Incrustación con piedras preciosas
Figura 2-1 Incrustación con piedras preciosas
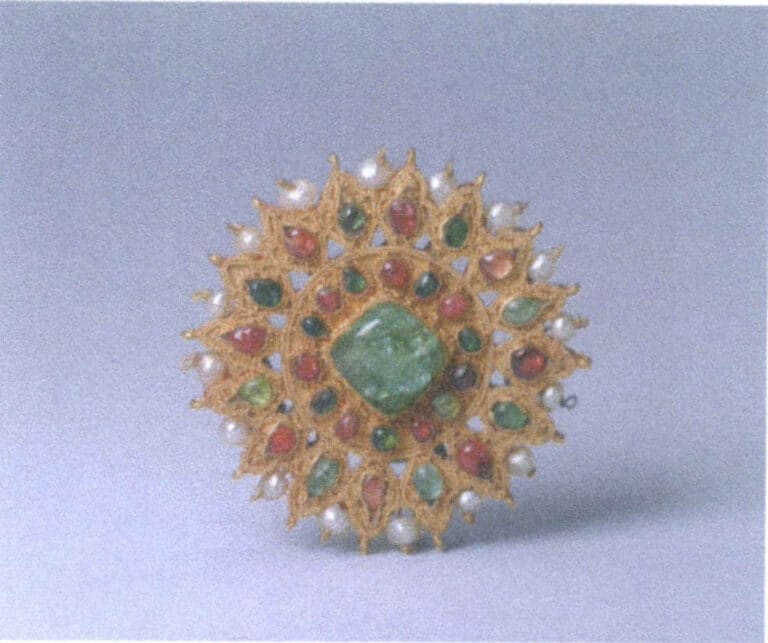
Figura 2-2 Engaste de filigrana
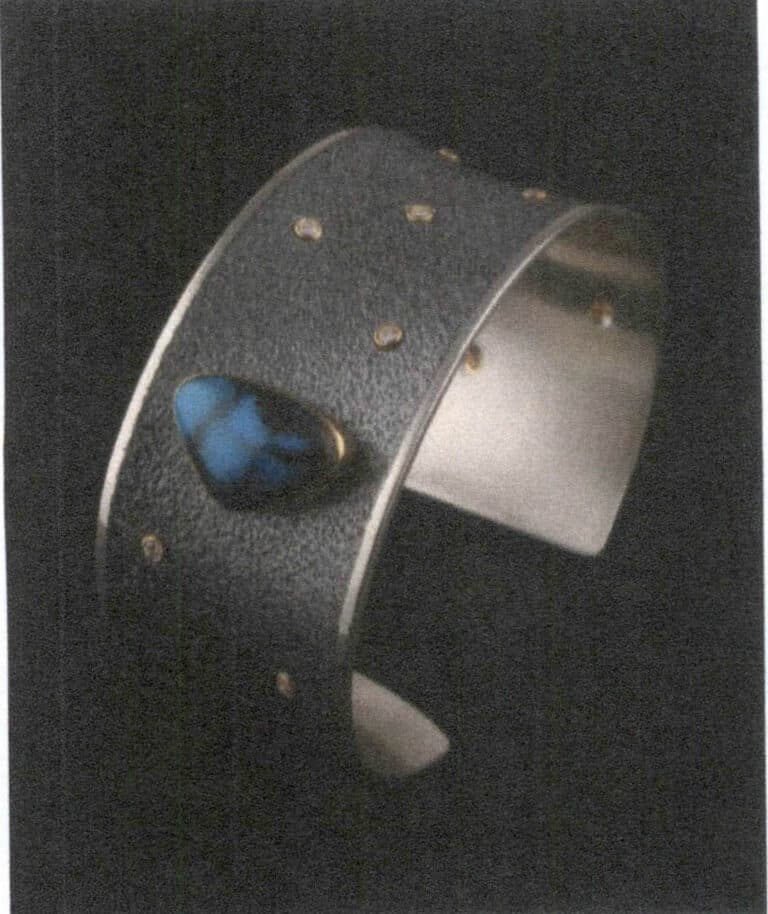
Figura 2-3 Pulsera engastada con cabujón irregular
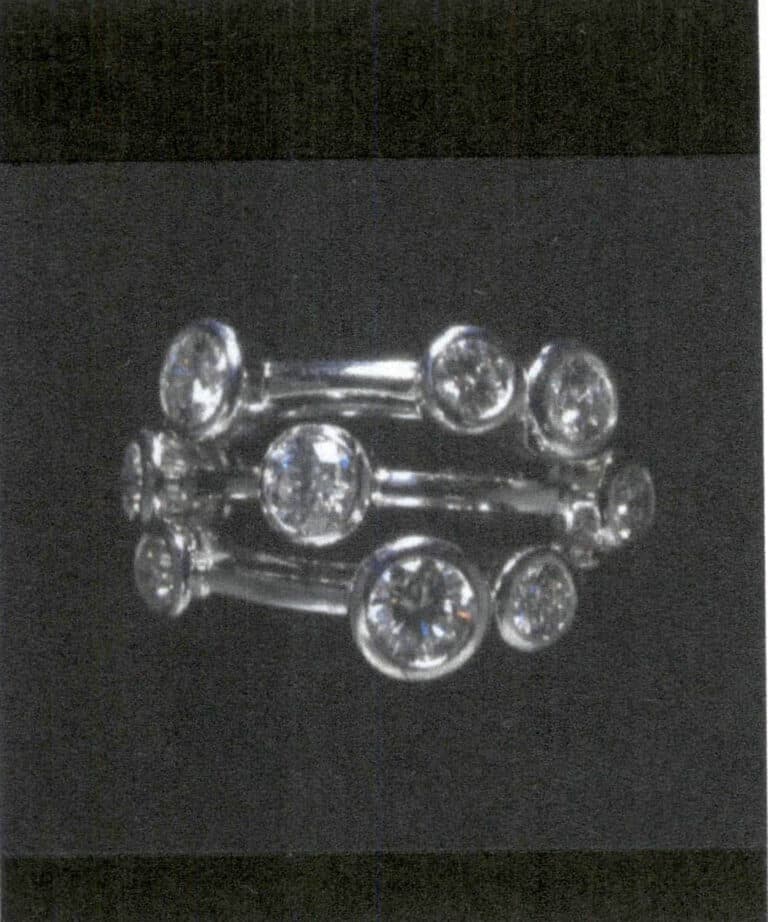
Figura 2-4 Anillo con engaste de múltiples piedras preciosas (Colección del Museo V&A)
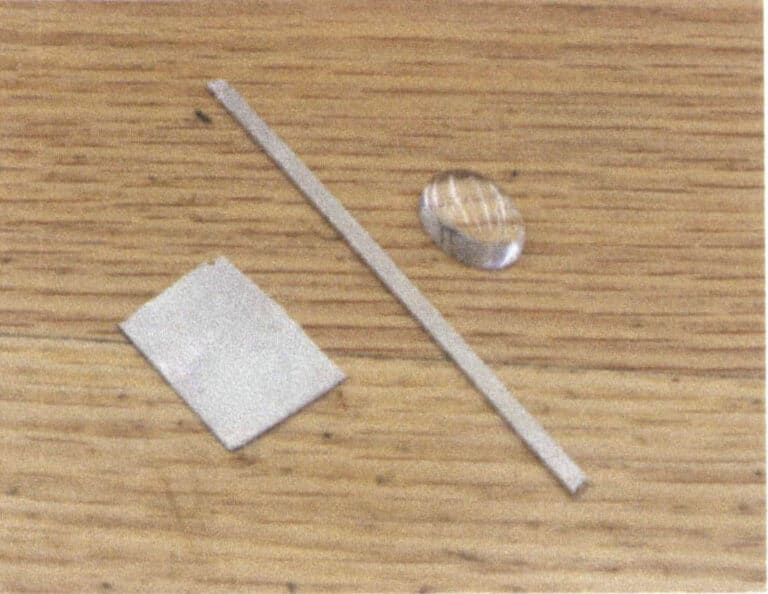
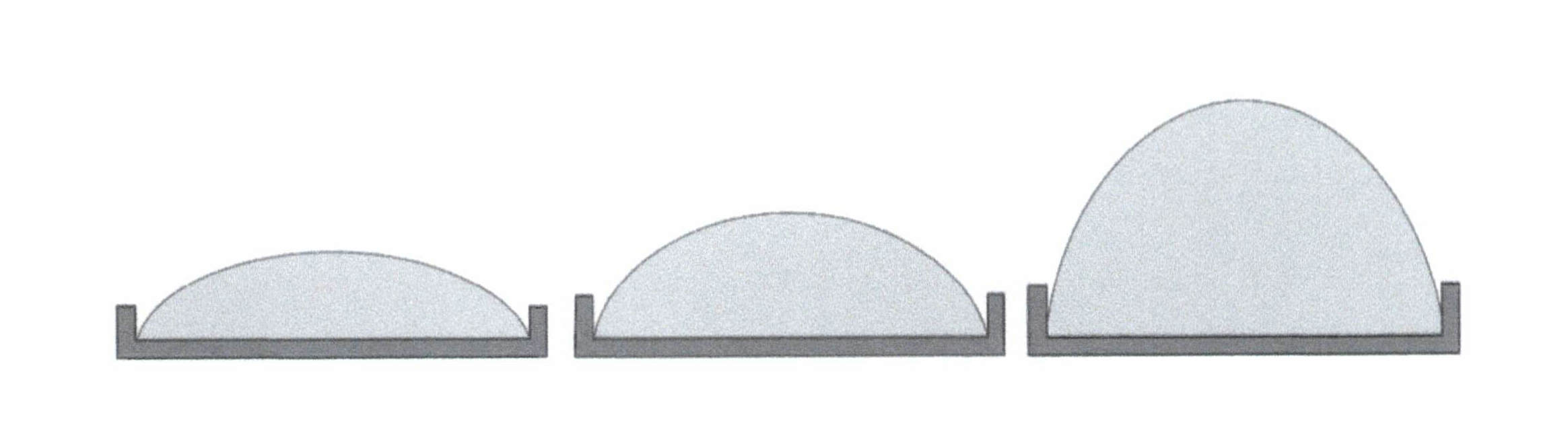
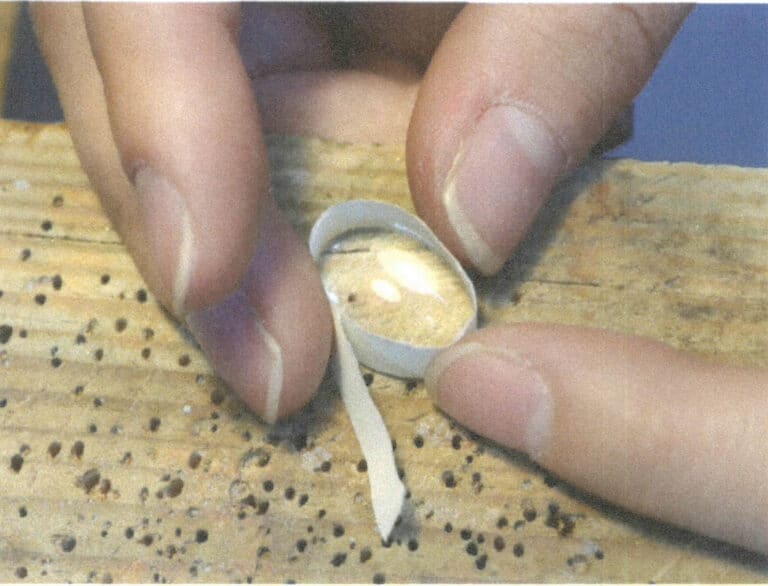
Figura 2-7 Medición de la circunferencia de la gema con una tira de papel

Figura 2-8 Determinación de la longitud del borde metálico
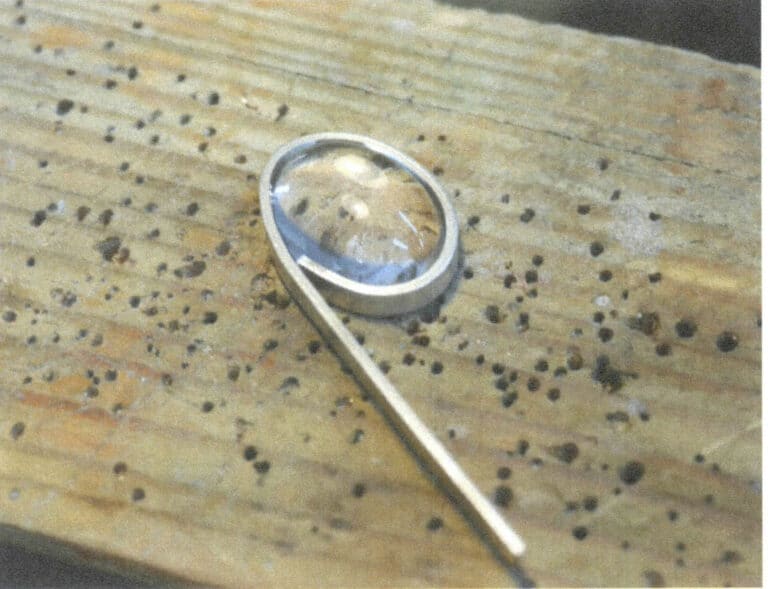
Figura 2-9 Doblar el borde metálico

Figura 2-10 Corte del borde metálico
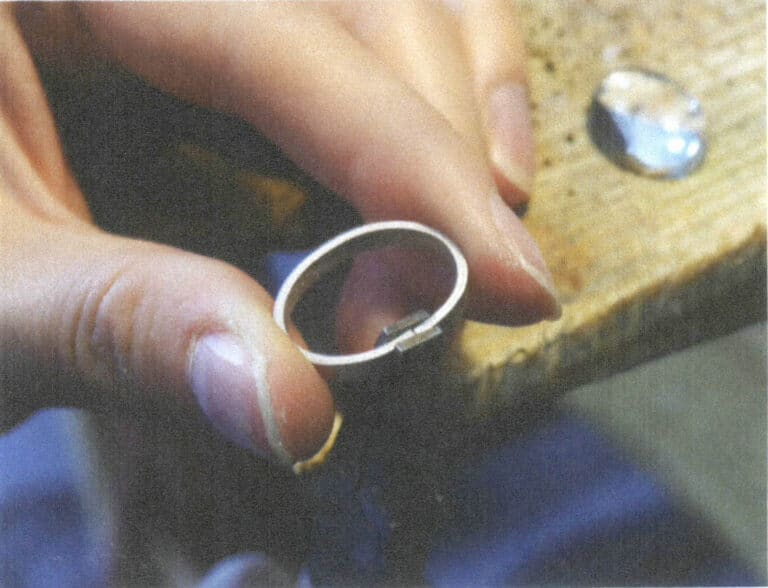
Figura 2-11 Apriete de la junta

Figura 2-12 Soldadura de la junta
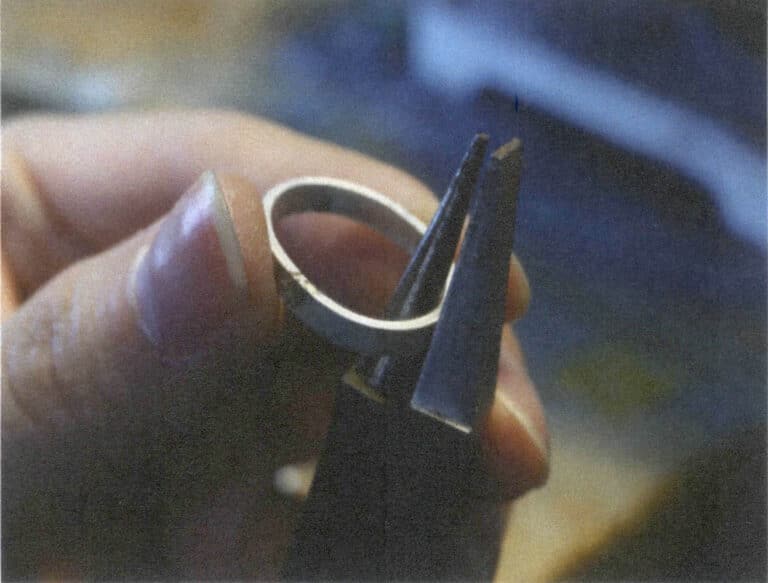
Figura 2-13 Ajuste de la forma del borde metálico

Figura 2-14 Prueba del montaje de ajuste

Figura 2-15 Base de soldadura

Figura 2-16 Corte con sierra de la superficie de la base metálica sobrante en el exterior

Figura 2-17 Esmerilado de los bordes
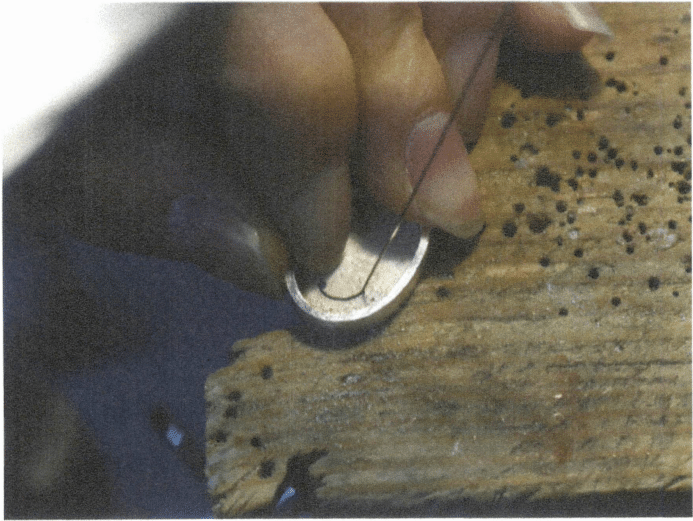
Figura 2-18 Base hueca

Figura 2-19 Recorte de bordes huecos

Figura 2-20 Tratamiento de la altura del borde metálico
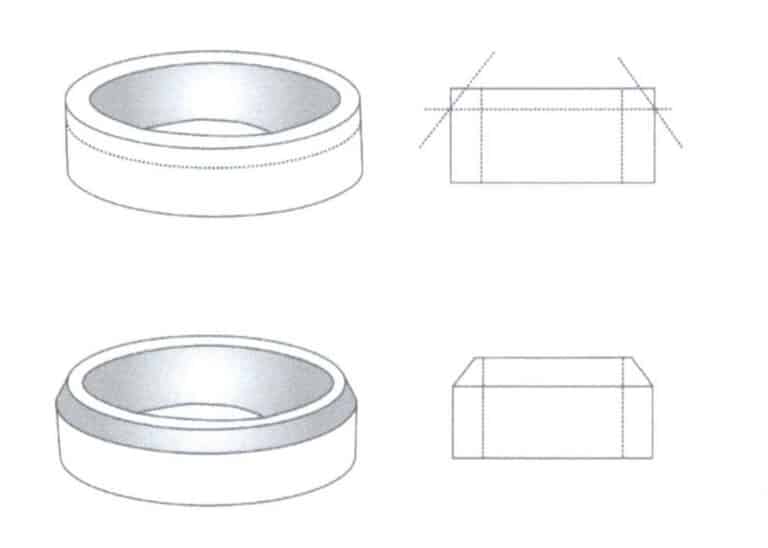
Figura 2-21 Método para manipular biseles más gruesos

Figura 2-22 Rectificado de la superficie inclinada del borde metálico

Figura 2-23 Soldadura de accesorios metálicos
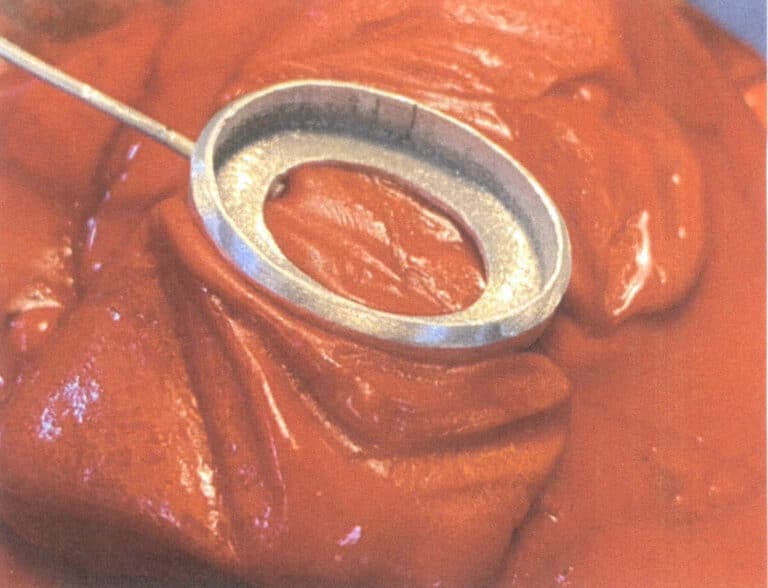
Figura 2-24 Fijación del metal
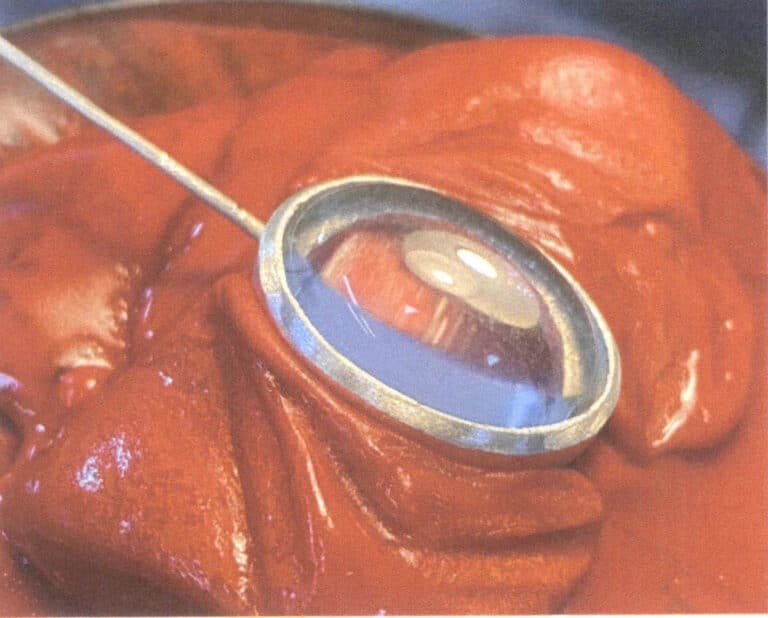
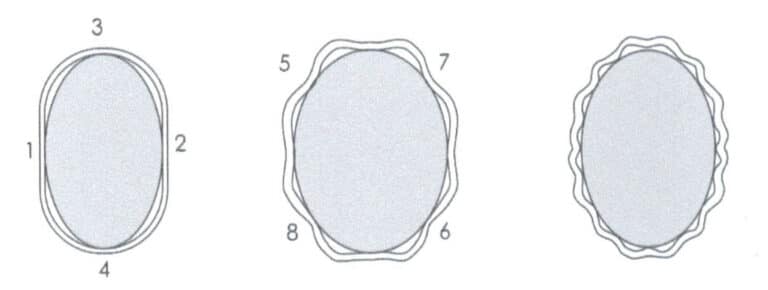
Figura 2-26 Orden de fijación de los puntos
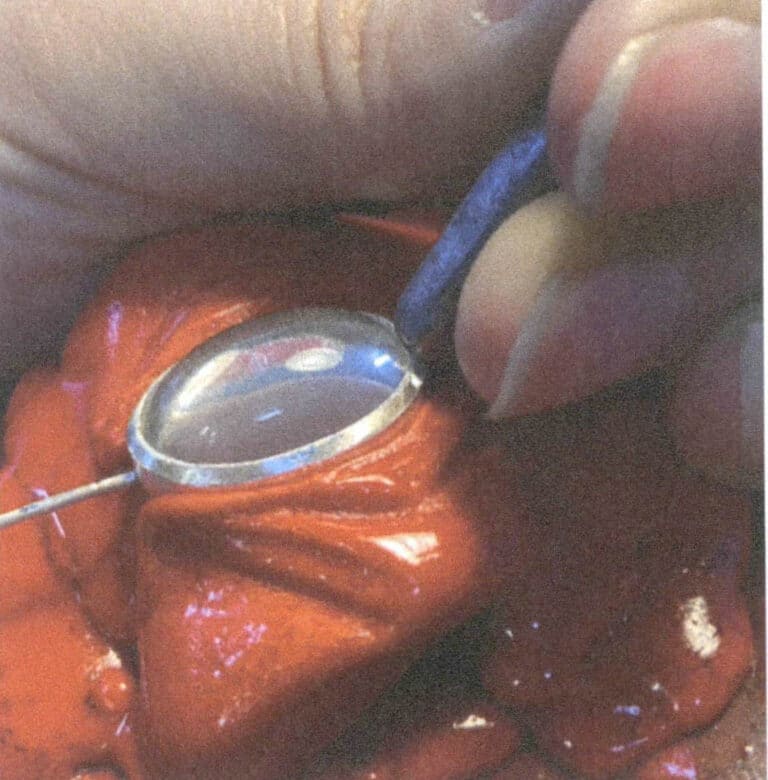
Figura 2-27 Postura de uso de un cincel de cabeza plana
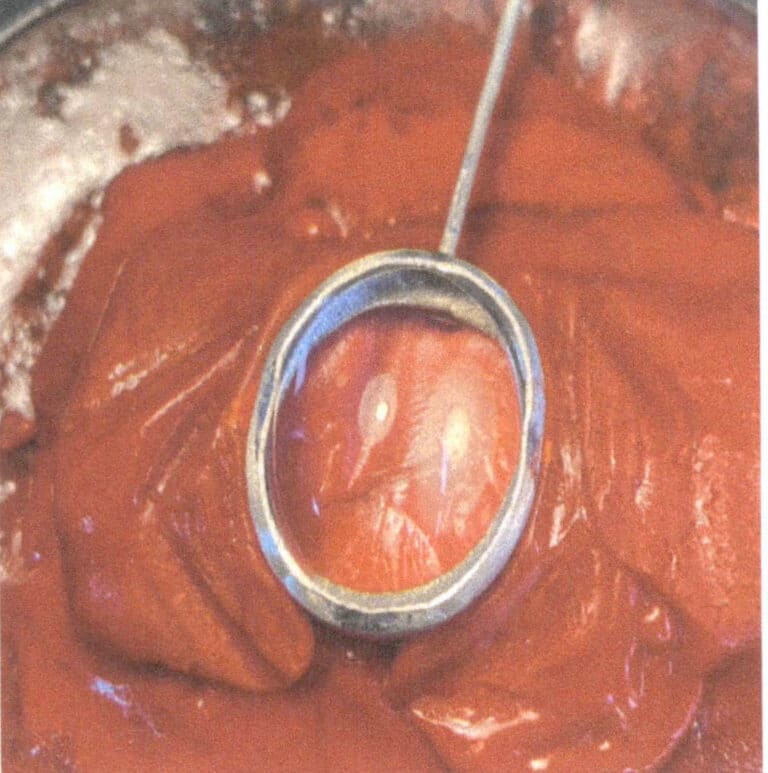
Figura 2-28 Fijación simétrica puntual (cuatro puntos)
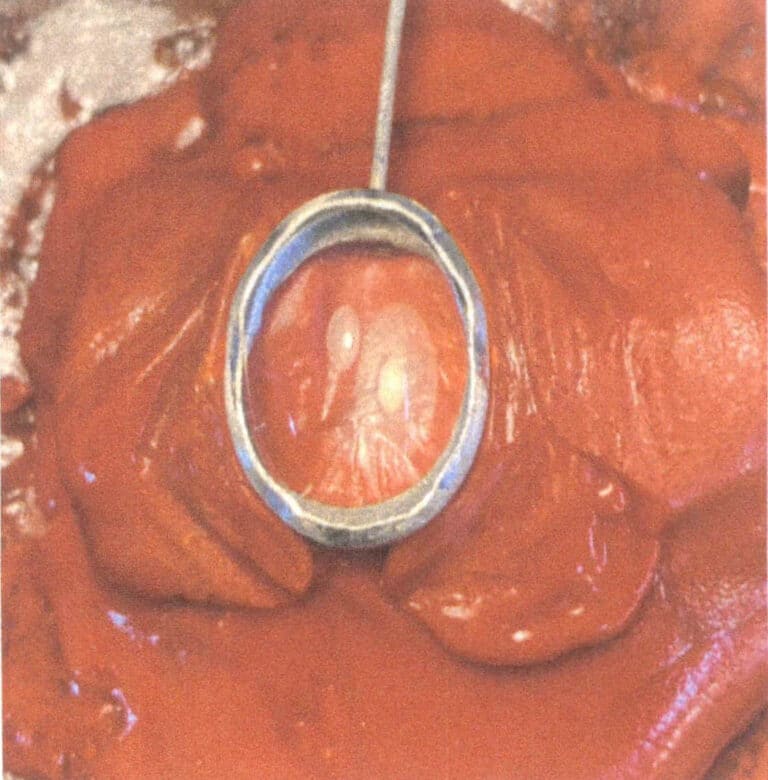
Figura 2-29 Fijación simétrica de puntos (ocho puntos)
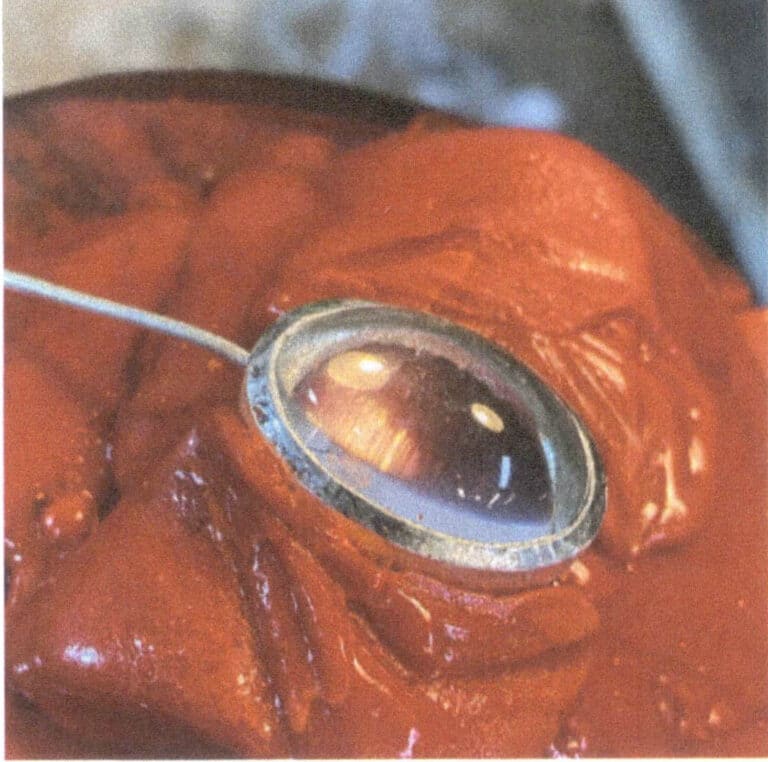
Figura 2-30 Prensado cíclico de aristas

Figura 2-31 Recorte

Figura 2-32 Uso de rollos de papel de lija para pulir.

Figura 2-33 Pulido con disco pulidor

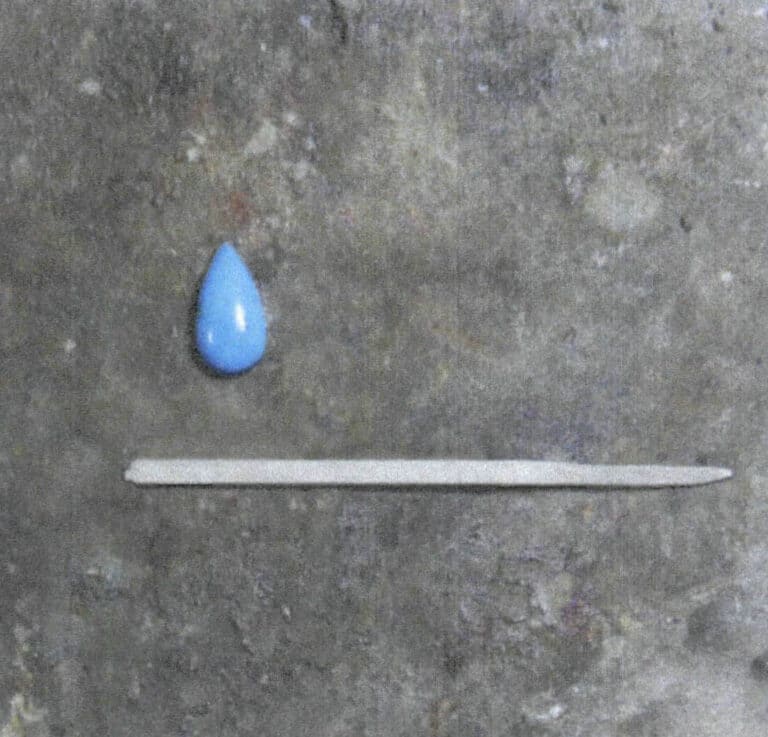
Figura 2-35 Preparación del material

Figura 2-36 Doblado de cantos metálicos
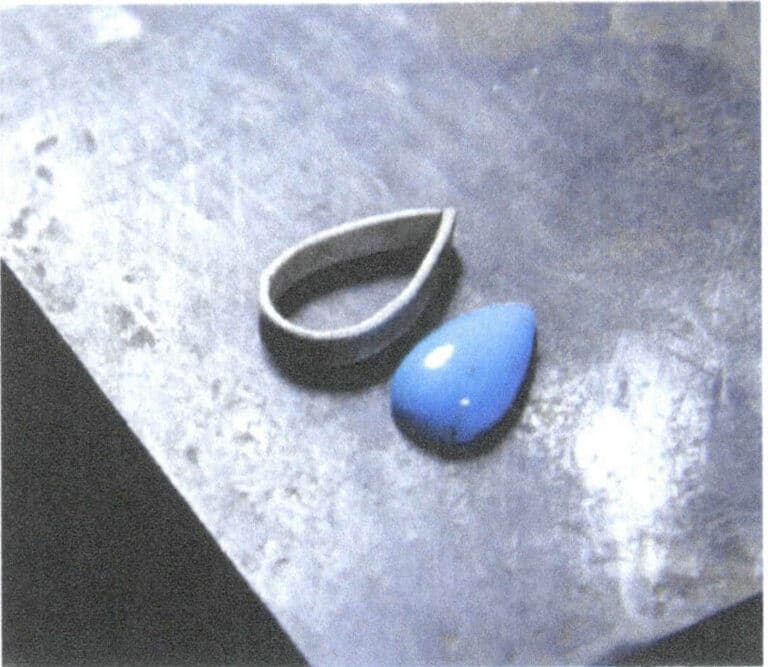
Figura 2-37 Corte de bordes metálicos
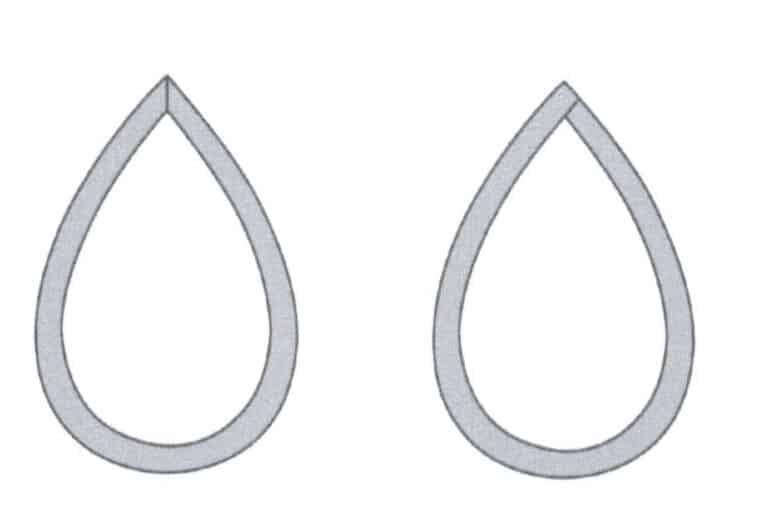
Figura 2-38 Dos métodos para procesar la unión de bordes metálicos en forma de gota

Figura 2-39 Soldadura de bordes metálicos
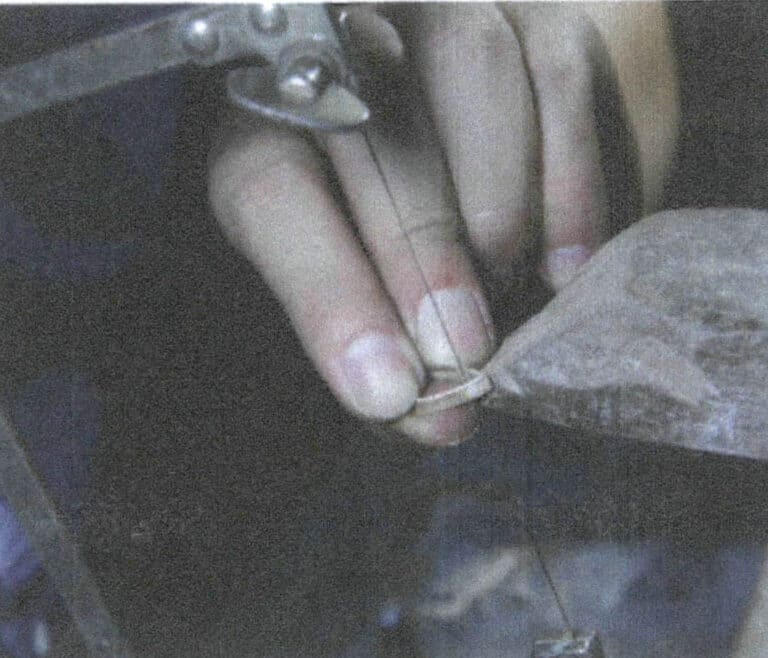
Figura 2-40 Limpieza de la soldadura de esquina
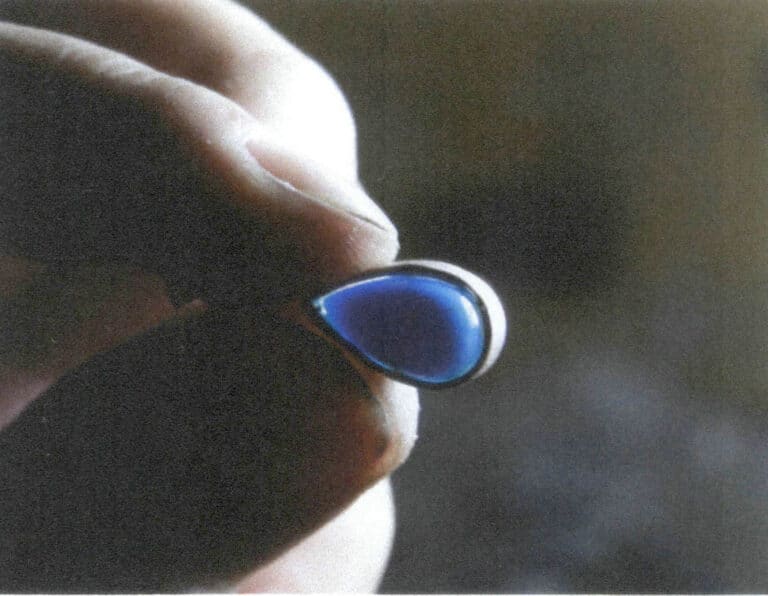
Figura 2-41 Prueba del montaje de ajuste

Figura 2-42 Soldadura de la base metálica
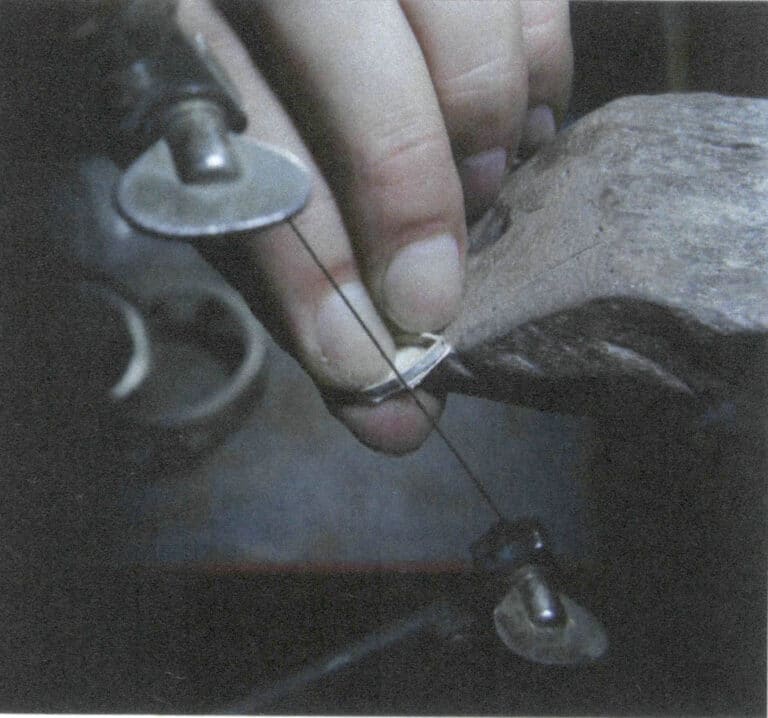
Figura 2-43 Corte con sierra de la base metálica sobrante en el exterior
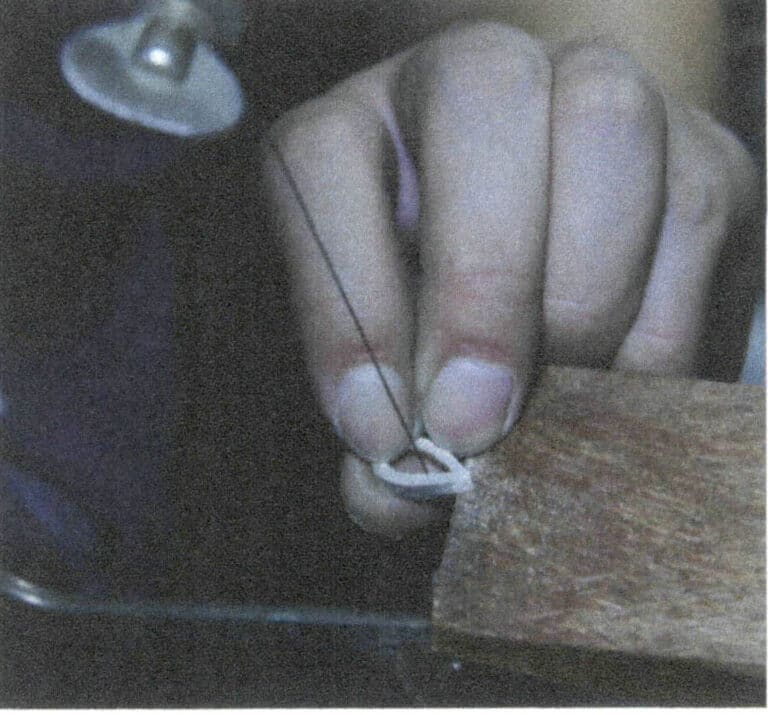
Figura 2-44 Ahuecar la base metálica
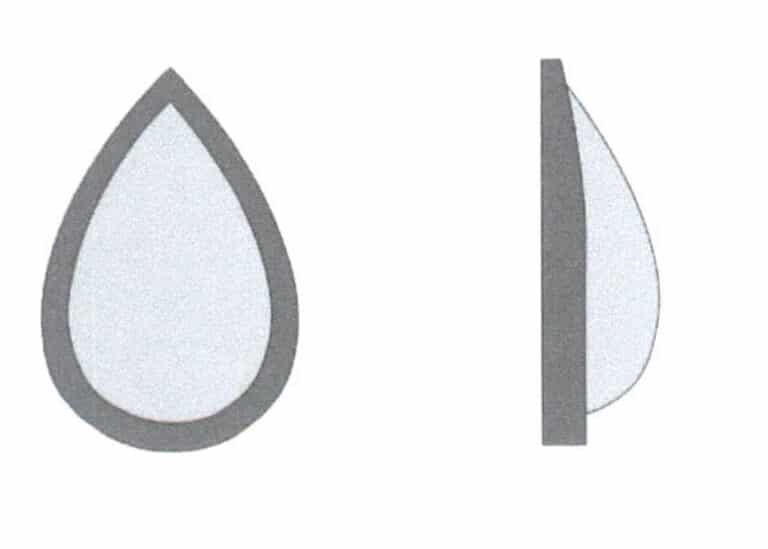
Figura 2-45 Tratamiento del borde metálico de la gema cabujón en forma de gota
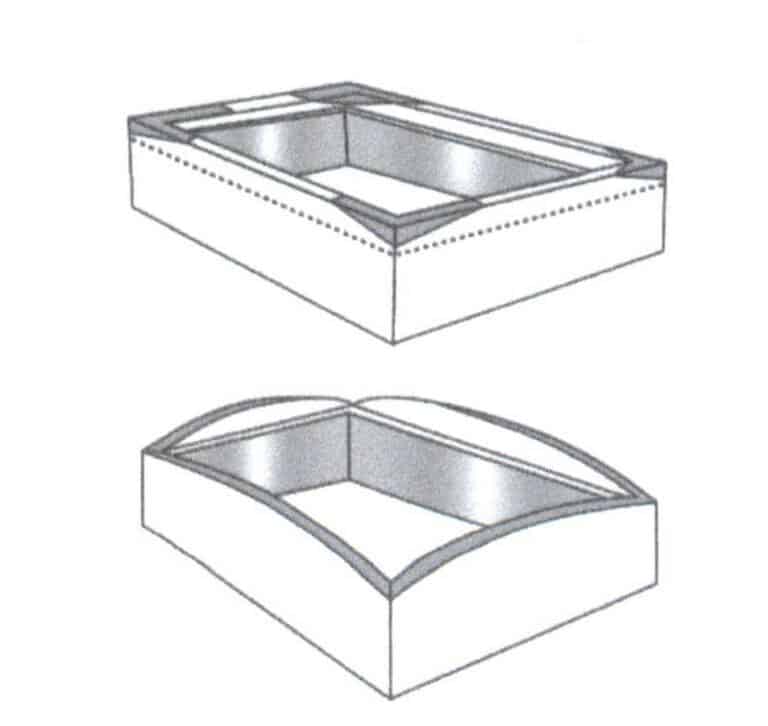
Figura 2-46 Tratamiento del borde metálico de la gema cabujón de arco de forma rectangular

Figura 2-47 Soldadura de accesorios metálicos

Figura 2-48 Fijación del metal

Figura 2-49 Colocación de la piedra
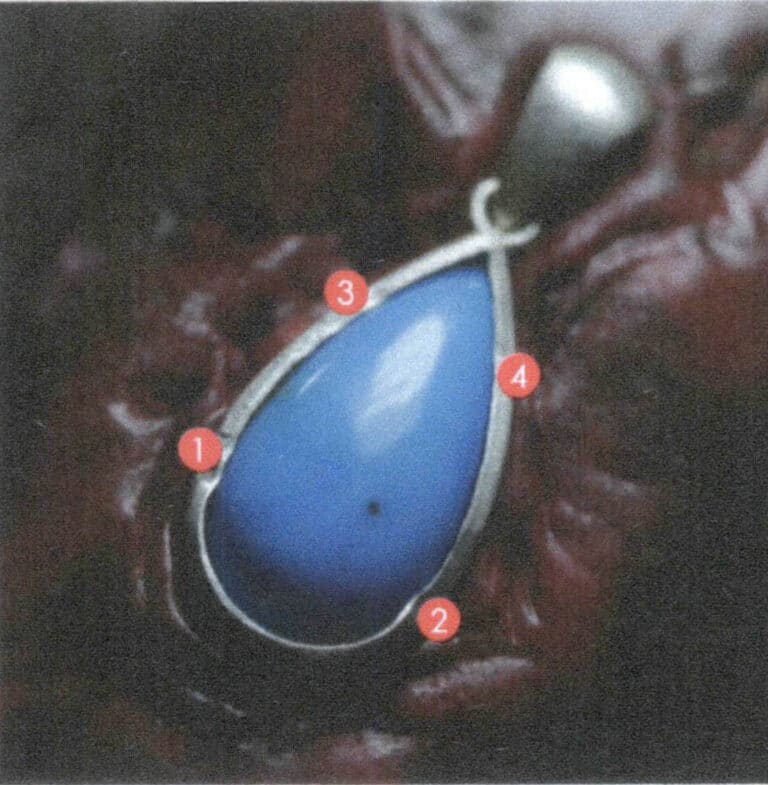
Figura 2-50 Secuencia de fijación de puntos
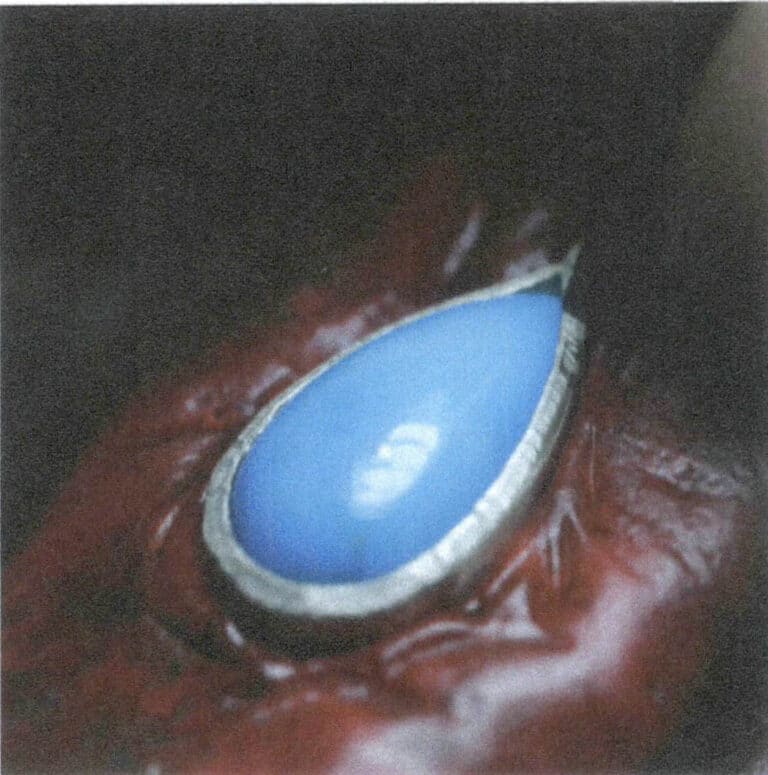
Figura 2-51 Prensado cíclico de bordes
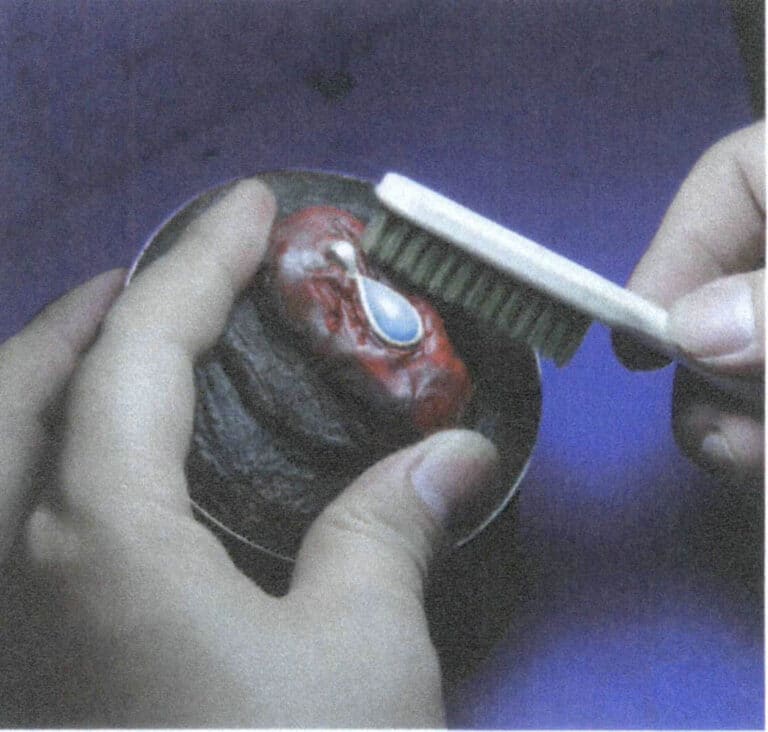
Figura 2-52 Limpieza de impurezas y comprobación del ajuste del bisel
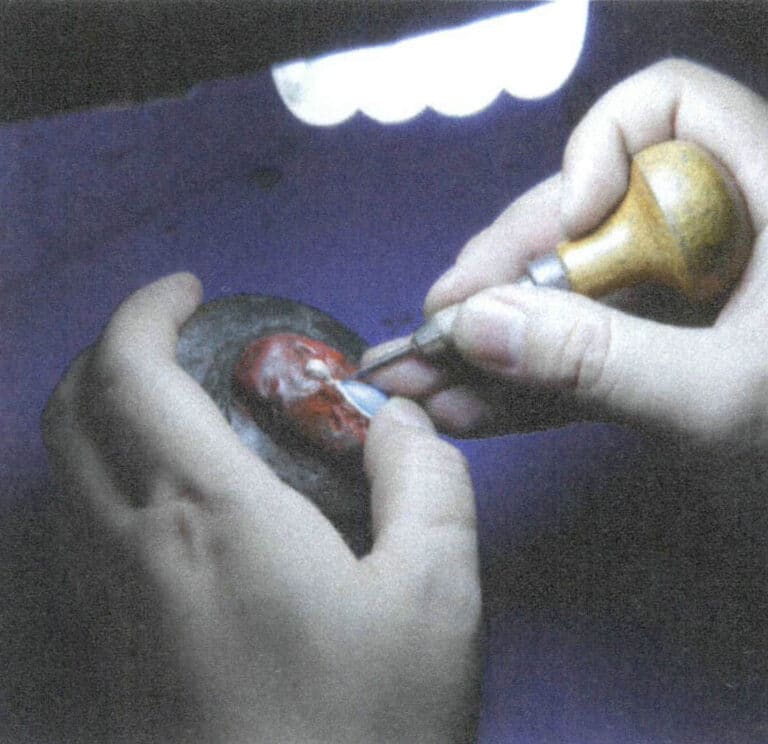
Figura 2-53 Recorte del borde metálico interior del metal

Figura 2-54 Recorte del borde metálico exterior del metal

Figura 2-55 Pulido con rollos de papel de lija

Figura 2-56 Completar el engaste en bisel de la gema cabujón en forma de gota

Figura 2-57 Engaste en bisel de gema de talla redonda brillante

Figura 2-58 Engaste en bisel de gema de talla brillante rectangular
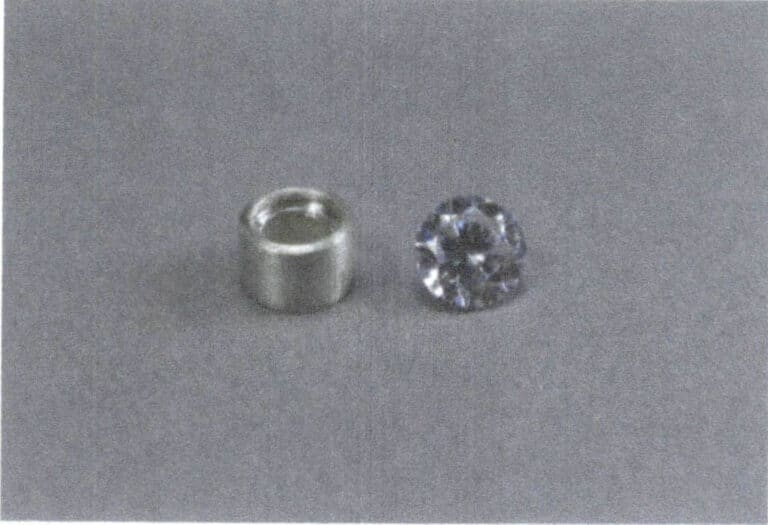
Figura 2-59 Piedras redondas talla brillante y bisel
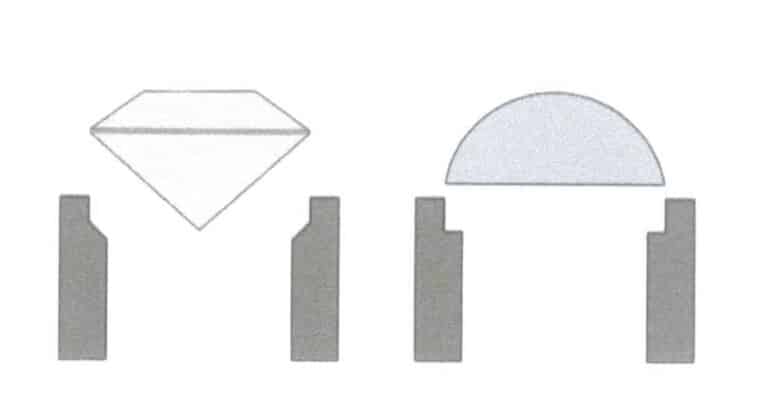
Figura 2-60 Sección transversal de la posición de engastado de las gemas facetadas y cabujón en los engastes
Figura 2-61 Fijación puntual
Figura 2-62 Prensado cíclico de bordes

Figura 2-63 Reparación de la cara interior del borde metálico con un empujador
Figura 2-64 Engaste en bisel de gema redonda brillante terminada
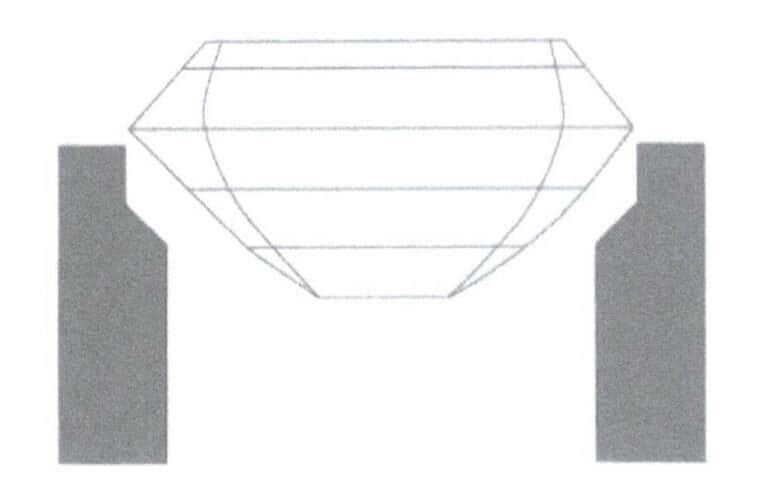
Figura 2-65 Corte transversal de una gema rectangular brillante engarzada en bisel
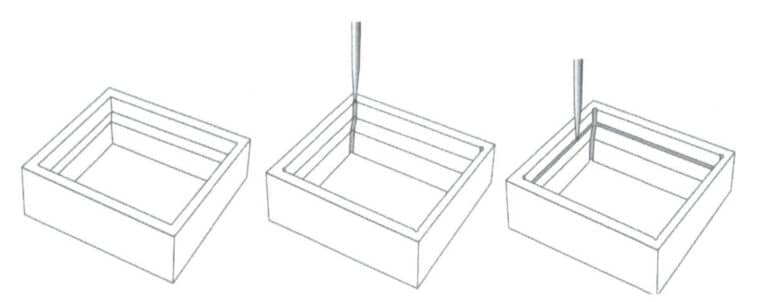
Figura 2-66 Posición de la ranura interior del borde metálico del engaste de bisel de gema rectangular talla brillante
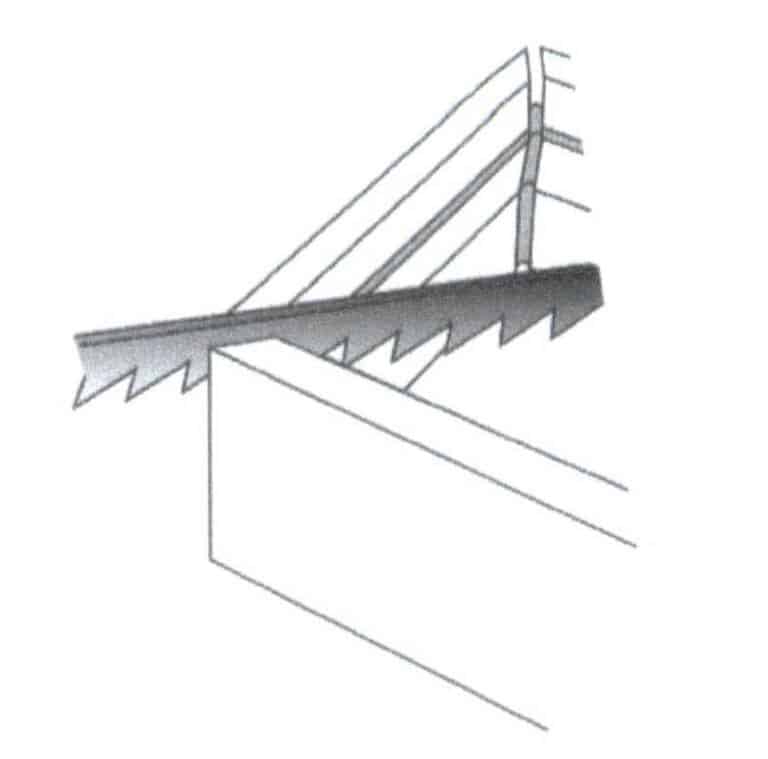
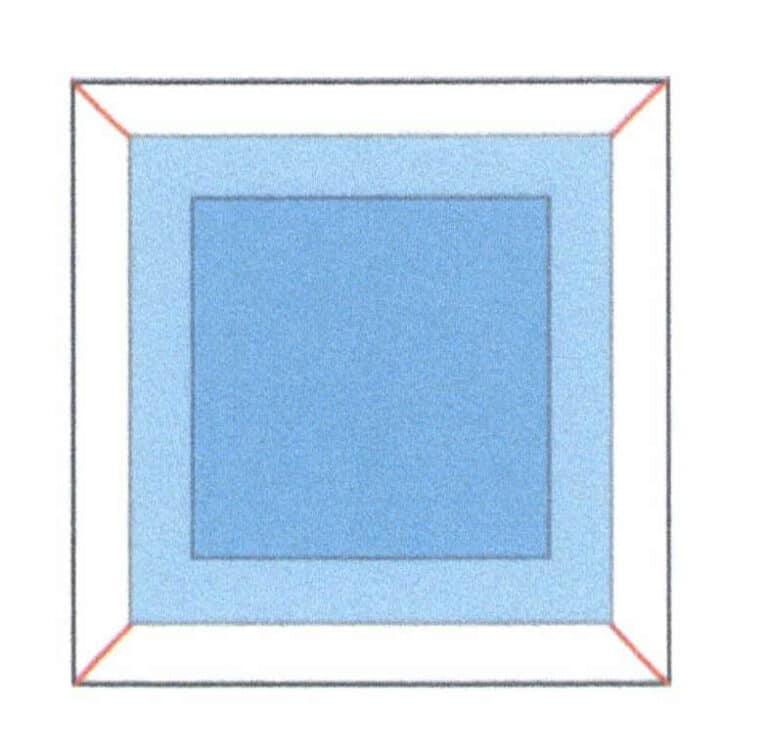
Figura 2-68 La línea roja indica el corte de sierra
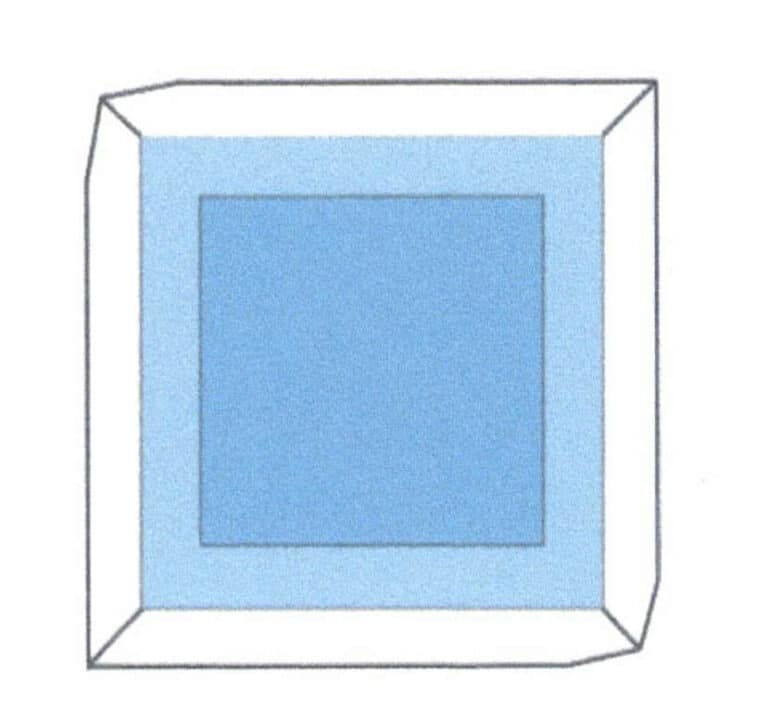
Figura 2-69 Apriete el borde metálico en ángulo recto en diagonal
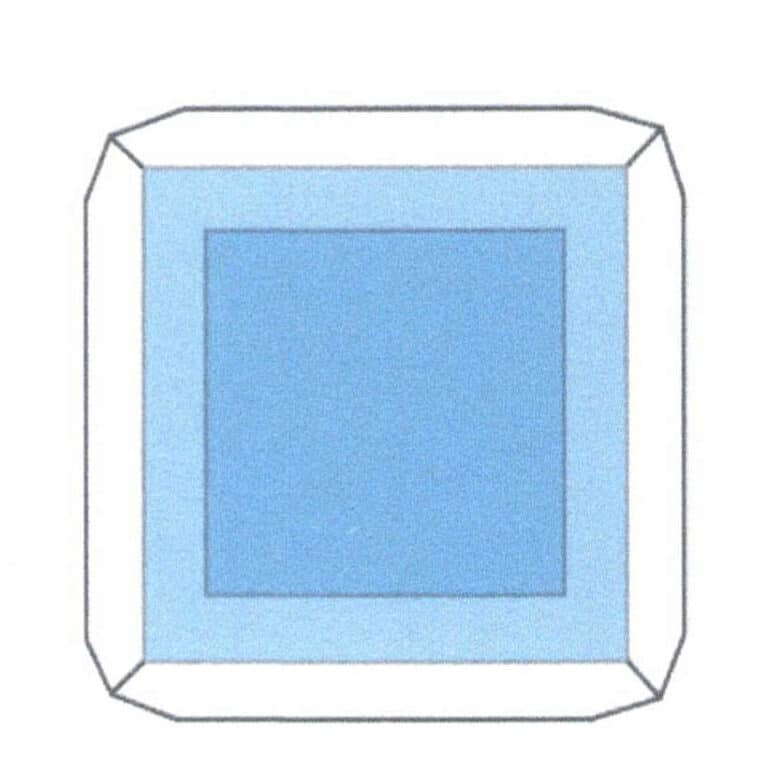
Figura 2-70 Completar uniformemente el apriete en las cuatro esquinas.
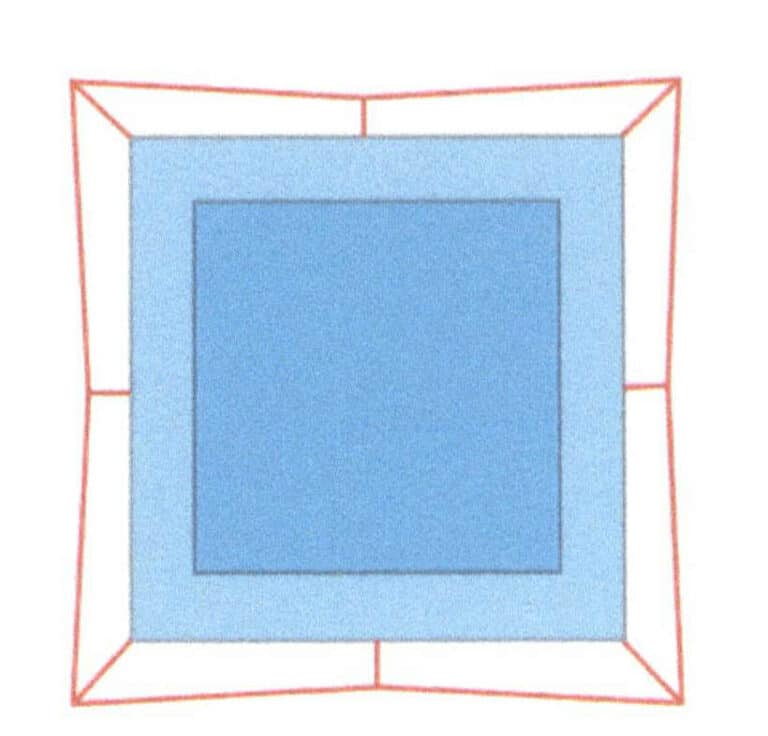
Figura 2-71 Demostración de colocación incorrecta de piedras
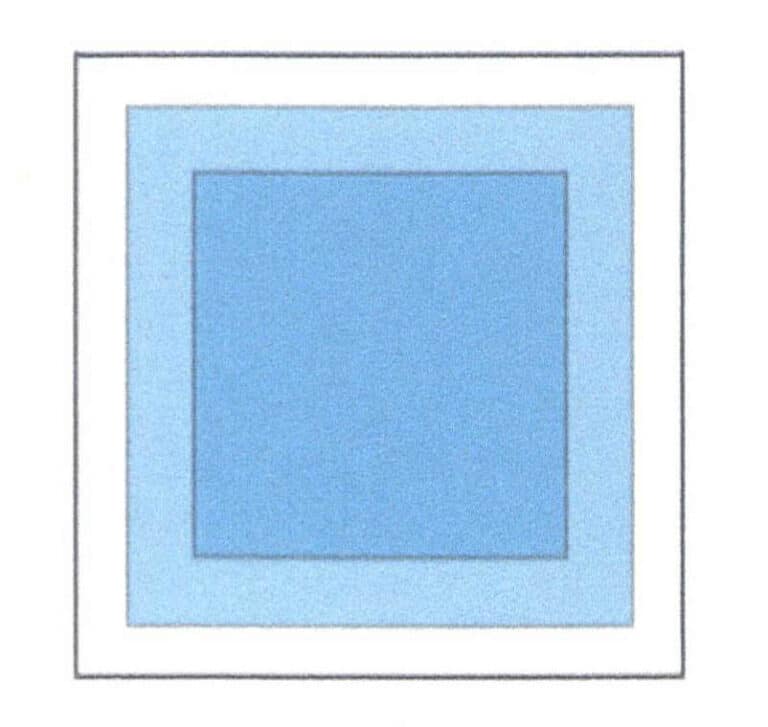
Figura 2-72 Vista superior del borde metálico comprimido

Figura 2-73 Vista lateral del borde metálico
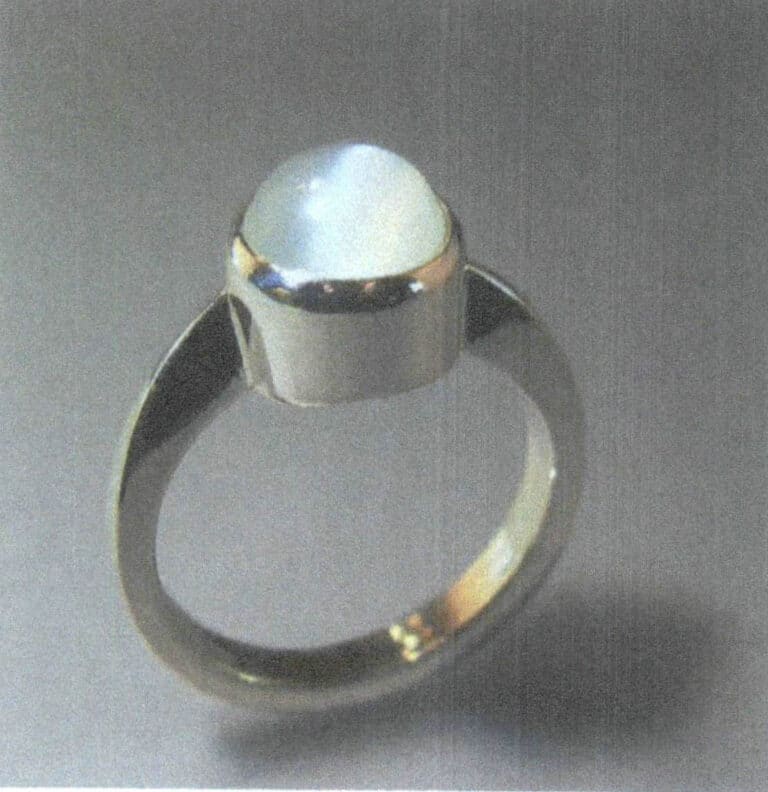
Figura 2-74 Anillo de ajuste del bisel (1)

Figura 2-75 Anillo de ajuste del bisel (2)
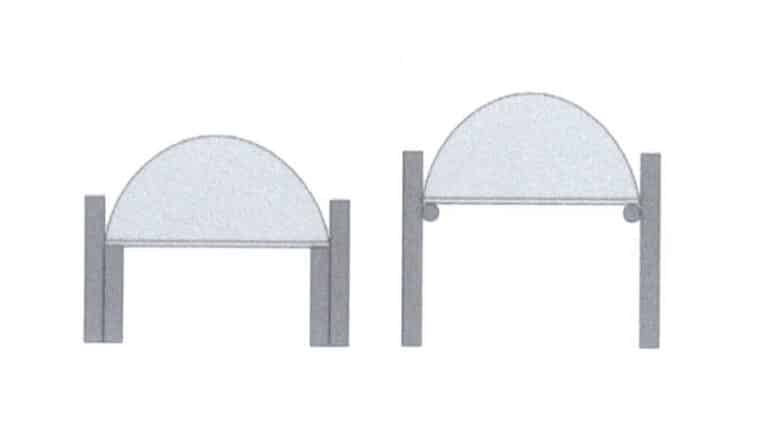
Figura 2-76 Sección transversal del ajuste del bisel del hombro interior
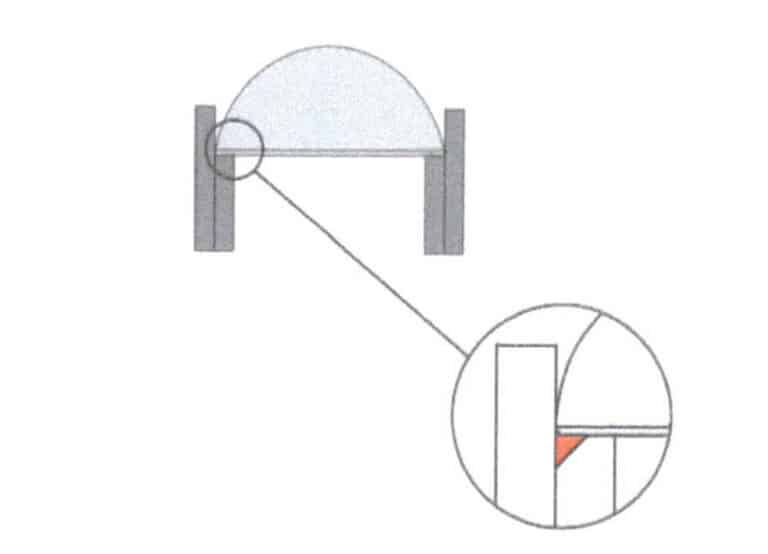
Figura 2-77 Tratamiento angular de la posición de soldadura entre el borde metálico y la pieza metálica interior


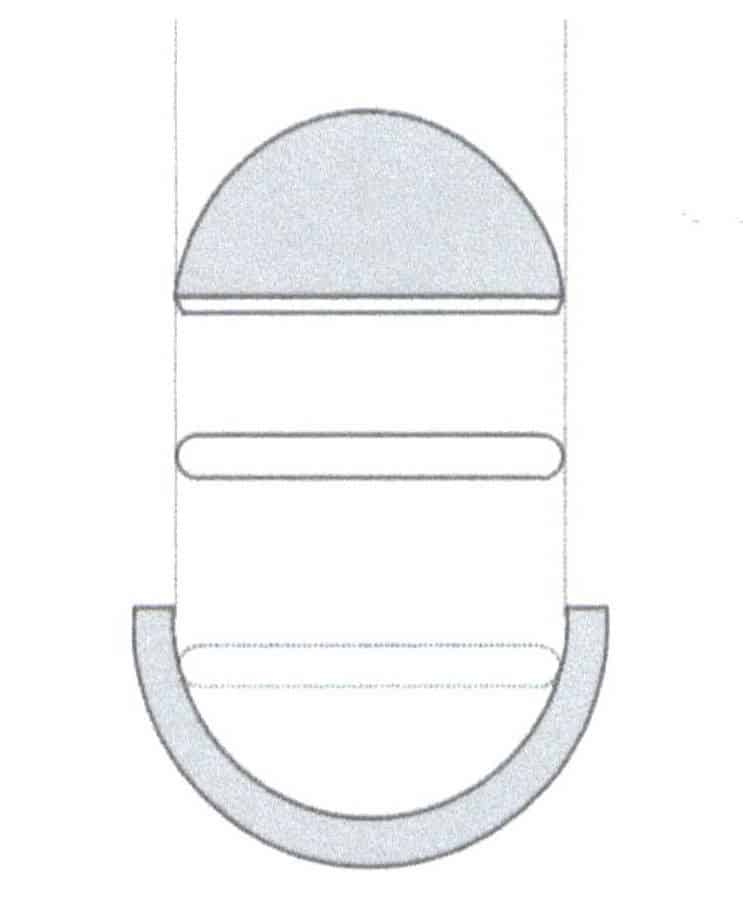
Figura 2-80 Diagrama de estructura del engaste de bisel en forma de cuenco
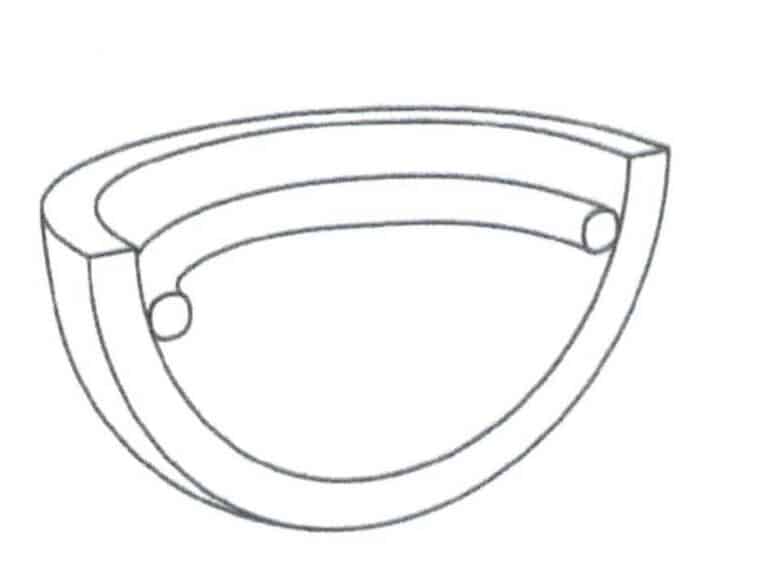
Figura 2-81 Sección transversal de un engaste en forma de cuenco con estructura metálica
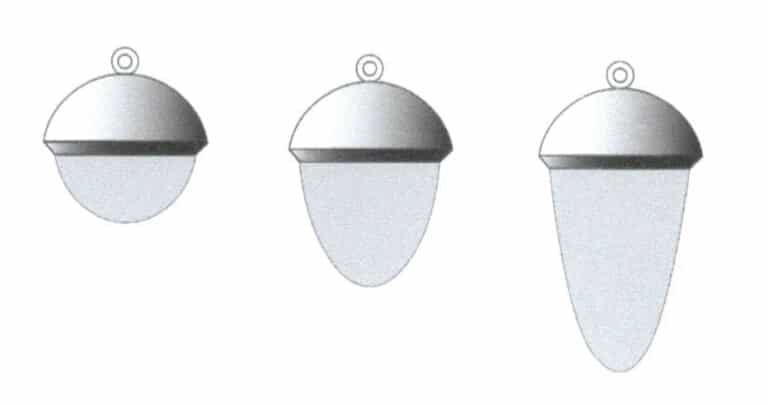
Figura 2-82 Engaste en forma de cuenco aplicado a gemas cabujón y cónicas

Figura 2-83 Engaste de bisel en forma de cuenco
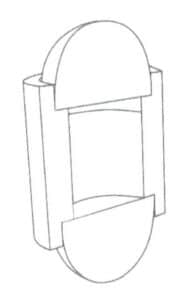
Figura 2-84 Sección transversal del engaste del bisel de doble cabeza

Figura 2-85 Engaste del bisel de dos cabezas
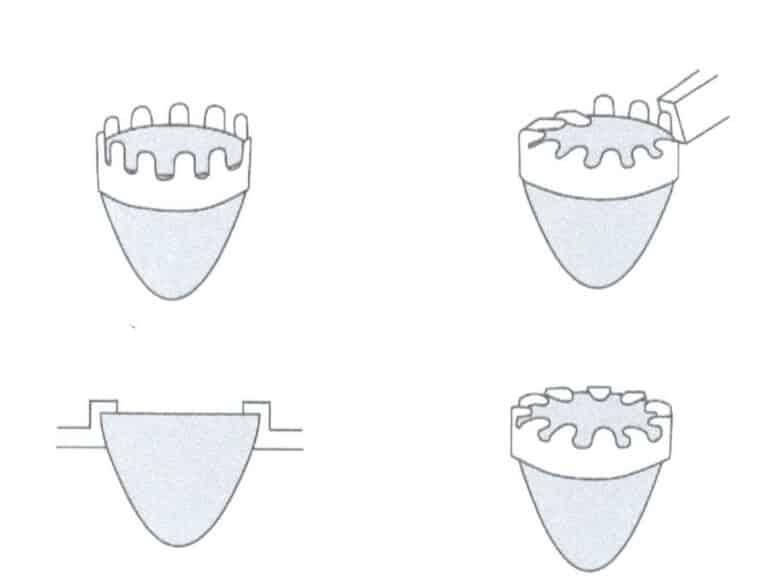

Figura 2-87 Filigrana redonda de oro del siglo XVII-XIX con incrustaciones de perlas y piedras preciosas

Figura 2-88 Adornos de cuentas marroquíes del siglo XVIII

Figura 2-89 Engaste de joyas en bisel (1)

Figura 2-90 Bisel de engaste de joyas (2)

Figura 2-91 Bisel de engaste de joyas (3)

Figura 2-92 Bisel de engaste de joyas (4)