Comment Sobling assure-t-il le contrôle de la qualité de vos bijoux? ?
6 étapes incontournables pour s'assurer de recevoir la meilleure qualité.
Introduction :
La production de bijoux est une question de qualité, depuis les matières premières comme l'or et l'argent jusqu'au produit final. Ce guide vous aide à vérifier vos pierres précieuses, à éviter les défauts de coulée et à vous assurer que vos pièces sont belles. Que vous soyez un magasin, un créateur ou que vous fabriquiez des bijoux sur mesure, ce guide vous aidera à fabriquer des bijoux magnifiques et durables.
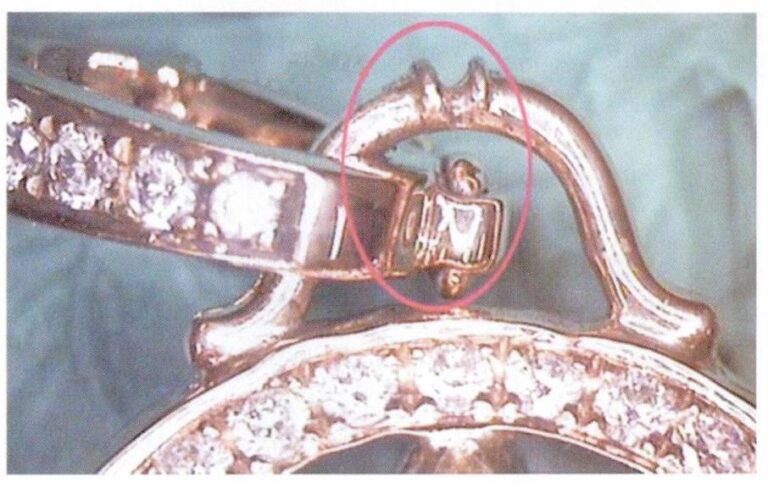
La tête de l'anneau n'est pas droite
Table des matières
Section I Production de bijoux Inspection des matières premières et auxiliaires et défauts courants
Plus de détails ici : https://sobling.jewelry/how-to-inspect-quality-of-jewelry-raw-materials/
Diverses matières premières et matériaux auxiliaires sont nécessaires à la production de bijoux, et leur performance affecte directement la qualité et le coût de la production. Il est donc essentiel de contrôler rigoureusement l'inspection des matières premières et auxiliaires pendant la production afin d'éviter l'utilisation de matériaux non qualifiés.
Dans l'ensemble, les matériaux utilisés pour la production de bijoux comprennent principalement des métaux précieux tels que l'or, l'argent, le platine et le palladium ; des matériaux de filler pour diverses compositions d'alliage ; des pierres précieuses telles que les diamants, les rubis, les saphirs et le jade ; et des matériaux auxiliaires utilisés dans des processus clés tels que la fabrication de moules, le moulage, le sertissage de pierres, le polissage et la galvanoplastie, dont certains ont un impact direct sur la qualité des produits de bijouterie.
1. Inspection de la qualité des métaux précieux bruts
1.1 Lingots d'or pur
L'or est l'une des matières premières les plus utilisées dans la production de bijoux en métaux précieux. Les entreprises achètent généralement des lingots d'or pur auprès d'usines de recyclage, de fournisseurs de métaux précieux et d'autres canaux, qui peuvent être utilisés pour formuler de l'or 24 carats, de l'or 18 carats et divers autres alliages d'or.
(1) Purity requirements for pure gold engots
La pureté des lingots d'or pur est le fondement de la qualité des bijoux en or. La norme ASTM B562-95 "Standard Specification for Refined Gold" est la seule norme utilisée pour les lingots d'or de haute pureté.
Les impuretés de l'or pur se répartissent en impuretés métalliques, non métalliques et radioactives. Les impuretés métalliques telles que le platine ne sont pas répertoriées dans les normes en raison de leur valeur et de leur impact bénin sur les performances de l'or. Les impuretés non métalliques provenant des processus de purification ne sont pas non plus répertoriées. Les impuretés radioactives sont négligeables et ne sont pas répertoriées. La norme ASTM B562 ne prend en compte que certains éléments métalliques, et les fabricants peuvent négocier la liste d'éléments supplémentaires à des fins d'assurance qualité.
(2) Analyse methods for impurity elèments in pure l'or lingots
La méthode de coupellation est la plus ancienne et la plus précise pour déterminer la teneur en or, mais elle est limitée dans la détection des impuretés dans les lingots d'or pur ; d'autres méthodes comme l'analyse spectroscopique et les microscopes électroniques à balayage (MEB) avec spectroscopie à dispersion d'énergie (EDS) sont plus efficaces pour la détection des impuretés.
(3) The impact of impurity elements en pure gold bars on les quality of jewelry production
Certains éléments impurs présents dans les lingots d'or pur, tels que le plomb, le bismuth et l'arsenic, peuvent gravement détériorer les performances de l'or, tandis que d'autres éléments, tels que le silicium et le fer, peuvent parfois avoir des effets néfastes, tels qu'une rupture fragile et un défaut de point dur.
(4) Purification of gold
Lorsque des impuretés nocives excessives apparaissent dans l'or pur ou les alliages d'or, il est nécessaire d'envisager la purification des matériaux. Il existe plusieurs méthodes de purification de l'or, telles que la méthode d'amalgamation au mercure, la méthode de purification à l'eau régale, la méthode électrolytique, la méthode de granulation perlée, la méthode au chlorure d'ammonium,

1.2 Lingots d'argent pur
Selon sa composition chimique, l'argent pur est divisé en trois catégories : IC - Ag99.99, IC - Ag99.95 et IC - Ag99.90. La norme nationale "GB/T4135-2002 Silver" spécifie clairement les impuretés dans les lingots d'argent pur.
Les impuretés telles que le plomb, le bismuth, l'arsenic et le silicium présentes dans l'argent pur peuvent entraîner une fragilité en raison de leur solubilité minimale et de leur tendance à former des phases intermédiaires à bas point de fusion aux joints de grains. La détection des traces d'impuretés est essentielle pour évaluer la qualité de l'argent pur, la spectrométrie d'émission atomique à plasma à couplage inductif offrant une méthode d'analyse plus efficace.
1.3 Lingot de platine pur
La norme internationale "ASTM B561:2005 Specification for Refined Platinum" spécifie les exigences en matière de pureté et d'éléments d'impureté pour le platine pur, et la norme "GB/T1419-2004 Sponge Platinum" adopte également des dispositions similaires.
1.4 Méthodes d'inspection des matériaux en métaux précieux
Après avoir acheté des métaux précieux sur le marché, les bijouteries doivent procéder à l'inspection des matériaux entrants.
2. Contrôle de la qualité des matériaux de remplissage
Dans la fabrication de bijoux, la qualité des alliages "d'apport" a un impact significatif sur le produit final, ce qui nécessite des tests approfondis des nouveaux alliages d'apport en termes de propriétés physiques, chimiques, mécaniques, de caractéristiques de traitement, de sécurité et d'économie.
(1) Propriétés physiques
Les bijoux en or K nécessitent un examen attentif des propriétés du matériau, telles que la densité, la couleur, le magnétisme et le point de fusion, afin d'optimiser à la fois la qualité du métal précieux et l'attrait décoratif de la surface.
- Densité : Le choix des éléments d'alliage dans les bijoux a une incidence sur la densité de l'alliage. Des substitutions telles que le remplacement de l'argent par le zinc réduisent la densité, ce qui permet de fabriquer des bijoux plus légers à teneur en or égale.
- Couleur : L'or coloré K le plus couramment utilisé comprend trois séries : K jaune, K blanc et K rouge. Pour décrire quantitativement la couleur et la stabilité de la couleur des alliages d'or, l'industrie de la bijouterie a introduit le système CIELab pour la mesure de la couleur, basé sur les principes de la colorimétrie. Ce système utilise les trois coordonnées L*, a*, b* pour décrire la couleur et fournit des résultats stables et fiables.
- Magnétisme : En tant que type de bijou en métal précieux, les bijoux en or K ne veulent généralement pas que l'alliage présente du magnétisme, afin d'éviter les doutes et les plaintes des consommateurs quant à l'authenticité du matériau.
- Point de fusion : Le point de fusion des alliages d'or K, en particulier de l'or blanc contenant du nickel et du palladium, influe considérablement sur le processus de moulage à la cire perdue du gypse, les points de fusion plus élevés risquant d'entraîner la décomposition du gypse et nécessitant des matériaux de moulage plus coûteux pour garantir la qualité.

(2) Propriétés chimiques
Les propriétés chimiques des alliages d'or K, en particulier leur résistance au ternissement et à la corrosion, dépendent de leur composition, les ors à plus haut carat présentant une meilleure résistance, tandis que l'ajout d'éléments d'alliage bénéfiques peut renforcer le film protecteur et la microstructure, améliorant ainsi la capacité anti-ternissement, en particulier dans l'or rouge K.
(3) Propriétés mécaniques
Les alliages d'or K améliorent les propriétés mécaniques telles que la résistance, la dureté et la ténacité pour répondre aux exigences de résistance à l'usure et de structure des bijoux, avec des considérations spécifiques pour l'équilibre de ces propriétés dans différents types d'or K, tels que le platine K blanchi au nickel et l'or rouge K.
(4) Propriétés de transformation
Les performances de transformation sont principalement considérées sous des aspects tels que les performances de moulage, les performances de transformation du plastique, les performances de polissage, les performances de soudage et les performances de recyclage.
(5) Sécurité
Les bijoux doivent être sûrs et éviter les éléments nocifs et les allergènes comme le nickel pour prévenir les réactions cutanées.
(6) Économie
Le choix des charges dans les alliages d'or K doit être rentable, en utilisant des matériaux largement disponibles et peu coûteux pour minimiser les coûts de production, en particulier pour les ors à faible teneur en carats qui nécessitent plus de charges.
(7) Méthode de contrôle des alliages chargés
3. Inspection de la qualité des matériaux auxiliaires
Une grande quantité de matériaux auxiliaires est utilisée dans la production de bijoux, ce qui affecte la qualité des produits de joaillerie à des degrés divers. L'impact de la poudre de coulée, de l'acide borique/borax, des creusets et d'autres matériaux auxiliaires est important.
(1) Poudre de coulée :
un matériau essentiel pour le moulage des bijoux, doit reproduire avec précision les détails du moule en cire, conserver des propriétés thermochimiques stables et présenter une dilatation thermique appropriée pour garantir la stabilité dimensionnelle, avec une taille de particule uniforme.
(2) Boric acid and borax:
Le borax et l'acide borique sont utilisés en bijouterie pour prévenir l'oxydation des diamants et la décoloration des pierres précieuses, comme fondant dans les soudures et comme agent de décantation dans la fusion des métaux.
(3) Crucibles:
Les creusets couramment utilisés sont les suivants : les creusets en graphite, qui se composent de creusets en graphite de haute pureté et de creusets en graphite ordinaire ; les creusets en céramique, qui comprennent les creusets en quartz, les creusets en corindon, les creusets en oxyde de magnésium, les creusets en mullite, les creusets en oxyde de plomb, les creusets en carbure de silicium, etc. Les exigences relatives aux creusets de fusion portent principalement sur la résistance au feu, la densité, la stabilité thermique et la réactivité avec les métaux en fusion.
(4) Silicone frotterber:
Le caoutchouc de silicone, apprécié dans la fonderie de bijoux à la cire perdue pour son inertie, sa finition de surface élevée et ses propriétés autolubrifiantes, est devenu le principal matériau pour les moules souples, dépassant le caoutchouc naturel, et est disponible sous forme vulcanisée à haute température et à température ambiante, chacun avec des avantages et des limites distincts.
(5) Jewelry Wax Material:
Les moules en cire pour bijoux doivent avoir un point de fusion modéré, une stabilité thermique, un retrait minimal, une dureté de surface et une flexibilité qui garantissent un moulage de haute qualité.
(6) Electroplating Solution:
La composition de la solution de galvanoplastie, qui comprend divers sels et agents, est essentielle pour déterminer les propriétés du revêtement dans la galvanoplastie des bijoux.
Section II Inspection de la qualité des maîtres-moules et défauts courants
Plus de détails ici : https://sobling.jewelry/how-to-control-jewelry-molds-quality/
La version du moule principal est la première étape du processus de traitement des bijoux. Elle est généralement fabriquée selon les méthodes suivantes : premièrement, la version du maître-moule est fabriquée à la main, c'est-à-dire par sciage, limage, soudage, ciselage, etc. pour créer une version du maître-moule aux arêtes vives, aux lignes claires et à la surface lisse. Deuxièmement, sculpter un modèle en cire à la main, puis le couler dans une version de moule principal. Troisièmement, utiliser diverses méthodes de prototypage rapide pour fabriquer des modèles en cire ou en résine, puis les couler dans des versions en argent, ou fabriquer directement des versions de moule maître avec du métal. La version du moule maître est la base qui permet de garantir que les produits de bijouterie répondent aux exigences de qualité des clients, et il est nécessaire de renforcer l'inspection de la qualité et les tests de processus de la version du moule maître.
1. Contenu de l'inspection de la qualité du moule principal
L'inspection de la qualité de la version du moule principal porte principalement sur la forme, la taille, le poids, la structure, la qualité de la surface, les lignes d'eau, etc.
(1) Forme:
Les moules maîtres de la bijouterie doivent correspondre précisément à l'apparence et à l'intention du dessin, ce qui oblige les opérateurs à penser en trois dimensions et à maintenir l'intégrité esthétique.
(2) Contrôle des dimensions:
Les différents types de bijoux ont des exigences communes en matière de taille et des tailles spécifiques à chaque type qui doivent être prises en compte lors de la réalisation de la première version.
(3) Poids:
Le poids du moule mère détermine en grande partie le poids du produit. Lorsque les matériaux du moule maître et les matériaux du produit sont déterminés, il existe une relation proportionnelle approximative entre leurs poids. Par conséquent, le poids du produit peut être contrôlé en contrôlant le poids du maître-moule.
(4) Structure originale de la plaque:
La structure de la plaque du moule principal comprend le corps principal, les sous-parties, les inserts, les accessoires, les accessoires de processus, etc.
(5) Qualité de la surface du moule maître:
La surface de la version du moule maître doit être lisse et délicate, sans yeux de sable, trous, rayures, bords irréguliers et autres défauts évidents.
(6) Waterline:
Dans la fonderie de bijoux, la conception de la carotte, y compris sa position, son nombre, sa forme, sa taille et sa méthode de raccordement, est cruciale pour garantir des pièces coulées de haute qualité en permettant un écoulement efficace et en compensant le retrait pendant le processus de remplissage.
2. Personnel et méthodes d'inspection de la qualité
Les inspecteurs de la qualité des moules en bijouterie, connus sous le nom de "visionneurs" ou "réviseurs", doivent avoir une connaissance approfondie de la conception, des processus de production, des matériaux et de l'artisanat pour garantir la qualité des dessins CAO, des prototypes et des plaques d'argent par le biais d'une inspection visuelle et de mesures dimensionnelles.
3. Défauts courants du maître-moule
(1) Incohérence de forme
Les moules maîtres pour la bijouterie sont généralement accompagnés de dessins de conception, d'esquisses ou d'exigences du client en matière d'apparence. Une fois la version du moule maître terminée, elle doit être vérifiée par rapport aux dessins ou confirmée par le client.
Pour résoudre le problème de la déformation de la version du moule-mère, il existe généralement plusieurs solutions. La première consiste à apporter les ajustements nécessaires à la structure du moule principal pour éviter qu'il soit trop fin ou qu'il présente un plan trop large ; la deuxième consiste à mettre en place des tiges de traction de processus, en reliant chaque poignée de commande isolée à des tiges de traction, ce qui réduit considérablement la probabilité de déformation des tiges de commande ; la troisième consiste à choisir des matériaux plus performants pour la fabrication de la plaque d'argent. Ces dernières années, certains fabricants de l'industrie ont fait des tentatives bénéfiques pour développer des alliages d'argent à haute dureté, améliorant considérablement la résistance et la dureté de l'alliage par l'ajout de certains éléments d'alliage à l'état de traces et de procédés de fabrication. En outre, pour les versions de moules pour animaux, l'utilisation du dessin par ordinateur pour le prototypage rapide semble souvent mécanique et rigide. Il est recommandé de donner la priorité à la sculpture manuelle de la cire ou d'utiliser le dessin par ordinateur pour créer le modèle du corps principal, puis de le traiter manuellement.
(2) Incohérence dimensionnelle
Les bijoux ne requièrent pas les mêmes dimensions strictes que les pièces mécaniques, mais lorsqu'il s'agit de les porter, de les sertir et de les assembler, comme la taille des bagues, la taille des bracelets, la longueur des bracelets, la coordination des colliers et des oreilles en graine de melon, la coordination des incrustations et de la base, des dimensions précises du moule principal sont nécessaires.
(3) Le poids du moule-mère ne correspond pas
Pour les bijoux en métaux précieux, il est nécessaire de contrôler le poids de l'or, compte tenu du coût et du prix d'acceptation sur le marché. Il faut s'en assurer dès le stade de la fabrication des plaques, en évidant autant que possible les parties cachées, telles que le dos et les parties concaves, afin de réduire le poids du produit tout en respectant les dimensions extérieures et la résistance structurelle du bijou.
(4) La structure du moule-maître n'est pas raisonnable
La structure de la version du moule principal affecte de manière critique la qualité de la production en aval, ce qui nécessite une conception qui concilie les spécifications du client et la faisabilité de la production afin de minimiser les défauts et les problèmes de traitement.
(5) Mauvaise qualité de la surface du moule principal
La qualité de la surface de la version du maître-moule détermine la qualité de la surface du produit. Elle doit permettre d'obtenir une surface de moule lisse et propre afin de réduire la charge de travail liée au polissage et à la réparation dans les processus ultérieurs.
(6) Problèmes liés aux conduites d'eau de la version du moule de base
La ligne d'eau sert à la fois de canal pour l'entrée du métal liquide dans la cavité du moule et de canal pour l'ajout de métal liquide pour la solidification et le retrait de la pièce moulée. Le fait que la ligne d'eau soit fixée raisonnablement ou non est lié à l'intégrité de la pièce moulée, à la densité de la surface, etc. et doit être pris au sérieux.
Section III Inspection de la qualité et analyse des défauts du moule de coulée
Le procédé de la cire perdue est largement utilisé dans la production de bijoux de masse. Il implique de nombreux processus, notamment le pressage de moules en caoutchouc, l'injection de cire, la fixation d'arbres en cire, la coulée de moules en plâtre, le déparaffinage et la cuisson de la cire, ainsi que la coulée de métal. L'analyse de chaque étape du processus révèle que chaque étape réussie est construite sur la précédente, et que tout problème dans une étape précédente peut affecter la qualité de l'ensemble de la pièce.
1. Inspection de la qualité et défauts courants des moules en caoutchouc
Les moules en caoutchouc pour bijoux sont fabriqués en caoutchouc naturel, en caoutchouc vulcanisé à haute température et en caoutchouc vulcanisé à température ambiante.
(1) Contenu de l'inspection de la qualité du moule en caoutchouc
Pour évaluer la qualité d'un moule en caoutchouc, il convient principalement d'examiner des aspects tels que la structure du moule en caoutchouc, la qualité de la surface de la cavité intérieure, les propriétés mécaniques des moules en caoutchouc (notamment l'élasticité, la dureté, la résistance à la déchirure, etc. du moule en caoutchouc) et les mesures du processus de moulage en caoutchouc (notamment la question de savoir si le système de coulée et le réglage des inserts sont raisonnables).
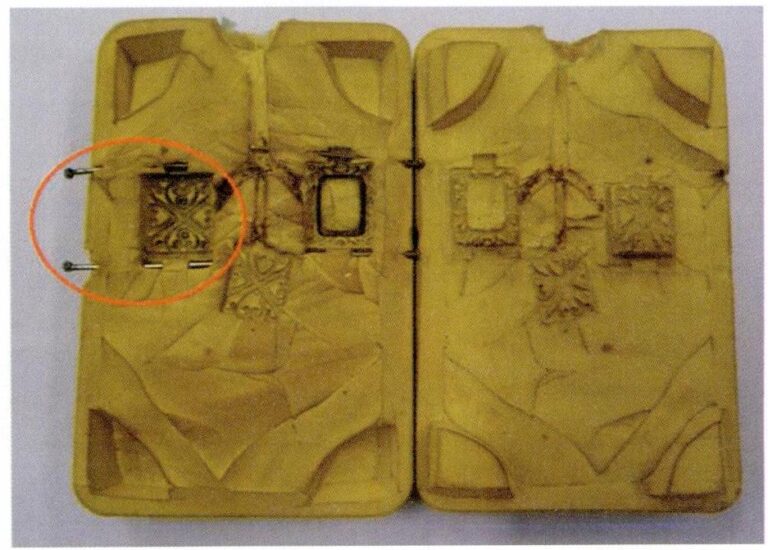
(2) Défauts courants des moules en caoutchouc
- Dans la fonte à la cire perdue de bijoux, lors de la fabrication de moules en cire avec des moules en caoutchouc de silicone, il n'est pas nécessaire de séparer la plus grande section transversale comme pour les moules en métal afin de démouler en douceur, car les moules en caoutchouc de silicone sont facilement pliés et déformés. Par conséquent, pour réduire les dommages causés par la surface de séparation à l'apparence du front de la pièce, la surface de séparation est généralement choisie au bord de l'anneau, en plaçant la majeure partie de l'anneau d'un côté du moule.
- Lors du pressage du moule, la méthode de positionnement du moule doit être prise en compte en premier lieu et un espace suffisant doit être réservé lors de l'agencement de la version originale. Il existe généralement deux méthodes de positionnement des moules : le positionnement par saillie à quatre coins et le positionnement par ligne d'accouplement en dents de scie.
- Ce n'est qu'en évacuant l'air dans la cavité du moule en caoutchouc pendant l'injection de la cire et en évitant la résistance au remplissage de la cire que l'on peut obtenir un modèle en cire aux contours clairs. Le moule en caoutchouc ne doit pas seulement comporter des orifices d'aération, mais aussi prêter attention à la position et à la direction des ouvertures.
- Avant l'injection de la cire, vérifiez la buse du moule en caoutchouc. S'il y a une accumulation de cire, d'impuretés, etc., nettoyez-la d'abord avant d'injecter la cire.
- Le moule en caoutchouc doit avoir une bonne élasticité, ne pas coller au moule en cire, avoir une grande résistance à la traction, sinon les détails ne seront pas clairs et la durée de vie du moule en caoutchouc sera réduite. Lorsque le moule en caoutchouc devient mou et collant, cela est principalement dû à une vulcanisation insuffisante du caoutchouc, causée par un temps de cuisson trop court ou une température trop basse. Il est donc nécessaire d'augmenter de manière appropriée la température de travail du moule et de prolonger le temps de moulage.
- Déterminer la température de vulcanisation, le temps de vulcanisation et la pression du moule appropriés en fonction de la structure spécifique du moule en caoutchouc afin de résoudre le problème du moule en caoutchouc trop dur, qui ne peut pas être nivelé et dont les deux moitiés ne peuvent pas être fermées.
- Utiliser un matériau adhésif propre et sec
- Ajoutez une grande épingle comme insert et assemblez-la dans le moule en caoutchouc. Après l'application de la cire, il suffit de retirer l'épingle pour obtenir un trou régulier.
- Pour s'assurer que la paroi intérieure de la cavité du moule en caoutchouc est lisse.
- Lors de la découpe du moule en caoutchouc, il convient de se demander s'il est possible de retirer le moule en cire.
2. Inspection de la qualité et défauts courants des moules en cire
(1) Contenu de l'inspection de la qualité du moule en cire
Pour évaluer la qualité d'un moule en cire, on se base généralement sur les aspects suivants :
- Shape and size. Le moule en cire doit refléter fidèlement la forme du modèle original, sans déformation évidente. Il doit répondre aux exigences de taille, ne pas se ramollir ou se déformer facilement et être facile à souder.
- Appearance quality. La surface du modèle en cire doit être lisse, fine, propre, sans rétrécissement apparent de la surface, sans fissures, plis, renflements ou autres défauts.
- Intrinsic quality. Le modèle de cire doit être dense, sans bulles d'air apparentes à l'intérieur, et laisser peu de résidus de cendres lorsqu'il est brûlé.
- Mechanical properties. Le modèle en cire pour bijoux doit avoir une bonne résistance, flexibilité et élasticité, avec une dureté de surface suffisante à température ambiante pour éviter l'abrasion de la surface lors des processus ultérieurs après le moulage par perte de cire. Le modèle en cire doit pouvoir se plier sans se briser lorsqu'il est retiré du moule en caoutchouc et reprendre automatiquement sa forme initiale après le retrait. Le modèle en cire et le noyau en cire doivent être solidement soudés pendant la plantation de l'arbre en cire et ne doivent pas se détacher facilement.
(2) Défauts courants des moules en cire
- Flash: Adopter des mesures pour optimiser le moulage par injection de cire, notamment en ajustant la pression de l'air, la température de la cire, la force de serrage et la qualité du moule en caoutchouc.
- Incomplete or cold fermeture, traces de coulures sur le morceau de cire: Améliorer le moulage par injection de cire en augmentant la pression de l'air, la température de la cire liquide, en ajustant la force de serrage du moule, en nettoyant les buses, en ventilant les moules et en préchauffant par temps froid.
- Air bubbles appear in the wax mold: Assurer une bonne injection de cire en réglant la pression d'air, la quantité de cire, la température, l'alignement de la buse et en maintenant le dégagement de la conduite d'aération.
- Cracks or complaissere fractures occur in certaines parties de la pièce en cire: Améliorer l'injection de cire en utilisant davantage de cire neuve, en réduisant la quantité de moules lors du recyclage, en optant pour une cire de meilleure qualité, en affinant les méthodes de découpe des moules et en faisant preuve de prudence lors du démoulage.
- Wax mold deformation: Pour éviter la déformation de la cire, les solutions consistent à refroidir les pièces de cire de manière adéquate dans les moules, à choisir une cire plus dure pour les conditions de haute température, à assurer un alignement correct des moules et à ajouter un support aux versions originales délicates.
- Wax Mold Surface Roughness: Maintenir la qualité et la propreté des moules en utilisant les agents de démoulage avec parcimonie, en inspectant et en nettoyant régulièrement les moules, en veillant à la qualité de la cire et en utilisant une solution de décapage neutre pour un nettoyage en profondeur.
- Wax ppièce overwelumière: Une machine automatique d'injection de cire avec serrage mécanique et contrôle précis de la température permet de garantir un poids et une qualité constants des morceaux de cire.

3. Inspection de la qualité et défauts courants des ébauches de moules de coulée
(1) Contenu de l'inspection de la qualité des pièces de moules de coulée
L'inspection de la qualité des moules bruts porte principalement sur les aspects suivants :
- Appearance: Vérifier l'intégrité de l'ébauche, si les dimensions sont conformes aux exigences et s'il y a des défauts tels que des défauts, des déformations, des fissures, etc. Vérifier si la couleur est conforme aux exigences.
- Surface quality: La surface de la pièce coulée est lisse et dense, et il n'y a pas de défauts tels que des trous de sable, des retraits de métal, des trous d'air, etc.
- Internal quality: Si le métal coulé est correct, s'il y a des couleurs erronées ou insuffisantes, et si les propriétés mécaniques telles que la dureté, la résistance et la plasticité répondent aux exigences.
- Other ation de l'environnement : Par exemple, s'il est magnétique, s'il peut répondre aux exigences de la libération des métaux, etc.
(2) Facteurs affectant la qualité des moules de coulée à la cire perdue
De nombreux facteurs interviennent dans le processus de moulage inverse des bijoux, tels que les propriétés physiques des matériaux métalliques, les paramètres du processus de fusion, les paramètres du processus de moulage, les paramètres du processus de coulée.
(3) Défauts courants des moules de coulée à la cire perdue
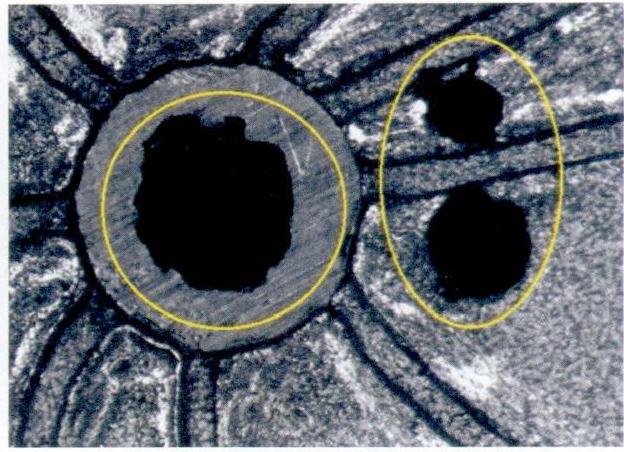
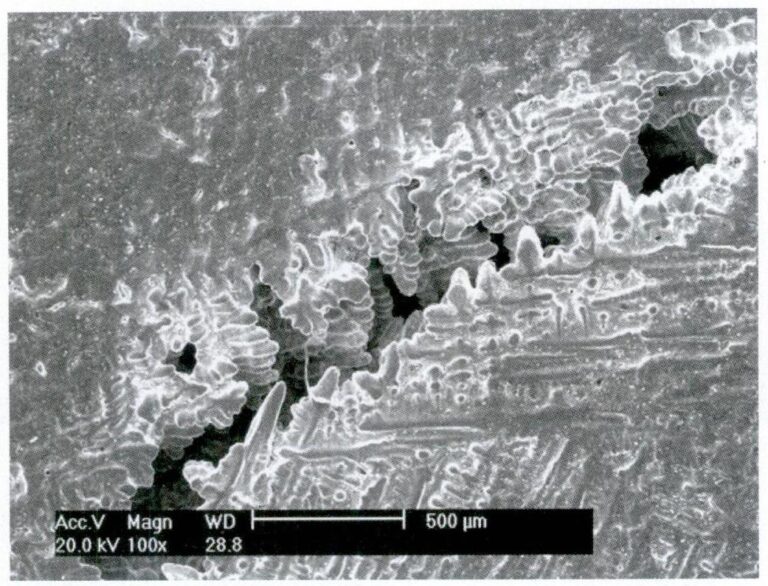
Les défauts courants des moules de fonderie à la cire perdue sont les suivants : trous d'épingle avec ségrégation dans les pièces coulées, porosité de piégeage dans les pièces coulées, défauts de porosité de retrait, rugosité de surface, bavures, trous de sable, inclusions de scories, défauts de fermeture à froid, perles de métal, fractures, etc.
① Défauts de porosité:
- Utilisez des matériaux métalliques propres et secs et contrôlez la proportion de métaux neufs par rapport aux métaux anciens.
- Assurer un traitement efficace de dégazage du métal liquide et contrôler la température et l'atmosphère pendant la fusion.
- Améliorer la résistance du moule et contrôler la pression de coulée pour éviter le piégeage des gaz.
② Rétrécissement Défauts de porosité :
- Sélectionnez des alliages ayant une faible plage de solidification et contrôlez la température et l'atmosphère pendant la fusion.
- Concevoir le système de coulée pour faciliter la solidification séquentielle et utiliser des températures de moule appropriées.
③ Rugosité de la surface :
Améliorer la qualité des modèles utilisés pour le moulage et contrôler la qualité de la poudre de moulage et des processus de fabrication des moules.
④ Flash (Pi Feng) :
Augmenter la résistance du moule, assurer un stockage adéquat de la poudre de coulée et éviter les changements rapides de température pendant la cuisson.
⑤ Trous de sable :
Améliorer la qualité des moules et des processus de coulée pour éviter l'inclusion de matières étrangères dans le métal.
⑥ Œil de scorie (Clinker) :
Nettoyer la charge du four à métaux et le creuset, et améliorer les méthodes d'élimination des scories avant la coulée.
➆ Incomplet et fermé à froid :
Assurer le remplissage complet de la cavité du moule en utilisant des températures de coulée, des températures de moule et des conceptions de système de coulée appropriées.
➇ Perles d'or :
Améliorer le processus de déparaffinage en contrôlant le rapport eau-poudre et la durée de l'opération.
➈ Fracture :
Évitez les contraintes mécaniques externes pendant la manipulation, contrôlez la vitesse de refroidissement après la coulée pour minimiser les chocs thermiques et veillez à la bonne composition de l'alliage pour éviter la fragilité due aux transformations microstructurales.
➉ Mesures pour des cas de fractures spécifiques :
- En cas de fragilité due à la composition, raffiner et remélanger le vieil or pour en éliminer les impuretés.
- Pour les fractures dues à des contraintes mécaniques, il convient de manipuler la pièce avec précaution et d'éviter de la soumettre à des forces concentrées.
- Pour les fractures par choc thermique, déterminer les temps de trempe appropriés en fonction des propriétés de l'alliage et de la taille de la coulée.
- Pour les fractures de transformation structurelle, il faut contrôler la vitesse de refroidissement et minimiser les contraintes thermiques et organisationnelles.
Copywrite @ Sobling.Jewelry - Fabricant de bijoux sur mesure, usine de bijoux OEM et ODM
Section IV Inspection de la qualité des finitions et analyse des défauts courants
1. Contenu de l'inspection de la qualité du modèle
Dans le processus de fabrication des bijoux, le processus de modélisation est très important. Il s'agit du processus d'intégration, de fixation, de soudage et de finition grossière des ébauches de bijoux fabriquées par coulage ou estampage à l'aide de techniques et d'équipements manuels.
L'objectif du modelage est de restaurer la forme originale. Un mauvais modelage des ébauches de bijoux aura une incidence directe sur la qualité finale du bijou.
Les différents types de bijoux ont leurs propres exigences lors du modelage. Par exemple, les bagues nécessitent un sertissage coordonné et uniforme, des griffes rondes et pleines, une perforation si nécessaire ; les boucles d'oreilles nécessitent une symétrie, une taille uniforme, une longueur égale, une élasticité au dos pour maintenir la boucle d'oreille en place ; les chaînes de colliers ou de bracelets doivent être droites, flexibles dans les articulations de la chaîne, un serrage approprié des fermoirs de la chaîne pour un port facile sans détachement automatique ; la taille de la graine du pendentif doit être appropriée ; la soudure de la broche doit être appropriée, d'une longueur modérée.
2. Défauts courants dans la finition
(1) Défauts de finition courants dans divers types de bijoux
① Défauts de classement :
Dans le processus de limage, un grand nombre d'outils tels que des limes en acier et du papier de verre sont utilisés pour traiter la surface de la pièce. L'effet du traitement est directement lié à la compétence, au soin et à la méthode d'évaluation de l'opérateur. Lorsque le traitement n'est pas bien fait, des défauts liés à la lime sont susceptibles de se produire, tels qu'un limage incomplet, un limage excessif et un limage inégal.
② Défauts dans les matériaux en or :
Ces défauts se réfèrent à la mauvaise qualité du métal, qui n'est pas générée pendant la phase de forgeage sous pression, mais provoquée par des processus antérieurs, par exemple : Un retrait évident est observé sur la surface du bijou forgé après l'élimination de l'eau ; Après la finition du bijou, des trous de sable sont exposés dans une certaine zone ; Une bavure résiduelle subsiste après la finition de la pièce de bijouterie ; Des fissures sont apparues pendant la finition du bijou.
③ Défauts de soudure :
Lors du modelage des bijoux, le soudage est souvent utilisé pour assembler des composants, réparer des défauts, etc. Les principales méthodes de soudage utilisées sont le soudage au laser et le brasage à la flamme. Une mauvaise opération de soudage peut facilement entraîner des trous de sable, une pénétration incomplète, un soudage faible et d'autres défauts.
(2) Défauts des différents types de finition des bijoux
Outre les problèmes de moisissure courants, des défauts de moisissure spécifiques à certaines catégories se produisent souvent pour différents types de bijoux.
① Défauts de finition des bracelets et des colliers :
Pour les ébauches de bracelets et de colliers, la forme de l'ébauche doit être corrigée pour répondre aux exigences de la conception, puis les maillons de la chaîne sont connectés et, grâce à des processus tels que le filing, le flambage, le soudage, le maintien et la sauvegarde, ils sont combinés pour former un bijou parfait. Il faut que les maillons de la chaîne soient bien ajustés, que la combinaison soit souple, que les distances soient uniformes, que l'équilibre général de la chaîne soit maintenu et qu'il n'y ait pas de sections inégales. Les finitions des bracelets et des colliers présentent souvent les défauts suivants : la taille des anneaux de fixation n'est pas cohérente ; les lignes de fixation entre les maillons de la chaîne sont trop longues ; l'étanchéité entre les différents maillons de la chaîne n'est pas uniforme ; la position de soudage est faible ; l'utilisation du soudage (soudage virtuel, soudage manquant et incapacité de la soudure à pénétrer à l'endroit du soudage) ; la mort par soudage ; l'anneau n'a pas été soudé correctement ; le bas de la douille du maillon est déformé ; la longueur de la chaîne n'est pas conforme aux exigences ; la tolérance de l'assemblage du levier de canard est médiocre.
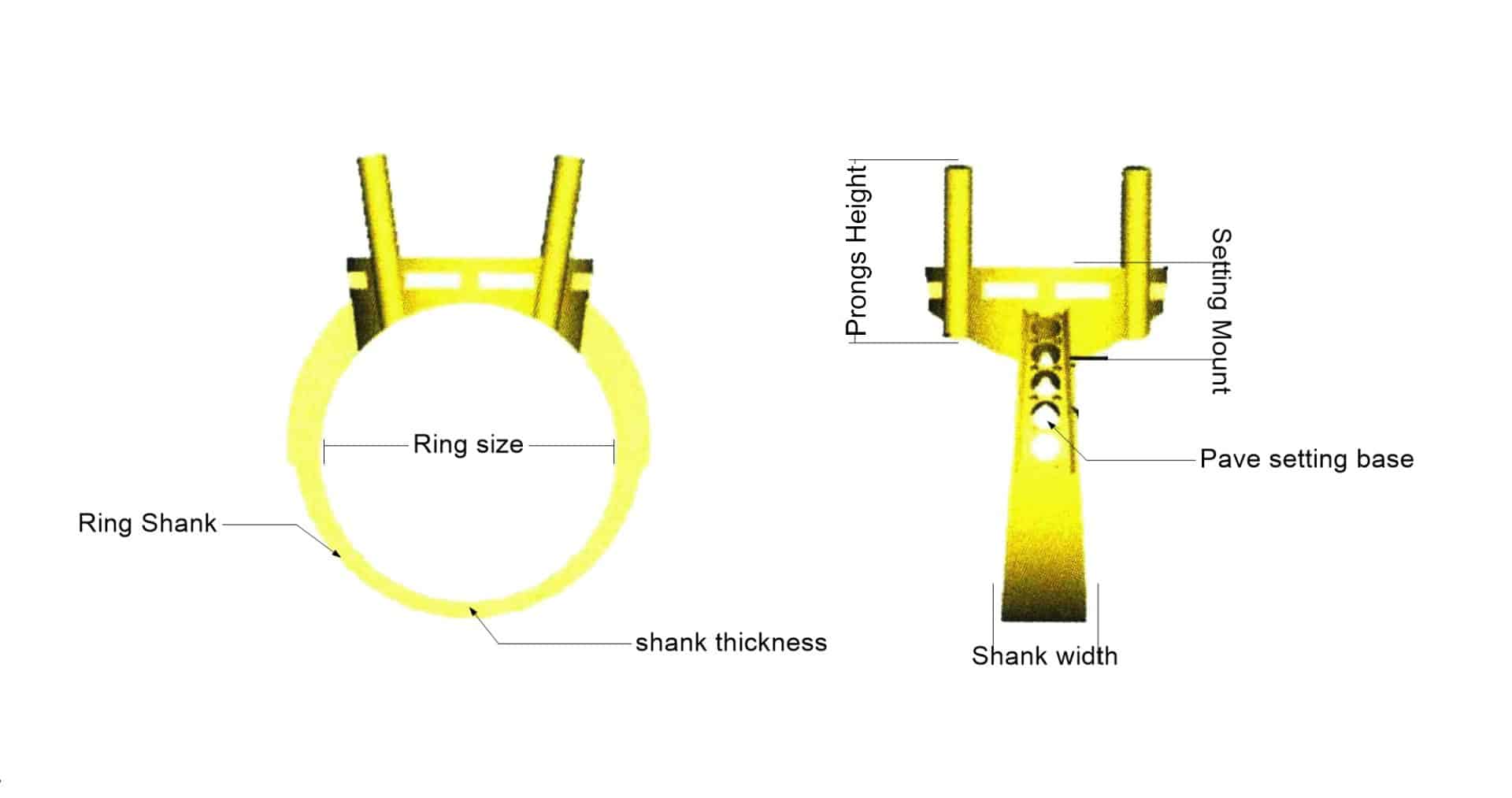
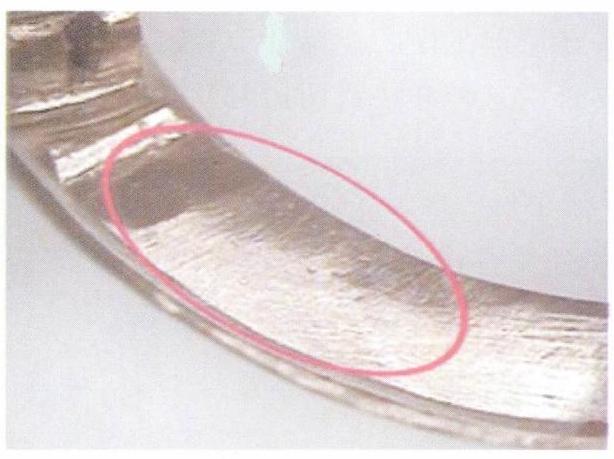
② Défauts de tenue de l'anneau :
Le maintien de la bague passe généralement par des processus tels que le limage de la bouche d'eau, le façonnage, l'assemblage de composants, le soudage, l'eau bouillante, le limage, l'économie de papier de verre et la machine à passer les fuites. Au cours de ces opérations, outre les problèmes de maintien génériques courants, des problèmes de maintien spécifiques à la catégorie des bagues se produisent souvent, tels que le refus de suivre les règles ; l'anneau intérieur de la bague n'est pas arrondi ; l'épaulement de la bague est trop fin ; la taille de la bague ne correspond pas ; le fond de la base du réseau de la bague est déformé ; déformation du trou du fond du réseau de la bague ; déformation de la griffe de la bague ; côté de la bague pour homme sans angle ; cheshuikou a blessé la bague ; la tête de la fleur de la bague n'est pas alignée.
③ Porte-boucles d'oreilles défectueux :
Le porte-boucles d'oreilles doit passer par des processus tels que le limage de la bouche d'eau, la mise en forme, le bouclage du fil, la soudure, la conservation de l'eau, le limage, l'économie de papier de verre et l'étanchéité de la machine. Au cours de ce processus, les défauts les plus courants des porte-boucles d'oreilles sont les suivants : la position de la boucle d'oreille est trop serrée et la tige de l'oreille ne peut pas correspondre au trou de l'aiguille ; l'aiguille de l'oreille est trop longue ; l'aiguille de l'oreille est brûlée ; les boucles d'oreilles ne correspondent pas ; l'ouverture de la boucle d'oreille est déformée ; la pince de l'oreille est trop serrée et le mouvement n'est pas régulier ; la tige de l'oreille n'est pas droite ; la ligne du bouton du rabat de l'oreille est trop longue.
④ Défauts dans la modélisation des pendants :
Le pendentif est un pendentif utilisé avec une chaîne. Le processus de modélisation comprend le limage de la bouche d'eau, la vérification de la forme, la soudure de l'oreille de la graine de melon, le limage, la conservation du papier de verre et l'évacuation de l'eau. Outre les défauts courants de modélisation, les défauts courants de modélisation des pendentifs sont les suivants : l'anneau de suspension n'est pas rond ; l'anneau de suspension ne correspond pas aux oreilles des graines de melon ; le trou de l'oreille des graines de melon est trop petit pour passer à travers la chaîne ; le pendentif n'est pas accroché correctement ; la position du coin du pendentif a été limée ; la perforation du dos du pendentif ; la taille des trous décoratifs sur le pendentif n'est pas uniforme ; le goujon du pendentif est incomplet.
⑤ Défauts du modèle de tenue du gong à main :
Par exemple, le bord de la boîte du levier de canard s'effondre ; le levier de canard n'est pas assez serré ; le positionnement du levier de canard est trop serré, ce qui entraîne la rupture de la tête de la finition ; le bracelet est comparé au tube soudé à la mort ; le bracelet est comparé à la position du tube détaché ; le caractère "8" du bracelet est trop lâche ; le cercle intérieur du bracelet n'est pas rond ; le modelage du bracelet doit être lisse et ne pas présenter de changements d'épaisseur brusques ; afin de réduire le poids de l'or et de mettre en valeur l'effet des pierres précieuses, un trou inférieur est parfois ouvert dans le bracelet, ce qui exige que sa forme soit arrondie. En cas de problèmes tels que des déformations et des bords irréguliers, il convient de les ajuster à la forme requise par le modelage.

Section V Inspection de la qualité des incrustations et analyse des défauts courants
La partie la plus éblouissante des bijoux incrustés est constituée par les pierres précieuses de formes et de couleurs variées qui y sont incrustées. La qualité du processus d'incrustation influe directement sur l'apparence et la qualité du bijou. Cependant, l'incrustation est principalement réalisée manuellement et la qualité de l'incrustation est étroitement liée à l'attitude au travail, au niveau de compétence et à la maîtrise de l'opérateur. Il est donc nécessaire de renforcer l'inspection de la qualité de l'incrustation au cours du processus de production.
1. Contenu du contrôle de qualité des incrustations et exigences de qualité
(1) Enlay quality inspection content
L'inspection et le contrôle de la qualité des incrustations portent principalement sur la qualité des pierres précieuses et des incrustations. L'inspection de la qualité des pierres précieuses dans la fabrication de bijoux consiste à vérifier le poids, la couleur, la clarté et les défauts des pierres avant leur sertissage, à l'aide d'outils tels que des loupes et des balances électroniques, afin de s'assurer qu'elles correspondent aux spécifications de la commande, tandis que l'inspection du travail d'incrustation se concentre sur la qualité du sertissage et l'intégrité des pierres précieuses, à l'aide d'outils tels que des loupes et des aiguilles d'acier.
(2) Exigences de qualité pour l'incrustation
Les méthodes d'incrustation courantes comprennent principalement l'incrustation à la broche, l'incrustation à la griffe, le sertissage du chaton, l'incrustation de la fosse, l'incrustation du bord volant, le sertissage à la broche, l'incrustation par forçage, l'incrustation sans bord, etc. Selon les types de sertissage des pierres précieuses, on distingue l'incrustation à la cire et l'incrustation à l'or. Chaque méthode d'incrustation a ses propres caractéristiques, mais de nombreux problèmes de qualité sont communs, généralement divisés en problèmes de pierres précieuses et problèmes de sertissage, exigeant des pierres précieuses intactes, un sertissage ferme, pas de pierres détachées, de pierres obliques, de pierres hautes et basses, de pierres tordues, de pierres tordues, etc.
Les exigences de qualité pour les différentes méthodes d'incrustation comprennent des griffes symétriques pour l'incrustation de griffes, une profondeur de puits constante pour l'incrustation de puits, des bords dorés uniformes pour l'incrustation de forçage, des têtes de broches rondes et symétriques pour les sertissages de broches, et des positions de broches uniformes pour les sertissages de bords volants, le tout garantissant un ajustement et un aspect corrects des pierres précieuses.
2. Problèmes courants liés aux incrustations
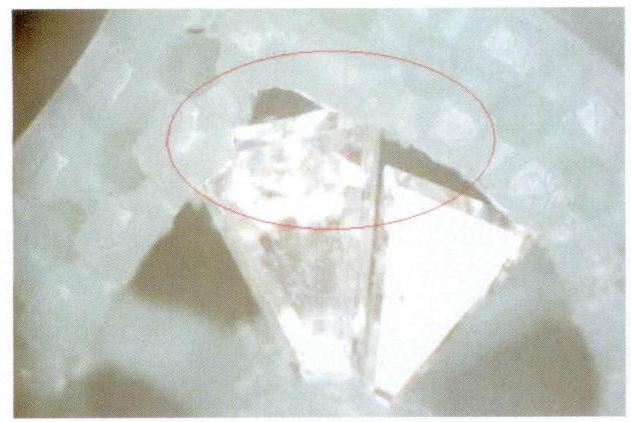
(1) Problèmes liés à la texture des pierres précieuses :
Au cours de la production de bijoux incrustés, divers problèmes liés à la texture des pierres précieuses sont souvent rencontrés, notamment en ce qui concerne le matériau des pierres précieuses, leur qualité, leur taille, leur couleur, leur quantité, etc.
- Les pierres à sertir ne correspondent pas aux exigences matérielles de la commande : Cristaux naturels mélangés à du zircon artificiel ; des diamants ont été échangés au cours du processus de sertissage.
- La question de la qualité des pierres précieuses : Les pierres précieuses sont généralement classées en fonction de leur couleur, de leur clarté, de leur taille ou de leurs caractéristiques de traitement, de la taille d'un seul cristal ou de la taille des blocs de jade, etc. Les normes de classement pour les différents types de pierres précieuses ne sont pas les mêmes, et différentes organisations internationales ou grandes entreprises peuvent ne pas avoir les mêmes normes de classement pour le même type de pierre précieuse. Pour les diamants, le GIA (Gemological Institute of America) est à l'origine des normes de classement des diamants actuellement reconnues dans l'industrie, notamment la couleur, la clarté, la taille et le poids en carats, connues sous le nom de "normes".

(2) Questions relatives à la concordance des pierres :
L'assortiment des pierres est un lien important pour garantir la qualité du sertissage et l'efficacité de la production. Voici quelques problèmes courants liés à l'assortiment des pierres :
- La forme du diamant ne correspond pas à la monture : L'une des exigences fondamentales du sertissage des pierres précieuses est de faire correspondre la forme, c'est-à-dire que la forme de la pierre précieuse doit fondamentalement correspondre à la taille et à la forme du sertissage, ce à quoi il convient de prêter attention dès le début du sertissage, ce qui signifie que lors du sertissage des pierres, la taille du diamant doit être raisonnablement choisie et, si nécessaire, le diamant doit être taillé et poli afin de mieux s'adapter au sertissage.
- Angle de sertissage incorrect lors du sertissage de la pierre : Lors du sertissage des pierres, il est nécessaire de tenir compte de l'effet global plutôt que de la seule disposition des pierres individuelles.
- Le diamant est trop long : Il est donc facile d'endommager le diamant lors du sertissage de la pierre en forme de griffe de tigre.
- Le diamant est trop court, ce qui entraîne des écarts évidents entre l'or et les pierres, affectant la stabilité et l'apparence des diamants.
- Les couleurs des pierres précieuses sont très contrastées : Lors de l'assortiment des pierres, il est nécessaire de sélectionner des pierres de couleurs similaires dans les matériaux.
(3) Questions de réglage :
Les questions de sertissage concernent à la fois l'effet de sertissage des pierres précieuses et l'effet de manipulation des griffes métalliques (arêtes). Le sertissage est l'un des indicateurs importants pour mesurer la qualité d'un produit incrusté. Les différentes méthodes de sertissage rencontrent des problèmes communs, ainsi que des problèmes spécifiques à la méthode de sertissage.
① Problèmes courants liés à la pose de pavés :
Le sertissage pavé n'est généralement pas utilisé pour le sertissage des pierres principales, mais pour le sertissage de pierres latérales plus petites (diamètre inférieur à ) ou de grappes de petits diamants. Il exploite pleinement la bonne ductilité des métaux précieux, utilise des outils spéciaux pour creuser de petites dents métalliques, attrape la ceinture de la pierre précieuse et sécurise ainsi la pierre précieuse. Le sertissage pavé est largement utilisé pour sertir de petites pierres précieuses granuleuses et peut être divisé en sertissage à deux griffes, sertissage à trois griffes, sertissage à quatre griffes et sertissage à griffes étroites en fonction du nombre de griffes.
Pour contrôler la qualité du travail de sertissage pave, il convient d'examiner des aspects tels que la planéité, l'état de la fixation, l'intégrité et le traitement de la tête de l'arête de la pierre précieuse. La pierre sertie ne doit pas présenter de phénomènes tels que des pierres inclinées, des pierres inégales, des pierres usées, des pierres détachées ou des pierres pourries ; la position de l'or léger autour de la pierre et le bord de l'or ne doivent pas être rayés ; la tête de la broche doit être ronde, non aplatie, et aucun éclat d'or ne doit apparaître sur le bord de la broche ; la broche ne doit être ni trop longue, ni trop courte, etc.
② Problèmes courants de réglage des griffes :
Le sertissage à griffes est représentatif de l'artisanat traditionnel. Il maintient fermement la pierre précieuse à l'aide de longues griffes métalliques (colonnes), un minimum de métal recouvrant la pierre précieuse, ce qui permet à une grande quantité de lumière de pénétrer dans toutes les directions, révélant l'éclat éblouissant de la pierre, la faisant paraître plus grande et plus étincelante. Le sertissage à griffes convient aux pierres précieuses de différentes tailles, même les pierres principales de grande taille peuvent être solidement fixées, devenant ainsi une technique d'incrustation de bijoux en diamant à grain unique très répandue sur le marché. Les griffes de sertissage se présentent sous différentes formes : griffes rondes, griffes carrées, griffes triangulaires, griffes à doigt, griffes en huit, griffes à six, griffes à quatre, griffes à trois, griffes à deux, griffes simples et griffes communes.
Un bon sertisseur doit s'assurer que les griffes sont fermement attachées aux pierres précieuses ; les pierres précieuses doivent être plates, sans phénomènes tels que pierres inclinées, pierres hautes et basses, pierres détachées, pierres pourries ou pierres usagées ; la longueur des griffes doit être cohérente et symétrique, et non croche ; les têtes des griffes doivent être régulières, et non pas pincées à l'arrière de la griffe ; la position de préhension des griffes doit être cohérente en termes de profondeur, de faible profondeur, de hauteur et de faible hauteur.
(4) Problèmes de paramétrage courants dans le paramétrage des canaux :
Le sertissage en canal, également connu sous le nom de sertissage forcé ou de sertissage par serrage, est une méthode de sertissage dans laquelle une rainure est creusée sur le côté du sertissage, la pierre précieuse est placée dans la rainure et fermement pressée. Cette méthode est couramment utilisée pour sertir des pierres secondaires dans la joaillerie haut de gamme. En outre, certains diamants carrés et trapézoïdaux sont sertis en canal, ce qui permet d'obtenir un meilleur effet visuel.
Les méthodes courantes de sertissage en canal comprennent le sertissage à la broche et le sertissage en canal. Le sertissage à l'étrier utilise la tension du métal pour fixer la taille ou la taille et la pointe inférieure de la pierre précieuse, exposant ainsi une plus grande partie de la pierre précieuse pour mettre en valeur son éclat. Le sertissage en canal consiste à graver des rainures sur la monture en métal précieux, puis à placer la pierre précieuse dans la rainure. Dans cette méthode, les pierres sont serties l'une après l'autre en une ligne continue à l'intérieur du canal métallique, utilisant le métal des deux côtés pour soutenir les pierres, créant ainsi un aspect plus lisse sur la surface du bijou. Le sertissage en canal convient aux pierres précieuses rondes et brillantes de même diamètre ainsi qu'aux pierres précieuses de taille trapézoïdale variable.
Le sertissage des pierres précieuses doit être plat, d'une hauteur et d'une densité homogènes, sans pierres détachées, ni pierres oscillantes, ni pierres pourries, ni pierres inclinées ; l'espacement des pierres précieuses doit être raisonnablement contrôlé en fonction de la forme, de la quantité et de la longueur de la position du sertissage ; le bord de l'or doit être étroitement lié au bord de la pierre précieuse ; après le sertissage des pierres précieuses, la surface de l'or ne doit pas présenter de déformation ni d'irrégularité, etc.
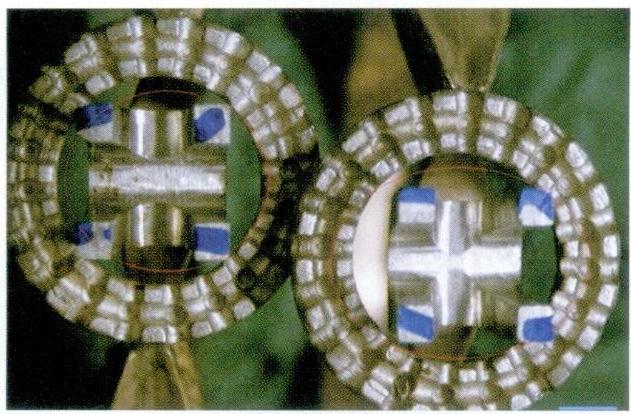
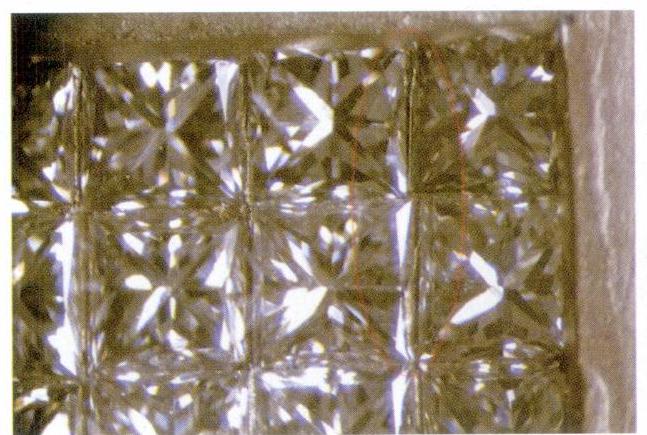
(5) Problèmes liés au cadre invisible :
Le sertissage invisible est un nouveau type de méthode de sertissage des pierres précieuses, qui est très apprécié sur le marché en raison de son effet attractif sur l'apparence des pierres précieuses. Le principe de base est le suivant : lors du sertissage de plusieurs rangées de pierres précieuses, des rainures peu profondes sont ouvertes sur la face inférieure des pierres précieuses, transférant le métal fixant les pierres précieuses de la surface de la pierre à la rainure inférieure, et utilisant une force externe pour forcer le métal dans la rainure afin de fixer les pierres précieuses. Par conséquent, seul le métal extérieur de la pierre précieuse est visible, et aucun métal n'est visible entre les pierres précieuses, ce qui est communément appelé "voir la pierre mais pas le métal". La technologie du sertissage invisible rompt avec la technique de sertissage traditionnelle en permettant aux diamants de ne pas avoir d'obstruction métallique au-dessus de la taille, assurant ainsi la meilleure pénétration de la lumière au niveau de la couronne et de la taille, faisant briller plus parfaitement la couleur feu de la pierre, garantissant ainsi que le diamant présente l'effet optique le plus parfait et améliorant encore l'apparence de l'ensemble du bijou. En particulier pour les diamants sertis en grappe, comme il n'y a pas de griffes ou de bords métalliques autour des diamants, la jonction et la transition de couleur entre les diamants sont plus parfaites et plus naturelles, créant des motifs plus élégants. Sans l'obstruction traditionnelle des griffes métalliques, la lumière peut se propager plus largement entre les diamants, ce qui rend les diamants plus brillants et éblouissants.
Les exigences de l'art du sertissage invisible sont les suivantes : les pierres précieuses doivent être plates, serrées et d'une hauteur constante, sans espace visible pour la barre transversale, et aucune pierre détachée, pourrie, mal utilisée ou inclinée ne doit apparaître. Les pierres doivent être alignées les unes avec les autres et la position des croix doit être correcte. Cependant, le sertissage invisible est une méthode de sertissage manuelle très exigeante, sujette à des problèmes de sertissage.
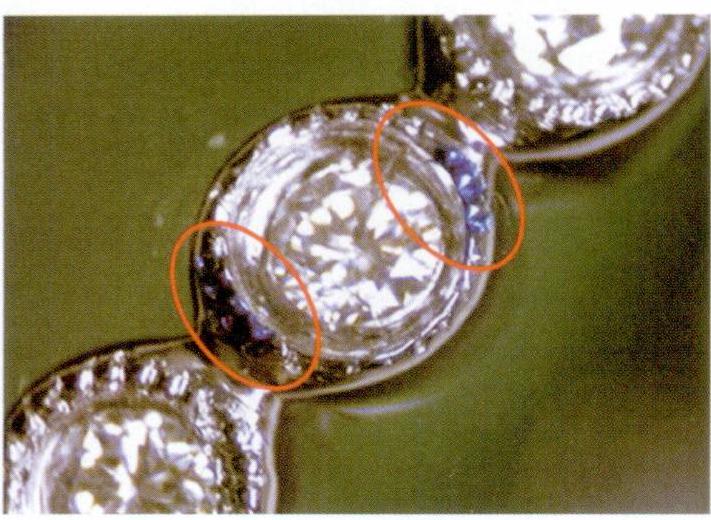
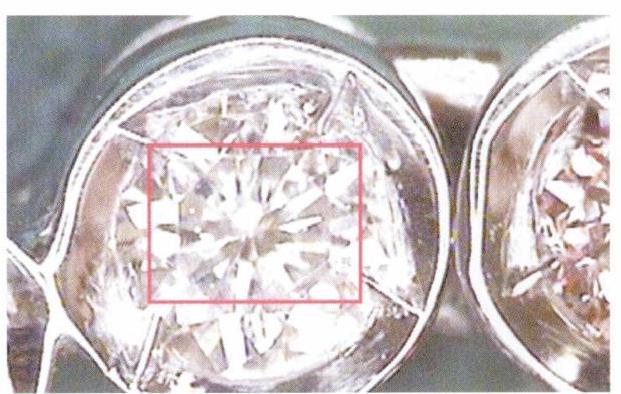
(6) Problèmes courants de réglage de la lunette :
Le sertissage est une méthode de sertissage serré de pierres précieuses entourées de métal. Il existe deux types de sertissage : le sertissage avec bord et le sertissage sans bord. L'incrustation en chaton bordé présente un bord métallique enveloppant la pierre précieuse, techniquement appelé "bol de pierre", qui est un sertissage de pierres précieuses courant ; le sertissage en chaton non bordé enveloppe la pierre précieuse avec du métal sans bord circulaire, principalement utilisé pour l'incrustation de petites pierres précieuses granuleuses ou de pierres d'accompagnement. En outre, en fonction de la taille du bord métallique entourant la pierre précieuse, on peut distinguer le sertissage à lunette complète, le sertissage à demi lunette et le sertissage à dents, parmi lesquels le sertissage à dents est une méthode de sertissage des pierres précieuses en cabochon, enveloppant uniquement le coin supérieur de la pierre précieuse, également connu sous le nom de "sertissage à coins".
Le sertissage en lunette permet de fixer solidement les pierres précieuses et convient à l'incrustation de pierres précieuses à gros grains, de prix élevés et de couleurs vives, telles que les gros diamants, les facettes ou les faces de bague en jadéite en forme de selle ; mais en raison de l'enveloppe métallique, la lumière passant à travers la pierre précieuse est relativement moindre et la surface visible de la pierre précieuse est également réduite par rapport à la pierre d'origine. Par conséquent, cette technique ne convient pas aux pierres précieuses transparentes, à celles qui souhaitent faire ressortir leur couleur et à l'incrustation de pierres précieuses à petits grains.
Le sertissage du chaton est un travail d'incrustation d'une certaine difficulté, qui exige que les pierres précieuses soient plates après l'incrustation, au centre du sertissage, sans pierres inclinées, sans pierres détachées, sans pierres pourries, sans pierres hautes et basses, etc. La pièce ne doit pas se déformer après le pressage, le bord de l'or doit être lisse, la surface de l'or doit conserver une certaine épaisseur, ni trop épaisse ni trop fine.
(7) Problèmes de réglage courants pour les incrustations d'ouverture :
L'incrustation gitane, également connue sous le nom d'incrustation par frottement, est similaire au sertissage d'un chaton en termes de savoir-faire. La pierre précieuse est profondément enchâssée dans un bol circulaire en métal, et le bord est étroitement enveloppé et enchâssé dans une enveloppe métallique. Le bord de l'anneau métallique est en retrait à la périphérie de la pierre précieuse et ressemble à un halo sous la lumière, d'où le nom d'incrustation gitane. Selon la présence ou non d'un crochet métallique dans la coupe en pierre métallique, on distingue l'incrustation tzigane et l'incrustation tzigane à griffes. L'incrustation tzigane à griffes, également appelée incrustation à bord volant, incrustation à fil discontinu ou incrustation italienne, consiste à découper à la main plusieurs petites griffes métalliques sur le bord de l'anneau métallique afin de sertir la pierre précieuse. En raison de la présence de l'auréole métallique, l'incrustation tzigane donne visuellement l'impression que la pierre précieuse a augmenté de manière significative, et l'auréole circulaire a également un certain effet décoratif.
La qualité de l'incrustation gitane doit garantir que la pierre précieuse est plate et serrée, sans phénomène tel que des pierres pourries, obliques ou manquantes ; le bord du nid doit être plat, d'épaisseur uniforme et brillant, sans rayures ; la tête de la broche ne doit être ni trop longue ni trop courte, la direction de la broche doit être cohérente, les broches doivent être symétriques, de taille uniforme, et la tête de la broche doit s'ajuster parfaitement.
(8) Problèmes d'incrustation dans la coulée de cire incrustée :
L'incrustation à la cire est une méthode d'incrustation largement utilisée dans l'industrie de la bijouterie, en particulier pour la production de bijoux comportant un grand nombre de pierres précieuses incrustées. Le processus d'incrustation de cire est devenu un moyen important de réduire les coûts de production, d'améliorer l'efficacité de la production et d'accroître la compétitivité des produits. L'incrustation à la cire s'oppose à l'incrustation à l'or. Il s'agit d'incruster des pierres précieuses dans des modèles en cire avant de les couler. Après la préparation du moule en plâtre, le déparaffinage et la cuisson, les pierres précieuses sont fixées sur la paroi en plâtre de la cavité du moule. Lorsque le métal liquide est versé dans la cavité, les pierres précieuses sont enveloppées par le métal liquide et fermement fixées dans l'incrustation métallique après refroidissement et rétraction. La technologie de l'incrustation à la cire est basée sur le processus traditionnel de moulage à la cire perdue, mais elle présente ses propres spécificités et difficultés dans chaque processus de production. Tout en apportant de l'efficacité aux entreprises de traitement des bijoux, elle comporte également certains risques. Ce n'est qu'en comprenant parfaitement le processus d'incrustation de la cire et en l'appliquant rigoureusement que l'on peut garantir la stabilité de la qualité de l'incrustation de la cire et tirer pleinement parti des avantages de la technologie de l'incrustation de la cire.
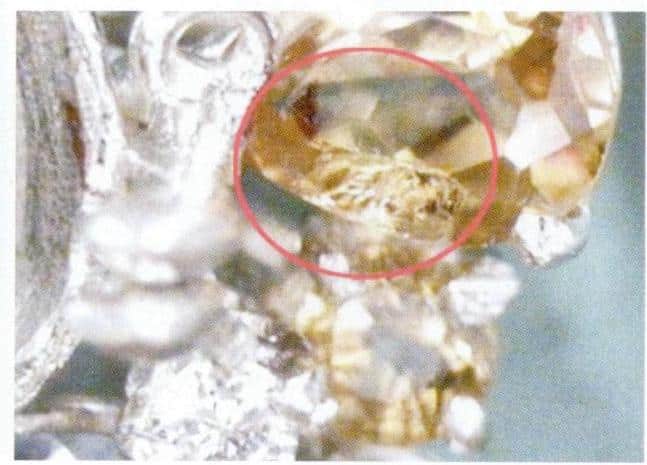
La technologie de coulage des incrustations en cire est une technologie globale qui intègre les connaissances en matière de technologie de coulage, de gemmologie, de métallurgie, de technologie de fabrication de bijoux, d'esthétique et d'autres aspects. Elle s'appuie sur un large éventail de connaissances et de nombreux facteurs d'influence. Toute modification des facteurs peut affecter l'effet de coulée de l'incrustation de cire, entraînant des problèmes de qualité dans le produit final, voire la mise au rebut. Par conséquent, si ce processus n'est pas contrôlé efficacement, le coût du moulage d'incrustations en cire peut être plus élevé que celui du moulage conventionnel de bijoux.
Les problèmes les plus courants dans l'incrustation à la cire sont les suivants : pierres troubles, pierres pourries, taches noires, pierres décollées, pierres inégales ou mal alignées, et surfaces de pierres recouvertes d'or.

Section VI Inspection de la qualité de la production de galvanoplastie et analyse des défauts
Plus de détails ici : https://sobling.jewelry/how-to-inspect-quality-of-finished-products/
Les entreprises de production de bijoux ont des structures organisationnelles différentes, la plupart d'entre elles intégrant le polissage des bijoux, la galvanoplastie ou d'autres processus de traitement de surface après le moulage et le sertissage dans le département de galvanoplastie. La galvanoplastie fait partie du processus des produits semi-finis et constitue le processus final pour que les produits deviennent des produits finis. L'inspection des marchandises couvre donc à la fois les produits semi-finis et les produits finis, avec des exigences d'inspection plus élevées. Dans la production de bijoux, bien que chaque lot de marchandises ait été inspecté et approuvé par des inspecteurs de différents départements avant d'arriver au département de galvanoplastie, les inspections ne sont souvent effectuées que partiellement au niveau d'un processus particulier, ce qui conduit à des inspections incomplètes et à des omissions. Par conséquent, les entreprises de production de bijoux devraient être confrontées à des perturbations et accumuler des produits retravaillés dans le département de galvanoplastie.
1. Inspection de la qualité de la galvanoplastie Contenu et méthodes
En fonction des exigences de décoration de la surface des produits, le processus de production du département de galvanoplastie peut être divisé en plusieurs types :
Le premier type est celui des produits à surface polie qui ne nécessitent qu'un polissage, le processus étant le suivant : broyage - nettoyage - produit fini.
Le deuxième type est celui des produits nécessitant une galvanisation unicolore, dont le processus est le suivant : broyage - nettoyage - galvanisation - produit fini.
Le troisième type concerne les produits nécessitant une galvanisation, un sablage de surface, etc., le processus général étant le suivant : broyage - nettoyage - application d'un papier de protection - sablage - dégraissage - gravure - galvanisation - produit fini.
Après l'enlèvement de la cire et le nettoyage, un contrôle de qualité du polissage est mis en place, généralement pour un contrôle de qualité du produit semi-fini, et un contrôle de qualité du produit fini est mis en place après la galvanoplastie. En tant que processus final, l'inspecteur de la qualité de la galvanoplastie doit posséder des capacités d'inspection complètes, être familiarisé avec les processus de production des différents produits et les procédures de travail des départements, effectuer le travail d'inspection de manière réfléchie et responsable, inspecter rapidement les produits transférés du processus précédent et fournir rapidement des informations sur les problèmes constatés au personnel concerné ; inspecter strictement la qualité des produits finis conformément aux normes de produit de l'entreprise ou aux exigences des clients, contrôler strictement la qualité des produits et empêcher les produits non conformes de sortir de l'usine.
Le contenu et les méthodes d'inspection de la qualité pour la galvanoplastie sont les suivants :
① Comprendre les exigences du bon de travail de production.
Après avoir vérifié le nombre de marchandises reçues, le personnel du CQ doit lire la commande pour comprendre la situation générale du lot de marchandises, notamment la qualité des marchandises, les inscriptions gravées requises, la taille des marchandises (taille de la main), les données relatives à la pierre, la nécessité d'un meulage des bords ou d'un ponçage, l'éventuelle séparation des couleurs et l'effet désiré des marchandises. Le personnel chargé du contrôle qualité doit connaître les normes générales de qualité des produits et tenir compte des exigences de chaque client.
② Vérifier la qualité des pierres et de leur sertissage.
L'inspecteur de la qualité doit maîtriser les méthodes d'identification de base des pierres précieuses courantes, comparer les données relatives aux pierres et les exigences de sertissage de la commande, et inspecter soigneusement chaque pierre pour vérifier si la qualité, la taille, la coupe, la couleur, etc. sont conformes aux exigences de la commande. En fonction des caractéristiques et des exigences des différentes méthodes de sertissage, il vérifie soigneusement la qualité du sertissage pour voir s'il y a des problèmes tels que des pierres rayées, des pierres cassées, des pierres détachées, des pierres inclinées, des pierres inégales, des pierres tordues et des pierres inclinées, et si les griffes, les montures et les griffes sont polies jusqu'à ce qu'elles brillent d'un éclat éclatant.
③ Vérifier la taille et les caractéristiques des marchandises.
Si la commande spécifie la taille des marchandises, la taille réelle doit être mesurée lors de l'inspection pour vérifier si elle correspond aux exigences de la commande. Vérifier si l'inscription est manquante ou incorrecte, si la position est correcte et si l'inscription est claire.
④ Vérifier la fonctionnalité des biens.
Par exemple, lors de l'inspection des boucles d'oreilles, il convient de vérifier si les épingles à oreilles sont droites, la flexibilité, l'élasticité et l'étanchéité des clips d'oreilles ; la fonction du fermoir et de la charnière du bracelet, s'il se déplace en douceur lorsqu'il est porté ; si les espaces entre les deux côtés sont trop longs ; si la boucle de la chaîne est flexible ; en plus de l'élasticité et de la flexibilité de l'épingle du fermoir de la broche, il convient également de noter la direction de l'épingle (fixer de droite à gauche) ; la boucle du pendentif doit être flexible, et les boucles doivent être rondes.
⑤ Vérifier la qualité du métal.
Inspectez soigneusement les marchandises pour détecter tout problème lié au métal. Les problèmes de qualité du métal les plus courants sont le flétrissement du métal, les trous de sable, les fissures du métal, le manque de douceur, les résidus d'inclusion de métal et d'autres défauts. Lorsque ces problèmes existent, une reprise est nécessaire. Pour les produits de milgrain et de sablage, un meulage et un polissage minutieux doivent être effectués après la migraine et le sablage afin que les défauts de polissage incomplets puissent être ignorés avant le milgrain et le sablage. Il convient toutefois de s'assurer que les produits ne présentent aucun problème de réglage, de taille, de fonction de mouvement, de qualité du métal, etc. avant le grenaillage ou le sablage. Après le milgrain, il convient de vérifier si les bords du milgrain sont uniformes, s'il y a des pierres cassées ou des bords affaissés ; après le sablage, le sable doit être net et bien en place, sans dépasser les limites ni former de rides. Avant la galvanoplastie, vérifiez à nouveau qu'il n'y a pas de pierres détachées, de miettes de cire et de miettes de métal au fond des pierres ; avant et après la galvanoplastie, veillez à ce que les produits soient propres et bien rangés.
⑥ Inspecter la qualité générale des marchandises.
Selon les exigences de la commande ou les échantillons de référence, inspecter la qualité globale des marchandises. Vérifiez si les lignes, les angles et les niveaux des arêtes métalliques posent problème, en veillant à ce que les lignes soient lisses, les angles précis, les niveaux distincts, l'arrondi là où il devrait être rond et l'équerrage là où il devrait être carré. Les pierres précieuses doivent être fixées et positionnées correctement, et les trous des pierres doivent être transparents. La teneur en métal doit être conforme aux exigences, et la surface et les bords du métal doivent être lisses, sans déformation, sans trous de sable évidents, sans fissures de flétrissement et sans intercalaires propres. Il ne doit pas y avoir de surfaces positives et négatives dans la galvanoplastie, ni de gris-noir, de taches jaunes ou de brume dans le rhodiage.
Il convient de tenir compte des exigences spécifiques des différents types de produits. Par exemple, pour les articles de type bague, la taille de l'anneau et la tige de l'anneau doivent être cohérentes, et la taille de l'anneau doit être correctement ronde ; pour les articles de type boucle d'oreille, la longueur de la boucle d'oreille doit correspondre à la commande, les broches d'oreille doivent être droites, soudées à travers, les boucles doivent être asymétriques, et les clips d'oreille doivent être flexibles ; pour les articles de type pendentif, l'attache doit être adaptable, soudée à travers, et les boucles doivent être rondes ; pour les articles de type collier et bracelet, les maillons doivent être lisses, et les angles doivent être cohérents. Le métal de la chaîne étant relativement fin, il convient d'accorder une attention particulière à l'absence de signes de rupture dans les articulations mobiles. La soudure de la position connectée doit être complète et propre, sans marques de soudure visibles pour les produits de type bracelet. La fonction supérieure doit être souple et, lorsqu'il est fermé, le fermoir doit se toucher étroitement, sans espace.
➆ Méthodes de traitement des problèmes.
Une fois que l'inspecteur a identifié les défauts des produits, différentes techniques sont adoptées en fonction de la gravité des problèmes. En général, une équipe de réparation est mise en place dans le département de galvanoplastie. Outre les plateaux à base métallique présentant un flétrissement du métal, des fissures, un manque de douceur et des trous de sable, il existe également des problèmes tels qu'une taille d'anneau non ronde en raison d'un traitement incorrect, une tige d'anneau non lisse, des charnières trop lâches ou trop serrées, des fermoirs non souples ou flexibles, des gravures manquantes, des chaînes cassées, un polissage excessif, des tailles d'ardillon incohérentes, etc. Tous les problèmes doivent être résolus avant la galvanisation afin d'éviter de réparer ou de rectifier les articles après la galvanisation, ce qui pourrait les endommager considérablement.
2. Défauts courants de galvanoplastie Problèmes
(1) Défauts de galvanisation courants dans divers types de bijoux :
Ces défauts peuvent être rencontrés dans différents types de bijoux, couvrant principalement des aspects tels que la qualité du métal, la qualité du sertissage, la qualité de la galvanoplastie ou d'autres effets du traitement de surface.
① Bijoux Qualité du métal :
Le contenu ne répond pas aux exigences de la norme, le soudage devrait utiliser des matériaux ayant le même contenu que le corps ; le métal rose a tendance à se décolorer, les entreprises de production devraient faire des choix raisonnables et effectuer les tests nécessaires, elles peuvent également utiliser l'immersion dans la sueur artificielle et les tests électrochimiques pour déduire la capacité anti-décoloration de l'alliage ; Les trous de sable sont exposés après le polissage des produits, il faut réparer les trous de sable dans les bijoux en les nettoyant, en les soudant au laser et en les polissant, afin d'éviter les dommages causés par la chaleur aux pierres précieuses ; le produit présente un rétrécissement important après le polissage, il est nécessaire de renforcer le contrôle du processus de coulée et d'améliorer la qualité de la coulée pour de tels défauts ; Après le polissage, des scories métalliques apparaissent à la surface du métal ; les défauts ponctuels complexes dans les bijoux sont dus à des problèmes tels que la ségrégation du nickel, les réactions liées au silicium et les inclusions de matières étrangères, qu'il convient de prévenir par une fusion et une manipulation méticuleuses des matériaux ; des fissures sont apparues dans le métal rouge 18K ; pour résoudre ce problème, outre la sélection d'alliages mixtes appropriés, il est nécessaire, lors du travail à chaud des bijoux, de réduire la contrainte thermique totale et la contrainte structurelle au niveau le plus bas plutôt que d'adopter simplement une méthode de refroidissement lent pour réduire la contrainte thermique ; des fissures sont apparues sur le fond de la maille blanche 18K.
② Questions relatives à la forme des bijoux :
Les produits finis ne sont pas conformes à l'échantillon original ; déformation du produit ; le poteau de support inférieur n'a pas été enlevé ; trou inférieur anormal du produit ; le bord n'est pas lisse ; la taille du bord n'est pas lisse ; effondrement du bord métallique.
③ Questions relatives au polissage des bijoux :
Le travail de polissage est insuffisant parce que certaines parties du produit n'ont pas été entièrement polies et que l'état de surface original du processus précédent ou les traces de traitement doivent encore être conservés ; l'inscription du produit n'est pas claire ; perforation de la surface métallique ; surface métallique irrégulière ; polissage excessif ; rayures sur la surface polie ; mauvais effet de polissage électrolytique.
④ Questions relatives aux montages de bijoux :
La colle n'a pas été enlevée ; les pierres tombent pendant le polissage ; la surface des perles est rayée ; les pièces de joaillerie sont jetées avec une grande force pendant le polissage, ce qui provoque des fractures du diamant ; les pierres tombent pendant le nettoyage aux ultrasons ; la hauteur des pierres précieuses est inégale ; les pierres précieuses deviennent foncées ; la main raye beaucoup la broche ; la broche n'est pas ronde ; la tête de la broche n'est pas lisse ; la broche de la monture gitane est cassée ; le bord métallique de la monture à canaux est inégal.
⑤ Questions relatives au placage des bijoux :
L'élimination de la cire de polissage n'est pas propre ; l'élimination de l'huile doit être plus approfondie ; l'inspection de la couleur du revêtement n'est pas normalisée et le client a des objections quant aux résultats de l'inspection ; la couleur du placage au rhodium n'est pas assez brillante ; la couleur blanche de la pierre devient jaune après le placage ; la surface du bijou devient trouble après le placage ; le fond de la boucle d'oreille n'est pas plaqué et le diamant apparaît noir ; le fond du dos en cage est terne ; changement de couleur pendant l'élimination de l'huile électrolytique ; trous d'épingle et piqûres dans le revêtement.

(2) Défauts de différents types de bijoux en galvanoplastie
① Défauts de la galvanoplastie pendante :
Impossibilité d'attacher la bague et l'anneau de saut ; la bague est trop petite et la chaîne est complexe ; défaut dans la position de soudure de la bague ; l'anneau de saut n'est pas rond et le pendentif n'est pas aligné ; rétrécissement lâche sur la paroi intérieure de la bague ; bague et anneau de saut soudés ensemble, impossibilité de bouger.
② Défauts de la galvanoplastie des bagues de doigt :
Mauvaise position de l'inscription ; la tige de l'anneau est asymétrique ; le motif décoratif est déformé ; les parties incrustées sont de travers ; fissuration par corrosion sous contrainte de la tige de l'anneau de 14 KW ; la tige de l'anneau est trop fine ; la taille de l'anneau ne répond pas aux exigences.
③ Défauts dans la galvanisation des bracelets et des colliers :
Espace excessif et rupture de la chaîne ; espaces connectés non uniformes ; soudure incomplète ; rupture de la chaîne ; les spécifications de la chaîne ne correspondent pas ; le pendentif n'est pas centré ; la longueur de la chaîne n'est pas conforme aux exigences ; le cordon en cuir n'est pas solidement fixé et se détache du fermoir du cordon en cuir.
④ Défauts dans la galvanoplastie de l'oreille:
La position de la soudure de la boucle d'oreille est incorrecte ; Le bord de la boucle d'oreille n'est pas symétrique ; La face de la boucle d'oreille n'est pas symétrique ; L'anneau de saut est déformé et incomplet ; Le poteau de support de la boucle d'oreille est trop mince ; Le poteau de la boucle d'oreille présente des marques de ponçage ; La pression du dos de l'oreille est trop lâche ; La broche d'oreille est tordue et déformée ; La broche d'oreille est cassée ; Le pivot de la charnière de la boucle d'oreille tombe ; Il y a une fissure à la position de la soudure du pivot de la charnière de la boucle d'oreille ; Le bracelet n'est pas lisse ; Le bracelet est inégal et déformé ; Le fermoir d'ouverture du bracelet n'est pas flexible ; Le verrou de sécurité n'est pas serré ; La taille du bracelet ouvert n'est pas conforme aux exigences ; Le port du bracelet au niveau du fermoir provoque des éraflures à la main.