Comment Sobling contrôle-t-il la qualité des matières premières des bijoux ?
Inspection de la qualité et analyse des défauts des matières premières de la bijouterie
Introduction :
a production de bijoux nécessite diverses matières premières et auxiliaires, et leurs performances ont une incidence directe sur la qualité et le coût de production des bijoux. Il est donc nécessaire de contrôler strictement l'inspection des matières premières et auxiliaires dans la production afin d'éviter l'introduction de matériaux non qualifiés.
Globalement, les matériaux utilisés pour la production de bijoux comprennent principalement des métaux précieux tels que l'or, l'argent, le platine et le palladium ; des alliages chargés pour préparer divers alliages en carats ; des pierres précieuses telles que les diamants, les rubis, les saphirs et le jade ; des matériaux auxiliaires utilisés dans de nombreux processus principaux tels que la fabrication de moules pour bijoux, le moulage de bijoux, le sertissage de pierres, la finition et le polissage, la galvanoplastie, dont certains ont un impact direct sur la qualité des produits de joaillerie.

Table des matières
Section Ⅰ Inspection de la qualité des métaux précieux bruts
L'inspection de la qualité du moule principal porte principalement sur la forme, la taille, le poids, la structure, la qualité de la surface, la carotte de coulée, etc.
Partie 1. Pépite d'or pur
L'or est l'une des matières premières les plus utilisées dans la production de bijoux en métaux précieux. Les entreprises achètent généralement des pépites d'or pur auprès d'usines d'affinage, de fournisseurs de métaux précieux, etc., pour préparer des matériaux tels que l'or 24K, l'or 18K et l'or à divers carats.
1. Les exigences de pureté des lingots d'or pur
préparer des matériaux tels que l'or 24K, l'or 18K et l'or à divers carats.
La pureté des pépites d'or pur est la base pour garantir la finesse des bijoux en or. En 1999, l'American Society for Testing and Materials (ASTM) a publié la norme ASTM B562-95, "Standard Specification for Refined Gold", et l'a révisée en 2005 et 2012. La norme spécifie la gamme admissible d'éléments d'impureté dans les pépites d'or pur, comme le montre le tableau 4-1, qui est la seule norme utilisée pour les pépites d'or de haute pureté. Parmi eux, le grade 99,5% indique une teneur en or supérieure ou égale à 99,5% ; 9995 indique une teneur en or supérieure ou égale à 99,95%, et ainsi de suite.
Pour l'or pur de qualité 99,5%, seule la teneur minimale en or doit être testée, ce qui est le seul niveau de pureté pour lequel la teneur en or doit être mesurée. La teneur en or est calculée en utilisant la méthode de la différence pour les autres niveaux de pureté de l'or pur. Dans l'or pur 9995, cinq éléments doivent être testés, dont l'argent, le cuivre et le palladium, trois éléments couramment utilisés dans l'alliage de l'or. Les deux autres éléments sont le fer et le plomb, qui sont des éléments d'impureté susceptibles d'avoir un impact sérieux sur le traitement des matériaux. Dans l'or 99.99%, de nombreux autres éléments doivent être testés, notamment l'arsenic, le bismuth, le chrome, le nickel, le manganèse, le magnésium, le silicium, l'étain, etc. Cependant, l'or 99,995%, l'arsenic et le nickel ont été éliminés.
Tableau 4-1 Teneur maximale en impuretés autorisée par la norme ASTM B562 pour les pépites d'or pur
Unité de teneur en métal : x10-6
| Qualité de l'or pur | 995 | 9995 | 9995 | 9999 |
|---|---|---|---|---|
| Argent Sterling | / | 350 | 90 | 10 |
| cuivre | / | 200 | 50 | 10 |
| palladium | / | 200 | 50 | 10 |
| fer | / | 50 | 20 | 10 |
| plomb | / | 50 | 20 | 10 |
| silicium | / | / | 50 | 10 |
| Magnésium | / | / | 30 | 10 |
| Arsenic | / | / | 30 | / |
| Bismuth | / | / | 20 | 10 |
| Etain | / | / | 10 | 10 |
| Chrome | / | / | 3 | 3 |
| Nickel | / | / | 3 | / |
| Manganèse | / | / | 3 | 3 |
Les impuretés présentes dans l'or pur se répartissent en trois catégories : les impuretés métalliques, les impuretés non métalliques et les impuretés radioactives. Les impuretés métalliques sont relativement faciles à analyser. Le platine est un élément trace courant dans l'or pur. Pourtant, il ne figure pas dans la norme, principalement parce que le platine a plus de valeur que l'or et qu'il n'affecte pas les performances de fabrication de l'or. D'autres éléments du groupe du platine, tels que le rhodium, le ruthénium, l'osmium et l'iridium, ne figurent pas non plus dans la norme. En effet, l'analyse de ces éléments est difficile, coûteuse et peu utile en pratique. C'est pourquoi un seul élément est parfois choisi pour refléter la quantité de ce groupe d'éléments, par exemple le palladium comme indicateur des éléments du groupe du platine. Lorsque la teneur en palladium est élevée, d'autres éléments du groupe du platine doivent être testés ; lorsque la teneur est faible, il n'est pas nécessaire de procéder à des tests. L'oxygène, le soufre et le chlore sont souvent utilisés sous une forme ou une autre pour la purification de l'or. Ils peuvent former des impuretés non métalliques qui restent dans l'or pur, mais ces éléments non métalliques typiques ne sont pas répertoriés dans la norme. Les impuretés radioactives telles que l'uranium et le thorium peuvent poser des problèmes de sécurité pour les bijoux, mais leurs niveaux sont généralement négligeables et ne sont pas répertoriés dans la norme.
Par conséquent, la norme ASTM B562 ne prend en compte que certains éléments métalliques et en ignore beaucoup d'autres. Pour garantir la qualité du produit, les entreprises de fabrication peuvent demander que ces éléments soient répertoriés, comme le mentionne explicitement la norme, "l'acheteur et le vendeur peuvent négocier certains éléments restreints".
2. Méthode d'analyse des éléments d'impureté pour les pépites d'or pur
La teneur en or des pépites d'or pur est déterminée par coupellation, la méthode d'analyse la plus ancienne. La précision de cette méthode dépend de multiples facteurs, notamment les conditions de l'environnement d'essai, la précision de l'équipement d'essai, l'application de la méthode d'essai, etc., ce qui peut entraîner des variations importantes dans les résultats d'un même échantillon au sein d'un même lot ; la valeur d'étalonnage de l'étalon fluctue fortement et est instable ; la précision et l'exactitude sont médiocres, entre autres problèmes. La London Bullion Market Association (LBMA) exige des capacités de dosage de l'or d'affinage : lorsque le résultat du test est supérieur ou égal à 99,95%, l'erreur autorisée est de ±0,005% ; lorsque le résultat du test est inférieur à 99,50% -99,95%, l'erreur autorisée est de ±0,015%.
Il existe plusieurs techniques pour détecter les éléments impurs dans l'or pur. Une méthode couramment utilisée consiste à dissoudre d'abord l'or, puis à analyser la teneur en divers éléments à l'aide de méthodes d'analyse spectroscopique, notamment la spectroscopie d'absorption atomique ou la spectroscopie d'émission atomique à plasma à courant continu. Les spectromètres à plasma à couplage inductif peuvent être utilisés pour l'analyse de solutions et, dans certains cas, peuvent analyser directement des échantillons solides sans qu'il soit nécessaire de les dissoudre. Cette méthode présente deux avantages : elle évite le problème des éléments d'impureté indétectables qui ne se dissolvent pas, et la précision de la détection n'est pas affectée par la verrerie expérimentale et les réactifs. Il existe également d'autres méthodes permettant d'éviter la dissolution de l'échantillon, telles que l'utilisation de spectromètres de masse et de spectromètres à fluorescence X. Les spectromètres de masse sont plus adaptés à la détection d'éléments traces dans des matériaux de haute pureté.
Bien que la coupellation soit la méthode la plus précise pour détecter la teneur en or, il est presque impossible de l'utiliser pour détecter les éléments d'impureté dans les pépites d'or pur car cette méthode implique de collecter les métaux précieux d'un échantillon spécifique, de les agréger en billes, puis de comparer le poids des billes avec l'échantillon d'origine, ce qui limite la détection de la teneur de tous les éléments de métaux précieux. Si la coupellation permet de déterminer si la teneur en or est de 99,5% ou de 99,9%, voire de 99,99%, elle ne permet pas d'identifier les impuretés présentes et leurs quantités respectives. C'est pourquoi l'ASTM B562 ne spécifie la teneur en or minimale de 99,5% que lorsque la coupellation est utilisée ; lorsque la teneur en impuretés est plus élevée, la teneur des principaux éléments impurs est détectée et le reste est supposé être de l'or. Toutes les impuretés principales doivent être prises en compte, sinon la teneur en or calculée sera incorrecte.
Les méthodes de détection susmentionnées sont principalement utilisées pour analyser la teneur moyenne en éléments d'impureté dans les pépites d'or pur afin de produire des pépites d'or pur. Plusieurs technologies de détection sont plus adaptées aux entreprises de production de bijoux, en particulier le microscope électronique à balayage (MEB) équipé d'un spectromètre à rayons X dispersifs (SDE), qui peut se concentrer sur une partie spécifique de l'échantillon pour une détection locale. Par exemple, si un bijou présente des défauts tels que des fractures ou des points durs à certains endroits, des sondes peuvent être concentrées sur ces zones pour en analyser la composition. Cette méthode est particulièrement pratique, car de nombreux éléments d'impureté nocifs ont tendance à se séparer aux joints de grains, aux sites de distorsion du réseau, etc., ce qui se traduit par une teneur en éléments d'impureté beaucoup plus élevée à ces endroits que la moyenne, et peut entraîner des problèmes de qualité du produit. Par conséquent, les entreprises de production de bijoux doivent faire attention à la teneur en or des pépites d'or pur et être conscientes que certains éléments d'impureté à l'état de traces peuvent se séparer au cours du processus de coulée, ce qui entraîne une teneur locale très élevée.
[Cas 4-1] Analyse de la composition des pépites d'or pur.
Sélectionner au hasard des pépites d'or pur produites par différents raffineurs et utiliser un spectromètre de masse à décharge luminescente pour la détection et l'analyse de 17 types d'éléments métalliques ; les résultats sont présentés dans le tableau 4-2.
Tableau 4-2 Résultats de l'analyse des pépites d'or pur produites par différents affineurs de métaux précieux
Fabricants #1-8, Unité de teneur en métal : x10-6.

Pour les échantillons produits à différents moments par la même usine de raffinage, les teneurs en éléments d'impureté ont été analysées et détectées, comme le montre le tableau 4-3.
Tableau 4-3 Résultats d'analyse de différents lots de pépites d'or pur produites par la même installation d'affinage
Unité de teneur en métal : x10-6

Le seuil de pureté exigé par la norme de référence fait que seules 8 usines de raffinage sur 9 répondent aux exigences de la norme, et que le produit d'une entreprise doit être qualifié, contenant 200 x10-6 les impuretés. L'argent est la principale impureté, beaucoup plus élevée que les autres impuretés ; pour l'or pur à 99,99%, la teneur en argent varie de 20 x10-6 à 70 x10-6; pour l'or 9995, l'argent atteint 120×10-6autres éléments inférieurs à 10 x 10-6suivi par le fer et le cuivre, environ 5 x10-6, soit une avance d'environ 1 x10-6et les autres environ 1 x 10-6 Les éléments impurs comprennent le palladium, le silicium, le platine, etc. La teneur en éléments impurs des pépites d'or pur produites par la même usine d'affinage fluctue plus ou moins selon les périodes. Par conséquent, les bijoutiers devraient choisir en priorité des sociétés d'affinage ayant de bonnes qualifications lorsqu'ils achètent des pépites d'or pur.
3. L'impact des éléments d'impureté dans les pépites d'or pur
Certains éléments d'impureté tels que le plomb, le bismuth et l'arsenic dans les pépites d'or pur détérioreront sérieusement la performance de l'or. En revanche, d'autres composants, tels que le silicium, le fer, etc., ont parfois aussi des effets néfastes.
3.1 Plomb
[Cas 4-2 ] Rupture fragile d'un bijou en or blanc 18K

Description du défaut :
Une entreprise de joaillerie produit des bijoux en or blanc 18 carats depuis de nombreuses années. Au cours d'une certaine période, des problèmes de qualité des lots sont apparus. Une fois le bijou coulé et formé, il se cassait sous l'effet d'une légère force au cours du processus de sertissage ou d'incrustation, avec la morphologie de fracture illustrée à la figure 4-1. Ce problème ne s'était jamais produit auparavant. L'usine a essayé diverses solutions, notamment le remplacement des alliages chargés, le changement de la carotte, l'ajustement de la température de coulée, etc.
Enquête sur la production :
D'après la morphologie de la fracture, la pièce coulée ne présente pas de trous de retrait ou de relâchement évidents, ce qui indique que la fracture n'est pas due à une densité insuffisante réduisant la résistance ; la surface de la fracture ne présente pas de déformation malléable, ce qui correspond à une fracture cassante typique. Les conditions du processus de production ont donc été étudiées. L'usine a utilisé la coulée de précision avec des moules de gypse ; l'anneau avait deux carottes, la température du gypse pendant la coulée était 650℃, la température de coulée du métal liquide était 1040℃, et le moule de gypse a été refroidi à l'air pendant 15 minutes avant la trempe. Lors de la fusion des ingrédients, 50% vieil or et +50% nouvel or ont été utilisés, le vieil or étant utilisé pour la troisième fois. Pour le moulage des bijoux en or blanc K, les conditions du processus de production ci-dessus utilisées par l'usine sont relativement standard et ne devraient pas entraîner de fragilité du lot. On suppose que des éléments d'impureté nocifs ont pu être mélangés au matériau métallique.
L'inspection de la source du nouvel or a révélé qu'en raison de besoins de production urgents, une petite quantité de pépites d'or pur avait été achetée à un petit raffineur, accompagnée d'un résultat d'analyse du spectre de fluorescence X montrant que la pureté de l'or atteignait 99,99%. La fluorescence X étant une analyse de surface et les oligo-éléments étant difficiles à analyser avec précision, il est recommandé à l'usine d'extraire une petite quantité d'échantillons d'or pur pour les soumettre à une analyse de coupellation dans un centre d'analyse. Les résultats ont montré que la teneur en plomb des pépites d'or pur atteignait 110 x10-6.
Analyse des causes :
Le plomb est l'un des éléments les plus nocifs de l'or, dont il affecte directement l'usinabilité. Dès 1894, on a constaté qu'une teneur insuffisante en plomb rendait l'or cassant. En effet, le plomb forme des phases intermédiaires telles que Au2Pb AuPb2 AuPb3 dans l'or, qui sont des phases ayant un point de fusion bas et une fragilité élevée, ce qui détériore considérablement les performances de transformation du métal. Le diagramme de phase d'équilibre de l'alliage or-plomb de la figure 4-2 montre que lorsque la teneur en plomb atteint un certain niveau, une certaine composition de la phase intermédiaire se forme. Dans les processus de production réels, même si la teneur en plomb de l'or est minime, en raison de la faible solubilité du plomb dans l'or et de son point de fusion beaucoup plus bas que celui de l'or, le plomb est susceptible de ségréger au cours du processus de refroidissement et de solidification, d'être rejeté par les joints de grains et de former des amas.
Lorsque la teneur en plomb des grappes atteint une certaine quantité, elle crée une phase intermédiaire or-plomb riche en plomb, ce qui réduit la malléabilité du matériau. L'augmentation de la teneur en plomb entraîne la formation d'un plus grand nombre de phases intermédiaires or-plomb. Lorsque la teneur en plomb atteint 600 x10-6Les alliages contenant du cuivre et l'or pur ne peuvent pas être laminés. De nombreuses entreprises de joaillerie considèrent que les alliages 50 x10-6 comme limite supérieure de la teneur en plomb acceptable

3.2 Bismuth
Le bismuth est également l'un des éléments les plus nocifs de l'or, et son impact sur ses performances mécaniques est comparable à celui du plomb. La figure 4-3 représente le diagramme de phase de l'alliage binaire or-bismuth. Le bismuth n'est pratiquement pas soluble dans l'or. Au cours du processus de refroidissement et de solidification, le bismuth ségrégera et s'accumulera aux joints de grains, formant des phases intermédiaires or-bismuth, affectant de manière significative la malléabilité de l'or et rendant les produits sujets à des fractures fragiles.
3.3 Le fer
Le rôle du fer dans l'or doit être considéré sous deux aspects. D'une part, il peut servir d'élément d'alliage. Des alliages d'or contenant du fer ont été utilisés en Europe. En se combinant à d'autres éléments d'alliage, les alliages d'or formés peuvent obtenir un bel effet de couleur bleue lorsqu'ils sont oxydés à des températures moyennes pendant une longue période. Ces dernières années, le fer a également été utilisé comme élément de blanchiment pour produire des matériaux en or blanc.
D'autre part, le fer affecte considérablement les performances de coulée de l'or. La figure 4-4 représente le diagramme de phase de l'alliage binaire or-fer. D'un point de vue thermodynamique, le fer peut se dissoudre dans l'or pur, mais en raison de son point de fusion nettement plus élevé que celui de l'or pur, il provoque une perte de poids.


Il n'est pas facile à dissoudre dans l'or. Supposons que l'or contienne 100 x10-6 de fer. Dans ce cas, il est difficile d'obtenir une composition uniforme, ce qui entraîne une ségrégation dans la pièce coulée et le défaut appelé "point dur", comme le montre la figure 4-5.

(D'après David J. Kinneberg et al., Gold Bulletin, 1998)
3.4 Silicium
La figure 4-6 montre que le silicium est presque insoluble dans l'or. Lorsque la teneur en silicium dépasse 200 x10-6 Les phases de silicium eutectique Au-Si se forment aux joints de grains, comme le montre la figure 4-7, avec un point de fusion de seulement 363℃, très fragile et sujet à la fissuration à chaud. L'effet de fragilisation du silicium est lié à la quantité totale d'or et d'argent de l'alliage. Avec l'augmentation de la quantité totale d'or et d'argent, la flexibilité de l'alliage diminue et la fragilité augmente lorsque la teneur en silicium dépasse une valeur critique particulière. En d'autres termes, plus la finesse de l'or augmente, plus la quantité de silicium autorisée diminue. Lorsque la teneur nominale en silicium de l'or 14K dépasse 0,175wt%, des phases riches en silicium apparaissent aux limites des grains. Lorsque la quantité de silicium dépasse 0,05wt% dans l'or 18 KY, celui-ci est sujet à la fragilité.

3.5 Iridium
[Cas 4-3 ] Défaut du point dur sur une bague en or blanc 18K
Description du défaut :
Des points durs ont été trouvés sur la surface pendant le polissage, apparaissant sous la forme de gros grains individuels ou de groupes de petits grains ressemblant à des nids. La pièce est complexe à polir brillamment, avec de nombreuses rayures, comme le montre la Figure
Enquête sur la production :
L'usine utilise deux méthodes de formage, le moulage et l'emboutissage, qui ont toutes deux connu des défauts similaires dans leurs produits. Les défauts sont apparus non seulement dans les matériaux recyclés, mais aussi dans les alliages d'or nouvellement mélangés. On peut en déduire que les défauts ne sont pas liés aux méthodes de formage et que le problème réside dans le matériau métallique ou la méthode de fusion de l'or. L'enquête a révélé que l'or était fondu dans un four de fusion protégé par un gaz inerte et que la température de fusion de l'or était correctement contrôlée, ce qui a permis d'exclure la méthode de fusion comme cause principale.

(d'après David J. Kinneberg et al., Gold Bulletin, 1998)

La cause doit être recherchée dans la méthode de préparation des matériaux métalliques. L'inspection des pépites d'or pur et des alliages remplis utilisés pour la préparation des matériaux métalliques a révélé que les alliages remplis utilisés provenaient de l'inventaire d'origine, qui était relativement stable et n'avait jamais rencontré de tels problèmes auparavant, tandis qu'en ce qui concerne les pépites d'or pur, un achat récent d'un lot de pépites d'or pur a conduit à l'apparition du problème après l'utilisation de ce lot d'or. Des échantillons ont été prélevés sur ce lot de pépites d'or pur et analysés par des méthodes d'analyse chimique, révélant une teneur en iridium relativement élevée, atteignant 0,03wt%.
Analyse des causes profondes :
L'iridium a un point de fusion très élevé et, s'il n'est pas manipulé correctement pendant la fusion, il ne sera pas facile de le dissoudre uniformément dans l'or liquide. En outre, la solubilité de l'iridium dans l'or est très faible à l'état solide, et encore plus faible à l'état liquide. L'iridium à point de fusion élevé peut préférentiellement précipiter et s'agréger pendant la solidification, ce qui entraîne une distribution inégale. La dureté de l'iridium étant nettement supérieure à celle de l'or, des points durs ou des groupes de points durs se forment lorsqu'ils atteignent la surface, provoquant des rayures et des queues de comète lors du polissage.
4. Purification de l'or
Lorsque des impuretés nocives excessives apparaissent dans l'or pur ou les alliages d'or, il faut envisager de les purifier. Il existe plusieurs méthodes de purification de l'or, dont les principaux procédés et caractéristiques sont les suivants :
4.1 Méthode de fusion.
Il s'agit d'une méthode de purification relativement ancienne. L'amalgamation consiste à mélanger de l'or, du mercure et de l'eau et à broyer continuellement jusqu'à ce qu'il ne reste plus de particules d'or, formant ainsi un composé métallique d'or et de mercure. La poudre de soufre est mélangée à l'or combiné et broyé, puis chauffée et grillée à l'air pour évaporer l'excès de mercure. Les métaux communs forment d'abord des sulfures métalliques, puis des oxydes métalliques. Après avoir répété ces opérations plusieurs fois, le matériau est fondu en pépites en utilisant le borax comme fondant. Les oxydes de métaux communs réagissent avec le borax pour former des substances à bas point de fusion qui flottent à la surface du liquide, tandis que l'or pur se dépose au fond.
Cette méthode convient au traitement des particules d'or grossières capturées par le mercure. La pureté de l'or dépend de la rigueur de l'amalgamation et de la sulfuration. Lorsque le traitement est bien fait, la pureté de l'or peut atteindre plus de 99%. En raison de l'utilisation de l'élément toxique qu'est le mercure, cette méthode a été largement éliminée.
4.2 Méthode de purification à l'eau régale.
L'or brut à purifier est dissous dans de l'eau régale et une petite quantité d'acide chlorhydrique est chauffée et ajoutée plusieurs fois jusqu'à ce qu'il n'y ait plus de gaz jaune. Ajustez la valeur du pH et ajoutez des réactifs tels que le bisulfite de sodium, l'acide oxalique ou des métaux tels que la poudre de zinc ou le cuivre. Après la production de l'or spongieux, versez le liquide, rincez-le plusieurs fois avec de l'eau désionisée, puis chauffez-le avec de l'acide sulfurique pendant une demi-heure, rincez-le à nouveau avec de l'eau désionisée, lavez-le avec de l'acide nitrique pendant une demi-heure, et enfin rincez-le avec de l'eau désionisée. L'or éponge purifié peut être coulé en pépites après séchage, avec une pureté allant jusqu'à 99,95%.
4.3 Méthode de l'électrolyse
Il s'agit d'une méthode plus couramment utilisée. Elle utilise l'or comme anode, l'or pur ou l'acier inoxydable comme cathode, et l'acide chlorhydrique concentré comme électrolyte. Sous l'action du champ électrique, l'or se dépose et se purifie sur la cathode, avec une pureté pouvant atteindre 99,95%. Toutefois, cette méthode est relativement lente, a un temps de travail long et nécessite un remplacement opportun de l'électrolyte pendant la production.
4.4 Granulation par la méthode de la goutte
Il s'agit également d'une méthode technique couramment utilisée. Tout d'abord, de l'argent est ajouté à l'or brut à affiner, dans un rapport d'environ ( 2,2-3,0):1 . Ils sont fondus ensemble, en utilisant du borax comme agent de production de scories. Une fois l'or et l'argent fondus et mélangés uniformément, ils sont versés dans de l'eau froide afin d'obtenir des granulés d'une taille spécifique. Les granulés sont placés dans un bécher ; de l'acide nitrique est ajouté pour éliminer l'argent ; l'acide nitrique argent est versé après la réaction, et de l'acide nitrique concentré est ajouté et porté à ébullition pendant 40 minutes ; cette opération est répétée, puis rincée plusieurs fois avec de l'eau chaude jusqu'à ce que le liquide soit exempt de couleur blanche, rincé plusieurs fois encore pour obtenir une poudre d'or pure. La pureté peut atteindre 99,8% ou plus.
4.5 Méthode du chlorure d'ammonium
Cette méthode convient mieux à la purification de l'or en poudre. Les gros morceaux d'or doivent d'abord être granulés en petites particules ou pressés en feuilles minces afin d'accélérer le taux de chloration.
Tout d'abord, utilisez des méthodes telles que l'acide chlorhydrique + le sel de table + le peroxyde d'hydrogène, l'acide chlorhydrique + le sel de table + le chlore gazeux, ou l'acide chlorhydrique + le sel de table + l'acide perchlorique pour dissoudre l'or dans le AuCl.3 La solution est ensuite chauffée afin d'éliminer les gaz oxydants. Éliminer les substances non métalliques, laver plusieurs fois le résidu avec de l'eau, ajuster le pH à 13 avec de l'ammoniaque, utiliser des agents réducteurs tels que le formaldéhyde pour réduire l'or, et chauffer la solution pour l'évaporation du nitrate. La pureté obtenue par cette méthode peut atteindre 99,95%.
Partie 2 Pépite d'argent pur
L'argent pur est divisé en trois catégories en fonction de sa composition chimique : IC - Ag99.99, IC - Ag99.95, et IC-Ag 99.90.
Tableau 4-4 Fourchette des éléments d'impureté admissibles dans les pépites d'argent pur (Unité : %)
| Grade d'argent | Ag | Cu ≤ | Bi ≤ | Fe ≤ | Pb ≤ | Sb ≤ | Pd ≤ | Se ≤ | Te ≤ | Impuretés totales ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| IC - Ag99.99 | 99.99 | 0.003 | 0.0008 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0005 | 0.0005 | 0.01 |
| IC - Ag99.95 | 99.96 | 0.025 | 0.001 | 0.002 | 0.015 | / | / | / | / | 0.005 |
| IC - Ag99.90 | 99.9 | 0.05 | 0.002 | 0.002 | 0.025 | / | / | / | / | 0.1 |
Tout comme l'or pur, le plomb, le bismuth, l'arsenic, etc. sont également des éléments très nocifs dans l'argent pur. Les figures 4-9 et 4-10 représentent respectivement le diagramme de phase de l'alliage argent-plomb et le diagramme de phase de l'alliage argent-bismuth. Leur solubilité dans l'argent pur est minime, ce qui facilite leur cristallisation.


Tout comme l'or pur, le plomb, le bismuth, l'arsenic, etc. sont également des éléments très nocifs dans l'argent pur. Les figures 4-9 et 4-10 représentent respectivement le diagramme de phase de l'alliage argent-plomb et le diagramme de phase de l'alliage argent-bismuth.
Leur solubilité solide dans l'argent pur est minime et ils ont tendance à se polariser aux joints de grains, formant des phases intermédiaires à bas point de fusion qui donnent des matériaux cassants. Le silicium a une solubilité solide presque nulle dans l'argent pur, comme le montre la figure 4-11, et est principalement utilisé comme élément antioxydant dans les alliages d'argent, mais lorsque la teneur en silicium dépasse un certain niveau, elle entraîne la fragilisation du matériau.

Lors de l'inspection de la qualité de l'argent pur, la détection des traces d'impuretés est la mesure la plus critique de la qualité de l'argent pur. Cependant, en utilisant l'absorption atomique ou la spectrophotométrie, la norme nationale spécifie l'analyse du plomb, du cuivre, du fer, du sélénium, du palladium, de l'antimoine, du tellure et du bismuth uniquement. Cette méthode ne permet de déterminer les impuretés qu'une par une, et la procédure nécessite plusieurs étapes, ce qui rend l'analyse complexe et longue. Dans le commerce international, l'exigence de détection des traces d'impuretés dans l'argent pur est de 23 sortes. C'est pourquoi certaines institutions de contrôle ont tenté d'utiliser la spectrométrie d'émission atomique à plasma inductif pour déterminer en continu les éléments d'impureté dans l'argent pur, et ont obtenu de bons résultats. Cette méthode permet d'obtenir des limites de détection raisonnables, une interférence minimale de la matrice, une large plage dynamique linéaire, la simplicité, la précision et la fiabilité.
Partie 3 Pépite de platine pur
La norme internationale "ASTM B561:2005 Refined Platinum Specifications" spécifie les exigences en matière de pureté et d'impuretés du platine pur. La norme "GB/T1419-2004 Sponge Platinum" adopte également des dispositions similaires, comme le montre le tableau 4-5.
Le plomb, le bismuth et d'autres éléments d'impureté sont très nocifs. Leur solubilité dans le platine pur est pratiquement nulle. Au cours de la fusion et de la solidification, ils s'agrègent facilement aux joints de grains, formant des phases intermédiaires fragiles à bas point de fusion, ce qui détériore gravement les performances de l'alliage lors du traitement.
Tableau 4-5 Fourchette de la teneur admissible en éléments d'impureté dans les pépites de platine pur (unité : %)
| Catégorie Platium | SM-Pt99.99 | SM-Pt99.95 | SM-Pt99.9 | |
|---|---|---|---|---|
| Contenu de la plate-forme ≥ | 350 | 90 | 10 | |
| Impuretés ≤ | Pd | 0.003 | 0.01 | 0.03 |
| Rh | 0.003 | 0.02 | 0.03 | |
| Ir | 0.003 | 0.03 | 0.03 | |
| Ru | 0.003 | 0.003 | 0.04 | |
| Au | 0.003 | 0.01 | 0.03 | |
| Ag | 0.001 | 0.005 | 0.01 | |
| Cu | 0.001 | 0.005 | 0.01 | |
| Fe | 0.001 | 0.005 | 0.01 | |
| Ni | 0.001 | 0.005 | 0.01 | |
| Al | 0.003 | 0.005 | 0.01 | |
| Pb | 0.002 | 0.005 | 0.01 | |
| Mn | 0.002 | 0.005 | 0.01 | |
| Cr | 0.002 | 0.005 | 0.01 | |
| Mg | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Sn | 0.002 | 0.005 | 0.01 | |
| Si | 0.002 | 0.005 | 0.01 | |
| Zn | 0.002 | 0.005 | 0.01 | |
| Bi | 0.002 | 0.005 | 0.01 | |
| Ca | - | - | - | |
| Impuretés totales ≤ | 0.01 | 0.05 | 0.01 | |
Note:
a. Les limites de contrôle et les méthodes d'analyse pour les éléments et les substances volatiles non spécifiés dans le tableau sont déterminées d'un commun accord entre le fournisseur et la partie demande.
b. Ca est un élément de test non obligatoire.


Partie 4 Méthodes d'inspection des matériaux en métaux précieux
Après avoir acheté des métaux précieux sur le marché, l'entreprise de joaillerie doit procéder à un contrôle à la réception, dont la méthode est présentée dans le tableau 4-6.
Tableau 4-6 Méthodes d'inspection des métaux précieux achetés
| Éléments d'inspection | Méthode d'inspection | Contenu de l'inspection | Outil d'inspection | Critères d'acceptation |
|---|---|---|---|---|
| Facture | Vérification des informations relatives au fournisseur, du numéro de modèle, de l'identification et du montant figurant sur les factures | Inspection complète | Vérification manuelle | Cohérence avec les exigences du contrat |
| Emballage | Vérifier que l'emballage est intact | Inspection complète | Examen sensoriel | Conformément aux exigences du contrat |
| Poids | Détection de matériaux en métaux précieux Poids | Inspection complète | Balance électronique Pesée | Mise en œuvre des normes "Règlement "Tolérance de qualité pour la mesure des bijoux en métaux précieux |
| Contenu | Détecter la présence de métaux précieux | Inspection complète | Utiliser un spectromètre de fluorescence ou une méthode d'analyse chimique | Exécuter la norme de Méthode d'analyse chimique de l'or, Méthode d'analyse chimique de l'argent, Détermination de la teneur en argent par précipitation de chlorure d'argent - méthode de spectrométrie d'absorption atomique à flamme originale》, "Jewelry Gold Content Determination X-ray Spectroscopie de fluorescence" |
Section Ⅱ : Contenu du contrôle de qualité des matériaux remplis
Les alliages d'or de différents carats, les alliages d'argent, les alliages de platine et les alliages de palladium ont toujours représenté une grande partie des bijoux incrustés. Ces alliages sont préparés à partir de métaux précieux purs et d'autres éléments pour former des alliages intermédiaires. Par exemple, l'or 18 carats est préparé à partir d'or pur et d'alliages intermédiaires, communément appelés matériaux de remplissage. La qualité de ces alliages a une incidence directe sur la qualité des produits de joaillerie. Actuellement, les fabricants de bijoux utilisent une grande variété de matériaux d'alliage remplis, et les performances des matériaux d'alliage remplis produits par différents fournisseurs varient parfois considérablement.
Même si le même fournisseur fournit des matériaux d'alliage chargés, des fluctuations de performance se produisent souvent, ce qui affecte la production. C'est pourquoi les entreprises doivent contrôler la qualité d'un nouveau matériau d'alliage chargé lorsqu'elles le choisissent. L'évaluation des performances porte principalement sur les propriétés physiques, les propriétés chimiques, les propriétés mécaniques, les propriétés de transformation, la sécurité et l'économie. Si l'on prend l'exemple de l'alliage rempli d'or K, la teneur spécifique est la suivante.
Partie 5 Propriétés physiques
Les bijoux en or appartiennent à la catégorie des bijoux en métaux précieux et mettent également l'accent sur les effets de la décoration de la surface. Il est donc essentiel de prêter attention aux propriétés physiques des matériaux et de les concevoir de manière rationnelle, ce qui se traduit principalement par des aspects tels que la densité, la couleur, le magnétisme et le point de fusion.
5.1 Densité
Le choix des éléments d'alliage pour les bijoux en or est vaste. Chaque élément d'alliage a sa masse atomique et la densité correspondante. Des compositions d'alliage différentes auront des densités différentes. Par exemple, dans un alliage or-argent-cuivre-zinc, la densité de l'argent est de 10,5 g/cm.3et la densité du zinc est de 7,14g/cm3. Lorsque le zinc est utilisé à la place de l'argent, la densité de l'alliage diminue. Pour un bijou de volume fixe, le poids de l'alliage est réduit, et un alliage de même qualité peut utiliser moins d'or.
5.2 Couleur
En tant que bijou, la couleur est une propriété physique importante. Les alliages d'or pour la bijouterie sont généralement divisés en alliages d'or coloré et d'or blanc en fonction de la couleur. En modifiant le rapport de composition de l'alliage d'or K, il est possible d'obtenir des matériaux de différentes couleurs. Les couleurs les plus couramment utilisées de l'or K sont le jaune K, le blanc K et le rouge K. Récemment, quelques couleurs uniques de matériaux en or K ont également été développées.
L'estimation visuelle est une méthode simple pour estimer et décrire la couleur des alliages. Toutefois, cette méthode repose sur la perception subjective de l'œil nu, ce qui rend difficile l'explication claire des différentes teintes de l'or, telles que le jaune, le vert, le blanc et le rouge, dans la langue. Pour décrire quantitativement la couleur et la stabilité de la couleur des alliages d'or, l'industrie de la bijouterie a introduit le système CIELab pour la mesure de la couleur des alliages, basé sur les principes de la chromaticité. Ce système utilise trois coordonnées L*, a*, b* pour décrire les couleurs, qui sont stables et fiables. Le système est également un outil efficace pour décrire quantitativement la décoloration des alliages. Pour déterminer et comparer plus simplement les couleurs des alliages, certains pays ont établi des normes de couleur pour les alliages d'or et des chartes de couleurs correspondantes à des fins de comparaison. La Suisse, la France et l'Allemagne ont successivement établi des étalons de couleur pour l'or 18 carats : 3N, 4N et 5N. Plus tard, l'Allemagne a ajouté trois couleurs standard pour l'or 14K : ON, 1N et 8N. Leurs positions dans le système de coordonnées des couleurs sont indiquées dans la figure 4-14.

【Case 4-4】La différence de blancheur de l'or blanc 18K
Description du problème :
Des clients se sont plaints de bijoux en or blanc 18 carats exportés par une usine particulière. Après les avoir portés pendant un certain temps, le placage local s'est usé, laissant apparaître la base métallique jaunie, qui contrastait fortement avec la couleur du placage, et un retour a été demandé.
Analyse de la raison :
L'or blanc, en tant que substitut du platine, exige une bonne blancheur. C'est pourquoi la plupart des bijoux en or blanc sont rhodiés en surface. Le rhodiage est généralement très court, communément appelé "flash plating", et forme une couche mince. Après une certaine période d'utilisation, il s'efface facilement, révélant la couleur originale du métal de base. Dans de nombreux cas, il existe un contraste important entre la couleur du corps métallique et la couleur du placage. Lorsqu'il s'agit de déterminer le matériau métallique, le fournisseur et le demandeur n'indiquent généralement que l'or blanc 18 carats. Pour la couleur de l'alliage, une méthode de description qualitative est utilisée, ce qui peut facilement conduire à des litiges entre les bijoutiers et les clients en raison de jugements incohérents. En réponse à ce problème courant, le MJSA et le World Gold Council
En coopération, après avoir utilisé le système de coordination des couleurs CIELab pour détecter la couleur des échantillons d'or blanc 10KW, 14KW, 18K, la définition de l'indice de jaune de K or blanc a été uniformément stipulée en utilisant l'indice de jaune ASTM, en définissant que l'indice de jaune de l'"or blanc K" doit être inférieur à 32, et en divisant l'or blanc K en 1ère, 2ème et 3ème catégories en fonction de la couleur, comme indiqué dans le tableau 4-7.
Tableau 4-7 Niveau de blancheur de l'or blanc K
| Grade de couleur | Indice de jaunisse YI | Niveau de blancheur | Placage rhodium |
|---|---|---|---|
| Niveau 1 | YI< 19 | Très blanc | Pas nécessaire |
| Niveau 2 | 19 < YI < 24.5 | Le blanc est acceptable | Peut être plaqué ou non |
| Niveau 3 | 24.5 < YI < 32 | Pauvre | Besoin impératif |
Ce système de classement permet aux fournisseurs, aux fabricants et aux détaillants d'utiliser des méthodes quantitatives pour déterminer les exigences en matière de couleur de l'or blanc K. Lorsque l'indice YI est supérieur à 32, l'or ne peut être appelé or blanc K.
Le nickel et le palladium étant les principaux éléments de blanchiment, plus leur teneur est élevée, plus la couleur de l'alliage est blanche. Toutefois, la difficulté ou le coût de production correspondants augmentent. Par conséquent, les bijoutiers doivent souvent prendre en compte les questions de couleur et de performance de traitement lors du choix des matériaux d'alliage chargés.
5.3 Magnétique
En tant que bijoux en métal précieux, les bijoux en or K veulent généralement que l'alliage présente autre chose que du magnétisme afin d'éviter les doutes et les plaintes des consommateurs quant à l'authenticité du matériau.
【Case 4-5】18K bague en or blanc avec magnétisme
Description du problème :
Une société de joaillerie a produit un lot de bagues en nickel blanc 18 carats, qui ont été retournées et ont fait l'objet de plaintes en raison du fort magnétisme de ces bagues.
Analyse des causes :
Dans la nature, le fer est un élément métallique connu pour son magnétisme. Il existe également d'autres éléments magnétiques, tels que le cobalt, le nickel et le gallium. Le nickel est couramment utilisé comme élément de blanchiment dans l'or blanc. L'ajout de nickel permet parfois à l'alliage d'or de présenter un certain magnétisme. Les bijoux en métaux précieux magnétiques font souvent l'objet de doutes et de plaintes de la part des consommateurs, et il convient donc de s'efforcer d'éliminer ce magnétisme.
Le magnétisme d'une substance dépend non seulement de sa composition, mais aussi de sa microstructure. Parfois, avec les mêmes éléments mais des structures différentes ou à des températures différentes, il peut y avoir des différences de magnétisme. Le diagramme de phase de l'alliage or-nickel présenté dans la figure 4-15 peut illustrer ce point.
Figure 4-15 Transitions magnétiques de l'alliage binaire or-nickel

Le diagramme de phase montre que l'alliage or-nickel est une solution solide monophasée en dessous de la ligne de solidus et au-dessus d'une température spécifique, qui est riche en or ɑ1 et riche en nickel ɑ2Tous deux sont non magnétiques. Une région biphasée commence à apparaître lorsque la région de la solution solide monophasée est lentement refroidie à une température spécifique. Lorsque la température descend à environ 340℃, une transition magnétique se produit. Lorsque la composition de l'or blanc-nickel se situe dans la plage de transition magnétique, l'alliage peut présenter du magnétisme.
En raison du lent processus de refroidissement du nickel K White gold après la coulée et de la ségrégation des composants générée pendant la coulée, une structure biphasée apparaît dans les conditions de coulée et subit une transformation magnétique pour produire du magnétisme.
Solution :
Si la composition de l'alliage reste inchangée, il est nécessaire, pour éliminer le magnétisme du nickel K or blanc, de contrôler la structure de l'alliage, c'est-à-dire d'obtenir une solution solide monophasée non magnétique par un traitement thermique. La structure moulée peut être chauffée jusqu'à la zone de solution solide monophasée, maintenue à cette température pour atteindre un certain degré d'uniformité dans la composition, puis refroidie rapidement (par exemple par trempe) pour maintenir la solution solide monophasée stable à haute température jusqu'à la température ambiante, éliminant ainsi le magnétisme de l'alliage.
5.4 Point de fusion
Le processus de moulage en gypse produit principalement des bijoux en or. En raison de la mauvaise stabilité thermique à haute température du gypse, une décomposition thermique se produit lorsque la température atteint 1200℃, libérant du SO2 gaz, ce qui entraîne une porosité de la coulée. Une calcination incomplète du moule en gypse laisse du carbone résiduel dans le moule, ou une oxydation sévère du métal liquide forme une grande quantité d'oxyde de cuivre, ce qui réduit considérablement la température de décomposition. Par conséquent, pour garantir la sécurité du moulage du plâtre, il est nécessaire de contrôler le point de fusion de l'alliage. En général, les points de fusion de l'or jaune K et de l'or rouge K se situent autour de 900℃, de sorte qu'il n'y aura pas de problèmes significatifs avec le moulage en plâtre. Cependant, pour l'or blanc K, en raison de l'utilisation de nickel et de palladium à point de fusion élevé comme éléments de blanchiment, le point de fusion de l'alliage est plus élevé que celui de l'or jaune K et de l'or rouge K, ce qui pose un risque de décomposition thermique du moule en plâtre. Lorsque la teneur en nickel et en palladium est très élevée, le moule en plâtre ne peut garantir la qualité de la production et il faut utiliser une poudre de coulée à liant acide coûteuse, ce qui augmente considérablement les coûts de production.
Partie 6 Propriétés chimiques
Les propriétés chimiques des alliages d'or K se manifestent principalement par leur résistance à la ternissure et à la corrosion, qui sont cruciales pour les bijoux. La résistance à la corrosion des alliages varie en fonction de leur composition. Les acides forts ordinaires ne corrodent pas l'or 18K, et l'or 14K présente également une bonne résistance à la corrosion, mais peut entraîner la lixiviation du cuivre et de l'argent de la surface en cas d'attaque par un acide solide. Les alliages d'or inférieurs à 9K ne résistent pas à la corrosion par les acides forts et peuvent ternir dans des environnements défavorables. Toutefois, la teneur en métaux nobles n'est pas le seul facteur influençant le ternissement. Le ternissement est le résultat global de la composition chimique, des processus chimiques, des facteurs environnementaux et de la microstructure. Dans l'or K à faible teneur en carats, lorsque les alliages remplis permettent d'augmenter le potentiel de l'or, de former un film protecteur dense et d'améliorer la microstructure de l'alliage, il est encore possible d'obtenir un alliage doté d'excellentes propriétés chimiques et d'une bonne capacité anti-ternissement. Parmi les trois principales séries d'or K, l'or rose K a tendance à ternir en surface en raison de sa teneur élevée en cuivre, ce qui nécessite des éléments d'alliage bénéfiques pour l'améliorer.
Partie 7 Propriétés mécaniques
Les pièces de joaillerie doivent conserver une grande brillance pendant longtemps, ce qui nécessite une augmentation de la dureté de l'alliage pour répondre aux exigences de résistance à l'abrasion. Certains composants structurels des bijoux, tels que les clous d'oreilles, les crochets d'oreilles, les broches et les ressorts, nécessitent une bonne élasticité et augmentent la dureté de l'alliage. Cependant, l'or a une dureté et une résistance faibles, ce qui rend difficile le respect des exigences en matière de sertissage. L'un des objectifs de la dorure K est d'améliorer la résistance, la dureté, la ténacité et d'autres propriétés mécaniques du matériau. Parmi les trois types typiques d'or K,
L'or blanc K blanchi au nickel présente une résistance et une dureté élevées, avec une élasticité plus excellente, ce qui nécessite un équilibre entre résistance, dureté et flexibilité. L'or rose K peut subir une transformation ordre-désordre et perdre sa malléabilité, ce qui nécessite la prise en compte des alliages fourrés et du processus de fabrication.
Partie 8 Propriétés de transformation
Lors de la conception de l'alliage métallique chargé, il convient de prendre pleinement en compte les exigences des différentes technologies de traitement en matière de performances. Par exemple, les différentes méthodes de fusion ont des effets différents sur la résistance à l'oxydation des alliages. Pour un même alliage, différentes méthodes de fusion telles que la fusion à la flamme oxyacétylénique, le chauffage par induction, la fusion à l'air, la fusion dans une atmosphère protectrice ou sous vide donneront des résultats incohérents. De même, dans la production de bijoux, des méthodes telles que le moulage, l'estampage et le soudage sont employées, chaque technique ayant des exigences de performance spécifiques pour l'or K à certains égards, qui déterminent également la sélection des types et des quantités d'éléments d'alliage. Lors du choix du métal chargé, l'opérabilité du processus de l'alliage doit être pleinement prise en compte afin d'éviter les problèmes opérationnels causés par une gamme de processus étroite. Les performances de transformation sont principalement considérées sous l'angle des performances de coulée, des performances de transformation malléable, des performances de polissage, des performances de soudage et de la recyclabilité.
8.1 Performance de la coulée
La performance de coulée de l'alliage a un impact significatif sur la qualité de la surface des bijoux coulés. La qualité de la coulée de l'alliage peut être évaluée à partir d'aspects tels que la fluidité du métal en fusion, la tendance aux cavités de retrait et à la porosité, et la tendance à la fissuration par déformation. L'or K utilisé pour la coulée doit présenter un faible espacement entre les cristaux, une faible tendance à l'absorption de gaz et à l'oxydation, une bonne fluidité et une bonne capacité de remplissage, et ne pas être susceptible de former une contraction dispersée et de générer des fissures de déformation, ce qui permet d'obtenir des bijoux coulés de forme complète, aux contours clairs, aux cristaux denses et à la structure saine. Les échantillons en forme de gradin, de plaque plate et de maille sont généralement utilisés pour tester les performances de coulée des alliages chargés, comme le montre la figure 4-16. Parmi eux, les échantillons en forme de gradin sont principalement utilisés pour tester la dureté et la qualité de la surface du gradin, les échantillons en forme de plaque plate sont principalement utilisés pour détecter la taille des grains et la tendance à la porosité, et les échantillons en forme de maille sont utilisés pour évaluer la fluidité.
Figure 4-16 Échantillons du test de performance de coulée

8.2 Performances de transformation des produits malléables
La technologie du traitement malléable a été largement utilisée pour produire des bijoux en or K. Outre l'étirage, le laminage et d'autres méthodes mécaniques pour produire des feuilles de métal, des fils, des tuyaux et d'autres profils, elle est également fréquemment utilisée pour façonner les bijoux, par exemple en les tournant sur des machines-outils, en les estampant avec des machines à estamper et en les pressant hydrauliquement. Pour garantir la qualité des produits transformés malléables, outre la formulation correcte et le respect strict des spécifications du processus d'exploitation, la performance de transformation malléable du matériau lui-même a un impact décisif. Les matériaux en or K doivent avoir de bonnes performances en matière de transformation malléable, en particulier lors des opérations d'étirage, de laminage, d'emboutissage et de pressage hydraulique. La dureté de l'alliage doit être gérable et la vitesse d'écrouissage de l'alliage doit être plus lente pour faciliter l'opération ; le matériau doit avoir une bonne flexibilité. Dans le cas contraire, des fissures sont susceptibles de se produire, comme le montre la figure 4-17.


8.3 Performances de polissage
La bijouterie a des exigences précises en matière de qualité de surface, et la plupart des bijoux doivent être polis pour obtenir une surface brillante comme un miroir. Pour ce faire, il faut non seulement que le processus de polissage soit correctement exécuté, mais aussi que l'alliage lui-même ait une influence essentielle sur les propriétés. Par exemple, si la structure de la pièce est dense, les grains sont raffinés et uniformes, et il n'y a pas de défauts tels que des pores et des inclusions. Si la pièce présente des grains grossiers, des défauts de retrait et de porosité, il est facile de voir apparaître une peau d'orange, des piqûres de polissage, des queues de comète et d'autres phénomènes. En présence d'inclusions rigides, des rayures et des queues de comète sont également susceptibles d'apparaître, comme le montre la figure 4-18.
8.4 Réutilisation
Le rendement du processus de coulée est généralement de l'ordre de 50%, voire moins pour le processus de bijouterie. Chaque coulée apporte de nombreux matériaux réutilisés, tels qu'un système de coulée, de la ferraille, etc. Les entreprises de bijouterie espèrent toujours utiliser autant de matériaux réutilisés que possible en fonction du coût de production et de l'efficacité. En raison de problèmes inévitables tels que la volatilisation, l'oxydation et l'absorption de gaz au cours du processus de fusion de l'alliage, la composition de l'alliage changera à chaque coulée, ce qui affectera la qualité métallurgique de l'alliage et les performances de la coulée.
La détérioration des performances au cours de l'utilisation répétée de l'alliage n'est pas seulement liée au processus d'exploitation, mais aussi à la capacité de réutilisation de l'alliage lui-même.
Les performances de réutilisation de l'alliage sont principalement déterminées par sa tendance à l'absorption des gaz et à l'oxydation, ainsi que par sa réactivité avec les creusets et les matériaux de coulée. Plus la tendance à l'absorption de gaz et à l'oxydation est faible, et plus la réactivité avec les creusets et les matériaux de coulée est faible, meilleure est la performance de réutilisation.
8.5 Performances de soudage
Dans la fabrication de bijoux, il est souvent nécessaire de diviser les pièces en petits éléments simples pour une production séparée, puis de souder ces petits éléments ensemble. Pour obtenir une bonne qualité de soudage, il faut non seulement utiliser la bonne soudure, mais aussi évaluer la performance de soudage de l'or K. Si la pièce soudée présente une bonne conductivité thermique, la chaleur ne s'accumule pas facilement sur le site de soudage pendant le chauffage. Cependant, elle se propage rapidement à l'ensemble de la pièce, ce qui pourrait favoriser la fusion de la soudure. Supposons que l'or K ait tendance à s'oxyder pendant le chauffage. Dans ce cas, la couche d'oxyde formée réduira la mouillabilité de la soudure, empêchera la soudure de s'infiltrer dans le cordon de soudure et entraînera des problèmes tels qu'une soudure faible et une fausse soudure.
Partie 9 Sécurité
Les bijoux sont en contact direct avec le corps humain pendant une longue période, et leur sécurité est un facteur essentiel dont les matériaux de bijouterie doivent tenir compte. Les éléments nocifs pour le corps humain, tels que le cadmium, le plomb et les éléments radioactifs, doivent être évités dans les alliages fourrés ; les réactions allergiques causées par le contact des bijoux avec la peau doivent également être évitées. Par exemple, dans les bijoux en or blanc K, le nickel est largement utilisé comme principal élément de blanchiment, mais l'utilisation de l'or blanc Ni pose un problème : certaines personnes peuvent avoir des réactions allergiques au Ni après contact. C'est pourquoi l'UE et d'autres pays ont fixé des limites strictes au taux de libération du nickel dans les bijoux, et les bijoux contenant du nickel doivent respecter les normes relatives au taux de libération du nickel.
Partie 10 Économie
L'or K est un matériau d'alliage composé d'alliages d'or et d'alliages fourrés, et le prix de la soudure est un facteur essentiel affectant les coûts de production, en particulier pour l'or K à faible carat, qui nécessite une grande quantité de soudure pour l'alliage. Par conséquent, lors de la sélection des éléments d'alliage de soudure, il convient de suivre le principe des sources de matériaux complètes et des prix bas, et d'éviter les métaux précieux coûteux ou de les utiliser le moins possible afin de réduire les coûts d'alliage.
Partie 11 Méthode d'inspection des alliages chargés
Lorsqu'une entreprise de production de bijoux introduit de nouveaux alliages fourrés, elle doit effectuer des tests complets pour s'assurer que leurs performances répondent aux exigences avant de les mettre en production. La prudence est de mise, en particulier pour la production de masse. Les problèmes de production et de fonctionnement causés par des alliages de remplissage inappropriés ne sont pas rares. Les principaux contenus et méthodes d'inspection de l'alliage chargé sont indiqués dans le tableau 4-8.
Tableau 4-8 Méthode d'inspection des alliages chargés
| Éléments d'inspection | Méthode d'inspection | Contenu de l'inspection | Outil d'inspection | Critères d'acceptation |
|---|---|---|---|---|
| Facture | Vérification des informations relatives au fournisseur, du numéro de modèle, de l'identification et du montant figurant sur les factures | Inspection complète | Vérification manuelle | Cohérence avec les exigences du contrat |
| Emballage | Vérifier que l'emballage est intact | Inspection complète | Examen sensoriel | Conformément aux exigences du contrat |
| Poids | Détection de matériaux en métaux précieux Poids | Inspection complète | Balance électronique Pesée | Mise en œuvre des normes "Règlement "Tolérance de qualité pour la mesure des bijoux en métaux précieux |
| densité | Inspection de la densité de l'alliage de métaux précieux | Inspection aléatoire | Densimètre | Les deux parties sont d'accord |
| Couleur | Inspection de la couleur de l'alliage de métaux précieux | Inspection complète | Préparer l'échantillon de couleur correspondant et le comparer Épreuve de couleur ou mesure de la couleur à l'aide d'un colorimètre | Accord entre les deux parties Épreuve couleur standard |
| Point de fusion | Inspection de l'alliage de métaux précieux Point de fusion | Inspection aléatoire | Matériau, détection du point de fusion à l'aide d'un analyseur thermique différentiel | Accord entre les deux parties |
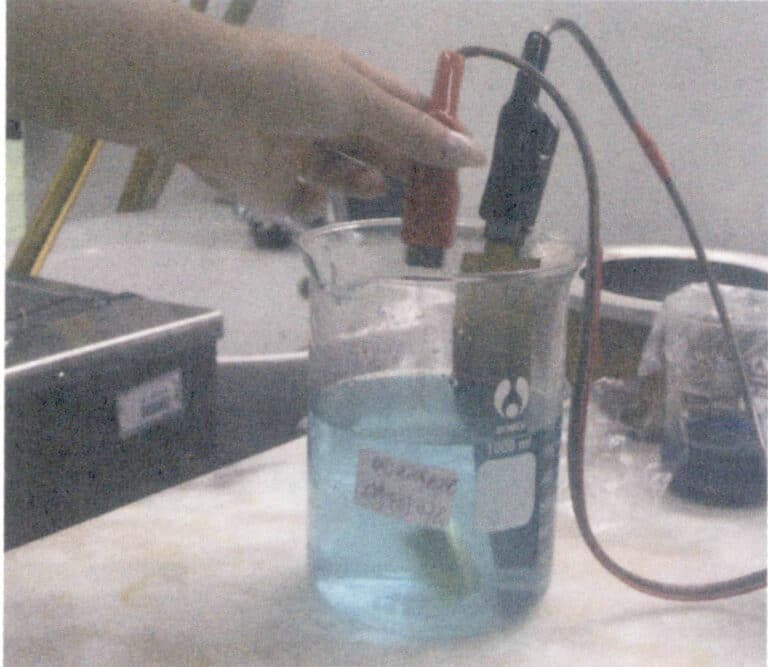
| Changement de couleur | Vérifier la résistance à la décoloration des alliages métalliques | Inspection aléatoire | Préparation de matériaux d'alliage de couleur correspondante Matériau, trempage dans une solution, corrosion par brouillard salin, atmosphère corrosive, détection de la courbe de polarisation, résistance à la décoloration des alliages | Accord entre les deux parties |
| Dureté | Vérifier la dureté de l'alliage métallique | Inspection aléatoire | Préparer le matériau d'alliage correspondant, utiliser un appareil d'essai de dureté macro ou micro pour vérifier l'essai de dureté. | Accord entre les deux parties |
| Casting | Inspection de la coulée Performance de la coulée d'alliages métalliques | Inspection aléatoire | Préparer le matériau d'alliage de couleur correspondant, utiliser des écrans, des marches, des plaques plates, etc. pour les essais Essai d'échantillon de performance de coulée | Accord entre les deux parties |
| Transformation malléable | Check the alloy Shaping & processing performance | Inspection aléatoire | Préparation de matériaux d'alliage de la couleur appropriée, à l'aide de presses à rouler, d'appareils de test de dureté, etc. pour tester le comportement de la transformation | Accord entre les deux parties |
| Inspection aléatoire | Inspection aléatoire | Inspection aléatoire | Inspection aléatoire | Accord entre les deux parties |
| Soudage | Contrôler les performances de soudage de l'alliage | Inspection aléatoire | Préparation des matériaux d'alliage colorés correspondants Matériau, détection de la performance de soudage à l'aide de la flamme, du laser, de l'arc, de l'hydrolyse et d'autres méthodes de détection de la performance de soudage | Accord entre les deux parties |
| Polissage | Inspecter les performances de polissage des alliages métalliques | Inspection aléatoire | Configurer la couleur correspondante du matériau d'alliage, utiliser la roue en tissu mécanique, le meulage mécanique, etc. Méthode de test des performances de polissage | Accord entre les deux parties |
| Réutilisation | Vérifier la performance du recyclage de l'alliage | Inspection aléatoire | Configurer le matériau d'alliage correspondant, utiliser le processus de moulage à la cire perdue pour couler des échantillons, les réutiliser plusieurs fois et comparer la qualité de chaque moulage. | Accord entre les deux parties |
| Sécurité | Vérifier la sécurité de l'alliage métallique | Inspection aléatoire | Configurer le matériau d'alliage correspondant, en utilisant la méthode d'immersion dans la sueur artificielle pour vérifier Mesurer le taux de libération du métal | Exécuter la destination du produit Teneur en métaux nocifs dans le sol Normes de quantité ou de taux de rejet |
Section III Contrôle de la qualité des matériaux auxiliaires
Un grand nombre de matériaux auxiliaires sont utilisés dans la production de bijoux, ce qui a un impact plus ou moins important sur la qualité des produits de bijouterie, notamment l'effet significatif de la poudre d'investissement, de l'acide borique/borax, des creusets et d'autres matériaux auxiliaires.
Partie 12 Poudre d'investissement
La poudre de revêtement est l'un des matériaux auxiliaires les plus essentiels dans les moules de coulée de bijoux. Exigences en matière de performances de la poudre de revêtement : bonnes performances de reproduction, reproduction complète des détails du moule en cire ; propriétés thermiques et chimiques stables, pas facile à décomposer, pas facile à réagir avec le métal en fusion ; performances stables et appropriées en matière de dilatation thermique, maintien de la stabilité dimensionnelle des bijoux coulés ; taille de particule appropriée et uniforme. La méthode d'inspection de la poudre de revêtement est présentée dans le tableau 4-9.
Tableau 4-9 Méthodes d'inspection des poudres de coulée
| Éléments d'inspection | Méthode d'inspection | Contenu de l'inspection | Outil d'inspection | Critères d'acceptation |
|---|---|---|---|---|
| Facture | Vérification des informations relatives au fournisseur, du numéro de modèle, de l'identification et du montant figurant sur les factures | Inspection complète | Vérification manuelle | Cohérence avec les exigences du contrat |
| Emballage | Vérifier que l'emballage est intact | Inspection complète | Examen sensoriel | Conformément aux exigences du contrat |
| Humidité | Vérifier si la poudre de coulée est sèche ou humide | Inspection aléatoire | Saisir fermement et relâcher | Poudre libre, sans agglomération |
| couleur | Vérifier la couleur de la poudre de coulée | Inspection aléatoire | Au hasard avec une cuillère en acier Observation après l'extraction | Blanc pur, pas de taches |
| Performances technologiques | Examiner la relation entre le rapport eau-gypse et la résistance, la fluidité, le temps de prise, etc. | Inspection aléatoire | Préparation avec différents rapports eau-poudre Boue, échantillon plat coulé | Les deux parties se sont mises d'accord |
Partie 13 Acide borique, borax
Le borax et l'acide borique ne sont pas la même chose. Le borax est un composé d'acide borique et de tétraborate de sodium décahydraté, formule moléculaire : Na2B4O7 - 10H2O, nom anglais Borax, soluble dans l'eau alcaline. La formule moléculaire de l'acide borique est H3BO3Le borax est une solution faiblement acide. L'acide borique et le borax sont largement utilisés dans la production de bijoux et sont connus sous le nom de "poudre de fée" dans l'industrie.
13.1 Le borax prévient l'oxydation des diamants lors de leur traitement.
Pendant le processus de coupe et de meulage, lorsque la température de surface d'un diamant dépasse 600℃, l'oxygène présent dans l'air peut modifier la couche externe d'atomes de carbone du diamant. Dans ce processus d'oxydation, le diamant brûle directement et se transforme en dioxyde de carbone gazeux, laissant sur sa surface une fine marque de brûlure blanche opaque, circulaire et en forme d'anneau. Lorsque la surface du diamant est localement privée d'oxygène et atteint des températures supérieures à 1000℃, il peut se transformer en son allotrope - le graphite, laissant des marques de brûlure brun-noir sur la surface du diamant (cette situation est rare). L'apparition de marques de brûlure affecte considérablement la clarté du diamant, réduisant ainsi sa valeur. La réparation nécessite un nouveau polissage.
Les propriétés thermophysiques uniques du borax peuvent essentiellement résoudre le problème de l'oxydation qui se produit lors du meulage des diamants. La solution est la suivante : dissoudre le borax dans de l'eau chaude pour former une solution sursaturée, puis tremper le diamant nettoyé (les diamants ont une nature oléophile, absorbent facilement l'huile, et les taches d'huile sur la surface endommageront la protection du borax sur la surface du diamant) dans la solution sursaturée de borax, et enfin meuler le diamant avec la solution de borax. Au cours du processus de meulage, la température élevée générée sur la surface du diamant en raison de l'accumulation de la chaleur de meulage provoque des changements au niveau du borax fixé à la surface du diamant.
Le borax protège les diamants de deux manières : tout d'abord, le borax absorbe la chaleur et subit une réaction de déshydratation, abaissant la température de la surface du diamant ; ensuite, le borax commence à fondre, et le borax fondu s'écoule uniformément sur la surface du diamant pour former une couche d'isolation, isolant l'oxygène de tout contact avec la surface du diamant, empêchant ainsi l'apparition de marques de brûlure. Bien que le chauffage des diamants dans un environnement pauvre en oxygène à 2000 ~3000℃ les transforme en graphite, et que ce processus de transformation commence à 1000℃, la transformation des diamants en graphite est extrêmement lente, et les hautes températures instantanées générées pendant le meulage des diamants empêchent principalement l'apparition de marques de brûlure noires sur la surface du diamant sous la couche de borax fondu. Par conséquent, l'oxydation des diamants peut être efficacement évitée grâce à l'effet protecteur de la solution de borax sursaturée.
13.2 L'acide borique joue un rôle dans la prévention de la décoloration des pierres précieuses lors de la coulée de la cire.
Lors de la coulée de la cire, les pierres précieuses sont soumises à une cuisson à haute température dans le four à combustion pendant une longue période avec le moule, et le liquide métallique à haute température pendant la coulée provoquera également un choc thermique sur les pierres précieuses, ce qui les rendra sujettes à la décoloration et à la perte d'éclat. Lors de la production, une solution d'acide borique est généralement utilisée pour la protection.
【Cas 4-6】La poudre de borax de mauvaise qualité rend les diamants des produits incrustés de cire troubles.
Description du défaut :
Les diamants du bijou en or blanc 18 carats de diamants incrustés de cire présentent une proportion élevée de trouble et de décoloration au fil du temps, comme le montre la figure 4-19. La proportion est passée brusquement de 0,15% à environ 0,5% et a fluctué à un niveau élevé, sans régularité apparente dans les zones de décoloration.
Enquête sur les conditions de production :
Les diamants utilisés sont de qualité moyenne, les mêmes que précédemment ; la température du gypse est de 670℃, et la température du métal liquide est de 1040℃ ; une société de marque particulière produit la poudre de coulée utilisée ; la poudre de coulée contient de l'eau saturée d'acide borique. De la situation ci-dessus, les conditions de production sont dans la gamme normale, excluant les défauts causés par des conditions de production inappropriées. La qualité du diamant est la même qu'auparavant, ce qui exclut également cette possibilité. Il est donc probable que le problème vienne de la poudre de gypse.

Trouver la source du problème :
La poudre de gypse a été constante.
La température et l'humidité de l'entrepôt de stockage sont moyennes pour un même lot de marchandises entrantes. Récemment, une autre marque de poudre d'acide borique a été utilisée, et le problème pourrait venir de la poudre d'acide borique, qui n'a pas fourni une protection adéquate.
Solution :
Toute l'eau d'acide borique nouvellement préparée à partir de la nouvelle marque a été abandonnée et remplacée par l'ancienne marque de poudre d'acide borique, ce qui a eu pour effet de ramener la proportion de brume diamantée à son faible niveau d'origine.
13.3 L'acide borique et le borax servent de fondants pour le soudage des bijoux.
Le traitement des bijoux exige que les joints de soudure soient uniformes, fermes et exempts de fissures, de bulles, de trous de rétrécissement, etc. Cependant, en raison de la taille réduite et de la nature délicate des bijoux en métal précieux, les joints de soudure sont fragiles et la soudure (ou la baguette de soudure) a du mal à pénétrer uniformément dans le bijou. Les compositions de soudure contiennent souvent de l'argent, qui a tendance à s'oxyder et à noircir lorsqu'il est exposé à l'air à des températures élevées. Il en résulte un contraste de couleur notable entre le joint de soudure et le composant du bijou. En utilisant le borax comme agent fondant dans le processus de soudure, ces deux problèmes peuvent être résolus efficacement.
Il existe actuellement deux points de vue différents sur le rôle du borax en tant qu'agent fondant : selon le premier, lorsque des pièces de bijouterie plongées dans une solution de borax ou des baguettes de soudure enduites de poudre de borax entrent en contact avec une flamme à haute température, le borax subit d'abord une réaction de déshydratation, suivie d'une fonte. Le borax fondu s'écoule uniformément sur la surface du métal au niveau du joint de soudure, formant une fine couche. Sous l'effet de températures élevées soutenues, la soudure fond et, guidée par le "pont thermique" formé par le borax, la soudure s'écoule uniformément vers toutes les parties du joint de soudure. Dans le jargon industriel, cet effet de "pont thermique" du borax permet à la soudure de "bien couler", c'est-à-dire que le borax permet à la soudure de couler uniformément. D'autre part, lorsqu'il est chauffé, l'agent fondant (tel que le borax) fond et interagit avec le métal liquide, ce qui fait flotter le laitier vers le haut, protégeant ainsi le métal en fusion et empêchant l'oxydation.
13.4 Le rôle de l'acide borique et du borax dans la fabrication des scories de fusion des métaux précieux
Le borax cristallin est déshydraté par chauffage à haute température pour former du borax anhydre avant utilisation. La composition du borax indique qu'il s'agit d'un fondant acide solide, qui peut former des scories de borate avec de nombreux oxydes métalliques. Les composants alcalins du borax peuvent réagir avec la silice contenue dans les ingrédients du laitier pour former des silicates. La fabrication de laitier au borax présente deux avantages significatifs : premièrement, sa capacité à fabriquer du laitier est plus vitale que celle de la silice, et il peut décomposer certains minéraux réfractaires, tels que la chromite ; deuxièmement, en tant que borate, le borax a un point de fusion plus bas que le silicate correspondant, et l'ajout de borax aux ingrédients peut réduire de manière significative le point de fusion du laitier.
Partie 14 Creuset
Différents creusets sont utilisés en fonction des différentes propriétés des matériaux de bijouterie. Les creusets couramment utilisés sont les creusets en graphite, y compris les creusets en graphite de haute pureté, les creusets en graphite ordinaire, les creusets en céramique, y compris les creusets en quartz, les creusets en corindon, les creusets en magnésie, les creusets en mullite, les creusets en oxyde de plomb, les creusets en carbure de silicium, etc. Les exigences relatives aux creusets pour la fusion comprennent principalement la réfractarité, la densité, la stabilité thermique, la réactivité avec le métal en fusion, etc.
14.1 Creuset en graphite
Le creuset en graphite peut être utilisé pour fondre les alliages d'or, d'argent et de cuivre. La figure 4-20 présente quelques formes typiques de creusets. Le creuset en graphite présente une réfractarité élevée, un bon transfert de chaleur, une efficacité thermique élevée, une faible dilatation thermique, une bonne stabilité aux chocs thermiques et une résistance à l'érosion des scories. Il offre une protection spécifique au métal en fusion, ce qui permet d'obtenir une bonne qualité métallurgique.
Tableau 4-10 Propriétés physiques et chimiques du graphite de haute pureté
| Densité volumique (g/cm3) | Porosité (μΩm) | Résistance à la compression (MPa) | Résistance à la traction (MPa) | Résistivité (μΩm) | Teneur en cendres (%) |
|---|---|---|---|---|---|
| ≥1.7 | ≤24 | ≥40 | ≥20 | ≤15 | ≤0.005 |
Tableau 4-11 Indicateurs physiques et chimiques des pépites d'or à graphite grossier
| Taille maximale des particules (mm) | Densité volumique (g/cm3) | Porosité (μΩm) | Résistance à la compression (MPa) | Module d'élasticité (GPa) | Coefficient de dilatation thermique (10-6/℃) | Teneur en cendres (%) |
|---|---|---|---|---|---|---|
| 0.8 | ≥1.68 | ≤7.8 | ≥19 | ≤9.3 | ≤2.9 | ≤ 0.3 |
14.2 Creuset en céramique
Pour répondre aux exigences de la fusion, les creusets en céramique doivent avoir une réfractarité élevée, une densité élevée, une bonne stabilité thermique, une faible réactivité avec le métal fondu et une bonne stabilité chimique. En fonction des propriétés des matériaux métalliques de la bijouterie, les creusets céramiques les plus utilisés sont le quartz et le corindon.
Le principal composant chimique des creusets en quartz est le dioxyde de silicium et la pureté a un impact significatif sur ses performances. Les matières premières déterminent la pureté, et les matières premières pour les creusets en quartz exigent une grande pureté, une bonne consistance et une distribution uniforme de la taille des particules. Lorsque les composants nocifs sont élevés, ils affectent la résistance à la fusion et à la température du creuset et peuvent également provoquer des bulles, une décoloration, un décollement et d'autres phénomènes, ce qui affecte gravement la qualité des creusets en quartz. C'est pourquoi il existe des exigences strictes concernant les éléments d'impureté dans le quartz, comme le montre le tableau 4-12.

Tableau 4-12 Exigences relatives aux impuretés dans les matières premières des creusets en quartz
Unité de teneur en métal : x10-6
| Nom de l'élément | Al | Fe | Ca | Mg | Ti | Ni | Mn | Cu | Li | Na | K | Co | Bi |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Contenu | 11.6 | 0.3 | 0.5 | 0.5 | 1.0 | 0.01 | 0.05 | 0.01 | 0.7 | 0.43 | 0.42 | 0.03 | 0.04 |
Un creuset en quartz bien cuit présente des propriétés physiques et chimiques typiques : densité apparente ≥2,90 g/cm3; réfractarité≥1850℃ ; porosité apparente ≤20% ; coefficient de dilatation thermique d'environ 8,6 x 10-6/℃ ; résistance aux chocs thermiques 1300℃ ; température maximale d'utilisation continue 1100℃, pour une courte durée 1450℃. Creusets de quartz peuvent être utilisés pour fondre K or blanc, nickel, argent, et d'autres matériaux.
Le creuset en corindon est composé d'alumine fondue poreuse aux qualités complexes et réfractaires, résistante aux températures élevées, non résistante aux acides et aux alcalis, résistante au refroidissement rapide et à la chaleur extrême, résistante à la corrosion chimique, et de haute densité après le moulage de la boue. Il peut être utilisé pour la fusion de matériaux tels que l'or blanc K, le nickel-argent, l'acier inoxydable, etc. Les indicateurs physiques et chimiques du creuset en corindon sont présentés dans le tableau 4-13.
Tableau 4-13 Indicateurs de performance des creusets en corindon pour la coulée de bijoux
| Objet | Indicateur | ||
|---|---|---|---|
| Composition chimique | Al2O3 | > 99 | |
| R2O | ≤ 0.2 | ||
| Fe2O3 | ≤ 0.1 | ||
| SiO2 | ≤ 0.2 | ||
| Densité volumique (g/cm3) | ≥3.80 | ||
| Porosité ouverte (%) | < 1 | ||
| Résistance à la flexion (MPa) | > 350 | ||
| Résistance à la compression (MPa) | > 12000 | ||
| Constante diélectrique E(1MHz) | 2 | ||
| Résistance au feu (℃) | > 1700 | ||
| Température maximale de fonctionnement (°C) | 1800 | ||
| Température d'utilisation continue (°C) | 1600 | ||
| Résistance aux chocs thermiques ( 300℃ refroidissement rapide) | >7 | ||
Partie 15 Caoutchouc siliconé
La fonte de bijoux à la cire perdue nécessite l'utilisation de moules en caoutchouc pour fabriquer des moules en cire. La qualité du moule en caoutchouc détermine la qualité du moule en cire. Il est essentiel de sélectionner et d'utiliser correctement les caoutchoucs pour bijoux. Deux principaux types de caoutchouc peuvent être utilisés pour fabriquer des moules souples : le caoutchouc naturel et le caoutchouc de silicone. Le caoutchouc naturel présente une résistance élevée à la traction, jusqu'à 21 ~ 25MPa, et une longue durée de vie, mais ses performances de moulage sont médiocres, car il nécessite beaucoup d'agents de démoulage et la qualité du moule en cire est médiocre. Par rapport au caoutchouc naturel, le caoutchouc de silicone est plus inerte et ne réagit pas avec l'argent ou le cuivre, ce qui réduit la nécessité d'une galvanoplastie de surface avec du nickel ou du rhodium sur le modèle original. La surface du moule en caoutchouc est lisse, possède des propriétés autolubrifiantes, nécessite moins d'agent de démoulage, réduit les problèmes de qualité causés par l'accumulation de ces substances sur le moule en caoutchouc et facilite le démoulage de la cire. Depuis l'introduction du caoutchouc de silicone dans l'industrie de la bijouterie, il est devenu le principal caoutchouc de bijouterie. En fonction de sa méthode de vulcanisation, le caoutchouc de silicone peut être divisé en caoutchouc de silicone vulcanisé à haute température et en caoutchouc de silicone vulcanisé à température ambiante.
La résistance du caoutchouc silicone vulcanisé à haute température est généralement comprise entre 7 et 10MPa, avec une bonne malléabilité, une facilité de pressage et une facilité de découpe du moule. Les moules en caoutchouc de silicone peuvent conserver leur forme originale mieux que les moules en caoutchouc naturel pendant l'injection de cire, ce qui les rend plus aptes à résister aux changements de pression d'injection. En outre, les moules en caoutchouc de silicone s'ajustent généralement plus étroitement, réduisant le bord volant des pièces en cire et convenant à la fabrication de pièces délicates et complexes. La durée de vie est inférieure à celle du caoutchouc naturel, qui est généralement utilisé plusieurs centaines ou milliers de fois.
Le caoutchouc de silicone vulcanisé à température ambiante (RTV) ne nécessite pas de chauffage ni de vulcanisation sous pression et convient aux originaux fragiles, cassants et à faible point de fusion. En outre, il ne rétrécit pas et permet de contrôler avec précision la taille du moule en cire, ce qui est crucial pour des opérations telles que le sertissage de pierres et l'assemblage de composants. Cependant, le RTV a un long temps de durcissement et une faible résistance à la traction, généralement de 0,7 à 1,4 MPa, ce qui le rend susceptible de se déchirer et de s'endommager, avec une courte durée de vie. Soyez prudent lorsque vous coupez le moule en combinaison afin d'éviter d'endommager le moule en caoutchouc. De nombreux caoutchoucs RTV nécessitent un mélange précis en proportion, avec un temps de travail très court, généralement de 1 à 2 minutes, alors que certains caoutchoucs RTV peuvent avoir un temps de travail allant jusqu'à 60 minutes. En général, les caoutchoucs RTV doivent être aspirés pour éliminer les bulles d'air. Certains matériaux malléables peuvent entraver la vulcanisation du caoutchouc silicone RTV, ce qui peut souvent être résolu par la galvanoplastie du maître-moule pour bijoux. Les moules en caoutchouc RTV sont instables et sensibles à l'humidité, ce qui accélère leur détérioration lorsqu'ils sont exposés à l'air humide.
La comparaison des performances du caoutchouc naturel, du caoutchouc vulcanisé à haute température et du caoutchouc vulcanisé à température ambiante est présentée dans le tableau 4-14.
Tableau 4-14 Comparaison des performances des matériaux des moules de bijouterie
| Matériau du moule | Température de vulcanisation (°C) | Temps de séchage | Résistance à la traction (MPa) | Taux de rétraction (%) |
|---|---|---|---|---|
| Caoutchouc naturel | 140 - 160 | ≤ 45 min | 21 - 25 | 0 - 4 |
| Caoutchouc de silicone | 140 - 160 | ≤ 45 min | 7 - 10 | 2.6 - 3.6 |
| Caoutchouc silicone RTV | 140 - 160 | 18 ~ 72 heures | 0.7 - 1.4 | 0 |
Le caoutchouc de silicone pour bijoux destiné à la fabrication de moules souples doit répondre à des exigences de performance telles que la résistance à la corrosion, la résistance au vieillissement, une bonne capacité de récupération, l'élasticité et la souplesse. Le contenu et les méthodes d'inspection à la réception sont indiqués dans le tableau 4-15.
Tableau 4-15 Contenu et méthodes d'inspection du caoutchouc de silicone
| Objet | Contenu et critères d'acceptation | Méthode d'inspection | Contenu de l'inspection | Registres d'inspection |
|---|---|---|---|---|
| vérification des informations | Vérifier le modèle, l'étiquette et le montant de la facture | Inspection complète | Vérifier les informations relatives au fournisseur sur la facture | Après vérification, dans la facture signée Nom confirmé, Enregistrement |
| Emballage | Inspection complète | Vérifier si l'emballage est endommagé | ||
| Quantité | Inspection complète | Compter, vérifier la facture | ||
| Qualité | Essai de pressage du caoutchouc | Inspection aléatoire | Sélectionner un produit typique pour le moulage par compression |
Partie 16 Matières premières pour cires de bijouterie
Dans la fonderie de précision, la qualité des moules en cire pour bijoux influe directement sur la qualité du bijou final. Pour obtenir des moules en cire appropriés, la cire doit présenter les paramètres de traitement suivants : le point de fusion de la cire doit être modéré, avec une plage de température de fusion spécifique, un contrôle stable de la température et une fluidité appropriée ; le moule en cire n'est pas facilement ramolli ou déformé, la stabilité à la chaleur ne doit pas être inférieure à 40℃, facile à souder ; pour assurer la précision dimensionnelle des moules en cire pour bijoux, la cire doit avoir un faible taux de rétraction par expansion, généralement inférieur à 1% ; le moule en cire doit avoir une dureté de surface suffisante à température ambiante pour garantir l'absence d'abrasion de surface dans d'autres processus de moulage à la cire perdue ; pour retirer le moule en cire du moule en caoutchouc en douceur, le moule en cire peut se plier sans se casser, et il peut automatiquement retrouver sa forme initiale après le retrait du moule. La cire pour bijoux doit avoir une bonne résistance, flexibilité et élasticité, avec une résistance à la flexion supérieure à 8 MPa et une résistance à la traction supérieure à 3 MPa, des modifications minimales des composants pendant le chauffage et une faible teneur en cendres résiduelles pendant la combustion.
La composition élémentaire des matériaux en cire comprend de la cire, de la graisse, des résines naturelles et synthétiques et d'autres additifs. La cire est la matrice, à laquelle on ajoute une petite quantité de graisse comme lubrifiant ; diverses résines sont ajoutées pour rendre le moule en cire rigide et élastique tout en améliorant la brillance de la surface. L'ajout de résine à la cire de paraffine empêche la croissance des cristaux de paraffine, affinant les grains et renforçant leur résistance.
Les cires pour bijoux les plus courantes se présentent sous diverses formes, telles que des perles, des paillettes, des tubes et des fils, avec des couleurs telles que le bleu, le vert, le rose et d'autres catégories. L'inspection de la qualité des cires pour bijoux comprend généralement le contenu et les méthodes indiqués dans le tableau 4-16, et d'autres indicateurs de performance peuvent être testés par des institutions professionnelles si nécessaire.

Tableau 4-16 Contenu et méthodes d'inspection de la cire pour bijoux
| Objet | Contenu et critères d'acceptation | Méthode d'inspection | Contenu de l'inspection | Registres d'inspection |
|---|---|---|---|---|
| Vérification des matériaux | Vérifier le modèle, l'étiquette et le montant de la facture | Inspection complète | Vérifier les informations relatives au fournisseur sur la facture | Après vérification, dans la facture signée Nom confirmé, Enregistrement |
| Emballage | Inspection complète | Vérifier si l'emballage est endommagé | ||
| Quantité | Inspection complète | Compter, vérifier la facture | ||
| Qualité | Point de fusion ±3℃ | 1 échantillon de chaque lot | Test avec un fer à souder |
Partie 17 Solution originale de galvanoplastie
Dans la galvanoplastie des bijoux, la solution de placage est un élément clé du processus de galvanoplastie. La composition de la solution de placage détermine les propriétés du revêtement. Différents métaux de placage utilisent différentes solutions de placage, mais elles comprennent généralement un sel principal, un sel conducteur, un agent complexant, un agent tampon, un agent mouillant, un stabilisateur, etc. Les usines utilisent généralement des solutions commerciales originales de galvanoplastie pour formuler et ouvrir le cylindre.
La méthode d'inspection pour l'achat de la solution de galvanoplastie d'origine est présentée dans le tableau 4-17.
Tableau 4-17 Contenu et méthodes d'inspection de la solution originale de galvanoplastie
| Objet | Contenu et critères d'acceptation | Méthode d'inspection | Contenu de l'inspection | Registres d'inspection |
|---|---|---|---|---|
| Vérification des matériaux | Vérifier le modèle, l'étiquette et le montant de la facture | Inspection complète | Vérifier les informations relatives au fournisseur sur la facture | Après vérification, dans la facture signée Nom confirmé, Enregistrement |
| Emballage | Inspection complète | Vérifier si l'emballage est endommagé | ||
| Quantité | Inspection complète | Compter, vérifier la facture | ||
| Essai de placage | Ouvrir le cylindre pour un petit test | Échantillonnage | utiliser 500 ml pour faire des essais de placage |