Τι πρέπει να ξέρετε για την προ- τήξη μετάλλων στη διαδικασία χύτευσης κοσμημάτων
Τεχνικές και δεξιότητες για ανάμειξη συστατικών, τήξη με πυρσό και τήξη με επαγωγή
Τα κράματα υλικών για κοσμήματα κατασκευάζονται με την ανάμειξη καθαρών μετάλλων και ενδιάμεσων κραμάτων σύμφωνα με την απαιτούμενη σύνθεση. Όταν τα καθαρά μέταλλα και τα ενδιάμεσα κράματα λιώνουν και χύνεται απευθείας, είναι εύκολο να δημιουργηθούν προβλήματα όπως ανομοιόμορφη σύνθεση, σοβαρές απώλειες και ελαττώματα όπως τρύπες. Πρέπει να προ-λιώνονται στην παραγωγή για να δημιουργηθεί μια ομοιόμορφη σύνθεση κατάλληλη για τη φόρτιση του κλιβάνου. Οι συνήθεις μέθοδοι για την προ- τήξη των κραμάτων κοσμημάτων περιλαμβάνουν την τήξη με πυρσό και την επαγωγική τήξη. Το λιωμένο μέταλλο μετατρέπεται σε ράβδους ή χάντρες, αποσυνθέτοντας τις ράβδους για υλικά χύτευσης κοσμημάτων, ενώ οι χάντρες μπορούν να χρησιμοποιηθούν απευθείας.
Αυτό το σχέδιο σας δίνει τη δυνατότητα να κατακτήσετε τις βασικές αρχές και τις λειτουργικές δεξιότητες ανάμειξης συστατικών, τήξης με πυρσό και τήξης με επαγωγή μέσω τριών τυπικών εργασιών και εργασιών επέκτασης μετά το μάθημα.

Πυρσοί για τήξη
Πίνακας περιεχομένων
Τμήμα Ι Προετοιμασία υλικού
1. Γνώσεις υποβάθρου
1.1 Τύποι μεταλλικών υλικών κοσμήματος
Τα παραδοσιακά υλικά κοσμήματος αποτελούνται κυρίως από πολύτιμα μέταλλα όπως ο χρυσός, το ασήμι, η πλατίνα και τα κράματά τους. Τα πολύτιμα μέταλλα αναφέρονται σε πολύτιμα μέταλλα μεταξύ των έγχρωμων μετάλλων που έχουν υψηλή πυκνότητα, χαμηλή παραγωγή και υψηλές τιμές, στα οποία περιλαμβάνονται ο χρυσός (Au), ο άργυρος (Ag), το ρουθήνιο (Ru), το ρόδιο (Rh), το παλλάδιο (Pd), το όσμιο (Os), το ιρίδιο (Ir) και η πλατίνα (Pt).
Με τη βελτίωση του βιοτικού επιπέδου, τα κοσμήματα έχουν μετατοπιστεί από την εστίαση στη διατήρηση της αξίας και την εκτίμηση στην έμφαση στη μόδα και τις διακοσμητικές λειτουργίες. Οι κατηγορίες των υλικών των κραμάτων κοσμημάτων έχουν γίνει όλο και πιο ποικίλες, με υλικά από μη πολύτιμα μέταλλα όπως ο χαλκός, ο ανοξείδωτος χάλυβας, το παλλάδιο, το κοβάλτιο και τα κράματα ψευδαργύρου να χρησιμοποιούνται ευρέως στην παραγωγή κοσμημάτων.
(1) Χρυσός και τα κράματά του
Ο χρυσός έχει όμορφο χρώμα, καλή χημική σταθερότητα και διαθέτει μεγάλη αισθητική και συλλεκτική αξία, καθώς και λειτουργίες διατήρησης και εκτίμησης της αξίας. Έχει επίσης εξαιρετική ολκιμότητα και χρησιμοποιείται ως διακοσμητικό και νομισματικό υλικό για κοσμήματα, χειροτεχνίες και αναμνηστικά νομίσματα από την αρχαιότητα. Το σημείο τήξης του χρυσού είναι 1063 ℃ και η πυκνότητά του σε θερμοκρασία δωματίου είναι 19,3 g/cm3, δίνοντάς του μια αισθητή αίσθηση βάρους.
Η ποιότητα του χρυσού αναφέρεται στην καθαρότητα του χρυσού, δηλαδή στην ελάχιστη ποιοτική περιεκτικότητα του χρυσού. Παραδοσιακά, υπάρχουν τρεις μέθοδοι για την έκφραση της ποιότητας του χρυσού: η μέθοδος του ποσοστού, η μέθοδος του χιλιοστού και η μέθοδος του αριθμού Κ. Η ποσοστιαία μέθοδος εκφράζει την περιεκτικότητα σε χρυσό σε ποσοστό (%)- η χιλιάδα μέθοδος εκφράζει την περιεκτικότητα σε χρυσό σε μέρη ανά χίλια (‰)- η μέθοδος του αριθμού Κ προέρχεται από την αγγλική λέξη karat, η οποία είναι το διεθνώς αναγνωρισμένο σύμβολο μονάδας για τον υπολογισμό της καθαρότητας ή της ποιότητας του χρυσού, το οποίο συντομογραφείται ως Κ.
Η ποιότητα του χρυσού χωρίζεται σε 24 μέρη, με την υψηλότερη καθαρότητα να είναι ο καθαρός χρυσός στους 24 Κ και τη χαμηλότερη καθαρότητα στον 1 Κ. Θεωρητικά, η καθαρότητα του καθαρού χρυσού είναι 100%, η οποία μπορεί να υπολογιστεί από 24K=100% για να προκύψει 1K=4,1666666666------%. Δεδομένου ότι η ποσοστιαία τιμή του 1 Κ είναι ένας απείρως επαναλαμβανόμενος δεκαδικός αριθμός, οι διάφορες χώρες και περιοχές έχουν ελαφρώς διαφορετικούς κανονισμούς σχετικά με την τιμή του 1 Κ.
Ανάλογα με την ποιότητα του χρυσού, ο χρυσός κοσμήματος μπορεί να χωριστεί σε δύο κατηγορίες: καθαρός χρυσός και χρυσός Κ. Επί του παρόντος, όσον αφορά την περιεκτικότητα σε χρυσό, υπάρχουν κυρίως τρεις τύποι υλικών που χρησιμοποιούνται για την κατασκευή κοσμημάτων από καθαρό χρυσό στην κινεζική αγορά: "χρυσός τεσσάρων-εννέα", με ποιότητα 99,99%, που είναι ο χρυσός 24 Κ- "χρυσός τριών-εννέα", με ποιότητα 99,9%, κοινώς γνωστός ως "χρυσός 999"- και "χρυσός δύο-εννέα", με ποιότητα 99%, κοινώς γνωστός ως "χρυσός εννέα-εννέα" ή "καθαρός χρυσός".
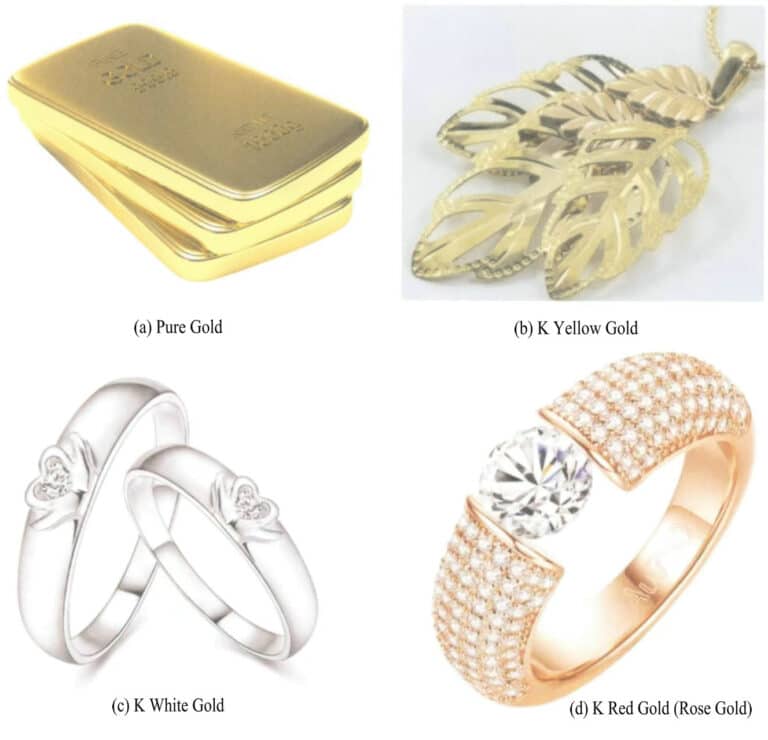
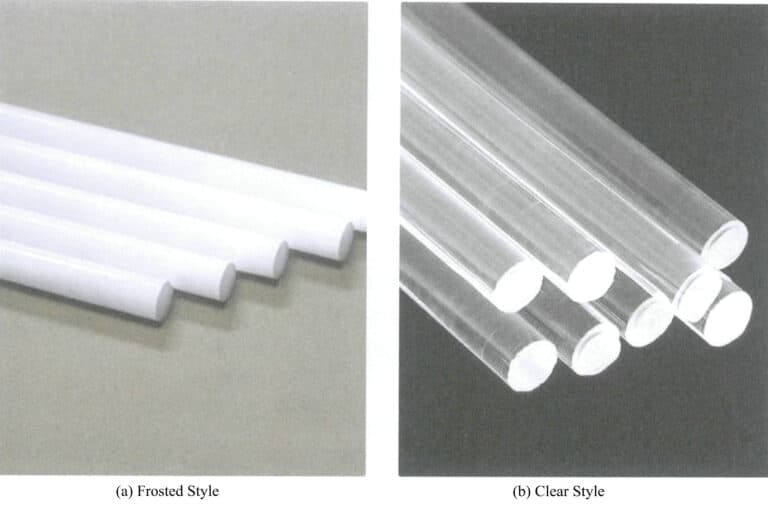
Ο καθαρός χρυσός έχει χαμηλή αντοχή και σκληρότητα, οπότε η προσθήκη ενός συγκεκριμένου ποσοστού ενδιάμεσων κραμάτων στον καθαρό χρυσό για να σχηματιστεί χρυσός Κ αντίστοιχης ποιότητας μπορεί να αυξήσει την αντοχή και την ανθεκτικότητα του χρυσού, καθιστώντας τον χρυσό Κ διεθνώς μια δημοφιλή επιλογή για κοσμήματα. Αυτά τα ενδιάμεσα κράματα που προστίθενται στον καθαρό χρυσό ή σε άλλα πολύτιμα μέταλλα είναι κοινώς γνωστά ως "υλικό πλήρωσης" και διατίθενται στην αγορά διάφοροι τύποι. Στο Σχήμα 6-1 παρουσιάζεται η εμφάνιση διαφόρων τυπικών υλικών χρυσού για κοσμήματα.
Πίνακας 6-1 Κοινές ποιότητες χρυσού για κοσμήματα σε διάφορες χώρες και περιοχές
| Χώρα ή Περιφέρεια | Κοινός βαθμός χρυσού | Αντίστοιχη ελάχιστη περιεκτικότητα σε χρυσό |
|---|---|---|
| Κίνα | Χρυσός 24Κ, 18Κ | 24K gold:99.9%;18K:75.0% |
| Ινδία | 22K | 91.6% |
| Αραβικές χώρες | 21K | 87.5% |
| Ηνωμένο Βασίλειο | Κυρίως 9K, με μια μικρή ποσότητα 22K και 18K | 9K:37.5%;22K:91.6%;18K:75.0% |
| Γερμανία | 8K, 14K | 8K:33.3%;14K:58.5% |
| Ηνωμένες Πολιτείες | 14K, 18K | 14K:58.5%;18K:75.0% |
| Ιταλία, Γαλλία | 18K | 75.0% |
| Ρωσία | 9K〜18K | 37.5%〜75.0% |
| Ηνωμένες Πολιτείες | 10K〜18K | 41.6%〜75.0% |
(2) Άργυρος και κράματά του
Το ασήμι χρησιμοποιείται ευρέως στην παραγωγή κοσμημάτων, με ανακλαστικότητα ορατού φωτός 94%, που το καθιστά το υψηλότερο μεταξύ όλων των μεταλλικών στοιχείων. Το ασήμι έχει σημείο τήξης 960,8 ℃ και πυκνότητα 10,49 g/cm3 σε θερμοκρασία δωματίου.
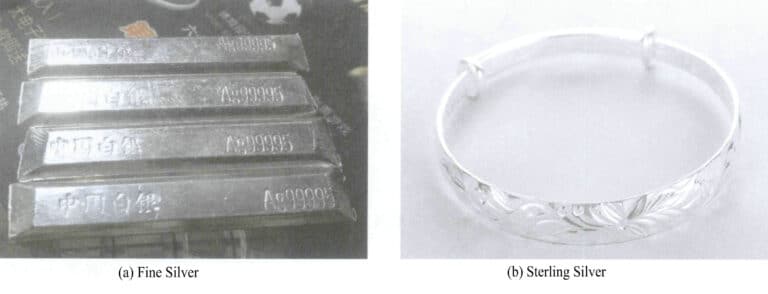
Το ασήμι για κοσμήματα ταξινομείται σε δύο κύριες κατηγορίες με βάση την καθαρότητα: το λεπτό ασήμι και το ασήμι στερλίνας. Ο πρώτος έχει περιεκτικότητα σε άργυρο πάνω από 99%. Αντίθετα, ο δεύτερος έχει διάφορες τυπικές καθαριότητες, με την πιο διαδεδομένη να είναι ο άργυρος 925, ο οποίος έχει ορισμένη σκληρότητα και ολκιμότητα, καθιστώντας τον κατάλληλο για την κατασκευή δαχτυλιδιών, περιδέραιων, καρφιτσών, καρφιτσών για τα μαλλιά και άλλων κοσμημάτων, και ευνοεί την τοποθέτηση πολύτιμων λίθων. Επιπλέον, μερικές φορές χρησιμοποιούνται επίσης ο άργυρος 950 και ο άργυρος 980. Η τυπική εμφάνιση του καθαρού αργύρου και των κραμάτων αργύρου για κοσμήματα παρουσιάζεται στην Εικόνα 6-2.
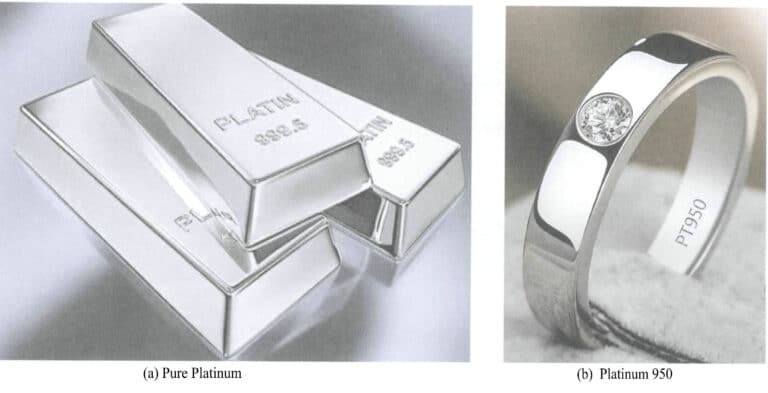
(3) Πλατίνα και τα κράματά της
Το σημείο τήξης της πλατίνας είναι 1768,3 ℃ και η πυκνότητά της σε θερμοκρασία δωματίου είναι 21,45g/cm3, η οποία είναι υψηλότερη από εκείνη του χρυσού, περίπου διπλάσια από εκείνη του αργύρου, δίνοντάς του μια αξιοσημείωτη αίσθηση βάρους. Η πλατίνα έχει υψηλή ανακλαστικότητα σε όλο το φάσμα του ορατού φωτός και η ανακλαστικότητα αυξάνεται σταδιακά με το μήκος κύματος, με αποτέλεσμα να εμφανίζεται γκριζόλευκη.
Η πλατίνα μπορεί να προσροφήσει αέρια, ιδίως υδρογόνο. Η ικανότητα της πλατίνας να προσροφά υδρογόνο σχετίζεται με τη φυσική της κατάσταση- η μαύρη πλατίνα (πολύ λεπτή σκόνη μεταλλικής πλατίνας) μπορεί να προσροφήσει υδρογόνο που ισοδυναμεί με 502 φορές τον όγκο της.
Η πλατίνα έχει εξαιρετική αντοχή στην οξείδωση και τη διάβρωση. Το υδροχλωρικό οξύ, το νιτρικό οξύ, το θειικό οξύ και τα οργανικά οξέα δεν αντιδρούν με την πλατίνα σε θερμοκρασία δωματίου. Ο άνθρακας μπορεί να διαλυθεί στην πλατίνα σε υψηλές θερμοκρασίες και η διαλυτότητα αυξάνεται με τη θερμοκρασία. Ο άνθρακας καθιζάνει κατά την ψύξη, καθιστώντας την πλατίνα εύθραυστη, ένα φαινόμενο γνωστό ως δηλητηρίαση από άνθρακα. Επομένως, κατά την τήξη της πλατίνας δεν μπορούν να χρησιμοποιηθούν χωνευτήρια γραφίτη- συνήθως χρησιμοποιούνται χωνευτήρια από κορούνδιο ή οξείδιο του μολύβδου και η τήξη γίνεται υπό κενό ή υπό προστασία από αδρανή αέρια.
Τα κοσμήματα από πλατίνα μπορούν να χωριστούν σε δύο κατηγορίες: κοσμήματα από καθαρή πλατίνα χωρίς πολύτιμους λίθους και κοσμήματα από κράμα πλατίνας με πολύτιμους λίθους. Η καθαρή πλατίνα είναι μαλακή και λόγω των περιορισμών της αντοχής του υλικού, οι πολύτιμοι λίθοι συνήθως δεν τοποθετούνται κατά την κατασκευή κοσμημάτων. Η προσθήκη κραματικών στοιχείων στην πλατίνα μπορεί να ενισχύσει την αντοχή της. Πολλά μεταλλικά στοιχεία χρησιμοποιούνται για την κραματοποίηση της πλατίνας και οι ενισχυτικές επιδράσεις των διαφόρων κραματοποιητικών στοιχείων στην πλατίνα ποικίλλουν σημαντικά. Η ποσότητα του ίδιου κραματικού στοιχείου που προστίθεται μπορεί επίσης να οδηγήσει σε διαφορετικά αποτελέσματα ενίσχυσης. Η τυπική εμφάνιση των κοσμημάτων από καθαρή πλατίνα και κράματα πλατίνας παρουσιάζεται στην Εικόνα 6-3.
(4) Χαλκός και τα κράματά του
Στα δημοφιλή κοσμήματα, ιδίως στα απομιμητικά κοσμήματα και σε πολλά χειροτεχνήματα, χρησιμοποιούνται για την παραγωγή χαλκός και κράματα χαλκού.
Ο καθαρός χαλκός είναι ένα ροδοκόκκινο μέταλλο. Αφού σχηματίσει ένα φιλμ οξειδίου στην επιφάνειά του, εμφανίζεται πορφυροκόκκινος- ως εκ τούτου, ονομάζεται πορφυρός χαλκός. Η πυκνότητά του είναι 8,9 g/cm3 και το σημείο τήξης του είναι 1083 ℃.Στα χαρακτηριστικά του καθαρού χαλκού περιλαμβάνονται η χαμηλή σκληρότητα, η εξαιρετική πλαστικότητα και η ικανότητα να αντέχει σε διάφορες μορφές επεξεργασίας με θερμή και ψυχρή πίεση, σχηματίζοντας σύρματα, σωλήνες, ράβδους και φύλλα. Η αντοχή σε εφελκυσμό του καθαρού χαλκού είναι σχετικά χαμηλή, γεγονός που τον καθιστά ακατάλληλο ως δομικό υλικό. Έχει κακή απόδοση στη χύτευση και απορροφά εύκολα αέρια, όπως μονοξείδιο του άνθρακα και διοξείδιο του θείου, όταν λιώνει, σχηματίζοντας οπές αερίων.
Υπάρχουν πολλές κατηγορίες κραμάτων χαλκού. Για τα κράματα χαλκού που χρησιμοποιούνται στα σημερινά κοσμήματα, δεν υπάρχουν συγκεκριμένα τεχνικά πρότυπα σε εθνικό ή διεθνές επίπεδο. Συνήθως χρησιμοποιούνται βιομηχανικές ποιότητες κραμάτων χαλκού και η εφαρμογή είναι αρκετά χαοτική, επηρεάζοντας την ποιότητα των προϊόντων. Ως εκ τούτου, τα κράματα χαλκού για κοσμήματα χρειάζονται περαιτέρω τυποποίηση. Τα κυριότερα κράματα χαλκού που χρησιμοποιούνται για κοσμήματα είναι ο ορείχαλκος, το νικέλιο, ο άργυρος και ο μπρούντζος, με τυπικές εμφανίσεις που παρουσιάζονται στην Εικόνα 6-4.
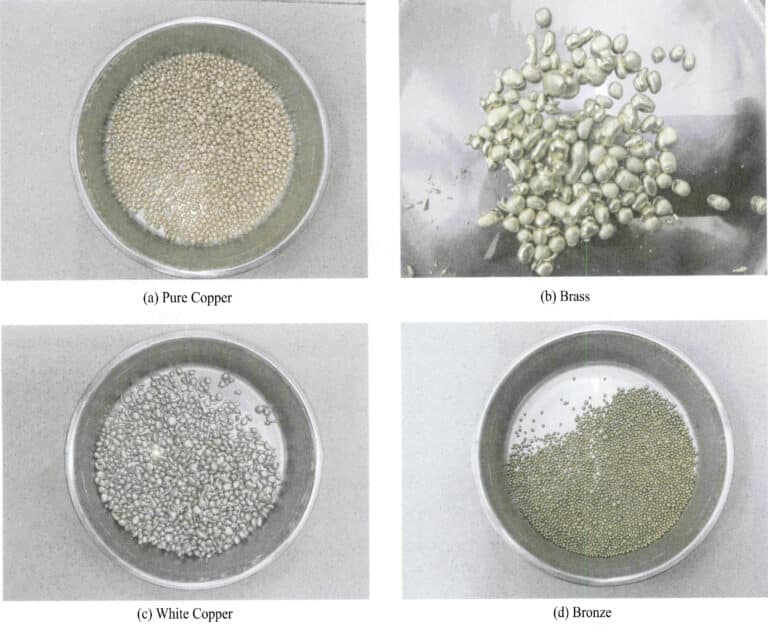
Ο ορείχαλκος είναι ένα κράμα χαλκού με βάση τον ψευδάργυρο ως κύριο στοιχείο κράματος, το οποίο πήρε το όνομά του από το κοινό κίτρινο χρώμα του. Ο ορείχαλκος έχει ελκυστικό χρώμα, καλή ποιότητα κατασκευής και μηχανικές ιδιότητες. Είναι ανθεκτικός στη διάβρωση στην ατμόσφαιρα, το γλυκό και το θαλασσινό νερό, κόβεται και γυαλίζεται εύκολα, έχει καλή συγκολλησιμότητα και είναι φθηνός, με αποτέλεσμα να χρησιμοποιείται ευρέως στη βιομηχανία κοσμημάτων. Με βάση τη σύνθεση του ορείχαλκου μπορεί να χωριστεί σε δύο κύριες κατηγορίες: τον απλό ορείχαλκο και τον ειδικό ορείχαλκο. Ο απλός ορείχαλκος είναι ένα δυαδικό κράμα που αποτελείται από χαλκό και ψευδάργυρο. Ο ειδικός ορείχαλκος είναι ένα κράμα πολλαπλών στοιχείων που σχηματίζεται με την προσθήκη στοιχείων όπως κασσίτερος, αλουμίνιο, πυρίτιο, σίδηρος, μαγγάνιο και νικέλιο για τη βελτίωση των επιδόσεων του απλού ορείχαλκου. Ονομάζεται ανάλογα με τα προστιθέμενα στοιχεία, όπως ο ορείχαλκος κασσίτερου, ο ορείχαλκος αλουμινίου, ο ορείχαλκος μαγγανίου και ο ορείχαλκος αλουμινίου-μαγγανίου.
Ο ορείχαλκος αντιπροσωπεύεται γενικά με το γράμμα Η και ο αριθμός που ακολουθεί το Η υποδηλώνει την περιεκτικότητα του κράματος σε χαλκό. Για παράδειγμα, το H68 υποδηλώνει τον ορείχαλκο με περιεκτικότητα σε χαλκό 68%. Το ZH αντιπροσωπεύει ορείχαλκο που χρησιμοποιείται για χύτευση. Μεταξύ αυτών, οι ορείχαλκοι H62 και H68 έχουν υψηλή πλαστικότητα και αντοχή, καλή διαμορφωσιμότητα και όμορφο χρώμα, που μοιάζει με χρυσό 24Κ, καθιστώντας τους τις κύριες ποικιλίες ορείχαλκου για κοσμήματα. Η απόδοση του ορείχαλκου συνδέεται στενά με την περιεκτικότητα σε ψευδάργυρο- καθώς αυξάνεται η περιεκτικότητα σε ψευδάργυρο, το χρώμα του αλλάζει σταδιακά από πορφυρό-κόκκινο σε κίτρινο, χρυσοκίτρινο και λευκό. Γενικά, ο ορείχαλκος έχει μικρότερο εύρος στερεοποίησης, οπότε η ρευστότητα του υγρού μετάλλου είναι καλή, με εξαιρετική ικανότητα πλήρωσης και μικρή τάση για συρρίκνωση. Κατά τη διάρκεια της τήξης, ο ψευδάργυρος δημιουργεί μεγάλη πίεση ατμών, απομακρύνοντας αποτελεσματικά τα αέρια από το υγρό χαλκό και καθιστώντας δύσκολη την παραγωγή πόρων από τον ορείχαλκο. Η θερμοκρασία τήξης του ορείχαλκου είναι χαμηλότερη από εκείνη του κασσίτερου μπρούντζου, καθιστώντας τη χύτευση πιο βολική- μπορεί εύκολα να χυτεύσει μικρά κοσμήματα και χρησιμοποιείται επίσης συνήθως για τη χύτευση χαλκού σε χειροτεχνίες.
Ο λευκός χαλκός πήρε το όνομά του από το γκρίζο-λευκό του χρώμα, το οποίο επιτυγχάνεται με την προσθήκη κραματικών στοιχείων που προκαλούν λευκαντικό αποτέλεσμα στο χαλκό. Η εφεύρεση του λευκού χαλκού αποτελεί εξαιρετικό επίτευγμα της αρχαίας κινεζικής μεταλλουργίας. Οι κάτοικοι του Γιουνάν επινόησαν και παρήγαγαν λευκό χαλκό, καθιστώντας τον έναν από τους πρώτους στον κόσμο, αναγνωρισμένο τόσο από εγχώριους όσο και από διεθνείς ακαδημαϊκούς κύκλους. Ο λευκός χαλκός που παρήχθη στην αρχαία Γιουνάν ήταν επίσης ο πιο διάσημος, γνωστός ως "λευκός χαλκός Γιουν". Σύμφωνα με την έρευνα, ήδη από τις δυναστείες Τσιν και Χαν, στο βασίλειο Ντάξια, στα δυτικά του Σιντζιάνγκ, χτυπήθηκαν νομίσματα λευκού χαλκού με περιεκτικότητα σε νικέλιο 20%. Κατά τη διάρκεια των δυναστειών Τανγκ και Σονγκ, ο κινεζικός λευκός χαλκός εξήχθη ήδη στην αραβική περιοχή, όπου οι Πέρσες αναφέρονταν στον λευκό χαλκό ως "κινεζική πέτρα". Μετά τον 16ο αιώνα, ο κινεζικός λευκός χαλκός πωλήθηκε παγκοσμίως, λαμβάνοντας ευρεία αναγνώριση- εξήχθη από την Γκουανγκζού και πωλήθηκε στην Ευρώπη από τη Βρετανική Εταιρεία Ανατολικών Ινδιών. Ο όρος "paktong" είναι μια μεταγραφή της λέξης "λευκός χαλκός" στα καντονέζικα, που αναφέρεται στο κράμα χαλκού-νικελίου που παράγεται στο Γιουνάν. Τον 17ο και 18ο αιώνα, ο λευκός χαλκός εισήχθη ευρέως στην Ευρώπη και θεωρήθηκε πολύτιμο αντικείμενο, αναφερόμενος ως "κινεζικός άργυρος" ή "κινεζικός λευκός χαλκός", ο οποίος επηρέασε σημαντικά τις σύγχρονες δυτικές χημικές διεργασίες. Το 1823, οι αδελφοί Heninger στη Γερμανία αναπαρήγαγαν με επιτυχία τον λευκό χαλκό του Γιουνάν. Στη συνέχεια, η Δύση ξεκίνησε βιομηχανική παραγωγή μεγάλης κλίμακας και μετονόμασε αυτό το κράμα σε "γερμανικό ασήμι" ή "νικελικό ασήμι".
Σύμφωνα με τη χημική σύνθεση, ο λευκός χαλκός μπορεί να χωριστεί σε δύο κύριες κατηγορίες: ο απλός λευκός χαλκός και ο σύνθετος λευκός χαλκός. Ο απλός λευκός χαλκός είναι ένα δυαδικό κράμα που σχηματίζεται με το νικέλιο ως στοιχείο κραμάτωσης, όπου ο χαλκός και το νικέλιο μπορούν να στερεοποιηθούν απεριόριστα μαζί, σχηματίζοντας ένα συνεχές στερεό διάλυμα, πράγμα που σημαίνει ότι, ανεξάρτητα από τις αναλογίες τους, πρόκειται πάντα για κράμα α μιας φάσης. Όταν το νικέλιο λιώνει σε πορφυρό χαλκό και η περιεκτικότητα υπερβαίνει το 16%, το κράμα που προκύπτει γίνεται καθαρό λευκό όπως το ασήμι- όσο υψηλότερη είναι η περιεκτικότητα σε νικέλιο, τόσο λευκότερο είναι το χρώμα. Ο καθαρός χαλκός σε συνδυασμό με νικέλιο μπορεί να βελτιώσει σημαντικά την αντοχή, την αντίσταση στη διάβρωση και τη σκληρότητα του μετάλλου. Ο συνήθης λευκός χαλκός αναπαρίσταται γενικά με το γράμμα Β, με τον επόμενο αριθμό να υποδεικνύει την περιεκτικότητα σε νικέλιο, όπως B3\0 που υποδεικνύει ένα κράμα χαλκού-νικελίου που περιέχει 30% Ni. Τα μοντέλα περιλαμβάνουν B0.6, B19, B25, B30, κ.λπ. Ο σύνθετος λευκός χαλκός παρασκευάζεται με την προσθήκη στοιχείων κραμάτωσης, όπως μαγγάνιο, σίδηρο, ψευδάργυρο και αλουμίνιο, στον συνηθισμένο λευκό χαλκό, που αντιπροσωπεύεται από το γράμμα Β και τα στοιχεία κραμάτωσης, όπως BMn3-12, που υποδηλώνει κράμα χαλκού-νικελίου-μαγγανίου που περιέχει 3% Ni και 12% Mn. Ο σύνθετος λευκός χαλκός περιλαμβάνει κατηγορίες όπως ο λευκός χαλκός σιδήρου, ο λευκός χαλκός μαγγανίου, ο λευκός χαλκός ψευδαργύρου και ο λευκός χαλκός αλουμινίου.
Ο λευκός χαλκός είναι ένα πολύ καλό διακοσμητικό υλικό, που χρησιμοποιείται ευρέως στη βιομηχανία κοσμημάτων και χρησιμοποιείται συχνά για την κατασκευή κοσμημάτων απομίμησης αργύρου και πλατίνας. Λόγω του κινδύνου ευαισθητοποίησης του νικελίου στο ανθρώπινο δέρμα, υπάρχει ανάγκη ανάπτυξης λευκού χαλκού χωρίς νικέλιο. Οι ερευνητές αξιοποίησαν την ικανότητα του μαγγανίου να λευκαίνει ή να ξεθωριάζει τον χαλκό και αξιοποίησαν πλήρως τα πλεονεκτήματά του στην ενίσχυση της φωτεινότητας του κράματος, στη μείωση της ερυθρότητας και στη βελτίωση της απόδοσης χύτευσης, αναπτύσσοντας μια σειρά από λευκά κράματα Cu-Mn-Zn χωρίς νικέλιο πολλαπλών στοιχείων, τα οποία είναι ασημόλευκα και έχουν καλή απόδοση θερμής και ψυχρής επεξεργασίας.
Ο χαλκός είναι ένας γενικός όρος για τα κράματα χαλκού, εκτός από τον ορείχαλκο και τον λευκό χαλκό, και χωρίζεται σε δύο κύριες κατηγορίες: συνήθης χαλκός και ειδικός χαλκός. Ο συνήθης χαλκός είναι ένα δυαδικό κράμα χαλκού και κασσίτερου, γνωστό και ως κασσίτερος χαλκός. Τα κύρια χαρακτηριστικά του περιλαμβάνουν καλή αντοχή στη φθορά, υψηλή αντοχή στη διάβρωση (αλλά κακή αντοχή στα οξέα), επαρκή αντοχή στον εφελκυσμό και ορισμένο βαθμό πλαστικότητας με σχετικά χαμηλή πυκνότητα. Ο βαθμός του μπρούντζου αντιπροσωπεύεται από το αρχικό "Q" του κινεζικού pinyin "qing", συν το στοιχείο κασσίτερος και έναν αριθμό, όπως QSn6,5-0,4, το οποίο υποδηλώνει περιεκτικότητα κασσίτερου 6,5% και περιεκτικότητα φωσφόρου 0,4% στον μπρούντζο.
Ο κασσίτερος χαλκός είναι μια μεγάλη εφεύρεση στην ιστορία της ανθρωπότητας- είναι ένα κράμα καθαρού χαλκού με κασσίτερο και μόλυβδο και το αρχαιότερο κράμα στην ιστορία της χύτευσης μετάλλων. Το εύρος θερμοκρασιών στερεοποίησης του κασσίτερου χαλκού είναι αρκετά μεγάλο, έως 146%. Αν και η ρευστότητά του δεν είναι ιδανική, μπορεί να επιτευχθεί καλή απόδοση πλήρωσης εάν η θερμοκρασία έκχυσης είναι καλά ελεγχόμενη. Το υγρό μέταλλο του κασσίτερου χαλκού έχει χαμηλή τάση οξείδωσης και η διαδικασία χύτευσης είναι απλή. Τα χυτά με λεπτά τοιχώματα χρησιμοποιούν μια κάθετη μέθοδο άνω χύτευσης και ακόμη και με μεγάλη πτώση χύτευσης, υπάρχουν λιγότερες οξειδωμένες ακαθαρσίες στο εσωτερικό των χυτών. Ο ρυθμός συρρίκνωσης του κασσίτερου μπρούντζου είναι μικρότερος από αυτόν του ορείχαλκου, γεγονός που αποτρέπει τη σημαντική παραμόρφωση λόγω συρρίκνωσης, εξασφαλίζοντας έτσι την ακρίβεια σχήματος και διαστάσεων των χυτευμάτων. Η στερεοποίηση του υγρού μετάλλου κασσίτερου μπρούντζου ακολουθεί μια μέθοδο στερεοποίησης που μοιάζει με πάστα, η οποία γενικά δεν προκαλεί συγκεντρωμένες κοιλότητες συρρίκνωσης, αλλά μπορεί να οδηγήσει σε διασκορπισμένη συρρίκνωση. Όσο παχύτερο είναι το τοίχωμα του χυτού, τόσο μεγαλύτερη είναι η τάση για συρρίκνωση- αντίθετα, όσο λεπτότερο είναι το τοίχωμα, τόσο πυκνότερη είναι η δομή του μετάλλου και τόσο καλύτερες είναι οι μηχανικές ιδιότητες. Ο κασσίτερος χάλκινος τείνει να ραγίσει εν θερμώ, οπότε πρέπει να λαμβάνονται προληπτικά μέτρα κατά της θερμής ρηγμάτωσης κατά τη διαδικασία χύτευσης. Το υγρό μέταλλο του μπρούντζου κασσίτερου τείνει να απορροφά αέρια, οπότε πρέπει να ελέγχεται η θερμοκρασία και ο χρόνος του κράματος κατά τη διαδικασία τήξης.
(5) Ανοξείδωτο χάλυβα
Ο ανοξείδωτος χάλυβας είναι ένας γενικός όρος για τον χάλυβα με ορισμένη χημική σταθερότητα σε διαλύματα όπως η ατμόσφαιρα, το νερό, τα οξέα, τα αλκάλια, τα άλατα ή άλλα διαβρωτικά μέσα. Σε γενικές γραμμές, ο χάλυβας που είναι ανθεκτικός στη διάβρωση από ασθενή μέσα όπως η ατμόσφαιρα, ο ατμός και το νερό ονομάζεται ανοξείδωτος χάλυβας. Αντίθετα, ο χάλυβας που είναι ανθεκτικός στη διάβρωση από όξινα, αλκαλικά και αλατούχα διαβρωτικά μέσα ονομάζεται χάλυβας ανθεκτικός στη διάβρωση ή ανθεκτικός στα οξέα. Ο ανοξείδωτος χάλυβας έχει αντοχή στη σκουριά αλλά δεν είναι απαραίτητα ανθεκτικός στη διάβρωση, ενώ ο ανθεκτικός στη διάβρωση χάλυβας έχει γενικά καλή αντοχή στη σκουριά.
Διάφορα στοιχεία καθορίζουν κυρίως την απόδοση και τη μικροδομή του ανοξείδωτου χάλυβα. Επί του παρόντος, υπάρχουν πάνω από 100 γνωστά χημικά στοιχεία, μεταξύ των οποίων τα στοιχεία που επηρεάζουν σημαντικά την απόδοση και τη δομή του ανοξείδωτου χάλυβα περιλαμβάνουν άνθρακα, χρώμιο, νικέλιο, μαγγάνιο, άζωτο, νάτριο, νιόβιο, μολυβδαίνιο, χαλκό, αλουμίνιο, πυρίτιο, τιτάνιο, ζιρκόνιο, βόριο και περισσότερα από δώδεκα άλλα. Η προσθήκη αυτών των στοιχείων προκαλεί αλλαγές στην εσωτερική δομή του χάλυβα, προσδίδοντας έτσι στο χάλυβα ειδικές ιδιότητες. Ο ανοξείδωτος χάλυβας μπορεί να χωριστεί σε τρεις κατηγορίες με βάση τη σύνθεση του κράματος: ανοξείδωτος χάλυβας χρωμίου, ανοξείδωτος χάλυβας χρωμίου-νικελίου και ανοξείδωτος χάλυβας χρωμίου-μαγγανίου-αζώτου. Με βάση τη μικροδομή (μεταλλογραφική δομή), μπορεί να χωριστεί σε φερριτικό ανοξείδωτο χάλυβα, μαρτενσιτικό ανοξείδωτο χάλυβα, ωστενιτικό ανοξείδωτο χάλυβα και άλλο διπλό ανοξείδωτο χάλυβα.
Ο ανοξείδωτος χάλυβας που χρησιμοποιείται για κοσμήματα περιλαμβάνει διάφορες τυπικές ποιότητες, όπως 304, 304L, 316 και 316L. Ο ανοξείδωτος χάλυβας 304 είναι ένας ευέλικτος ανοξείδωτος χάλυβας με σημείο τήξης 1454 ℃ και πυκνότητα 8g/cm3. Χρησιμοποιείται ευρέως για εξοπλισμό και εξαρτήματα που απαιτούν καλή συνολική απόδοση (αντοχή στη διάβρωση και διαμορφωσιμότητα). Η παραλλαγή του είναι ο ανοξείδωτος χάλυβας 304L χαμηλού άνθρακα. Ο ανοξείδωτος χάλυβας 316 έχει σημείο τήξης 1398% και πυκνότητα 8g/cm3. Η αντοχή του σε τοπική διάβρωση σε θαλάσσια και χημικά βιομηχανικά περιβάλλοντα είναι σημαντικά καλύτερη από τον ανοξείδωτο χάλυβα 304. Μεταξύ αυτών, οι παραλλαγές του ανοξείδωτου χάλυβα 316 περιλαμβάνουν τον ανοξείδωτο χάλυβα 316L με χαμηλό άνθρακα, τον αζωτούχο ανοξείδωτο χάλυβα υψηλής αντοχής 316N και τον πλούσιο σε θείο ανοξείδωτο χάλυβα 316F που κόβεται εύκολα. Ως υλικό κοσμήματος, είναι καλύτερο να επιλέξετε τον ανοξείδωτο χάλυβα 316L για να εξασφαλίσετε καλή αντοχή στη διάβρωση, όπως φαίνεται στην Εικόνα 6-5.

(6) Κράμα τιτανίου
Ο σίδηρος έχει εξαιρετικές ιδιότητες, όπως χαμηλή πυκνότητα, υψηλή ειδική αντοχή, υψηλή θερμοκρασία και αντοχή στη διάβρωση. Τα κράματα σιδήρου είναι καλά υλικά για την κατασκευή περιβλημάτων πυραυλοκινητήρων, τεχνητών δορυφόρων και διαστημοπλοίων, κερδίζοντας το προσωνύμιο "διαστημικό μέταλλο". Λόγω της ισχυρής αντίστασης στη διάβρωση και της υψηλής σταθερότητάς του, το σκάνδιο δεν προκαλεί αλλεργικές αντιδράσεις μετά από μακροχρόνια επαφή με τον άνθρωπο και είναι το μόνο μέταλλο που δεν επηρεάζει τα ανθρώπινα αυτόνομα νεύρα και τη γεύση. Έχει μοναδικές ιατρικές εφαρμογές και αποκαλείται "βιοφιλικό μέταλλο". Το θάλλιο έχει ασημί-γκρι απόχρωση, όπως φαίνεται στην Εικόνα 6-6. Αποδίδει καλά στη στίλβωση καθρέφτη, στο τράβηγμα σύρματος και στην αμμοβολή, καθιστώντας το ένα από τα πιο κατάλληλα διακοσμητικά μέταλλα εκτός από τα πολύτιμα μέταλλα, που χρησιμοποιούνται συχνά στο σύγχρονο σχεδιασμό κοσμημάτων στο εξωτερικό.

Η πυκνότητα του καθαρού νατρίου είναι 4,51g/cm3, το σημείο τήξης είναι 1668℃ και το σημείο βρασμού είναι 3287℃. Λόγω του υψηλού σημείου τήξης του νατρίου, πρέπει να τήκεται σε υψηλές θερμοκρασίες και οι χημικές του ιδιότητες γίνονται πολύ αντιδραστικές σε υψηλές θερμοκρασίες. Ως εκ τούτου, η τήξη πρέπει να διεξάγεται υπό την προστασία αδρανών αερίων και πρέπει να αποφεύγεται η χρήση υλικών που περιέχουν οξυγόνο, γεγονός που επιβάλλει υψηλές απαιτήσεις στον εξοπλισμό και τις διαδικασίες τήξης.
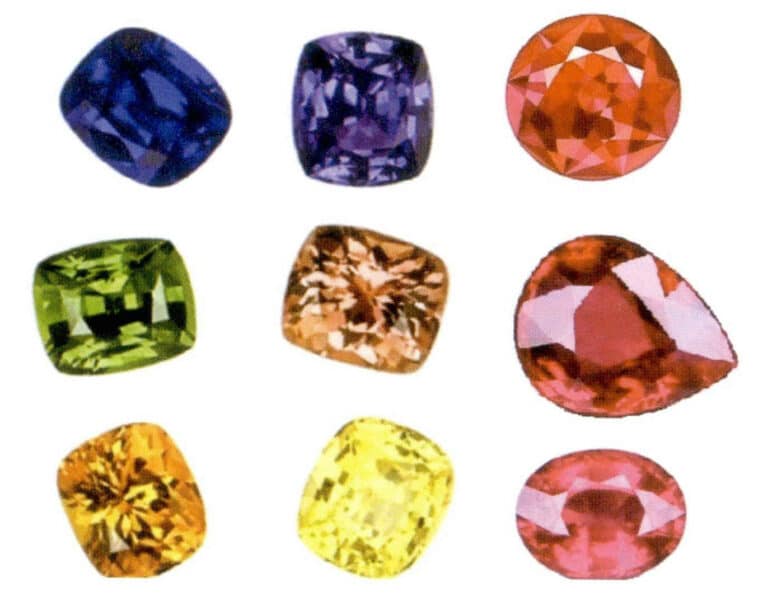
1.2 Το χρώμα των μεταλλικών υλικών
1.3 Ηλεκτρονική κλίμακα
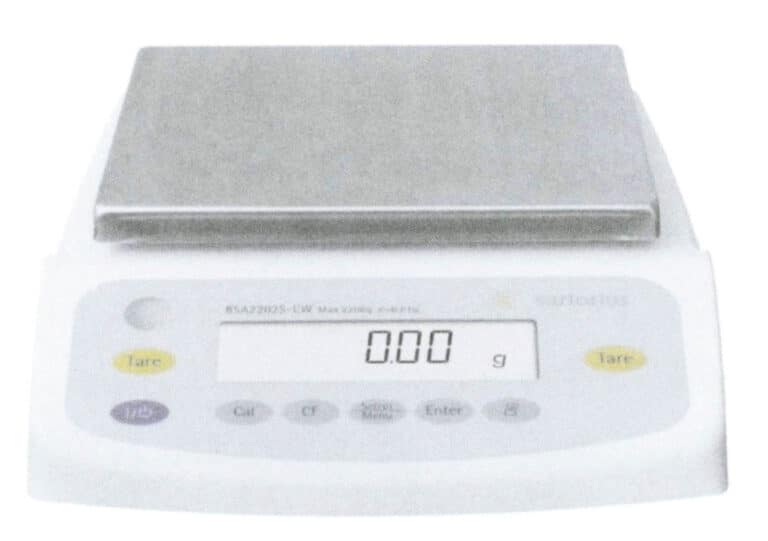
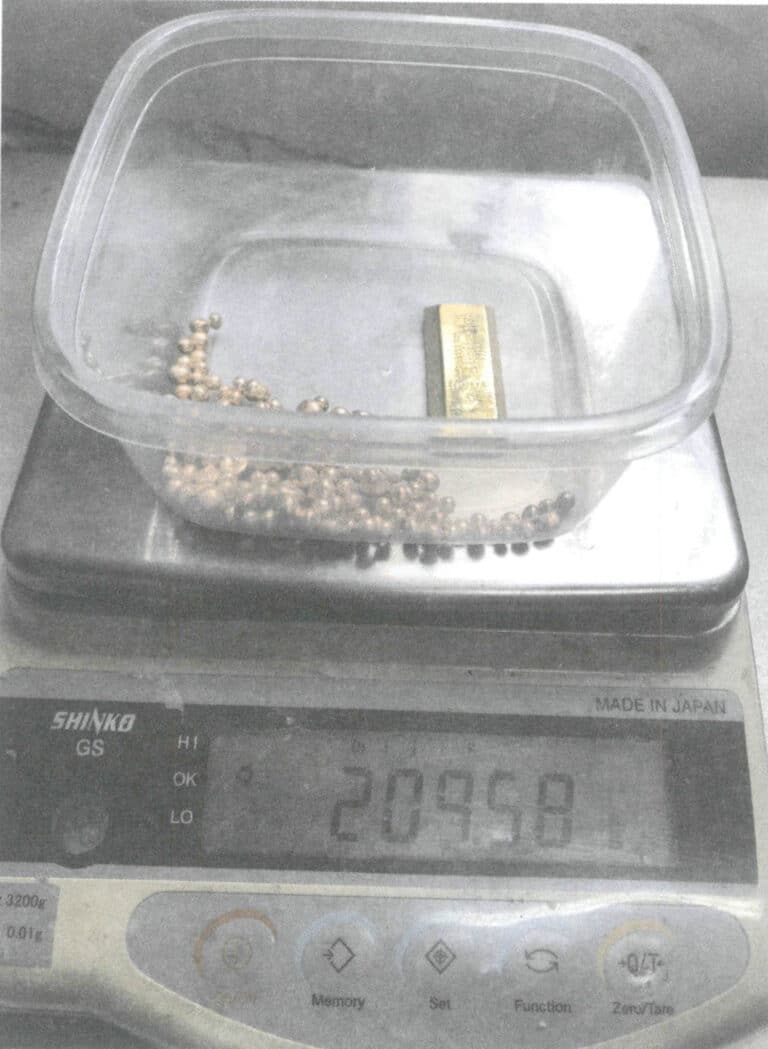
Η ποιότητα των κοσμημάτων είναι γενικά πολύ ελαφριά. Περιλαμβάνει πολύτιμους λίθους και πολύτιμα μέταλλα, οπότε τα όργανα που χρησιμοποιούνται για την ανίχνευση της ποιότητας απαιτούν υψηλή ακρίβεια και πρέπει να επιτυγχάνουν γρήγορα και αξιόπιστα τα επιθυμητά αποτελέσματα κατά τη διάρκεια της παραγωγής. Τα παραδοσιακά μηχανικά όργανα ζύγισης δεν μπορούν να ανταποκριθούν σε αυτές τις απαιτήσεις και για τη ζύγιση χρησιμοποιούνται πλέον ηλεκτρονικοί ζυγοί. Οι ηλεκτρονικές ζυγαριές χρησιμοποιούν την αρχή της ηλεκτρομαγνητικής δύναμης, εξισορροπώντας το βάρος ενός αντικειμένου. Συνδέουν τον ζυγό με ένα τροφοδοτούμενο πηνίο σε μαγνητικό πεδίο. Όταν το προς ζύγιση αντικείμενο τοποθετείται στο ταψί, η προς τα κάτω βαρυτική δύναμη δημιουργεί στο πηνίο μια ηλεκτρομαγνητική δύναμη που είναι ίση σε μέγεθος αλλά αντίθετη σε κατεύθυνση με το βάρος του αντικειμένου που ζυγίζεται. Σε αυτό το σημείο, ο αισθητήρας εξάγει ένα ηλεκτρικό σήμα, το οποίο ανορθώνεται και ενισχύεται, αλλάζοντας το ρεύμα στο πηνίο μέχρι να επιστρέψει στην αρχική του θέση. Η ένταση αυτού του ρεύματος είναι ανάλογη του βάρους του αντικειμένου που ζυγίζεται. Το βάρος, που παράγεται από τη μάζα του υλικού, εμφανίζεται στη συνέχεια αφού το παραγόμενο ηλεκτρικό σήμα περάσει από το αναλογικό σύστημα. Σε σύγκριση με τις μηχανικές ζυγαριές, οι ηλεκτρονικές ζυγαριές έχουν τα χαρακτηριστικά της γρήγορης ταχύτητας ζύγισης, της υψηλής ανάλυσης, της καλής αξιοπιστίας, της απλής λειτουργίας και των ποικίλων λειτουργιών.
Η ακρίβεια της ζυγαριάς που χρησιμοποιείται για τη ζύγιση των συστατικών είναι γενικά 0,01 g, με εύρος που καθορίζεται από τις ανάγκες, συνήθως 3200 g, όπως φαίνεται στο σχήμα 6-7. Κατά τη χρήση ηλεκτρονικής ζυγαριάς, θα πρέπει να τοποθετείται σε σταθερό πάγκο εργασίας για να αποφεύγονται οι δονήσεις, τα ρεύματα αέρα και το ηλιακό φως- πριν από τη χρήση, η φυσαλίδα της στάθμης θα πρέπει να ρυθμίζεται στην κεντρική θέση- όταν ζυγίζετε διαβρωτικά αντικείμενα, θα πρέπει να τοποθετούνται σε σφραγισμένο δοχείο για να αποφεύγεται η διάβρωση της ηλεκτρονικής ζυγαριάς- μην υπερφορτώνετε τη ζυγαριά κατά τη διάρκεια της ζύγισης για να αποφύγετε τη ζημιά. Η ηλεκτρονική ζυγαριά θα πρέπει να βαθμονομείται περιοδικά σύμφωνα με τους κανονισμούς του τμήματος μετρολογίας και να διαχειρίζεται και να συντηρείται από καθορισμένο προσωπικό, ώστε να διασφαλίζεται η βέλτιστη κατάστασή της. Το κύριο περιεχόμενο της περιοδικής βαθμονόμησης περιλαμβάνει την ευαισθησία και τη διακριτική ικανότητα της ζυγαριάς, το μέγιστο επιτρεπόμενο σφάλμα σε κάθε σημείο φόρτισης (γραμμικό σφάλμα ζύγισης), την επαναληψιμότητα, το σφάλμα έκκεντρου φορτίου ή γωνίας, τη λειτουργία εξισορρόπησης κ.λπ. Μετά τη βαθμονόμηση, θα πρέπει να εκδοθεί πιστοποιητικό βαθμονόμησης ή ετικέτα με βάση τα πραγματικά αποτελέσματα της βαθμονόμησης.
1.4 Η λεπτότητα και ο έλεγχος των υλικών από πολύτιμα μέταλλα
Για τα κοσμήματα από πολύτιμα μέταλλα, η καθαρότητα (δηλ. η λεπτότητα) των πολύτιμων μετάλλων αποτελούσε ανέκαθεν βασικό μέλημα για τους καταναλωτές. Διαφορετικές χώρες ή περιοχές έχουν θεσπίσει πρότυπα για την καθαρότητα των κοσμημάτων από πολύτιμα μέταλλα, απαιτώντας ότι τα κοσμήματα μιας συγκεκριμένης καθαρότητας εγγυώνται την αντίστοιχη ελάχιστη περιεκτικότητα.
Η καθαρότητα των υλικών για τα αξεσουάρ κοσμήματος πρέπει να συνάδει με το κύριο σώμα. Λόγω των απαιτήσεων αντοχής και ελαστικότητας, επιτρέπονται αξεσουάρ με ελαφρώς χαμηλότερη καθαρότητα. Παρόλα αυτά, πρέπει να πληρούν τις ελάχιστες απαιτήσεις, όπως κοσμήματα από χρυσό με λεπτότητα τουλάχιστον 22 K, κοσμήματα από πλατίνα με περιεκτικότητα σε πλατίνα τουλάχιστον 950‰ και κοσμήματα από παλλάδιο με περιεκτικότητα σε παλλάδιο τουλάχιστον 900‰. Η περιεκτικότητα σε χρυσό, πλατίνα ή παλλάδιο στα χρησιμοποιούμενα αξεσουάρ δεν πρέπει να είναι μικρότερη από ; η περιεκτικότητα σε ασήμι στα ασημένια κοσμήματα δεν πρέπει να είναι μικρότερη από 925‰.
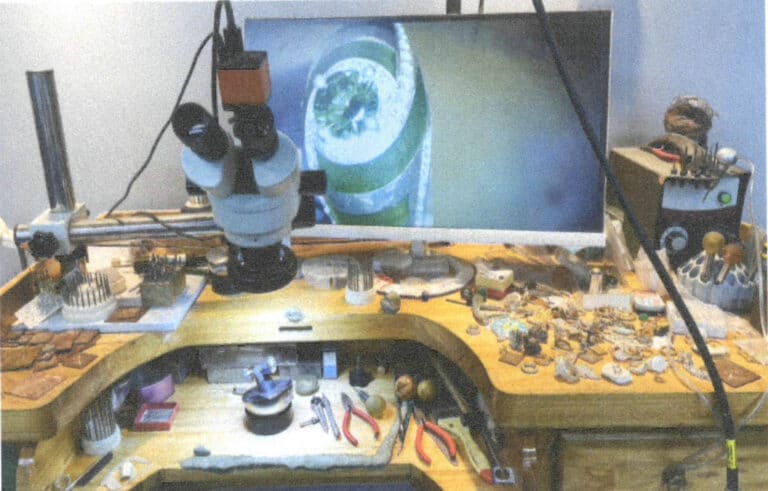
Η περιεκτικότητα του χρυσού, του αργύρου, της πλατίνας και άλλων πολύτιμων μετάλλων στα υλικά κοσμημάτων μπορεί να ανιχνευθεί με τη χρήση μεθόδων χημικής ανάλυσης ή φασματοσκοπίας φθορισμού ακτίνων Χ (Εικόνα 6-8). Η χημική ανάλυση είναι μια καταστροφική μέθοδος ελέγχου με μεγαλύτερο κύκλο και σχετικά υψηλή ακρίβεια- η φασματοσκοπία φθορισμού ακτίνων Χ είναι μια μη καταστροφική μέθοδος ελέγχου που είναι βολική, γρήγορη και χρησιμοποιείται ευρέως στον ποιοτικό έλεγχο κατά την παραγωγή κοσμημάτων.

Η βασική αρχή της ανάλυσης φθορισμού ακτίνων Χ είναι παρόμοια με εκείνη των ηλεκτρονικών ανιχνευτών, η οποία καθορίζει το μήκος κύματος (ή την ενέργεια) και την ένταση των χαρακτηριστικών φασματικών γραμμών ακτίνων Χ που εκπέμπονται από το διεγερμένο δείγμα. Η ανάλυση φθορισμού ακτίνων-Χ είναι παρόμοια με αυτή, αλλά διαφέρει από τους ηλεκτρονικούς ανιχνευτές στο ότι το προσπίπτον φως είναι ακτίνες-Χ. Το ακτινοβολούμενο δείγμα απορροφά τις πρωτογενείς ακτίνες Χ και διεγείρεται για να εκπέμψει δευτερογενείς ακτίνες Χ. Οι διάφορες δευτερογενείς ακτίνες-Χ αναφέρονται ως φθορισμός ακτίνων-Χ και με τον προσδιορισμό του μήκους κύματος (ή της ενέργειας) και της έντασης αυτών των χαρακτηριστικών φασματικών γραμμών, μπορεί να προσδιοριστεί η περιεκτικότητα των στοιχείων.
Υπάρχουν διάφορες μέθοδοι για την ανίχνευση στοιχείων πρόσμιξης σε κοσμήματα από πολύτιμα μέταλλα. Γενικά, το υλικό πρέπει πρώτα να διαλυθεί και στη συνέχεια να αναλυθεί με φασματομετρία ατομικής απορρόφησης φλόγας, φασματομετρία ατομικής εκπομπής πλάσματος συνεχούς ρεύματος, φασματομετρία επαγωγικά συζευγμένου πλάσματος, φασματομετρία μάζας και άλλες μεθόδους.
Στην παραγωγή κοσμημάτων, εκτός από την ανίχνευση της συνολικής μέσης περιεκτικότητας των υλικών, είναι μερικές φορές απαραίτητο να χρησιμοποιηθούν ηλεκτρονικοί ανιχνευτές, φασματόμετρα κ.λπ. για να επικεντρωθεί η προσοχή σε ένα συγκεκριμένο τμήμα του δείγματος για εντοπισμένο έλεγχο. Για παράδειγμα, εάν ένα κόσμημα έχει ελαττώματα, όπως σπασίματα ή σκληρά σημεία σε μια συγκεκριμένη περιοχή, μπορούν να χρησιμοποιηθούν ανιχνευτές για την ανάλυση της σύνθεσης αυτών των περιοχών. Αυτό είναι ιδιαίτερα σημαντικό στην πράξη, επειδή πολλά επιβλαβή στοιχεία πρόσμιξης τείνουν να διαχωρίζονται στα όρια των κόκκων, στις περιοχές παραμόρφωσης του πλέγματος κ.λπ. με αποτέλεσμα η περιεκτικότητα σε στοιχεία πρόσμιξης σε αυτές τις περιοχές να είναι πολλαπλάσια από τη μέση περιεκτικότητα, γεγονός που μπορεί να οδηγήσει σε προβλήματα ποιότητας του προϊόντος.
1.5 Εργαλεία διαχωρισμού υλικού

Σχήμα 6-9 Κόφτες μπουλονιών

Εικόνα 6-10 Μηχανή πρέσας ισχύος
2. Υλοποίηση εργασιών
Αυτή η εργασία χρησιμοποιεί ράβδους καθαρού χρυσού και ροζ χρυσό 18Κ για το μπάλωμα.
(1) Προετοιμασία πρώτων υλών
Λόγω του μεγάλου μεγέθους του ράβδου καθαρού χρυσού πρέπει να διασπαστεί σε μικρότερα κομμάτια για ακριβή ζύγιση και τήξη στον κλίβανο. Μεγάλες κοπτικές μηχανές μπορούν να κόψουν το ράβδο καθαρού χρυσού σε μικρότερα κομμάτια των 30mm×30mm, όπως φαίνεται στην εικόνα 6-11. Κρατάτε τους κοπτήρες κοχλία πλάγια κατά τη διάρκεια της λειτουργίας, με το ένα άκρο στερεωμένο στο έδαφος και το άλλο ανασηκωμένο για να ανοίξουν οι σιαγόνες. Τοποθετήστε το ράβδο χρυσού στις σιαγόνες, καθορίστε τη θέση κοπής και εφαρμόστε δύναμη προς τα κάτω στην επάνω λαβή για να κόψετε. Εάν δεν κοπεί με μία κίνηση, το ράβδος χρυσού μπορεί να αναστραφεί και να κοπεί ξανά στην αρχική θέση κοπής, επαναλαμβάνοντας αυτή τη διαδικασία μέχρι να κοπεί. Σημειώστε ότι τα δάχτυλα δεν πρέπει να τοποθετούνται εντός της εμβέλειας των σιαγόνων κατά τη λειτουργία.
Ένας μύλος έλασης μπορεί επίσης να χρησιμοποιηθεί για να αραιώσει το πάχος του ράβδου καθαρού χρυσού και στη συνέχεια μπορούν να χρησιμοποιηθούν μικρά κοπτικά εργαλεία για να κοπεί το φύλλο χρυσού σε μικρά κομμάτια, όπως φαίνεται στην Εικόνα 6-12.

Εικόνα 6-11 Κοπή υλικού με μεγάλους κοπτήρες μπουλονιών
Εικόνα 6-12 Κοπή υλικού με πρέσα έλασης
(2) Υλικά ανάμιξης
Για τον ροζ χρυσό 18Κ, η ελάχιστη λεπτότητα είναι η περιεκτικότητα σε χρυσό 75%. Για να αποφευχθούν πιθανές διακυμάνσεις στη σύνθεση κατά τη διάρκεια της παραγωγής, οι οποίες προκαλούν τον κίνδυνο υποβαθμισμένης ποιότητας, οι εταιρείες θα καθιερώσουν πρότυπα εσωτερικού ελέγχου κατά τη διάρκεια της διαδικασίας διαμόρφωσης, αναμειγνύοντας σύμφωνα με την περιεκτικότητα σε χρυσό 75,2%~76,0%, δηλαδή, στη διαμόρφωση 100g νέων υλικών, προσθέτοντας 75,2~76,0 γραμμάρια καθαρού χρυσού ανά 100 γραμμάρια νέου υλικού, με το υπόλοιπο ως υλικό πλήρωσης, όπως φαίνεται στην Εικόνα 6-13.
(3) Τέλος εργασιών
Μετά την ανάμειξη των συστατικών, υποβάλλετε τα υλικά πολύτιμων μετάλλων, απενεργοποιήστε την ηλεκτρονική ζυγαριά και καθαρίστε το χώρο εργασίας.
Τμήμα II Λιώσιμο με πυρσό
1. Γνώσεις υποβάθρου
1.1 Σημείο τήξης και εύρος θερμοκρασιών τήξης των μεταλλικών υλικών κοσμήματος
Το σημείο τήξης αναφέρεται στη θερμοκρασία κατά την οποία μια ουσία μεταπίπτει από το στερεό (τήξη) στο υγρό, ενώ η θερμοκρασία κατά την οποία μεταπίπτει από το υγρό στο στερεό ονομάζεται σημείο κατάψυξης. Υπό ορισμένες περιβαλλοντικές συνθήκες, τα σημεία τήξης των καθαρών μετάλλων είναι σταθερά. Διαφορετικές κατηγορίες υλικών από καθαρά μέταλλα έχουν γενικά διαφορετικά σημεία τήξης και οι διαφορές μπορεί να είναι σημαντικές- για παράδειγμα, το σημείο τήξης του καθαρού αργύρου διαφέρει από αυτό της καθαρής πλατίνας κατά περισσότερο από 800℃. Όταν σε καθαρά μεταλλικά υλικά προστίθενται άλλα στοιχεία κράματος για να σχηματιστούν κράματα, τα άτομα των στοιχείων κράματος εισέρχονται στο πλέγμα του βασικού υλικού, προκαλώντας παραμόρφωση του πλέγματος, η οποία αυξάνει τη συνολική εσωτερική ενέργεια του μετάλλου, οδηγώντας σε σημείο τήξης που διαφέρει σε διάφορους βαθμούς από εκείνο των καθαρών μετάλλων. Οι τύποι και οι ποσότητες των στοιχείων κράματος που προστίθενται επηρεάζουν τις διαφορές στα σημεία τήξης. Όταν τα προστιθέμενα στοιχεία κράματος είναι υλικά με χαμηλό σημείο τήξης ή μπορούν να υποστούν ευτηκτικές αντιδράσεις με το βασικό υλικό, το σημείο τήξης του υλικού κράματος θα μειωθεί. Γενικά, τα κράματα δεν έχουν σταθερό σημείο τήξης αλλά διαθέτουν ένα ορισμένο εύρος θερμοκρασιών τήξης.
Το σημείο τήξης έχει καθοδηγητική σημασία για την παραγωγή μεταλλικών κοσμημάτων. Τα μεταλλικά υλικά πρέπει να προετοιμάζονται μέσω τήξης και το ιξώδες και η ρευστότητα του λιωμένου μετάλλου συνδέονται στενά με τη θερμοκρασία του, με τη θερμοκρασία του λιωμένου μετάλλου να καθορίζεται από το σημείο τήξης του κράματος. Οι περισσότεροι σχηματισμοί κοσμημάτων χρησιμοποιούν την επενδυτική χύτευση σε καλούπι γύψου. Παρόλα αυτά, ο γύψος έχει κακή θερμική σταθερότητα και μπορεί να υποστεί θερμική αποσύνθεση σε υψηλές θερμοκρασίες, οδηγώντας σε ελαττώματα όπως πορώδες και τρύπες άμμου στα χυτά. Ως εκ τούτου, η διαδικασία χύτευσης σε καλούπι γύψου απαιτεί το σημείο τήξης των μετάλλων. όταν το σημείο τήξης των υλικών (όπως η πλατίνα και το παλλάδιο) είναι πολύ υψηλό, αυτή η διαδικασία χύτευσης είναι ακατάλληλη. Στην παραγωγή κοσμημάτων, τα ελαττώματα συχνά επιδιορθώνονται με συγκόλληση ή συναρμολόγηση εξαρτημάτων μεταξύ τους, και τα σημεία τήξης του βασικού υλικού και του υλικού συγκόλλησης είναι επίσης σημαντικές παράμετροι της διαδικασίας. Σε γενικές γραμμές, όσο χαμηλότερο είναι το σημείο τήξης του μετάλλου, τόσο πιο εύκολο είναι να βελτιωθεί, να χυτευτεί και να συγκολληθεί.
1.2 Συνθήκες τήξης
(1) Καυστήρας
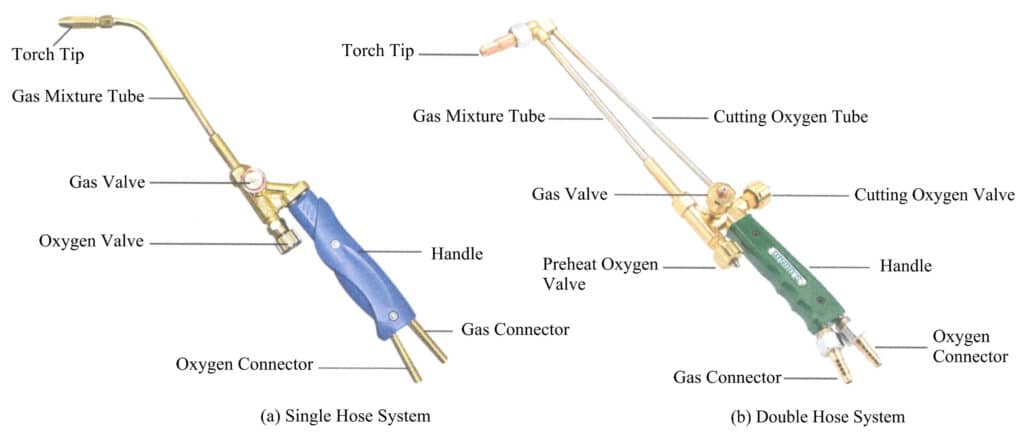
Η τήξη χρησιμοποιεί γενικά την παραδοσιακή μέθοδο τήξης με φλόγα και ο πυρσός είναι το βασικό εργαλείο για την τήξη με φλόγα. Οι πυρσοί που χρησιμοποιούνται για την τήξη είναι γενικά πυρσοί τύπου αναρρόφησης που χωρίζονται σε τύπους μονόσωμων και δίσωμων πυρσών, με το σχήμα και τα συστατικά τους να φαίνονται στην Εικόνα 6-14. Ο πυρσός μονού σωλήνα είναι ο πιο συχνά χρησιμοποιούμενος, που χρησιμοποιεί κυρίως υγροποιημένο φυσικό αέριο ως καύσιμο, κατάλληλος για την τήξη υλικών κοσμημάτων με μεσαία έως χαμηλά σημεία τήξης, όπως ο χρυσός, ο άργυρος και ο χαλκός- ο πυρσός διπλού σωλήνα χρησιμοποιεί ασετυλίνη ως καύσιμο, κυρίως για την τήξη κραμάτων κοσμημάτων με υψηλό σημείο τήξης, όπως η πλατίνα και το παλλάδιο. Με την υλική ρύθμιση των βαλβίδων αερίου και οξυγόνου, μπορεί να ελεγχθεί το μέγεθος, η φύση και το σχήμα της φλόγας.
(2) Αέριο
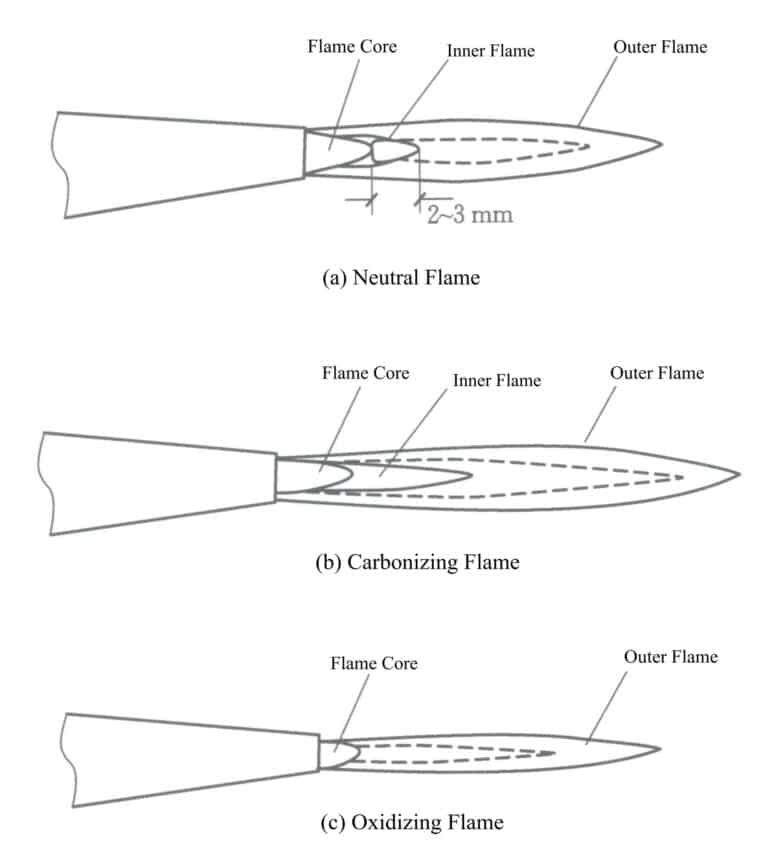
Οι ιδιότητες και η ροή του αερίου, καθώς και η καθαρότητα και η ροή του οξυγόνου, επηρεάζουν τη φύση της φλόγας. Στην παραγωγή κοσμημάτων, τα αέρια που χρησιμοποιούνται για την τήξη μεταλλικών υλικών με πυρσό περιλαμβάνουν κυρίως δύο τύπους: ακετυλένιο- το άλλο είναι το υγραέριο. Το ακετυλένιο είναι μια οργανική ένωση με χημικό τύπο C2H2, γνωστό ως καρβίδιο ή αέριο ακετυλένιο. Είναι το μικρότερο μέλος των ενώσεων αλκυνίου, άχρωμο σε θερμοκρασία και πίεση δωματίου, εύφλεκτο και ενέχει κίνδυνο έκρηξης σε υγρή και στερεή κατάσταση ή σε αέρια μορφή υπό ορισμένες πιέσεις. Παράγοντες όπως η θερμότητα, οι δονήσεις και οι ηλεκτρικοί σπινθήρες μπορούν να προκαλέσουν εκρήξεις, γι' αυτό και δεν μπορούν να αποθηκευτούν ή να μεταφερθούν μετά από συμπίεση και υγροποίηση. Το υγροποιημένο αέριο πετρελαίου είναι ένα υποπροϊόν της ανάπτυξης πετρελαιοπηγών ή της πυρόλυσης του πετρελαίου στα διυλιστήρια, με κύρια συστατικά του το προπάνιο (C3H8), βουτάνιο (C4H10), και ορισμένους άλλους δευτερεύοντες υδρογονάνθρακες. Σε θερμοκρασία δωματίου και πίεση, οι υδρογονάνθρακες που συνθέτουν το υγροποιημένο αέριο πετρελαίου υπάρχουν σε αέρια μορφή, αλλά όταν εφαρμόζεται πίεση 0,8~1,5Mpa, μετατρέπονται σε υγρό, καθιστώντας το κατάλληλο για αποθήκευση και μεταφορά σε φιάλες. Το υγροποιημένο αέριο πετρελαίου σχηματίζει εκρηκτικό μείγμα με τον αέρα ή το οξυγόνο. Παρόλα αυτά, το εύρος των αναλογιών εκρηκτικού μίγματος είναι πολύ μικρότερο από αυτό της ασετυλίνης και το σημείο ανάφλεξής του είναι υψηλότερο από αυτό της ασετυλίνης, καθιστώντας την χρήση του ασφαλέστερη. Οι φυσικές και χημικές ιδιότητες των κύριων συστατικών της ασετυλίνης και του υγραερίου παρουσιάζονται στον Πίνακα 6-4. Όταν η φλόγα είναι ουδέτερη, η διάσπαση του προπανίου στην περιοχή του πυρήνα της φλόγας είναι μια ενδόθερμη διαδικασία. Η αποσύνθεση στον πυρήνα της φλόγας καταναλώνει την ενέργεια που παράγεται από την εσωτερική φλόγα και η θερμότητα του πυρήνα της φλόγας και της εσωτερικής φλόγας αντιπροσωπεύει 9% της συνολικής θερμότητας, σε σύγκριση με μόνο 49% της θερμότητας του ασετυλίνης στην εσωτερική φλόγα και τον πυρήνα της φλόγας, ενώ το μήκος της εξωτερικής φλόγας είναι 2,3 φορές μεγαλύτερο από το μήκος της εξωτερικής φλόγας μιας φλόγας οξυακετυλενίου. Αυτή τη στιγμή, ο όγκος της εξωτερικής φλόγας είναι μεγάλος και το εύρος είναι μεγάλο, αλλά η θερμοκρασία είναι πολύ χαμηλή. Επομένως, το μήκος της φλόγας θα πρέπει να ρυθμιστεί με την αύξηση της αναλογίας του προθερμασμένου οξυγόνου, ώστε η καύση της εξωτερικής φλόγας να γίνει μέρος της διαδικασίας καύσης με ατμοσφαιρική διάχυση προανάμιξης.
Πίνακας 6-4 Φυσικές και χημικές ιδιότητες των κύριων συστατικών του ακετυλενίου και του υγραερίου
| Δείκτης | Ακετυλένιο | Προπάνιο | Βουτάνιο |
|---|---|---|---|
| Μοριακός τύπος | C2H2 | C3H8 | C4H10 |
| Μοριακό βάρος | 26 | 44 | 58 |
| Πυκνότητα(15.6℃)/(kg-m -3) | 1.099 | 1.818 | 2.460 |
| Σχετική πυκνότητα σε σχέση με τον αέρα(15,6℃) | 0.906 | 1.520 | 2.010 |
| Συνολική θερμογόνος δύναμη/(kJ-kg)-1) | 50 208 | 51 212 | 49 380 |
| Κατανάλωση οξυγόνου ουδέτερης φλόγας/m3 | 2.5 | 5 | 6.5 |
| Θερμοκρασία ουδέτερης φλόγας (με καύση οξυγόνου) /℃ | 3100 | 2520 | - |
| Ταχύτητα καύσης φλόγας (με καύση οξυγόνου) /(m - s-1) | 8 | 4 | - |
| Θερμοκρασία ανάφλεξης σε 0,1 MPa (σε οξυγόνο) /℃ | 416〜440 | 490〜570 | 610 |
(3) Φιάλη αερίου
Στην παραγωγή κοσμημάτων, τα αέρια που χρησιμοποιούνται κυρίως για την τήξη με πυρσό είναι το υγροποιημένο αέριο πετρελαίου και το ασετυλίνη, με οξυγόνο ως οξειδωτικό. Όλα αυτά πρέπει να αποθηκεύονται και να μεταφέρονται σε φιάλες αερίου.
Η φιάλη οξυγόνου είναι ένα εξειδικευμένο δοχείο υψηλής πίεσης για την αποθήκευση και τη μεταφορά οξυγόνου, συνήθως κατασκευασμένο από υψηλής ποιότητας ανθρακούχο χάλυβα ή δομικό χάλυβα χαμηλής κράματισης, που έλασης σε κυλινδρικά δοχεία χωρίς ραφή, όπως φαίνεται στην Εικόνα 6-16. Ο συνήθως χρησιμοποιούμενος όγκος φιάλης είναι 40 L, με εσωτερική πίεση οξυγόνου 15MPa, ικανός να αποθηκεύσει 6m3 οξυγόνου. Πριν από την έξοδο από το εργοστάσιο, εκτός από τους αυστηρούς ελέγχους όλων των εξαρτημάτων της φιάλης οξυγόνου, απαιτείται επίσης μια υδροστατική δοκιμή του σώματος της φιάλης, γενικά σε πίεση δοκιμής 1,5 φορές την πίεση λειτουργίας. Στο άνω σφαιρικό τμήμα του σώματος της φιάλης, μια σαφής σήμανση υποδεικνύει τον αριθμό της φιάλης, την πίεση λειτουργίας, την πίεση δοκιμής, την ημερομηνία επόμενης δοκιμής, τη σφραγίδα του επιθεωρητή, τη σφραγίδα του τμήματος επιθεώρησης του κατασκευαστή, τη χωρητικότητα και το βάρος της φιάλης, τον κατασκευαστή και την ημερομηνία κατασκευής κ.λπ. Επιπλέον, η φιάλη οξυγόνου πρέπει να υποβάλλεται σε τακτικές εσωτερικές και εξωτερικές επιφανειακές επιθεωρήσεις και υδροστατικές δοκιμές κατά τη διάρκεια της χρήσης. Η επιφάνεια της φιάλης οξυγόνου είναι γαλάζια, με τη λέξη "Οξυγόνο" σημειωμένη με μαύρο χρώμα.

Η φιάλη ασετυλίνης είναι ένα ειδικό δοχείο για την αποθήκευση και τη μεταφορά αερίου ασετυλίνης. Το σχήμα του είναι παρόμοιο με αυτό της φιάλης οξυγόνου. Η κατασκευή της είναι πιο πολύπλοκη από εκείνη της φιάλης οξυγόνου, κυρίως επειδή η ασετυλίνη δεν μπορεί να συμπιεστεί σε μια κανονική φιάλη αερίου υπό υψηλή πίεση, αλλά πρέπει να χρησιμοποιηθεί η ιδιότητα της ασετυλίνης να διαλύεται στην ακετόνη. Αρχικά, πορώδη υλικά όπως ο αμίαντος γεμίζουν τη χαλύβδινη φιάλη, επιτρέποντας στο πορώδες υλικό να απορροφήσει την ακετόνη, και στη συνέχεια η ασετυλίνη συμπιέζεται για αποθήκευση και μεταφορά. Το σώμα του κυλίνδρου ασετυλίνης είναι κατασκευασμένο από υψηλής ποιότητας ανθρακούχο δομικό χάλυβα ή από δομικό χάλυβα χαμηλής κραματοποίησης μέσω έλασης και συγκόλλησης. Ο όγκος της φιάλης ασετυλίνης είναι 40 L και γενικά μπορεί να διαλύσει 6~7kg ασετυλίνης. Η πίεση λειτουργίας του κυλίνδρου ασετυλίνης είναι 1,5MPa και η πίεση για την υδραυλική δοκιμή είναι 6MPa. Η επιφάνεια της φιάλης ασετυλίνης είναι λευκή, με κόκκινες λέξεις "Ασετυλίνη" και "Μακριά από φωτιά", και ο ελαστικός σωλήνας αερίου είναι γενικά μαύρος, όπως φαίνεται στην εικόνα 6-17.
Η φιάλη υγραερίου είναι ένα ειδικό δοχείο για την αποθήκευση υγραερίου. Ανάλογα με τη χρήση και τη μέθοδο, η χωρητικότητα αποθήκευσης της φιάλης ποικίλλει σε πολλαπλές προδιαγραφές, συμπεριλαμβανομένων των 10kg, 15kg και 36kg. Η φιάλη είναι κατασκευασμένη από χάλυβα 16Mn, χάλυβα A3 ή υψηλής ποιότητας ανθρακούχο χάλυβα Νο 20. Η μέγιστη πίεση λειτουργίας του κυλίνδρου είναι 1,6MPa και η πίεση για την υδραυλική δοκιμή είναι 3MPa. Αφού περάσει τη δοκιμή, ο κύλινδρος πρέπει επίσης να εμφανίζει παρόμοιο περιεχόμενο στη μεταλλική πινακίδα ονόματός του όπως στην επιφάνεια του κυλίνδρου οξυγόνου. Το χρώμα της επιφάνειας της φιάλης δεν περιορίζεται και φέρει τις λέξεις "Liquefied Petroleum Gas", όπως φαίνεται στην Εικόνα 6-18.

Εικόνα 6-17 Φιάλη ακετυλενίου

Σχήμα 6-18 Φιάλη υγραερίου
(4) Χωνευτήρια και αξεσουάρ
Οι κυριότεροι τύποι χωνευτηρίων για τήξη με οξυγόνο είναι με βάση την άργιλο και με βάση τον υψηλής καθαρότητας χαλαζία. Το πρώτο έχει χαμηλή αντοχή σε υψηλές θερμοκρασίες και θερμικά σοκ, γεγονός που το καθιστά επιρρεπές σε ρωγμές, με αποτέλεσμα το λιωμένο μέταλλο να εισχωρεί στο εσωτερικό τοίχωμα του χωνευτηρίου. Ως εκ τούτου, χρησιμοποιείται πλέον λιγότερο συχνά, με τον υψηλής καθαρότητας χαλαζία να αποτελεί την πρωταρχική επιλογή. Τα χωνευτήρια τήξης χαλαζία μπορούν να χρησιμοποιηθούν για την τήξη μετάλλων όπως ο χρυσός, ο άργυρος, η πλατίνα και ο χαλκός, κατασκευασμένα από επιλεγμένο λιωμένο χαλαζία ως κύρια πρώτη ύλη, περιεκτικότητα σε SiO2 μεγαλύτερη από 99%, που παράγεται με τη χρήση σύγχρονης τεχνολογίας κεραμικής επεξεργασίας, ικανό να αντέχει σε υψηλές θερμοκρασίες 1800℃, ανθεκτικό στη διάβρωση και με υψηλή αντοχή, με αντοχή σε θλίψη σε κανονική θερμοκρασία πάνω από 70MPa, έχει ισχυρή αντοχή σε θερμικό σοκ και δεν ραγίζει ακόμη και μετά από πολλαπλές ταχείες σβέσεις κάτω από 1100℃, με αποτέλεσμα μεγάλη διάρκεια ζωής. Το χωνευτήρι έχει γενικά σχήμα μπολ, με στρογγυλεμένο στόμιο για εύκολη έκχυση, καθιστώντας δύσκολη τη διαρροή του λιωμένου μετάλλου. Το χωνευτήρι διατίθεται σε διάφορες προδιαγραφές, όπως φαίνεται στην Εικόνα 6-19.

(5) Παράγοντας ροής
Στην επιφάνειά του, όταν το μέταλλο πλησιάζει στην τήξη, ψεκάζεται γενικά ένα μικρό μέσο ροής. Δεν βοηθά μόνο στην τήξη, αλλά σχηματίζει επίσης ένα προστατευτικό στρώμα στην επιφάνεια του λιωμένου μετάλλου για να αποτρέψει την οξείδωση και συγκεντρώνει τη σκωρία στην επιφάνεια του λιωμένου μετάλλου. Ο βόρακας, ο οποίος είναι το δεκαϋδρικό τετραβορικό νάτριο (Na2B4O7-10H2O). Είναι ένα καλό μέσο ροής για την τήξη κραμάτων κοσμημάτων όπως ο χρυσός, ο άργυρος και ο χαλκός. Έχει χαμηλό σημείο τήξης και χάνει το κρυσταλλικό του νερό, με αποτέλεσμα να γίνεται πορώδης ουσία όταν πυρωθεί στους 320℃. Μετά τη θέρμανση και την τήξη, έχει καλή ρευστότητα, καλύπτει την επιφάνεια του λιωμένου μετάλλου, αποτρέπει την απορρόφηση αερίων και την οξείδωση του μετάλλου και μπορεί να διαχωρίσει τον βορικό ανυδρίτη (B2O3). Ο βορικός ανυδρίτης είναι εξαιρετικά ασταθής σε υψηλές θερμοκρασίες και αντιδρά βίαια με τα οξείδια των μετάλλων όταν διαχωρίζεται. Η εξίσωση της χημικής αντίδρασης έχει ως εξής:

Copywrite @ Sobling.Jewelry - Κατασκευαστής προσαρμοσμένων κοσμημάτων, εργοστάσιο κοσμημάτων OEM και ODM
1.3 Δεξαμενή πετρελαίου

1.4 Προφυλάξεις ασφαλείας
(1) Προφυλάξεις ασφαλείας για φιάλες οξυγόνου
Οι φιάλες οξυγόνου θα πρέπει να μεταφέρονται με ειδικά οχήματα και δεν θα πρέπει να μεταφέρονται φιάλες οξυγόνου, ασετυλίνης ή άλλα εύφλεκτα αέρια. Κατά τη φόρτωση, οι φιάλες οξυγόνου θα πρέπει να είναι εφοδιασμένες με καπάκια και αντιδονητικούς ελαστικούς δακτυλίους, να είναι τοποθετημένες επίπεδα προς την ίδια κατεύθυνση και να είναι ασφαλισμένες ώστε να αποφεύγονται οι συγκρούσεις μεταξύ των φιαλών και οι έντονοι κραδασμοί. Απαγορεύεται η κύλιση των φιαλών οξυγόνου στο έδαφος.
Σε χώρους παραγωγής, η απόσταση μεταξύ φιαλών οξυγόνου και γεννητριών ασετυλίνης, εύφλεκτων υλικών ή άλλων πηγών ανοικτής φλόγας δεν πρέπει γενικά να είναι μικρότερη από 10 μέτρα. Όταν οι περιβαλλοντικές συνθήκες δεν το επιτρέπουν αυτό, θα πρέπει να διασφαλίζεται ότι η απόσταση δεν είναι μικρότερη από 5 μέτρα και να λαμβάνονται πρόσθετα μέτρα προστασίας. Οι φιάλες αερίου θα πρέπει να τοποθετούνται κάθετα και να ασφαλίζονται με στηρίγματα για την αποφυγή ανατροπής κατά τη χρήση.
Κατά την εγκατάσταση μειωτήρα πίεσης στη βαλβίδα φιάλης, το παξιμάδι που συνδέεται με το άνοιγμα της βαλβίδας πρέπει να είναι σφιγμένο για να μην πέσει όταν ανοίγει το αέριο και το σώμα πρέπει να αποφεύγει την κατεύθυνση της εκροής του αερίου της βαλβίδας. Απαγορεύεται να σφίγγετε τη βίδα της βαλβίδας φιάλης ενώ βρίσκεστε υπό πίεση ή να χρησιμοποιείτε μεθόδους όπως το χτύπημα της βίδας ρύθμισης του μειωτήρα πίεσης για να χειριστείτε φιάλες με διαρροή.
Το καλοκαίρι, είναι σημαντικό να αποφεύγεται η έκθεση των φιαλών αερίου στην ηλιακή ακτινοβολία. Όταν χρησιμοποιούνται σε εξωτερικούς χώρους, πρέπει να δημιουργούνται προσωρινά καταφύγια ή καλύμματα. Επιπλέον, θα πρέπει να αποφεύγεται η άμεση ακτινοβολία από πηγές θερμότητας υψηλής θερμοκρασίας για να αποφευχθεί η διόγκωση του αερίου στο εσωτερικό της φιάλης και η πρόκληση έκρηξης.
Η βαλβίδα θα πρέπει να ανοίγει πριν από την εγκατάσταση μειωτήρα πίεσης στη βαλβίδα της φιάλης και οι ακαθαρσίες στην έξοδο του αερίου θα πρέπει να εκτοξεύονται. Στη συνέχεια, η βαλβίδα θα πρέπει να κλείσει απαλά. Μετά την εγκατάσταση του μειωτήρα πίεσης, η βαλβίδα πρέπει να ανοίγει αργά- το πολύ γρήγορο άνοιγμά της μπορεί εύκολα να προκαλέσει πυρκαγιά ή έκρηξη του μειωτήρα πίεσης. Οι βαλβίδες φιαλών οξυγόνου, οι μειωτήρες πίεσης οξυγόνου, τα φλόγιστρα, οι εύκαμπτοι σωλήνες οξυγόνου κ.λπ. απαγορεύεται αυστηρά να μολύνουν εύφλεκτες ουσίες και έλαια για την αποφυγή πυρκαγιάς ή έκρηξης.
Το οξυγόνο στη φιάλη αερίου δεν πρέπει να εξαντληθεί πλήρως- πρέπει να παραμείνει τουλάχιστον 0,1~0,2Mpa υπολειπόμενου αερίου για την αναγνώριση της φύσης του αερίου κατά την επαναπλήρωση οξυγόνου και για να αποφευχθεί η επιστροφή αέρα ή εύφλεκτων αερίων στη φιάλη οξυγόνου. Η φιάλη αερίου πρέπει να τοποθετείται σε καλά αεριζόμενο χώρο, μακριά από πηγές θερμότητας και ηλεκτρικό εξοπλισμό.
Κατά τη διάρκεια της χρήσης της φιάλης οξυγόνου, θα πρέπει να διενεργούνται τακτικές επιθεωρήσεις σύμφωνα με τους "Κανονισμούς για την τεχνική επίβλεψη ασφάλειας φιαλών αερίου" (TSG R0006-2014). Οι μη συμμορφούμενες φιάλες δεν πρέπει να χρησιμοποιούνται.
(2) Προφυλάξεις ασφαλείας για φιάλες ακετυλενίου
Οι φιάλες ακετυλενίου δεν πρέπει να υποβάλλονται σε ισχυρούς κραδασμούς και χτυπήματα για να αποφευχθεί ο κίνδυνος έκρηξης. Οι φιάλες ακετυλενίου πρέπει να διατηρούνται όρθιες κατά τη διάρκεια της χρήσης και δεν πρέπει να ξαπλώνουν για να αποφευχθεί η εκροή ακετόνης, η οποία θα μπορούσε να οδηγήσει σε καύση και έκρηξη. Η σύνδεση μεταξύ του ρυθμιστή ασετυλίνης και της βαλβίδας της φιάλης ασετυλίνης πρέπει να είναι ασφαλής και η χρήση της σε περίπτωση διαρροής αερίου απαγορεύεται αυστηρά. Κατά το άνοιγμα της βαλβίδας της φιάλης ασετυλίνης, αυτό πρέπει να γίνεται αργά και η βαλβίδα δεν πρέπει να περιστρέφεται περισσότερο από 1,5 στροφές- γενικά, απαιτούνται μόνο 3/4 στροφές. Η επιφανειακή θερμοκρασία της φιάλης ασετυλίνης δεν πρέπει να υπερβαίνει τους 40℃, καθώς η διαλυτότητα της ασετυλίνης στην ακετόνη μειώνεται σε υψηλές θερμοκρασίες, προκαλώντας ταχεία αύξηση της πίεσης στο εσωτερικό της φιάλης. Η ασετυλίνη στη φιάλη δεν πρέπει να εξαντληθεί πλήρως- πρέπει να απομένουν τουλάχιστον 0,03MPa αερίου. Η βαλβίδα της φιάλης πρέπει να είναι ερμητικά κλειστή για την αποφυγή διαρροών.
(3) Προφυλάξεις ασφαλείας για φιάλες υγραερίου
Οι φιάλες υγραερίου που παράγονται από κανονικούς κατασκευαστές με πιστοποιητικά προσόντων προϊόντος θα πρέπει να επιλέγονται και να ελέγχονται τακτικά. Απαγορεύεται αυστηρά η χρήση φιαλών χωρίς πιστοποίηση ή φιαλών που δεν έχουν επιθεωρηθεί για μεγάλο χρονικό διάστημα. Οι φιάλες υγραερίου πρέπει να χειρίζονται με προσοχή και απαγορεύεται το χτύπημα ή η σύγκρουση με τις φιάλες. Μετά τη σύνδεση της φιάλης με τον πυρσό, ελέγξτε για διαρροές αερίου στον ρυθμιστή πίεσης και στις συνδέσεις του σωλήνα με σαπουνόνερο πριν από την πρώτη χρήση. Εάν διαπιστωθεί διαρροή, θα πρέπει να γίνουν αμέσως επισκευές. Η βαλβίδα της φιάλης ανοίγει δεξιόστροφα και κλείνει αριστερόστροφα- μην τις μπερδεύετε. Οι φιάλες πρέπει να χρησιμοποιούνται σε όρθια θέση και απαγορεύεται αυστηρά να τοποθετούνται οριζόντια ή ανάποδα. Οι φιάλες δεν πρέπει να χρησιμοποιούνται στον ίδιο χώρο με άλλες ανοιχτές φλόγες. Οι φιάλες απαγορεύεται αυστηρά να εκτίθενται στο ηλιακό φως και δεν πρέπει να τοποθετούνται σε χώρους με υπερβολικά υψηλή θερμοκρασία. Οι φιάλες πρέπει να αποθηκεύονται σε ερμάρια με αντιεκρηκτική προστασία, ώστε να εξασφαλίζεται η κυκλοφορία του αέρα στον πυθμένα. Εάν διαπιστωθεί διαρροή αερίου κατά τη χρήση, η βαλβίδα της φιάλης πρέπει να κλείσει αμέσως και να ανοίξουν παράθυρα και πόρτες για εξαερισμό. Οι εύκαμπτοι σωλήνες θα πρέπει να αποφεύγουν την επαφή με αντικείμενα υψηλής θερμοκρασίας και την ακτινοβολία θερμότητας και θα πρέπει γενικά να αντικαθίστανται κάθε δύο χρόνια.
(4) Προφυλάξεις ασφαλείας για τις εργασίες τήξης
Οι χειριστές πρέπει να υποβάλλονται σε ειδική εκπαίδευση και να τηρούν αυστηρά τις διαδικασίες λειτουργίας, φορώντας προστατευτικό εξοπλισμό κατά τη διάρκεια των εργασιών. Θα πρέπει επίσης να υπάρχουν κατάλληλοι τύποι και ποσότητες πυροσβεστικού εξοπλισμού και συσκευών αντιμετώπισης διαρροών έκτακτης ανάγκης κοντά στην περιοχή τήξης. Το κάπνισμα απαγορεύεται αυστηρά στο χώρο εργασίας.
Ελέγξτε την τροφοδοσία πριν συνδέσετε τον εύκαμπτο σωλήνα αερίου, όταν χρησιμοποιείτε φακό αναρρόφησης. Η μέθοδος ελέγχου είναι να συνδέσετε μόνο τον εύκαμπτο σωλήνα οξυγόνου, να ανοίξετε τη βαλβίδα αερίου και (να προθερμάνετε) τη βαλβίδα οξυγόνου στο φλόγιστρο και να τοποθετήσετε ένα δάχτυλο πάνω από την είσοδο αερίου του φλόγιστρου. Εάν γίνει αισθητή η αναρρόφηση, αυτό υποδεικνύει καλή ισχύ αναρρόφησης. Στη συνέχεια, ελέγξτε αν το αέριο ρέει κανονικά από τον εύκαμπτο σωλήνα αερίου πριν συνδέσετε τον εύκαμπτο σωλήνα αερίου στον πυρσό.
Πριν από την ανάφλεξη του φακού, ελέγξτε για διαρροές αερίου στις συνδέσεις και σε κάθε βαλβίδα αερίου. Μετά το άνοιγμα των βαλβίδων οξυγόνου και αερίου, μην μπλοκάρετε το ακροφύσιο του φακού με τα χέρια ή άλλα αντικείμενα για να αποτρέψετε την επιστροφή του οξυγόνου στο σύστημα παροχής αερίου, η οποία θα μπορούσε να προκαλέσει ανάφλεξη.
Κατά την ανάφλεξη, ανοίξτε πρώτα τη βαλβίδα αερίου και αφού ανάψει, ανοίξτε τη βαλβίδα οξυγόνου για να ρυθμίσετε τη φλόγα. Εάν εντοπιστούν σημάδια ανάφλεξης, η βαλβίδα οξυγόνου μπορεί να κλείσει αμέσως για να σβήσει η φλόγα. Το μειονέκτημα είναι ότι στην αρχή παράγεται μαύρος καπνός. Εάν ανοίξει πρώτα ελαφρά η βαλβίδα οξυγόνου, στη συνέχεια ανοίξει η βαλβίδα αερίου και στη συνέχεια γίνει ανάφλεξη, μπορεί να αποφευχθεί ο μαύρος καπνός. Ωστόσο, στο περιβάλλον εργασίας ενός πυρσού τύπου αναρρόφησης, εάν υπάρχει διαρροή αερίου στο εσωτερικό του πυρσού ή το ακροφύσιο είναι φραγμένο, είναι πιθανό να εμφανιστεί ανάφλεξη. Πριν από την ανάφλεξη, ο φακός πρέπει να είναι στραμμένος ελαφρώς προς τα κάτω για να αποφευχθεί ο τραυματισμός του σώματος από τη φλόγα μετά την ανάφλεξη. Για την ανάφλεξη πρέπει να χρησιμοποιείται ειδικό πιστόλι ανάφλεξης ή αναπτήρας. Ένας αναμμένος φακός δεν μπορεί να τοποθετηθεί τυχαία στο τεμάχιο εργασίας ή στο έδαφος.
Μόλις εμφανιστεί ανάφλεξη, θα πρέπει να κλείσετε αμέσως τη βαλβίδα αερίου και στη συνέχεια τη βαλβίδα οξυγόνου. Αφού σταματήσει η ανάφλεξη, απελευθερώστε τον ρυθμιστή πίεσης και μόνο μετά τον εντοπισμό της αιτίας της ανάφλεξης μπορεί να επιχειρηθεί εκ νέου ανάφλεξη. Πριν από την ανάφλεξη, ο καπνός και η στάχτη στον εύκαμπτο σωλήνα και στον σωλήνα μικτού αερίου του φακού πρέπει να εκτονωθούν και ο φακός πρέπει να τοποθετηθεί σε νερό για να κρυώσει.
Κατά την κατάσβεση ενός πυρσού ενός σωλήνα αναρρόφησης, πρέπει να κλείνετε πρώτα τη βαλβίδα οξυγόνου και μετά τη βαλβίδα αερίου. Για ένα πυρσό διπλού σωλήνα αναρρόφησης, πρέπει να κλείνει πρώτα η βαλβίδα οξυγόνου κοπής, μετά η βαλβίδα αερίου και τέλος η βαλβίδα οξυγόνου προθέρμανσης.
Όταν το φλόγιστρο δεν χρησιμοποιείται, δεν πρέπει να τοποθετείται σε λάκκο, τάφρο, κάτω από ένα τεμάχιο εργασίας ή να κλειδώνεται σε εργαλειοθήκη για να αποφευχθεί η διαρροή αερίου από τη βαλβίδα λόγω κακής στεγανοποίησης, το οποίο θα μπορούσε να αναμιχθεί με τον αέρα και να προκαλέσει έκρηξη όταν συναντήσει σπινθήρες. Στο τέλος κάθε εργάσιμης ημέρας, ο ρυθμιστής πίεσης και το φλόγιστρο πρέπει να αποσυναρμολογούνται και οι βαλβίδες της φιάλης αερίου και της γραμμής αερίου πρέπει να κλείνουν.
2. Υλοποίηση εργασιών
Σε αυτή την εργασία χρησιμοποιείται πυρσός, υγραέριο και οξυγόνο για την τήξη πλατίνας 18 Κ.
(1) Εργασίες προετοιμασίας
Καθαρίστε τη δεξαμενή πετρελαίου που χρησιμοποιείται για την έκχυση, διασφαλίζοντας ότι δεν αναμειγνύονται στη δεξαμενή νερό, μεταλλικά απόβλητα, ακαθαρσίες ή σκωρία. Ανάλογα με το απαιτούμενο μέγεθος της ράβδου, τοποθετήστε τα χαλύβδινα μπλοκ που χρησιμοποιούνται για τη ρύθμιση του μεγέθους της ράβδου στη δεξαμενή πετρελαίου και προθερμάνετε τη δεξαμενή πετρελαίου σε περίπου 200 ℃ με ένα φλόγιστρο. Ρίξτε μια μικρή ποσότητα φυτικού ελαίου στη δεξαμενή, με βάθος περίπου 3 mm, όπως φαίνεται στην Εικόνα 6-23, έτσι ώστε μετά την έκχυση του λιωμένου μετάλλου, η άνω επιφάνεια του λιωμένου μετάλλου να μπορεί να βυθιστεί στο λάδι, μειώνοντας την οξείδωση στην επιφάνεια του πλινθίου.
(2) Ρύθμιση της φλόγας
Συνδέστε το φλόγιστρο και, σύμφωνα με τους κανονισμούς ασφαλείας λειτουργίας, ανοίξτε τις βαλβίδες εκτόνωσης πίεσης των φιαλών αερίου και οξυγόνου. Ανοίξτε τη βαλβίδα οξυγόνου προθέρμανσης για να αποβάλλετε τυχόν ακαθαρσίες στη γραμμή αερίου του φακού, στη συνέχεια κλείστε το οξυγόνο, ανοίξτε μια μικρή ποσότητα αερίου, αναφλέξτε το αέριο με αναπτήρα και στη συνέχεια αυξήστε τη ροή του αερίου αυξάνοντας ταυτόχρονα και τη ροή του οξυγόνου, εναλλάσσοντας τα δύο μέχρι η φλόγα από τον φακό να έχει εξωτερική φλόγα, εσωτερική φλόγα και δομή πυρήνα φλόγας, συνοδευόμενη από έναν αισθητό ήχο ροής αέρα.
(3) Λιώσιμο καθαρού χρυσού
Στοχεύστε την εξωτερική φλόγα στο χρυσό υλικό για να το θερμάνετε και όταν ο καθαρός χρυσός αρχίσει να λιώνει, πασπαλίστε μια μικρή κουταλιά σκόνη βόρακα πάνω στον καθαρό χρυσό, συνεχίζοντας τη θέρμανση μέχρι να λιώσει εντελώς ο καθαρός χρυσός.
(4) Λιώσιμο του υλικού πλήρωσης
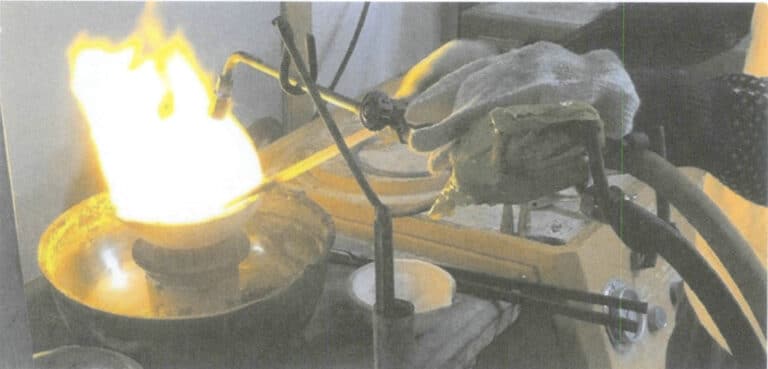
Αφαιρέστε τη φλόγα, προσθέστε το υλικό πλήρωσης από το υλικό του φούρνου στο λιωμένο καθαρό χρυσό και, στη συνέχεια, στοχεύστε τη φλόγα στο μεταλλικό υλικό για να το θερμάνετε. Για την αποτελεσματική προστασία του λιωμένου μετάλλου και τη μείωση της οξείδωσης των μεταλλικών στοιχείων, απαιτείται μια κίτρινη ουδέτερη φλόγα και πασπαλίστε 1~2 κουταλιές της σούπας σκόνη βόρακα στην επιφάνεια του λιωμένου μετάλλου. Χρησιμοποιήστε μια γυάλινη ράβδο για να αναδεύσετε το λιωμένο μέταλλο, ελέγχοντας αν το υλικό πλήρωσης έχει λιώσει πλήρως, ενώ αναδεύετε συνεχώς το λιωμένο μέταλλο για να επιταχύνετε την τήξη του υλικού πλήρωσης και να εξασφαλίσετε ομοιόμορφη σύνθεση και θερμοκρασία και αφήστε τη σκωρία να ρέει προς το τοίχωμα του χωνευτηρίου, όπως φαίνεται στην Εικόνα 6-24.
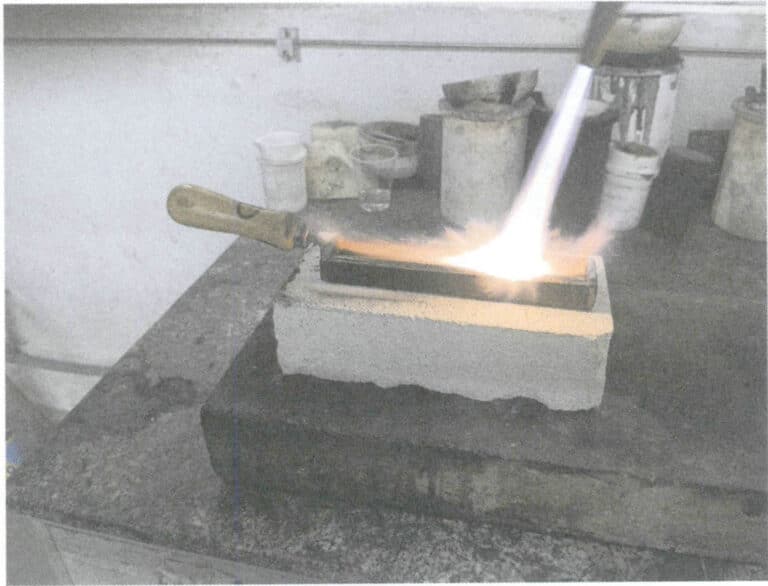
(5) Έκχυση του πλινθίου
Παρατηρήστε την κατάσταση της επιφάνειας του λιωμένου μετάλλου- όταν είναι λαμπερή σαν καθρέφτης, ανασηκώστε προσεκτικά το χωνευτήρι και στροβιλίστε απαλά το λιωμένο μέταλλο για να παρατηρήσετε το ιξώδες και τη ρευστότητά του. Γείρετε ελαφρά το χωνευτήρι προς το στόμιο έκχυσης ενώ κινείτε τη φλόγα για να θερμάνετε το στόμιο. Στοχεύστε το στόμιο του χωνευτηρίου στο ένα άκρο της γούρνας λαδιού και γείρετε περαιτέρω το χωνευτήριο για να επιτρέψετε στο λιωμένο μέταλλο να ρέει ομαλά στη γούρνα λαδιού, ενώ κατά μήκος της γούρνας λαδιού να μετακινήσετε το χωνευτήριο ομοιόμορφα για να συντομεύσετε τη διαδρομή ροής του λιωμένου μετάλλου στη γούρνα. Αφού το λιωμένο μέταλλο χυθεί καθαρά, χρησιμοποιήστε το φλόγιστρο για να θερμάνετε την άνω επιφάνεια του πλινθίου μπρος-πίσω μία έως δύο φορές, κάνοντας την άνω επιφάνεια του πλινθίου πιο λεία και πιο πυκνή μετά τη στερεοποίηση, όπως φαίνεται στην Εικόνα 6-25. Ελέγξτε αν υπάρχουν υπολειμματικές μεταλλικές χάντρες στο εσωτερικό τοίχωμα του χωνευτηρίου- αν ναι, χρησιμοποιήστε το φλόγιστρο για να λιώσετε τις μεταλλικές χάντρες, να τις φυσήξετε προς το στόμιο και να τις ανακτήσετε. Αφού ολοκληρωθεί η τήξη, κλείστε τις βαλβίδες οξυγόνου και αερίου και σβήστε τη φλόγα.
(6) Αποσυναρμολογήστε το πλινθίο
Περιμένετε να στερεοποιηθεί το πλινθίο και να κρυώσει κάτω από 300 ℃, στη συνέχεια χρησιμοποιήστε πένσα για να αφαιρέσετε το πλινθίο και σβήστε το σε νερό. Καθαρίστε την επιφάνεια του πλινθίου με απορρυπαντικό και, στη συνέχεια, στεγνώστε το με σεσουάρ. Χρησιμοποιήστε ψαλίδι για να κόψετε το πλινθίο σε μικρά κομμάτια για την κατάλληλη ομαδοποίηση και την τροφοδοσία στον κλίβανο.
(7) Υπολογίστε το ποσοστό απώλειας
Χρησιμοποιήστε μια ηλεκτρονική ζυγαριά για να ζυγίσετε τα κομμένα πλινθώματα και τα υπολείμματα τήξης και να υπολογίσετε το ποσοστό απώλειας τήξης με βάση τη μάζα της αρχικής παρτίδας.

(8) Δοκιμή της λεπτότητας
Επιλέξτε τυχαία ένα τμήμα ράβδου χύτευσης, χρησιμοποιήστε ένα φασματόμετρο φθορισμού ακτίνων Χ για να ανιχνεύσετε την περιεκτικότητα σε χρυσό, να προσδιορίσετε αν η ποιότητα του ράβδου ανταποκρίνεται στα πρότυπα και να αξιολογήσετε την ομοιομορφία του.
(9) Τέλος εργασιών
Αφού ολοκληρώσετε την εργασία προ τήξης, υποβάλλετε όλα τα υλικά, κλείστε τις φιάλες υγραερίου και οξυγόνου, αποθηκεύστε σωστά τον πυρσό και τους σωλήνες αερίου στην καθορισμένη θέση, απενεργοποιήστε τις σχετικές πηγές ενέργειας και καθαρίστε τον χώρο εργασίας.
Τμήμα III Επαγωγική τήξη
1. Γνώσεις υποβάθρου
1.1 Αρχή της επαγωγικής τήξης
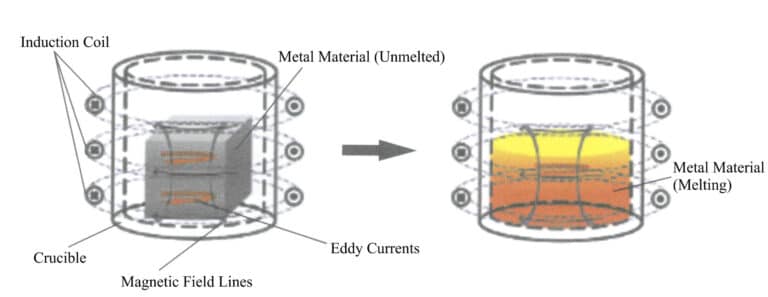
Κατά τη διαδικασία της επαγωγικής τήξης, η κατανομή του επαγόμενου ρεύματος στο μέταλλο είναι ανομοιόμορφη, με την πυκνότητα ρεύματος να είναι υψηλότερη στην επιφάνεια της φόρτισης και να μειώνεται προς το εσωτερικό, με αποτέλεσμα το λεγόμενο φαινόμενο του δέρματος. Το φαινόμενο του δέρματος συνδέεται στενά με τη συχνότητα του ρεύματος- όσο υψηλότερη είναι η συχνότητα του ρεύματος, τόσο πιο έντονο είναι το φαινόμενο του δέρματος. Όταν η χωρητικότητα του χωνευτηρίου είναι μεγάλη, το έντονο φαινόμενο δέρματος είναι επιζήμιο για την τήξη. Επομένως, υπάρχει μια ορισμένη αντιστοιχία μεταξύ της χωρητικότητας του χωνευτηρίου και της συχνότητας ρεύματος. Για υλικά με χαμηλότερα σημεία τήξης, όπως ο χρυσός, ο άργυρος και ο χαλκός, η ποσότητα τήξης είναι γενικά σχετικά μεγάλη, χρησιμοποιώντας κυρίως επαγωγική ισχύ μέσης συχνότητας, ενώ για υλικά με υψηλό σημείο τήξης από λευκόχρυσο, η ενιαία ποσότητα τήξης είναι μικρή, χρησιμοποιώντας συχνά επαγωγική ισχύ υψηλής συχνότητας.
Κατά την επαγωγική τήξη, το μεταλλικό υγρό παράγει ένα ηλεκτροδυναμικό φαινόμενο υπό την επίδραση του ηλεκτρομαγνητικού πεδίου, προάγοντας την κυκλοφορία του μεταλλικού υγρού και παράγοντας ένα ηλεκτρομαγνητικό φαινόμενο ανάδευσης, το οποίο είναι ευεργετικό για την ομοιομορφία της θερμοκρασίας και της σύνθεσης του μεταλλικού υγρού, καθώς και για την άνοδο των μη μεταλλικών εγκλεισμάτων στο μεταλλικό υγρό. Όσο χαμηλότερη είναι η συχνότητα του ρεύματος, τόσο ισχυρότερο είναι το φαινόμενο της ηλεκτρομαγνητικής ανάδευσης.
1.2 Φούρνος τήξης με επαγωγή

Κατά τη διάρκεια της τήξης, το μέταλλο θερμαίνεται με επαγωγή και στη συνέχεια οδηγείται στη σκωρία, οπότε η θερμοκρασία της σκωρίας είναι σχετικά χαμηλή και η δομή του τύπου του κλιβάνου καθορίζει ότι η λιωμένη λίμνη και η διεπιφάνεια είναι μικρές. Αυτοί οι παράγοντες δεν επηρεάζουν τις φυσικές και χημικές αντιδράσεις μεταξύ της λιωμένης λίμνης και της σκωρίας. Ως εκ τούτου, το αποτέλεσμα διύλισης μέσω της σκωρίας στην επαγωγική τήξη δεν είναι καλό και συνιστάται η χρήση καλύτερων πρώτων υλών για την τήξη.
Για τα υλικά κοσμημάτων που χρησιμοποιούν βασικά μέταλλα ως κραματικά στοιχεία, ιδίως εκείνα που περιέχουν αντιδραστικά μέταλλα όπως ο σίδηρος και οι σπάνιες γαίες, η άμεση τήξη στην ατμόσφαιρα μπορεί εύκολα να οδηγήσει σε απώλειες οξείδωσης και μειωμένη μεταλλουργική ποιότητα. Ως εκ τούτου, η προσθήκη μέτρων προστασίας στο κενό με βάση την επαγωγική τήξη είναι μια ευρέως υιοθετημένη μέθοδος στη βιομηχανία, η οποία περιλαμβάνει πρώτα την εκκένωση του θαλάμου τήξης πριν από την τήξη και στη συνέχεια τη θέρμανση και την τήξη σε κενό ή την πλήρωση του θαλάμου με προστατευτικά αέρια όπως καθαρό αργό ή καθαρό άζωτο μετά την εκκένωση. Αυτό μπορεί να μειώσει σημαντικά τις απώλειες οξείδωσης των αντιδραστικών μεταλλικών στοιχείων, να μειώσει την ποσότητα αερίου που απορροφάται από το λιωμένο μέταλλο, να μειώσει την περιεκτικότητα σε αέρια και μη μεταλλικά εγκλείσματα στο λιωμένο μέταλλο και να βελτιώσει τη μεταλλουργική ποιότητα.
1.3 Κοκκοποιητής

1.4 Χωνευτήρι τήξης
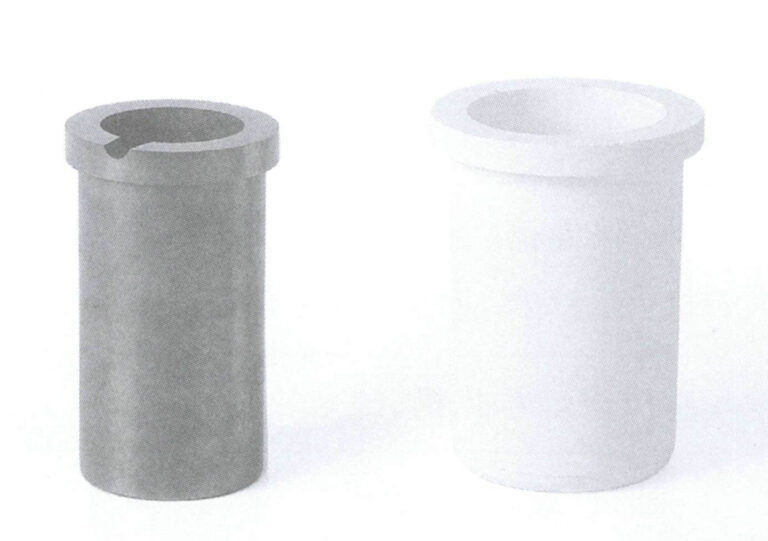
Ανάλογα με τις ιδιότητες των υλικών κοσμήματος και τη μέθοδο έκχυσης του λιωμένου μετάλλου, μπορούν να χρησιμοποιηθούν διαφορετικά υλικά και δομές χωνευτηρίων για την τήξη. Οι απαιτήσεις για τα υλικά των χωνευτηρίων στην τήξη επικεντρώνονται κυρίως σε πτυχές όπως η πυρίμαχη ικανότητα, η πυκνότητα, η θερμική σταθερότητα και η αντιδραστικότητα με το λιωμένο μέταλλο. Τα κοινά υλικά χωνευτηρίου περιλαμβάνουν δύο κατηγορίες: γραφίτη και κεραμικό.
(1) Χωνευτήρι γραφίτη
Τα χωνευτήρια γραφίτη χρησιμοποιούνται ευρέως στη χύτευση κοσμημάτων, με υψηλή πυρίμαχη ικανότητα, καλή θερμική αγωγιμότητα, υψηλή θερμική απόδοση, χαμηλό ρυθμό θερμικής διαστολής, καλή αντοχή σε θερμικό σοκ και αντίσταση στη διάβρωση σκωρίας, παρέχοντας ένα ορισμένο προστατευτικό αποτέλεσμα στο λιωμένο μέταλλο και επιτυγχάνοντας καλύτερη μεταλλουργική ποιότητα. Τα χωνευτήρια γραφίτη είναι κατάλληλα για την τήξη υλικών όπως ο χρυσός, ο άργυρος και ο χαλκός, με το λιωμένο μέταλλο να παρουσιάζει καλή μη διαβρεξιμότητα στην επιφάνειά τους, αποτρέποντας την προσκόλληση. Τα χωνευτήρια γραφίτη είναι αγώγιμα και όταν το ρεύμα επαγωγής διέρχεται από μέσα τους, ο γραφίτης παράγει θερμότητα λόγω της αντίστασής του, βοηθώντας στη μεταφορά θερμότητας στα μεταλλικά υλικά. Ο γραφίτης οξειδώνεται όταν θερμαίνεται, γι' αυτό απαιτείται εξωτερικό κέλυφος από χαλαζία κατά τη διάρκεια της τήξης, όπως φαίνεται στην Εικόνα 6-29. Το εξωτερικό κέλυφος από χαλαζία παρέχει ένα ορισμένο προστατευτικό αποτέλεσμα. Για τα χωνευτήρια που χρησιμοποιούνται για έκχυση, ο πυθμένας είναι κλειστός- για τα χωνευτήρια με έκχυση από κάτω, ο πυθμένας έχει ανοίγματα, χρησιμοποιώντας ένα πώμα γραφίτη για τον έλεγχο του ανοίγματος και του κλεισίματος της οπής έκχυσης από κάτω.
Η ποιότητα των χωνευτηρίων γραφίτη σχετίζεται με το υλικό τους, την πυκνότητα και άλλους παράγοντες. Τα χωνευτήρια που κατασκευάζονται από γραφίτη υψηλής καθαρότητας είναι πυκνά, οξειδώνονται ομοιόμορφα όταν θερμαίνονται, έχουν μεγάλη διάρκεια ζωής και δεν είναι επιρρεπή στην προσκόλληση μετάλλων, με αποτέλεσμα τη χαμηλή απώλεια πολύτιμων μετάλλων- εκείνα που κατασκευάζονται από συνηθισμένο γραφίτη έχουν χονδροειδή σωματίδια, ανομοιόμορφη πυκνότητα, μικρότερη διάρκεια ζωής και υψηλή απώλεια πολύτιμων μετάλλων. Τα χωνευτήρια γραφίτη υψηλής καθαρότητας πρέπει να έχουν προτεραιότητα κατά την παραγωγή.
(2) Κεραμικό χωνευτήρι
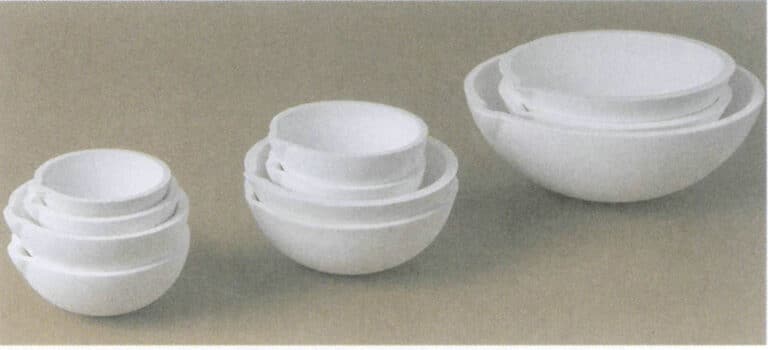
Κατά την τήξη πλατίνας, παλλαδίου, ανοξείδωτου χάλυβα και άλλων κραμάτων κοσμημάτων, τα χωνευτήρια γραφίτη δεν είναι κατάλληλα, διότι αυτά τα μεταλλικά υλικά αντιδρούν με τον άνθρακα- πρέπει να χρησιμοποιούνται κεραμικά χωνευτήρια. Για να ανταποκρίνονται στις απαιτήσεις τήξης, τα κεραμικά χωνευτήρια πρέπει να έχουν καλές επιδόσεις όσον αφορά την πυρίμαχη ικανότητα, την πυκνότητα, την αντοχή σε θερμικό σοκ και την αντιδραστικότητα με το λιωμένο μέταλλο. Επί του παρόντος, τα πιο ευρέως χρησιμοποιούμενα στη βιομηχανία είναι τα χωνευτήρια χαλαζία. Ανάλογα με την ποσότητα τήξης και τη μέθοδο έκχυσης, τα χωνευτήρια διατίθενται σε διάφορες δομές και προδιαγραφές, όπως φαίνεται στην Εικόνα 6-30.

1.5 Ατμόσφαιρα τήξης
2. Υλοποίηση εργασιών
Χρησιμοποιήθηκε κοκκοποιητής επαγωγικής τήξης για την παραγωγή χαντρών χρυσού 18 KY.
(1) Εργασίες προετοιμασίας
Τυλίξτε θερμικό μονωτικό βαμβάκι γύρω από το εξωτερικό τοίχωμα του χωνευτηρίου γραφίτη, στη συνέχεια τοποθετήστε το χωνευτήριο στο εξωτερικό κέλυφος χαλαζία, ελέγξτε την προσαρμογή των δύο, εξασφαλίζοντας ότι το χωνευτήριο γραφίτη δεν ταλαντεύεται, όπως φαίνεται στην Εικόνα 6-31, στη συνέχεια τοποθετήστε το χωνευτήριο στο πηνίο επαγωγής.
Τοποθετήστε το θερμοστοιχείο στην κεντρική οπή της ράβδου γραφίτη και, στη συνέχεια, τοποθετήστε τη ράβδο στο χωνευτήρι. Ενεργοποιήστε τον αεροσυμπιεστή, ενεργοποιήστε τον κύλινδρο, πιέστε σφιχτά τη ράβδο πώματος και σφραγίστε πλήρως την κάτω οπή έκχυσης του χωνευτηρίου, όπως φαίνεται στην Εικόνα 6-32.

Εικόνα 6-31 Τοποθετήστε το χωνευτήρι γραφίτη στο εξωτερικό κέλυφος χαλαζία
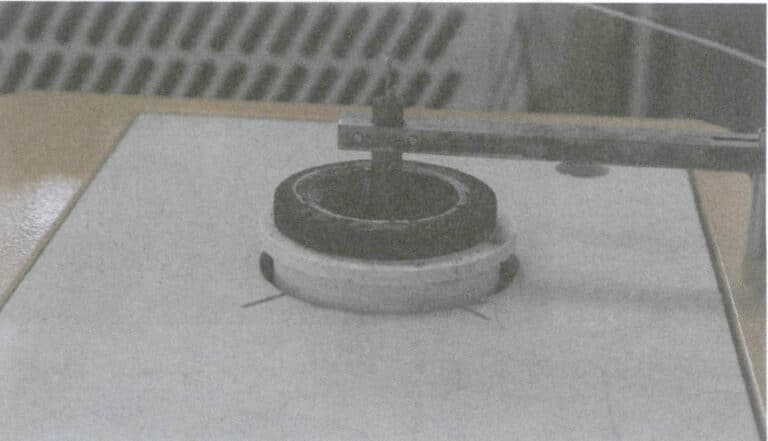
Εικόνα 6-32 Τοποθετήστε τη ράβδο του βύσματος γραφίτη

(2) Λιώσιμο καθαρού χρυσού
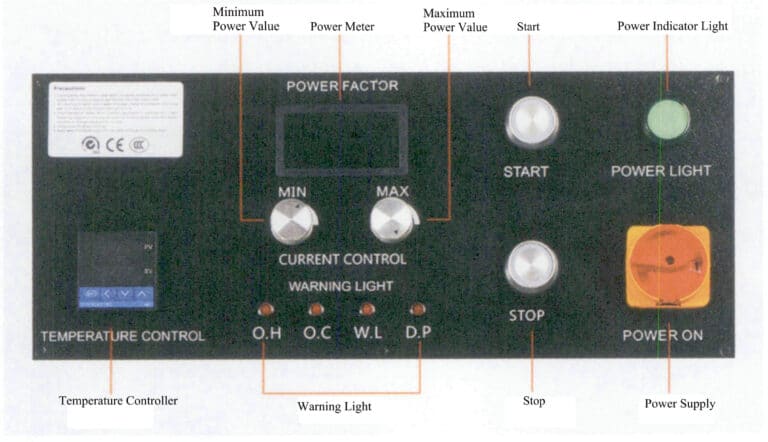
Ρυθμίστε τη θερμοκρασία στους 1150 ℃ χρησιμοποιώντας τον ελεγκτή θερμοκρασίας στο ταμπλό του εξοπλισμού και ρυθμίστε το κουμπί ελέγχου ρεύματος στο ελάχιστο. Χρησιμοποιήστε τη χοάνη φόρτισης για να προσθέσετε το ράβδο καθαρού χρυσού στο χωνευτήρι και, στη συνέχεια, πατήστε το κουμπί "Έναρξη". Ρυθμίστε το ρεύμα δεξιόστροφα και η ισχύς θέρμανσης θα εμφανιστεί στην οθόνη LCD, όπως φαίνεται στην Εικόνα 6-34. Σημείωση: Μην ρυθμίζετε ταυτόχρονα την ισχύ στο μέγιστο για να αποφύγετε την υπερθέρμανση.
(3) Λιώσιμο του υλικού πλήρωσης
Προσθέστε το υλικό πλήρωσης στο λιωμένο μέταλλο όταν ο καθαρός χρυσός έχει λιώσει εντελώς. Αφού λιώσει πλήρως το υλικό πλήρωσης, ρυθμίστε τη θερμοκρασία στους 1050 ℃ στο όργανο ελέγχου θερμοκρασίας για να διατηρήσετε αυτή τη θερμοκρασία για 1~2 λεπτά και ανακατέψτε καλά.
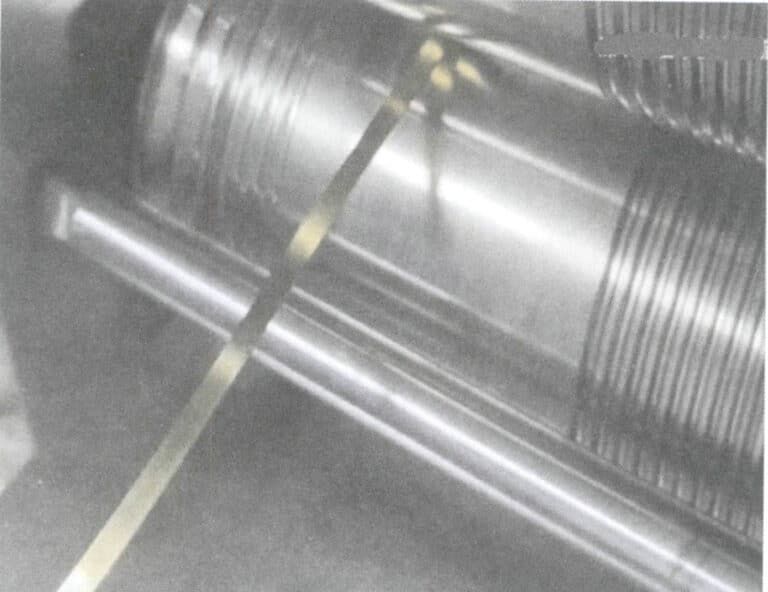
(4) Έκχυση και κοκκοποίηση
Ανοίξτε τη ράβδο της τάπας, αφήνοντας το λιωμένο μέταλλο να διαρρεύσει στον κάδο κοκκοποίησης. Κατά την απόσβεση σε κρύο νερό, το υγρό ρέει σε μικρά σταγονίδια λόγω των δυνάμεων εξάτμισης, βρασμού και σπηλαίωσης του περιβάλλοντος κρύου νερού. Τα σταγονίδια σχηματίζουν κόκκους υπό τη δράση της επιφανειακής τάσης, όπως φαίνεται στην Εικόνα 6-35 και στο Βίντεο 6-1.
Βίντεο 6-1 Κοκκοποίηση νερού
(5) Χάντρες στεγνώματος
Αφαιρέστε τη χοάνη υποδοχής από το βαρέλι κοκκοποίησης- από το διάκενο διαρρέει νερό. Βγάλτε τα σφαιρίδια από το βαρέλι κοκκοποίησης, όπως φαίνεται στην εικόνα 6-36 και στο βίντεο 6-2. Τοποθετήστε τα σφαιρίδια στο φούρνο ξήρανσης για να στεγνώσουν.
Βίντεο 6-2 Εξαγωγή χαντρών
(6) Υπολογισμός του ποσοστού απώλειας
Αφαιρέστε το υπολειμματικό μέταλλο από το χωνευτήρι, ζυγίστε τις χάντρες και το υπολειμματικό μέταλλο χωριστά, συγκρίνετε με την ποσότητα των υλικών που χρησιμοποιήθηκαν και υπολογίστε το ποσοστό απώλειας.
(7) Δοκιμή της καθαρότητας
Πάρτε τυχαίο δείγμα από τα σφαιρίδια και χρησιμοποιήστε ένα φασματόμετρο φθορισμού ακτίνων Χ για να ελέγξετε την καθαρότητα.
(8) Τέλος εργασιών
Αφού ολοκληρωθεί η εργασία προ- τήξης, υποβάλετε όλα τα υλικά. Διατηρήστε τον ψύκτη στη θέση on μέχρι η θερμοκρασία του κοκκοποιητή επαγωγικής τήξης να εμφανιστεί κάτω από 100 ℃- στη συνέχεια, μπορείτε να απενεργοποιήσετε τον ψύκτη. Απενεργοποιήστε τον αεροσυμπιεστή και τη σχετική παροχή ρεύματος. Αποθηκεύστε τα διάφορα εργαλεία στην καθορισμένη θέση και καθαρίστε τον εξοπλισμό και το χώρο εργασίας.