Πώς να φτιάξετε καλούπια από καουτσούκ και καλούπια από κράμα μετάλλων για χύτευση κοσμημάτων;
Οι θεμελιώδεις αρχές και οι επιχειρησιακές δεξιότητες για 5 τυπικές εργασίες
Μόλις το αρχικό μοντέλο του κοσμήματος είναι διαθέσιμο, μπορεί να δημιουργηθεί ένα καλούπι για τη μαζική παραγωγή. Με βάση τα χαρακτηριστικά μαλακότητας και σκληρότητας των υλικών, τα καλούπια μπορούν να χωριστούν σε μαλακά και σκληρά καλούπια.
Τα μαλακά υλικά καλουπιών είναι γενικά κατασκευασμένα από ελαστικό καουτσούκ και οι ιδιότητες του υλικού καουτσούκ επηρεάζουν την ποιότητα του καλουπιού από καουτσούκ. Υπάρχουν πολλοί τύποι καουτσούκ στην αγορά, συμπεριλαμβανομένου του φυσικού καουτσούκ και του τροποποιημένου καουτσούκ που χρησιμοποιεί διάφορα πρόσθετα. Μεταξύ των διαφόρων τροποποιημένων ελαστικών, το καουτσούκ σιλικόνης χρησιμοποιείται ευρέως στη χύτευση κοσμημάτων λόγω της καλής αντοχής στη θερμότητα, των μηχανικών ιδιοτήτων, της απόδοσης αναπαραγωγής του αρχικού μοντέλου και της απόδοσης αποδιαμόρφωσης χύτευσης. Το καουτσούκ σιλικόνης πρέπει να βουλκανιστεί για να ολοκληρωθεί η διασύνδεση των μορίων του καουτσούκ, μετατρέποντας γραμμικά δομημένα μακρομόρια σε τρισδιάστατα δομημένα μακρομόρια δικτύου, διαθέτοντας έτσι ιδιότητες όπως ελαστικότητα, μη κολλητικότητα, αντοχή στη θερμότητα και αδιάλυτο. Με βάση τη μέθοδο βουλκανισμού μπορούν να χωριστούν σε δύο κύριες κατηγορίες: βουλκανισμένο καουτσούκ σιλικόνης σε υψηλή θερμοκρασία και βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου. Οι τύποι και οι ποσότητες των προσθέτων στο καουτσούκ σιλικόνης ποικίλλουν, οδηγώντας σε ορισμένες διαφορές στις επιδόσεις. Ορισμένα ελαστικά σιλικόνης είναι ανθεκτικά και ελαστικά, με αποτέλεσμα να είναι δύσκολο να ραγίσουν ή να παραμορφωθούν κατά την αφαίρεση του κεριού- ορισμένα ελαστικά σιλικόνης είναι πιο σκληρά και έχουν καλύτερες επιδόσεις αναπαραγωγής, αλλά είναι λιγότερο ανθεκτικά και πιο επιρρεπή σε ρωγμές- ορισμένα ελαστικά σιλικόνης έχουν πολύ χαμηλό ποσοστό συρρίκνωσης, το οποίο είναι πιο επωφελές για την εξασφάλιση της ακρίβειας των διαστάσεων. Οι επιλογές μπορούν να γίνουν με βάση τις πραγματικές ανάγκες κατά τη διάρκεια της παραγωγής.
Τα σκληρά υλικά καλουπιών περιλαμβάνουν κράματα χαμηλής θερμοκρασίας, κράματα αλουμινίου, κ.λπ., τα οποία διαμορφώνονται μέσω επεξεργασίας CNC ή κατασκευάζονται σε κελύφη και στη συνέχεια χύνεται με κράματα χαμηλού σημείου τήξης για την παραγωγή καλουπιών κοσμημάτων. Το κύριο χαρακτηριστικό αυτού του τύπου καλουπιού είναι ότι δεν υφίσταται ελαστική παραμόρφωση κατά τη διάρκεια της παραγωγής του καλουπιού από κερί, το οποίο μπορεί να διασφαλίσει αποτελεσματικά την ακρίβεια των διαστάσεων και τη σταθερότητα του καλουπιού από κερί.
Δομή του καουτσούκ σιλικόνης
Πίνακας περιεχομένων
Ενότητα I Κατασκευή ενός απλού καλούπι από καουτσούκ σιλικόνης υψηλής θερμοκρασίας με βουλκανισμένο καουτσούκ σιλικόνης για ασημένιο μοντέλο δακτυλίου
1. Γνώσεις υποβάθρου
1.1 Καουτσούκ σιλικόνης και τα είδη του
Το φυσικό καουτσούκ έχει καλή ελαστικότητα και ισχυρή αντοχή στο σχίσιμο. Παρόλα αυτά, λόγω του μεγάλου αριθμού διπλών δεσμών στην κύρια δομή της αλυσίδας του, το όζον το καταστρέφει εύκολα, οδηγώντας σε υποβάθμιση ή διασταύρωση. Ως εκ τούτου, δεν μπορεί να χρησιμοποιηθεί άμεσα και συνήθως λαμβάνεται μέσω συνθετικών μεθόδων για την παραγωγή διενικών, ακρυλικών, πολυουρεθανικών, πολυθειούχων και σιλοξανικών ελαστικών.
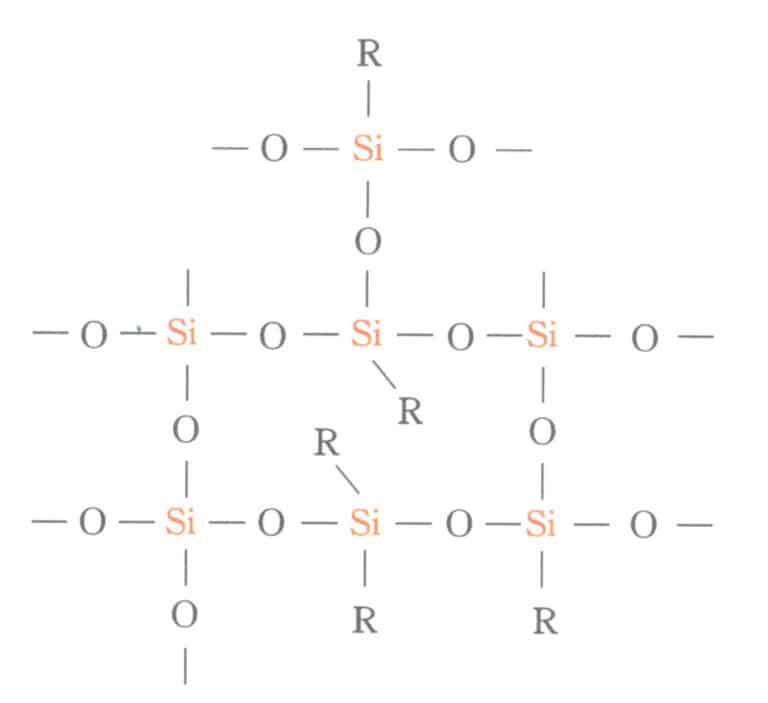
Το καουτσούκ σιλικόνης αναφέρεται σε καουτσούκ του οποίου η κύρια αλυσίδα αποτελείται εναλλάξ από άτομα πυριτίου και οξυγόνου, με συνήθως δύο οργανικές ομάδες συνδεδεμένες με τα άτομα πυριτίου. Το συνηθισμένο καουτσούκ σιλικόνης ανήκει στην κατηγορία καουτσούκ σιλοξάνης, το οποίο αποτελείται κυρίως από τμήματα σιλοξάνης που περιέχουν μεθύλιο και μικρή ποσότητα βινυλίου, όπως φαίνεται στο Σχήμα 2-1. Η εισαγωγή φαινυλικών ομάδων μπορεί να βελτιώσει την αντοχή του καουτσούκ σιλικόνης σε υψηλές και χαμηλές θερμοκρασίες, ενώ η εισαγωγή τριφθοροπροπυλικών και κυανικών ομάδων μπορεί να βελτιώσει την αντοχή του στη θερμοκρασία και στο λάδι. Το καουτσούκ σιλικόνης έχει καλές επιδόσεις σε χαμηλές θερμοκρασίες και μπορεί να εξακολουθεί να λειτουργεί κάτω από τους -55℃. Μετά την εισαγωγή φαινυλίου, μπορεί να αντέξει στους -73℃. Η αντοχή του καουτσούκ σιλικόνης στη θερμότητα είναι επίσης εξαιρετική κάτω από 180℃, καθώς μπορεί να λειτουργήσει για μεγάλο χρονικό διάστημα και να διατηρήσει την ελαστικότητά του για αρκετές εβδομάδες ή περισσότερο σε θερμοκρασίες λίγο πάνω από 200℃, αντέχοντας στιγμιαίες υψηλές θερμοκρασίες πάνω από 300℃. Μπορεί να ανταποκριθεί καλά στις απαιτήσεις. Οι απαιτήσεις χρήσης των μοντέλων κοσμημάτων ποδιών χρησιμοποιούνται ευρέως στη βιομηχανία κοσμημάτων.
1.2 Βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας
Το θερμικά βουλκανισμένο καουτσούκ σιλικόνης έχει τη μεγαλύτερη χρήση. Μπορεί να διαχωριστεί σε μεθυλικό καουτσούκ σιλικόνης, μεθυλικό βινυλικό καουτσούκ σιλικόνης (με τη μεγαλύτερη χρήση και τους περισσότερους αριθμούς εμπορικών σημάτων προϊόντων) και μεθυλικό βινυλικό καουτσούκ σιλικόνης (ανθεκτικό σε χαμηλές θερμοκρασίες και ακτινοβολία). Άλλοι τύποι περιλαμβάνουν το καουτσούκ σιλικόνης νιτριλίου, το καουτσούκ σιλικόνης φθορίου κ.λπ. Ο ενισχυτικός παράγοντας για το καουτσούκ σιλικόνης είναι το διοξείδιο του πυριτίου (SiO2-nH2O), τα οποία μπορούν να χωριστούν σε τρεις τύπους με βάση τη μέθοδο παραγωγής: πυριτικό διοξείδιο του πυριτίου, κατακρημνισμένο διοξείδιο του πυριτίου και άλλες μορφές διοξειδίου του πυριτίου, καθένα από τα οποία μπορεί να ταξινομηθεί περαιτέρω σε διάφορες ποιότητες με βάση το μέσο μέγεθος των σωματιδίων. Η αντοχή του ακατέργαστου καουτσούκ σιλικόνης είναι πολύ χαμηλή, αλλά η προσθήκη κατάλληλης ποσότητας διοξειδίου του πυριτίου μπορεί να αυξήσει την αντοχή του περισσότερο από 10 φορές. Ανάλογα με τις διάφορες πλευρικές ομάδες μπορούν να προκύψουν διαφορετικοί τύποι καουτσούκ. Γενικά, το βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας ταξινομείται σε τύπο γενικής χρήσης, τύπο μόνιμης παραμόρφωσης χαμηλής συμπίεσης, τύπο χαμηλής συρρίκνωσης, τύπο επιβραδυντικού φλόγας, τύπο ανθεκτικό σε διαλύτες, τύπο υψηλής θερμοκρασίας κ.λπ. με βάση τη χρήση και την απόδοση.
Το βουλκανισμένο σε υψηλή θερμοκρασία καουτσούκ σιλικόνης παρασκευάζεται από γραμμικό πολυμερές πολυσιλοξάνιο υψηλής πολυμερικής αξίας ( 5000~10.000 τμήματα αλυσίδας σιλικόνης-οξυγόνου) ως ακατέργαστο καουτσούκ, προσθέτοντας ενισχυτικά πληρωτικά, αυξητικά πληρωτικά, παράγοντες δομικού ελέγχου και πρόσθετα βελτίωσης των επιδόσεων για την παρασκευή του καουτσούκ, το οποίο στη συνέχεια θερμαίνεται και βουλκανίζεται για να σχηματίσει ένα ελαστομερές. Έχει τα ακόλουθα χαρακτηριστικά: ① Είναι ανθεκτικό τόσο σε υψηλές όσο και σε χαμηλές θερμοκρασίες και μπορεί να χρησιμοποιηθεί σε ένα ευρύ φάσμα θερμοκρασιών ② Έχει καλύτερη θερμική σταθερότητα, αντοχή στην ακτινοβολία και αντοχή στις καιρικές συνθήκες από άλλα πολυμερή υλικά ③ Το βουλκανισμένο ελαστικό σιλικόνης είναι μη τοξικό, άοσμο, δεν κολλάει στον ανθρώπινο ιστό και δεν είναι επιρρεπές στη γήρανση ή τη σκλήρυνση κατά την αποθήκευση.
1.3 Υψηλής θερμοκρασίας βουλκανισμένο καουτσούκ σιλικόνης για κοσμήματα
Το καουτσούκ σιλικόνης έχει καλή απόδοση αντιγραφής, εξαιρετική ελαστικότητα και ορισμένη αντοχή. Όταν χρησιμοποιείται για την κατασκευή καλουπιών, μετά την έγχυση κεριού, η ελαστικότητα του καλουπιού επιτρέπει την εύκολη αφαίρεση του καλουπιού από κερί, γι' αυτό και χρησιμοποιείται ευρέως στη χύτευση κοσμημάτων.
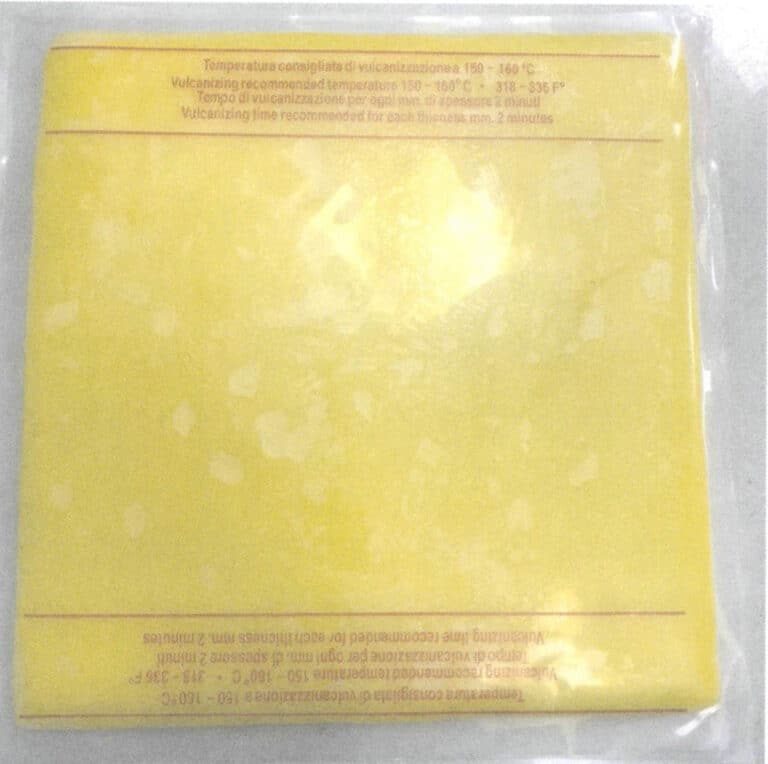
Επί του παρόντος, η Castaldo είναι η ευρέως χρησιμοποιούμενη μάρκα βουλκανισμένου ελαστικού φύλλου σιλικόνης υψηλής θερμοκρασίας στη βιομηχανία χύτευσης κοσμημάτων, όπως φαίνεται στο Σχήμα 2-2. Περιέχει μια ορισμένη ποσότητα τροποποιημένου φυσικού καουτσούκ, έχει καλή ευελιξία και ορισμένη αντοχή στο σχίσιμο, μεγάλη διάρκεια ζωής και καλά αποτελέσματα αναπαραγωγής. Το εγχώριο καουτσούκ αποτελείται κυρίως από διχλωροσιλάνιο, το οποίο έχει εύκαμπτη μοριακή αλυσίδα και είναι ανθεκτικό στη θερμότητα. Παρόλα αυτά, έχει επίσης ορισμένα μειονεκτήματα, όπως υψηλότερη σκληρότητα, μεγαλύτερη δυσκολία στην αποδέσμευση από το καλούπι και χαμηλότερη αντοχή στο σχίσιμο. Η διάρκεια ζωής του στην πραγματική παραγωγή είναι σχετικά σύντομη και το συνολικό κόστος είναι υψηλό.
Το καουτσούκ σιλικόνης συρρικνώνεται κατά τη διάρκεια του βουλκανισμού, οπότε η συρρίκνωση πρέπει να λαμβάνεται υπόψη κατά το σχεδιασμό των αρχικών διαστάσεων. Το καουτσούκ σιλικόνης δεν έχει δυνατότητα αναπνοής, γεγονός που μπορεί να εμποδίσει τη διαφυγή αερίων κατά την έγχυση κεριού. Αυτό μπορεί να επιλυθεί με τη δημιουργία γραμμών εξαερισμού ή οπών στο καλούπι. Το μοντέλο πρέπει να διατηρείται πολύ καθαρό κατά τη διάρκεια της χρήσης, καθώς ξένες ουσίες (όπως ταλκ, σκόνη κ.λπ.) μπορούν να αυξήσουν τις επιφανειακές ατέλειες στο καλούπι από κερί, οι οποίες στη συνέχεια θα μεταφερθούν στα εκμαγεία.

1.4 Κύριος εξοπλισμός και εργαλεία για την κατασκευή καλουπιών από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας
Τα κοινά εργαλεία για την κατασκευή καλουπιών από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας περιλαμβάνουν βουλκανιζατέρ, ένα πλαίσιο καλουπιού από κράμα αλουμινίου, φύλλα καουτσούκ, πλάκες βάσης αλουμινίου, νυστέρια, ψαλίδια, διπλές πένσες, τσιμπίδες και στυλό με βάση το λάδι.
Η συσκευή για την καταστολή του καλούπι καουτσούκ είναι ένας βουλκανιζατέρ (βουλκανισμού), ο οποίος βουλκανίζει το ακατέργαστο καουτσούκ σιλικόνης σε ορισμένη θερμοκρασία και πίεση, μετατρέποντάς το σε σκληρό και ελαστικό σκληρυμένο καουτσούκ.
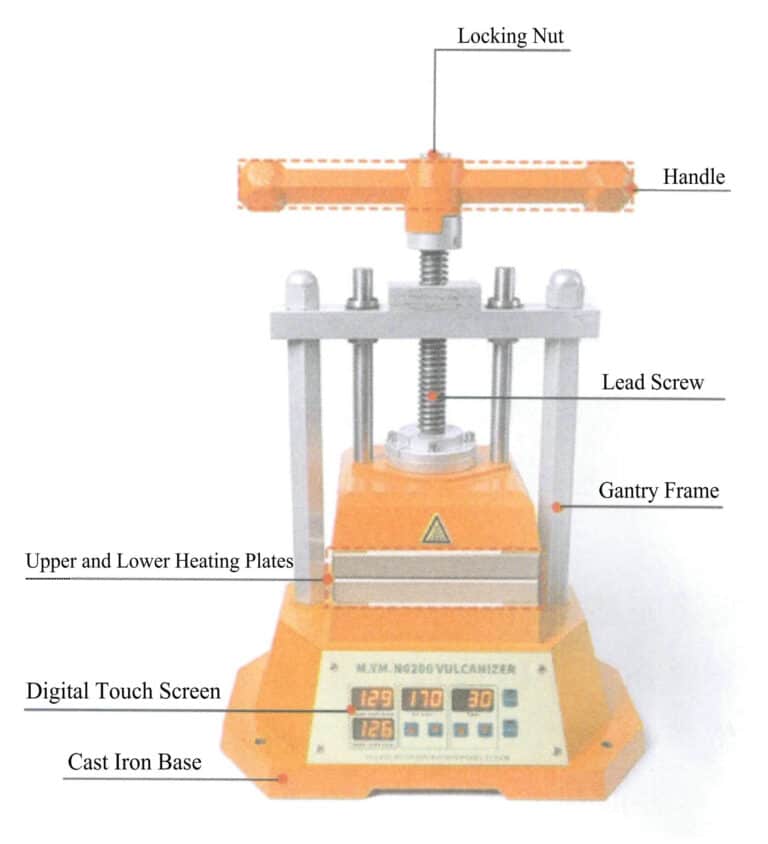
Ο παραδοσιακός βουλκανιζατέρ παρουσιάζεται στο Σχήμα 2-3, με κύρια εξαρτήματα που περιλαμβάνουν πλαίσιο γερανογέφυρας, βάση, κοχλία ανύψωσης, περιστρεφόμενη λαβή, πλάκα θέρμανσης με σύρμα αντίστασης και αισθητήρα θερμοκρασίας και ελεγκτή θερμοκρασίας. Αυτός ο τύπος εξοπλισμού λειτουργεί και ελέγχεται κυρίως χειροκίνητα, είναι σχετικά φθηνός και μπορεί να καλύψει τις πιεστικές ανάγκες για καλούπια από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας, αλλά χρησιμοποιεί σχετικά λεπτές συνηθισμένες πλάκες αλουμινίου, οι οποίες μερικές φορές οδηγούν στο ζήτημα της ανομοιόμορφης θέρμανσης που μπορεί να οδηγήσει σε ανεπαρκή και ανομοιόμορφη βουλκανισμό της σιλικόνης- όσον αφορά τον έλεγχο, χρησιμοποιεί συνηθισμένα κουμπιά και κουμπιά, τα οποία είναι επιρρεπή σε βλάβη και δυσλειτουργία- επιπλέον, δεν υπάρχουν ανεμιστήρες ψύξης ή προστατευτικές διατάξεις, καθιστώντας το σώμα του μηχανήματος επιρρεπές σε υπερθέρμανση κατά τη χρήση.

Με την πρόοδο της τεχνολογίας, ο βουλκανιζατέρ έχει υποστεί νέες αλλαγές στη δομή, τη λειτουργία και τις μεθόδους ελέγχου, οδηγώντας στην εμφάνιση νέων στυλ, όπως οι βουλκανιζατέρ με ψηφιακή οθόνη και οι έξυπνοι πνευματικοί βουλκανιζατέρ.
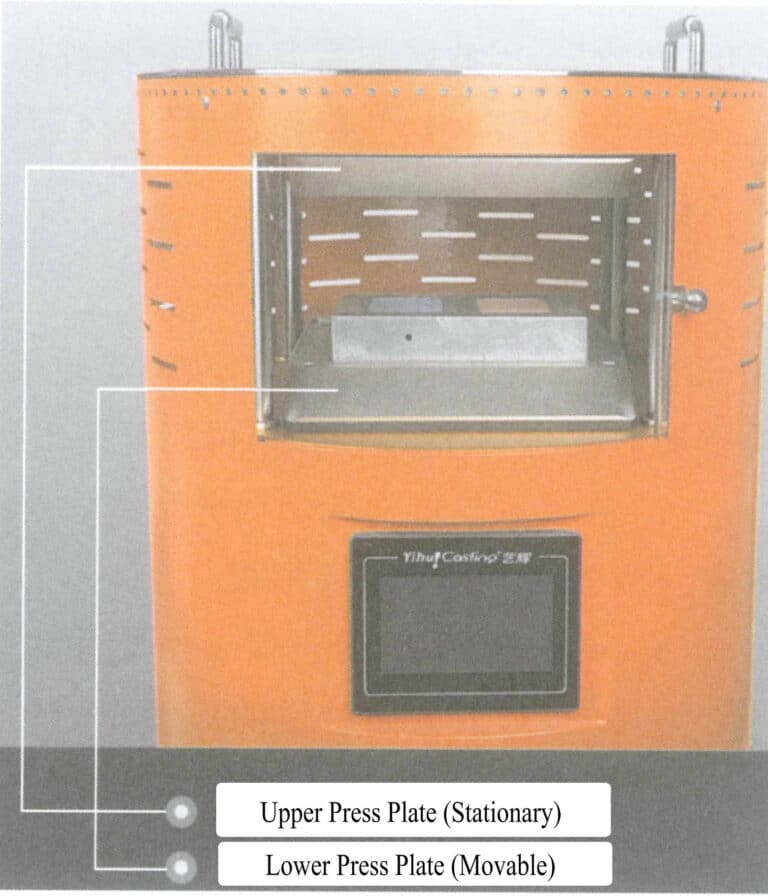
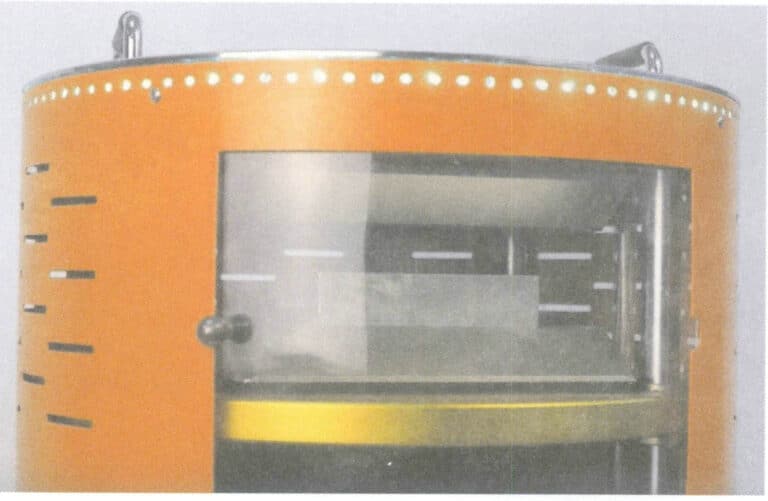
Ένας τυπικός βουλκανιζατέρ με ψηφιακή οθόνη παρουσιάζεται στην Εικόνα 2-4. Έχει τα ακόλουθα χαρακτηριστικά: Χρησιμοποιεί μια χυτή χαλύβδινη γερανογέφυρα και μια βάση από χυτοσίδηρο, παρέχοντας καλή ακαμψία και σταθερότητα- διαθέτει οθόνη αφής για τον χειρισμό, επιτρέποντας την ακριβή ρύθμιση της θερμοκρασίας και του χρόνου χύτευσης- χρησιμοποιεί μια χυτή πλάκα θέρμανσης από αλουμίνιο- η οποία έχει καλή αντοχή, ακαμψία και θερμική αγωγιμότητα- η επιφάνεια της περιοχής εργασίας έχει υποστεί επεξεργασία με αμμοβολή για να εξασφαλίσει πιο ομοιόμορφη θέρμανση, μειωμένη απώλεια ενέργειας και μεγαλύτερη διάρκεια ζωής- ένας ανεμιστήρας ψύξης είναι εγκατεστημένος στο πίσω μέρος του σώματος του μηχανήματος, η βάση δεν είναι υγρή, προστατεύοντας τα εσωτερικά κυκλώματα από τις υψηλές θερμοκρασίες, και είναι επίσης εξοπλισμένος με βομβητή και προστατευτικές διατάξεις.
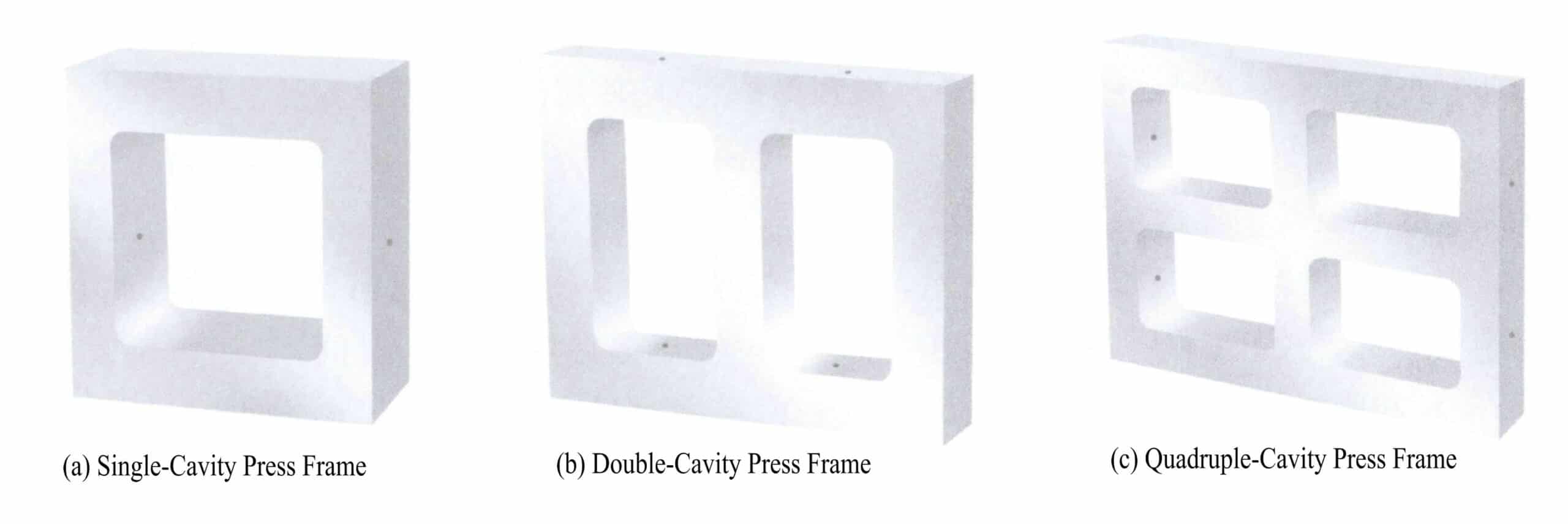
Το πλαίσιο χύτευσης χρησιμοποιείται σε συνδυασμό με τον βουλκανιζατέρ. Ανάλογα με τον αριθμό των καλουπιών που πιέζονται ταυτόχρονα, το πλαίσιο χύτευσης μπορεί να χωριστεί σε πλαίσιο με μία, δύο και τέσσερις οπές, όπως φαίνεται στην εικόνα 2-6. Το υλικό που χρησιμοποιείται για την κατασκευή του πλαισίου χύτευσης είναι συνήθως κράμα αλουμινίου, με κύριες παραμέτρους το μήκος, το πλάτος και το πάχος του εσωτερικού πλαισίου.
Γενικά, το πλάτος του εσωτερικού πλαισίου είναι 47 mm ή 48 mm και το μήκος είναι 73 mm ή 74 mm. Κατά την πίεση μεγαλύτερων πρωτότυπων μοντέλων, το πλάτος του εσωτερικού πλαισίου είναι 64~70 mm και το μήκος είναι 90 mm ή 95 mm. Για μικρότερα πρωτότυπα μοντέλα, μπορεί να χρησιμοποιηθεί ένας συνδυασμός πλάτους 40 mm και μήκους 60 mm. Εκτός από τις συνήθως χρησιμοποιούμενες προδιαγραφές για τα πλαίσια χύτευσης, μπορούν επίσης να προσαρμοστούν ειδικά πλαίσια χύτευσης με μοναδικά μήκη και πλάτη ανάλογα με τα χαρακτηριστικά του προϊόντος.
1.5 Παράγοντες που επηρεάζουν την ποιότητα των καλουπιών από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας
Το βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας σχηματίζεται με χύτευση συμπίεσης και η μέθοδος κατασκευής του περιλαμβάνει κυρίως τρεις βασικές διεργασίες - πλήρωση και συμπίεση ακατέργαστου καουτσούκ, βουλκανισμό και άνοιγμα καλουπιού. Ως εκ τούτου, οι παράγοντες που επηρεάζουν την ποιότητα των καλουπιών από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας περιλαμβάνουν κυρίως την ποιότητα της πλήρωσης ακατέργαστου καουτσούκ, τη διαδικασία βουλκανισμού και την ποιότητα του ανοίγματος του καλουπιού, μεταξύ άλλων. Πρέπει επίσης να σημειωθούν οι παράγοντες που επηρεάζουν αυτές τις διαδικασίες κατασκευής.
(1) Πλήρωση και συμπίεση ακατέργαστου καουτσούκ
① Πριν από την πλήρωση και την πίεση του ακατέργαστου καουτσούκ, η επιφάνεια του αρχικού μοντέλου πρέπει να καθαριστεί. Μια καθαρή επιφάνεια μπορεί να έρθει σε πλήρη επαφή με το καουτσούκ, διευκολύνοντας την πλήρη και ακριβή αναπαραγωγή της μορφολογίας του αρχικού μοντέλου, με αποτέλεσμα την παραγωγή καλουπιών από καουτσούκ υψηλής ποιότητας. Μια λερωμένη επιφάνεια αρχικού μοντέλου μπορεί να οδηγήσει σε κακή ποιότητα καλουπιού, επηρεάζοντας τη χρήση- ταυτόχρονα, μπορεί να αναπαράγει τη μορφολογία της βρωμιάς, προκαλώντας προβλήματα για τις επόμενες εργασίες.
② Σχεδιάστε τη γραμμή διαχωρισμού στην άκρη του προφίλ του αρχικού μοντέλου. Η λεγόμενη γραμμή διαχωρισμού είναι η γραμμή αναφοράς για τη θέση κατά τον διαχωρισμό του καλουπιού. Η αρχή για τον προσδιορισμό της γραμμής διαχωρισμού είναι η ευκολία αφαίρεσης του καλουπιού.
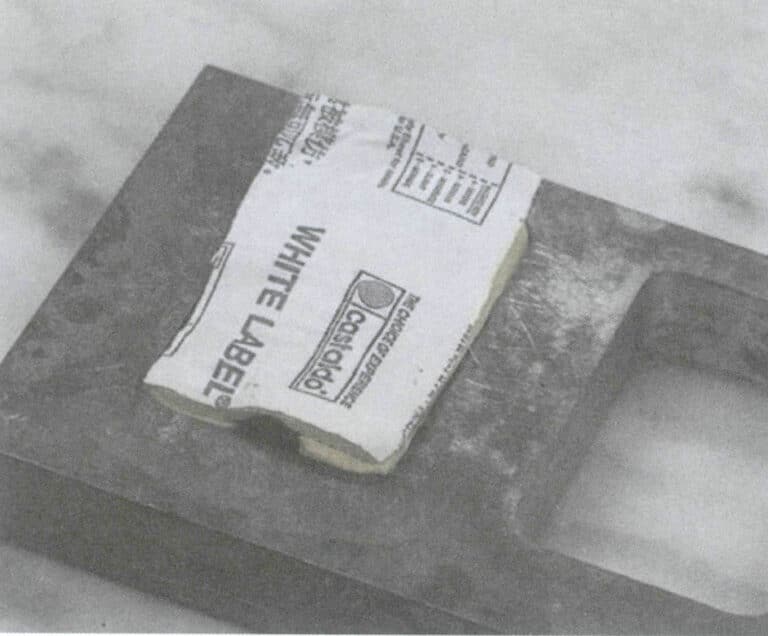
③ Κατά την πλήρωση και συμπίεση του ακατέργαστου καουτσούκ, πρέπει να διασφαλίζεται ότι το ακατέργαστο καουτσούκ περιτυλίγει πλήρως το αρχικό μοντέλο πριν από τον βουλκανισμό. Ως εκ τούτου, είναι απαραίτητο να επιλεγεί ένα πλαίσιο καλουπιού κατάλληλου μεγέθους με βάση τις διαστάσεις του αρχικού μοντέλου, να τοποθετηθεί το αρχικό μοντέλο στην κατάλληλη θέση πάνω στο φύλλο καουτσούκ και να χρησιμοποιηθούν μέθοδοι όπως το σκάψιμο, το βούλωμα, η λεπτομέρεια, το γέμισμα και το μπάλωμα για να γεμίσουν με καουτσούκ οι κοίλες περιοχές, οι κοίλες περιοχές και οι περιοχές που έχουν πέσει σε πέτρα του αρχικού μοντέλου, όπως φαίνεται στην Εικόνα 2-7, διασφαλίζοντας ότι δεν υπάρχουν κενά μεταξύ του αρχικού μοντέλου και του φύλλου καουτσούκ. Όταν γεμίζετε το ακατέργαστο καουτσούκ, θα πρέπει επίσης να γίνεται προς την ίδια κατεύθυνση για να αποφύγετε να είναι πολύ σκληρό το χυτευμένο καουτσούκ, επηρεάζοντας το άνοιγμα του καλουπιού και τη χρήση του αργότερα. Για να διασφαλιστεί ότι το πρωτότυπο μοντέλο βρίσκεται στο μεσαίο στρώμα του φύλλου καουτσούκ και για να εξασφαλιστεί η διάρκεια ζωής του καλουπιού, το καλούπι συμπίεσης απαιτεί συνήθως τουλάχιστον τέσσερις στρώσεις φύλλου καουτσούκ. Κατά τη διάρκεια της πλήρωσης και της συμπίεσης του ακατέργαστου καουτσούκ, είναι σημαντικό να διατηρούνται το φύλλο καουτσούκ, τα εργαλεία και τα χέρια του χειριστή καθαρά για να αποφευχθεί η μόλυνση μεταξύ των φύλλων, η οποία θα μπορούσε να οδηγήσει σε αποκόλληση μετά τον βουλκανισμό. Πριν από τον βουλκανισμό, μετά την πίεση του ακατέργαστου καουτσούκ στο πλαίσιο του καλουπιού, το ακατέργαστο καουτσούκ θα πρέπει να είναι περίπου 2 mm ψηλότερα από το πλαίσιο, όπως φαίνεται στην Εικόνα 2-8, για να εξασφαλιστεί η πυκνότητα του καλουπιού μετά τον βουλκανισμό. Κατά την πλήρωση και την πίεση του ακατέργαστου καουτσούκ, θα πρέπει να ενσωματωθεί σε αυτό ένα καλούπι με στρογγυλό καλούπι ακροφυσίου κεριού, γνωστό και ως καπάκι πύλης, το οποίο συνδέεται με το καλούπι του αρχικού μοντέλου και τελικά γίνεται το ακροφύσιο κεριού του καουτσούκ.
Εικόνα 2-7 Πλήρωση καουτσούκ
Εικόνα 2-8 Το ακατέργαστο καουτσούκ βρίσκεται 2 mm πάνω από το πλαίσιο του καλουπιού.
④ Επί του παρόντος, στην αγορά, εκτός από τη χρήση του ίδιου τύπου μεμβράνης για την πλήρωση ακατέργαστου καουτσούκ, μπορούν επίσης να συνδυαστούν δύο τύποι καουτσούκ. Οι δύο τύποι καουτσούκ που χρησιμοποιούνται είναι το κίτρινο καουτσούκ περιτύλιξης πυρήνα (Εικόνα 2-9) και το ματζέντα καουτσούκ (Εικόνα 2-10), όπου το κίτρινο καουτσούκ περιτύλιξης πυρήνα χρησιμοποιείται για την εσωτερική δομή του κοσμήματος και το ματζέντα καουτσούκ χρησιμεύει ως δομικό καουτσούκ.
Εικόνα 2-9 Κίτρινο καουτσούκ περιτύλιξης πυρήνα
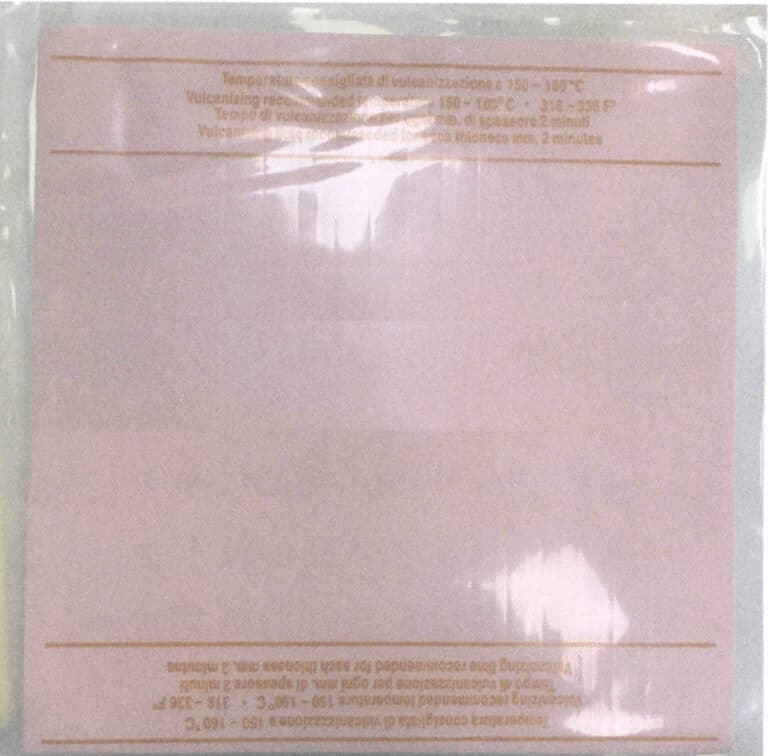
Εικόνα 2-10 Ματζέντα λάστιχο
(2) Θείωση
Οι τρεις κύριες παράμετροι της διαδικασίας θείωσης είναι η πίεση, η θερμοκρασία και ο χρόνος.
① Πίεση. Η πίεση στη διεργασία θείωσης υψηλής θερμοκρασίας εκφράζεται σε όρους πίεσης. Η εφαρμογή πίεσης δημιουργεί πίεση, η οποία μπορεί να συμπιέσει το κενό μεταξύ του φύλλου καουτσούκ και του αρχικού μοντέλου, επιτρέποντας στο ακατέργαστο καουτσούκ να έρθει σε πλήρη επαφή και να συνδεθεί μεταξύ του, ενώ παράλληλα απομονώνει τον αέρα για να αποφευχθούν οι φυσαλίδες στο καλούπι. Το συνιστώμενο εύρος πίεσης είναι 5~20Mpa. Η βέλτιστη πίεση υπό σχετικά σταθερές συνθήκες εργασίας μπορεί να διερευνηθεί με βάση τις πραγματικές καταστάσεις και την εργασιακή εμπειρία. Λόγω των αλλαγών στο καουτσούκ, είναι απαραίτητη η δυναμική προσαρμογή της εφαρμοζόμενης πίεσης κατά τη διάρκεια της διαδικασίας θείωσης.
② Θερμοκρασία. Η διαδικασία θείωσης είναι η διασύνδεση του ακατέργαστου καουτσούκ στο πλαίσιο του καλουπιού σε υψηλές θερμοκρασίες για να μετατραπεί σε ώριμο καουτσούκ. Εάν η θερμοκρασία είναι πολύ χαμηλή, μπορεί να οδηγήσει σε ανεπαρκή θείωση- εάν είναι πολύ υψηλή, μπορεί να προκαλέσει παραμόρφωση του καλουπιού. Η θερμοκρασία θείωσης ποικίλλει μεταξύ των διαφόρων μαρκών φύλλων καουτσούκ και κάθε τύπος καουτσούκ έχει μια βέλτιστη θερμοκρασία θείωσης στο αντίστοιχο πάχος, με ένα αποδεκτό μέγιστο εύρος θερμοκρασίας 143~173 ℃ και μια τυπική θερμοκρασία θείωσης 150 ℃ , η οποία μπορεί να ρυθμιστεί σύμφωνα με τις συστάσεις του προμηθευτή καουτσούκ. Το αποδεκτό μέγιστο εύρος θερμοκρασίας και η τυπική θερμοκρασία θείωσης μπορούν να ρυθμιστούν σύμφωνα με τις συστάσεις του προμηθευτή καουτσούκ.
③ ώρα. Η ταχύτητα βουλκανισμού αντικατοπτρίζει άμεσα τον χρόνο που απαιτείται για τη διαδικασία βουλκανισμού και ο χρόνος και η θερμοκρασία είναι αλληλένδετες. Αφού ρυθμιστεί η θερμοκρασία βουλκανισμού, ο χρόνος βουλκανισμού εξαρτάται από το πάχος του μοντέλου, όπως 30 λεπτά για πάχος 12 mm, 45 λεπτά για πάχος 18 mm και 75 λεπτά για πάχος 36 mm (το μέγιστο συνιστώμενο πάχος για το μοντέλο είναι 36 mm). Για σταθερό πάχος μοντέλου, μετά την επίτευξη των κατώτερων και ανώτερων ορίων της θερμοκρασίας βουλκανισμού, συχνά για κάθε μείωση κατά 10 ℃, ο χρόνος βουλκανισμού πρέπει να παραταθεί κατά 30 λεπτά.
Το καουτσούκ είναι κακός αγωγός της θερμότητας και η θερμότητα χρειάζεται πολύ χρόνο για να μεταφερθεί στον πυρήνα του μοντέλου. Η πίεση βουλκανισμού πρέπει να ρυθμίζεται περιοδικά ανάλογα με τη θερμοκρασία, ώστε να διασφαλίζεται ότι η θερμοκρασία κάθε μέρους του μοντέλου είναι ομοιόμορφη και πλήρως βουλκανισμένη. Αφού ολοκληρωθεί ο βουλκανισμός, αφαιρέστε γρήγορα το καλούπι από καουτσούκ και αφήστε το να κρυώσει φυσικά, μετά το οποίο το καλούπι μπορεί να ανοίξει.
(3) Άνοιγμα του καλουπιού
Το λεγόμενο άνοιγμα του καλουπιού αναφέρεται στη διαδικασία κοπής του καλουπιού από καουτσούκ σε διάφορα ταιριαστά μέρη κατά μήκος του εκμαγείου και της γραμμής διαχωρισμού του αρχικού μοντέλου μετά τον βουλκανισμό, σύμφωνα με την πολυπλοκότητα του σχήματος του αρχικού μοντέλου, την αφαίρεση της αρχικής έκδοσης και την απόκτηση του καναλιού έγχυσης κεριού και της κοιλότητας. Ο σκοπός του ανοίγματος του καλουπιού είναι να διασφαλιστεί ότι το καλούπι από κερί μπορεί να αφαιρεθεί ομαλά μετά την έγχυση του κεριού στο καλούπι από καουτσούκ. Στα εργοστάσια κοσμημάτων, το άνοιγμα του καλουπιού είναι μια ιδιαίτερα τεχνική εργασία. Εάν δεν γίνει σωστά, μπορεί να οδηγήσει σε γρέζια στο καλούπι από κερί στην επιφάνεια διαχωρισμού κατά την έγχυση κεριού ή να προκαλέσει ζημιά στο αρχικό μοντέλο κατά την κοπή του καλουπιού. Η ποιότητα του ανοίγματος επηρεάζει άμεσα την ποιότητα του κέρινου καλουπιού, τη δυσκολία της διαδικασίας αφαίρεσης του καλουπιού και τη διάρκεια ζωής του ελαστικού καλουπιού.
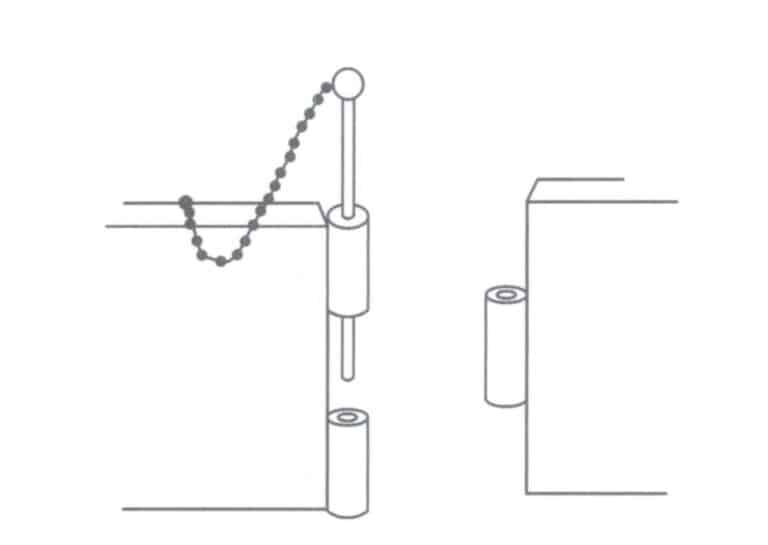
Μετά τη διαίρεση του καλούπι από καουτσούκ σε διάφορα μέρη, πρέπει να συναρμολογηθεί εκ νέου στο σύνολό του, γεγονός που μπορεί εύκολα να οδηγήσει σε κακή ευθυγράμμιση. Εάν το υλικό του καουτσούκ καλουπιού είναι σχετικά μαλακό, η πιθανότητα κακής ευθυγράμμισης είναι ακόμη μεγαλύτερη. Πρέπει να τοποθετηθούν δομές τοποθέτησης στην επιφάνεια κοπής για την ακριβή επανασυναρμολόγηση της αρχικής δομής και την ακριβή ευθυγράμμιση του άνω και του κάτω καλούπιου κατά την έγχυση κεριού. Υπάρχουν γενικά δύο μέθοδοι τοποθέτησης: η μία είναι η κοπή μιας σαφώς καθορισμένης κυματοειδούς γραμμής, γνωστή και ως τοποθέτηση κυματοειδούς γραμμής, όπως φαίνεται στο σχήμα 2-11. Η άλλη είναι η κοπή μιας δομής τοποθέτησης κοίλης-κυρτής στις τέσσερις γωνίες του ελαστικού καλουπιού, γνωστή και ως τοποθέτηση γωνίας, όπως φαίνεται στο σχήμα 2-12.
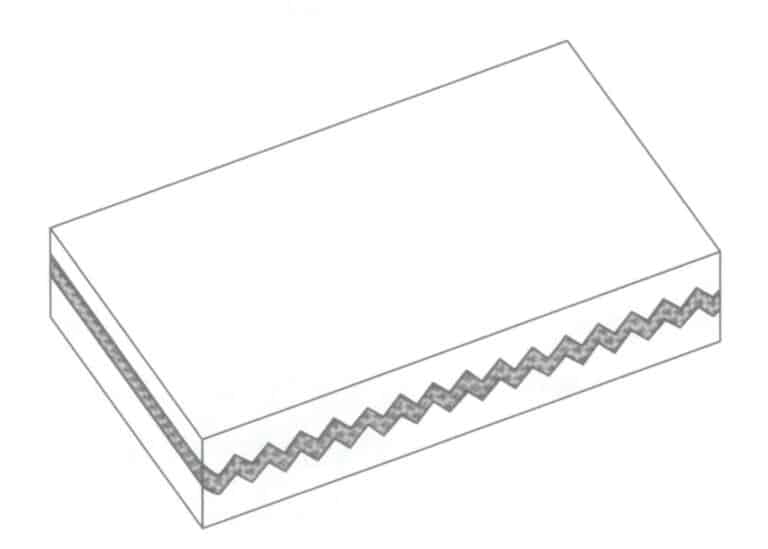
Σχήμα 2-11 Σχηματικό διάγραμμα της τοποθέτησης της κυματογραμμής του καλούπι από καουτσούκ

Εικόνα 2-12 Τοποθέτηση του καλουπιού σε τέσσερις γωνίες
Η κοπή του μοντέλου απαιτεί υψηλό επίπεδο τεχνικών δεξιοτήτων. Τα καλούπια που παράγονται από εξειδικευμένους κατασκευαστές καλουπιών παρουσιάζουν ελάχιστη έως καθόλου παραμόρφωση, θραύση ή λάμψη μετά την έγχυση κεριού και γενικά δεν απαιτούν επισκευή κεριού ή συγκόλληση, γεγονός που μπορεί να εξοικονομήσει σημαντικό χρόνο φινιρίσματος και να βελτιώσει την αποδοτικότητα της παραγωγής.
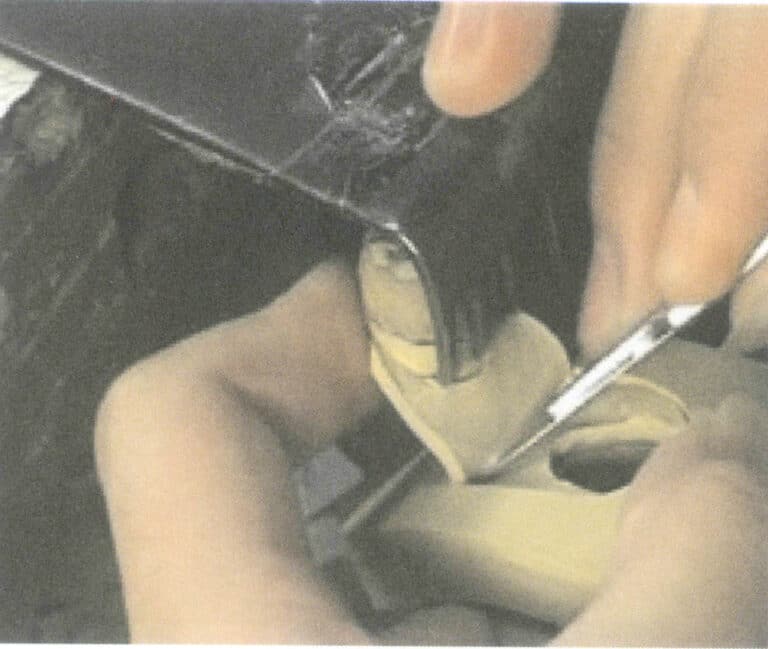
Σε ορισμένες περιπτώσεις, εάν το πρωτότυπο μοντέλο έχει υποκομμένα μέρη, όπως ένας δακτύλιος με εσοχή σε σχήμα "C" (Εικόνα 2-13), η χρήση μιας μεθόδου κοπής σε δύο κομμάτια κατά το άνοιγμα του καλουπιού θα παρουσιάσει δύο προβλήματα: το ένα είναι η κοπή κατά μήκος της πλευράς, πράγμα που σημαίνει ότι το πρωτότυπο είναι ενσωματωμένο στο καλούπι. Όταν στη συνέχεια γίνεται έγχυση κεριού και αφαιρείται το καλούπι από κερί, απαιτείται σημαντική παραμόρφωση του ελαστικού καλουπιού για την εξαγωγή. Το καλούπι από κερί υπόκειται σε σημαντική πίεση αυτή τη στιγμή, γεγονός που το καθιστά επιρρεπές σε παραμόρφωση ή ακόμη και σε θραύση. Μια άλλη μέθοδος περιλαμβάνει την κοπή κατά μήκος του μέγιστου εξωτερικού περιγράμματος, όπου βρίσκεται η γραμμή διαχωρισμού στο ένθεμα. Αυτό μπορεί εύκολα να οδηγήσει σε σχηματισμό flash κατά την έγχυση κεριού, αυξάνοντας το κόστος της επισκευής κεριού. Επιπλέον, κατά την αφαίρεση του κέρινου καλουπιού, τα κοίλα εξαρτήματα εξακολουθούν να ασκούν σημαντική δύναμη στο κέρινο καλούπι, γεγονός που συνεχίζει να αποτελεί κίνδυνο θραύσης και παραμόρφωσης.
2. Υλοποίηση εργασιών
Ο στόχος είναι να δημιουργηθεί ένα καλούπι από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας για ένα απλό ασημένιο μοντέλο δαχτυλιδιού.
(1) Προεπεξεργασία αρχικού μοντέλου
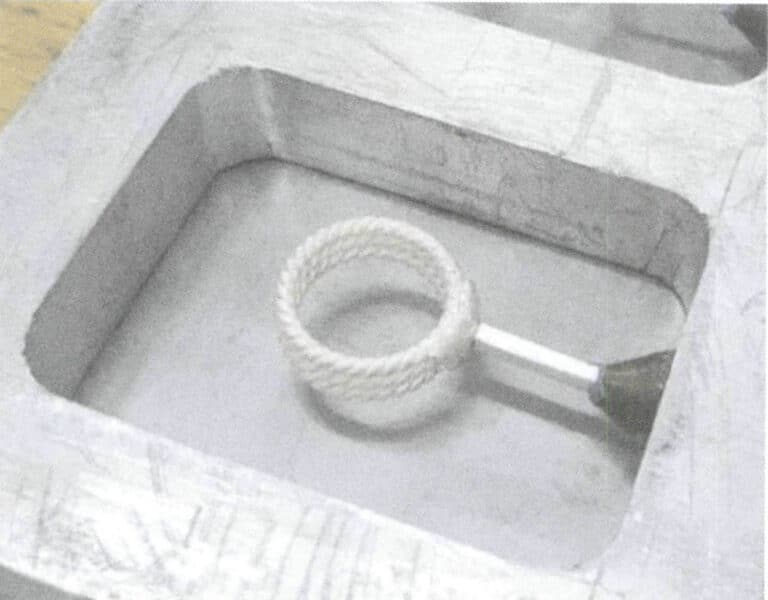
Πρώτα, καθαρίστε την αρχική επιφάνεια του μοντέλου του δακτυλίου με άνυδρη αιθανόλη και χαρτί χωρίς χνούδι και, στη συνέχεια, χρησιμοποιήστε ένα στυλό με βάση το λάδι για να σχεδιάσετε μια διαχωριστική γραμμή στην ομαλή επιφάνεια του εξωτερικού άκρου του δακτυλίου, όπως φαίνεται στην Εικόνα 2-15.
(2) Προετοιμασία για την πλήρωση καουτσούκ
Επιλέξτε το πλαίσιο καλουπιού διπλής οπής και κόψτε το ακατέργαστο φύλλο καουτσούκ σε μπλοκ καουτσούκ ίσου μεγέθους σύμφωνα με τις διαστάσεις μήκους και πλάτους του εσωτερικού πλαισίου του πλαισίου καλουπιού, όπως φαίνεται στην Εικόνα 2-16.

Εικόνα 2-15 Σχεδίαση της γραμμής διαίρεσης
Εικόνα 2-16 Κομμένα κομμάτια ακατέργαστου φύλλου καουτσούκ
(3) Πλήρωση και συμπίεση ακατέργαστου καουτσούκ
Σκίστε την προστατευτική μεμβράνη από το ακατέργαστο φύλλο καουτσούκ, στοιβάξτε δύο ακατέργαστα φύλλα καουτσούκ μαζί και τοποθετήστε το αρχικό μοντέλο του δακτυλίου στη μέση των φύλλων. Τοποθετήστε ένα καπάκι εκμαγείου στο άκρο του εκμαγείου του αρχικού μοντέλου, εξασφαλίζοντας ότι εφαρμόζει καλά στην πλευρά του πλαισίου του καλουπιού, όπως φαίνεται στην Εικόνα 2-17. Γεμίστε τα κενά γύρω από το αρχικό μοντέλο με μια λεπτή λωρίδα κόλλας. Στη συνέχεια, καλύψτε την επιφάνεια με ένα φύλλο ακατέργαστου καουτσούκ, εξασφαλίζοντας ότι το αρχικό μοντέλο βρίσκεται στη μέση των φύλλων ακατέργαστου καουτσούκ και βεβαιωθείτε ότι το φύλλο ακατέργαστου καουτσούκ είναι περίπου 2 mm ψηλότερα από το πλαίσιο του καλουπιού, όπως φαίνεται στην Εικόνα 2-18.
Εικόνα 2-17 Τοποθετήστε το καπάκι του εκτοξευτήρα
Εικόνα 2-18 Πλήρωση και συμπίεση ακατέργαστου καουτσούκ
(4) Βουλκανισμός
Συνδέστε τον χειροκίνητο βουλκανιζατέρ στην παροχή ρεύματος, ρυθμίστε τη θερμοκρασία θέρμανσης στους 175 ℃ και ενεργοποιήστε τον διακόπτη για προθέρμανση για 30 λεπτά. Μετά την προθέρμανση, τοποθετήστε το πλαίσιο του καλουπιού γεμάτο με φύλλα ακατέργαστου καουτσούκ μεταξύ της άνω και της κάτω πλάκας θέρμανσης, όπως φαίνεται στην Εικόνα 2-19. Χειριστείτε την περιστρεφόμενη λαβή για να πιέσετε τις πλάκες θέρμανσης σφιχτά πάνω στο πλαίσιο του καλουπιού και χρονομετρήστε για 30 λεπτά. Λίγα λεπτά μετά την έναρξη του βουλκανισμού, περιστρέψτε τη λαβή για να διασφαλίσετε ότι η δύναμη απελευθέρωσης που προκαλείται από την έναρξη του βουλκανισμού μπορεί να αντισταθμιστεί αμέσως.

(5) Άνοιγμα του ελαστικού καλουπιού
Αφού ολοκληρωθεί ο βουλκανισμός, αφαιρέστε το πλαίσιο του καλουπιού από τον βουλκανιζατέρ και βγάλτε το καλούπι από το πλαίσιο του καλουπιού. Ετοιμαστείτε να ανοίξετε το καλούπι από καουτσούκ.
① Ψύξτε το πρεσαρισμένο καλούπι από καουτσούκ μέχρι να μην είναι ζεστό στην αφή, κόψτε το φλας με ψαλίδι, αφαιρέστε το καπάκι του καλούπι με πένσα βελόνας και αποσπάστε το απανθρακωμένο κέλυφος.
② Τοποθετήστε το καλούπι σιλικόνης σε όρθια θέση με το καλούπι προς τα πάνω και χρησιμοποιήστε ένα νυστέρι για να κόψετε κατά μήκος της κεντρικής γραμμής των τεσσάρων άκρων του καλουπιού σιλικόνης από τη μία πλευρά του καλούπι σε βάθος 3~5mm (μπορεί να προσαρμοστεί ανάλογα με το μέγεθος του καλουπιού σιλικόνης), κόβοντας τις τέσσερις άκρες του καλουπιού σιλικόνης.
③ Κόψτε την πρώτη γωνία στην πρώτη τομή. Πρώτα, ανοίξτε τις δύο ευθείες άκρες σε βάθος (μπορεί να προσαρμοστεί ανάλογα με το μέγεθος του καλουπιού σιλικόνης), στη συνέχεια τραβήξτε τις κομμένες ευθείες άκρες με δύναμη και κόψτε κατά μήκος 45° για να δημιουργήσετε μια κεκλιμένη άκρη, σχηματίζοντας μια προεξέχουσα δομή που ξεκινά με ένα ορθογώνιο τρίγωνο. Σε αυτό το σημείο, τα δύο μισά του καλουπιού σιλικόνης στο σημείο της τομής θα πρέπει να έχουν αντίστοιχα κοίλα και κυρτά τρίγωνα που ταιριάζουν μεταξύ τους, όπως φαίνεται στην Εικόνα 2-20.
④ Ακολουθώντας τα προηγούμενα βήματα, κόψτε διαδοχικά τις υπόλοιπες τρεις γωνίες.
⑤ Τραβήξτε τη γωνία της πρώτης κοπής και χρησιμοποιήστε τη λεπίδα για να κόψετε σταθερά κατά μήκος της κεντρικής γραμμής προς τα μέσα (αν χρησιμοποιείτε μια καμπύλη μέθοδο κοπής, η λεπίδα πρέπει να περιστρέφεται σε μια ορισμένη καμπύλη για να δημιουργήσει μια επιφάνεια κοπής με λέπια ψαριού ή κυματιστή επιφάνεια κοπής). Ενώ κόβετε, τραβήξτε το καλούπι από καουτσούκ προς τα έξω. Όταν πλησιάζετε στη θέση του εκμαγείου, να είστε προσεκτικοί και να ανασηκώνετε απαλά το καλούπι από καουτσούκ με την άκρη του μαχαιριού για να αποκαλύψετε τη γραμμή του νερού. Στη συνέχεια, ανοίξτε τη μία ακραία όψη του εξωτερικού κύκλου του δακτυλίου.
⑥ Αφαιρέστε το αρχικό μοντέλο του δακτυλίου, παρατηρώντας αν υπάρχουν σπειρώματα κόλλας μεταξύ του αρχικού μοντέλου και του ελαστικού καλουπιού. Εάν υπάρχει κολλώδης ουσία, πρέπει να αποκοπεί. Εάν υπάρχει σημαντική αντίσταση κατά την αφαίρεση του αρχικού μοντέλου, το καλούπι από καουτσούκ πρέπει να κοπεί με βάση την κατάσταση.
(6) Δημιουργία γραμμών εξαερισμού
Αφού κοπεί το καλούπι από καουτσούκ, πρέπει να σχεδιαστούν γραμμές εξαερισμού στο καλούπι από καουτσούκ για να αυξηθεί ο εξαερισμός. Παρατηρήστε τα χαρακτηριστικά της κοιλότητας που σχηματίζεται από το αρχικό μοντέλο, αναλύστε τις πιθανές περιοχές όπου μπορεί να συσσωρευτεί αέρας και, ακολουθώντας την κατεύθυνση της ροής του κεριού, χρησιμοποιήστε ένα νυστέρι για να σχεδιάσετε διάφορες γραμμές που θα βοηθήσουν στην αποβολή του αέρα από την κοιλότητα, ώστε να επιτευχθεί ένα πλήρες καλούπι από κερί κατά την έγχυση κεριού.
(7) Μεταγενέστερη επεξεργασία
Μετά την κοπή του καλουπιού σιλικόνης, καθαρίστε την κοιλότητα του καλουπιού, ψεκάστε με ένα μέσο αποδέσμευσης, συναρμολογήστε ξανά και γράψτε τον αριθμό του καλουπιού στην επιφάνεια του καλουπιού σιλικόνης.
Ενότητα II Η παραγωγή ενός καλούπι από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας για ένα κοίλο ασημένιο μοντέλο δακτυλίου
1. Γνώσεις υποβάθρου
1.1 Ποιοτικός έλεγχος κοσμημάτων
Τα παραδοσιακά κοσμήματα έχουν λειτουργίες διατήρησης και εκτίμησης της αξίας, διακοσμητικού καλλωπισμού και συμβολικής ανάμνησης. Στα μάτια ορισμένων καταναλωτών, η χρήση κοσμημάτων αναδεικνύει την οικονομική δύναμη του κατόχου, γι' αυτό και οι υπερβολικές μορφές χρυσών κοσμημάτων, όπως οι υπερμεγέθεις χρυσές αλυσίδες και δαχτυλίδια, είχαν κάποτε μεγάλη ζήτηση. Ωστόσο, τα κοσμήματα έχουν αναπτυχθεί παράλληλα με τον ανθρώπινο πολιτισμό και συνδέονται στενά με τις κοινωνικές τάσεις και την πολιτιστική ατμόσφαιρα. Για να γίνουν τα κοσμήματα πιο προσιτά στους καταναλωτές και πιο εύκολα στη χρήση, ο περιορισμός της ποιότητάς τους έχει γίνει η κυρίαρχη κατεύθυνση. Μια λεπτομερής ανάλυση αποκαλύπτει τους ακόλουθους λόγους.
(1) Η απαίτηση για την ελαφρότητα των κοσμημάτων
Στη δυναστεία των Μινγκ, ο Zhang Cunshen κατέγραψε στο "Αναθεωρημένο και διευρυμένο κομψό και δημοφιλές ρητό": "Στην αρχαιότητα, το στέμμα που φορούσαν οι άνδρες θεωρούνταν κόσμημα". Με άλλα λόγια, αρχικά, τα κοσμήματα αναφέρονταν σε αντικείμενα που φορούσαν στο κεφάλι, τα οποία φυσικά δεν μπορούσαν να είναι πολύ βαριά. Επιπλέον, με την πρόοδο του χρόνου, οι άνθρωποι συνειδητοποίησαν ότι τα κοσμήματα πρέπει να ταιριάζουν με τα ρούχα που φορούσαν και τα ελαφριά κοσμήματα μπορούν να χρησιμεύσουν ως διακοσμητικά στολίδια χωρίς να φέρνουν νέα προβλήματα στον κάτοχό τους. Η ελαφριά υφή μπορεί να αναδείξει τη λεπτότητα του κοσμήματος, κάνοντάς το αγαπητό στους ανθρώπους.
(2) Η ζήτηση τιμής μονάδας των ομάδων καταναλωτών
Στα πρώτα στάδια της ανθρώπινης κοινωνίας, η κατοχή κοσμημάτων ήταν προνόμιο των ευγενών και σύμβολο κύρους. Τα άτομα αυτά διέθεταν σημαντικό πλούτο και φυσικά δεν έδιναν μεγάλη σημασία στο κόστος των κοσμημάτων. Ωστόσο, καθώς τα κοσμήματα έγιναν πιο δημοφιλή και προσιτά, οι καταναλωτές έγιναν όλο και πιο ευαίσθητοι στις τιμές. Τα κοσμήματα κατασκευάζονται ως επί το πλείστον από πολύτιμα μέταλλα, τα οποία τιμολογούνται με βάση το καράτι, και ελέγχοντας την ποιότητα των κοσμημάτων, είναι δυνατή η αμεσότερη διαχείριση του κόστους, καθιστώντας το ευκολότερο αποδεκτό από τους καταναλωτές.
(3) Η ανάγκη για τις επιχειρήσεις παραγωγής κοσμημάτων να τυποποιήσουν την παραγωγή
Μια τυποποιημένη διαδικασία παραγωγής κοσμημάτων από πολύτιμα μέταλλα μπορεί να βελτιώσει την ποιότητα των προϊόντων και να ελέγξει το λειτουργικό κόστος. Ο περιορισμός της ποιότητας των κοσμημάτων επιτρέπει την ακριβέστερη εκτίμηση των υλικών που χρησιμοποιούνται και συμβάλλει στη διατήρηση σταθερής ποιότητας σε διαφορετικές παρτίδες προϊόντων κοσμημάτων, αποτρέποντας σημαντικές αποκλίσεις ποιότητας λόγω διαφορετικών χειριστών.
1.2 Τρόποι περιορισμού του βάρους των κοσμημάτων
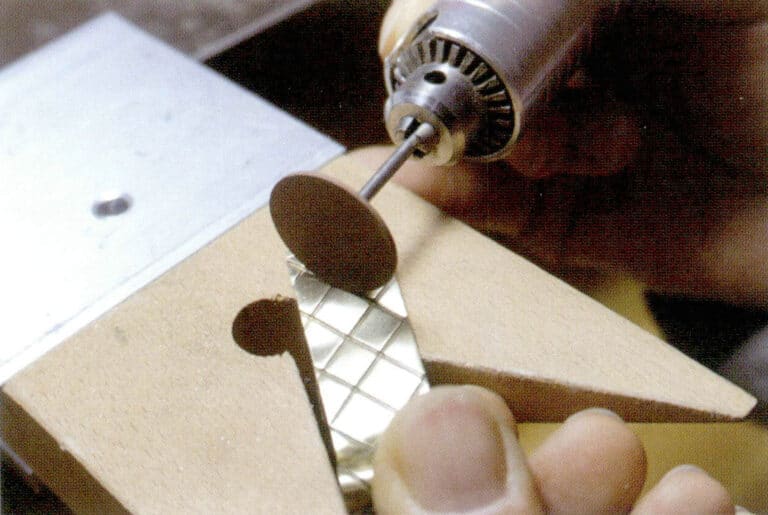
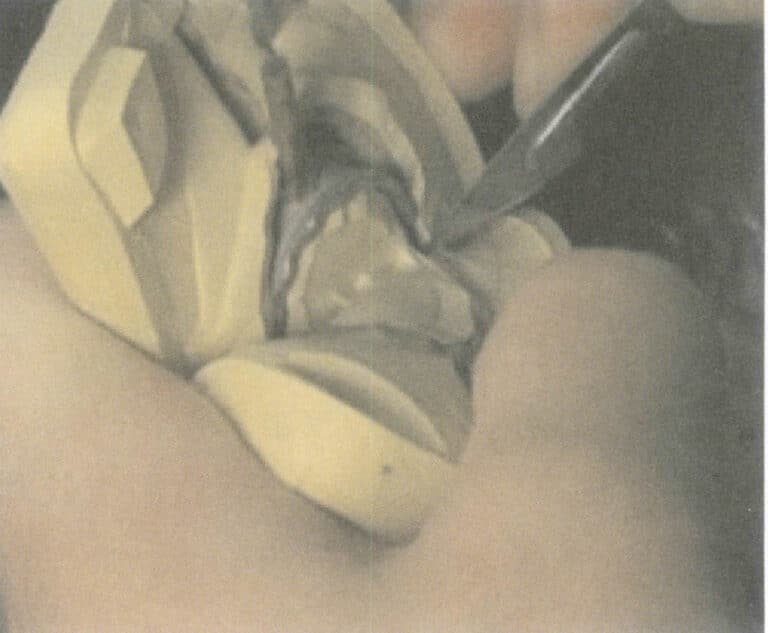
Με τη διαφοροποίηση του σχεδιασμού των κοσμημάτων, υπάρχουν μεγαλύτερες απαιτήσεις για το τρισδιάστατο αποτέλεσμα των διακοσμήσεων. Όλο και περισσότερα σχέδια κοσμημάτων ενσωματώνουν κυματοειδείς δομές για να επιτύχουν το επιθυμητό τρισδιάστατο αποτέλεσμα, αυξάνοντας τις διαστάσεις του υλικού και την ποιότητα του κοσμήματος. Για να κάνουν τα κοσμήματα δομικά όσο το δυνατόν πιο ποικίλα χωρίς να υπερβαίνουν τα όρια της ποιότητας, οι σχεδιαστές και οι τεχνίτες κοσμημάτων έχουν προωθήσει την ανάπτυξη κοίλων δομών στα κοσμήματα. Όταν το κοίλο βάθος είναι σημαντικό, μπορεί να δημιουργήσει υπερβολική εσοχή- σε αυτό το σημείο, η προσθήκη ενός σχεδίου βάσης με πλέγμα μπορεί να μειώσει την οπτική αντίληψη της εσοχής και να βελτιώσει την αισθητική. Επιπλέον, η αύξηση της βάσης του πλέγματος μπορεί να προστατεύσει αποτελεσματικά τους πολύτιμους λίθους, καθιστώντας τους λιγότερο επιρρεπείς σε ζημιές ή απώλειες, όπως φαίνεται στην Εικόνα 2-21.
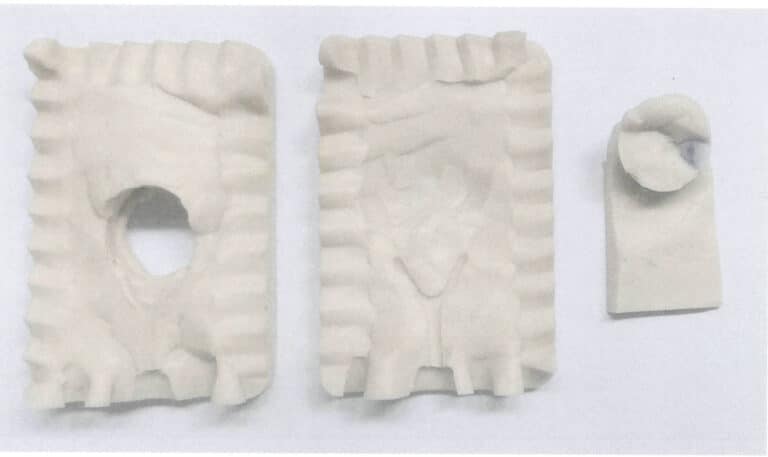
Για κοσμήματα με κοίλες δομές ή δομές με βάσεις από πλέγμα, για να διασφαλιστεί η ομαλή απελευθέρωση, είναι απαραίτητη η επεξεργασία του ανοίγματος του πυθμένα κατά την απελευθέρωση του καλουπιού κόλλας κατά τη διάρκεια της συμπίεσης του καλουπιού κόλλας. Για δομές με βάσεις πλέγματος, το τμήμα της βάσης πλέγματος πρέπει να διαχωριστεί από το κύριο σώμα του κοσμήματος για την κατασκευή καλουπιού. Μετά την παραγωγή διαφόρων εξαρτημάτων ξεχωριστά, η βάση πλέγματος συγκολλάται στη συνέχεια πίσω κατά τη διάρκεια της διαδικασίας φινιρίσματος για την αποκατάσταση της δομής της βάσης πλέγματος.
Μετά την πίεση του μοντέλου για να διασφαλιστεί ότι το καλούπι κεριού δεν θα είναι συνεχώς κερωμένο κατά τη διάρκεια της επακόλουθης εξαγωγής κεριού, μπορεί να είναι απαραίτητη η εκτέλεση μιας επεξεργασίας ανοίγματος του πυθμένα. Το λεγόμενο άνοιγμα του πυθμένα περιλαμβάνει βαθιά κοπή ολόκληρης της περιφέρειας κατά μήκος του εσωτερικού κύκλου του κοσμήματος κατά την απελευθέρωση του καλουπιού κόλλας, κόβοντας κοντά στην επιφάνεια του πυθμένα χωρίς να κόβεται. Αναποδογυρίζοντας το καλούπι από καουτσούκ και λυγίζοντάς το προς την κατεύθυνση της κοπής με τα δάχτυλα και στις δύο πλευρές, μπορεί κανείς να παρατηρήσει την περιμετρική κοπή του εσωτερικού κύκλου καθώς και τα σημάδια κοπής στα μέρη της στεφάνης και της κεφαλής (δεδομένου ότι δεν κόβεται διαμπερώς, το εναπομείναν καουτσούκ τεντώνεται σχηματίζοντας ελαφρώς εσοχή ρηχά σημάδια). Κόψτε κατά μήκος αυτών των σημαδιών στην αντίστοιχη θέση του εκμαγείου, στη συνέχεια κόψτε μια λωρίδα παράλληλη προς το εκμαγείο με πλάτος και μήκος κοντά. Σε αυτό το σημείο, ο πυθμένας σχηματίζει ένα σχήμα παρόμοιο με μανιτάρι, επιτρέποντας στο εσωτερικό μέρος του δακτυλίου να τραβηχτεί έξω από τον κομμένο πυθμένα, σχηματίζοντας ένα κινητό μπλοκ. Η εργασία αυτή ονομάζεται κοπή του κινητού μπλοκ του ελαστικού καλουπιού, όπως φαίνεται στην Εικόνα 2-22. Ένα τέτοιο καλούπι από καουτσούκ μπορεί να εξάγει με επιτυχία το καλούπι από κερί μόνο μετά την έγχυση κεριού. Για ορισμένες πιο σύνθετες δομές, μπορεί επίσης να είναι απαραίτητη η χρήση μιας μεθόδου αποκόλλησης για την απόσυρση του καλουπιού και την ανάκτηση του αρχικού μοντέλου. Ορισμένες δομές μπορεί επίσης να απαιτούν τη διαίρεση του κινητού τεμαχίου σε πολλαπλά κομμάτια- το κινητό τεμάχιο που εξάγεται από το εξωτερικό του ελαστικού καλουπιού ονομάζεται συνήθως εξωτερικό κινητό τεμάχιο, ενώ το κινητό τεμάχιο που σφίγγεται στο εσωτερικό του ελαστικού καλουπιού ονομάζεται εσωτερικό κινητό τεμάχιο.
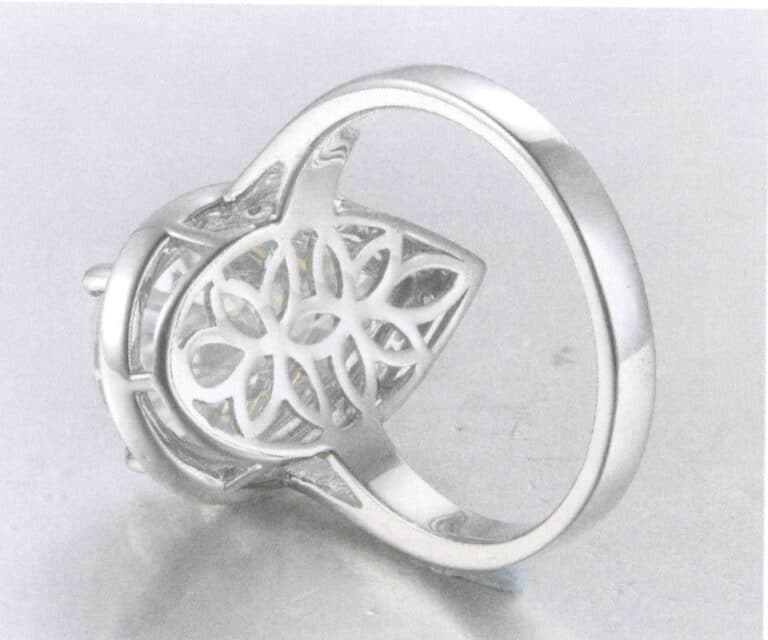
Σχήμα 2-21 Διαμαντένιος δακτύλιος με πλέγμα
Εικόνα 2-22 Κομμένο κινητό κομμάτι καλούπι από καουτσούκ
Copywrite @ Sobling.Jewelry - Κατασκευαστής προσαρμοσμένων κοσμημάτων, εργοστάσιο κοσμημάτων OEM και ODM
2. Υλοποίηση εργασιών
Η εργασία αυτή αφορά τη δημιουργία ενός καλούπι από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας για το ασημένιο μοντέλο του κοίλου δακτυλίου.
(1) Προεπεξεργασία αρχικού μοντέλου
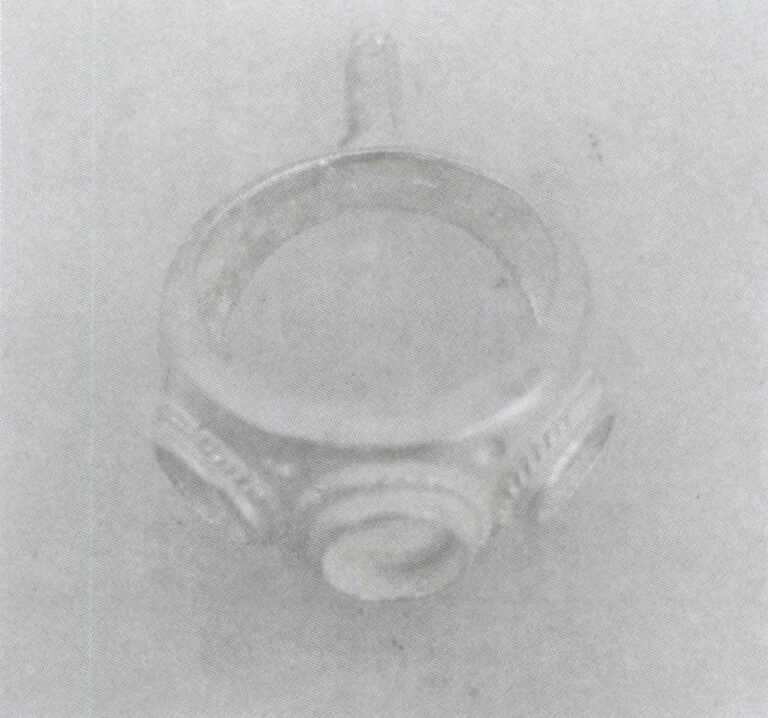
Καθαρίστε το αρχικό μοντέλο του κοίλου δακτυλίου (Εικόνα 2-23) με άνυδρη αιθανόλη και χαρτί χωρίς χνούδι και σχεδιάστε μια γραμμή διαχωρισμού στην άκρη της μιας πλευράς του περιγράμματος.
(2) Προετοιμασία για την πλήρωση καουτσούκ
Επιλέξτε το πλαίσιο καλουπιού διπλής οπής και κόψτε το ακατέργαστο φύλλο καουτσούκ σε μπλοκ καουτσούκ ίσου μεγέθους με βάση τις διαστάσεις μήκους και πλάτους του εσωτερικού πλαισίου του καλουπιού.
(3) Πλήρωση και συμπίεση ακατέργαστου καουτσούκ
Πιέστε το αρχικό μοντέλο του κοίλου δακτυλίου στο κέντρο του φύλλου καουτσούκ, κόψτε μικρές λωρίδες καουτσούκ και γεμίστε τα κενά. Χρησιμοποιήστε το καπάκι του εκμαγείου ως μετάβαση μεταξύ του πλαισίου του καλουπιού και του εκμαγείου του αρχικού μοντέλου δακτυλίου. Η διαδικασία είναι η ίδια με το βήμα 3 του σημείου 2.1.3.
(4) Βουλκανισμός
Ένας αυτόματος βουλκανιζατέρ χρησιμοποιείται για να πιέσει το καλούπι από καουτσούκ. Προθερμάνετε τον εξοπλισμό εκ των προτέρων και μετά την προθέρμανση, τοποθετήστε το πλαίσιο του καλουπιού στον βουλκανιζατέρ (Εικόνα 2-24), ρυθμίστε τη θερμοκρασία θέρμανσης του άνω και του κάτω καλουπιού στους 175℃ και αυξήστε σταδιακά την πίεση στα 550kPa σύμφωνα με την ταχύτητα θέρμανσης του εξοπλισμού. Διατηρήστε αυτή την πίεση για 40 λεπτά, όπως φαίνεται στην Εικόνα 2-25.
Εικόνα 2-24 Τοποθετήστε το πλαίσιο του καλουπιού στον βουλκανιζατέρ
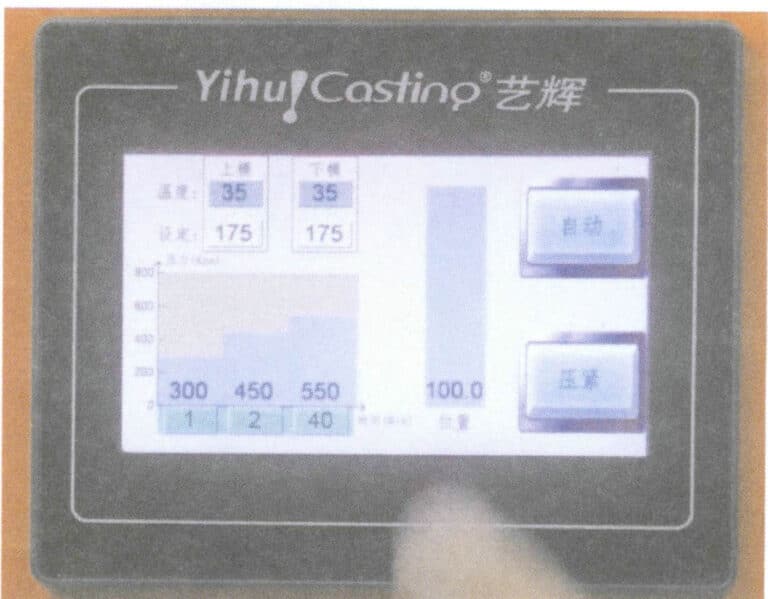
Εικόνα 2-25 Ρύθμιση παραμέτρων
(5) Άνοιγμα του καλουπιού
Μετά τον πλήρη βουλκανισμό, αφαιρέστε το πλαίσιο του καλουπιού από τον βουλκανιζατέρ και αφαιρέστε το καλούπι από το πλαίσιο. Αρχικά, χρησιμοποιήστε ψαλίδι για να κόψετε την περίσσεια φλας γύρω από τις άκρες του ελαστικού καλουπιού. Χρησιμοποιήστε ένα νυστέρι για να κόψετε τέσσερις γωνίες κατά μήκος της άκρης του ελαστικού καλουπιού και, στη συνέχεια, χωρίστε το σε δύο κομμάτια κατά μήκος της γραμμής διαχωρισμού, όπως φαίνεται στην Εικόνα 2-26. Για συγκεκριμένες εργασίες σχετικά με το άνοιγμα του καλουπιού, ανατρέξτε στο βήμα 5 της ενότητας 2.1.3.

(6) Άνοιγμα του κινητού κομματιού
Το εσωτερικό κοίλο σε σχήμα Γ δεν μπορεί να αφαιρεθεί άμεσα, οπότε πρέπει να ανοιχτεί ένα κινητό κομμάτι. Κόψτε βαθιά κατά μήκος ολόκληρης της περιφέρειας του εσωτερικού δακτυλίου, κάνοντας την τομή κοντά στην κάτω επιφάνεια. Αναποδογυρίστε το καλούπι από καουτσούκ και χρησιμοποιήστε τα δάχτυλά σας για να λυγίσετε και τις δύο πλευρές του καουτσούκ προς την κατεύθυνση της τομής. Μπορείτε να παρατηρήσετε την περιμετρική τομή του εσωτερικού δακτυλίου καθώς και τα ίχνη των τομών της στεφάνης και του τμήματος κεφαλής. Κόψτε κατά μήκος αυτών των ιχνών στην αντίστοιχη θέση του εκμαγείου. Κόψτε ένα κομμάτι από το τμήμα της στεφάνης ως το εσωτερικό κινητό κομμάτι και, στη συνέχεια, κόψτε ένα κομμάτι από το τμήμα του εσωτερικού δακτυλίου του κοίλου δακτυλίου ως το εξωτερικό κινητό κομμάτι (Εικόνα 2-27).

(7) Άνοιγμα της γραμμής εξαερισμού
Αφού κόψετε το καλούπι από καουτσούκ, χρησιμοποιήστε ένα νυστέρι για να σχεδιάσετε τη γραμμή εξαερισμού στο καλούπι από καουτσούκ. Ανατρέξτε στο βήμα 6 της ενότητας 2.1.3 για λεπτομέρειες.
(8) Μεταγενέστερη επεξεργασία
Καθαρίστε την κοιλότητα του καλουπιού, ψεκάστε με ένα διαλυτικό, συναρμολογήστε και γράψτε τον αριθμό του καλουπιού στην επιφάνεια του καλουπιού.
Τμήμα III Παραγωγή καλουπιών από βουλκανισμένο καουτσούκ υψηλής θερμοκρασίας για μικρούς διάτρητους κρίκους αλυσίδας Ασημένιο μοντέλο
1. Γνώσεις υποβάθρου
(1) Κοσμήματα με αλυσίδα
Τα κοσμήματα με αλυσίδες είναι ένας σημαντικός τύπος κοσμήματος, που συνήθως αποτελείται από μία ή περισσότερες αλυσίδες, οι οποίες σχηματίζονται από τον επαναλαμβανόμενο συνδυασμό πολλών βασικών μονάδων για τη δημιουργία ενός συγκεκριμένου μήκους. Ανάλογα με τη διακοσμητική θέση, τα κοσμήματα αλυσίδας μπορούν να χωριστούν σε περιδέραια, βραχιόλια, αλυσίδες μέσης, βραχιόλια, καρφίτσες κ.λπ. Οι βασικές μονάδες είναι επίσης γνωστές ως σύνδεσμοι αλυσίδας. Ο ποικίλος σχεδιασμός των κρίκων αλυσίδας επιτρέπει διάφορες παρουσιάσεις στα κοσμήματα αλυσίδας. Ένα σημαντικό χαρακτηριστικό των αλυσιδωτών κοσμημάτων είναι η ικανότητά τους να λυγίζουν φυσικά ανάλογα με το σχήμα της θέσης που φορούν, και αυτή η λειτουργικότητα βασίζεται στο σχεδιασμό των βαθμών ελευθερίας μεταξύ των αλυσίδων στη δομή της αλυσίδας. Οι συνήθεις δομές περιλαμβάνουν τη δομή σύμπλεξης (Εικόνα 2-28), τη δομή σύμπλεξης με ελατήριο γλώσσας και εγκάρσια δοκό (Εικόνα 2-29) και τη δομή μεντεσέδων (Εικόνα 2-30).


Εικόνα 2-29 Δομή του ελατηρίου γλώσσας και της σύμπλεξης εγκάρσιας δοκού
Σχήμα 2-30 Δομή μεντεσέδων
(2) Χαρακτηριστικά του μοντέλου δομής άρθρωσης
Η παραγωγή παρτίδων μπορεί να επιτευχθεί με τη δημιουργία δακτυλίων για αλυσίδες με αλληλένδετες δομές. Για τους κρίκους αλυσίδας με ελατήριο γλώσσας και δομή σύμπλεξης εγκάρσιας δοκού, η αντιγραφή και η παραγωγή παρτίδων μπορεί επίσης να επιτευχθεί με την πίεση καλούπια από καουτσούκ. Ομοίως, ελπίζεται ότι η δομή του μεντεσέ μπορεί να αναπαραχθεί για παραγωγή παρτίδων ώστε να βελτιωθεί η αποδοτικότητα της παραγωγής. Η δοµή του µεντεσέ περιλαµβάνει τον µεντεσέ και το βαρέλι του µεντεσέ. Ο μεντεσές μπορεί να παρασκευαστεί σε αντίστοιχα μεγέθη τραβώντας σύρματα, ενώ η κάννη του μεντεσέ πρέπει να σχηματίσει μια κοίλη δομή κατά την πίεση του καλούπι από καουτσούκ, κάτι που είναι δύσκολο να επιτευχθεί. Οι κύριες προκλήσεις εδώ είναι δύο: ① το καουτσούκ σιλικόνης είναι δύσκολο να γεμίσει το βαρέλι του μεντεσέ, με αποτέλεσμα να δημιουργείται μια ατελής δομή μετά τη βουλκανικοποίηση. ② ακόμη και αν το καουτσούκ σιλικόνης γεμίσει το βαρέλι του μεντεσέ, μετά την κοπή του καλούπι από καουτσούκ, οι μικρές ακίδες από καουτσούκ σιλικόνης δεν μπορούν να επιστρέψουν στις αρχικές τους θέσεις και όταν εγχέεται το υγρό κεριού, θα μετατοπιστούν από το υγρό κεριού, καθιστώντας αδύνατη την αναπαραγωγή του αρχικού μοντέλου μετά την αποτρίχωση.
Μια κοινή μέθοδος για την επίλυση αυτών των δύο προκλήσεων είναι η προεγκατάσταση αφαιρούμενων χαλύβδινων πείρων στο εσωτερικό του βαρελιού του μεντεσέ, ενώ πιέζεται το καλούπι από καουτσούκ. Μετά την κοπή του ελαστικού καλουπιού, οι προεγκατεστημένοι χαλύβδινοι πείροι καταλαμβάνουν την κοίλη θέση. Μετά την έγχυση κεριού, οι χαλύβδινοι πείροι μπορούν να αφαιρεθούν, επιτρέποντας την πλήρη εξαγωγή του καλούπι από κερί, το οποίο έχει κοίλη δομή βαρελιού Hinge.
2. Υλοποίηση εργασιών
Αυτή η εργασία είναι η παραγωγή καλουπιών από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας για το μοντέλο ασημένιων αλυσίδων με μικρές οπές στροφής.
(1) Προεπεξεργασία αρχικού μοντέλου
Καθαρίστε το αρχικό μοντέλο του συνδέσμου με τις μικρές οπές περιστροφής (Εικόνα 2-31) χρησιμοποιώντας άνυδρη αιθανόλη και χαρτί χωρίς χνούδι και σχεδιάστε τη γραμμή διαχωρισμού κατά μήκος της ακμής του περιγράμματος με ένα στυλό με βάση το λάδι.
(2) Προετοιμασία για την πλήρωση καουτσούκ
Επιλέξτε ένα πλαίσιο καλουπιού τεσσάρων οπών και κόψτε το ακατέργαστο φύλλο καουτσούκ σε μπλοκ καουτσούκ ίσου μεγέθους σύμφωνα με τις διαστάσεις μήκους και πλάτους του εσωτερικού πλαισίου του καλουπιού.
(3) Εισαγωγή του πείρου στην κάννη του μεντεσέ
Εισάγετε την περόνη με τη μεγάλη κεφαλή μέσα στην κάννη του μεντεσέ, φροντίζοντας να περάσει μέσα από ολόκληρη την κάννη του μεντεσέ και αφήστε το άκρο της κεφαλής της περόνης κοντά στην άκρη του ελαστικού καλουπιού, όπως φαίνεται στην Εικόνα 2-32.
(4) Πλήρωση και συμπίεση ακατέργαστου καουτσούκ
Τοποθετήστε το αρχικό μοντέλο στη μέση του φύλλου καουτσούκ, κόψτε μικρές λωρίδες καουτσούκ και γεμίστε τα καπάκια του καουτσούκ. Χρησιμοποιήστε το καπάκι του sprue ως πλαίσιο καλουπιού και τη μετάβαση του sprue αλυσίδας του αρχικού μοντέλου.
(5) Βουλκανισμός
Ένας αυτόματος βουλκανιζατέρ χρησιμοποιείται για να πιέσει το καλούπι από καουτσούκ. Ανοίξτε τον εξοπλισμό εκ των προτέρων για προθέρμανση και, αφού ολοκληρώσετε την προθέρμανση, τοποθετήστε το πλαίσιο του καλουπιού στον βουλκανιζατέρ.
(6) Άνοιγμα του ελαστικού καλουπιού
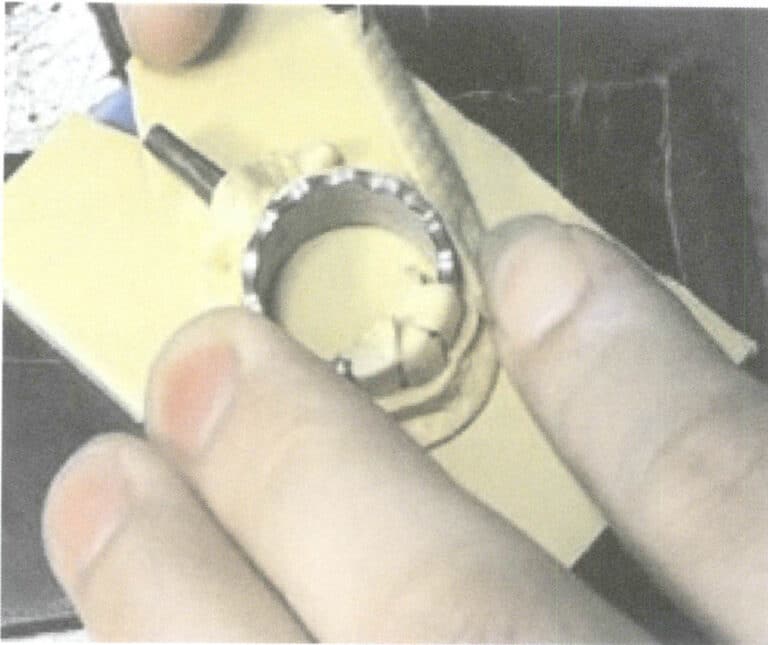
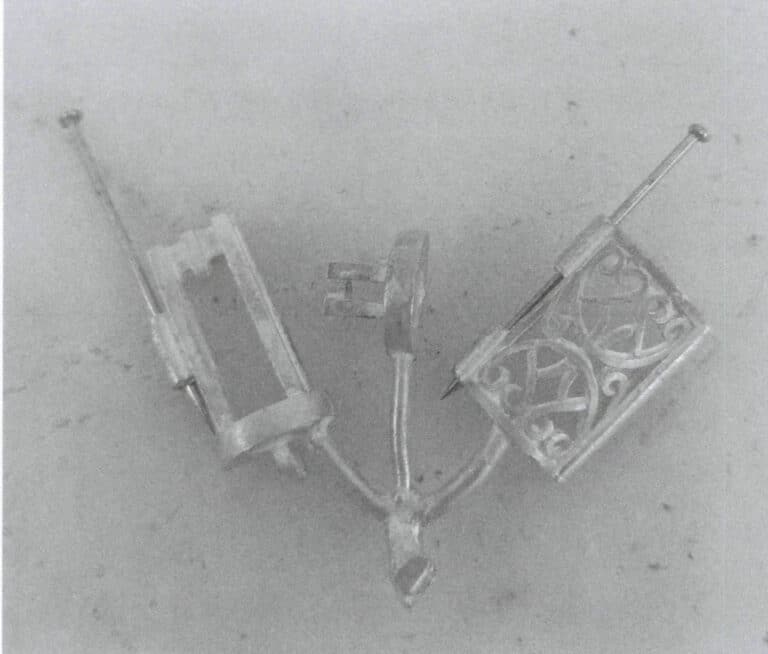
Αφού ολοκληρωθεί ο βουλκανισμός, αφαιρέστε το πλαίσιο του καλουπιού από τον βουλκανιζατέρ και αφαιρέστε το καλούπι από το πλαίσιο του καλουπιού. Αρχικά, χρησιμοποιήστε ψαλίδι για να κόψετε την περίσσεια φλας γύρω από την άκρη του ελαστικού καλουπιού. Χρησιμοποιήστε ένα νυστέρι για να κόψετε τέσσερις γωνίες κατά μήκος της άκρης του ελαστικού καλουπιού και, στη συνέχεια, χωρίστε το σε δύο κομμάτια κατά μήκος της γραμμής διαχωρισμού. Ανατρέξτε στο βήμα 5 της ενότητας 2.1.3 για το άνοιγμα του ελαστικού καλουπιού. Αφού κόψετε το καλούπι από καουτσούκ, εντοπίστε τη θέση του μεγάλου πείρου κεφαλής και κόψτε μια εγκοπή στο καλούπι από καουτσούκ για να αποκαλύψετε το ένα άκρο του μεγάλου πείρου κεφαλής για εύκολη εισαγωγή και αφαίρεση, όπως φαίνεται στην Εικόνα 2-33. Αφού ανοίξει το καλούπι από καουτσούκ, τραβήξτε τον μεγάλο πείρο κεφαλής και αφαιρέστε το αρχικό μοντέλο. Εάν υπάρχουν εμπόδια κατά την αφαίρεση του αρχικού μοντέλου, το καλούπι από καουτσούκ πρέπει να κοπεί με βάση την πραγματική κατάσταση.

(7) Άνοιγμα της γραμμής εξαερισμού
Αφού κόψετε το καλούπι από καουτσούκ, σχεδιάστε τη γραμμή εξαερισμού στο καλούπι από καουτσούκ. Για λεπτομέρειες, ανατρέξτε στο βήμα 6 της ενότητας 2.1.3.
(8) Μεταγενέστερη επεξεργασία
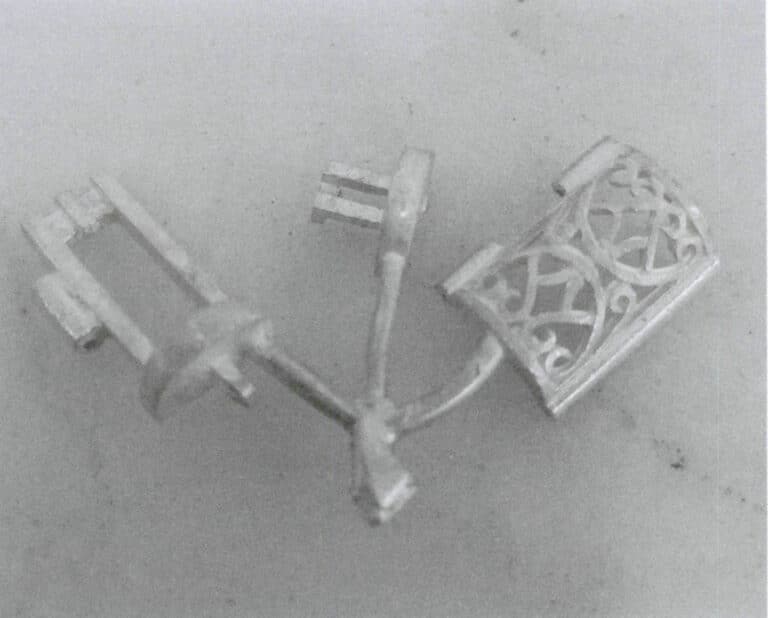
Όπως φαίνεται στην Εικόνα 2-34, καθαρίστε την κοιλότητα του καλουπιού, ψεκάστε με ένα αποκολλητικό μέσο, συναρμολογήστε και γράψτε τον αριθμό του καλουπιού στην επιφάνεια του καλουπιού.

Ενότητα IV Δημιουργία ενός καλούπι από βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου για τρισδιάστατα εκτυπωμένο μοντέλο ρητίνης
1. Γνώσεις υποβάθρου
(1) Χαρακτηριστικά του τρισδιάστατου εκτυπωμένου μοντέλου ρητίνης
Το υλικό που χρησιμοποιείται για τις εκδόσεις ρητίνης τρισδιάστατης εκτύπωσης είναι φωτοπολυμεριζόμενη φωτοευαίσθητη ρητίνη ταχείας πρωτοτυποποίησης, που αποτελείται κυρίως από προπολυμερή, αντιδραστικά αραιωτικά, φωτοεκκινητές κ.λπ.
Τα προπολυμερή είναι τα βασικά συστατικά των φωτοευαίσθητων ρητινών, που χρησιμεύουν ως η σκληρυμένη σκελετική δομή, με μοριακό βάρος συνήθως μεταξύ 1000~5000. Πρόκειται για ενώσεις με αντιδραστικές λειτουργικές ομάδες, που περιλαμβάνουν κυρίως διάφορους τύπους, όπως εποξειδικές ρητίνες τροποποιημένες με ακρυλικό, ακόρεστους πολυεστέρες, πολυουρεθάνες και συστήματα φωτοπολυμεριζόμενων ρητινών με θειόλη/αλκένιο, όπως ο διακρυλικός αιθοξυλιωμένος δισφαινόλης Α, ο διαιθυλενογλυκολικός αιθέρας τριμεθυλενογλυκόλης και ο μεθακρυλικός 3,4-εποξυ-κυκλοεξυλομεθυλο-3',4'-κυκλοεξυλομεθακρυλικός κ.λπ. (Μεθακρυλικός) ακρυλικός πολυμερίζεται γρήγορα και έχει υψηλή αντοχή και χρησιμοποιείται ευρέως- οι βινυλαιθέρες, ως ακόρεστο μονομερές, έχουν υψηλή αντιδραστικότητα και είναι ικανοί να υποστούν πολυμερισμό ελεύθερων ριζών, κατιονικό πολυμερισμό και εναλλασσόμενο συμπολυμερισμό συμπλόκου μεταφοράς φορτίου, ενώ διαθέτουν επίσης χαρακτηριστικά όπως υψηλή αντιδραστικότητα, χαμηλή τοξικότητα, χαμηλή οσμή και υψηλό ιξώδες, τα εποξειδικά μονομερή μπορούν να υποβληθούν σε κατιονικό πολυμερισμό με δακτυλιοειδή διάνοιξη υπό το φως, με ρυθμό συρρίκνωσης πολυμερισμού χαμηλότερο από εκείνον των ρητινών με βάση το (μεθακρυλικό) ακρυλικό.
Τα αντιδραστικά αραιωτικά εξυπηρετούν δύο κύριες λειτουργίες: πρώτον, αραιώνουν τα προπολυμερή υψηλού ιξώδους και, δεύτερον, συμμετέχουν στην αντίδραση διασύνδεσης σκλήρυνσης με τα προπολυμερή. Οι διαφορές στα αντιδραστικά αραιωτικά μπορούν να επηρεάσουν τον ρυθμό φωτοπολυμερισμού και την απόδοση σκλήρυνσης της ρητίνης. Περιέχουν γενικά διπλούς δεσμούς C=C ή εποξειδικές ομάδες. Το οξιράνιο είναι ένα κυκλικό μονομερές αιθέρα με διπλούς δεσμούς και εποξειδικές ομάδες και μπορεί να υποστεί κατιονικό πολυμερισμό με δακτυλιοειδή διάνοιξη υπό το φως και χρησιμοποιείται συνήθως ως αντιδραστικό αραιωτικό.
Οι φωτοεκκινητές, γνωστοί και ως φωτοευαισθητοποιητές ή παράγοντες φωτοπολυμερισμού, είναι μια κατηγορία ενώσεων που μπορούν να απορροφήσουν ενέργεια σε ορισμένα μήκη κύματος στην περιοχή του υπεριώδους (250 ~ 420 nm) ή του ορατού φωτός (400 ~ 800 nm), δημιουργώντας ελεύθερες ρίζες, κατιόντα κ.λπ., ξεκινώντας τον πολυμερισμό μονομερούς και τη σκλήρυνση της διασύνδεσης. Ο μηχανισμός δράσης των φωτοεκκινητών περιλαμβάνει κυρίως τρεις τύπους: μεταφορά ενέργειας, αφαίρεση υδρογόνου και σχηματισμό συμπλόκου μεταφοράς φορτίου. Ανάλογα με τον μηχανισμό έναρξης, μπορούν να διαχωριστούν σε φωτοεκκινητές ελεύθερων ριζών και κατιονικούς φωτοεκκινητές. Οι φωτοεκκινητές ελεύθερων ριζών είναι κυρίως η βενζοΐνη και τα παράγωγά της, το βενζοϋλ και τα παράγωγά της, η ακετοφαινόνη και τα παράγωγά της, οι ενώσεις βενζυλικής κετόνης ή ετεροκυκλικών αρωματικών κετονών κ.λπ.- οι κατιονικοί φωτοεκκινητές περιλαμβάνουν κυρίως άλατα αρυλοδιαζονίου, άλατα γαλακτοκομικού ιωδονίου, άλατα τριαρυλοσουλφονίου και άλατα αρυλοφερροκενίου, μεταξύ άλλων.
Επί του παρόντος, η αρχική έκδοση που κατασκευάζεται με την τεχνολογία εκτύπωσης DLP χρησιμοποιεί συχνά υγρή φωτοπολυμερή ρητίνη χαμηλού ιξώδους, η οποία διαθέτει γρήγορη ταχύτητα σκλήρυνσης, υψηλή ακρίβεια, υψηλή σκληρότητα, χαμηλή περιεκτικότητα σε τέφρα, χωρίς υπολείμματα και καλά αποτελέσματα χύτευσης με χαμένο κερί, επιτρέποντας τη μακροχρόνια συνεχή εκτύπωση χωρίς να κολλάει στον πυθμένα. Ρυθμίζοντας τη σύνθεσή της, μπορεί να προσαρμοστεί σε διαφορετικά σενάρια εφαρμογής. Για παράδειγμα, η χυτό κερί 40% ρητίνη με υλικό πλήρωσης κεριού και η χυτό κερί ρητίνη με υλικό πλήρωσης κεριού 20% έχουν περιεκτικότητα σε τέφρα μικρότερη από 0,1% μετά την καύση, καθιστώντας τα κατάλληλα για άμεση χύτευση με χρήση καλουπιών από γύψο. Αντίθετα, η ρητίνη υψηλής θερμοκρασίας Form labs έχει μέτρο εφελκυσμού 0,75GPa και μέτρο κάμψης 0,7GPa. Μετά την εμβάπτιση σε ορυκτέλαιο και άλλα μέσα για 24 ώρες, η ποσότητα διόγκωσης είναι μικρότερη από 1%, καθιστώντας την κατάλληλη για την πίεση σύνθετων σχημάτων με καλούπια από βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου.
(2) Βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου (RTV)
Το βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου αναφέρεται σε καουτσούκ σιλικόνης που μπορεί να βουλκανιστεί σε θερμοκρασία δωματίου. Συνήθως, οι μοριακές αλυσίδες του έχουν ενεργές ομάδες όπως υδροξύλιο και βινύλιο και στα δύο άκρα και έχει σχετικά χαμηλό μοριακό βάρος. Δύο τύποι είναι το βουλκανιζόμενο σε θερμοκρασία δωματίου καουτσούκ σιλικόνης ενός συστατικού (RTV-1) και το βουλκανιζόμενο σε θερμοκρασία δωματίου καουτσούκ σιλικόνης δύο συστατικών (RTV-2).
Τα υλικά που χρησιμοποιούνται για καλούπια συμπίεσης κοσμημάτων ανήκουν συνήθως στην κατηγορία RTV-2, που χαρακτηρίζεται από μεγάλο χρόνο εργασίας, καλή ρευστότητα και χαμηλό ιξώδες πριν από τη σκλήρυνση. Το συγκολλητικό υλικό παρουσιάζεται ως ρευστό υγρό που χωρίζεται σε Α και Β, δύο συστατικά. Αναμείξτε την κόλλα Α και Β σύμφωνα με την αναλογία μάζας 1:1 και ανακατέψτε ομοιόμορφα, στη συνέχεια ρίξτε την στο προετοιμασμένο πλαίσιο καλουπιού κοσμήματος, σκληραίνοντας σε θερμοκρασία δωματίου ή με θερμότητα. Το σκληρυμένο καλούπι έχει ορισμένη αντοχή και αντοχή στο σχίσιμο, ικανοποιώντας τις απαιτήσεις απόδοσης για καλούπια κοσμημάτων, αλλά υπάρχει ένα ορισμένο κενό σε σύγκριση με το σκληρυμένο σε υψηλή θερμοκρασία καουτσούκ σιλικόνης, όπως φαίνεται στον πίνακα 2-7.
Πίνακας 2-7 Σύγκριση των ιδιοτήτων του βουλκανισμένου καουτσούκ σιλικόνης σε θερμοκρασία δωματίου και του βουλκανισμένου καουτσούκ σιλικόνης σε υψηλή θερμοκρασία
| Τύπος καουτσούκ σιλικόνης | Χρόνος βουλκανισμού / min | Χρόνος λειτουργίας | Θερμοκρασία βουλκανισμού | Αντοχή σε σχίσιμο /(kN , m-1) | Αντοχή σε εφελκυσμό | Ποσοστό συρρίκνωσης γραμμής /% | Διάρκεια αποθήκευσης /έτη |
|---|---|---|---|---|---|---|---|
| Βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου | >240 | Εντός 30 λεπτών μετά την ανάμιξη του καουτσούκ | Η θερμοκρασία δωματίου, εάν θερμαίνεται, δεν πρέπει να υπερβαίνει τους 130℃. | 20 〜 35 | 6 〜 8 | 0.1 | 5 |
| Βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας | 30 〜 75 | Χωρίς χρονικό όριο | 143 〜 173℃ | 40 〜 55 | 10 〜 12.5 | 0.1 | 10 |
2. Υλοποίηση εργασιών
Αυτή η εργασία χρησιμοποιεί βουλκανισμένο καουτσούκ σιλικόνης σε θερμοκρασία δωματίου για τη δημιουργία ενός καλουπιού του αρχικού μοντέλου ρητίνης που εκτυπώνεται τρισδιάστατα.
(1) Προεπεξεργασία αρχικού μοντέλου
Καθαρίστε την επιφάνεια του αρχικού μοντέλου ρητίνης με άνυδρη αιθανόλη και χαρτί χωρίς χνούδι και σχεδιάστε τη γραμμή διαχωρισμού στη λεία επιφάνεια του μέγιστου περιγράμματός του με στυλό με βάση το λάδι.
(2) Προετοιμασία του πλαισίου καλούπι και του υγρού καουτσούκ σιλικόνης
Επιλέξτε ένα κατάλληλο πλαίσιο καλουπιού με βάση το μέγεθος του αρχικού μοντέλου ρητίνης, στερεώστε το άκρο του αρχικού μοντέλου στο καπάκι του καπακιού και χρησιμοποιήστε κόλλα θερμού τήγματος για να στερεώσετε το καπάκι του καπακιού στην άκρη του πλαισίου καλουπιού, όπως φαίνεται στην Εικόνα 2-35, εξασφαλίζοντας ότι τα κενά γύρω από το αρχικό μοντέλο είναι περίπου ίσα. Αναρτάται στο κέντρο του πλαισίου του καλουπιού. Ταυτόχρονα, χρησιμοποιείται κόλλα θερμού τήγματος για να στερεωθεί η κάτω μεμβράνη στην κάτω άκρη του πλαισίου καλουπιού, σφραγίζοντάς το πλήρως. Υπολογίστε την ποσότητα του καουτσούκ σιλικόνης με βάση το μέγεθος του πλαισίου του καλουπιού και χρησιμοποιήστε μια ηλεκτρονική ζυγαριά για να ζυγίσετε ίσες ποσότητες καουτσούκ Α και Β.
(3) Ανάμειξη του καουτσούκ
Ρίξτε το καουτσούκ Α και το καουτσούκ Β με τη σειρά σε ένα δοχείο από ανοξείδωτο χάλυβα και χρησιμοποιήστε μια γυάλινη ράβδο για να ανακατεύετε συνεχώς το πήκτωμα προς μία κατεύθυνση, ώστε να διασφαλίσετε την ομοιόμορφη ανάμιξή του, όπως φαίνεται στην Εικόνα 2-36.
Εικόνα 2-35 Στερέωση του αρχικού μοντέλου

Εικόνα 2-36 Ανάδευση κολλοειδούς
(4) Εξαγωγή υπό κενό
Μετά την ανάδευση, τοποθετήστε το υγρό γέλης στη μηχανή κενού (Εικόνα 2-37). Αρχικά, θα εμφανιστούν πολλές φυσαλίδες- ελέγξτε προσεκτικά το επίπεδο κενού για να αποτρέψετε την υπερχείλιση του υγρού γέλης από το δοχείο. Όταν οι φυσαλίδες από το υγρό γέλης μειωθούν σημαντικά, μπορείτε να σταματήσετε την εξαγωγή υπό κενό.
(5) Έγχυση καουτσούκ
Ρίξτε το υγρό καουτσούκ σιλικόνης με κενό αέρος στο πλαίσιο του καλουπιού, καλύπτοντας πλήρως το αρχικό μοντέλο, όπως φαίνεται στην Εικόνα 2-38, και ελέγξτε αν το αρχικό μοντέλο ρητίνης έχει μετατοπιστεί. Στη συνέχεια, το πλαίσιο του καλουπιού μπορεί να τοποθετηθεί ξανά στη μηχανή κενού για περαιτέρω εξαγωγή κενού. Μετά την ολοκλήρωση, ανάλογα με την ποσότητα του καουτσούκ σιλικόνης, προσθέστε καουτσούκ σιλικόνης ανάλογα με τις ανάγκες. Εάν εμφανιστούν φυσαλίδες στην επιφάνεια, μπορούν να τρυπηθούν με μια βελόνα.

Εικόνα 2-37 Μηχανή αναρρόφησης με κάλυμμα προστασίας από τη σκόνη

Εικόνα 2-38 Έγχυση καουτσούκ
(6) Βουλκανισμός
Τοποθετήστε το πλαίσιο του καλουπιού με το εγχυμένο καουτσούκ στην πλατφόρμα και αφήστε το να παραμείνει για 4 ώρες για βουλκανισμό. Ο χρόνος βουλκανισμού μπορεί να παραταθεί κατάλληλα σε 6~12 ώρες με βάση τις πραγματικές συνθήκες.
(7) Άνοιγμα του καλουπιού
Το καλούπι μπορεί να αφαιρεθεί μετά την πλήρη σκλήρυνση του υγρού καουτσούκ σιλικόνης. Η διαδικασία είναι η ίδια με το βήμα (5) στο Κεφάλαιο 2 του τμήματος Ι
(8) Άνοιγμα της γραμμής εξαερισμού
Για λεπτομέρειες σχετικά με τη λειτουργία, ανατρέξτε στην ενότητα βήμα (6) στο Κεφάλαιο 2 του τμήματος Ι
(9) Μεταγενέστερη επεξεργασία
Για λεπτομέρειες σχετικά με το κόψιμο του καλουπιού, ανατρέξτε στην ενότητα βήμα (7) στο Κεφάλαιο 2 του τμήματος Ι
Ενότητα V Παραγωγή καλουπιών από κράμα για λεπτότοιχα μοντέλα κεριού με μεγάλη ομαλή επιφάνεια κρεμαστού κεριού
1. Γνώσεις υποβάθρου
1.1 Κοσμήματα με λεπτό τοίχωμα μεγάλης ομαλής επιφάνειας
Τα κοσμήματα με λεπτά τοιχώματα και μεγάλη λεία επιφάνεια συναντώνται συχνά σε προϊόντα κοσμήματος. Για αυτόν τον τύπο προϊόντος, η μαζική παραγωγή απαιτεί επίσης τη δημιουργία καλουπιών. Ωστόσο, τα καλούπια από βουλκανισμένο καουτσούκ σιλικόνης υψηλής θερμοκρασίας και τα καλούπια από βουλκανισμένο καουτσούκ σιλικόνης θερμοκρασίας δωματίου είναι κατάλληλα για την κατασκευή μοντέλων αυτού του τύπου κοσμημάτων, κυρίως για τους ακόλουθους λόγους.
(1) Τα καλούπια από καουτσούκ σιλικόνης είναι εύκαμπτα καλούπια που παραμορφώνονται σε ορισμένο βαθμό κατά τη χρήση. Για κοσμήματα μικρού μεγέθους, η ελαφρά παραμόρφωση δεν παράγει αξιοσημείωτο οπτικό αποτέλεσμα. Ωστόσο, η μεγαλύτερη ομαλή επιφάνεια συσσωρεύει παραμόρφωση για μεγάλα γυαλισμένα κοσμήματα, οδηγώντας σε σημαντική απόκλιση από το πρωτότυπο, η οποία δεν μπορεί να ανταποκριθεί στις απαιτήσεις της παραγωγής.
(2) Τα κοσμήματα με λεπτά τοιχώματα μεγάλης λείας επιφάνειας, λόγω της μεγάλης και λεπτής επιφάνειάς τους, μπορούν να προκαλέσουν την πρόωρη στερεοποίηση του κεριού κατά τη διαδικασία έγχυσης κεριού, εμποδίζοντας την πλήρωση της κοιλότητας. Αυτό έχει ως αποτέλεσμα ελλιπή μοντέλα κεριού. Για την αντιμετώπιση αυτού του προβλήματος, είναι σύνηθες να αυξάνεται η πίεση έγχυσης κεριού για την επιτάχυνση της διαδικασίας πλήρωσης. Ωστόσο, οι μεγάλες επίπεδες κοιλότητες στο καλούπι από καουτσούκ είναι δύσκολο να σφραγιστούν στις άκρες υπό υψηλή πίεση, με αποτέλεσμα το εγχυόμενο κερί να διαρρέει εύκολα κατά μήκος των άκρων, σχηματίζοντας μια λάμψη.
Για τους παραπάνω λόγους, τα εύκαμπτα καλούπια δεν μπορούν να ανταποκριθούν στις απαιτήσεις ποιότητας παραγωγής για αυτό το είδος κοσμήματος. Σε αυτό το σημείο, τα άκαμπτα καλούπια μπορούν να λύσουν αποτελεσματικά τα δύο προαναφερθέντα ζητήματα, παρέχοντας σημαντικά πλεονεκτήματα κατά τη δημιουργία μοντέλων για αυτόν τον τύπο κοσμημάτων, όπως αναλύεται παρακάτω.
(1) Δεν παραμορφώνεται εύκολα Μόλις ολοκληρωθεί το άκαμπτο καλούπι. Μπορεί να ληφθεί ένα κατάλληλο μοντέλο κεριού εφόσον το κερί μπορεί να γεμίσει την κοιλότητα.
(2) Τα άκαμπτα καλούπια έχουν μεγαλύτερη ικανότητα να αντέχουν την πίεση του αέρα. Ας υποθέσουμε ότι η πίεση έγχυσης κεριού αυξάνεται για να εξασφαλιστεί η πλήρωση του υγρού κεριού. Σε αυτή την περίπτωση, τέτοια καλούπια μπορούν να κατανέμουν ομοιόμορφα την πίεση, αποφεύγοντας έτσι τη δημιουργία λάμψης σε εντοπισμένες περιοχές.
Επί του παρόντος, τα υλικά που μπορούν να χρησιμοποιηθούν για την κατασκευή άκαμπτων καλουπιών για κοσμήματα περιλαμβάνουν κυρίως κράματα αλουμινίου και κράματα χαμηλής θερμοκρασίας, τα οποία αντισταθμίζουν τις ελλείψεις της παραδοσιακής τεχνολογίας έγχυσης κεριού από καουτσούκ, όπως η εύκολη παραμόρφωση, η ασταθής ποιότητα, το ασταθές πάχος, η εύκολη συρρίκνωση, η ανεπαρκής φωτεινότητα και η τάση να παράγονται στρώματα λάμψης και ατελή νύχια.
1.2 Κράμα αλουμινίου
Τα κράματα αλουμινίου χρησιμοποιούνται ευρέως στην παραγωγή καλουπιών ή στις κύριες δομές των καλουπιών, γεγονός που σχετίζεται με τα πλεονεκτήματα των καλουπιών από κράμα αλουμινίου, όπως αναλύεται παρακάτω.
(1) Η πυκνότητα των κραμάτων αλουμινίου είναι συνήθως 2,63 ~ 2,85g / cm3, καθιστά τα καλούπια ελαφρύτερα μετά την παραγωγή, γεγονός που είναι βολικό για τους χειριστές και μειώνει την ένταση της εργασίας.
(2) Η επιφάνεια του επεξεργασμένου κράματος αλουμινίου είναι επίπεδη και λεία, με εγγυημένη ακρίβεια διαστάσεων, εξασφαλίζοντας την ποιότητα των παραγόμενων καλουπιών κεριού.
(3) Το κράμα αλουμινίου έχει εξαιρετική αντοχή στη διάβρωση, καθιστώντας το λιγότερο ευαίσθητο στην οξείδωση και τη διάβρωση στο περιβάλλον εργασίας, εξασφαλίζοντας έτσι τη σταθερότητα της ποιότητας του καλουπιού.
(4) Το κράμα αλουμινίου έχει καλή πλαστικότητα και κατανέμει την πίεση ομοιόμορφα, επιτρέποντας την ομοιόμορφη διασπορά της πίεσης έγχυσης κεριού κατά την κατασκευή καλουπιών κεριού.
(5) Το κράμα αλουμινίου έχει καλή θερμική αγωγιμότητα, η οποία βοηθά το υγρό κερί να κρυώσει γρήγορα μετά την έγχυση, με αποτέλεσμα την καλύτερη απόδοση του μοντέλου κεριού.
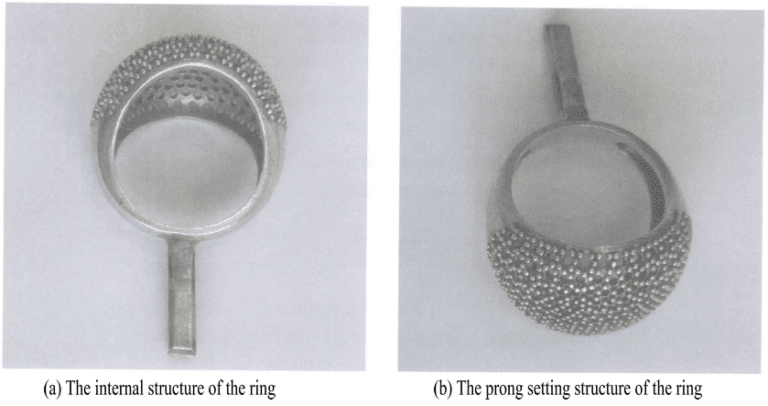
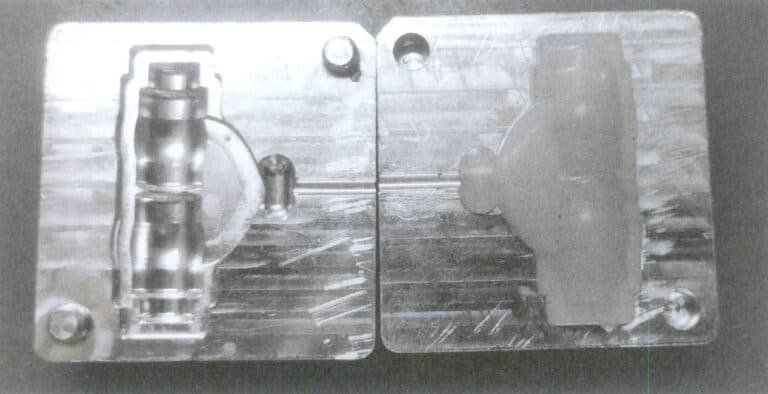
Τα καλούπια από κράμα αλουμινίου μπορούν να επιτύχουν πλήρη συναρμολόγηση μπλοκ από κράμα αλουμινίου μέσω δομικού σχεδιασμού και να χρησιμοποιήσουν ένα κέλυφος από κράμα αλουμινίου με δομή πυρήνα. Η δομή του πυρήνα μπορεί να χρησιμοποιεί είτε κράματα χαμηλής θερμοκρασίας είτε καουτσούκ σιλικόνης. Τα καλούπια από κράμα αλουμινίου με δομές πυρήνα από καουτσούκ σιλικόνης (Εικόνα 2-39) αξιοποιούν πλήρως την εξαιρετική απόδοση διαμόρφωσης του καουτσούκ σιλικόνης, ενώ παράλληλα εξασφαλίζουν την ακαμψία του καλουπιού.
1.3 Κράματα χαμηλής θερμοκρασίας
Τα κράματα χαμηλής θερμοκρασίας, επίσης γνωστά ως κράματα χαμηλής τήξης ή τήξης, είναι δυαδικά ή πολυμερή κράματα που αποτελούνται κυρίως από μέταλλα όπως ο μόλυβδος, το κάδμιο, ο ψευδάργυρος, ο κασσίτερος και το βισμούθιο. Χαρακτηρίζονται από ένα γαλαζοπράσινο ή ασημόλευκο χρώμα, χαμηλά σημεία τήξης, ευκολία τήξης και χύτευσης, μαλακή υφή και ευκολία σκαλίσματος. Τα μεταλλικά καλούπια κοσμήματος από κράματα χαμηλής θερμοκρασίας έχουν πολλά πλεονεκτήματα, όπως γρήγορη έγχυση κεριού, καθαρές γωνίες, λείες επιφάνειες και σαφή γράμματα και σχέδια.
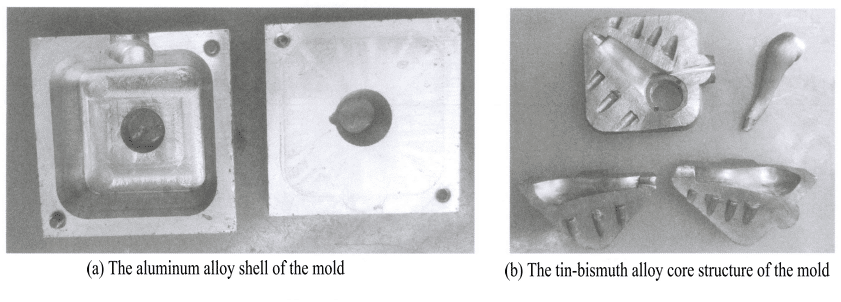
Για λόγους υγείας, στα στάδια παραγωγής και επεξεργασίας δεν χρησιμοποιούνται πλέον κράματα που περιέχουν τοξικά μεταλλικά στοιχεία όπως ο μόλυβδος και το κάδμιο. Επί του παρόντος, χρησιμοποιείται κυρίως κράμα κασσίτερου-βισμούθιου, το οποίο έχει σημείο τήξης που μπορεί να ρυθμιστεί σε ένα ευρύ φάσμα, μπορεί να χυτευτεί εύκολα, έχει απλή διαδικασία χύτευσης, έχει μικρό κύκλο και απαιτεί λιγότερο χρόνο επεξεργασίας. Ωστόσο, τα κράματα χαμηλής θερμοκρασίας έχουν χαμηλή σκληρότητα και χαμηλή αντοχή στη φθορά, επηρεάζοντας τη διάρκεια ζωής και την αποτελεσματικότητά τους, ενώ το κόστος του υλικού είναι επίσης σχετικά υψηλό. Ως εκ τούτου, χρησιμοποιούνται συχνά ως βασικό δομικό υλικό σε συνδυασμό με κελύφη από κράμα αλουμινίου. Το Σχήμα 2-40 δείχνει ένα άκαμπτο καλούπι για ένα διακοσμητικό κομμάτι, το οποίο χρησιμοποιεί κράμα αλουμινίου ως κέλυφος και κράμα κασσίτερου-βισμούθιου ως δομικό υλικό πυρήνα.
2. Υλοποίηση εργασιών
Αυτή η εργασία χρησιμοποιεί καλούπια από κράμα για να ολοκληρώσει την κατασκευή καλουπιών για μεγάλα λεία μενταγιόν με λεπτά τοιχώματα.
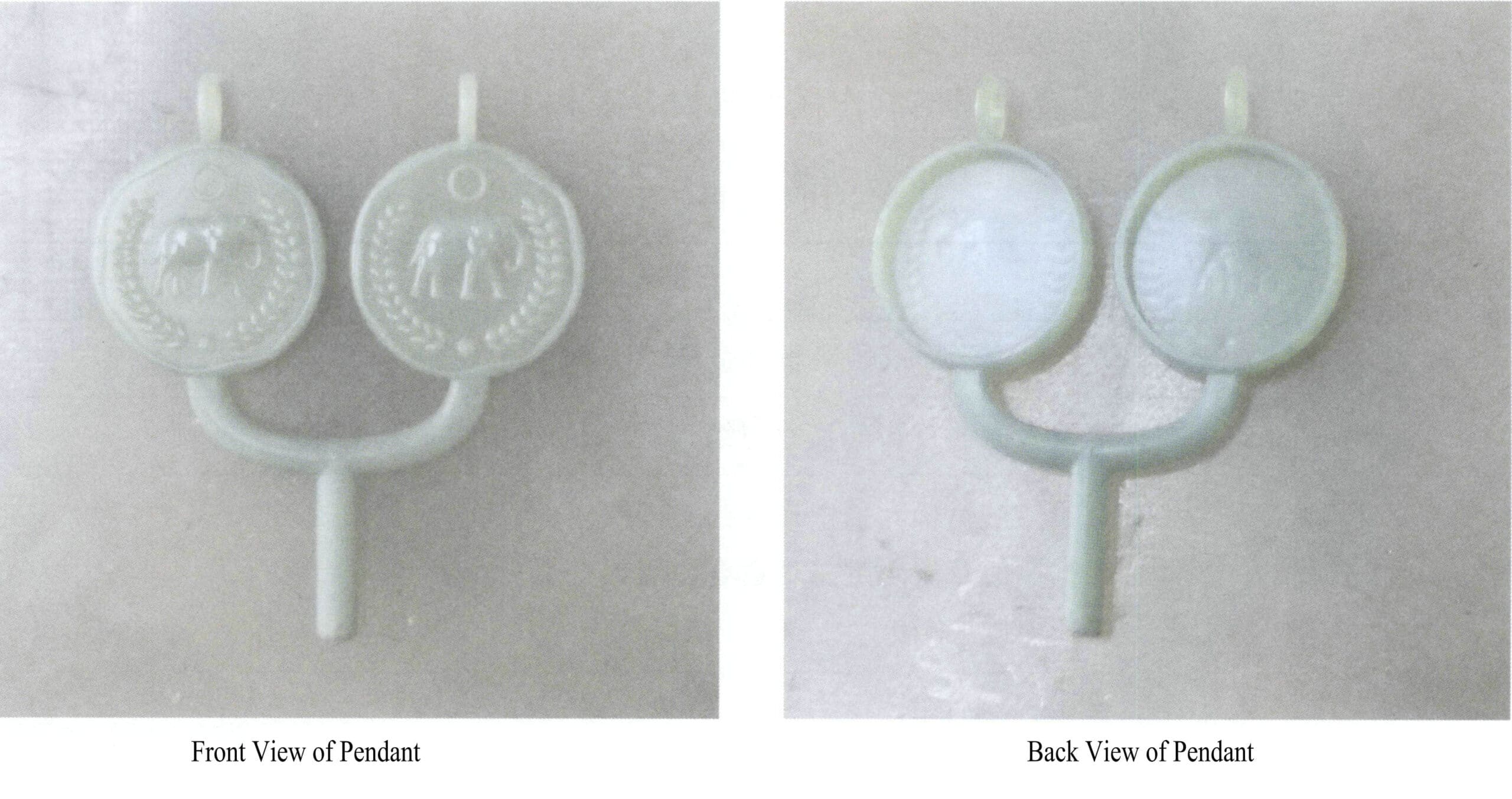
(1) Ανάλυση της αρχικής δομής του μοντέλου
Όπως φαίνεται στην Εικόνα 2-41, το αρχικό μοντέλο του λεπτότοιχου μεγάλου λείου κρεμαστού μενταγιόν έχει ακανόνιστη, κυκλική, επίπεδη δομή, με ένα σχέδιο στο μπροστινό μέρος και ένα κοίλο σχέδιο στο πίσω μέρος.
(2) Υλικό κοπής
Ανάλογα με το μέγεθος του μενταγιόν, πρέπει να κατασκευαστούν δύο μπλοκ από κράμα αλουμινίου κατάλληλου μεγέθους, όπως φαίνεται στην Εικόνα 2-42, για το άνω και το κάτω καλούπι.
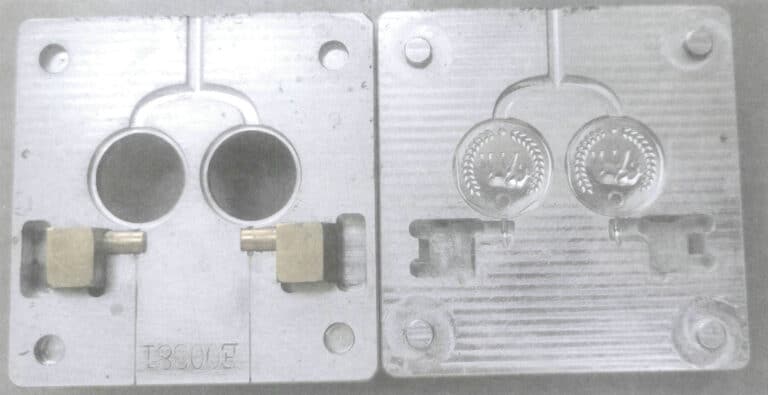
(3) Καλούπια επεξεργασίας
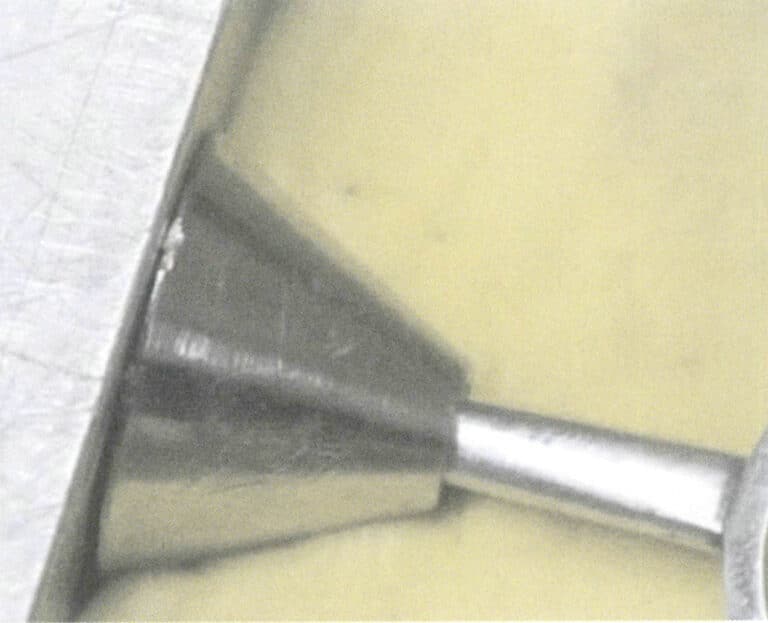
Σύμφωνα με τα σχέδια επεξεργασίας που αντιστοιχούν στο αρχικό φυσικό αντικείμενο, συντάξτε δεδομένα επεξεργασίας και με βάση την πραγματική κατάσταση του αρχικού μοντέλου, προετοιμάστε δεδομένα επεξεργασίας για το μπροστινό και το πίσω μέρος του αρχικού μοντέλου. Είναι σημαντικό να σημειωθεί ότι οι πληροφορίες του προτύπου στο καλούπι αντιστοιχούν στο αρχικό πρότυπο σε ανάγλυφο. Με βάση τη δομή του μενταγιόν, προκαθορίστε τη θέση της μονάδας αξεσουάρ, όπως φαίνεται στην Εικόνα 2-43.
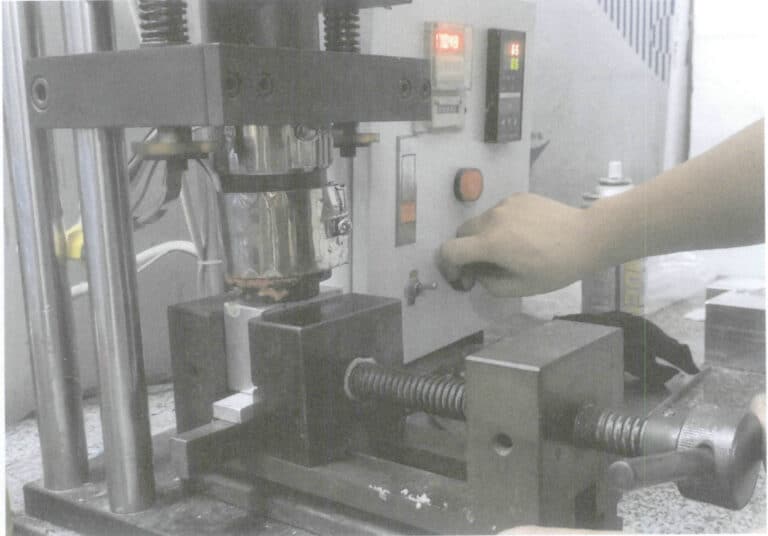
(4) Δοκιμαστικό καλούπι ένεσης κεριού
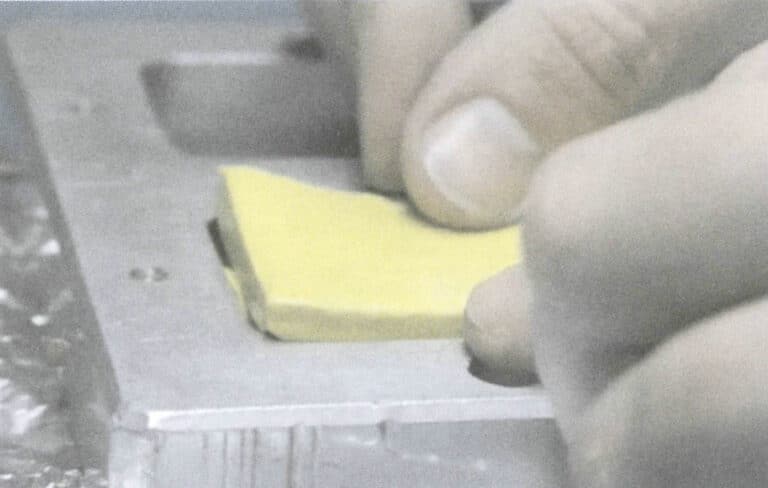
Χρησιμοποιήστε τη μηχανή έγχυσης κεριού, ρυθμίστε την πίεση στις 6 ατμόσφαιρες και εγχύστε το κερί στο καλούπι, όπως φαίνεται στην Εικόνα 2-44. Παρατηρήστε την ποιότητα του καλουπιού από κερί- αν δεν υπάρχουν ανωμαλίες, το καλούπι έχει ολοκληρωθεί.
(5) Μεταγενέστερη επεξεργασία
Ελέγξτε για τυχόν ελαττώματα στο καλούπι- αν ναι, κάντε άμεσες προσαρμογές. Για περιοχές που χρειάζονται λείανση, χρησιμοποιήστε γυαλόχαρτο για να τις εξομαλύνετε. Στη συνέχεια, χρησιμοποιήστε ένα στυλό με βάση το λάδι για να γράψετε σχετικές πληροφορίες σχετικά με το καλούπι στο κέλυφος για εύκολη αναγνώριση αργότερα.