rangée de la même manière. Une fois toutes les pierres placées, tapotez doucement quelques cercles à partir du haut de la monture pour les fixer, en utilisant le principe de compression propre au sertissage en canal. Le sertissage des pierres est illustré à la figure 9-12.
(8) Finition
Utilisez une lime pour lisser les bords métalliques, puis polissez-les avec des rouleaux de papier de verre, des disques de polissage, etc., comme le montre la figure 9-13.
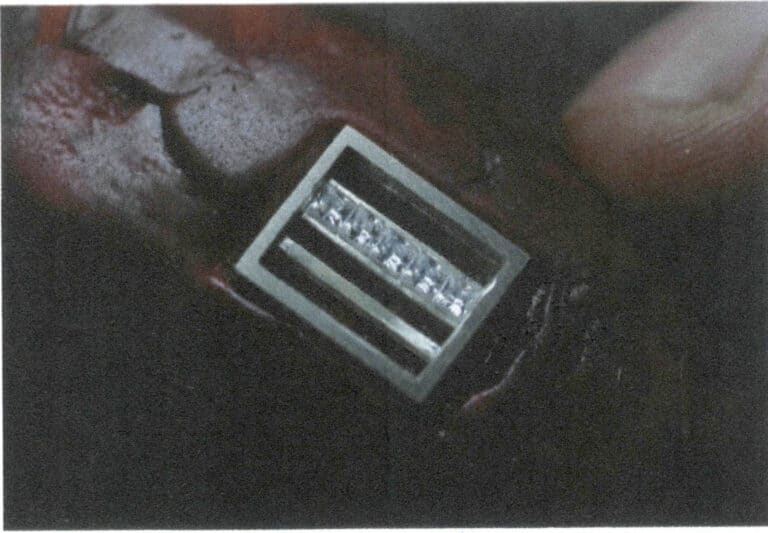
Figure 9-12 Réglage des pierres
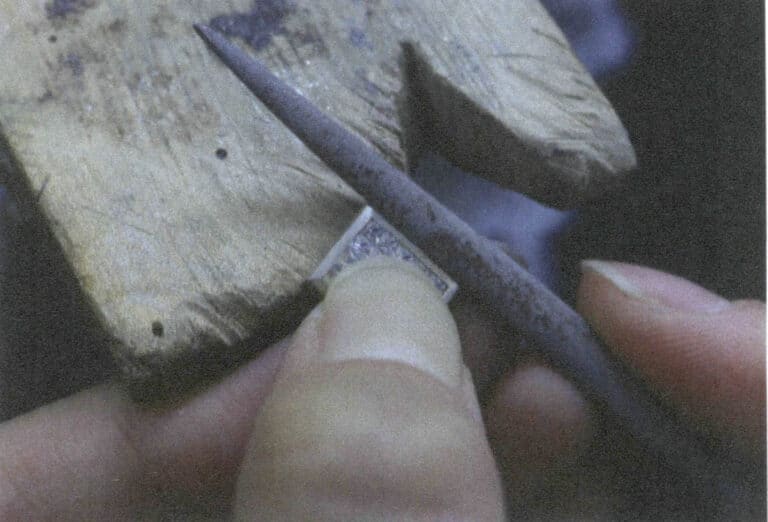
Figure 9-13 Finition
(9) Completingurgiter les Réglage invisible
Le même principe s'applique aux surfaces courbes, comme le montre la figure 9-14.
3. L'application du sertissage invisible dans la conception de bijoux
La marque française de bijoux de luxe Van Cleef & Arpels doit connaître le sertissage invisible pour se faire remarquer. Van Cleef & Arpels s'est toujours engagée à innover en matière d'artisanat. Le sertissage invisible a été inventé en 1929 par le joaillier Jacques-Albert Algier, et Van Cleef & Arpels a obtenu le brevet du sertissage invisible en 1933, marquant ainsi une avancée révolutionnaire dans l'industrie de la fabrication de bijoux, qui a également élevé les bijoux Van Cleef & Arpels à un niveau exemplaire. La boîte à trésors Minaudière a été lancée la même année, et le bracelet Ludo a vu le jour l'année suivante, exploitant pleinement les avantages du sertissage invisible. Bien que nous puissions généralement révéler les secrets des sertissages invisibles aujourd'hui, atteindre la qualité artisanale de Van Cleef & Arpels reste un véritable défi, car cela nécessite une main-d'œuvre et des ressources considérables, ainsi que des compétences exquises. Les figures 9-15 à 9-18 montrent les bijoux de Van Cleef & Arpels qui utilisent un sertissage invisible.

Figure 9-15 Bijoux à sertissage invisible Van Cleef & Arpels (1)

Figure 9-16 Bijoux à sertissage invisible Van Cleef & Arpels (2)
Figure 9-17 Bijoux à sertissage invisible Van Cleef & Arpels (3)

Figure 9-18 Bijoux à sertissage invisible de Van Cleef & Arpels (4)
Après le grand succès du sertissage invisible, Van Cleef & Arpels n'a pas cessé d'explorer et d'améliorer le savoir-faire exquis. Par la suite, les méthodes de sertissage invisible de cabochons pointus et de verres peints ont été développées. Par exemple, la broche Pomme de Pin et la broche Panache mystérieux sont des œuvres représentatives de ces deux techniques de sertissage invisible, qui ont fait sensation lors de leur sortie. Bien qu'il soit difficile d'atteindre les sommets de Van Cleef & Arpels, de nombreuses marques continuent d'apprendre et d'imiter le sertissage invisible. La technique du sertissage invisible, la qualité de l'exécution et la beauté du sertissage sont autant d'atouts qui valent la peine d'être relevés. Les figures 9-19 et 9-20 montrent des modèles de bijoux utilisant des techniques de sertissage invisible.

Figure 9-19 Bijoux à sertissage invisible (1)

Figure 9-20 Bijoux à sertissage invisible (2)
La contribution de Van Cleef & Arpels à l'art du sertissage est d'offrir de nouvelles possibilités de création de bijoux et de démontrer le summum de la haute joaillerie. Dans ces bijoux, chaque pierre précieuse a sa place, et la taille et la forme de la pierre précieuse exigent une très grande précision pour maîtriser cette technique, les artisans étant rares. Ce qui est encore plus précieux, c'est que le sertissage à bords invisibles témoigne de l'esprit d'innovation d'une marque et permet aux bijoux de la marque de produire un effet de qualité grâce aux innovations apportées par les bijoux de la marque, ce qui rehausse considérablement le caractère artistique des bijoux de la marque et permet également à l'histoire des bijoux de s'imprégner d'une encre et d'une couleur intenses ! Cette innovation est très précieuse pour l'industrie.