Cómo hacer brillar las joyas: El proceso de galvanoplastia
Tratamiento previo a la galvanoplastia, galvanoplastia y tratamiento posterior a la galvanoplastia
Pulido electrolítico
Índice
Sección I Tratamiento previo a la galvanoplastia
El tratamiento previo a la galvanoplastia hace referencia al cuidadoso trabajo de preparación de la superficie que debe realizarse en la pieza antes de la galvanoplastia en función de las propiedades del material de la pieza, el estado de la superficie y los requisitos del tratamiento superficial. La eficacia del tratamiento previo a la galvanoplastia influye directamente en la calidad de la galvanoplastia y es una condición necesaria para garantizar buenos resultados durante todo el proceso de galvanoplastia. Antes de la galvanoplastia, la superficie de la pieza debe pulirse para mejorar su estado superficial y eliminar cualquier mancha de aceite o película de óxido, garantizando un revestimiento bien adherido, resistente a la corrosión, liso y brillante. Los defectos como burbujas, descascarillado, moteado y escasa resistencia a la corrosión del revestimiento suelen deberse a un tratamiento previo inadecuado.
En general, el tratamiento previo a la galvanoplastia puede dividirse en los siguientes pasos: pulido, eliminación de cera, electrodesengrasado, limpieza de la superficie y grabado suave.
1. Tipos de procesos de pulido
El pulido utiliza diversos medios, como métodos físicos, químicos o electroquímicos, para conseguir un efecto de espejo liso y brillante en la superficie de los metales de joyería. Los procesos habituales de pulido de joyas incluyen principalmente el pulido mecánico, químico colorante, electrolítico y esmerilado.
(1) Pulido mecánico
El pulido mecánico consiste en utilizar equipos como bombos vibratorios, bombos de tambor, bombos magnéticos, bombos rotativos y bombos de arrastre para tratar la superficie de las piezas, consiguiendo efectos de pulido basto y medio y, en algunos casos, incluso de pulido fino.
(2) Pulido de coloración química
El pulido por coloración química (conocido como pulido) se engloba dentro del pulido químico. La llamada coloración química hace referencia a una violenta reacción química similar a una explosión que se produce al introducir la pieza en un recipiente lleno de una solución química. En el proceso de producción real, las joyas se tratan con coloración química para eliminar las impurezas de la superficie de la pieza, realzando su brillo y luminosidad.
El pulido con explosión de color se suele realizar después del acabado de la pieza para sacar a la luz los defectos ocultos bajo la superficie y poder repararlos a tiempo. A veces, la coloración química trata piezas en bruto de moldes, engastes de cera con piedras negras, etc. En resumen, el pulido químico colorante puede mejorar la planitud de las superficies de las joyas, pero no puede sustituir al esmerilado y pulido para conseguir un acabado de espejo. Debido a los requisitos de protección del medio ambiente, rara vez se utiliza en las empresas de procesamiento de joyas.
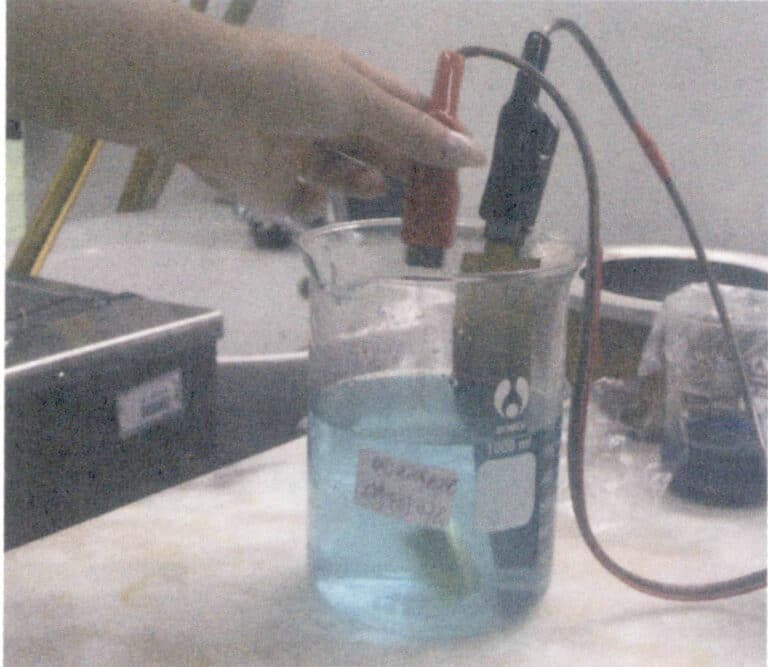
(3) Pulido electrolítico
El pulido electrolítico reduce la rugosidad fina de la superficie de la pieza, elimina las manchas de aceite del proceso anterior y consigue limpieza y brillo en la superficie de la pieza. Los distintos materiales metálicos utilizan soluciones de pulido electrolítico y procesos de pulido diferentes. Este proceso está bien establecido para la joyería de acero inoxidable y aleaciones de cobre, logrando buenos resultados de pulido. Sin embargo, los resultados actuales con este proceso son medios para el oro, la plata, el platino y sus aleaciones.
① El principio del pulido electrolítico
Durante el pulido electrolítico, se forma una película viscosa de alta resistividad en la superficie del ánodo. El grosor de esta película es menor en las protuberancias microscópicas y mayor en los huecos microscópicos, lo que da lugar a una distribución desigual de la corriente. La densidad de corriente es alta en las protuberancias microscópicas, lo que provoca una rápida velocidad de disolución. Por el contrario, la densidad de corriente es menor en los huecos microscópicos, lo que provoca una velocidad de disolución lenta. Los iones metálicos disueltos se difunden a través de la película, consiguiendo un efecto suave y brillante.
② Características del pulido electrolítico
El pulido electrolítico tiene las siguientes ventajas: puede pulir fácilmente piezas con formas complejas, puede alisar zonas a las que no llega el pulido mecánico, como rebajes y huecos, y la superficie de la pieza pulida no se deforma; puede reflejar el estado real de la superficie metálica; es fácil de manejar, la eliminación del espesor es fácil de controlar y la eficiencia de la producción es alta.
Sin embargo, el pulido electrolítico también tiene algunas desventajas. Por ejemplo, no puede eliminar arañazos profundos, picaduras profundas y otros macrodesniveles en la superficie de la pieza de trabajo, ni puede eliminar impurezas no metálicas contenidas en el metal; en aleaciones multifásicas, si una fase no se disuelve anódicamente con facilidad, afectará a la calidad del pulido, etc.
③ Principales equipos y herramientas utilizados
Rectificador, cubeta de PVC (vaso de precipitados), placa de electrodos, varilla de calentamiento eléctrico, dispositivo para colgar, varilla de vidrio, etc.
④ Materiales principales
Electrolito, agua pura.
⑤ Puntos clave de la tecnología de explotación
- Vierta el electrolito en una cubeta o vaso de precipitados de PVC, añada agua pura en la proporción especificada y remueva uniformemente con una varilla de vidrio.
- Cuelgue la placa de electrodos en la pared de la cubeta o vaso de PVC y conéctela al terminal catódico del rectificador (Figura 6-1).
- Suspenda la pieza de trabajo en el soporte, conéctela al terminal del ánodo del rectificador y, a continuación, tire del interruptor del vibrador de la posición "OFF" a la posición "ON" y encienda el interruptor de alimentación.
- Coloque la pieza en la solución electrolítica y ajuste la tensión y el tiempo de electrólisis según sea necesario.
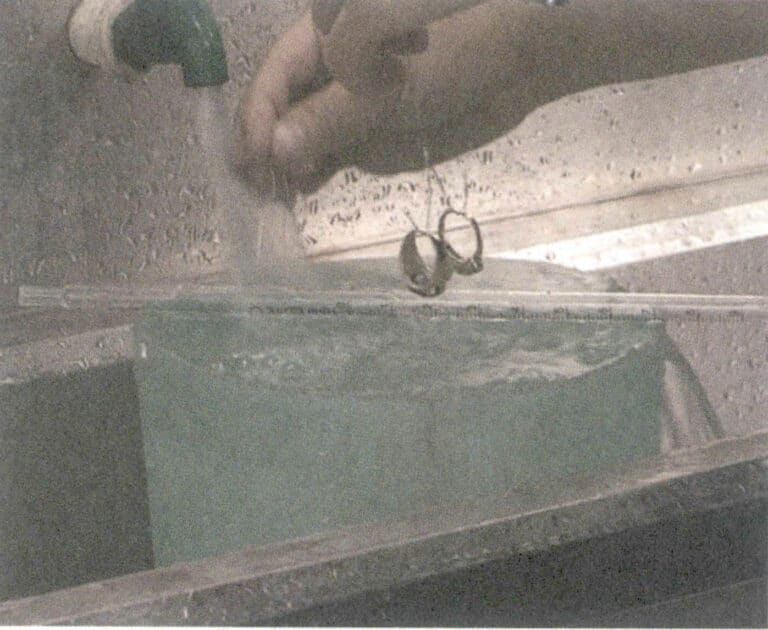
- Una vez transcurrido el tiempo de electrólisis, retire la pieza y enjuague la superficie con agua limpia.
Vídeo de pulido electrolítico
(4) Esmerilado Pulido
El operario utiliza equipos como amoladoras, pulidoras y elevadores de eje flexible, junto con herramientas de apoyo, para pulir la superficie de la pieza, eliminando agujeros de arena, marcas de lima, etc., dejando la superficie rugosa de la pieza lisa y brillante. También es un medio importante para comprobar si la pieza presenta algún defecto, lo que permite realizar reparaciones oportunas y eficaces.
2. Proceso de pulido y abrillantado
(1) Principales equipos y herramientas
Pulidora, amoladora de disco, amoladora colgante, aspiradora, etc. Las principales herramientas utilizadas para pulir y abrillantar se detallan en la Tabla 6-1.
Tabla 6-1 Tabla de herramientas de rectificado y aplicaciones
| Número de serie | Nombre de la herramienta | Apariencia | Propósito |
|---|---|---|---|
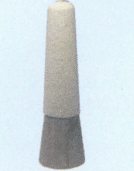
| 1 | Rueda de cepillo para pulir |
|
Pulido de fosas y huecos en el anillo interior de la pieza. |
| 2 | Rueda de cepillo largo para pulir |

|
Pulido de diversas marcas y picaduras en la superficie de las piezas. |
| 3 | Rueda de cepillo corto para pulir |

|
Posición de la punta de pulido, posición de la garra, cabeza de la garra, posición de engaste de la piedra, etc. tras el engaste de la piedra de la pieza. |
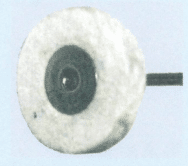
| 4 | Cepillo de alambre en miniatura |
|
Blanco (tipo blando) para pulir; Negro (tipo duro) para lijar. |
| 5 | Disco pulidor de fieltro de lana |
|
Pulido de las superficies exteriores y laterales de las piezas para eliminar las marcas de lija y lima. |
| 6 | Anillo |
|
Pulido del anillo interior del aro, que actúa como alisador |
| 7 | Disco de rueda de fieltro de lana |
|
Pulir el anillo interior de la pieza para que quede brillante y húmedo. |
| 8 | Disco de rueda de fieltro de lana amarillo |
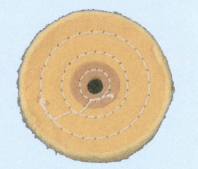
|
Después de que el disco de fieltro de lana haya frotado la pieza, la superficie exterior de la pieza se alisa con un disco de fieltro de lana amarillo (pulido basto). |
| 9 | Disco de rueda de fieltro de lana blanca |
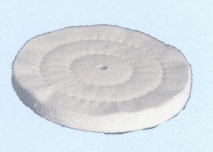
|
Se utiliza principalmente para abrillantar el borde exterior de las piezas, dándoles brillo (pulido fino). |
| 10 | Compresor de acero |
|
Se utiliza para aplanar oro y lijar superficies de agujeros. |
| 11 | Mandril de recogida de doble punta |
|
Para sujetar piezas pequeñas, como orejetas. |
| 12 | Disco de pulido duro |

|
Los discos de pulido duro se utilizan para pulir superficies planas y oblicuas de piezas de trabajo con gran velocidad y buen efecto; Los discos de pulido neutros y blandos se utilizan para pulir superficies planas y oblicuas y superficies curvas de piezas de trabajo (dependiendo de la rugosidad de la superficie de las piezas de trabajo). |
| 13 | Otras herramientas auxiliares |
|
Papel de lija, almohadillas de lana engomada para los dedos, separadores de cuero, algodón, tela. |
| Notas: (1) Cuando se utiliza un disco de fieltro de lana blanca, el tipo de cera a aplicar debe determinarse según los requisitos del proceso, haciendo del disco de fieltro de lana blanca una herramienta para esmerilar o pulir. (2) Los discos de cepillo de pulido pequeños pueden dividirse en tres tipos: blanco, gris y negro. El blanco es más blando y se utiliza principalmente para pulir; el negro es más duro y más propenso a sobreafilar; actualmente, se utiliza principalmente la rueda de cepillo de pulido pequeña de color gris moderado. (3) También existen cepillos de pulido de dos y cuatro hileras, que deben seleccionarse en función de la profundidad y anchura de los huecos y picaduras. | |||
Tabla 6-2 Diferentes compuestos de pulido y sus usos
| Nombre del material | Características | Utilización | |
|---|---|---|---|
| Compuesto pulidor verde |
|
Gran fuerza de corte, rápida eficacia, alto brillo, superficie uniforme y brillante sin marcas de abrasión | Puede utilizarse para el pulido basto y medio de joyas. |
| Compuesto pulidor blanco |
|
Fuerte poder de corte, elimina las marcas de abrasión dejadas tras el pulido basto, rápida eficacia, el brillo puede alcanzar el efecto espejo. | Puede utilizarse para el pulido basto, medio y fino de joyas. |
| Compuesto pulidor rojo |
|
Cierto poder de corte, muy pocas marcas abrasivas, el brillo puede alcanzar el efecto espejo. | Puede utilizarse para el pulido fino de joyas. |
(2) La secuencia básica de esmerilado y pulido
El esmerilado y el pulido deben seguir la secuencia básica de pulido basto, medio y fino.
① Pulido basto
Pulir en bruto significa eliminar primero las marcas de lima, de alicates, de taladro, rebabas y la capa de óxido negro que deja la soldadura en la superficie de la montura metálica de joyería, con el objetivo de que la montura metálica de joyería quede lisa y coordinada, con curvas redondeadas y líneas fluidas. Sin embargo, no se debe aplicar demasiada fuerza ni pulir con demasiada agresividad, ya que si quedan abolladuras en la superficie de la montura de joyería será difícil devolverle su aspecto original. El pulido basto es la base para el posterior pulido medio y fino; no cumplir los requisitos afectará al efecto del pulido y repercutirá directamente en la calidad de la joya. Durante el pulido basto, debe aplicarse cera a la rueda de cepillo de pulido y a la rueda de tela, pero no demasiada a la vez para evitar el sobrecalentamiento por fricción, que puede hacer que la cera se derrita y cubra la superficie de la joya, ocultando diversas marcas y defectos. Esto afectaría a la calidad del pulido basto y dificultaría el pulido fino, lo que podría hacer necesario un nuevo pulido basto.
② Pulido medio
Para algunos materiales metálicos de joyería con menor dureza y buena tenacidad, como el platino, el pulido es difícil porque se produce un fenómeno de retención que dificulta el pulido de la superficie metálica. Sólo se pueden cumplir los requisitos mediante varias sesiones de pulido. Para este tipo de joyas, es aconsejable realizar un pulido medio. El método de pulido medio es el mismo que el de pulido basto: se sigue utilizando un cepillo de cerdas y una rueda de tela amarilla para el pulido medio. La única diferencia es el compuesto de pulido utilizado, que emplea principalmente un compuesto de pulido blanco de grano más fino. El pulido medio sigue el método de pulido basto y vuelve a pulir la joya de principio a fin.
③ Pulido fino
Una vez que una joya ha sido sometida a un pulido basto, debe ser sometida a un pulido fino para mejorar la suavidad de la superficie de la joya metálica. El pulido fino se realiza sobre la base del pulido basto y medio, lo que hace que la superficie de la joya sea uniforme y lisa, logrando un efecto reflectante de espejo. Sin embargo, el área de contacto durante el pulido fino es pequeña, por lo que la fuerza no sólo debe ser ligera, sino que también debe aplicarse uniformemente. Toda la superficie de la joya debe pulirse por completo. El método específico consiste en aplicar pasta de pulir roja sobre una rueda de tela blanca fina, puliendo primero la parte delantera de la joya y después los laterales y las esquinas. En el caso de los anillos, primero debe aplicarse cera roja en el palillo de núcleo de anillo seleccionado, pulir el círculo interior del anillo, luego pulir los hombros decorativos de la parte delantera del anillo y, por último, pulir ambos lados y el círculo exterior de la joya.
(3) Proceso de esmerilado y pulido
① Esmerilado Disco pulidor
El objetivo del esmerilado del disco de pulido es eliminar diversas marcas de la superficie de la pieza de trabajo, reducir la carga de trabajo del pulido y mejorar la eficacia de producción de los procesos posteriores. Dependiendo de la condición de la pieza de trabajo, elija un disco (duro, neutro, blando), coloque el disco (nuevo) boca abajo, instálelo en la amoladora de disco y utilice papel de lija para moler las rebabas en la superficie inferior del disco, haciendo que la superficie inferior sea lisa y libre de bordes afilados (es mejor utilizar el disco que ha sido tratado con papel de lija después de descansar durante 24 horas), sin sensación de fluctuación hacia arriba y hacia abajo (ver Figura 6-2).
La clave para esmerilar el disco de pulir es mantener los movimientos suaves, mantener la concentración y controlar las acciones libremente.
Rectificado del anillo: Sujete la pieza de trabajo plana con ambas manos, no la incline, y coloque firmemente la pieza de trabajo en el centro del disco, empujando y tirando 2 ~ 3 veces (ver Figura 6-3). Compruebe el efecto del pulido; en las zonas que no hayan quedado totalmente pulidas, pula 1 ~ 2 veces más. No deben quedar marcas en la pieza de trabajo después del pulido, y cuando se hayan completado los pasos de pulido, la velocidad de recogida de la pieza de trabajo debe ser constante y rápida.

Figura 6-2 Afilado del disco

Figura 6-3 Pulido del disco
Debe tenerse especial cuidado al lijar el disco de pulido para piezas de joyería con borde de reborde. Basta con eliminar las marcas de lija dejadas durante el acabado; para las picaduras de arena generales (menos profundas y más pequeñas), no se esmerilan, lo que evita que el borde del abalorio se vuelva demasiado fino y se rompa o se elimine con el disco.
En la técnica del disco de desbaste, el desbaste de anillos es fundamental. Una vez que domine los gestos y la coordinación de los distintos movimientos, los métodos para rectificar otros tipos de piezas se convertirán en algo natural.
② Pulido
Cuando reciba una pieza nueva, lo primero que debe hacer es observarla detenidamente, comprobando si los grabados son nítidos, si hay garras rotas, si las piedras están bien engarzadas, si las gemas están agrietadas, si los bordes de las gemas se están desmoronando y si la propia pieza está rota. Si se presenta alguno de estos problemas, debe notificarse, registrarse o sustituirse rápidamente.
Generalmente, el proceso de pulido se lleva a cabo en el siguiente orden: pulido de líneas→ pulido del fondo→ pulido del círculo interior→ pulido con ruedas de cepillo de pulido→ pulido con rueda de pulido de fieltro de lana→ pulido con disco de rueda de fieltro de lana amarillo→ pulido con disco de rueda de fieltro de lana blanco→ pulido de la base (pulido del círculo interior)→ pulido de la rueda de tela (las piezas de oro K pueden estar libres de pulido con disco de rueda de fieltro de lana amarillo).
- Pulido de líneas. Una vez obtenida la pieza, compruebe el tamaño del espacio en la zona de pulido y, a continuación, determine el grosor de la cuerda. Durante la operación, tire de cada zona en un orden determinado, pero preste atención al tiempo y la fuerza; el tiempo de pulido no debe ser demasiado largo, y la fuerza no debe ser demasiado grande para evitar arrancar ranuras o causar deformaciones (Figura 6-4).
- Puliendo el fondo. En primer lugar, observe la forma de la zona a barrer y, a continuación, determine la herramienta para pulir el fondo. Si el área es cuadrada o redonda, se debe instalar una escoba recta en el cabezal de la amoladora colgante para pulir; si el área tiene forma de tira, se debe utilizar una escoba de cerdas. Al pulir el fondo, tenga en cuenta los bordes y las esquinas para minimizar los daños (Figura 6-5). En lugares donde tres superficies se encuentran en ángulo, es difícil pulir a fondo con estas dos herramientas; normalmente, se instala una fresa en la amoladora colgante y se envuelve la punta de la fresa con algodón apropiado para pulir, comprobando constantemente hasta que esté totalmente pulida. Las herramientas utilizadas habitualmente para barrer el fondo son la escoba de cerdas largas y la escoba recta de mango largo. Antes de usarlas, hay que lijarlas con arena para que las cerdas no se separen. Para huecos u hoyos grandes y largos, se debe utilizar una escoba nueva de cerdas largas o una escoba recta de cerdas largas (longitud de las cerdas 1,2 cm); para huecos u hoyos pequeños y cortos, se debe utilizar una escoba de cerdas largas o una escoba recta de cerdas largas con una longitud de las cerdas inferior a 0,8 cm.
Figura 6-4 Pulido de líneas
Figura 6-5 Pulido del fondo
- Pulir el círculo íntimo. Este proceso está diseñado específicamente para anillos. Elija una varilla de núcleo adecuada según sus necesidades, instálela en las amoladoras y compruebe la máquina para asegurarse de que la varilla de núcleo del anillo está estable y no tiembla (Figura 6-6). Aplique pasta de pulir a la varilla de núcleo de terciopelo y, a continuación, utilice el pulgar, el índice y el dedo corazón de la mano derecha para sujetar firmemente el anillo y colocarlo en la varilla giratoria para anillos. Gire el anillo y muévalo rápidamente a izquierda y derecha sobre la varilla. Durante el pulido, preste atención a la superficie de contacto entre la varilla del núcleo y el anillo, manteniendo la superficie de contacto de pulido a aproximadamente 1/3 del arco del círculo interior. Si la superficie de contacto de pulido es demasiado pequeña, la eficiencia del trabajo será baja; si la superficie de contacto es demasiado grande, cambiar la posición de pulido será muy inconveniente, y la resistencia a la fricción será alta, lo que dificultará mantener la joya pulida, lo que puede hacer que la joya pulida gire junto con la varilla de núcleo. Después de girar y pulir el anillo durante una vuelta completa, déle la vuelta y gírelo durante otra vuelta, luego retírelo para inspeccionarlo hasta que esté brillante y claro. Durante esta operación, es importante mantener la integridad y claridad del grabado.
- Pulido con discos de cepillo. El pulido con ruedas de cepillo pule principalmente las superficies de las joyas con incrustaciones, los bordes de la piedra principal y las piedras laterales, y los huecos de los elementos decorativos. También puede pulir la parte posterior de la joya. Existen ruedas de cepillo largas y ruedas de cepillo cortas (figura 6-7).
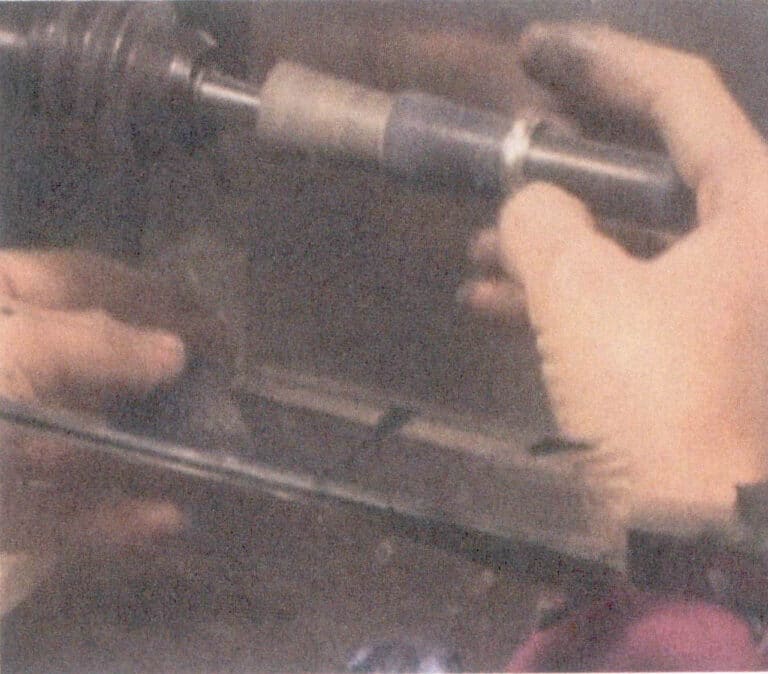
Figura 6-6 Pulido del círculo interior
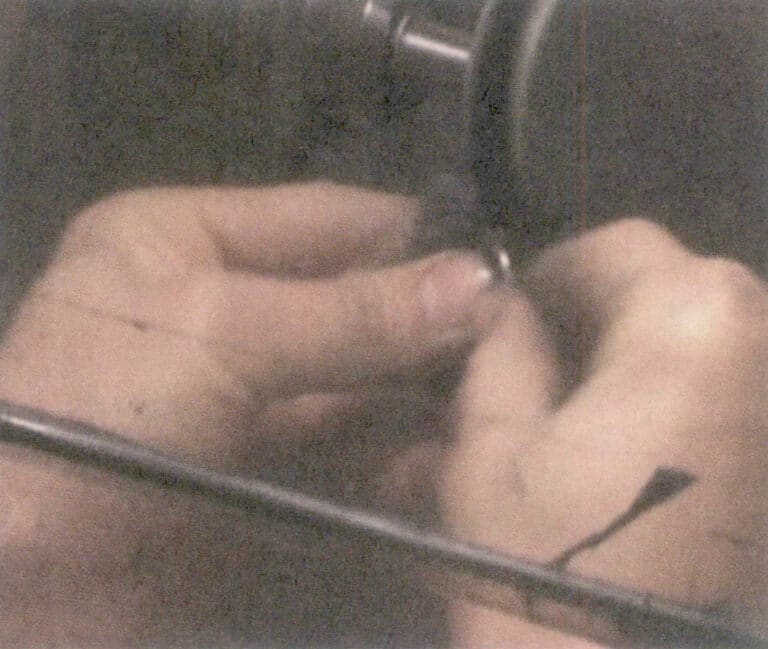
Figura 6-7 Cepillo de pelo para coches
Pulido con cepillo pulidor largo Ruedas: Instale el cepillo de pulido largo en la pulidora, enciéndala y asegúrese de que funciona suavemente sin sacudidas. Aplique cera verde y utilice el dedo índice y el pulgar de la mano izquierda (o derecha) para sujetar el anillo mientras pule. Al pulir zonas curvas o rebajadas, cambie constantemente el ángulo para evitar pulir el mismo punto durante demasiado tiempo o utilizar un solo ángulo para evitar que los bordes se hundan, las púas se aplanen o las puntas se afilen.
Pulido con ruedas de cepillo de pulido corto: De forma similar al cepillo de pulido largo, instale el cepillo de pelo corto en la pulidora, aplique cera verde y utilice los dedos índice y pulgar de la mano izquierda (o derecha) para agarrar el aro mientras pule. Preste atención a la distribución de la fuerza durante el pulido, y pula desde múltiples ángulos y direcciones. Para los engarces de piedras, domine el ángulo y utilice una fuerza moderada para el pulido de impacto. Además, para las zonas con tres superficies en ángulo, utilice una amoladora colgante, una fresa y algodón para pulir, asegurándose de que los bordes no se hunden y las puntas no se aplastan ni se afilan.
Los cepillos más utilizados son principalmente los de doble hilera, siendo uno más duro y el otro más blando. El cepillo duro puede pulir oro K y platino, y la eficacia de pulido de las piezas de trabajo es relativamente rápida; el cepillo blando sólo puede pulir oro K. El nuevo cepillo de doble hilera tiene una longitud de pelo de 1,2 cm y se utiliza principalmente para pulir zonas con huecos más grandes, como los laterales entre las puntas; el cepillo medio es un cepillo con una longitud de pelo de 0,4 ~ 0,8 cm, que es el más eficaz; el cepillo corto es un cepillo con una longitud de pelo inferior a 0,4 cm, que se utiliza principalmente para pulir cabezas de puntas y biseles. Además, hay cepillos de núcleo de hierro y cepillos de cuatro filas. El nuevo cepillo de núcleo de hierro tiene una longitud de pelo de aproximadamente 1,5 cm y se utiliza para pulir biseles en forma de estrella, ya que el espacio entre los biseles en forma de estrella es relativamente corto, con huecos profundos y estrechos, lo que facilita que el cepillo de doble hilera afloje las piedras preciosas; el cepillo de cuatro hileras se utiliza principalmente para pulir piezas de varias garras (garras). Antes de utilizar el cepillo para automóviles, hay que instalarlo firmemente en la pulidora para evitar vibraciones. El cepillo recién utilizado también debe lijarse con arena para eliminar los pelos esparcidos por ambos lados, concentrando los pelos, y luego la punta del cepillo debe lijarse plana con arena para evitar un pulido desigual.
Al pulir con los cepillos de pulido, tenga cuidado de aplicar la fuerza adecuada; una fuerza excesiva puede provocar la deformación de la joya, la pérdida de garras, el aflojamiento de las garras o incluso la pérdida de piedras. Además, el pulido debe ser minucioso para evitar dejar marcas de lima o arañazos.
- Pulido con disco de fieltro de lana. Coloque la superficie de la pieza a pulir en ángulo paralelo al disco de pulir de fieltro de lana y, a continuación, acérquese al disco de pulir de algodón, sujetando la pieza con la mano derecha y ejerciendo una ligera presión, moviendo la pieza de modo que el disco de pulir pueda entrar en contacto con la superficie de la pieza (véase la figura 6-8). Tenga cuidado de mantener la mano firme durante el movimiento, sin hacer pausas, y asegúrese de que la superficie de contacto entre el disco pulidor de fieltro de lana y la pieza de trabajo permanece paralela y no se cruza para evitar deformar la pieza de trabajo. Antes de utilizar un disco pulidor de fieltro de lana nuevo, debe lijarse con arena para evitar vibraciones.
- Pulido con disco de fieltro de lana amarilla. Sujete con ambas manos la pieza de trabajo que se ha pulido con el disco de amolar y el disco de pulir de fieltro de lana, colocándola debajo del disco de fieltro de lana amarillo (véase la figura 6-9). Antes de utilizar un nuevo disco de fieltro de lana amarilla, debe aflojarse con una prensa de cobre y lijarse con arena.
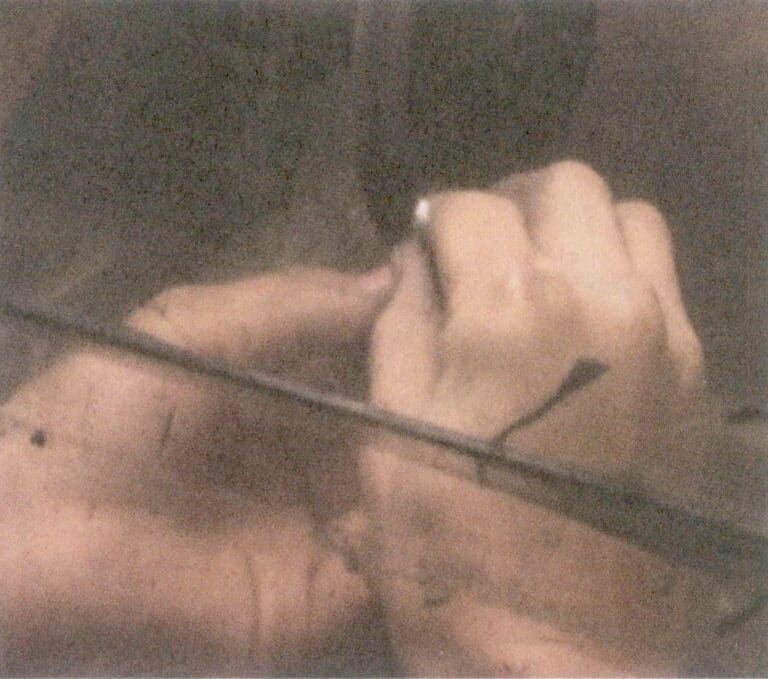
Figura 6-8 Pulido con disco de fieltro de lana
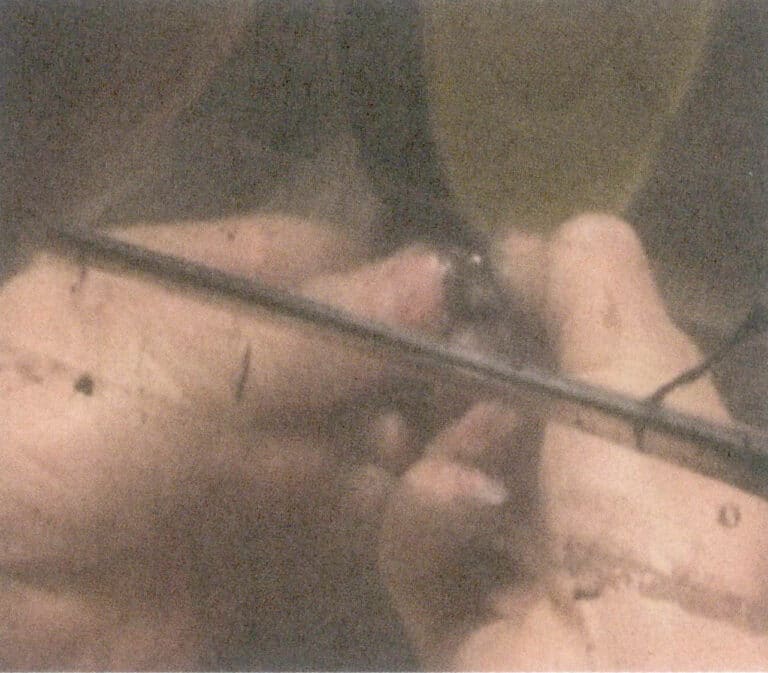
Figura 6-9 Pulido con el disco de fieltro de lana amarilla
En general, durante la operación, intente mantener la joya paralela a la rueda de paño de pulido, agarrándola firmemente con ambas manos y moviéndola hacia la rueda de paño de arriba abajo. El pulido debe realizarse uniformemente de una sola vez para garantizar que se pule toda la pieza de joyería, y cada parte debe pulirse a fondo. Una técnica de pulido incorrecta puede provocar fácilmente que la joya pulida salga despedida de las manos sobre la rueda de pulido que gira a gran velocidad, lo que puede dañar fácilmente la superficie de la gema, deformar el soporte metálico o provocar roturas. Si la joya pulida es de tamaño pequeño (como colgantes o pendientes), se puede preparar un gancho de alambre metálico para sujetar la joya durante el pulido, evitando que salte el pulido y que la fuerza sea desigual. Si se producen saltos, puede deberse a que la rueda de pulido no esté centrada, a que la rueda de tela de pulido no sea redonda o a problemas con la técnica del operario.
- Pulido con disco de fieltro de lana blanca. Después de preparar la rueda de tela, ponga en marcha la máquina, aplique una cantidad adecuada de cera en la rueda de tela y sujete firmemente la pieza con los dedos pulgar e índice de la mano izquierda (o derecha). La pieza debe colocarse en un ángulo de aproximadamente 10° con respecto al punto de contacto de la rueda de tela y, a continuación, debe pulirse uniformemente por ambos lados. Si se trata de una cadena pequeña, utilice ambas esquinas de la rueda de tela para pulir (Figura 6-10). Al pulir con la rueda de tela blanca, preste atención a los ángulos y bordes donde se conectan las superficies, la posición de la piedra, los clavos, las garras, etc., para mantener la pieza lo más cerca posible de su forma original. Antes de utilizar una rueda de tela blanca nueva, esmerile las esquinas para igualarlas con papel de lija y, a continuación, utilice papel de lija para alisar la superficie de la rueda de tela.
- Pulir la base (pulir el círculo interior). Para la pieza pulida con la rueda de tela, utilice una amoladora colgante con un cepillo de lana o un cepillo recto para aplicar cera en polvo roja para pulir la base (Figura 6-11). Para las zonas no pulidas o no pulidas a fondo, utilice una amoladora colgante con una fresa envuelta en algodón y aplique cera para pulir hasta que quede bien pulida. Por último, utilice una amoladora colgante con una muela de tela para aplicar cera de pulir en el círculo interior, teniendo cuidado de no aplicar demasiada fuerza al pulir para evitar que se deshilache.
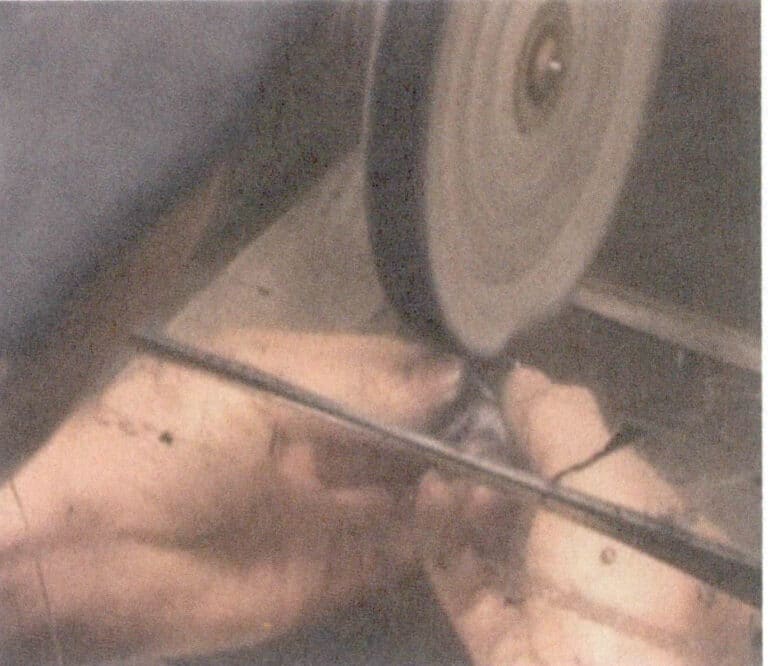
Figura 6 - 10 Pulido con disco de fieltro de lana blanca

Figura 6 - 11 Pulido de la base
- Pulido de la rueda de tela. Este es el proceso final. Después de aplicar la rueda de tela, cúbrala con una cantidad adecuada de cera ligera, póngase guantes limpios y pula la pieza como la rueda de tela, eliminando cualquier resto de cera flotante y haciendo que la pieza quede brillante a la vez que se evita cualquier pelusa (Figura 6-12).
- Otros. Después de esmerilar o chorrear la pieza, compruebe si hay problemas de arenado o separación de colores. Si los hay, esmerile las zonas con problemas de arenado o separación de color antes de proceder al esmerilado fino. Dado que el platino conduce el calor rápidamente, se pueden utilizar protectores de algodón para los dedos cuando se rectifiquen piezas de platino. Antes de ponérselos, corte los hilos de algodón sobrantes para evitar que se enganchen en el husillo de la rectificadora, lo que podría provocar accidentes de seguridad. Por lo general, las fundas de algodón para los dedos son tan largas como el dedo entero, pero no es necesario que sean tan largas para su uso real; las partes sobrantes deben doblarse hacia dentro y luego llevarse en los dedos (Figura 6-13). Durante el rectificado, pueden aparecer algunas pequeñas picaduras de arena; en este momento, puede utilizar un prensador de acero para presionarlas y luego continuar con el rectificado sin necesidad de repararlas. Coloque el prensador de acero en el dedo meñique y presiónelo con los dedos pulgar e índice.

Figura 6-12 Disco pulidor
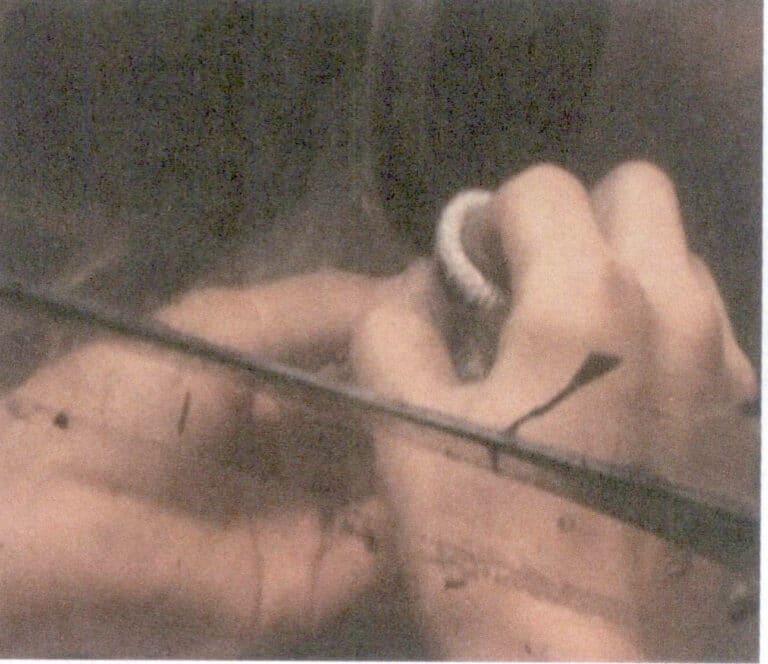
Figura 6-13 Cómo llevar los protectores de dedos
Vídeo de esmerilado y pulido
Tabla 6-3 Diagrama de flujo del proceso de pulido
| tipo / Procesos / Pasos | Anillo | Cadenas (pulseras, collares) | Pendientes | Colgantes | Pulseras | Broches | |||||||||||||||
| Platino | K-Gold | Plata | Cobre | Platino | K-Gold | Plata | Cobre | Platino | K-Gold | Plata | Cobre | Platino | K-Gold | Plata | Cobre | Platino | K-Gold | Platino | K-Gold | Plata | |
| Pulir el fondo | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | |||||||||
| Rectificar el círculo íntimo | ● | ● | ● | ● | |||||||||||||||||
| Pulido con disco | ● | ● | ◊ | ◊ | ● | ● | ◊ | ◊ | ◊ | ◊ | ● | ◊ | ◊ | ◊ | |||||||
| Pulido con disco de cepillo | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Pulido con cepillo amarillo | ● | ◊ | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||
| Pulido con disco blanco | ● | ● | ● | ● | ● | ● | |||||||||||||||
| Pulido de la base | ● | ● | ● | ◊ | ◊ | ◊ | ● | ◊ | ● | ◊ | ● | ◊ | |||||||||
| Pulir el círculo íntimo | ● | ● | |||||||||||||||||||
| Pulido | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
(4) Requisitos básicos y precauciones para la calidad de las piezas pulidas
① Requisitos básicos para la calidad de las piezas pulidas
- Por su aspecto. La superficie debe estar limpia y brillante, libre de cera flotante, sin marcas de tirones, arañazos, marcas de papel de lija, ondulaciones de agua, bordes afilados, líneas suaves, bordes hundidos, bordes cóncavos o deformaciones.
- El círculo interior del anillo y las zonas de pulido de líneas y pulido del fondo deben estar brillantes y limpios, sin arañazos, sin manchas (marcas) de papel de lija ni bordes o superficies dañados; los caracteres estampados deben permanecer completos y nítidos.
- El engaste de la piedra debe estar libre de marcas de papel de lija (puntos), sin garras planas (puntas) ni garras afiladas (puntas), y los bordes de la piedra no deben presentar hundimientos, hundimientos, deformaciones, holguras ni fragmentaciones.
② Precauciones
El proceso de pulido depende de la potencia; por lo tanto, pueden surgir riesgos de seguridad si no se siguen los procedimientos prescritos durante el funcionamiento. Los operarios deben comprender y respetar los siguientes puntos para evitar accidentes.
- En la organización diaria de la producción, es habitual que dos personas compartan una rectificadora, por lo que al iniciar el trabajo o cambiar las herramientas de rectificado, es esencial informar a la otra persona antes de volver a poner en marcha la máquina.
- Cuando la rectificadora esté en funcionamiento, tenga cuidado de no tocar con las manos el eje giratorio ni las herramientas de rectificado. Cuando la rectificadora de disco no se haya detenido por completo, no toque el disco, ya que la rectificadora de disco gira muy rápidamente y el borde del disco es extremadamente afilado, lo que supone un riesgo de corte en la zona de contacto.
- Al utilizar la varilla de núcleo anular, está prohibido llevar guantes para evitar que los dedos queden atrapados con los guantes en la varilla de núcleo anular, lo que podría aplastar los dedos y causar lesiones accidentales.
- Cuando limpie la posición de la máquina, primero debe apagar la rectificadora y desconectar la alimentación antes de limpiar el tubo de la lámpara dentro de la caja.
- Al pulir piezas, hay que concentrarse plenamente y no pensar en otras cosas, sobre todo durante las operaciones de cosido o cosido de grandes dimensiones. Un momento de falta de atención puede provocar el fenómeno de "deslizamiento de la herramienta" (en el que la mano no sujeta la pieza de trabajo, lo que hace que se deslice y salga volando), que puede tener graves consecuencias, como el desguace de la pieza de trabajo, daños materiales y lesiones personales.
- Cuando utilice una amoladora colgante, la posición con muesca en el cabezal de la máquina debe mirar hacia arriba para evitar el contacto accidental con los dedos y las lesiones. Los dedos que sujetan la pieza de trabajo deben llevar protectores para evitar lesiones causadas por la herramienta de amolado giratoria de alta velocidad. Además, la fuerza aplicada por ambas manos durante la cooperación debe ser moderada y no excesiva; de lo contrario, puede dañar la herramienta de esmerilado y causar accidentes.
- Si se produce un accidente durante el trabajo, hay que avisar inmediatamente a los compañeros para que paren la máquina.
3. Repare
Después de someter la pieza de joyería a tres procesos de pulido: pulido basto, pulido medio y pulido fino, puede conseguir un acabado de espejo. Sin embargo, a veces, debido a la excesiva rugosidad tras el acabado, la superficie de la joya sigue conservando importantes marcas de lima, arañazos y otros rastros, por lo que resulta difícil eliminarlos completamente mediante el proceso de pulido. Hay que repararlas; los arañazos y marcas de lima de la joya deben lijarse con papel de lija antes de volver a pulir. Además, durante el proceso de pulido, a veces pueden quedar al descubierto agujeros ocultos bajo la superficie de la joya. En este punto, es esencial realizar primero reparaciones de soldadura, y sólo después de alisar se puede volver a pulir.
(1) Reparación de pequeños fosos de arena
Instale la barra de lijado en la rectificadora y utilice la barra de lijado para lijar las picaduras de arena de la pieza de trabajo (Figura 6-14). Alise la pieza de trabajo con papel de lija, utilizando papel de lija 400# para el platino y, a continuación, papel de lija 1200#; para el oro K, basta con papel de lija 400# (Figura 6-15).

Figura 6-14 Fosos de arena de trituración

Figura 6-15 Pulido con papel de lija
(2) Reparación de grandes agujeros de arena y descamación del oro
Instale las fresas de acero en la amoladora colgante, y utilice las fresas de acero para pulir los agujeros de arena o los puntos de descamación de oro en la pieza de trabajo. Sumérjalo en agua con ácido bórico, precaliente los agujeros de arena o los puntos de descamación de oro de la pieza de trabajo con un soplete y derrita las partículas de metal utilizadas para la reparación. Después de sumergir las pinzas en perlas de oro, aplique bórax y, a continuación, coloque las perlas de oro en la zona de reparación de la pieza de trabajo para nivelar la abolladura. Coloque la pieza reparada en un recipiente con agua de alumbre y utilice un soplete para calentar el agua de alumbre hasta ebullición para eliminar el bórax y otras impurezas de la pieza. Aclárela con agua limpia y séquela con un soplador. Utilice un bastoncillo de lija para alisar la zona reparada y, a continuación, púlala con papel de lija.
(3) Instalación o soldadura de accesorios
Algunas joyas, como ciertos componentes de pendientes y broches, pueden causar inconvenientes en el engaste y pulido de piedras si se montan durante el proceso de acabado. Por lo tanto, es necesario instalar o soldar los accesorios de la pieza una vez finalizado el engaste o pulido de la piedra, convirtiéndola en un conjunto, lo que resulta beneficioso para mejorar la eficacia de la producción y la calidad del producto.
4. Eliminación de cera por ultrasonidos
Tras el pulido, la superficie y los huecos de la pieza se cubren con cera de pulido y diversas mezclas. La eliminación de la cera retira las mezclas de la pieza, lo que limpia la pieza.
(1) Principales herramientas utilizadas
Eliminador de cera por ultrasonidos, dispositivo de calentamiento, botella pulverizadora, bote de aluminio, secador de pelo, etc.
(2) Puntos clave del proceso operativo
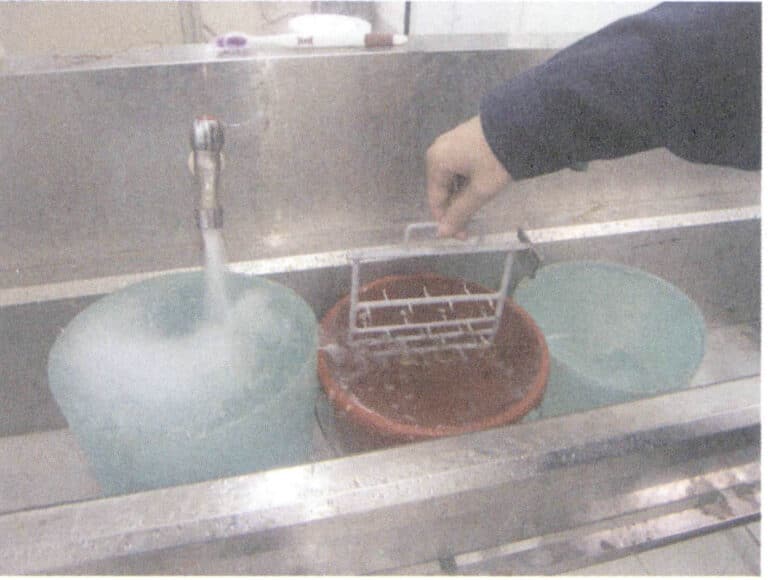
En primer lugar, compruebe si la pieza de trabajo con engaste de piedras tiene alguna piedra suelta o si la pieza de trabajo con engaste de cadenas tiene alguna caída. A continuación, cuelgue la pieza en el gancho de eliminación de cera; las piezas sin engaste de piedras también pueden colocarse en un tamiz e introducirse en el limpiador ultrasónico para eliminar la cera (Figura 6-16). Una vez eliminada la cera, las piezas de trabajo deben enjuagarse repetidamente con agua limpia (Figura 6-17) y, a continuación, secarse con un secador de pelo (Figura 6-18).
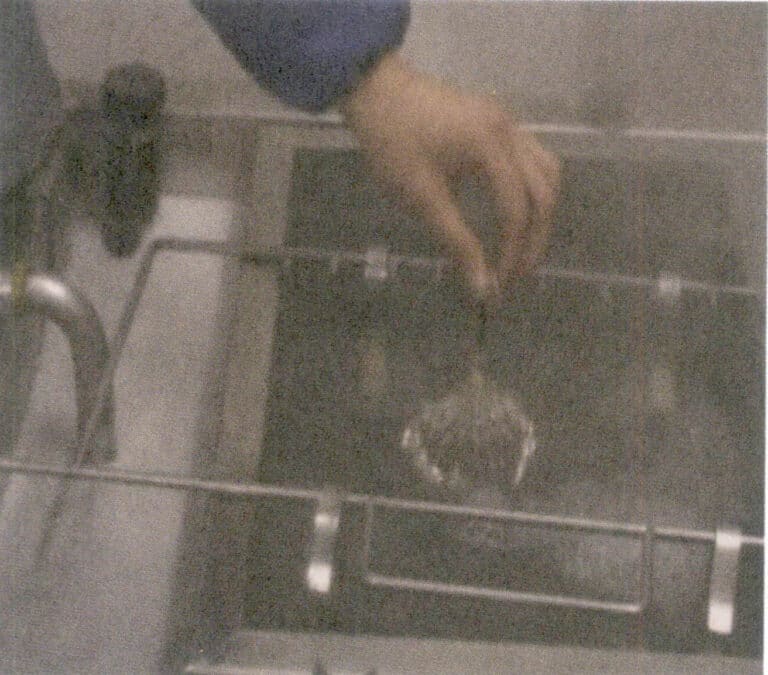

Figura 6-17 Aclarado con agua limpia

Figura 6-18 Secado de la pieza
Vídeo de depilación
Las piezas de platino y las que se pulen por primera vez deben hervirse en una olla de aluminio llena de solución para eliminar la cera. Los anillos y otras piezas con menos huecos deben hervirse durante 5 minutos, y las piezas en forma de cadena requieren unos 10 minutos de ebullición debido a sus muchos huecos estrechos. Coloque la pieza de trabajo en el limpiador ultrasónico para la eliminación de cera, ajuste la temperatura del agua de eliminación de cera a 70 ~ 90℃, y se puede sacar después de unos 20 min de vibración.
Tras el segundo pulido, la pieza puede limpiarse directamente con el limpiador ultrasónico para eliminar la cera, con un tiempo de eliminación de unos 10 min (o según la situación específica).
Vídeo de lijado, pulido y eliminación de cera
5. Desengrase electrolítico
Las manchas de aceite adheridas a la superficie de las piezas chapadas pueden aislar la solución de chapado del sustrato, provocando un chapado deficiente. Las pequeñas gotas de aceite pueden formar una película de aceite que aísle la capa de revestimiento del sustrato, provocando que la capa de revestimiento burbujee, se pele o se desprenda. Para conseguir una buena capa de revestimiento, las piezas revestidas deben someterse a un desengrase electrolítico para garantizar que su superficie esté limpia, lo que permite una unión más fuerte entre la capa de revestimiento y el sustrato.
El desengrase electrolítico consiste en hacer pasar corriente continua a través de una solución alcalina, utilizando la pieza que se va a recubrir como cátodo o ánodo. El gas hidrógeno generado en el cátodo o el gas oxígeno generado en el ánodo agitan mecánicamente la solución en la superficie de la pieza, ayudando a eliminar las manchas de aceite de la superficie de la pieza y acelerando los procesos de saponificación y emulsificación. La formulación de la solución desengrasante electrolítica es fundamentalmente similar a la del desengrase químico, pero el desengrase electrolítico es mucho más rápido y tiene un efecto desengrasante significativamente notable.
(1) Materiales principales
Solución electrolítica alcalina MC200.
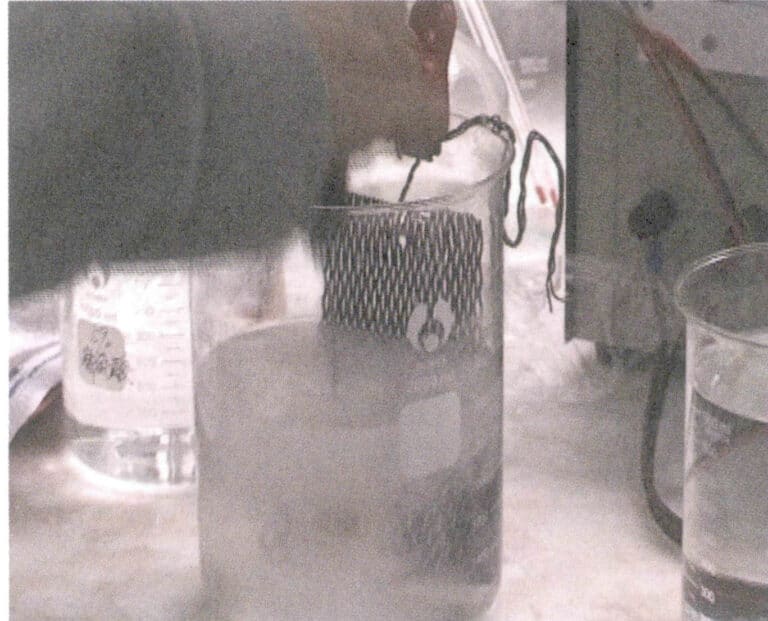
(2) Puntos clave del proceso operativo
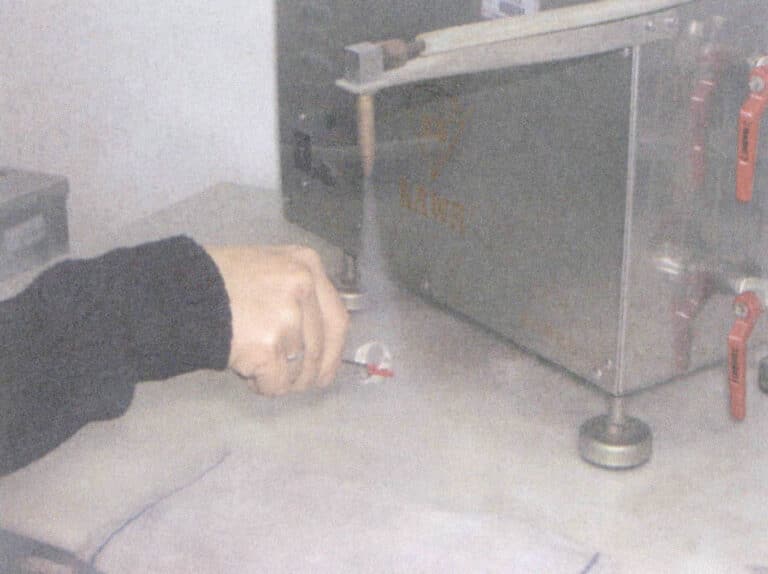
En primer lugar, prepare la solución electrolítica mezclando 60 g de polvo desengrasante MC 200 por litro de agua pura. Coloque la solución electrolítica preparada en dos recipientes de acero inoxidable. Uno se mantiene a temperatura ambiente para la electrólisis de piezas que separan colores; el otro se calienta a unos 70℃ para la electrólisis de piezas que no separan colores. Ajustar la tensión de electrólisis a 6 V y la corriente a 20 A. El ánodo de la fuente de alimentación se conecta a la pared del recipiente de acero inoxidable, y el cátodo de la fuente de alimentación se conecta al gancho metálico que cuelga la pieza de trabajo. Después de colocarla en la solución electrolítica durante 1 minuto, el desengrase se completa, y se puede sacar y enjuagar con agua (Figura 6-19).
La pieza enjuagada se sumerge en una solución de 60 g de sales ácidas sólidas por litro de agua pura, se saca inmediatamente y se enjuaga con agua.
(3) Precaución
Cuando se realice la electrólisis en la superficie de la pieza, controle siempre el amperímetro. Si la corriente es demasiado alta, corte inmediatamente la alimentación y compruebe si hay algún cortocircuito.
6. Aplicación de esmalte de uñas
En la producción de joyas, hay veces en que las piezas requieren galvanoplastia de separación de colores, lo que significa aplicar dos o más tratamientos de coloración a distintas partes de la misma pieza de joyería para conseguir un efecto artesanal multicolor. Para lograr el objetivo de la galvanoplastia de separación de colores, es necesario aplicar esmalte.
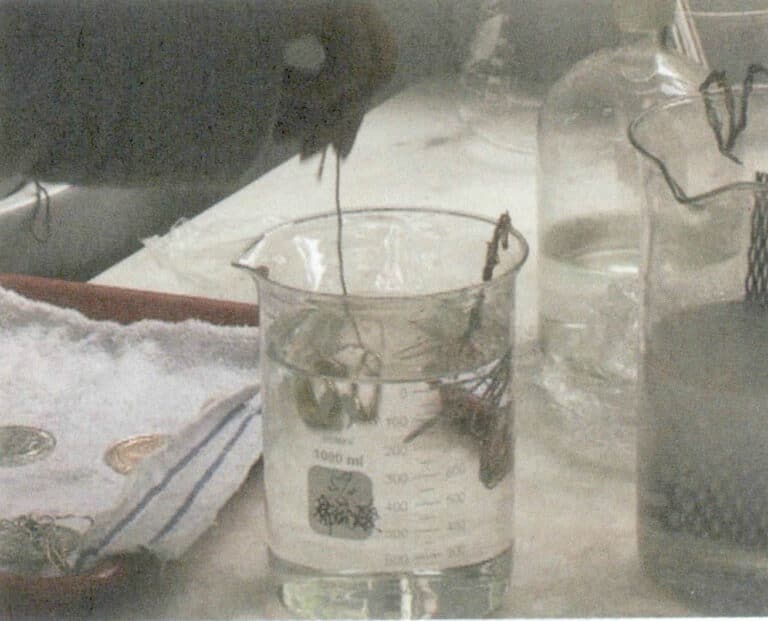
Vierta el esmalte de uñas en un vaso de cristal y dilúyalo con una cantidad adecuada de diluyente de laca. Utilice un pequeño alambre metálico para unir las partes no electrochapadas de la pieza, sujete la pieza con una pinza de madera y utilice un pincel fino para aplicar el esmalte de uñas en las zonas no electrochapadas de la pieza (Figura 6-20), asegurándose de que el esmalte de uñas cubre uniformemente las partes no electrochapadas de la pieza. Cuelgue la pieza con el esmalte de uñas aplicado en una rejilla metálica para que se seque, con un tiempo de secado de 15 ~ 20 min.
El esmalte de uñas de la pieza debe secarse de forma natural y no puede secarse con un secador de pelo.

Vídeo de aplicación de esmalte de uñas
Copywrite @ Sobling.Jewelry - Fabricante de joyería personalizada, fábrica de joyería OEM y ODM
7. Limpieza de superficies
La limpieza de superficies es una parte indispensable del proceso de galvanoplastia. La calidad de la limpieza influye significativamente en la estabilidad del proceso de galvanización y en los indicadores de calidad de los productos galvanizados, como el aspecto y la resistencia a la corrosión. Este impacto proviene de varios aspectos: en primer lugar, si la pieza no se limpia adecuadamente después del desengrase, la solución desengrasante residual puede contaminar la solución galvánica; en segundo lugar, las impurezas contenidas en el agua misma pueden contaminar la solución galvánica; en tercer lugar, cuando se aplican varios tipos de chapado al mismo producto o cuando se realiza chapado de separación de colores, una limpieza inadecuada puede provocar contaminación cruzada de la solución galvánica. Si la superficie de la joya no se limpia correctamente, es fácil que se produzcan problemas como una mala adherencia del chapado, un grosor desigual, poco brillo, baja resistencia a la corrosión y propensión a la oxidación.
En la actualidad, la limpieza de joyas implica principalmente la limpieza con agua, que se refiere al uso de agua para eliminar el líquido adherido de la superficie de la pieza de trabajo. A grandes rasgos, existen tipos de limpieza con corriente continua de una etapa, limpieza con corriente continua paralela de varias etapas, limpieza continua a contracorriente de varias etapas, limpieza intermitente a contracorriente y limpieza con vapor.
(1) Limpieza de CC de una etapa
La limpieza de CC de una etapa coloca la pieza bajo el grifo y utiliza el agua de enjuague directamente (Figura 6-21). De esta forma, la mayor parte del uso de "agua corriente continua", el operador que cuanta más agua, mejor será el efecto de limpieza, y el grifo abierto al máximo, pensando que la pieza de trabajo estará limpia. Este método de limpieza se utiliza generalmente y desperdicia una gran cantidad de agua limpia. Sin embargo, también vierte una gran cantidad de aguas residuales, contaminando el medio ambiente y aumentando la carga del tratamiento de aguas residuales de galvanoplastia. El proceso de galvanoplastia limpia problemas de calidad de galvanoplastia sucia, a menudo no hay suficiente agua. Aún así, el método de limpieza es un factor inadecuado, por lo que cambiar el método de limpieza garantiza la calidad de limpieza de las piezas chapadas y reduce significativamente el consumo de agua y los costes de gestión de las aguas residuales.
(2) Limpieza por corriente continua paralela multietapa
La limpieza por corriente continua paralela multietapa se forma combinando varias etapas de tanques de limpieza por corriente continua en paralelo, con diferentes concentraciones de líquido en cada tanque de limpieza pero igual entrada de agua. Bajo la premisa de lograr la misma calidad de limpieza, el aumento del número de etapas de limpieza puede reducir el suministro de agua de limpieza. Cuando el número de etapas de limpieza es superior a 3, la disminución del caudal de suministro de agua es muy pequeña a medida que aumenta el número de etapas. Por lo tanto, en las operaciones de producción reales, la limpieza por corriente continua paralela multietapa no resulta económica si se aumenta excesivamente el número de etapas debido a la disminución gradual de la concentración de aclarado, y cuantas más etapas haya, mayor será la intensidad de mano de obra. Generalmente, tres etapas son más apropiadas.
(3) Limpieza continua multietapa a contracorriente
La limpieza continua multietapa a contracorriente comprende varios tanques de limpieza conectados en serie, con entrada continua de agua en el último tanque de limpieza y salida continua de agua del primer tanque de limpieza. La dirección del flujo de agua es opuesta a la dirección de limpieza de los artículos chapados, y las concentraciones de líquido en cada tanque de limpieza son diferentes (Figura 6-22). A medida que los artículos chapados se limpian, la concentración del líquido del tanque de limpieza también aumenta. En el caso del mismo número de tanques de limpieza, el suministro de agua para la limpieza continua a contracorriente es sólo una fracción del de la limpieza multietapa en corriente continua paralela, comparable a la concentración del agua descargada desde el primer tanque de limpieza.
(4) Limpieza intermitente a contracorriente
La limpieza a contracorriente intermitente difiere de la limpieza a contracorriente continua; en este método de limpieza, el tanque de limpieza final no tiene una entrada de agua continua, sino intermitente. Cuando el tanque de limpieza final alcanza la concentración controlada, la totalidad o parte del mismo recupera la solución de limpieza de la primera etapa. Por el contrario, las otras etapas cambian el agua en la dirección opuesta al movimiento de la pieza, y el tanque final se complementa con agua fresca. Tomando como ejemplo la limpieza en tres etapas, el suministro de agua para la limpieza a contracorriente intermitente es aproximadamente 55% del de la limpieza a contracorriente continua, y la concentración en el primer tanque también es superior a la primera.
(5) Limpieza a vapor
La limpieza con vapor es un método que utiliza vapor saturado a alta temperatura y alta presión generado por un limpiador de vapor para limpiar la superficie de las piezas de trabajo de manchas de aceite y contaminantes, vaporizándolos y evaporándolos (Figura 6-23). También puede limpiar pequeños huecos y agujeros, decapando y eliminando manchas y residuos de aceite, consiguiendo una gran eficacia, ahorro de agua, limpieza, sequedad y bajo coste. La limpieza a vapor es un medio muy eficaz para limpiar las grietas de las joyas y suele utilizarse después de la limpieza con agua.
8. Grabado suave
Vídeo de pretratamiento de revestimiento
Sección II Galvanoplastia
1. Introducción a la galvanotecnia
(1) Principio básico de la galvanoplastia
La galvanoplastia es el uso de métodos electroquímicos, la formación de depósitos de metales y aleaciones en la superficie de las partes chapadas del proceso, el proceso de iones metálicos en la solución de unión bajo la acción del campo eléctrico externo por la reacción del electrodo reducido a átomos de metal, y el cátodo en el proceso de deposición de metal. La electrodeposición en la superficie del revestimiento de metal o aleación formada por la composición química y la estructura organizativa diferente del material de base no sólo cambia la apariencia de las piezas chapadas, sino que también hace que la superficie de las piezas chapadas para obtener las propiedades fisicoquímicas requeridas o propiedades mecánicas, para lograr el propósito de la modificación de la superficie.
(2) Requisitos básicos de calidad del chapado de joyas
- El chapado y el material base combinan solidez y buena adherencia. Debe haber una adhesión firme y una cierta combinación de resistencia para el chapado y el sustrato.
- La capa de chapado es brillante y completa, la cristalización es meticulosa y estrecha, la porosidad es pequeña, y puede bloquear eficazmente la corrosión del medio externo.
- Las normas pertinentes deben determinar el grosor del chapado, y la distribución del chapado debe ser uniforme.
En la industria de la joyería, las especies comunes de chapado decorativo superficial son el chapado en oro puro, chapado en oro K, chapado en plata, chapado en rodio, etc., según las características del producto, a veces es necesario utilizar niquelado o cobreado como capa de chapado inferior.
2. Niquelado brillante
El níquel brillante es un tipo de revestimiento muy utilizado en la galvanoplastia de joyería. Se basa en el níquel watt y consigue un recubrimiento de níquel brillante y liso mediante la adición de aditivos.
(1) Principio del niquelado brillante
Cátodo: Ni2+ + 2e = Ni
Reacciones catódicas laterales: 2H+ + e = H2
Ánodo (utilizando ánodo soluble): Ni - 2e = Ni2+
Reacción en el lado del ánodo: 2H2O - 4e = 4H+ + O2
(2) Proceso de niquelado brillante
Para ver un ejemplo del proceso de niquelado brillante, consulte la Tabla 6-4.
Tabla 6-4 Proceso de niquelado brillante
| Composición y condiciones de proceso de la solución de revestimiento | Proceso 1 | Proceso 2 |
|---|---|---|
| Sulfato de níquel(NiSO4-7H2O) (g/L) | 250〜300 | 250〜320 |
| Cloruro de níquel(NiCl2 - 6H2O)(g/L) | 40〜60 | 50〜60 |
| Ácido bórico (H3BO3) (g/L) | 40 〜50 | 40 〜50 |
| Sacarina(C6H5COSO2NH) (g/L) | 0.5〜1 | |
| 1,4-Butinodiol(C4H6O2) (g/L) | 0.3〜0.5 | |
| Dodecil sulfato de sodio(C12H25SO4Na) (g/L) | 0.05〜0.2 | |
| Aditivos(mL/L) | Cantidad adecuada | |
| Valor pH | 3.8〜4.4 | 3.8〜4.5 |
| Temperatura (℃) | 50〜55 | 50〜65 |
| Densidad de corriente catódica (A/dm2) | 2〜5 | 1〜10 |
(3) Composición de la solución de revestimiento y condiciones del proceso
① Níquel. La fuente de iones de níquel puede ser sulfato de níquel, cloruro, sulfamato, etc. El ión níquel es el componente principal de la solución de revestimiento que contiene generalmente 52 ~ 70 g/L. Una concentración elevada de ión níquel aumenta la densidad de corriente y mejora la velocidad de deposición. Aún así, si la concentración es demasiado alta, se reduce la capacidad de dispersión de la solución de metalizado, lo que conduce a una zona de baja corriente sin metalizar. Si la concentración de ión níquel es demasiado baja, se reducirá la velocidad de deposición y, en casos graves, se quemará la zona de alta corriente.
② Agente amortiguador. El ácido bórico es el mejor agente tampón en las soluciones de niquelado; también puede mejorar la polarización catódica, mejorar la conductividad de la solución y aumentar las propiedades mecánicas del revestimiento.
③ Humectante. Durante el proceso de galvanoplastia, se libera gas hidrógeno en el cátodo. El agente humectante puede reducir la tensión superficial de la solución de revestimiento, aumentando el efecto humectante en la superficie de las piezas revestidas. Esto dificulta que las burbujas de hidrógeno generadas durante el proceso de galvanizado permanezcan en la superficie del cátodo, evitando así la formación de agujeros de alfiler y manchas. El agente humectante está compuesto por tensioactivos, que pueden clasificarse en agentes humectantes de alta espuma y agentes humectantes de baja espuma. Los agentes humectantes de alta espuma incluyen el dodecil sulfato sódico, mientras que los agentes humectantes de baja espuma incluyen el dietilhexil sulfato.
④ Agente abrillantador. Incluyen agentes abrillantadores primarios, agentes abrillantadores secundarios y agentes abrillantadores auxiliares. La función principal de los agentes abrillantadores primarios es refinar el tamaño del grano y reducir la sensibilidad de la solución de revestimiento a las impurezas metálicas. La sacarina es un agente abrillantador primario típico. La función de los agentes abrillantadores secundarios es dar a la capa metalizada un brillo notable. Sin embargo, también introducen tensión y fragilidad en la capa metalizada y aumentan la sensibilidad a las impurezas, por lo que su dosificación debe controlarse estrictamente. Cuando se utilizan junto con agentes abrillantadores primarios, pueden producir una capa totalmente brillante. El 1,4-butinodiol es un agente abrillantador secundario típico. Los agentes abrillantadores auxiliares desempeñan un papel de apoyo en la mejora del brillo de la capa metalizada. Son beneficiosos para mejorar la capacidad de cobertura de la capa de revestimiento y reducir la sensibilidad de la solución de revestimiento a las impurezas metálicas.
(4) Factores que afectan a las condiciones del proceso
① Valor de pH. Tiene un impacto significativo en la deposición de níquel y en las propiedades mecánicas de la capa metalizada. A medida que aumenta el valor del pH, mejora la eficacia de la corriente catódica y la capacidad de dispersión de la solución de revestimiento es buena. Sin embargo, si el valor de pH es demasiado alto, puede provocar la deposición de sales básicas de níquel cerca del cátodo, causando inclusiones en la capa metalizada, lo que provoca rugosidad, rebabas y fragilidad. Por el contrario, si el valor de pH es demasiado bajo, la eficacia de la corriente catódica disminuirá, dando lugar a agujeros de alfiler y áreas sin revestimiento en zonas de baja corriente, que deben controlarse estrictamente.
② Temperatura. El aumento de la temperatura puede reducir la tensión del revestimiento, aumentar la velocidad de migración de los iones en la solución de revestimiento y mejorar la conductividad de la solución de revestimiento, aumentando así la capacidad de dispersión de la solución de revestimiento y ampliando el rango de densidad de corriente.
③ Densidad de corriente. Está relacionada con la composición de la solución de revestimiento, el valor de pH, la temperatura de trabajo y el tipo de aditivos. Durante el funcionamiento normal, la eficiencia de la corriente también mejora a medida que aumenta la densidad de corriente.
④ Revolviendo. Puede evitar la polarización por concentración, estabilizar la velocidad de deposición de la solución de revestimiento y permitir el uso de mayores densidades de corriente. Puede emplearse agitación con aire, movimiento catódico o filtración continua.
⑤ Filtración. Debe utilizarse filtración continua para mantener clara la solución de chapado; el filtro puede ser de cartucho o de bolsa, con una velocidad de filtración de 2~8 veces/h y una precisión de filtración de 5~10μm.
Ánodo. Como ánodo soluble se utiliza una placa de níquel o una bola de níquel, que tiene estrictos requisitos de composición del material y estructura.
3. Dorado y sus aleaciones
El oro es de color amarillo brillante con una alta estabilidad química, no por el ácido clorhídrico, ácido sulfúrico, ácido nítrico, ácido fluorhídrico, o la corrosión alcalina, y es ampliamente utilizado en la industria de la joyería.
El chapado en oro puede dividirse en chapado en oro puro y chapado en oro K según la pureza del oro puro, el contenido de oro puro en 99,9% o más, el oro K de uso común 22K, 18K, 14 K, etc. De acuerdo con el espesor de la galjanoplastia se puede dividir en chapado en oro fino y grueso chapado en oro. El espesor de la capa de oro fino de 0,5μm o menos puede ser plateado directamente sobre el sustrato metálico. El chapado en oro grueso se suele chapar con níquel como capa base, y su brillo y nivelación de la situación para mejorar el brillo de la capa de chapado en oro tienen un papel obvio.
Durante mucho tiempo, el chapado en oro utilizó principalmente soluciones de chapado a base de cianuro; con la mejora de los requisitos de protección del medio ambiente desde la década de 1960, surgieron el chapado en ácido de oro puro, el chapado en ácido de oro duro, el chapado en oro neutro y el chapado en oro sin cianuro. La solución de chapado en oro puede dividirse en cianuro alcalino, microcianuro ácido, microcianuro neutro y sin cianuro.
(1) Dorado con cianuro
① Principio del baño de oro con cianuro
En la solución cianurada de chapado en oro, la sal principal es el cianuro potásico de oro [KAu(CN)4]en solución, que contiene iones complejos de cianuro Au(CN)2+ en la descarga catódica, generando una capa de chapado en oro.
Reacción catódica:[Au(CN)2]–+e = Au+ 2CN–
Reacción del lado del cátodo: 2H++2e = H2
Reacción anódica (con ánodo soluble): Au+2CN– - e = [Au(CN)]2–
Con ánodo insoluble: 2H2O - 4e=4H+ + O2
② Proceso de chapado en oro con cianuro
Proceso típico de chapado en oro con cianuro, ver Tabla 6-5.
Tabla 6-5 Ejemplo de proceso de dorado con cloruros
| Composición de la solución de revestimiento y condiciones del proceso | Proceso 1 | Proceso 2 | Proceso 3 |
|---|---|---|---|
| Cianuro potásico de oro(g/L) | 3.5 | 5〜16 | 2 |
| Cianuro de potasio(g/L) | 18 | 30 | 8 |
| Hidrógeno fosfato disódico (g/L) | 16 | ||
| Hidrógeno fosfato dipotásico (g/L) | 30 | ||
| Carbonato de potasio(g/L) | 30 | ||
| Tiosulfato de sodio (g/L) | 20 | ||
| Valor pH | 10〜11 | 12 | 12 |
| Temperatura (℃) | 50〜60 | 60〜65 | 60〜70 |
| Densidad de corriente catódica (A/dm2) | 1〜3 | 0.1〜0.5 | 0.3〜0.5 |
③ El papel de los componentes de la solución de metalizado
- Cianuro potásico de oro. El cianuro potásico de oro es la sal principal de la solución de revestimiento, la fuente de oro de la capa de revestimiento. La capa de revestimiento será roja y áspera si el contenido de oro es demasiado bajo. La calidad del cianuro potásico de oro es muy importante y debe seleccionarse cuidadosamente. El cianuro potásico de oro debe disolverse en agua desionizada antes de añadirlo a la solución de revestimiento.
- Cianuro de potasio (cianuro de sodio). El cianuro potásico (cianuro sódico) es un agente complejante que puede hacer que la solución de revestimiento sea estable y el proceso del electrodo normal. Si el contenido es demasiado bajo, la solución de revestimiento será inestable, la capa de revestimiento será áspera y el color será malo.
- Fosfato. El fosfato es un tampón que estabiliza la solución de metalizado y mejora el brillo de la capa metalizada.
- Carbonato. El carbonato, una sal conductora, puede mejorar la conductividad de la solución de revestimiento y la capacidad de dispersión de la solución de revestimiento.
④ Uso y mantenimiento de la solución de revestimiento
- La concentración de oro controla la velocidad de deposición y el color y brillo del revestimiento. 99.99% placa de oro puro se puede utilizar como un ánodo, y malla de platino titanio también se puede utilizar como un ánodo de oro insoluble, de acuerdo con el análisis de la reposición oportuna de sales de oro.
- El valor pH puede ajustarse con KOH y H3PO4.
- La solución cianurada de chapado en oro permite utilizar una densidad de corriente catódica, que es baja cuando la capa de chapado aparece de color rojo oscuro; sería conveniente reducir la densidad de corriente catódica Shen o aumentar la temperatura de la solución para evitar la precipitación de otros metales.
- La solución de revestimiento de cianuro debe evitar el cobre, la plata, el arsénico, el plomo y otras impurezas con el fin de evitar que el contenido de impurezas sea demasiado alto y afecte al aspecto y la estructura del revestimiento.
⑤ Problemas comunes del chapado en oro con cianuro
La producción de oro con cianuro se encontrará a menudo con diversos problemas, problemas comunes, posibles causas y soluciones, véase la Tabla 6-6.
Tabla 6-6 Problemas comunes del baño de oro con cianuro
| Problemas de chapado | Posibles causas | Soluciones |
|---|---|---|
| Desbaste | ①alto contenido en oro; ②alta densidad de corriente catódica; ③alta temperatura; ④alto contenido en carbonatos. | ① añadir cianuro potásico; ② reducir la densidad de corriente catódica; ③ bajar la temperatura; ④ Eliminar el carbonato con Ba(CN).2 |
| Enrojecimiento del chapado | ① contenido en oro demasiado elevado; ② temperatura demasiado elevada; ③ densidad de corriente catódica demasiado baja; ④ contenido en impurezas de cobre demasiado elevado; ⑤ valor de pH demasiado elevado. | ①Añadir cianuro potásico; ②Reducir la temperatura; ③Aumentar la densidad de corriente catódica; ④Recuperar el oro y sustituir la solución de revestimiento (o utilizarla para revestir la pieza de microoro rojo); ⑤Ajustar el pH con una solución de ajuste ácido. |
| Pérdida de color | ① el contenido en oro es demasiado bajo; ② la densidad de corriente catódica es demasiado baja; ③ el valor del pH es demasiado bajo. | ①Añadir cianuro potásico de oro; ②Aumentar la densidad de corriente catódica; ③Ajustar con KOH. |
| Color marrón | ① cianuro de potasio es demasiado bajo; ② sodio en la solución. | ①Añadir cianuro potásico; ②Recuperar el oro, sustituir la solución de chapado. |
| Color verdoso | ①plata en solución | ①Recuperar el oro, sustituir la solución de revestimiento; ②Revestimiento de la pieza de trabajo micro-revestida de verde. |
| Revestimiento oscuro (nebuloso) | ① densidad de corriente demasiado alta; ② suplementos insuficientes. | ①Ajustar la densidad de corriente; ②Añadir aditivos. |
(2) Dorado con bajo contenido en cianuro o microcianuro
Micro-cianuro solución de chapado en oro, además de cianuro de oro de potasio, no contiene cianuro libre valor de pH de 6 ~ 7; la solución de chapado contiene ácido carboxílico orgánico, fosfato, y sales de metales alcalinos, pero también se puede añadir al agente abrillantador o gelatina, ácido sulfúrico hidracina, aminas alquiladas y otras sustancias orgánicas, se puede obtener densa capa de chapado en oro brillante.
La solución de chapado en oro de microcianuro, según el valor del pH, puede dividirse en solución de chapado en oro neutra y solución de chapado en oro ácida.
① Dorado con microcianuro neutro
El pH de la solución neutra de microcianuro es de 6~7, y la capa chapada es de color amarillo limón. Los elementos de aleación Ni, Cu, Cd, etc., pueden ser chapados con aleación de oro. Se puede chapar oro fino y grueso ajustando la concentración de oro y la composición de la lejía. Para el proceso de chapado en oro con microcianuro neutro, véase la Tabla 6-7.
Tabla 6-7 Ejemplo de proceso de chapado en oro con microcianuro neutro
| Composición de la solución de revestimiento y condiciones del proceso | Proceso 1 | Proceso 2 | Proceso 3 |
|---|---|---|---|
| Oro (como cloruro de potasio y oro)(g/L) | 20 | 6〜8 | |
| Cianuro potásico de oro(g/L) | 12 | ||
| Hidrógeno fosfato disódico(g/L) | 82 | 42 | 25 〜35 |
| Dihidrógeno fosfato de potasio(g/L) | 70 | 10 | |
| Valor pH | 6〜6.5 | 6.5 〜10.5 | 6.5 〜7.5 |
| Temperatura(℃) | 60 | 60〜70 | 40〜50 |
| Densidad de corriente catódica (A/dm2) | 0.1〜 0.3 | 0.1〜0.6 | 0.2 〜0.4 |
② Dorado ácido con microcianuro
El chapado en oro de microcianuro ácido tiene un color amarillo con rojo brillante, uniforme y detallado, entre otras características.
- Proceso de chapado. Para conocer varios tipos de procesos de chapado en oro con microcianuro ácido, véase la Tabla 6-8.
Tabla 6-8 Varios procesos de chapado en oro con microcianuro ácido
| Composición y condiciones de proceso de la solución de revestimiento | Proceso 1 | Proceso 2 | Proceso 3 | Proceso 4 |
|---|---|---|---|---|
| Cianuro potásico de oro(g/L) | 12 〜14 | 8〜20 | 30 | 10 |
| Ácido cítrico (g/L) | 16〜48 | 18〜20 | ||
| Citrato de amonio (g/L) | 100 | |||
| Citrato de potasio (g/L) | 30〜40 | 100 〜140 | 28 〜30 | |
| Tartrato de antimonio y potasio (g/L) | 0.8 〜1.5 | 0.05 〜0.3 | ||
| EDTA (mL/L) | 2〜4 | |||
| Valor pH | 4.8 〜5.1 | 3〜4.5 | 5.2〜6.0 | 5.2 〜5.8 |
| Temperatura(℃) | 50 〜60 | 12 〜35 | 60 〜65 | 30 〜40 |
| Densidad de corriente catódica (A/dm2) | 0.1〜 0.3 | 0.5〜1 | 0.3 〜0.5 | 0.2 〜0.5 |
- El papel de cada componente en la solución de revestimiento.
Cianuro potásico de oro: Como sal principal de la solución de revestimiento, el contenido es suficiente para producir una capa de revestimiento de oro brillante, cristalina y detallada. Si el contenido es insuficiente, el intervalo de densidad de corriente es estrecho y la capa de chapado es roja, áspera y presenta una elevada porosidad.
Citrato: Tiene efectos complejantes, aglutinantes y amortiguadores. Si la concentración es demasiado alta, la eficacia de la corriente disminuye y la solución de metalizado es fácil de envejecer; si la concentración es demasiado baja, la solución de metalizado tiene poca capacidad de dispersión.
Fosfato: puede mejorar la estabilidad de la solución de revestimiento y el brillo de la capa de revestimiento.
- Condiciones de trabajo de la solución de revestimiento sobre el aspecto y el rendimiento del impacto.
Temperatura: Aumentar la temperatura puede aumentar el límite de densidad de corriente y mejorar la velocidad de deposición; aumenta el contenido de oro en la capa de chapado, se reduce el contenido de aleación, disminuye la tensión interna de la capa de chapado y se reduce la dureza. Sin embargo, si la temperatura es demasiado alta, el color de la capa chapada no es uniforme, y la capa chapada es fácil que sea roja y áspera: si la temperatura es demasiado baja, la capa chapada no es brillante.
Densidad de corriente: Con el aumento de la densidad de corriente, disminuye el contenido de oro en la capa chapada, disminuye el contenido de aleación, aumenta la tensión interna de la capa chapada y aumenta la dureza. Una densidad de corriente demasiado alta provoca un chapado rugoso, una elevada porosidad y la codeposición de metales impuros: una densidad de corriente demasiado baja, la capa de chapado no es brillante y la eficacia de la corriente es baja.
Remover y filtrar: Ayuda a eliminar la polarización por concentración, garantiza la limpieza de la solución de revestimiento y mejora la velocidad de deposición y la calidad del revestimiento.
(3) Chapado en oro sin cianuro
Desde la década de 1960, en el chapado de oro sin cianuro para la producción, hay sulfito, tiosulfato, haluro, tiomalato, y otras soluciones de chapado, pero la más investigada y ampliamente utilizada es [Au(SO3)2]– para la solución de revestimiento de sulfito de anión complejo.
La solución de chapado de sulfito se caracteriza por ser respetuosa con el medio ambiente: la solución de chapado tiene buena capacidad de dispersión y capacidad de cobertura, la capa de chapado tiene buena nivelación y ductilidad (alargamiento de hasta 70% ~ 90%), hasta brillo de espejo, alta pureza de chapado: deposición rápida, menos porosidad: chapado y níquel, cobre, plata y otros metales, la combinación de buena. Sin embargo, la estabilidad de la solución de sulfito de chapado en oro es pobre, por lo que es fácil de precipitar el oro, deteriorar la calidad del chapado, e incluso desechar toda la solución de chapado.
① Principio del chapado en oro con sulfito
Reacción catódica: [Au(SO3)2]3–+ e = Au + 2SO32-
Reacción del lado del cátodo: 2H+ + 2e = H2
Reacción anódica: 2H2O - 4e = 4H++ O2
② Proceso de dorado con sulfito
Varios tipos de proceso de chapado en oro con sulfito, véase la tabla 6-9.
Tabla 6-9 Varios Tipos de Proceso de Dorado con Sulfito
| Composición y condiciones de proceso de la solución de revestimiento | Proceso 1 | Proceso 2 | Proceso 3 |
|---|---|---|---|
| Oro (como AuCl3) (g/L) | 5〜25 | 8〜12 | |
| Oro (como NaAu[SO3]2) (g/L) | 10〜25 | ||
| Oro (como NH4 Au[SO3 ]2 ) (g/L) | 30 〜80 | ||
| Sulfito de amonio (g/L) | 200〜300 | ||
| Citrato de potasio (g/L) | 100〜150 | ||
| Sulfito sódico (g/L) | 80 〜 140 | ||
| HEDP (mL/L) | 25 〜65 | ||
| ATMP (mL/L) | 60 〜90 | ||
| pH | 8.5 〜9.5 | 10 〜13 | 7.7 〜8.3 |
| Temperatura (℃) | 45 〜65 | 25 〜40 | 60〜70 |
| Densidad de corriente catódica (A/dm2) | 0.1 〜0.8 | 0.1 〜0.4 | 0.1 〜0.8 |
③ Puntos clave del uso de la solución de revestimiento
- Las principales sales AuCl3 y bisulfito de oro rodio (potasio, amonio). Una baja concentración de oro conducirá a una baja tasa de deposición, manteniendo generalmente una concentración de oro de 10g/L. El oro puede suplementarse añadiendo directamente bisulfito de oro sódico (potasio, sodio, amonio) disuelto en agua ( pH=9 ), pero el bisulfito de oro amónico (potasio) es higroscópico y debe almacenarse con cuidado para evitar su deterioro.
- El bisulfito sódico (potasio, amonio) es un agente complejante. Los iones bisulfito libres se oxidan a iones sulfato cuando se exponen al aire, por lo que deben reponerse con frecuencia. Si la concentración de bisulfito es demasiado baja, la capa de revestimiento será áspera y oscura; si la concentración de bisulfito es demasiado alta, la eficiencia de la corriente disminuirá y se liberará fácilmente hidrógeno en el cátodo.
- Un aumento de la temperatura es beneficioso para ampliar el rango de densidad de corriente y aumentar la velocidad de deposición. Si la temperatura es demasiado alta, disminuye la estabilidad de la solución de metalizado. Al sobrecalentar el bisulfito, éste se descompondrá para producir S2- y generan oro negro sulfurado (Au2S3) precipitan con Au+.
2SO32- → SO42- + O2 + S2-
2Au3+ 十 3S2- → Au2S3
Lo mejor es calentar la solución de metalizado utilizando un baño de agua para el calentamiento indirecto, a fin de evitar el sobrecalentamiento local que puede provocar la turbidez de la solución.
- Cuando se recubre oro con sulfito, el valor del pH influye significativamente en la estabilidad de la solución de recubrimiento, por lo que debe procurarse mantener un pH estable durante la producción. Si el valor del pH desciende por debajo de un determinado nivel, Au(SO3)32- se descompondrá, produciendo Au, y SO42-La solución se volverá turbia. En este punto, puede utilizarse amoníaco o hidróxido potásico para el ajuste. Cuando el valor del pH es demasiado alto, el chapado puede aparecer de color marrón oscuro, por lo que debe añadirse inmediatamente ácido cítrico para ajustarlo. El citrato potásico actúa como agente complejante y tampón, estabilizando el pH de la solución de revestimiento y mejorando la fuerza de unión entre la capa inferior de níquel y el oro.
(4) Electrodeposición de aleaciones de oro
La adición de diferentes elementos de aleación en la solución de chapado en oro puede producir aleaciones de oro de diferentes tonalidades. Por ejemplo, añadiendo Ni se puede obtener un color oro blanco, añadiendo Cu o Cd se puede obtener un color oro rosa, y añadiendo Ag se puede obtener una capa de chapado en oro verde claro. Controlando la concentración de elementos de aleación en la solución de chapado y las condiciones de trabajo, se pueden obtener casi todo tipo de tonalidades de chapado en oro.
Las aleaciones comunes de chapado en oro son Au-Co, Au-Ni, Au-Ag, Au-Cu, Au-Cu-Cd, etc., siendo la principal la solución de chapado con cianuro, entre las cuales Au-Ag (16K), Au-Cu-Cd (18K) son las más utilizadas. Para varios tipos de soluciones de chapado con cianuro de aleaciones de oro, véase la Tabla 6-10.
Tabla 6-10 Ejemplo de proceso de revestimiento con aleación de oro
| Composición y condiciones de proceso de la solución de revestimiento | Proceso 1 | Proceso 2 | Proceso 3 |
|---|---|---|---|
| Cianuro potásico de oro(g/L) | 2 | 3 | 2 |
| Cianuro de potasio(g/L) | 8 | 8 | 4 |
| Hidrógeno fosfato disódico (g/L) | 16 | 16 | 16 |
| Cianuro de potasio y níquel(g/L) | 1.3 | 1 | |
| Cianuro potásico de cobre(g/L) | 0.5 | 3.5 | |
| Cianuro de plata potásico (g/L) | 0.5 | 0.5 | |
| Temperatura (℃) | 60 | 60 | 66 |
| Densidad de corriente catódica (A/dm2) | 0.3 | 0.1 | 0.3 〜0.5 |
4. Plateado
Desde la primera patente de plateado en 1840 hasta la actualidad, el plateado con cianuro tiene más de 170 años de historia. El producto de unión de capas de revestimiento de plata con cianuro detalla la capacidad de dispersión de la solución de revestimiento, la estabilidad del revestimiento de plata y la facilidad de mantenimiento y funcionamiento. Sin embargo, el cianuro es muy tóxico y no favorece la protección del medio ambiente ni la salud de los operarios.
El plateado sin cianuro ha sido objeto de investigación desde la década de 1970, la aparición del proceso de plateado sin cianuro, y se ha utilizado en un pequeño número de producción, como el plateado NS, el plateado con ácido nicotínico, el plateado con ácido imidazol-sulfosalicílico, el plateado con tiosulfato, el plateado con tionato de plata, el plateado con tiocianato y así sucesivamente, algunos de los procesos todavía están en uso. Pero comparado con el plateado con cianuro, el plateado sin cianuro tiene deficiencias y no está suficientemente maduro; en 20 años, el proceso de plateado sin cianuro en la popularización de la producción industrial no ha progresado mucho, el plateado con cianuro ha sido dominante.
(1) Reacción del electrodo de plata cianurada
Cátodo: Ag(CN)2- +e = Ag+2CN-
Reacción colateral: 2H2O + 2e = H2 +2OH-
Con ánodo de plata soluble: Ag + 2CN– = Ag(CN)2- + e
Con ánodo insoluble: 4OH– = 2H2O + O2 +4e
(2) Proceso de plateado con cianuro
Varios tipos de proceso de revestimiento con cianuro de plata, véase la tabla 6-11.
Tabla 6-11 Ejemplos del proceso de revestimiento con cianuro de plata
| Composición y condiciones de proceso de la solución de revestimiento | Proceso 1 | Proceso 2 | Proceso 3 |
|---|---|---|---|
| Cianuro potásico de plata KCN (g/L) | 35 〜70 | 1〜2 | 55 |
| Cianuro de potasio (g/L) | 90〜150 | 80 〜120 | 135 |
| Carbonato de potasio(g/L) | 10 | ||
| Hidróxido de potasio (g/L) | 5〜10 | ||
| Abrillantador(g/L) | 15〜30 | ||
| Temperatura (℃) | 20 〜40 | 18 〜30 | 15〜25 |
| Densidad de corriente catódica (A/dm2) | 0.5〜4 | 0.6 〜1.5 | 0.6 〜1.2 |
(3) El papel de los principales componentes de la solución de revestimiento
Plata. Es la sal principal de la solución de revestimiento y existe en forma de ion complejo de cianuro de plata en la solución de revestimiento. La fuente de plata puede ser AgC1, AgCN o KAg(CN)2pero AgNO3 y AgC1 debe convertirse en AgCN o KAg(CN)2 antes de añadirlo a la solución de revestimiento. La concentración de Ag en la solución de revestimiento debe mantenerse entre 20 y 40 g/L; si la concentración de plata es demasiado alta, la cristalización de la capa de revestimiento es áspera y de color amarillo; si la concentración de plata es demasiado baja, el intervalo de densidad de corriente es demasiado estrecho y se reduce la velocidad de deposición.
② Cianuro de potasio. Es un agente complejante; además de formar complejos con Ag, una cierta cantidad de cianuro potásico libre, la estabilidad de la solución de revestimiento y la disolución normal del ánodo son beneficiosas para la capacidad de dispersión de la solución de revestimiento. Los datos del proceso general se refieren sobre todo al KCN libre; su concentración es demasiado alta, la velocidad de deposición de la solución de revestimiento es lenta, y la concentración es demasiado baja.
③ Carbonato de potasio. Puede mejorar la conductividad de la solución de revestimiento, ayudar a la capacidad de dispersión de la solución de revestimiento y mejorar el brillo de la capa de revestimiento. El revestimiento de plata con cianuro es una solución de revestimiento alcalina. CO2 se disolverá en él, generando carbonato potásico; cuando la concentración de carbonato potásico se acumule por encima de 110g/L, dará lugar a pasivación anódica, rugosidad de la capa de revestimiento.
④ Abrillantador. Añadiendo un agente abrillantador se puede obtener una capa de chapado totalmente brillante y ampliar el rango de densidad de corriente. Los agentes abrillantadores metálicos, como el antimonio, selenio, telurio, cobalto, níquel, etc., pueden mejorar el brillo y la dureza de la capa chapada. Sin embargo, para el revestimiento decorativo, los requisitos de color de la capa revestida (blancura y brillo) son particularmente altos; no es adecuado utilizar aditivos que contengan metal. El agente abrillantador no metálico contiene azufre; se puede obtener el color del chapado de plata blanca, pero la vida útil no es lo suficientemente larga como para añadirlo. La solución de chapado se descompondrá si no se utiliza con prontitud.
(4) Influencia de las condiciones del proceso
① Temperatura. La temperatura de trabajo para el plateado brillante con cianuro es mejor a 20 〜30℃. Por debajo de 20℃, la velocidad de deposición es demasiado lenta y los aditivos no pueden ejercer plenamente sus efectos, por lo que el revestimiento debe calentarse; por encima de 30℃, el consumo de aditivos es excesivo y el revestimiento tiende a ser rugoso.
② Densidad de corriente. El intervalo óptimo de densidad de corriente está relacionado con la concentración de Ag, la concentración de KCN libre y el tipo de agente abrillantador. Si la densidad de corriente es demasiado baja, la velocidad de deposición es demasiado lenta, lo que afectará al brillo del revestimiento; si la densidad de corriente es demasiado alta, el revestimiento será rugoso e incluso puede parecer esponjoso.
③ Filtración y agitación. Para obtener un revestimiento de plata blanca brillante y finamente cristalizada, es esencial la filtración continua de la solución de revestimiento y el movimiento del cátodo. La filtración mejora la limpieza de la solución de revestimiento, y el movimiento del cátodo ayuda a eliminar la polarización por concentración, lo que permite obtener revestimientos de alta calidad a densidades de corriente relativamente altas.
5. Revestimiento de rodio
El rodio es un metal del grupo del platino de color blanco plateado con un lustre brillante y una excelente reflectividad, que refleja la luz visible por encima de 80%. Su resistencia a la corrosión es muy buena, no le afectan los gases corrosivos de la atmósfera, como los sulfuros y el dióxido de carbono, y tiene una gran estabilidad frente a ácidos y bases. La dureza del chapado de rodio es extremadamente alta, y tiene una excelente resistencia al desgaste. La capa decorativa de rodio tiene un tono blanco ligeramente azulado, es brillante y lustrosa, resistente al desgaste y tiene una gran dureza, lo que la convierte en el revestimiento decorativo de mayor calidad.
El espesor del chapado de rodio es generalmente superior a 0,05 ~ 0,25 μm, 0,5 μm para chapado grueso. La solución de chapado de rodio incluye sulfatos, fosfatos y amino sulfonatos, los sulfatos más comúnmente utilizados. Las soluciones de chapado de rodio son fáciles de mantener, tienen una alta eficiencia de corriente y rápidas tasas de deposición, por lo que son adecuadas para el tratamiento de superficies de joyería.
(1) Reacción del electrodo de rodio sulfatado
Reacción catódica: Rh2+ + 2e → Rh
Reacciones catódicas laterales: 2H+ +2e → H2 ↑
Reacción anódica: 4OH - 4e → 2H2 O + O2 ↑
(2) Proceso de rodiado con sulfato
El rodiado en joyería generalmente utiliza solución madre de sulfato de rodio, agua pura y ácido sulfúrico directamente mezclados a la concentración requerida, las condiciones típicas del proceso, ver Tabla 6-12.
Tabla 6-12 Proceso de revestimiento con sulfato de rodio
| Nombre | Alcance operativo |
|---|---|
| Concentración de rodio (g/L) | 1.6〜2.2 |
| Concentración de ácido sulfúrico (g/L) | 27 〜33 |
| Temperatura de la solución de revestimiento (℃) | 25 〜45 |
| Densidad de corriente (A/dm2) | 0.5〜3 |
| Tensión (V) | 2.5〜3 |
| Velocidad de agitación de la solución de revestimiento (cm/s) | 1〜10 |
| Velocidad de deposición (μm/min, a densidad de corriente 1A/dm2) | 0.04 |
(3) Influencia de la composición de la solución de revestimiento y de las condiciones del proceso
① Influencia del contenido de rodio. Bajo una determinada temperatura y densidad de corriente, una solución de rodio con una concentración de rodio entre 1,0 y 4,0 g/L puede obtener una buena capa de rodio. A medida que disminuye el contenido de rodio, disminuye también la eficacia de la corriente, lo que afecta a la capa de revestimiento, oscureciéndola o incluso ennegreciéndola. Por lo tanto, es necesario reponer continuamente la solución de rodio durante el proceso de revestimiento para mantener un cierto contenido de rodio.
② Influencia del contenido de ácido sulfúrico. La adición de ácido sulfúrico puede aumentar la conductividad y la acidez de la solución de revestimiento y estabilizar la solución de revestimiento. Pero si el contenido es demasiado alto, como cuando la pieza de trabajo no se carga en el tanque, habrá un fuerte corrosivo; además de la capa de revestimiento aumento de la tensión interna, la capa de revestimiento es propenso a agrietarse; contenido de ácido sulfúrico es demasiado bajo, el color de la capa de revestimiento se vuelve oscuro, por lo que debe ser controlado por una cierta cantidad de contenido de ácido sulfúrico (o ácido fosfórico).
③ El efecto de los aditivos. Los aditivos pueden cambiar las propiedades cinéticas de los metales electrodepositados, las capas depositadas y la naturaleza del electrolito. Por ejemplo, reducir la tensión interna de la capa de revestimiento para evitar grietas, mejorar la resistencia a la corrosión de la capa de revestimiento, hacer que la cristalización de la capa de revestimiento sea detallada, lisa y brillante, y mantener la estabilidad del electrolito. En general, puede dividirse en dos categorías: aditivos inorgánicos y aditivos orgánicos.
④ El efecto de la temperatura. Cuando otros parámetros deben ser, el aumento de la temperatura adecuada puede reducir la tensión interna de la capa de revestimiento y mejorar la eficiencia actual. Por lo general, en la temperatura de 25 ~ 45 ℃ galvanoplastia, en este momento, puede evitar la evaporación de la solución demasiado, escapar de un gran número de niebla de ácido sulfúrico arrastrado, y el deterioro de las condiciones de funcionamiento, pero no a causa de la temperatura es demasiado baja, lo que resulta en la capa de galvanoplastia no es brillante.
⑤ El efecto de la densidad de corriente. La densidad de corriente influye más en la calidad del metalizado. Si la densidad de corriente es demasiado baja, el color de la capa metalizada es más oscuro; si la densidad de corriente es demasiado alta, la eficiencia de la corriente disminuye, el cátodo escapa más burbujas y el borde de las piezas metalizadas en la capa metalizada se agrieta con facilidad.
(6) La influencia de otros factores. La solución de revestimiento debe mantenerse cuidadosamente para evitar la contaminación de iones de cloro e impurezas de metales pesados.
(4) Puntos del proceso de rodiado de joyas
En el rodiado de joyas se suele utilizar un vaso de precipitados; el proceso de operación es el siguiente.
Preparar la solución de revestimiento de acuerdo con los requisitos del índice de condiciones técnicas de funcionamiento; poner la solución de revestimiento preparada en dos vasos de vidrio: uno para el revestimiento de piezas de trabajo con separación de colores y el otro para el revestimiento de piezas de trabajo sin separación de colores. El polo positivo de la fuente de alimentación conectada al vaso de precipitados en la red de titanio, ajustar el valor de tensión de 2,5 ~ 3V, corriente 1A, el polo negativo de la fuente de alimentación conectada a la pieza de trabajo en la línea de agua, la pieza de trabajo se cargará en el cilindro de trabajo (Figura 6-25).
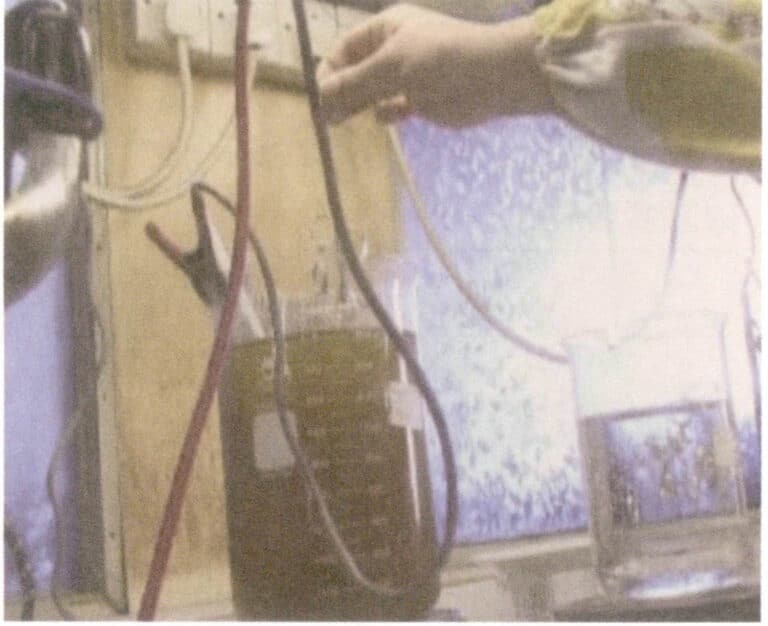
Vídeo de rodiado
Observar si la tensión se estabiliza dentro del rango prescrito; en caso contrario, ajustar la tensión. En el proceso de control del trabajo de revestimiento, la corriente se controla principalmente; la densidad de corriente está determinada por el área de la superficie externa de la pieza de trabajo; lo mejor es controlar la pieza de trabajo a la densidad de corriente óptima cerca del valor. Pieza de trabajo en la operación del tanque, con una mano para agarrar la línea negativa de la fuente de alimentación y la línea de agua de la conexión, y pequeños arriba y abajo o girar. 1min después de sacar la pieza de trabajo (tiempo de trabajo de la pieza de trabajo de separación de color 1 ~ 1,5min; tiempo de trabajo de la pieza de trabajo de no separación de color 45s ~ 2,5min, dependiendo de las especificaciones o características de la pieza de trabajo). Ponga la pieza de trabajo en la taza de recuperación de oro empapado por un momento, enjuague con agua, a continuación, calentar a 80 ℃ de inmersión en agua pura una vez y luego en el limpiador ultrasónico. Abra la línea de agua, la pieza de trabajo limpia a la boquilla de la máquina de enjuague de vapor, interruptor de pie.
La pieza se enjuagará y limpiará con vapor. La longitud y la anchura de la malla de titanio del ánodo deben ser adecuadas para la producción. Ánodo general y la relación de área de cátodo de 2:1. Antes de la galvanoplastia de acuerdo con los requisitos técnicos (o laboratorio regular) a tiempo para añadir agua de platino, diferentes soluciones de galvanoplastia, el funcionamiento de las condiciones tecnológicas varían, la concentración general de rodio de 1,6 ~ 2,2 g / L, se puede obtener una alta calidad de la galjanoplastia, si el contenido de rodio en la solución de galvanoplastia es demasiado bajo, como el contenido de rodio es inferior a 1 g / L, entonces la capa chapada de color rojizo, oscuro y poroso aumento.
Si se chapan las partes difíciles de la pieza y se ata el bebedero cerca de las partes difíciles, el efecto del chapado mejorará mucho. El tiempo de metalizado no debe ser demasiado largo; si es demasiado largo, la capa de oro se volverá gris oscura (neblina). La corriente debe controlarse dentro del rango prescrito; si es demasiado grande, la corriente también provocará un fenómeno de gris oscuro (nebuloso) en la superficie de la capa de metalizado. Al colgar la pieza con el bebedero, éste no debe ser demasiado denso para evitar el grosor desigual de la capa de metalizado y el amarilleamiento de algunas partes. En el caso de la profundidad cóncava, es difícil chapar la pieza utilizando corriente intermitente; chapar más de diez segundos después de apagar la corriente sacude la pieza para que la solución de chapado obtenga un intercambio de convección completo. Algunas partes del amarilleamiento, principalmente el encerado, no están completas y deben solucionarse dos veces el aceite, seguido de demasiados agujeros de arena, deben repararse y después chaparse. Para piezas con oro blanco como material base, el tiempo de rodiado debe ser más corto para evitar que la capa de chapado sea demasiado gruesa y se delamine.
Vídeo de chapado
(5) Problemas comunes y soluciones del rodiado
Problemas comunes del rodiado, causas y contramedidas, ver Tabla 6-13.
Tabla 6-13 Tabla de análisis de problemas comunes y contramedidas del rodiado
| Problemas de chapado | Posibles causas | Soluciones |
|---|---|---|
| Revestimiento amarillento y blanquecino | ① La densidad de corriente del cátodo es demasiado alta; ② la densidad de corriente del ánodo es demasiado alta; ③ la temperatura es demasiado baja; ④ el contacto de los ganchos es deficiente; ⑤ el ácido sulfámico es demasiado alto. | ① Reducir la densidad de corriente; ② Aumentar la superficie del ánodo; ③ Aumentar la temperatura; ④ Comprobar los colgadores o sustituirlos; ⑤ Ajustar después del tratamiento con carbón activado. |
| Chapado rugoso, distribución de grano fino | ① La densidad de corriente del cátodo es demasiado baja; ② el metal base es pobre; ③ el aditivo o agente complejante es bajo; ④ la temperatura es demasiado alta; ⑤ la concentración de sal principal es alta. | ① Aumentar la densidad de corriente; ② Mejorar la calidad del metal base; ③ Añadir ajuste; ④ Reducir la temperatura; ⑤ Diluir el ajuste. |
| Revestimiento sin brillo, neblina blanca | ① bajo contenido de rodio; ② temperatura demasiado baja. | ① Reponer el agua de oro; ② Aumentar la temperatura. |
| Amarilleamiento del chapado | ① baja densidad de corriente catódica; ② bajo contenido en rodio; ③ chapado demasiado fino; ④ limpieza incompleta del chapado. | ① Aumentar la densidad de corriente; ② Suplementar el agua de oro; ③ Espesamiento adecuado; ④ Reforzar la limpieza posterior a la galvanoplastia. |
| Mala adherencia del revestimiento | ① pasivación del sustrato; ② pretratamiento deficiente; ③ impurezas elevadas en la solución de metalizado. | ① Reforzar las medidas de activación; ② Reforzar el pretratamiento; ③ Recuperación de rodio, nueva configuración de líquidos. |
Sección III Tratamiento posterior a la galvanoplastia
1. Desengrasado
Después de la galvanoplastia, tenemos que cubrir el papel de la capa de esmalte de uñas en la pieza de trabajo a través de disolventes químicos para disolver la eliminación y restaurar la apariencia original de la pieza de trabajo.
(1) Utilizar principalmente herramientas
Olla de acero inoxidable, secador de pelo eléctrico.
(2) Puntos del proceso operativo
La acetona en cuatro ollas de acero inoxidable (tamaño del recipiente se puede seleccionar de acuerdo con el tamaño de la salida, Figura 6-26), listo para quitar el pegamento, el aceite de la pieza de trabajo que cuelga en la rejilla de gancho de chapado, en la primera olla que contiene acetona remojo: alrededor de 1h, sacar la pieza de trabajo, comprobar si el pegamento o el aceite se disuelve, si todavía hay un residuo de pegamento o aceite, a continuación, seguir remojando, como la disolución básica, se puede sacar la pieza de trabajo para cubrir la tapa de la olla. Ponga la pieza extraída en la segunda olla y continúe remojando durante 30 minutos para que una pequeña cantidad de pegamento o aceite adherido a la pieza se disuelva en acetona. De esta manera, en la tercera y cuarta olla hasta que la pieza de trabajo en el pegamento o aceite completamente disuelto hasta que la pieza de trabajo se saca (nota: cada vez después de observar la pieza de trabajo, debe cubrir con prontitud la tapa de la olla), enjuague la pieza de trabajo con agua para eliminar la acetona, a continuación, secar con un secador de pelo eléctrico.
Las aguas residuales de acetona usada no deben verterse libremente y deben gestionarse de acuerdo con la normativa pertinente.
2. Galvanoplastia Pen Electroplating (Plating)
La galvanoplastia de la pluma es para reparar las partes defectuosas de la pieza después de la galvanoplastia o galvanoplastia de piezas grandes, agujeros ciegos, rendijas estrechas y agujeros profundos, así como los requisitos especiales locales de la pieza.
Plating pluma proceso de galvanoplastia, la pieza de trabajo para el cátodo, material conductor insoluble para el ánodo, y el ánodo fuera del pan tiene un buen material de fibra absorbente (es decir, cepillo) para adsorber la solución de galvanoplastia. Cuando el ánodo y la superficie de la pieza de trabajo en contacto y constante movimiento relativo, la corriente a través del ánodo y la superficie de la pieza de trabajo de material de fibra adsorbe la solución de chapado (metal) de modo que el metal depositado sobre la superficie de la pieza de trabajo forma una capa de chapado, completando así la pieza de trabajo de chapado pluma galvanoplastia (galvanoplastia) de trabajo.
Los puntos principales del proceso de operación: comprobar y determinar las partes de la pieza a chapar, seleccionar el tamaño adecuado de la pluma (cepillo), seleccionar o desplegar la solución de chapado de acuerdo con el tamaño de las partes de chapado, tomar la cantidad adecuada de solución de chapado, adecuado para la dosificación de una sola vez puede ser, no debe ser demasiado. En circunstancias normales, el engranaje de selección de voltaje debe ser de 7 ~ 8 marchas. Con el polo positivo de la fuente de alimentación conectado a la pluma de metalizado, el polo negativo conectado a la pieza de trabajo, con la pluma sumergida en la solución de metalizado y la superficie de la pieza de trabajo en contacto con el movimiento relativo, se puede obtener el efecto de metalizado correspondiente (Figura 6-27).
La pluma (cepillo) debe mantenerse limpia, debe tener la forma adecuada y puede moldearse con un cuchillo cuando sea necesario. La solución de revestimiento debe mantenerse limpia para evitar que el polvo y otras impurezas se mezclen y afecten a la calidad del revestimiento.
Vídeo de galvanoplastia con bolígrafo
3. Tratamiento anticolor
El chapado debe limpiarse a fondo con agua pura o caliente para eliminar las sales residuales de la superficie y mantener el brillo duradero de la capa chapada.
En el caso del chapado fino en oro y el chapado en plata, es fácil que se vuelva amarillo o negro en casos graves en la atmósfera húmeda y sulfurosa. La decoloración del chapado deteriorará el aspecto de la joya. Por lo tanto, después de la galvanoplastia fina de oro o plata, debe ser inmediatamente el tratamiento anti-decoloración para cerrar los poros de la capa de chapado de modo que la superficie genera una película protectora aislada del mundo exterior para evitar la corrosión del sustrato, prolongando la decoloración del tiempo de chapado. Los procesos habituales de tratamiento antidecoloración incluyen la pasivación química, la pasivación electroquímica, la inmersión en un agente protector orgánico y otras formas.
(1) Mediante el método de pasivación química o pasivación electroquímica para formar una película de pasivación inorgánica. La pasivación por cromato es un método de pasivación química comúnmente utilizado para la capa de revestimiento de plata; se realiza en la solución ácida o alcalina que contiene compuestos de cromo hexavalente, óxido de plata y película de cromato de plata generada en la superficie del revestimiento. La pasivación electroquímica es el uso del principio de reducción catódica en la superficie de la capa de revestimiento para generar cromato de plata, cromato de cromo, cromato de plata alcalino, cromato de cromo alcalino y otras sustancias compuestas de la capa de película. Estas capas de película tienen un buen efecto de pasivación, reduciendo la energía libre de la superficie de la aleación, y pueden desempeñar un papel en la prevención de la decoloración.
(2) En la superficie de plata para formar una película compleja protectora. Benzotriazol, tetrazolio, y diversos compuestos que contienen azufre se pueden formar en la galjanoplastia con la película de material; algunos también añadir algunos polímeros solubles en agua en el agente de la película.
Vídeo posterior a la colocación














