Επιθεώρηση ποιότητας κοσμήματος και ανάλυση ελαττωμάτων
Της διαδικασίας χύτευσης με κερί που έχει χαθεί
Εισαγωγή
Η διαδικασία του χαμένου κεριού χρησιμοποιείται ευρέως στη μαζική παραγωγή κοσμημάτων και περιλαμβάνει πολλές μεθόδους, όπως η κατασκευή καουτσούκ, η έγχυση κεριού, η τοποθέτηση κεριού σε δέντρο, η χύτευση σε γύψινο καλούπι, το ψήσιμο με αφαίρεση κεριού και η χύτευση μετάλλων. Η ανάλυση κάθε βήματος της διαδικασίας αποκαλύπτει ότι κάθε επιτυχημένο βήμα βασίζεται στο προηγούμενο και τυχόν προβλήματα στο τελευταίο βήμα μπορεί να επηρεάσουν την ποιότητα ολόκληρου του τεμαχίου. Το παρόν κεφάλαιο εξετάζει κυρίως τρεις σημαντικές πτυχές των καλούπια από καουτσούκ, των καλούπια από κερί και των ελαττωμάτων μετάλλων.

Πίνακας περιεχομένων
Τμήμα Ι: Επιθεώρηση ποιότητας καλούπι καουτσούκ και κοινά ελαττώματα
Όπως αναφέρθηκε προηγουμένως, τα καλούπια από καουτσούκ για κοσμήματα κατασκευάζονται από υλικά όπως φυσικό καουτσούκ, βουλκανισμένο καουτσούκ υψηλής θερμοκρασίας και βουλκανισμένο καουτσούκ θερμοκρασίας δωματίου. Ανεξάρτητα από τον τύπο του υλικού από καουτσούκ που χρησιμοποιείται, είναι απαραίτητο να ακολουθήσετε τις οδηγίες του προμηθευτή και να χρησιμοποιήσετε τα κατάλληλα εργαλεία και τεχνικές για την κατασκευή του καλούπι από καουτσούκ. Όταν ένα καλούπι από καουτσούκ έχει ελαττώματα, αυτό θα επηρεάσει αναπόφευκτα την ποιότητα του καλουπιού από κερί, οπότε το καλούπι από καουτσούκ θα πρέπει να επιθεωρείται πριν από την παραγωγή.
1. Περιεχόμενο επιθεώρησης ποιότητας καλούπι καουτσούκ
Για την αξιολόγηση της ποιότητας ενός καλούπι από καουτσούκ θα πρέπει να αξιολογείται κυρίως από πτυχές όπως η δομή του καλούπι από καουτσούκ, η ποιότητα της επιφάνειας της εσωτερικής κοιλότητας, οι μηχανικές ιδιότητες του καλούπι από καουτσούκ και τα μέτρα της διαδικασίας του καλούπι από καουτσούκ.
1.1 Δομή καλουπιού.
Κατά την κατασκευή και την κοπή του καλουπιού, θα πρέπει να ληφθεί υπόψη ο ορθολογισμός της δομής του καλουπιού για να εξασφαλιστεί η ακριβής τοποθέτηση του καλουπιού και η εύκολη αποχύμωση.
1.2 Ποιότητα της επιφάνειας της κοιλότητας του καλουπιού.
Η εσωτερική επιφάνεια της κοιλότητας του καλουπιού πρέπει να είναι λεία και καθαρή, χωρίς εμφανείς οπές αέρα, συγκολλήσεις, γρατσουνιές, συσσώρευση σκόνης και άλλα ελαττώματα.
1.3 Μηχανικές ιδιότητες του καλουπιού.
Συμπεριλαμβανομένης της ελαστικότητας, της σκληρότητας, της αντοχής στο σχίσιμο και άλλων ιδιοτήτων του καλουπιού.
1.4 Μέτρα διαδικασίας καλούπι.
Συμπεριλαμβανομένου του κατά πόσον το σύστημα έκχυσης και η ρύθμιση των ενθεμάτων είναι λογικές.
2. Συνήθη ελαττώματα καλούπι καουτσούκ
2.1 Λανθασμένη θέση της περικοπής του καουτσούκ από καλούπι
Ανάλυση [Περίπτωση 6-1]:
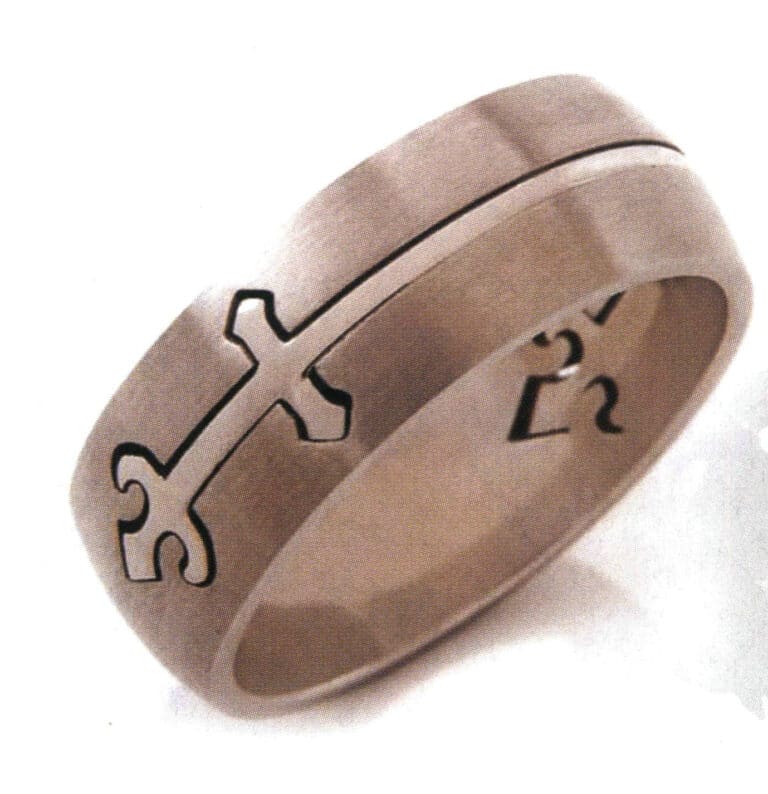
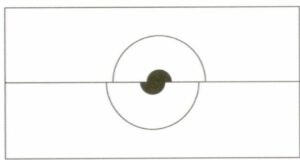
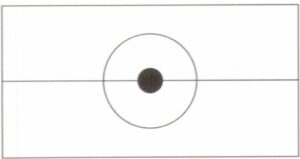
Το καλούπι αποτελείται συνήθως από δύο ή περισσότερα μέρη, έτσι ώστε το καλούπι από κερί να μπορεί να αφαιρεθεί από το καλούπι. Η κοινή επιφάνεια των διαφορετικών μερών του καλουπιού είναι η επιφάνεια διαχωρισμού και στην επιφάνεια διαχωρισμού θα σχηματιστεί αναπόφευκτα μια λάμψη ή ένα γρέζι. Στην περίπτωση αυτή, η επιφάνεια διαχωρισμού διέρχεται από την κεντρική γραμμή του δακτυλίου, δημιουργώντας ένα συμμετρικό καλούπι σε δύο μισά. Ως αποτέλεσμα, το καλούπι από κερί θα σχηματίσει μια γραμμή διαχωρισμού στην κορυφή του δακτυλίου, αυξάνοντας τον φόρτο εργασίας της στίλβωσης και καταστρέφοντας την επιπεδότητα και τη φωτεινότητα της επιφάνειας.
Λύση:
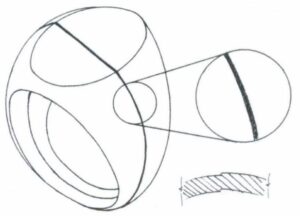
Στη διαδικασία χύτευσης με χαμένο κερί για κοσμήματα, κατά την κατασκευή καλουπιών κεριού με καλούπια από καουτσούκ σιλικόνης, δεν είναι απαραίτητο να διαχωριστεί από την πιο σημαντική διατομή, όπως με τα μεταλλικά καλούπια, προκειμένου να ξεφορμαριστεί ομαλά, καθώς τα καλούπια από καουτσούκ σιλικόνης κάμπτονται και ανοίγουν εύκολα. Ως εκ τούτου, για να μειωθεί η ζημιά της επιφάνειας διαχωρισμού στην εμφάνιση της μπροστινής πλευράς του τεμαχίου, η επιφάνεια διαχωρισμού επιλέγεται γενικά στην άκρη του δακτυλίου, με το μεγαλύτερο μέρος του δακτυλίου να τοποθετείται στη μία πλευρά του καλουπιού.
2.2 Κακή ευθυγράμμιση των δύο μισών του καλουπιού
Ανάλυση [Περίπτωση 6-2]:
Όταν το καλούπι χωρίζεται σε δύο ή περισσότερα μέρη, πρέπει να λαμβάνονται μέτρα τοποθέτησης για να διασφαλιστεί ότι τα εξαρτήματα του καλουπιού ταιριάζουν σωστά μεταξύ τους και να αποφευχθούν προβλήματα κακής ευθυγράμμισης. Ωστόσο, σε αυτή την περίπτωση, δεν ελήφθησαν αποτελεσματικά μέτρα τοποθέτησης, με αποτέλεσμα να δημιουργηθούν προβλήματα κακοτεχνίας στο καλούπι.
Λύση:
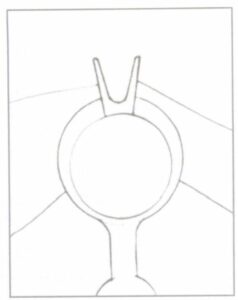
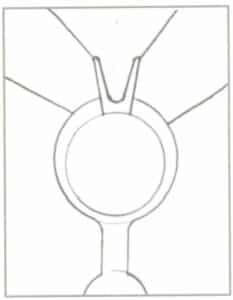
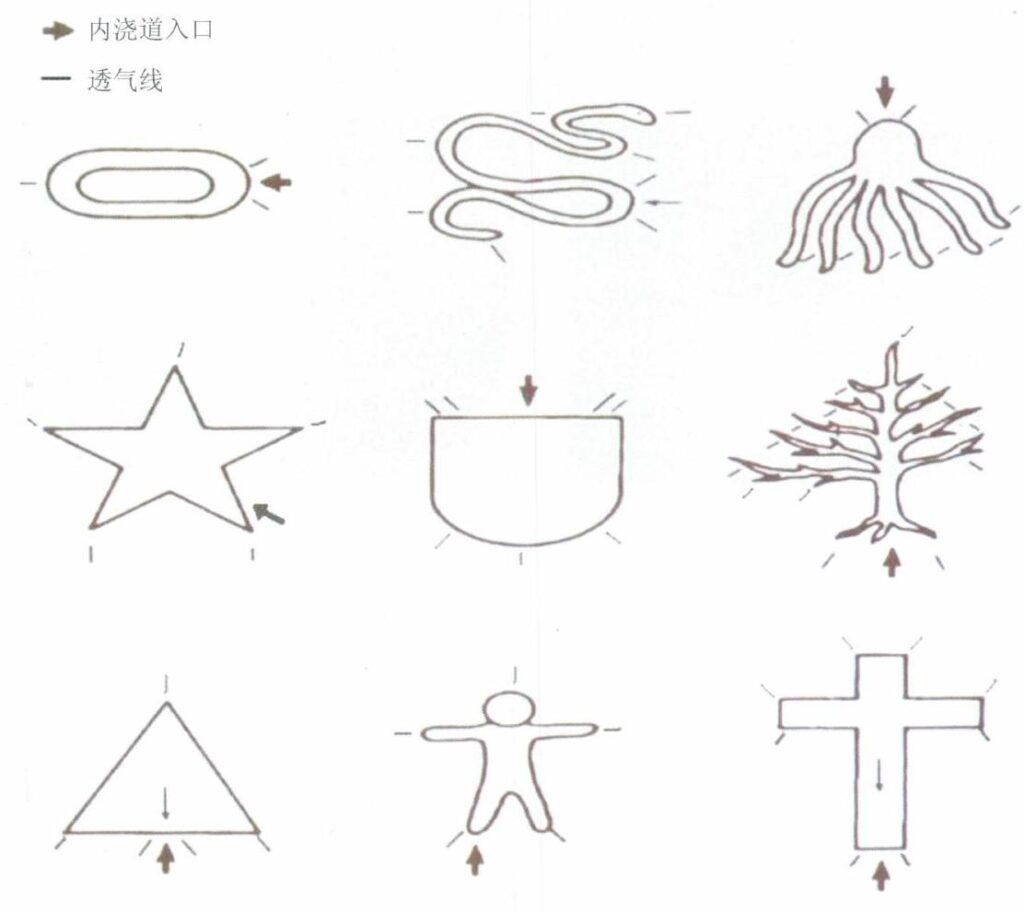
Κατά την κατασκευή του καλουπιού, θα πρέπει πρώτα να εξεταστεί η μέθοδος τοποθέτησης του καλουπιού και να διατηρηθεί επαρκής χώρος κατά τη διευθέτηση της αρχικής έκδοσης. Υπάρχουν γενικά δύο συνήθως χρησιμοποιούμενες μέθοδοι τοποθέτησης για καλούπια: η μία είναι η τοποθέτηση τεσσάρων γωνιακών προεξοχών, όπως φαίνεται στο σχήμα 6-3. Η άλλη είναι η τοποθέτηση της πριονωτής γραμμής ζευγαρώματος των άκρων, όπως φαίνεται στο σχήμα 6-4.

2.3 Δεν υπάρχει οπή εξαερισμού στο εσωτερικό του καουτσούκ.
Ανάλυση [Περίπτωση 6-3]:
Κατά τη διάρκεια της διαδικασίας έγχυσης κεριού, το αέριο μέσα στην κοιλότητα του καλουπιού οδηγείται προς τα εμπρός κατά μήκος της κατεύθυνσης ροής του κεριού. Όταν φτάσει στη νεκρή γωνία, παρεμποδίζεται από το τοίχωμα του καουτσούκ καλουπιού, σχηματίζοντας μια αντίθλιψη πλήρωσης, η οποία μπορεί να προκαλέσει ελλιπή πλήρωση, φυσαλίδες αέρα στο μοντέλο κεριού και ελλιπή σχηματισμό λεπτομερών εξαρτημάτων. Στην περίπτωση του δακτυλίου, αν και οι αεραγωγοί ανοίγουν στη μέση της πλευράς και του νυχιού, ανοίγουν ενάντια στην κατεύθυνση ροής του υγρού, γεγονός που δεν ευνοεί την εκτόνωση του αερίου. Επιπλέον, η γραμμή εξαερισμού στη θέση νύχι ανοίγει στη μέση, γεγονός που δεν έχει μεγάλη επίδραση στον εξαερισμό στη νεκρή γωνία.
Λύση:
Μόνο με την ομαλή απομάκρυνση του αέρα από το εσωτερικό της κοιλότητας του καουτσούκ κατά την έγχυση κεριού χωρίς να δημιουργείται αντίσταση στην πλήρωση του κεριού μπορεί να ληφθεί ένα μοντέλο κεριού με ακριβή περιγράμματα. Το καλούπι από καουτσούκ πρέπει όχι μόνο να διαθέτει αεραγωγούς αλλά και να δίνει προσοχή στη θέση και την κατεύθυνση των αεραγωγών. Για τον δακτύλιο, στην περίπτωση αυτή, η υιοθέτηση της μεθόδου ανοίγματος των αεραγωγών που παρουσιάζεται στο σχήμα 6-6 θα μειώσει αποτελεσματικά το φαινόμενο της παγίδευσης του αέρα.
Η θέση ανοίγματος της γραμμής εξαερισμού ποικίλλει ανάλογα με τις διάφορες δομές του προϊόντος. Ωστόσο, η βασική αρχή είναι η ίδια: η γραμμή εξαερισμού πρέπει να ανοίγει προς την κατεύθυνση της ροής του υγρού στη νεκρή γωνία και το μέγεθός της πρέπει να είναι ελεγχόμενο. Γενικά, μόνο ένα διάκενο κόβεται με χειρουργικό μαχαίρι και μερικές φορές, σημαντικές σχισμές εξαερισμού μπορεί να μπλοκαριστούν λόγω της εισροής κεριού. Στην εικόνα 6-7 φαίνεται ο τρόπος με τον οποίο ανοίγονται οι γραμμές εξαερισμού ορισμένων τυπικών τεμαχίων.
2.4 Κακή ευθυγράμμιση του ακροφυσίου έγχυσης κεριού στο καλούπι από καουτσούκ
Ανάλυση [Περίπτωση 6-4]:
Το ακροφύσιο έγχυσης κεριού στο καλούπι από καουτσούκ είναι μια συσκευή που χρησιμοποιείται κατά την έγχυση κεριού για να συνεργάζεται με τη βαλβίδα έγχυσης της μηχανής έγχυσης κεριού. Μόνο όταν τα δύο είναι στενά ταιριασμένα, το κερί μπορεί να ρέει ομαλά μέσα στην κοιλότητα του καουτσούκ καλουπιού. Σε αυτή την περίπτωση, τα ακροφύσια έγχυσης κεριού στο καλούπι από καουτσούκ πιέζονται ξεχωριστά στο στρώμα καουτσούκ, προκαλώντας κακή ευθυγράμμιση. Τέτοια ακροφύσια έγχυσης κεριού θα προκαλέσουν διαρροή κεριού κατά την έγχυση, επηρεάζοντας την ποιότητα του καλούπι από κερί.
Ο τρόπος ανοίγματος της γραμμής εξαερισμού στο καλούπι από καουτσούκ για κοσμήματα με διαφορετικές δομές στην Εικόνα 6-7
Λύση:
Η έκδοση των δύο μισών του ακροφυσίου έγχυσης κεριού πρέπει να διαθέτει μια διάταξη τοποθέτησης ή ολόκληρο το πρότυπο κόκκων μπορεί να ενσωματωθεί στο στρώμα καουτσούκ, όπως φαίνεται στο σχήμα 6-9.
2.5 Το ακροφύσιο έγχυσης κεριού στο καλούπι από καουτσούκ δεν είναι ομαλό.
Ανάλυση [Περίπτωση 6-5]:
Εάν το πρόβλημα υπήρχε όπως αυτή η περίπτωση με το ακροφύσιο έγχυσης κεριού στο καλούπι από καουτσούκ, αυτό μπορεί να προκαλέσει τα ακόλουθα ζητήματα: το ακροφύσιο θα ωθήσει το καλούπι από καουτσούκ ανοιχτό, προκαλώντας μεγάλη ποσότητα λάμψης ή ελλιπή πλήρωση- διαρροή κεριού κατά την έγχυση κεριού, η έγχυση υγρού κεριού δεν είναι ομαλή- η έγχυση κεριού μπορεί να προκαλέσει
Η δημοτικότητα του σώματος επηρεάζει την ποιότητα του σχεδίου από κερί. Επομένως, πριν από την έγχυση κεριού, ελέγξτε το ακροφύσιο του καλούπι από καουτσούκ. Εάν υπάρχει συσσώρευση υλικού κεριού, ακαθαρσιών κ.λπ., καθαρίστε το πρώτα πριν από την έγχυση κεριού.

2.6 Το καλούπι από καουτσούκ είναι μαλακό και κολλώδες.
Ανάλυση [Περίπτωση 6-6]:
Το καλούπι από καουτσούκ πρέπει να έχει καλή ελαστικότητα, να μην μπορεί να κολλήσει στο καλούπι από κερί και να έχει υψηλή αντοχή σε εφελκυσμό.
Διαφορετικά, οι λεπτομέρειες δεν θα είναι ακριβείς και η διάρκεια ζωής του καλούπι από καουτσούκ θα μειωθεί. Όταν το καλούπι από καουτσούκ γίνεται μαλακό και κολλώδες, αυτό οφείλεται κυρίως σε ανεπαρκή βουλκανισμό του καουτσούκ, ο οποίος προκαλείται από σύντομο χρόνο σκλήρυνσης ή πολύ χαμηλή θερμοκρασία. Επομένως, είναι απαραίτητο να αυξηθεί κατάλληλα η θερμοκρασία λειτουργίας του καλουπιού και να παραταθεί ο χρόνος χύτευσης.
2.7 Το καλούπι από καουτσούκ είναι πολύ σκληρό, δεν μπορεί να ισοπεδωθεί.
Ανάλυση [Περίπτωση 6-7]:
Όταν το καλούπι από καουτσούκ είναι πολύ σκληρό, έχει μεγάλη ελαστικότητα και δεν μπορεί να ισοπεδωθεί και τα δύο μισά του καουτσούκ δεν μπορούν να κλείσουν μεταξύ τους, όπως φαίνεται στην Εικόνα 6-11. με αποτέλεσμα να είναι εύκολο να καταστραφεί το καλούπι από κερί κατά την εξαγωγή του. Αυτό το πρόβλημα προκαλείται κυρίως από υπερβολικό βουλκανισμό του καουτσούκ, ο οποίος μπορεί να οφείλεται σε υπερβολική πίεση του καλουπιού, παρατεταμένο χρόνο βουλκανισμού ή πολύ υψηλή θερμοκρασία βουλκανισμού:
Λύση:
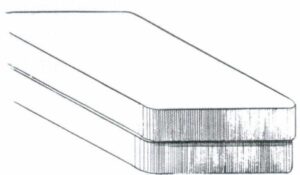
Καθορίστε την κατάλληλη θερμοκρασία βουλκανισμού, το χρόνο βουλκανισμού και την πίεση του καλουπιού με βάση την ειδική δομή του καλουπιού από καουτσούκ. Η θερμοκρασία και ο χρόνος βουλκανισμού του καουτσούκ ακολουθούν βασικά μια συγκεκριμένη λειτουργική σχέση, η οποία σχετίζεται με το πάχος, το μήκος, το πλάτος και την πολυπλοκότητα της πρώτης έκδοσης του καλούπι από καουτσούκ. Συνήθως, η θερμοκρασία βουλκανισμού ορίζεται γύρω στους 150 ℃. Εάν το καλούπι από καουτσούκ έχει πάχος τριών στρώσεων (περίπου 10 mm ), ο χρόνος βουλκανισμού είναι γενικά 20 ~ 25 λεπτά. Εάν έχει πάχος τεσσάρων στρώσεων (περίπου 13 mm ), ο χρόνος βουλκανισμού μπορεί να είναι 30 ~ 35 λεπτά, και ούτω καθεξής. Ας υποθέσουμε ότι η πρώτη έκδοση είναι ένα πολύπλοκο και μικρό στυλ. Σε αυτή την περίπτωση, η θερμοκρασία βουλκανισμού θα πρέπει να μειωθεί και ο χρόνος βουλκανισμού θα πρέπει να παραταθεί (όπως η χρήση της μεθόδου μείωσης της θερμοκρασίας κατά 10 ℃ και του διπλασιασμού του χρόνου). Κατά την πλήρωση του καουτσούκ, ελέγξτε λογικά την ποσότητα των φύλλων καουτσούκ έτσι ώστε μετά την πίεση στο πλαίσιο του καλουπιού, να είναι ελαφρώς υψηλότερα από το επίπεδο του πλαισίου κατά περίπου 2mm.
2.8 Το στρώμα καουτσούκ αποκολλάται.
Ανάλυση [Περίπτωση 6-8]:
Κατά τη διάρκεια της λειτουργίας, εάν η προστατευτική μεμβράνη στην επιφάνεια του φύλλου καουτσούκ αφαιρεθεί πρόωρα και η επιφάνεια συγκόλλησης του στρώματος καουτσούκ μολυνθεί με λάδι από τα χέρια, το στρώμα καουτσούκ δεν μπορεί να συγχωνευτεί κατά τη διάρκεια του βουλκανισμού, προκαλώντας αποκόλληση. ψεκασμός υπερβολικής ποσότητας απελευθερωτικού παράγοντα, μέρος του οποίου βυθίζεται στο υλικό καουτσούκ, προκαλώντας αποκόλληση και ρηγμάτωση του στρώματος καουτσούκ.
Λύση:
Επιλέξτε ένα καλύτερο πλαστικό υλικό για χύτευση. Είναι απαραίτητο να διασφαλιστεί η καθαριότητα του πλαισίου του καλουπιού και του ακατέργαστου φύλλου καουτσούκ. Πριν από τη χύτευση, καθαρίστε το πλαίσιο του καλουπιού όσο το δυνατόν περισσότερο και ο χειριστής πρέπει να πλένει τα χέρια του και τον πάγκο εργασίας. Μην αγγίζετε απευθείας την επιφάνεια του ακατέργαστου φύλλου καουτσούκ με τα χέρια σας, αλλά κολλήστε το ακατέργαστο φύλλο καουτσούκ και στη συνέχεια ξεσκίστε την προστατευτική μεμβράνη στην επιφάνεια του ακατέργαστου φύλλου καουτσούκ. Μην ψεκάζετε πάρα πολύ αποδέσμευτικό μέσο κατά την πλήρωση της κόλλας.
2.9 Το καλούπι από καουτσούκ είναι γεμάτο πόρους και φαίνεται σπογγώδες.
Ανάλυση [Περίπτωση 6-9]:
Υπάρχουν διάφοροι πιθανοί λόγοι για τους οποίους το καλούπι από καουτσούκ μπορεί να παράγει πόρους ή σπογγώδη εμφάνιση:
(1) Το καλούπι από καουτσούκ και το πλαίσιο αλουμινίου δεν είναι σφιχτά γεμάτα,
(2) Η πίεση είναι ανεπαρκής κατά τη διάρκεια του βουλκανισμού και το αέριο και τα πτητικά συστατικά βουλκανισμού που παγιδεύονται στην κοιλότητα του καλουπιού δεν μπορούν να εκφορτιστούν εγκαίρως, οπότε η πίεση πρέπει να αυξηθεί κατάλληλα,
(3) Ανεπαρκής βουλκανισμός, πολύ χαμηλή θερμοκρασία ή πολύ σύντομος χρόνος, με αποτέλεσμα να μην απομακρύνονται πλήρως τα πτητικά συστατικά που παράγονται κατά τον βουλκανισμό λόγω των πόρων στο καλούπι από καουτσούκ που φαίνεται στο Σχήμα 6-12,
(4) Ακατάλληλος εξαερισμός ή έλλειψη εξαερισμού- ο αέρας και η υγρασία παγιδεύονται στο ελαστικό υλικό.
Λύση:
Χρησιμοποιήστε καθαρό και στεγνό συγκολλητικό υλικό.Ρυθμίστε τις σχισμές εξαγωγής στο πλαίσιο του καλουπιού. Κατά την πλήρωση της κόλλας, χρησιμοποιήστε τη μέθοδο plug, wrap και fill για να γεμίσετε τα κενά, τις εσοχές και τα πέτρινα ένθετα στην πρώτη έκδοση, διασφαλίζοντας ότι δεν υπάρχουν κενά μεταξύ της ακατέργαστης κόλλας και της πρώτης έκδοσης. Ρυθμίστε σωστά τη θερμοκρασία και το χρόνο βουλκανισμού. Στο αρχικό στάδιο του βουλκανισμού, ελέγξτε αν η πλάκα θέρμανσης πιέζεται σφιχτά και σφίξτε τη λαβή για να πιέσετε την πλάκα θέρμανσης πάνω στο πλαίσιο του καλουπιού.
2.10 Τα μικροσκοπικά σπειρώματα από καουτσούκ στο καλούπι από καουτσούκ είναι επιρρεπή σε θραύση.
Ανάλυση [Περίπτωση 6-10]:
Οι μικρές οπές είναι πολύ μικρές για να βασίζονται σε σπειρώματα από καουτσούκ- πρέπει να προστεθούν ένθετα.
Λύση:
Προσθέστε έναν μεγάλο πείρο ως ένθετο και συναρμολογήστε τον στο καλούπι από καουτσούκ, όπως φαίνεται στην Εικόνα 6-13. Μετά την έγχυση κεριού, τραβήξτε τον πείρο για να αποκτήσετε κανονικές διαμπερείς οπές.

2.11 Το εσωτερικό τοίχωμα της κοιλότητας του καλούπι από καουτσούκ είναι τραχύ
Ανάλυση [Περίπτωση 6-11]:
Ένα λείο εσωτερικό τοίχωμα του ελαστικού καλουπιού αποτελεί βασική απαίτηση για να διασφαλιστεί η ποιότητα της επιφάνειας του κεριού του καλουπιού. Όταν χρησιμοποιείται πλάκα χαλκού, είναι εύκολο να προσκολληθεί στο καουτσούκ και να επηρεάσει την ποιότητα της επιφάνειας. Κατά τη διάρκεια της διαδικασίας έγχυσης κεριού, για την ομαλή απομόχλευση, συχνά ψεκάζεται στην κοιλότητα του καουτσούκ καλουπιού ένας παράγοντας αποδέσμευσης καλουπιού ή σκόνη ταλκ. Εάν συσσωρευτεί σκόνη ταλκ, θα προκαλέσει τραχύτητα στο εσωτερικό τοίχωμα της κοιλότητας του καλούπι από καουτσούκ.
Λύση:
Για να εξασφαλιστεί ότι το εσωτερικό τοίχωμα της κοιλότητας του καλούπι από καουτσούκ είναι ομαλό.
Στο Σχήμα 6-14 παρουσιάζεται η τραχύτητα στο εσωτερικό τοίχωμα της κοιλότητας του ελαστικού καλουπιού.
Για να αποφευχθεί η προσκόλληση μεταξύ του αρχικού καλουπιού και του καουτσούκ, πρέπει πρώτα να χρησιμοποιηθεί ένα ασημένιο καλούπι. Εάν χρησιμοποιηθεί χάλκινο καλούπι, θα πρέπει να αργυρωθεί πριν από τη χύτευση. Κατά τη διάρκεια της έγχυσης κεριού, η ποσότητα του παράγοντα αποδέσμευσης καλουπιού ή του ταλκ πρέπει να ελέγχεται και δεν πρέπει να χρησιμοποιούνται και τα δύο ταυτόχρονα για να αποφευχθεί η συσσωμάτωση και η συσσώρευση ταλκ. Αποφύγετε το συχνό χτύπημα της σκόνης ταλκ, καθώς το χτύπημα μία φορά αποδίδει γενικά 4-6 κομμάτια κεριού από τα μοντέλα κεριού.

2.12 Η ακατάλληλη μέθοδος κοπής του καλούπι από καουτσούκ καθιστά δύσκολη την αφαίρεση του καλουπιού
Ανάλυση [Περίπτωση 6-12]:
Στην περίπτωση αυτή, το περίγραμμα του κοίλου τμήματος του δακτυλίου είναι σημαντικά μεγαλύτερο από το τμήμα ανοίγματος. Κατά τη διαδικασία αφαίρεσης του κεριού από το καλούπι από καουτσούκ, το κερί είναι δύσκολο να αφαιρεθεί λόγω της παρεμπόδισης, και η βίαιη αποδιαμόρφωση μπορεί εύκολα να προκαλέσει θραύση ή παραμόρφωση του κεριού.
Λύση:
Όταν κόβετε το καλούπι από καουτσούκ, εξετάστε αν είναι βολικό να αφαιρέσετε το καλούπι από κερί. Σε γενικές γραμμές, τα καλούπια από καουτσούκ συχνά κόβονται κατά διαστήματα, γεγονός που ευνοεί τον εξαερισμό και διευκολύνει την απομάκρυνση από το καλούπι μετά την κάμψη του καλουπιού από καουτσούκ. Για τεμάχια εργασίας όπου το περίγραμμα του κοίλου τμήματος είναι σημαντικά μεγαλύτερο από το τμήμα ανοίγματος κατά την κοπή του ελαστικού υλικού του κοίλου τμήματος, μπορεί να προσαρμοστεί μια μέθοδος κοπής με αποκόλληση για να το τραβήξει από την εσωτερική κοιλότητα χρησιμοποιώντας την ελαστική παραμόρφωση της λωρίδας ελαστικού, όπως φαίνεται στο Σχήμα 6-16.


Τμήμα II: Επιθεώρηση ποιότητας και κοινά ελαττώματα των μοντέλων κεριού
3. Περιεχόμενο επιθεώρησης ποιότητας των μοντέλων κεριού
Η ποιότητα των σχεδίων από κερί επηρεάζει άμεσα την τελική ποιότητα του κοσμήματος. Η προσοχή στην ποιότητα των σχεδίων από κερί είναι ζωτικής σημασίας. Τα μη ποιοτικά πρότυπα κεριού δεν επιτρέπεται να χρησιμοποιούνται για τη φύτευση κεριών, γεγονός που μπορεί να μειώσει το περιττό κόστος παραγωγής και επεξεργασίας καθώς και τις απώλειες πολύτιμων μετάλλων.
Η αξιολόγηση της ποιότητας ενός προτύπου κεριού περιλαμβάνει τις ακόλουθες πτυχές:
3.1 Σχήμα και μέγεθος.
Το πρότυπο κεριού πρέπει να αντικατοπτρίζει με ακρίβεια το αρχικό σχήμα, να μην έχει εμφανείς παραμορφώσεις, να πληροί τις απαιτήσεις μεγέθους, να μην μαλακώνει ή να μην παραμορφώνεται εύκολα και να συγκολλάται εύκολα.
3.2 Ποιότητα εμφάνισης.
Η επιφάνεια του προτύπου κεριού πρέπει να είναι λεία, εκλεπτυσμένη και καθαρή, χωρίς εμφανή συρρίκνωση της επιφάνειας, ρωγμές, ρυτίδες, φουσκάλες ή λάμψεις.
3.3 Εσωτερική ποιότητα.
Το σχέδιο κεριού πρέπει να είναι πυκνό, χωρίς εμφανείς φυσαλίδες αέρα στο εσωτερικό του και να αφήνει ελάχιστα υπολείμματα στάχτης όταν καίγεται.
3.4 Μηχανικές ιδιότητες.
Το πρότυπο κεριού κοσμήματος πρέπει να έχει καλή αντοχή, ευελιξία και ελαστικότητα, με επαρκή σκληρότητα επιφάνειας σε θερμοκρασία δωματίου για να μην υπάρχει τριβή της επιφάνειας κατά τη διάρκεια της διαδικασίας χύτευσης με κερί.Το πρότυπο κεριού πρέπει να μπορεί να λυγίσει χωρίς να σπάσει όταν βγαίνει από το καλούπι από καουτσούκ και να επανέλθει αυτόματα στο αρχικό του σχήμα μετά την αφαίρεση. Το σχέδιο κεριού πρέπει να συγκολλάται με ασφάλεια στον πυρήνα κεριού κατά τη διάρκεια της δενδροκεροποίησης και να μην πέφτει εύκολα.
4. Συνήθη ελαττώματα μοντέλων κεριού
4.1 Εμφανίζονται υπερβολικές νιφάδες κεριού ή γρέζια στο τεμάχιο κεριού
Ανάλυση [Περίπτωση 6-13]:
Περιγραφή ελαττώματος: Στο κομμάτι κεριού εμφανίζονται περιττές νιφάδες κεριού ή γρέζια. Εάν αυτό το ελάττωμα δεν αφαιρεθεί, θα αυξηθεί ο φόρτος εργασίας καθαρισμού των κακών τεμαχίων χύτευσης κοσμημάτων, θα αυξηθεί η πιθανότητα ρηγμάτωσης των κακών τεμαχίων και θα αυξηθεί η απώλεια πολύτιμων μετάλλων.
Οι λόγοι για τους οποίους το καλούπι από κερί παράγει γρέζια μπορεί να περιλαμβάνουν τις ακόλουθες πτυχές:
(1) Η πίεση του αέρα της μηχανής κεριού είναι πολύ υψηλή.
Τα κοσμήματα είναι σχετικά ευαίσθητα και απαιτούν εξωτερική δύναμη για να εγχυθούν στο κερί.4

Εικόνα 6-17 Η έγχυση κεριού στην κοιλότητα του ελαστικού καλουπιού στο καλούπι κεριού χρησιμοποιεί γενικά πεπιεσμένο αέρα, ο οποίος είναι σχετικά απλός. Η πίεση της έγχυσης κεριού εξαρτάται από την πίεση του αέρα. Εάν η πίεση του αέρα είναι πολύ υψηλή, μπορεί να προκαλέσει τη διόγκωση του ελαστικού καλουπιού στην επιφάνεια διαχωρισμού, με αποτέλεσμα τη δημιουργία γρεζιών.
(2) Η θερμοκρασία του κεριού είναι πολύ υψηλή.
Η ρευστότητα του κεριού σχετίζεται στενά με το ιξώδες του και το ιξώδες εξαρτάται κυρίως από τη θερμοκρασία. Όσο υψηλότερη είναι η θερμοκρασία, τόσο χαμηλότερο είναι το ιξώδες, τόσο καλύτερη είναι η ρευστότητα και τόσο ευκολότερο είναι για το κερί να σχηματίσει γρέζια βαθιά μέσα στα σημάδια του μαχαιριού του καουτσούκ.
(3) Η δύναμη σύσφιξης και στις δύο πλευρές του συγκολλητικού καλουπιού είναι πολύ μικρή.
Το καλούπι χωρίζεται σε δύο μισά ή πολλαπλά μέρη για το άνοιγμα. Κατά την αποτύπωση με κερί, συναρμολογούνται και στερεώνονται με πλάκες για να σχηματίσουν μια κλειστή κοιλότητα στην άνω και κάτω πλευρά. Εάν η δύναμη σύσφιξης είναι ανεπαρκής, το υγρό κερί ωθείται εύκολα στο άνοιγμα από την εξωτερική πίεση του αέρα, οδηγώντας σε αναλαμπή.
(4) Το καλούπι δεν κόβεται καλά, παραμορφώνεται ή έχει υψηλή ελαστικότητα.
Όταν το καλούπι δεν είναι ερμητικά κλειστό κατά τη χύτευση, το φλας είναι αναπόφευκτο.
Συνεπώς, θα πρέπει να ληφθούν αντίστοιχα μέτρα:
(1) Μειώστε την πίεση του αέρα της μηχανής κεριού, γενικά πιο επίπεδα δείγματα κεριού, απλό σχήμα με 0,5-0,8kg / cm2 πίεση- δείγματα κεριού με λεπτότερα τοιχώματα, λίθο λίγο περισσότερο και το κενό λίγο στενό και λεπτό με 1,0-2,0kg/cm2
(2) Μειώστε σωστά τη θερμοκρασία του κεριού. Για τυπικά τεμάχια εργασίας, ο έλεγχος της θερμοκρασίας κεριού μεταξύ 70 ~75℃ εξασφαλίζει τη ρευστότητα του κεριού.
(3) Αυξήστε τη δύναμη σύσφιξης και στις δύο πλευρές του ελαστικού καλουπιού. Κατά τη λειτουργία, δώστε προσοχή στην τεχνική, χρησιμοποιήστε και τα δύο χέρια για να στερεώσετε το καλούπι από καουτσούκ στην πλάκα σύσφιξης και βεβαιωθείτε ότι τα δάχτυλα είναι ομοιόμορφα κατανεμημένα για να ασκήσετε πίεση στο καλούπι από καουτσούκ. ευθυγραμμίστε την είσοδο νερού του καουτσούκ με το ακροφύσιο έγχυσης κεριού και σπρώξτε το παράλληλα, πιέστε σταθερά το ακροφύσιο έγχυσης κεριού και κρατήστε και τα δύο χέρια ακίνητα.
(4) Ελέγξτε την ποιότητα κοπής και την παραμόρφωση του καλούπι από καουτσούκ. Για την κατασκευή του καλούπι από καουτσούκ χρησιμοποιούνται υλικά από καουτσούκ υψηλής ποιότητας, τα οποία έχουν καλή απόδοση κατά της γήρανσης και μπορούν να διατηρήσουν καλή απαλότητα, αντοχή σε εφελκυσμό και ελαστικότητα για μεγάλο χρονικό διάστημα. Ρυθμίστε λογικά τις παραμέτρους της διαδικασίας χύτευσης κατά τη διάρκεια της χύτευσης και μην χρησιμοποιείτε υπερβολική πίεση χύτευσης, θερμοκρασία χύτευσης και χρόνο βουλκανισμού.
4.2 Σημάδια ροής ατελούς ή ψυχρής διακοπής σε τμήματα κεριού
[Περίπτωση 6-14] Σημάδια ροής ελλιπούς ή ψυχρής διακοπής σε μέρη από κερί, όπως φαίνεται στην Εικόνα 6-18.
Περιγραφή ελαττώματος: Μερικά μέρη του τμήματος κεριού δεν είναι πλήρως διαμορφωμένα ή υπάρχουν γραμμές κρύου κλεισίματος, σημάδια ροής, αποκόλληση κ.λπ.
Οι πιθανοί λόγοι για ελαττώματα όπως το ατελές καλούπι κεριού περιλαμβάνουν τις ακόλουθες πτυχές:
(1) Η μηχανή κεριού έχει χαμηλή πίεση αέρα, το υγρό κερί δεν διαθέτει επαρκή εξωτερική κινητήρια δύναμη, η ροή εμποδίζεται, η πλήρωση είναι αργή και όταν η ροή του υγρού δεν μπορεί να συγχωνευτεί.

(2) Η θερμοκρασία του υγρού κεριού είναι χαμηλή- δεν υπάρχει αρκετή υπερθέρμανση για να διατηρηθεί η ροή του υγρού κεριού.
(3) Το καλούπι από καουτσούκ είναι σφιγμένο πολύ σφιχτά. Για ορισμένα τεμάχια με λεπτά τοιχώματα, εάν η δύναμη σύσφιξης του καουτσούκ καλουπιού είναι πολύ μεγάλη, το πάχος του τοιχώματος της κοιλότητας του καουτσούκ καλουπιού θα μειωθεί, αυξάνοντας τη δυσκολία πλήρωσης και διαμόρφωσης.
(4) Το ακροφύσιο κεριού της μηχανής έγχυσης κεριού είναι μπλοκαρισμένο, μειώνοντας την ποσότητα του υγρού κεριού που εκτοξεύεται και παρατείνοντας τον χρόνο για να γεμίσει το υγρό κεριού την κοιλότητα του καουτσούκ.
(5) Το καλούπι από καουτσούκ έχει ένα πρόβλημα: το εσωτερικό αέριο δεν μπορεί να υπερχειλίσει, σχηματίζοντας μια αντίθλιψη πλήρωσης και εμποδίζοντας την ομαλή πλήρωση του υγρού κεριού.
(6) Η θερμοκρασία του καλούπι καουτσούκ είναι πολύ χαμηλή, απορροφώντας μεγάλη ποσότητα θερμότητας από το υγρό κερί, με αποτέλεσμα το υγρό κερί που ρέει να χάνει γρήγορα τη ρευστότητά του.
Λύση:
(1) Αυξήστε την πίεση του αέρα της μηχανής κεριού, η οποία είναι η πιο ευρέως χρησιμοποιούμενη μέθοδος και πιο αποτελεσματική για τεμάχια με πολύπλοκες και ευαίσθητες δομές.
(2) Αυξήστε τη θερμοκρασία του υγρού κεριού. Χωρίς να επηρεάζεται η ποιότητα του υγρού κεριού, η αύξηση της θερμοκρασίας του υγρού κεριού θα το κάνει πιο ρευστό, διατηρώντας την υγρή του κατάσταση για μεγαλύτερο χρονικό διάστημα.
(3) Μειώστε σωστά την πίεση και στις δύο πλευρές του καλούπι από καουτσούκ. Το καλούπι από καουτσούκ είναι σχετικά μαλακό και ελαστικό και η δύναμη σύσφιξης που χρησιμοποιείται δεν πρέπει να ισοπεδώνει και να παραμορφώνει την κοιλότητα του καουτσούκ.
(4) Καθαρίστε και καθαρίστε το ακροφύσιο κεριού της μηχανής κεριού. Το ακροφύσιο της βαλβίδας έγχυσης κεριού είναι ένα μικρό πέρασμα. Μόλις το υλικό κεριού είναι ακάθαρτο και περιέχει ξένες ακαθαρσίες, είναι εύκολο να το μπλοκάρει. Το επαναχρησιμοποιημένο υλικό κεριού πρέπει να φιλτράρεται για την απομάκρυνση των ακαθαρσιών πριν από την επαναχρησιμοποίηση.
(5) Ανοίξτε τις γραμμές εξαερισμού στις νεκρές γωνίες στο εσωτερικό του ελαστικού καλουπιού, ώστε το αέριο να μπορεί να εκτονώνεται ομαλά χωρίς να δημιουργείται αντίθλιψη πλήρωσης.
(6) Όταν ο καιρός είναι πολύ κρύος, προθερμάνετε πρώτα το καλούπι από καουτσούκ για να του δώσετε μια συγκεκριμένη θερμοκρασία πριν ξεκινήσετε την έγχυση κεριού.
4.3 Εμφανίζονται φυσαλίδες αέρα στο καλούπι από κερί
[Περίπτωση 6-15] Εμφανίζονται φυσαλίδες αέρα στο καλούπι από κερί, όπως φαίνεται στην Εικόνα 6-19.
Περιγραφή ελαττώματος: και το χρώμα της περιοχής της φυσαλίδας είναι εμφανώς πιο ανοιχτό από τη γύρω περιοχή υπό το φως. Το κατά πόσον οι φυσαλίδες στο κερί επηρεάζουν το χύτευμα εξαρτάται από τη δομή του χύτεματος και τη θέση των φυσαλίδων. Όταν οι φυσαλίδες είναι εκτεθειμένες στην επιφάνεια, αυτό οδηγεί αναμφίβολα άμεσα σε τρύπες στο χυτό στη συγκεκριμένη θέση. Όταν οι φυσαλίδες βρίσκονται κάτω από την επιφάνεια του κέρινου προτύπου, κατά τη διαδικασία της αναρρόφησης του γύψινου καλουπιού με κενό, δεν αποκλείεται οι φυσαλίδες στο κέρινο πρότυπο να εκραγούν υπό εξωτερικό κενό.
Πιθανοί λόγοι για την εμφάνιση οπών αέρα στο σχέδιο κεριού στο καλούπι κεριού ως εξής:
(1) Η πίεση της μηχανής κεριού είναι πολύ υψηλή. Κατά τη διαδικασία έγχυσης κεριού, το υγρό κερί γεμίζει την κοιλότητα του καλουπιού σε κατάσταση τυρβώδους ροής, γεγονός που μπορεί να προκαλέσει εγκλωβισμό αέρα και σχηματισμό φυσαλίδων.
(2) Ανάγκη για περισσότερη ποσότητα κεριού στη μηχανή κεριού. Όταν η στάθμη του υγρού κεριού βρίσκεται στο ίδιο επίπεδο με την έξοδο κεριού ή ακόμη και χαμηλότερα από αυτήν, το αέριο στη δεξαμενή κεριού θα εγχυθεί στην κοιλότητα του καλουπιού μαζί με το υγρό κερί.
(3) Η θερμοκρασία του υγρού κεριού είναι πολύ υψηλή. Αυτή τη στιγμή, το υγρό κερί απορροφά μεγάλη ποσότητα αερίου, το οποίο συμπυκνώνεται και σχηματίζει φυσαλίδες μετά την ψύξη.
(4) Η είσοδος του κεριού στο καλούπι από καουτσούκ δεν είναι ευθυγραμμισμένη με την έξοδο της μηχανής κεριού. Κατά την έγχυση κεριού, ο αέρας εισέρχεται από το πλάι μαζί με το υγρό κερί.
(5) Το καλούπι από καουτσούκ δεν διαθέτει αεραγωγούς και αυτοί είναι φραγμένοι. Όταν το αέριο στην κοιλότητα του καουτσούκ καλουπιού δεν μπορεί να εκκενωθεί ομαλά, θα τυλιχτεί στο υγρό κερί ή θα παραμείνει στις νεκρές γωνίες, σχηματίζοντας φυσαλίδες.
Ως εκ τούτου, θα πρέπει να ληφθούν αντίστοιχες λύσεις:
(1) Ρυθμίστε την πίεση του αέρα της μηχανής κεριού για να εξασφαλίσετε ομαλή πλήρωση και όχι πολύ υψηλή.
(2) Αυξήστε την ποσότητα κεριού στην κερομηχανή, ώστε το υγρό κερί να μην είναι λιγότερο από το 1/2 πάνω από τη χωρητικότητα της κερομηχανής.
(3) Ρυθμίστε τη θερμοκρασία κεριού στο σωστό εύρος.
(4) Ευθυγραμμίστε το ακροφύσιο έγχυσης κεριού του καλούπι από καουτσούκ με την έξοδο κεριού της μηχανής κεριού και πιέστε σφιχτά χωρίς να αφήσετε κενό.
(5) Ανοίξτε μια γραμμή εξαερισμού στο καλούπι από καουτσούκ και ελέγχετε τακτικά τη γραμμή εξαερισμού για να την διατηρείτε καθαρή.

4.4 Εμφανίζονται ρωγμές ή πλήρη σπασίματα στα κέρινα μοντέλα
[Περίπτωση 6-16] Εμφανίζονται ρωγμές ή πλήρεις θραύσεις σε ορισμένα τμήματα του κεριού, όπως φαίνεται στην Εικόνα 6-20.
Οι πιθανοί λόγοι θραύσης του τμήματος κεριού περιλαμβάνουν τις ακόλουθες πτυχές:
(1) Περισσότερο παλιό κερί πρέπει να επαναχρησιμοποιηθεί στον κύκλο. Το υλικό του κεριού αποτελείται από παραφίνη, στεατικό οξύ και διάφορα πρόσθετα. Κάθε φορά που λιώνει και εγχέεται, η απόδοσή του θα επιδεινώνεται, η ελαστικότητα και η πλαστικότητα θα μειώνονται αντίστοιχα και η ευθραυστότητα θα αυξάνεται.
(2) Το τεμάχιο κεριού παραμένει στο καλούπι από καουτσούκ για πολύ καιρό πριν αφαιρεθεί. Η ευθραυστότητα του τεμαχίου κεριού σχετίζεται με τη θερμοκρασία. Όταν το καλούπι αφαιρείται στο κατάλληλο χρονικό διάστημα μετά την έγχυση κεριού, το κομμάτι κεριού εξακολουθεί να διατηρεί καλή μαλακότητα σε μια συγκεκριμένη θερμοκρασία. Όταν η θερμοκρασία είναι πολύ χαμηλή, η ακαμψία αυξάνεται.
(3) Η χρήση κεριού κατώτερης ποιότητας ή κεριού που είναι πολύ σκληρό έχει ως αποτέλεσμα κακή ανθεκτικότητα και εύκολη θραύση υπό πίεση.
(4) Η ακατάλληλη κοπή του καλούπι από καουτσούκ δυσχεραίνει την απομάκρυνση από το καλούπι.
(5) Η τεχνική λειτουργίας για τη λήψη του καλουπιού από κερί είναι απλή και τραχιά.
Λύσεις:
(1) Μειώστε την ποσότητα του παλιού κεριού που χρησιμοποιείται, έτσι ώστε το νέο κερί να αντιπροσωπεύει περισσότερο από 60% του συνολικού κεριού στο μηχάνημα.
(2) Όταν κυκλοφορείτε κερί σε μεγάλες ποσότητες, εγχύστε λίγα λιγότερα καλούπια καουτσούκ κάθε φορά και αφαιρέστε αμέσως τα καλούπια κεριού όταν τελειώσει ο χρόνος χύτευσης.
(3) Αλλάξτε σε κερί υψηλής ποιότητας ή κερί με πιο μαλακή υφή.
(4) Βελτιώστε τον τρόπο κοπής των καουτσούκ καλουπιών και, εάν είναι απαραίτητο, κόψτε περαιτέρω τις περιοχές των καλουπιών που εμποδίζονται.
(5) Να είστε προσεκτικοί με τη λειτουργία modulus.
4.5 Παραμόρφωση κεριού σε καλούπι
[Περίπτωση 6-17] Παραμόρφωση κεριού σε καλούπι, όπως φαίνεται στο Σχήμα 6-21.
Πιθανοί λόγοι για την παραμόρφωση του καλουπιού από κερί:
(1) Η εξαγωγή του τεμαχίου κεριού από το καλούπι από καουτσούκ πολύ νωρίς μετά την έγχυση κεριού κάνει το τεμάχιο κεριού να έχει χαμηλή αντίσταση στην παραμόρφωση και είναι επιρρεπές σε παραμόρφωση.
(2) Χρησιμοποιώ πολύ μαλακό κερί. Το μαλακό κερί έχει χαμηλή αντοχή στην παραμόρφωση, ειδικά σε υψηλές θερμοκρασίες, όπου είναι πιθανό να εμφανιστεί παραμόρφωση.
(3) Το καλούπι από καουτσούκ δεν είναι σωστά ευθυγραμμισμένο, προκαλώντας κακή ευθυγράμμιση και παραμόρφωση μετά την έγχυση κεριού.
(4) Η δομή του κεριού είναι παράλογη και δεν έχει επαρκή στήριξη, καθιστώντας το επιρρεπές σε παραμόρφωση κατά τη χύτευση.
Λύσεις:
(1) Μετά την έγχυση κεριού, το τεμάχιο κεριού πρέπει να αφεθεί να κρυώσει μέσα στο καλούπι από καουτσούκ για ορισμένο χρονικό διάστημα πριν από την αφαίρεση. Για τα γενικά κομμάτια κοσμήματος, περιμένετε για 1 λεπτό. Για κομμάτια με παχύ τοίχωμα, για να μειωθεί ο χρόνος χύτευσης, το καλούπι από καουτσούκ μπορεί να βυθιστεί σε κρύο νερό για να επιταχυνθεί η στερεοποίηση και η ψύξη του κεριού.
(2) Επιλέξτε ένα πιο σκληρό κερί. Οι θερμοκρασίες διαφέρουν ανάλογα με την περιοχή και την εποχή. Για εποχές με υψηλές θερμοκρασίες, επιλέξτε κερί με καλύτερη αντοχή στο μαλάκωμα και την παραμόρφωση.
(3) Το καλούπι από καουτσούκ πρέπει να είναι εξοπλισμένο με αποτελεσματικές διατάξεις τοποθέτησης και το καλούπι από καουτσούκ πρέπει να ευθυγραμμίζεται κατάλληλα κατά την αποτρίχωση.
(4) Για τεμάχια με λεπτές κοιλότητες, θα πρέπει να προστεθεί υποστήριξη στο κύριο καλούπι για να βελτιωθεί η αντίσταση στην παραμόρφωση του τεμαχίου κεριού.


4.6 Η επιφάνεια του καλουπιού κεριού είναι τραχιά
[Περίπτωση 6-18] Η επιφάνεια του κέρινου καλουπιού είναι τραχιά, όπως φαίνεται στην Εικόνα 6-22.
Οι πιθανοί λόγοι για την τραχύτητα της επιφάνειας του κεριού του καλουπιού περιλαμβάνουν:
(1) Υπερβολική χρήση ταλκ ή απελευθερωτικού παράγοντα κατά την αποτρίχωση. Όταν το καλούπι δεν καθαρίζεται τακτικά, οι ουσίες αυτές συσσωρεύονται σταδιακά, με αποτέλεσμα να δημιουργείται τραχιά επιφάνεια στο κομμάτι κεριού.
(2) Χρήση μολυσμένου ανακυκλωμένου κεριού. Όταν αναμιγνύονται κοκκώδεις ουσίες στο ανακυκλωμένο υλικό κεριού, θα εγχυθούν επίσης στο καλούπι κεριού, σχηματίζοντας διάσπαρτες τραχιές περιοχές. Όταν αυτά τα σωματίδια μεταφέρονται στην επιφάνεια του χύτευσης, το αποτέλεσμα είναι ακόμη χειρότερο.
(3) Το περιβάλλον όπου τοποθετείται το καλούπι κεριού πρέπει να είναι καθαρότερο- τοποθετείται για πολύ καιρό και εναποτίθεται μεγάλη ποσότητα σκόνης στην επιφάνεια.
(4) Μετά την επιδιόρθωση του κεριού, στην επιφάνεια του τεμαχίου κεριού παραμένουν ψίχουλα κεριού.
Λύσεις:
(1) Ο απελευθερωτικός παράγοντας ή το ταλκ πρέπει να χρησιμοποιούνται με μέτρο, ώστε να αποφεύγεται η ταυτόχρονη χρήση ταλκ και απελευθερωτικού παράγοντα. Δώστε προσοχή στην επιθεώρηση του ελαστικού καλουπιού κατά τη χρήση και καθαρίστε τακτικά τα τοιχώματα της εσωτερικής κοιλότητας.
(2) Εξασφαλίστε την ποιότητα του κεριού και καθαρίστε το επαναχρησιμοποιημένο κερί πριν από τη χρήση.
(3) Διατηρείτε την καθαριότητα στο χώρο εργασίας. Όταν η σκόνη ή τα υπολείμματα ψίχουλα κεριού επικάθονται στην επιφάνεια του κεριού του καλουπιού, καθαρίστε τα σχολαστικά.
Προετοιμάστε τη συγκέντρωση του 0.2% - 0.3%ουδέτερο διάλυμα σαπουνιού, καλούπι κεριών πρώτα στο διάλυμα σαπουνιού για να πλύνετε, με μια μαλακή βούρτσα για να αφαιρέσετε τους επιφανειακούς γκρίζους λεκέδες λαδιού και στη συνέχεια καθαρίστε με νερό.
4.7 Τα μοντέλα Wax με υπερβολικό βάρος
[Περίπτωση 6-19] Μέρος κεριού υπέρβαρο
Πολλά κοσμήματα από πολύτιμα μέταλλα απαιτούν τον έλεγχο του βάρους του μετάλλου, γεγονός που απαιτεί αυστηρό έλεγχο του βάρους του τεμαχίου κεριού. Ωστόσο, κατά τη διάρκεια της έγχυσης κεριού, εάν η δύναμη συγκράτησης του ελαστικού καλουπιού είναι ανεπαρκής ή εάν η πίεση έγχυσης κεριού είναι πολύ υψηλή, η κοιλότητα του ελαστικού καλουπιού μπορεί να διογκωθεί, όπως φαίνεται στην Εικόνα 6-23. Μπορεί να υπάρξει αναλαμπή στη γραμμή διαχωρισμού, με αποτέλεσμα να δημιουργηθούν υπέρβαρα κομμάτια κεριού.

Εικόνα 6-23 Το καλούπι από καουτσούκ διογκώνεται και παραμορφώνεται υπό την υπερβολική πίεση έγχυσης κεριού, με αποτέλεσμα να δημιουργούνται υπέρβαρα κομμάτια κεριού.
Όταν κρατάτε με το χέρι το καλούπι από καουτσούκ για την έγχυση κεριού, διαφορετικά άτομα ή το ίδιο άτομο σε άλλες καταστάσεις μπορεί να έχουν διαφορετικές δυνάμεις συγκράτησης. Για να διατηρηθεί η σταθερότητα του βάρους του τεμαχίου κεριού, μπορεί να χρησιμοποιηθεί μια αυτόματη μηχανή έγχυσης κεριού με μηχανική διάταξη σύσφιξης, όπως φαίνεται στην Εικόνα 6-24. Τοποθετήστε το καλούπι από καουτσούκ στη συσκευή σύσφιξης, εισαγάγετε τον αριθμό προγράμματος και πατήστε το κουμπί εκκίνησης. Θα είναι έτοιμο για την έγχυση.

Η οπίσθια σύσφιξη του καλουπιού, η κίνηση προς τα εμπρός, η αυτόματη ευθυγράμμιση της θύρας έγχυσης κεριού, το κενό, η πρώτη έγχυση κεριού, η δεύτερη έγχυση κεριού, η συγκράτηση στερεοποίησης του καλουπιού κεριού, το άνοιγμα του καλουπιού και άλλες ενέργειες είναι πλήρως αυτόματες. Ο έλεγχος της θερμοκρασίας είναι ακριβής και το αποτέλεσμα της έγχυσης κεριού είναι τέλειο.
Τα μέρη από κερί με λεπτά τοιχώματα πρέπει να διαμορφώνονται με υψηλή πίεση έγχυσης κεριού. Αντίθετα, τα μέρη κεριού με παχιά τοιχώματα απαιτούν υψηλότερη συμπληρωματική πίεση συρρίκνωσης για να αντισταθμίσουν τη συρρίκνωση των μερών κεριού, η οποία είναι μερικές φορές δύσκολο να εξασφαλιστεί για την αντίσταση στην παραμόρφωση του καλούπι από καουτσούκ. Ως εκ τούτου, για δομικά απλά μέρη από κερί μπορεί να χρησιμοποιηθεί η χύτευση με μέταλλο, η οποία επιτρέπει πολύ υψηλή πίεση έγχυσης και καλή συνοχή στο βάρος του καλουπιού από κερί.
Τμήμα III: Επιθεώρηση ποιότητας και κοινά ελαττώματα των κενών καλουπιών χύτευσης
5. Περιεχόμενο ποιοτικής επιθεώρησης των εξαρτημάτων χύτευσης καλουπιών
Η ποιότητα του ακατέργαστου τεμαχίου χύτευσης έχει σημαντικό αντίκτυπο στη μετέπειτα επεξεργασία και στην ποιότητα του τελικού προϊόντος του κοσμήματος. Είναι απαραίτητο να ενισχυθεί ο ποιοτικός έλεγχος σε αυτή τη διαδικασία και να ταξινομηθούν τα προβλήματα που υπάρχουν στο κενό. Για ορισμένα σημαντικά ή δύσκολα επιδιορθώσιμα ελαττώματα χύτευσης, είναι προτιμότερο να τα κρίνουμε ως απόβλητα σε αυτή τη διαδικασία για να ελαχιστοποιήσουμε τις απώλειες.
Ο ποιοτικός έλεγχος των κενών επενδυτικής χύτευσης επικεντρώνεται κυρίως στις ακόλουθες πτυχές:
5.1 Εμφάνιση:
Ελέγξτε την ακεραιότητα του τεμαχίου, εάν οι διαστάσεις πληρούν τις απαιτήσεις και εάν υπάρχουν ελαττώματα, όπως ελαττώματα, παραμορφώσεις, ρωγμές κ.λπ. Ελέγξτε αν το χρώμα πληροί τις απαιτήσεις.
5.2 Ποιότητα επιφάνειας:
Εάν η επιφάνεια του χυτού είναι λεία και πυκνή και εάν υπάρχουν ελαττώματα όπως οπές άμμου, οπές μεταλλικού σύρματος, οπές αέρα κ.λπ.
5.3 Εσωτερική ποιότητα:
Αν το χυτευμένο μέταλλο είναι σωστό, αν υπάρχουν λανθασμένα χρώματα ή ανεπαρκή χρώματα και αν οι μηχανικές ιδιότητες, όπως η σκληρότητα, η αντοχή και η διαμορφωσιμότητα, ανταποκρίνονται στις απαιτήσεις.
5.4 Άλλες πτυχές
περιλαμβάνουν αν υπάρχει μαγνητισμός, αν μπορεί να ικανοποιήσει τις απαιτήσεις για την απελευθέρωση μετάλλων κ.λπ.
6. Παράγοντες που επηρεάζουν την ποιότητα των καλουπιών χύτευσης επενδύσεων
Υπάρχουν πολλοί παράγοντες διεργασίας που εμπλέκονται στη διαδικασία χύτευσης επενδύσεων κοσμήματος, οι οποίοι έχουν άμεσο ή έμμεσο αντίκτυπο στην ποιότητα των καλουπιών χύτευσης επενδύσεων. Πολλές φορές, τα ελαττώματα της χύτευσης επενδύσεων είναι αποτέλεσμα διαφόρων παραγόντων που συσσωρεύονται κατά τη διάρκεια της διαδικασίας. Οι εμπλεκόμενοι παράγοντες της διαδικασίας εμπίπτουν στις ακόλουθες κατηγορίες:
6.1 Φυσικές και χημικές ιδιότητες των μεταλλικών υλικών.
Συμπεριλαμβανομένης της συνολικής σύνθεσης του κράματος, της περιεκτικότητας και των τύπων ιχνοστοιχείων, των τύπων και της κατανομής των αποξειδωτικών και των βελτιωτικών κόκκων, του εύρους στερεοποίησης του κράματος, της αναλογίας νέου προς ανακυκλωμένο μέταλλο, της καθαρότητας του νέου και του ανακυκλωμένου μετάλλου, του ιστορικού θέρμανσης του ανακυκλωμένου μετάλλου, τα χαρακτηριστικά συρρίκνωσης του μετάλλου κατά τη στερεοποίηση, η επιφανειακή τάση του μεταλλικού υγρού στη θερμοκρασία χύτευσης, η θερμική αγωγιμότητα του μετάλλου, τα χαρακτηριστικά λανθάνουσας θερμότητας του μετάλλου, η συμπεριφορά διαβροχής του μεταλλικού υγρού στο καλούπι, οι θερμοφυσικές και χημικές αλληλεπιδράσεις μεταξύ μεταλλικού υγρού και καλουπιού κ.λπ.
6.2 Παράμετροι της διαδικασίας τήξης.
Συμπεριλαμβανομένης της ατμόσφαιρας τήξης, της υγρασίας του θαλάμου τήξης, του σχήματος του χωνευτηρίου, της σύνθεσης του χωνευτηρίου, της πηγής θερμότητας τήξης, της διάρκειας ζωής του χωνευτηρίου, της θερμοκρασίας του χωνευτηρίου, του χρόνου παραμονής του μεταλλικού υγρού σε συγκεκριμένη θερμοκρασία πριν από την έκχυση, του χρόνου παραμονής των χυτών μετά την έκχυση, της σύνθεσης και της κατάστασης των ροών κ.λπ.
6.3 Παράμετροι της διαδικασίας χύτευσης.
Συμπεριλαμβανομένης της θερμικής αγωγιμότητας του καλουπιού, της ατμόσφαιρας της κοιλότητας του καλουπιού, της θερμοκρασίας του καλουπιού, της δομής του καλουπιού, της ομοιομορφίας της θερμοκρασίας του καλουπιού, της διαπερατότητας του καλουπιού, της μηχανικής αντοχής του καλουπιού, της αντοχής της επιφανειακής συγκόλλησης του καλουπιού, του μεγέθους του καλουπιού και των χαρακτηριστικών συρρίκνωσης κατά τη χύτευση και την ψύξη του καλουπιού.
6.4 Παράμετροι διαδικασίας χύτευσης.
Συμπεριλαμβανομένης της πίεσης του αέρα έκχυσης, του ύψους της κεφαλής έκχυσης, της πραγματικής θερμοκρασίας του καλουπιού και του λιωμένου μετάλλου, της κατεύθυνσης της ροής του λιωμένου μετάλλου σε σχέση με το τεμάχιο κατά τη διάρκεια της χύτευσης, της ταχύτητας έκχυσης στη χύτευση υπό κενό, του μεγέθους και του σχήματος της εξόδου του χωνευτηρίου, της ταχύτητας περιστροφής στη φυγοκεντρική χύτευση, της απόστασης μεταξύ καλουπιού και χωνευτηρίου κατά τη διάρκεια της φυγοκεντρικής χύτευσης, του χρόνου διατήρησης του κενού κατά τη διάρκεια της διαδικασίας έκχυσης υπό κενό, του χρονικού διαστήματος από την αφαίρεση του καλουπιού από τον κλίβανο πύρωσης έως τη χύτευση, του χρόνου απόσβεσης μετά τη στερεοποίηση του χύτευσης, της μεθόδου έκρηξης του γύψου κ.λπ.
7. Συνήθη ελαττώματα των καλουπιών χύτευσης επενδύσεων
7.1 Ατέλειες πορώδους
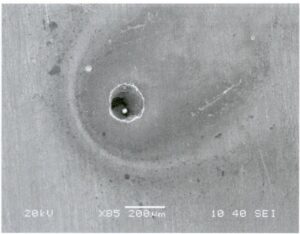
Ατέλειες πορώδους που σχηματίζονται από αέριο παγιδευμένο στο μέταλλο λόγω εξωτερικών ή εσωτερικών αερίων στο λιωμένο μέταλλο, χαρακτηρίζονται από στρογγυλές ή ακανόνιστες οπές, γενικά λείο εσωτερικό τοίχωμα των οπών, χρώμα στο μέταλλο ή χρώμα οξείδωσης, δύσκολο να διακριθούν όταν συνοδεύονται από οπές σκωρίας και οπές συρρίκνωσης. Το πορώδες επηρεάζει την ποιότητα της επιφάνειας των χυτευμάτων, καθιστώντας δύσκολη την επίτευξη λείας και λαμπρής γυαλισμένης επιφάνειας. Το πορώδες μειώνει την αποτελεσματική διατομή του τεμαχίου, επηρεάζοντας σε κάποιο βαθμό τις μηχανικές ιδιότητες και ο βαθμός επίδρασης εξαρτάται από το μέγεθος και το σχήμα των πόρων. Ανάλογα με τον μηχανισμό σχηματισμού των πόρων, μπορούν να διαχωριστούν σε αντιδραστικούς πόρους, εξιδρωματικούς πόρους και παρασυρόμενους πόρους.
[Περίπτωση 6-20] Αντιδραστικοί πόροι εμφανίζονται στο εσωτερικό του χύτευσης.
Οι αντιδραστικοί πόροι που σχηματίζονται από τη χημική αντίδραση του μεταλλικού υγρού με εσωτερικούς ή εξωτερικούς παράγοντες, δημιουργώντας αέριο, ονομάζονται αντιδραστικοί πόροι. Οι αντιδραστικοί πόροι διακρίνονται σε δύο τύπους: ενδογενείς και εξωγενείς. Οι ενδογενείς αντιδραστικοί πόροι αναφέρονται στους αέριους πόρους που σχηματίζονται από τη χημική αντίδραση μεταλλικών στοιχείων ή ενώσεων που διαλύονται στο μεταλλικό υγρό κατά τη στερεοποίηση του μεταλλικού υγρού, παράγοντας αέριο. Οι εξωγενείς αντιδραστικοί πόροι αναφέρονται στους αέριους πόρους που σχηματίζονται από τη χημική αντίδραση του μεταλλικού υγρού με εξωτερικούς παράγοντες, όπως το καλούπι, η σκωρία και η μεμβράνη οξειδίων, παράγοντας αέριο. Σύμφωνα με τα χαρακτηριστικά τους, οι εξωγενείς αντιδραστικοί πόροι μπορούν να διαχωριστούν σε υποδόριους πόρους, επιφανειακούς πόρους και εσωτερικούς πόρους.
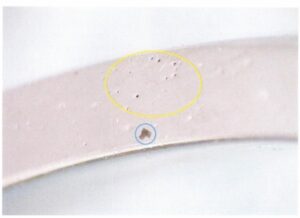
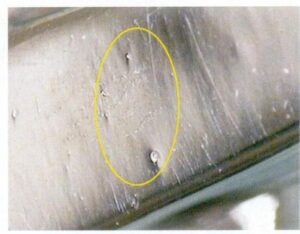
Για να αναλύσει κανείς τα αίτια των αντιδραστικών πόρων, θα πρέπει πρώτα να παρατηρήσει προσεκτικά τα χαρακτηριστικά και τις θέσεις όπου εμφανίζονται οι πόροι. Ας υποθέσουμε ότι οι πόροι είναι σχεδόν ομοιόμορφα κατανεμημένοι στη διατομή του τεμαχίου, με λεία εσωτερική επιφάνεια. Στην περίπτωση αυτή, υποδεικνύει ότι οι πόροι μπορεί να μην δημιουργούνται από την αποσύνθεση του γύψου κατά τη χύτευση, αλλά μάλλον από το ίδιο το μεταλλικό υγρό. Για παράδειγμα, όταν χρησιμοποιούνται επαναχρησιμοποιημένα υλικά που περιέχουν σκόνη επένδυσης γύψου, το θειικό ασβέστιο στον γύψο θα αποσυντεθεί και θα απελευθερώσει αέριο και το οξείδιο του χαλκού στο επίθεμα θα αντιδράσει με τον γύψο για να σχηματίσει αέριο, οδηγώντας στους τυπικούς πόρους. Εάν οι πόροι κατανέμονται μόνο κάτω από το δέρμα, ο συνήθης λόγος είναι η αποσύνθεση του γύψου κατά τη χύτευση. Η παρουσία υπολειμματικού άνθρακα θα μειώσει τη θερμοκρασία αποσύνθεσης του γύψου, αυξάνοντας τον κίνδυνο δημιουργίας αντιδραστικών πόρων.
Λαμβάνοντας ως παράδειγμα τους πόρους στην Εικόνα 6-25, οι οπές μέσα στους κίτρινους κύκλους της εικόνας είναι ομαλοί, τυπικοί πόροι. Αντίθετα, οι ακανόνιστες οπές που σημειώνονται με μπλε κύκλους στην κοντινή περιοχή μπορούν να συναχθούν ως σωματίδια που εισήλθαν στην κοιλότητα με το μεταλλικό υγρό μετά την αποκόλληση του καλουπιού. Αφού περιβληθούν από το μεταλλικό υγρό, αποσυντίθενται και αντιδρούν, απελευθερώνοντας αέριο. Το αέριο σχηματίζει μεγάλο αριθμό πόρων.
Λύση:
(1) Εάν χρησιμοποιούνται ανακυκλωμένα υλικά, τα υπολείμματα σκόνης χύτευσης πρέπει να απομακρύνονται σχολαστικά, καθώς θα αντιδράσουν με το λιωμένο μέταλλο και θα σχηματίσουν αέριο. Τα απορρίμματα χύτευσης με μεγάλο αριθμό πόρων θα πρέπει να καθαρίζονται πριν από την επαναχύτευση.
(2) Η διαδικασία ψησίματος του καλουπιού πρέπει να είναι διεξοδική για την εξάλειψη των υπολειμμάτων άνθρακα.
(3) Αυξήστε την αντοχή του καλουπιού, μειώστε την επίδραση του λιωμένου μετάλλου στο καλούπι και αποφύγετε την αποκόλληση του τοιχώματος του καλουπιού.
(4) Μειώστε σωστά τη θερμοκρασία του λιωμένου μετάλλου και του καλουπιού για να ελαχιστοποιήσετε τον κίνδυνο αποσύνθεσης του καλουπιού.
7.2 Τρύπες με διαχωρισμό σε χυτό υλικό
[Περίπτωση 6-21] Τρύπες με διαχωρισμό σε χυτά, τυχαία κατανεμημένες στη διατομή του χυτού, όπως φαίνεται στην Εικόνα 6-26.
Ανάλυση:
Το αέριο έχει υψηλή διαλυτότητα σε υγρό υψηλής θερμοκρασίας- η διαλυτότητα μειώνεται με την πτώση της θερμοκρασίας, κατά τη μετάβαση από το υγρό στο στερεό, η διαλυτότητα μειώνεται απότομα και το αδιάλυτο αέριο καθιζάνει. Όταν το κατακρημνισμένο αέριο δεν αποβάλλεται εγκαίρως και περιβάλλεται από στερεοποιημένους δενδρίτες, σχηματίζονται τρυπούλες με διαχωρισμό.
Πιθανοί ειδικοί λόγοι περιλαμβάνουν:
(1) Η χρήση υγρών, λιπαρών μεταλλικών υλικών.
(2) Δεν υπάρχει προστασία κατά την τήξη ή την υπερβολική απορρόφηση αερίων. Το υγρό μέταλλο απορροφά γρήγορα αέριο σε υψηλές θερμοκρασίες- όσο υψηλότερη είναι η θερμοκρασία, τόσο πιο σοβαρή είναι η απορρόφηση αερίου. Μετά την τήξη, δεν υπάρχει αποτελεσματική επεξεργασία απαέρωσης του μεταλλικού υγρού.
Για την επίλυση του προβλήματος των τρυπών με διαχωρισμό, θα πρέπει να χρησιμοποιούνται στεγνά και καθαρά μεταλλικά υλικά, να ελέγχεται η αναλογία νέων και ανακυκλωμένων μετάλλων, να δίνεται προσοχή στον έλεγχο της θερμοκρασίας και της ατμόσφαιρας κατά τη διάρκεια της τήξης, και για τα μέταλλα που είναι επιρρεπή στην απορρόφηση αερίων, η τήξη και η χύτευση θα πρέπει να γίνονται υπό προστατευτική ατμόσφαιρα όσο το δυνατόν περισσότερο.
7.3 Πορώδες εγκλωβισμού σε χυτά
[Περίπτωση 6-22] Πορώδες παγίδευσης σε χυτά, όπως φαίνεται στο σχήμα 6-27.
Ανάλυση:
Παγιδευμένο αέριο κατά τη διαδικασία χύτευσης, αέριο που παγιδεύεται στο εσωτερικό του χυτού κατά τη στερεοποίηση χωρίς να διαφεύγει εγκαίρως, σχηματίζοντας πορώδες. Τα χαρακτηριστικά του είναι ακανόνιστη κατανομή, κυρίως απομονωμένη κατανομή και ορισμένοι πόροι είναι σχετικά μεγάλοι σε όγκο. Οι πιθανοί λόγοι για την εμφάνιση του παγιδευμένου πορώδους στα χυτά περιλαμβάνουν τις ακόλουθες πτυχές:
(1) Πιτσιλιές λιωμένου μετάλλου κατά την έκχυση από το χωνευτήρι. Στην περίπτωση αυτή, το λιωμένο μέταλλο έρχεται σε επαφή με τον αέρα σε μεγάλη έκταση, ο οποίος όχι μόνο οξειδώνεται γρήγορα αλλά και αναπόφευκτα εγκλωβίζει μεγάλη ποσότητα αερίου.
(2) Το καλούπι χύτευσης έχει ρυθμιστεί αδικαιολόγητα και το κανάλι του μεταλλικού υγρού πρέπει να είναι πιο ομαλό. Όταν το εκμαγείο χύτευσης έχει σχεδιαστεί με κλειστό τρόπο, είναι εύκολο να προκληθούν αναταράξεις και παγίδευση αερίων κατά τη διάρκεια της πλήρωσης.
(3) Η πίεση έκχυσης είναι πολύ υψηλή και η πλήρωση του μεταλλικού υγρού είναι ασταθής.
Λύσεις:
(1) Δώστε προσοχή στην κατάσταση του στόματος του χωνευτηρίου. Εάν υπάρχουν εγκοπές, οζίδια, ζημιές κ.λπ. επιδιορθώστε και χειριστείτε τα πριν από τη χρήση. Εάν δεν μπορούν να επισκευαστούν, απορρίψτε τα.
(2) Κατά την τοποθέτηση του εκμαγείου, λάβετε υπόψη σας τις αναλογίες των διαφόρων τμημάτων. Χρησιμοποιήστε στρογγυλεμένες μεταβάσεις στη σύνδεση μεταξύ του εκμαγείου χύτευσης και του εκμαγείου για να αποφύγετε το στένωμα και να αποτρέψετε το φαινόμενο της παγίδευσης αερίων που προκαλείται από τις ορθογώνιες συνδέσεις.
(3) Ελέγξτε σωστά την πίεση έκχυσης, όπως η ταχύτητα της φυγοκεντρικής χύτευσης και η κεφαλή πίεσης στη χύτευση υπό κενό, για να εξασφαλίσετε την ομαλή πλήρωση του μεταλλικού υγρού χωρίς πιτσίλισμα.
7.3 Ατέλειες πορώδους συρρίκνωσης
(1) Συρρίκνωση χυτών κραμάτων. Όταν ένα υγρό κράμα ψύχεται από την υγρή στη στερεή κατάσταση λόγω της σταδιακής μετάβασης των ατόμων μετάλλων από την τάξη μικρής εμβέλειας στην τάξη μεγάλης εμβέλειας, καθώς και της μείωσης και εξαφάνισης των κενών, παρατηρείται γενικά μείωση του όγκου. Μετά τη στερεοποίηση του υγρού κράματος, καθώς η θερμοκρασία συνεχίζει να μειώνεται, η διατομική απόσταση μικραίνει περαιτέρω, οδηγώντας σε περαιτέρω μείωση του όγκου. Κατά τη διαδικασία ψύξης των χυτών κραμάτων από την υγρή στη στερεή κατάσταση, το φαινόμενο της μείωσης του όγκου λόγω της μείωσης της θερμοκρασίας ονομάζεται συρρίκνωση των χυτών κραμάτων. Η συρρίκνωση είναι η βασική αιτία πολλών ελαττωμάτων στα χυτά, όπως οι κοιλότητες συρρίκνωσης, το πορώδες συρρίκνωσης, οι τάσεις, οι παραμορφώσεις και οι ρωγμές. Είναι μία από τις βασικές ιδιότητες χύτευσης των χυτών κραμάτων. Έχει σημαντικό αντίκτυπο στα χυτά (όπως η επίτευξη γεωμετρικών σχημάτων και διαστάσεων που πληρούν τις απαιτήσεις, καθώς και πυκνά, υψηλής ποιότητας χυτά).
Η μεταβολή του όγκου ενός κράματος, όταν αυτό μεταπίπτει από τη θερμοκρασία υγρού στη θερμοκρασία δωματίου, εκφράζεται ως συρρίκνωση όγκου. Εκτός από τη μεταβολή όγκου, η συρρίκνωση του κράματος στη στερεά κατάσταση μπορεί επίσης να αναπαρασταθεί με τη μεταβολή μήκους, γνωστή ως γραμμική συρρίκνωση. Η συρρίκνωση του κράματος διέρχεται από τρία στάδια: στάδιο συρρίκνωσης σε υγρό, στάδιο συρρίκνωσης σε στερεοποίηση και στάδιο συρρίκνωσης σε στερεό.
Υγρή συρρίκνωση: Η συρρίκνωση ενός υγρού κράματος από τη θερμοκρασία έκχυσης στη θερμοκρασία της γραμμής υγρού στην αρχή της στερεοποίησης ονομάζεται υγρή συρρίκνωση. Δεδομένου ότι το κράμα βρίσκεται σε υγρή κατάσταση, ονομάζεται υγρή συρρίκνωση, η οποία εκδηλώνεται με τη μείωση της στάθμης του υγρού στην κοιλότητα του καλουπιού.
Συρρίκνωση στερεοποίησης: Για κράματα με συγκεκριμένο θερμοκρασιακό εύρος, όταν μετατρέπονται από υγρό σε στερεό, ονομάζεται συρρίκνωση στερεοποίησης, επειδή το κράμα βρίσκεται σε στερεοποιημένη κατάσταση. Η συρρίκνωση στερεοποίησης τέτοιων κραμάτων περιλαμβάνει κυρίως δύο μέρη: μείωση της θερμοκρασίας (σχετίζεται με το εύρος θερμοκρασιών κρυστάλλωσης του κράματος) και αλλαγή κατάστασης (αλλαγή όγκου κατά την αλλαγή κατάστασης).
Στερεά συρρίκνωση: Η συρρίκνωση ενός χυτού κράματος από τη θερμοκρασία της γραμμής στερεού στη θερμοκρασία δωματίου ονομάζεται στερεά συρρίκνωση, επειδή το κράμα βρίσκεται σε στερεά κατάσταση. Στην πραγματική παραγωγή, δεδομένου ότι η στερεή συρρίκνωση συχνά εκδηλώνεται ως μείωση των εξωτερικών διαστάσεων του χυτού, χρησιμοποιείται γενικά ένας γραμμικός ρυθμός συρρίκνωσης για την αναπαράσταση. Εάν η γραμμική συρρίκνωση του κράματος δεν παρεμποδίζεται από τις εξωτερικές ράβδους του καλουπιού, ονομάζεται ελεύθερη συρρίκνωση- διαφορετικά, ονομάζεται περιορισμένη γραμμική συρρίκνωση. Η γραμμική συρρίκνωση των χυτών κραμάτων όχι μόνο επηρεάζει άμεσα την ακρίβεια των διαστάσεων των χυτών αλλά είναι επίσης η βασική αιτία των τάσεων, των ρωγμών και των παραμορφώσεων στα χυτά.
Ο ρυθμός συρρίκνωσης της χύτευσης δεν σχετίζεται μόνο με τους παράγοντες του χρησιμοποιούμενου κράματος, αλλά και με τα χαρακτηριστικά της διαδικασίας χύτευσης, το δομικό σχήμα της χύτευσης και την ποσότητα των διαλυμένων αερίων στο κράμα κατά τη διαδικασία τήξης.
Η συρρίκνωση του υγρού και η συρρίκνωση στερεοποίησης είναι οι κύριοι λόγοι για το σχηματισμό κοιλοτήτων συρρίκνωσης και πόρων συρρίκνωσης στα χυτά.
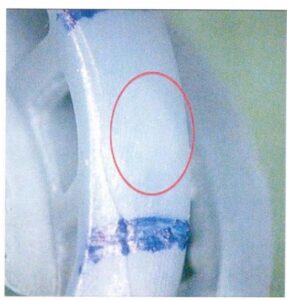
[Περίπτωση 6-23] Το χυτό έχει τρύπες συρρίκνωσης ή επιφανειακή συρρίκνωση, όπως φαίνεται στα Σχήματα 6-28 και 6-29.
(2) Κοιλότητες συρρίκνωσης και πορώδη συρρίκνωσης σε χυτά. Κατά τη διαδικασία ψύξης και στερεοποίησης των χυτών, λόγω της υγρής συρρίκνωσης και της συρρίκνωσης στερεοποίησης του κράματος, συχνά εμφανίζονται οπές στο τελευταίο στερεοποιημένο τμήμα του χυτού. Οι οπές με μεγάλο και σχετικά συγκεντρωμένο όγκο ονομάζονται κοιλότητες συρρίκνωσης- οι οπές που είναι μικρές και διάσπαρτες ονομάζονται πορώδη συρρίκνωσης. Οι κοιλότητες συρρίκνωσης έχουν ακανόνιστα σχήματα, τραχιές επιφάνειες και αναπτυγμένες δενδριτικές κορυφές, ώστε να διακρίνονται σαφώς από τους πόρους αερίου.
Ας υποθέσουμε ότι υπάρχουν οπές συρρίκνωσης και συρρίκνωση στα χυτά. Σε αυτή την περίπτωση, η αποτελεσματική περιοχή έδρασης των χυτών θα μειωθεί, προκαλώντας συγκέντρωση τάσεων, μειώνοντας σημαντικά τις μηχανικές ιδιότητες των χυτών και μειώνοντας επίσης τις φυσικές και χημικές ιδιότητες των χυτών, καταστρέφοντας την πυκνότητα της επιφάνειας και την απόδοση στίλβωσης.
Ο πρωταρχικός λόγος για το σχηματισμό της συρρίκνωσης είναι ο ίδιος με αυτόν των οπών συρρίκνωσης. Οφείλεται κυρίως στο ευρύ φάσμα θερμοκρασιών κρυστάλλωσης του κράματος, στους αναπτυγμένους δενδρίτες, στο υγρό του κράματος που στερεοποιείται σχεδόν ταυτόχρονα και στις λεπτές και διάσπαρτες οπές που σχηματίζονται από τη συρρίκνωση του υγρού και τη στερεοποίηση που δεν συμπληρώνεται από εξωτερικό μεταλλικό υγρό.
Υπάρχει μια ορισμένη κανονικότητα μεταξύ της τάσης συρρίκνωσης και της συρρίκνωσης στα χυτά και της σύνθεσης του κράματος. Τα κράματα στερεοποίησης με κατεύθυνση τείνουν να παράγουν συγκεντρωμένη συρρίκνωση- τα κράματα στερεοποίησης με πάστα τείνουν να παράγουν συρρίκνωση και ο αριθμός των οπών συρρίκνωσης και η συρρίκνωση μπορούν να μετατραπούν η μία στην άλλη, αλλά ο συνολικός όγκος τους παραμένει ουσιαστικά αμετάβλητος.

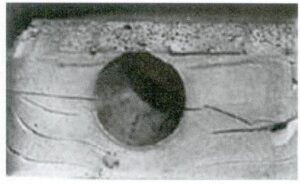
Οι δύο παραπάνω εικόνες ανήκουν στον ίδιο τύπο ελαττώματος συρρίκνωσης και η διαδικασία σχηματισμού τους μπορεί να εξηγηθεί στο Σχήμα 6-30. Αφού το μεταλλικό υγρό γεμίσει την κοιλότητα του καλουπιού, σχηματίζεται ένα κέλυφος στο τοίχωμα του καλουπιού λόγω της επίδρασης ψύξης του τοιχώματος του καλουπιού- ταυτόχρονα, εμφανίζεται συρρίκνωση όγκου και η στάθμη του μεταλλικού υγρού μειώνεται σταδιακά. Καθώς η θερμότητα του μεταλλικού υγρού συνεχίζει να διαχέεται στο τοίχωμα του καλουπιού, η διεπιφάνεια στερεοποίησης προχωρά συνεχώς στην υγρή φάση, το στρώμα στερεοποίησης γίνεται όλο και πιο παχύ και οι κοιλότητες συρρίκνωσης που σχηματίζονται από την υγρή φάση και τη συρρίκνωση στερεοποίησης γίνονται επίσης όλο και μεγαλύτερες. Αφού ολοκληρωθεί η στερεοποίηση, σχηματίζεται μια κοιλότητα συρρίκνωσης σε σχήμα αχλαδιού. Εάν ο ανυψωτήρας δεν παρέχει αρκετό μεταλλικό υγρό για να γεμίσει αυτή την κοιλότητα
Τότε, θα παραμείνουν υπολείμματα κοιλότητας συρρίκνωσης στο εσωτερικό του χυτού, όπως η κοιλότητα συρρίκνωσης στη λαβή δακτυλίου που φαίνεται στην Εικόνα 6-28. Εάν η επιφάνεια χύτευσης είναι ένα ανοικτό επίπεδο, τότε το στρώμα στερεοποίησης στην επιφάνεια, υπό την εξωτερική ατμοσφαιρική πίεση και τη χαμηλή πίεση ή το κενό στο εσωτερικό της κοιλότητας συρρίκνωσης, θα σχηματίσει την κοιλότητα συρρίκνωσης που φαίνεται στο σχήμα 6-29.



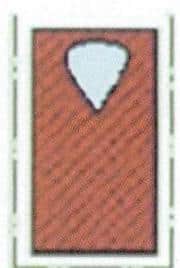

Σχήμα 6-30 Σχηματικό διάγραμμα της διαδικασίας σχηματισμού της οπής συρρίκνωσης
Οι οπές συρρίκνωσης έχουν τα ακόλουθα χαρακτηριστικά: όπως τα καθαρά μέταλλα, τα κράματα ευτηκτικής σύνθεσης και τα κράματα με στενό εύρος θερμοκρασιών κρυστάλλωσης. Στερεοποιούνται με τρόπο στρώμα προς στρώμα από την επιφάνεια προς το εσωτερικό υπό γενικές συνθήκες χύτευσης- συγκεντρώνονται κυρίως στο ανώτερο τμήμα του χυτού και στο τελευταίο στερεοποιημένο τμήμα- οι οπές συρρίκνωσης εμφανίζονται επίσης συχνά σε θέσεις όπου η στερεοποίηση είναι μεταγενέστερη ή βραδύτερη, όπως περιοχές του χυτού με παχιά τοιχώματα, διασταυρώσεις δύο τοιχωμάτων και κοντά στο εσωτερικό εκμαγείο (αναφέρονται ως θερμά σημεία). Οι οπές συρρίκνωσης είναι σχετικά μεγάλες, ακανόνιστου σχήματος και έχουν τραχιές επιφάνειες.
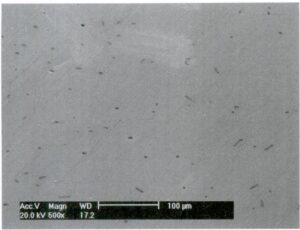
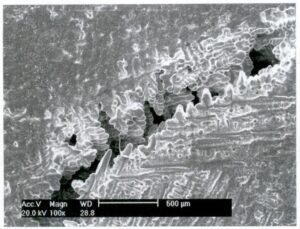
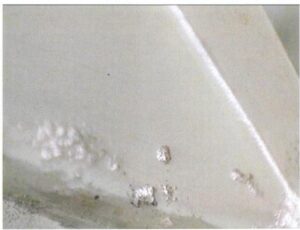
[Υπόθεση 6-24] Στη χύτευση εμφανίστηκε πορώδες συρρίκνωσης, όπως φαίνεται στα Σχήματα 6-31 και 6-32.


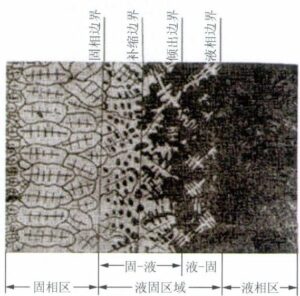
Στις δύο παραπάνω περιπτώσεις δακτυλιοειδών επιφανειών, οι συστάδες οπών είναι ορατές με γυμνό μάτι, συχνά εμφανίζονται σε μεγάλες διατομές, με αποτέλεσμα να δημιουργούνται τραχιές επιφάνειες στο τεμάχιο. Όταν παρατηρούνται υπό μεγεθυντικό φακό, μπορεί να διακρίνεται μια πιο εμφανής δενδριτική επιφάνεια. Κατά την παρατήρηση στο μικροσκόπιο, τα εσωτερικά τοιχώματα των οπών δεν είναι λεία, εμφανίζοντας μια δενδριτική σκελετική δομή, όπως φαίνεται στην Εικόνα 6-33. Λόγω των χαρακτηριστικών εμφάνισης αυτών των οπών, αυτός ο τύπος ελαττώματος αναφέρεται ευρέως ως "μαρασμός του μετάλλου" στη βιομηχανία κοσμημάτων.
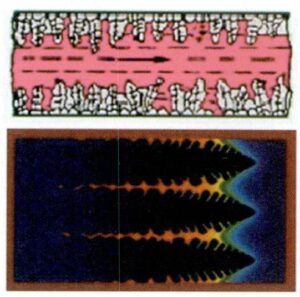
Η συρρίκνωση, όπως και οι κοιλότητες συρρίκνωσης, είναι επίσης ένα ελάττωμα οπής που προκαλείται από τη συρρίκνωση του μετάλλου. Παρόλα αυτά, έχει τα χαρακτηριστικά της στο σχηματισμό. Η στερεοποίηση του μετάλλου εκδηλώνεται ως πυρηνοποίηση και ανάπτυξη κρυστάλλων. Για κράματα με συγκεκριμένη κρυσταλλική απόσταση, η στερεοποίησή τους είναι η διαδικασία σχηματισμού κρυσταλλικών πυρήνων και ανάπτυξης κρυστάλλων σε δενδριτικό σχήμα- ειδικά για κράματα με ευρύ φάσμα θερμοκρασιών κρυστάλλωσης, στερεοποιούνται γενικά με τρόπο ογκομετρικής στερεοποίησης. Οι μικροσκοπικοί κρύσταλλοι στη ζώνη στερεοποίησης εξελίσσονται γρήγορα σε καλά αναπτυγμένους δενδριτικούς κρυστάλλους. Όταν η στερεά φάση φτάσει σε μια ορισμένη ποσότητα για να σχηματίσει κρυσταλλικό σκελετό, το μη στερεοποιημένο υγρό μέταλλο χωρίζεται σε απομονωμένες μικρές λίμνες τήγματος, όπως φαίνεται στο Σχήμα 6-34. Κατά τη διάρκεια της επακόλουθης διαδικασίας ψύξης, το υγρό στις μικρές λίμνες τήγματος θα υποστεί υγρή συρρίκνωση και συρρίκνωση στερεοποίησης.
Αντίθετα, το στερεοποιημένο μέταλλο θα υποστεί στερεή συρρίκνωση. Επειδή το άθροισμα της υγρής συρρίκνωσης και της συρρίκνωσης στερεοποίησης του μετάλλου της λίμνης τήξης είναι σημαντικότερο από τη στερεή συρρίκνωση, η διαφορά μεταξύ των δύο προκαλεί το σχηματισμό μικρών διασκορπισμένων κοιλοτήτων συρρίκνωσης στις αντίστοιχες θέσεις, δηλαδή ελαττώματα συρρίκνωσης. Ας υποθέσουμε ότι το υγρό μέταλλο δεν βρέχει το καλούπι και ο γύψος αποσυντίθεται σχηματίζοντας αέριο διοξείδιο του θείου. Στην περίπτωση αυτή, το εναπομείναν μεταλλικό υγρό θα απομακρυνθεί από την επιφάνεια, αφήνοντας πίσω του ένα δενδριτικό σκελετό, δημιουργώντας έτσι μια τυπική δενδριτική δομή επιφάνειας.
Πιθανές αιτίες και παράγοντες επιρροής των κοιλοτήτων συρρίκνωσης και του πορώδους συρρίκνωσης
(1) Παράγοντες των κραμάτων χύτευσης. Τα καθαρά μέταλλα, τα κράματα ευτηκτικών συστατικών και τα κράματα με στενό εύρος θερμοκρασιών κρυστάλλωσης τείνουν να στερεοποιούνται με στρωματοποιημένο τρόπο, σχηματίζοντας συγκεντρωμένες κοιλότητες συρρίκνωσης. Με την υιοθέτηση κατάλληλων διαδικασιών χύτευσης, οι κοιλότητες συρρίκνωσης μπορούν να μεταφερθούν σε ανυψωτήρες και πυρήνες για να ληφθούν πυκνά χυτά. Τα κράματα με ευρύ φάσμα στερεοποίησης τείνουν να στερεοποιούνται με παχύρρευστο τρόπο, σχηματίζοντας διασκορπισμένους πόρους συρρίκνωσης. Κατά την επιλογή κραμάτων, θα πρέπει να χρησιμοποιούνται κατά το δυνατόν κράματα με μικρό εύρος στερεοποίησης.
Όταν ανακυκλώσιμα μέταλλα ή σοβαρή οξείδωση συμβαίνει κατά τη διάρκεια της διαδικασίας τήξης μετάλλων, θα προωθηθεί η αποσύνθεση της επενδυτικής σκόνης γύψου, με αποτέλεσμα
Το αέριο προάγει σε κάποιο βαθμό το σχηματισμό δενδριτικών κρυσταλλικών επιφανειών.
(2) Παράγοντες της διαδικασίας χύτευσης καλουπιού. Η θερμοκρασία του καλουπιού έχει σημαντικό αντίκτυπο στη συρρίκνωση και στα ελαττώματα χαλαρότητας. Μια υψηλή θερμοκρασία καλουπιού μειώνει τον αριθμό των επιφανειακών πυρήνων, γεγονός που ευνοεί την ανάπτυξη δενδριτικών κρυστάλλων. Η στερεοποίηση της επιφάνειας είναι εύθραυστη, προωθώντας τον σχηματισμό δενδριτικών επιφανειών και ελαττωμάτων συρρίκνωσης. Τα καλούπια γύψου έχουν κακή θερμική σταθερότητα. Όταν η θερμοκρασία του καλουπιού ή η θερμοκρασία του μεταλλικού υγρού είναι πολύ υψηλή, είναι εύκολο να προκληθεί αποσύνθεση του γύψου. Ας υποθέσουμε ότι το καλούπι γύψου δεν έχει πυρωθεί διεξοδικά και ότι στο τοίχωμα του καλουπιού εμφανίζεται υπολειμματικός άνθρακας. Σε αυτή την περίπτωση, θα μειωθεί η θερμοκρασία αποσύνθεσης του γύψου, θα αυξηθεί ο κίνδυνος αποσύνθεσης του γύψου και θα προωθηθεί περαιτέρω ο σχηματισμός μιας δενδριτικής επιφάνειας.
(3) Παράγοντες του συστήματος έκχυσης: Όταν ο σχεδιασμός του συστήματος έκχυσης συγκρούεται με τις αρχές στερεοποίησης του χυτού, μπορεί να οδηγήσει στην εμφάνιση συρρίκνωσης ή πορώδους συρρίκνωσης στο χυτό. Οι κύριες εκδηλώσεις είναι οι εξής: το μέγεθος του πυρήνα πρέπει να ανταποκρίνεται στις απαιτήσεις ολόκληρου του μεταλλικού δέντρου για τροφοδοσία και συρρίκνωση και πρέπει να διατηρεί ένα ορισμένο ύψος για να διευκολύνει τη διαδοχική στερεοποίηση- το μέγεθος, η ποσότητα, η θέση και η δομή των ψυκτών έχουν σημαντικό αντίκτυπο στη στερεοποίηση του χυτού. Τα ψυγεία θα πρέπει να τοποθετούνται στο πιο πρόσφατο στερεοποιούμενο τμήμα του χύτευσης και το μέγεθος και η δομή τους θα πρέπει να εξασφαλίζουν ότι στερεοποιούνται αργότερα από το χυτό. Ο αριθμός των ψυκτών θα πρέπει να εξασφαλίζει ότι καλύπτουν ολόκληρο το εύρος τροφοδοσίας και συρρίκνωσης του χυτού- η θέση του τεμαχίου επηρεάζει επίσης την εμφάνιση συρρίκνωσης ή πορώδους συρρίκνωσης. Θα πρέπει να απέχει ορισμένη απόσταση από το εκμαγείο για να επιτυγχάνεται επαρκής πίεση τροφοδοσίας. Τα τεμάχια δεν πρέπει να βρίσκονται πολύ κοντά το ένα στο άλλο για να αποφευχθεί η υπερθέρμανση του καλουπιού μεταξύ των τεμαχίων, που οδηγεί σε θερμική αποσύνθεση.
(4) Παράγοντες της διαδικασίας έκχυσης. Η επαρκής ποσότητα λιωμένου μετάλλου αποτελεί προϋπόθεση για την εξάλειψη των ελαττωμάτων πορώδους συρρίκνωσης. Η θερμοκρασία έκχυσης του λιωμένου μετάλλου είναι ευαίσθητη στη συρρίκνωση και στο πορώδες συρρίκνωσης. Ας υποθέσουμε ότι η θερμοκρασία έκχυσης είναι πολύ υψηλή- η υγρή συρρίκνωση του μετάλλου αυξάνεται. Στην περίπτωση αυτή, η ψύξη και η στερεοποίηση είναι αργές και αναπτύσσονται οι δενδρίτες, οι οποίοι θα προωθήσουν σημαντικά τη συρρίκνωση και τα ελαττώματα πορώδους συρρίκνωσης.
Το πορώδες μικροσυρρίκνωσης είναι πιο πιθανό να εμφανιστεί μεταξύ των δενδριτών, με μικρές και καμπύλες οπές που είναι διασκορπισμένες σε όλο το τμήμα του χυτού. Είναι δύσκολο να αποφευχθεί ή να εξαλειφθεί όταν η πίεση τροφοδοσίας είναι ανεπαρκής. Ως εκ τούτου, είναι απαραίτητο να διατηρηθούν τα κανάλια τροφοδοσίας και συρρίκνωσης του πυρήνα, των ψυγμάτων και του λιωμένου μετάλλου στο χύτευση, να ξεπεραστεί η αντίσταση κατά μήκος της διαδρομής και να απαιτηθεί επαρκής εξωτερική πίεση τροφοδοσίας.
Όταν δημιουργούνται δέντρα από κερί, είναι σημαντικό να αποφεύγεται η χύτευση τεμαχίων με σημαντικά διαφορετικές δομές στο ίδιο δέντρο, καθώς οι διαφορετικές δομές απαιτούν διαφορετικές διαδικασίες χύτευσης, με αποτέλεσμα να είναι εύκολο να αντιμετωπιστούν προβλήματα παραμέλησης μιας πτυχής, ενώ εστιάζεται σε μια άλλη, όταν χύτευση γίνεται ταυτόχρονα.
(5) Η πτυχή της δομής του τεμαχίου. Τα ελαττώματα συρρίκνωσης και χαλαρότητας είναι επίσης ευαίσθητα στο πάχος του τοιχώματος των χυτών. Τα χυτά με παχύ τοίχωμα είναι πιο επιρρεπή σε συρρίκνωση και χαλαρότητα, ιδίως σε εξαρτήματα με παχιές διατομές ή κεντρικούς δρομείς. Το λιωμένο μέταλλο περιέχει μεγάλη ποσότητα θερμότητας, αυξάνοντας σημαντικά τη θερμοκρασία της επιφάνειας του καλουπιού, αυξάνοντας την πιθανότητα αποσύνθεσης του γύψου και προωθώντας τη δημιουργία κοιλοτήτων συρρίκνωσης αερίου (χαλαρότητα). Από αυτή την άποψη, είναι απαραίτητο να μειωθεί το πάχος του τοιχώματος του χυτού. Ωστόσο, ας υποθέσουμε ότι το πάχος του τοιχώματος του χύτευσης είναι πολύ λεπτό και η επιφάνεια είναι πολύ λεία. Στην περίπτωση αυτή, αυξάνεται η πιθανότητα εμφάνισης διασκορπισμένων ελαττωμάτων συρρίκνωσης. Όταν το πάχος του τοιχώματος του χύτευσης είναι ανομοιόμορφο, δημιουργούνται εύκολα κοιλότητες συρρίκνωσης ή χαλαρότητα στα τμήματα με παχύ τοίχωμα και στα θερμά σημεία. Επομένως, το πάχος τοιχώματος θα πρέπει να ελέγχεται εντός συγκεκριμένου εύρους, η διαφορά πάχους τοιχώματος θα πρέπει να ελαχιστοποιείται όσο το δυνατόν περισσότερο και θα πρέπει να λαμβάνονται ολοκληρωμένα μέτρα όσον αφορά τον αριθμό των χύτευσης και τις θέσεις τους, τη θερμοκρασία του καλουπιού, τη θερμοκρασία του λιωμένου μετάλλου, τις ιδιότητες του μετάλλου κ.λπ.
7.4 Επιφανειακή τραχύτητα
Η επιφανειακή τραχύτητα αναφέρεται στην ανομοιόμορφη και τραχιά επιφάνεια των χυτών, που γενικά προκαλείται από δύο καταστάσεις: η μία προκαλείται από την τραχύτητα του κύριου καλουπιού και η άλλη προκαλείται από κακή ποιότητα καλουπιού κατά τη διαδικασία χύτευσης.
[Περίπτωση 6-25]
Κατά τη χρήση προτύπων κεριού ή ρητίνης ταχείας πρωτοτυποποίησης για τη χύτευση ασημένιων προτύπων, υπάρχουν συνήθως μικροσκοπικά βήματα που σχηματίζονται από τη στρωματοποιημένη κατασκευή στην επιφάνεια των προτύπων κεριού ή ρητίνης, τα οποία θα αναπαραχθούν στην επιφάνεια των ασημένιων χύτευσης, με αποτέλεσμα την εμφάνιση τραχύτητας στην επιφάνεια των χυτό ασημένιων προτύπων, όπως φαίνεται στην Εικόνα 6-35.


[Περίπτωση 6-26] Χύτευση 925 Silver Pendant Surface Rough, όπως φαίνεται στην Εικόνα 6-36.
Η επιφάνεια του κύριου καλουπιού είναι πολύ ομαλή, αλλά λόγω της κακής ποιότητας του καλουπιού κεριού ή του καλουπιού χύτευσης και της ακατάλληλης διαδικασίας χύτευσης, ένας μεγάλος αριθμός σημείων διάβρωσης εμφανίζεται στην επιφάνεια των κακών εξαρτημάτων χύτευσης, τραχύς και άνισος.
Ανάλυση:
Η επιφανειακή τραχύτητα στα χυτά κοσμήματα συνδέεται στενά με την ποιότητα του κύριου καλουπιού, του κεριού, του καλουπιού χύτευσης και της διαδικασίας χύτευσης. Οι πιθανοί λόγοι για την επιφανειακή τραχύτητα των τεμαχίων χύτευσης είναι οι εξής:
(1) Όταν η επιφάνεια του πρωτότυπου ή του κέρινου καλουπιού είναι τραχιά, τα χυτά που κατασκευάζονται από αυτό θα είναι σίγουρα τραχιά.
(2) Το καλούπι χύτευσης έχει χαμηλή αντοχή και είναι επιρρεπές σε ρωγμές και ξεφλούδισμα. Για παράδειγμα, οι σκόνες χύτευσης χαμηλής ποιότητας, η παρατεταμένη αποθήκευση των σκονών χύτευσης χωρίς χρήση, η αποθήκευση των σκονών χύτευσης σε υγρό περιβάλλον και η υπερβολικά υψηλή αναλογία νερού προς σκόνη κατά το άνοιγμα της σκόνης θα μειώσουν την αντοχή του καλουπιού χύτευσης.
(3) Όταν φυτεύεται το δέντρο κεριού, εάν τα μέρη συγκόλλησης δεν έχουν υποστεί κατάλληλη επεξεργασία, εμφανίζονται αιχμηρές γωνίες ή μικρές οπές και το καλούπι χύτευσης μπορεί να ραγίσει λόγω της πρόσκρουσης του χυτού μετάλλου.
(4) Κατά τη διάρκεια της χύτευσης, το μεταλλικό υγρό ακουμπά στο τοίχωμα του καλουπιού, προκαλώντας ρωγμές και αποκόλληση του τοιχώματος του καλουπιού. Όσο μεγαλύτερη είναι η ταχύτητα πλήρωσης του μεταλλικού υγρού, τόσο μεγαλύτερη είναι η δύναμη βουρτσίσματος στο καλούπι και τόσο μεγαλύτερος είναι ο κίνδυνος αποκόλλησης σωματιδίων σκόνης χύτευσης. Η φυγοκεντρική χύτευση είναι πιο πιθανό να σχηματίσει τέτοια ελαττώματα από τη στατική χύτευση.
Λύσεις:
(1) Βελτιώστε την ποιότητα της επιφάνειας των κύριων προτύπων ταχείας πρωτοτυποποίησης, μειώστε το μέγεθος του βήματος κατά τη διάρκεια της χύτευσης με απανωτές στρώσεις και γυαλίστε την επιφάνεια του κύριου προτύπου μετά τη χύτευση.
(2) Βελτιώστε την ποιότητα της επιφάνειας των καλουπιών κεριού, αποφύγετε την υπερβολική χρήση ταλκ κατά τη διάρκεια της έγχυσης κεριού, μην αφήνετε τα καλούπια κεριού για πολύ καιρό και καθαρίστε τα καλούπια κεριού που έχουν συσσωρεύσει σκόνη πριν από τη χρήση.
(3) Έλεγχος της ποιότητας των σκονών χύτευσης και της διαδικασίας κονιοποίησης. Επιλέξτε σκόνες χύτευσης με εγγυημένη ποιότητα και αποθηκεύστε τις σκόνες χύτευσης σφραγισμένες σε ξηρό περιβάλλον για περιορισμένο χρονικό διάστημα. Ας υποθέσουμε ότι η σκόνη χάνει τη λάμψη της για ασυνήθιστα μεγάλο χρονικό διάστημα κατά τη διάρκεια της κονιοποίησης. Στην περίπτωση αυτή, μπορεί να υποδηλώνει ότι η σκόνη χύτευσης έχει λήξει, αυξάνοντας σημαντικά τον κίνδυνο εμφάνισης τραχιών επιφανειών. Ελέγξτε λογικά την αναλογία νερού προς σκόνη κατά τη διάρκεια της κονιοποίησης, μειώνοντας κατάλληλα την αναλογία νερού προς σκόνη, εξασφαλίζοντας παράλληλα τη ρευστότητα του πολτού.
(4) Κατά την κατασκευή των κέρινων δένδρων, εξασφαλίστε μια ομαλή σύνδεση μεταξύ του καλούπιου καλούπιου και του κεντρικού δρομέα.
(5) Μειώστε σωστά την κεφαλή πίεσης του μετάλλου, ελέγξτε την ταχύτητα έκχυσης και αποφύγετε τη χρήση υπερβολικών ταχυτήτων φυγοκεντρικής χύτευσης.
7.5 Pi Feng/Flashs
Το Pi Feng αναφέρεται σε ακανόνιστες νιφάδες υλικού που προσκολλώνται στην άκρη του χύτευσης, γνωστή και ως "ιπτάμενη άκρη".
Μεγάλα κομμάτια Pi Feng/Flashs εμφανίστηκαν στην κοίλη οπή του χυτό ασημένιο μενταγιόν 925, όπως φαίνεται στην Εικόνα 6-37.
Ανάλυση [Περίπτωση 6-27]:
Το Pi Feng/Flashs είναι το πλεονάζον μέρος στη χύτευση, το οποίο μπορεί να προκληθεί από δύο πιθανότητες: το ένα είναι ότι υπάρχει Pi Feng στο ίδιο το καλούπι κεριού, το οποίο αντιγράφεται στη χύτευση, το άλλο δημιουργείται κατά τη διάρκεια της διαδικασίας χύτευσης, η οποία προκαλείται από ρωγμές στο καλούπι, και το μεταλλικό υγρό διεισδύει και σχηματίζει Pi Feng. Αυτός ο τύπος ελαττώματος πρέπει να αντιμετωπιστεί από τις ακόλουθες πτυχές:
(1) Βελτίωση της αντοχής του καλουπιού. Όταν η αντοχή του καλουπιού είναι ανεπαρκής, είναι επιρρεπές σε ρωγμές. Πρέπει να χρησιμοποιούνται υψηλής ποιότητας και σωστά αποθηκευμένες σκόνες χύτευσης και η αναλογία νερού προς σκόνη δεν πρέπει να είναι πολύ υψηλή κατά το άνοιγμα της σκόνης.

(2) Μετά την αρμολόγηση, το καλούπι χύτευσης πρέπει να παραμείνει ακίνητο για τουλάχιστον 1 ώρα και δεν πρέπει να μετακινείται κατά βούληση.
(3) Υιοθετήστε ένα λογικό σύστημα πυροδότησης και η θερμοκρασία θα πρέπει να αυξάνεται και να μειώνεται αργά για να αποφύγετε την ταχεία ψύξη ή θέρμανση, δίνοντας ιδιαίτερη προσοχή στις μεταβολές της θερμοκρασίας στα ευαίσθητα στάδια.
(4) Αφού ψηθεί το καλούπι, θα πρέπει να χυθεί αμέσως χωρίς επαναλαμβανόμενο ψήσιμο. Να είστε προσεκτικοί όταν παίρνετε το καλούπι για χύτευση και μην συγκρουστείτε με το καλούπι.
7.6 Τρύπα άμμου
Οι οπές άμμου είναι κενά που σχηματίζονται στο μέταλλο κατά τη διάρκεια της διαδικασίας στερεοποίησης και προκαλούνται από ξένα υλικά ή ακαθαρσίες στο μέταλλο που παγιδεύονται και περικλείονται μέσα στο μέταλλο.
[Υπόθεση 6-28]
Στην πλαϊνή επιφάνεια των σπόρων πεπονιού 18KR εμφανίστηκαν ακανόνιστες μεγάλες τρύπες άμμου, όπως φαίνεται στην Εικόνα 6-38.
Ορισμένες οπές άμμου είναι εκτεθειμένες στην επιφάνεια του χύτευσης, γεμάτες με εμφανείς μη μεταλλικές ουσίες ή αρχικά γεμάτες με μη μεταλλικά εγκλείσματα, τα οποία αφαιρούνται σε μεταγενέστερες διεργασίες, όπως η αφαίρεση του κελύφους και το όξινο πάστωμα.

[Περίπτωση 6-29]
Στην υποεπιφάνεια του δακτυλίου 18KW, η οποία αποκαλύπτεται μετά τη στίλβωση, εμφανίζονται οπές άμμου, όπως φαίνεται στην Εικόνα 6-39.
Ορισμένες οπές άμμου φτάνουν μόνο εν μέρει στην επιφάνεια ή κρύβονται κάτω από το δέρμα, συνήθως εκτεθειμένες μόνο μετά τη λείανση και τη στίλβωση.Η περαιτέρω στίλβωση μπορεί να διευρύνει τις οπές, χωρίς να επηρεάζει σημαντικά τις μηχανικές ιδιότητες, επηρεάζοντας κυρίως την ποιότητα της επιφάνειας και την απόδοση στίλβωσης.
Ανάλυση:
Οι οπές άμμου που εμφανίζονται στα χυτό κόσμημα έχουν ομοιότητες με την επιφανειακή τραχύτητα, την αναλαμπή και άλλα ελαττώματα που σχετίζονται στενά με την ποιότητα του καλουπιού και τη διαδικασία χύτευσης. Όταν η αντοχή του καλουπιού είναι χαμηλή και τα σωματίδια σκόνης χύτευσης αποκολλώνται, θα σχηματιστεί μια τραχιά επιφάνεια- όταν το καλούπι ραγίσει, θα προκληθεί αναλαμπή χύτευσης- όταν τα σωματίδια σκόνης χύτευσης που αποκολλώνται ή τα ξένα εγκλείσματα δεν απομακρύνονται εγκαίρως από την κοιλότητα του καλουπιού, παγιδεύονται σε ένα συγκεκριμένο τμήμα της κοιλότητας του καλουπιού, οδηγώντας σε ελαττώματα οπών άμμου. Δεδομένου ότι αυτές οι ουσίες είναι ελαφρύτερες από το λιωμένο μέταλλο, εάν ο χρόνος και οι συνθήκες το επιτρέψουν, θα επιπλεύσουν στην επιφάνεια του χυτού. Ως εκ τούτου, συχνά εμφανίζονται οπές άμμου στην επιφάνεια ή κοντά στην επιφάνεια του χυτού. Για την επίλυση του προβλήματος των οπών άμμου, θα πρέπει να δοθεί προσοχή στην ποιότητα του καλουπιού, στη διαδικασία χύτευσης κ.λπ. όπως αναφέρθηκε παραπάνω για την τραχύτητα της επιφάνειας και τα ελαττώματα λάμψης.
7.7 Συμπερίληψη σκωρίας
Ο εγκλωβισμός σκωρίας είναι ένα ελάττωμα που σχηματίζεται από τον εγκλωβισμό σκωρίας στο λιωμένο μέταλλο χωρίς έγκαιρο διαχωρισμό, ο οποίος συμβαίνει κατά τη διάρκεια της διαδικασίας χύτευσης. Τα χαρακτηριστικά του είναι ακανόνιστα και τραχιά σχήματα οπών, γεμάτα με σκωρία είτε εξ ολοκλήρου είτε εν μέρει, το μεγαλύτερο μέρος των οποίων μπορεί να αφαιρεθεί με εκρηκτικό γύψο και καθαρισμό του χυτού.
[Περίπτωση 6-30] Στην επιφάνεια του μενταγιόν 18KW εμφανίστηκε σκωρία, όπως φαίνεται στο Σχήμα 6-40.
Ανάλυση:
Από το Σχήμα 6-40, μπορεί να συναχθεί το συμπέρασμα ότι το έγκλεισμα σκωρίας είναι ακαθαρσίες που εισάγονται από το εξωτερικό στο λιωμένο μέταλλο, με τουλάχιστον ορισμένες ακαθαρσίες σε υγρή κατάσταση κατά την τήξη, που παρασύρονται στην κοιλότητα του καλουπιού κατά την έκχυση. Όταν το μέταλλο είναι ακόμη ρευστό, επιπλέει στην επιφάνεια του χυτού, στερεοποιείται και σχηματίζει αυτή την τυπική δενδριτική δομή στην επιφάνεια του μετάλλου. Οι πιθανοί λόγοι για αυτό το ελάττωμα περιλαμβάνουν:
(1) Η μεταλλική γόμωση ή το χωνευτήρι δεν είναι καθαρό, με αποτέλεσμα περισσότερη σκωρία μετά την τήξη και κακή καθαρότητα του λιωμένου μετάλλου.
(2) Η υπερβολική προσθήκη σκωροποιητικών παραγόντων κατά την τήξη έχει ως αποτέλεσμα τη δημιουργία μεγάλης ποσότητας σκωρίας.
(3) Ανεπαρκής απομάκρυνση της σκωρίας πριν από την έκχυση και κακή παρεμπόδιση της σκωρίας κατά την έκχυση.
(4) Το κύπελλο έκχυσης δεν γεμίζει ή η ροή διακόπτεται κατά τη διάρκεια της έκχυσης- η σκωρία εισέρχεται στην κοιλότητα του καλουπιού μαζί με το λιωμένο μέταλλο λόγω του συστήματος έκχυσης που δεν εμποδίζει αποτελεσματικά τη σκωρία.
Για την αντιμετώπιση αυτών των ελαττωμάτων, θα πρέπει να ληφθούν αντίστοιχα μέτρα από πτυχές όπως η μεταλλική φόρτιση, το χωνευτήρι, οι μέθοδοι αποκλεισμού της σκωρίας, ο σχεδιασμός του συστήματος έκχυσης και η διαδικασία έκχυσης.
7.8 Ελαττώματα ψυχρού κλεισίματος
Η ατελής αναφέρεται στην ατελή χύτευση που προκαλείται από το μεταλλικό υγρό που δεν γεμίζει την κοιλότητα του καλουπιού και χαρακτηρίζεται από ομαλές οπές με στρογγυλές άκρες στο τοίχωμα της χύτευσης.
Το ψυχρό κλείσιμο αναφέρεται στη χύτευση με εμφανή ασυνεχή ελαττώματα στη σύγκλιση δύο μεταλλικών ρευμάτων λόγω ατελούς τήξης, που συχνά εμφανίζονται παρόμοια με ρωγμές, αλλά με πιο ομαλές άκρες και ελαφρές ρυτίδες γύρω από τα ίχνη.
[Περίπτωση 6-31]
Το μενταγιόν από ασήμι 925 παρουσιάζει ατέλεια, όπως φαίνεται στην Εικόνα 6-41. Το κρεμαστό κόσμημα χρησιμοποιεί την τεχνολογία της ένθεσης με κερί, με ένα τμήμα να μην έχει διαμορφωθεί μετά τη χύτευση, να είναι στρογγυλεμένο στο τέλος και να λείπει ο πολύτιμος λίθος.
[Υπόθεση 6-32]
Η χύτευση κοσμήματος παρουσιάζει ελαττώματα ψυχρού κλεισίματος, όπως φαίνεται στην Εικόνα 6-42.


Ανάλυση:
Ελαττώματα όπως η ατελής πλήρωση και το κρύο κλείσιμο ανήκουν στην ίδια κατηγορία και οφείλονται κυρίως στην κακή ρευστότητα του μεταλλικού υγρού. Ελαφρές περιπτώσεις οδηγούν σε ψυχρό κλείσιμο ή σημάδια ροής, ενώ σοβαρές περιπτώσεις οδηγούν σε ατελή πλήρωση. Αυτά τα ελαττώματα θα βλάψουν σοβαρά την ποιότητα της επιφάνειας και ακόμη και η στίλβωση ή η λείανση δεν μπορούν να επιτύχουν ένα καλό φινίρισμα της επιφάνειας. Μπορούν επίσης να επηρεάσουν τις μηχανικές ιδιότητες, προκαλώντας ρωγμές στις περιοχές ατελούς πλήρωσης ή ψυχρού κλεισίματος όταν το κόσμημα βρίσκεται υπό πίεση.
Οι πιθανοί παράγοντες που οδηγούν σε ελαττώματα στη χύτευση και οι αντίστοιχες λύσεις είναι οι εξής:
(1) Μη λογικός δομικός σχεδιασμός του προϊόντος. Για παράδειγμα, το χυτό είναι πολύ λεπτό ή έχει μεγάλη επιφάνεια με λεπτά τοιχώματα, με αποτέλεσμα να είναι δύσκολο για το μεταλλικό υγρό να γεμίσει το καλούπι. Γενικά, όταν το πάχος του τοιχώματος είναι μικρότερο από 0,3 mm, είναι δύσκολο να χυτευτεί και επιρρεπές σε τέτοιου είδους ελαττώματα. Σε πιθανές περιπτώσεις, θα πρέπει να γίνουν τροποποιήσεις σε τέτοιου είδους σχέδια αυξάνοντας κατάλληλα το πάχος του τοιχώματος. Εάν οι αλλαγές στο σχεδιασμό δεν είναι εφικτές, θα πρέπει να χρησιμοποιηθεί ένα πιο σύνθετο σύστημα πύρωσης για την αποφυγή αυτών των ελαττωμάτων.
(2) Κακή ρευστότητα του ίδιου του μεταλλικού υλικού. Τα διάφορα κράματα έχουν διαφορετικά χαρακτηριστικά ρευστότητας. Γενικά, κράματα με χαμηλά σημεία τήξης, μικρά διαστήματα κρυστάλλωσης και χαμηλή επιφανειακή τάση έχουν καλύτερη ρευστότητα. Ως εκ τούτου, αυτά τα υλικά μπορούν να έχουν προτεραιότητα, εφόσον δεν επηρεάζουν άλλες απαιτήσεις επιδόσεων.
(3) Ο σχεδιασμός του συστήματος έκχυσης είναι παράλογος. Για παράδειγμα, το μέγεθος της διατομής του εκτοξευτήρα χύτευσης είναι πολύ μικρό, ο αριθμός των εκτοξευτήρων χύτευσης είναι πολύ μικρός, η τοποθέτηση είναι ακατάλληλη και η κατανομή είναι ανομοιόμορφη, με αποτέλεσμα η διαδρομή ροής του μεταλλικού υγρού να είναι πολύ μεγάλη και η δίοδος να μπλοκάρεται πριν ολοκληρωθεί η πλήρωση. Το εκμαγείο χύτευσης πρέπει να καθορίζεται σύμφωνα με τη δομή του χύτευσης.
Εκτός από την εξέταση της κατάστασης ροής του μεταλλικού υγρού υπό γενικές συνθήκες, είναι επίσης απαραίτητο να εξεταστούν η τριβή του μεταλλικού υγρού στο τοίχωμα του καλουπιού, η κατάσταση ψύξης του μεταλλικού υγρού και η ρευστότητα του μεταλλικού υγρού. Εξασφαλίστε επαρκές ύψος πίεσης κεφαλής και συντομεύστε όσο το δυνατόν περισσότερο τη διαδρομή ροής του μεταλλικού υγρού για να εξασφαλίσετε την ομαλή ροή του μεταλλικού υγρού.
(4) Η θερμοκρασία του καλουπιού χύτευσης είναι χαμηλή. Επιταχύνει την απορρόφηση θερμότητας από το μεταλλικό υγρό και μπορεί να συμπυκνωθεί πριν το μεταλλικό υγρό γεμίσει την κοιλότητα του καλουπιού, οπότε η θερμοκρασία του καλουπιού χύτευσης πρέπει να αυξηθεί κατάλληλα. Όταν η διαπερατότητα του καλουπιού είναι φτωχή, είναι εύκολο να δημιουργηθεί αντίθλιψη πλήρωσης, παρεμποδίζοντας την πλήρωση. Κατά το σχεδιασμό του συστήματος έκχυσης και του δέντρου κεριού, πρέπει να προστεθούν πρόσθετοι αεραγωγοί για τη βελτίωση της διαπερατότητας.
(5) Η τήξη και η έκχυση είναι μία από τις κύριες αιτίες ελαττωμάτων. Όταν η ποιότητα του λιωμένου μετάλλου είναι κακή, περιέχει πολλά αέρια ή εγκλείσματα, μειώνοντας τη ρευστότητά του. Όταν η θερμοκρασία έκχυσης του μεταλλικού υγρού είναι πολύ χαμηλή, η ικανότητα πλήρωσης είναι φτωχή, γεγονός που μπορεί εύκολα να οδηγήσει σε ατελή στερεοποίηση. Οι εργασίες χύτευσης έχουν σημαντικό αντίκτυπο στην ποιότητα των χυτών προϊόντων. Η διακοπτόμενη έκχυση θα προκαλέσει ανομοιόμορφη πλήρωση του μεταλλικού υγρού. Όταν η έκχυση ξαναρχίζει, είναι εύκολο να παραχθεί ένα φιλμ οξειδίου ή να απορροφηθεί αέριο, το οποίο θα εμποδίσει τη σύντηξη του λιωμένου μετάλλου. Ας υποθέσουμε ότι το μεταλλικό υγρό είναι ανεπαρκές κατά την έκχυση ή ότι η ταχύτητα έκχυσης πρέπει να είναι ταχύτερη. Σε αυτή την περίπτωση, θα μειωθεί η πίεση που απαιτείται για να γεμίσει το μεταλλικό υγρό την κοιλότητα του καλουπιού, οδηγώντας σε ατέλειες ατελούς στερεοποίησης. Ως εκ τούτου, η ποσότητα του μεταλλικού υγρού πρέπει να υπολογίζεται πριν από την τήξη. Θα πρέπει να δοθεί προσοχή στην προστασία του μεταλλικού υγρού, στην κατάλληλη αύξηση της θερμοκρασίας έκχυσης του μεταλλικού υγρού, η ταχύτητα έκχυσης θα πρέπει να είναι γρήγορη και θα πρέπει να αποφεύγονται οι διακοπές στη ροή του υγρού κατά τη διάρκεια της έκχυσης.
7.9 Μεταλλικές χάντρες
Στο ελαττωματικό χυτό εμφανίστηκαν περιττές μεταλλικές χάντρες, όπως φαίνεται στην Εικόνα 6-43.
Ανάλυση:
Τα μεταλλικά σφαιρίδια δεν υπήρχαν κατά το στάδιο του κεριού στο καλούπι, γεγονός που υποδηλώνει την ύπαρξη κενών κατά τη διαδικασία κατασκευής του καλουπιού, όπου το μεταλλικό υγρό γέμισε αυτά τα κενά κατά τη διάρκεια της χύτευσης. Προφανώς, αυτό σχετίζεται κυρίως με τη διαδικασία αποσιδήρωσης. Οι πιθανοί παράγοντες που επηρεάζουν αυτό το ελάττωμα και οι λύσεις είναι οι εξής:
(1) Η χαμηλή αναλογία νερού προς σκόνη και ο παχύρρευστος πολτός καθιστούν δύσκολη την απομάκρυνση των φυσαλίδων αέρα. Συνεπώς, είναι απαραίτητο να αυξηθεί κατάλληλα η αναλογία του νερού για να μειωθεί το πάχος του πολτού.
(2) Ο χρόνος λειτουργίας αποπαραφίνωσης είναι πολύ μεγάλος, προκαλώντας την έναρξη στερεοποίησης του καλουπιού χύτευσης κατά τη διάρκεια της διαδικασίας αφαίρεσης του αέρα.

Στην Εικόνα 6-43, οι μεταλλικές χάντρες εμφανίζονται στο εσωτερικό τοίχωμα του βραχιολιού. Ως εκ τούτου, η διαδικασία αποπαραφίνωσης πρέπει να διατηρείται εντός του καθορισμένου χρόνου εργασίας, γενικά το πολύ 8 έως 9 λεπτά για την επενδυτική σκόνη γύψου.
(3) Η αντλία κενού δεν λειτουργεί κανονικά και το κύπελλο καλουπιού δεν εκκενώνεται πλήρως. Απαιτείται να ελέγχετε αν η αντλία κενού λειτουργεί σωστά πριν από την κατασκευή του καλουπιού και να χτυπάτε συνεχώς το τραπέζι δόνησης κατά τη διάρκεια της εκκένωσης, γεγονός που είναι ευεργετικό για την αποκόλληση των φυσαλίδων και την άνοδό τους στην επιφάνεια.
7.10 Θραύση
Μετά τη χύτευση εμφανίζονται θραύσεις στο μέταλλο, οι οποίες καταστρέφουν σοβαρά τις μηχανικές ιδιότητες του τεμαχίου. Ανάλογα με το χρόνο και τις συνθήκες σχηματισμού της ρωγμής, μπορεί να χωριστεί στις ακόλουθες κατηγορίες: εύθραυστη θραύση που προκαλείται από τη σύνθεση, θραύση που προκαλείται από εξωτερική μηχανική
θραύση που προκαλείται από θερμικό σοκ, θραύση που προκαλείται από μικροδομικό μετασχηματισμό, θραύση που προκαλείται από εγκλείσματα οξειδίου και ψυχρό κλείσιμο.
(1) Εύθραυστη θραύση που προκαλείται από τη σύνθεση. Στα κράματα χρυσού-αργύρου, εκτός από τα στοιχεία πρόσμιξης όπως
Pb Bi Όπως αναφέρθηκε προηγουμένως, αυτό προκαλεί γρήγορα εύθραυστα σπασίματα στα μέταλλα- άλλα στοιχεία σχηματίζουν γρήγορα κράματα χαμηλής τήξης και προκαλούν ευθραυστότητα.
[Περίπτωση 6-34] Το κάτω μέρος του βραχιολιού έχει μια εύθραυστη θραύση, όπως φαίνεται στην Εικόνα 6-44.
Ανάλυση: Δεν υπάρχει πρόβλημα με την πηγή του νέου μετάλλου, και το ίδιο νέο μέταλλο που χρησιμοποιήθηκε σε προηγούμενες περιόδους δεν είχε κανένα πρόβλημα. Εικάζεται ότι το επαναχρησιμοποιημένο ανακυκλωμένο μέταλλο έχει προβλήματα και το υλικό έχει μολυνθεί. Κατά την επιθεώρηση του εργαστηρίου παραγωγής, διαπιστώθηκε ότι χρησιμοποιήθηκαν μεταλλικά καλούπια χαμηλής θερμοκρασίας σε παρτίδες για την κατασκευή καλουπιών από κερί και ο χώρος για την κατασκευή μεταλλικών καλουπιών ήταν στο ίδιο δωμάτιο με τη διαδικασία έγχυσης κεριού. Το μέταλλο χαμηλής θερμοκρασίας περιέχει μόλυβδο, κασσίτερο, βισμούθιο και άλλα στοιχεία.
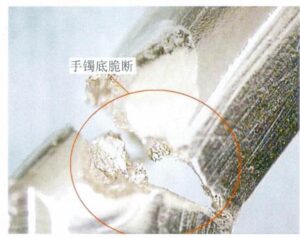
Εικόνα 6-44 18KW Η εύθραυστη θραύση του δακτυλίου οφείλεται στη σκόνη μετάλλου που πετάγεται κατά τη διαδικασία κατασκευής του καλουπιού, μέρος της οποίας προσκολλάται στο κερί του καλουπιού και στη συνέχεια μεταφέρεται στο μέταλλο μετά τη χύτευση. Αφού συσσωρευτούν για κάποιο χρονικό διάστημα, τα στοιχεία πρόσμιξης φτάνουν σε μια ορισμένη ποσότητα, προκαλώντας εύθραυστη θραύση. Ως εκ τούτου, ο τόπος κατασκευής καλουπιών με χαμηλό σημείο τήξης πρέπει να μετακινηθεί αλλού και όλο το ανακυκλωμένο μέταλλο πρέπει να διακοπεί, να εξευγενιστεί και στη συνέχεια να αναμιχθεί εκ νέου.
(2) Ρωγμές που προκαλούνται από εξωτερική μηχανική καταπόνηση.
[Περίπτωση 6-35] Σε ένα συγκεκριμένο σημείο του χυτού αργυρού 925 εμφανίστηκε θραύση.
Περιγραφή: Για να μειωθεί ο φόρτος εργασίας έκπλυσης, μετά την έκχυση του καλουπιού, το γυψόδεντρο συμπιέζεται από τη χαλύβδινη φιάλη με τη χρήση μηχανής, όπως φαίνεται στην Εικόνα 6-45. Λόγω του ακατάλληλου σημείου της δύναμης, η δύναμη εξώθησης δρα απευθείας στην κεφαλή του δέντρου, προκαλώντας θραύση των περισσότερων τεμαχίων εργασίας στις δύο κάτω σειρές του χυτού δέντρου, όπως φαίνεται στην Εικόνα 6-46.
Για την αποφυγή τέτοιων ελαττωμάτων ρωγμών, θα πρέπει να δίνεται προσοχή στο να μην ασκούνται εξωτερικές δυνάμεις στο τεμάχιο. Ο χαλύβδινος δακτύλιος θα πρέπει να τοποθετείται πάνω στην επενδυτική σκόνη για να μεταφέρεται η πίεση στην επενδυτική σκόνη χρησιμοποιώντας τον χαλύβδινο δακτύλιο. Ο χρόνος εξώθησης θα πρέπει να ελέγχεται σύμφωνα με τις απαιτήσεις της διαδικασίας. Όταν η θερμοκρασία του μετάλλου είναι υψηλή, η αντοχή είναι χαμηλότερη και η μικρή εξωτερική δύναμη μπορεί εύκολα να προκαλέσει ρωγμές.
(3) Ρωγμές που προκαλούνται από εγκλείσματα οξειδίου και ψύξη.
Περιγραφή ελαττώματος: Ρωγμές ή σπασίματα εμφανίζονται στο τεμάχιο λίγο μετά τη χύτευση, με εγκλείσματα οξειδίου να εμφανίζονται στην επιφάνεια του σπασίματος ή αποτυχία τήξης.
[Περίπτωση 6-36]
Ρωγμές έχουν εμφανιστεί σε πολλαπλά σημεία στα χυτά 18KW, με ορισμένες ρωγμές να έχουν κυκλικές άκρες και ορισμένες ρωγμές να εμφανίζουν αξιοσημείωτα εγκλείσματα οξειδίου, όπως φαίνεται στο Σχήμα 6-47.
Ανάλυση: Η αντοχή του μετάλλου σχετίζεται με το εμβαδόν της διατομής. Όταν εμφανίζονται οξείδωση και εγκλείσματα, αυτό ισοδυναμεί με μείωση της πραγματικής επιφάνειας διατομής εδώ, μειώνοντας την αντοχή εδώ. Όταν το τεμάχιο έχει οξείδωση και εγκλείσματα, αφενός, μειώνεται η αποτελεσματική διατομή areametal



περιοχή. Επιπλέον, όταν τα εγκλείσματα οξειδίου παρουσιάζουν πολλαπλές γωνίες ή αιχμηρές γωνίες, ο δεσμός με το μέταλλο είναι ανεπαρκής, γεγονός που προκαλεί γρήγορα συγκέντρωση τάσεων σε αυτές τις περιοχές, σχηματίζοντας πηγές ρωγμών. Όταν το μέταλλο παράγει ψυχρό κλείσιμο, η δύναμη σύνδεσης μεταξύ των δύο μετάλλων είναι κατώτερη και θα σπάσει όταν υποβληθεί σε εξωτερική δύναμη. Επομένως, πρέπει να ληφθούν αντίστοιχα μέτρα γύρω από αυτούς τους παράγοντες- μπορούν να γίνουν συγκεκριμένες αναφορές.
Προηγούμενες υποθέσεις.
(4) Θραύση που προκαλείται από θερμικό σοκ.
Περιγραφή ελαττώματος: Οι ρωγμές εμφανίστηκαν σε ορισμένα μέρη του χυτού όταν αποσβήστηκε απευθείας σε νερό σε υψηλές θερμοκρασίες, με ρωγμές που είχαν γραμμικό σχήμα.
[Υπόθεση 6-37]
Ρωγμές που προκλήθηκαν από θερμικό σοκ σε ένα χυτό 18KW, όπως φαίνεται στο Σχήμα 6-48.

Ανάλυση της αιτίας: Η διαδικασία μετάβασης του μετάλλου από υψηλή σε χαμηλή θερμοκρασία περιλαμβάνει μια αλλαγή από πλαστικότητα σε ακαμψία. Όταν το μέταλλο βρίσκεται σε πλαστική κατάσταση, παρουσιάζει καλή ολκιμότητα και χαμηλή αντοχή. Από την άλλη πλευρά, όταν το μέταλλο βρίσκεται σε άκαμπτη κατάσταση, έχει υψηλότερη αντοχή αλλά φτωχότερη ολκιμότητα. Κατά τη διάρκεια της διαδικασίας ψύξης, οι διάφορες περιοχές παρουσιάζουν διαφορετικές ταχύτητες ψύξης και άλλους χρόνους για τη μετάβαση πλαστικότητας-ελαστικότητας, οδηγώντας σε αμοιβαίους περιορισμούς και καταλήγοντας σε εφελκυστικές τάσεις. Όταν η εφελκυστική τάση υπερβαίνει την αντοχή του μετάλλου, οδηγεί σε θραύση. Εάν το χυτό αποσβήνεται πολύ νωρίς, θα υποστεί θερμικό σοκ στερεού, εντείνοντας τις θερμικές τάσεις στα διάφορα μέρη και καθιστώντας το πιο επιρρεπές σε ρωγμές. Ως εκ τούτου, είναι απαραίτητο να καθοριστεί ο χρόνος απόσβεσης με βάση παράγοντες όπως οι ιδιότητες του κράματος, το μέγεθος του χυτού και οι περιβαλλοντικές συνθήκες. Κάθε κράμα έχει τον κατάλληλο χρόνο απόσβεσης. Η πολύ πρώιμη απόσβεση μπορεί εύκολα να οδηγήσει σε ρωγμές από θερμικό σοκ. Ωστόσο, ούτε η πολύ καθυστερημένη απόσβεση είναι ιδανική, καθώς η υπερβολική μείωση της θερμοκρασίας καθιστά την απόσβεση αναποτελεσματική.
(5) Ρωγμές που προκαλούνται από δομικό μετασχηματισμό.
[Περίπτωση 6-38]
Η απόσβεση λίγο αργότερα σε 18KR μπορεί εύκολα να οδηγήσει σε ρωγμές, όπως φαίνεται στην Εικόνα 6-49.
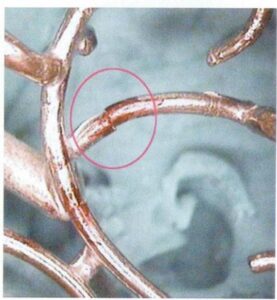
Ανάλυση:
Ο 18KR είναι ένα κράμα κόκκινου χρυσού που αποτελείται κυρίως από χαλκό. Αναφορικά με το διάγραμμα φάσεων του δυαδικού κράματος στο Σχήμα 6-50, όταν η περιεκτικότητα σε χαλκό είναι μεταξύ 30~80%, μετά τη χύτευση και κατά τη διάρκεια της διαδικασίας ψύξης όταν η θερμοκρασία είναι πάνω από 410 βαθμούς, το δυαδικό κράμα βρίσκεται σε άριστη κατάσταση διαλύματος. Καθώς η θερμοκρασία πέφτει κάτω από τους 410 βαθμούς, θα σχηματιστούν διαφορετικές ενδιάμεσες φάσεις με βάση τη σύνθεση του κράματος. Αυτές οι ενδιάμεσες φάσεις παρουσιάζουν διατεταγμένες ατομικές διατάξεις μικρής ή και μεγάλης εμβέλειας, γνωστές ως μετασχηματισμός διάταξης στη μεταλλουργία υλικών. Η διατεταγμένη δομή επηρεάζει σημαντικά τις μηχανικές ιδιότητες του κράματος Au Cu. Η παρουσία παραμόρφωσης πλέγματος και διατεταγμένων ορίων περιοχών αυξάνει την αντίσταση στην πλαστική παραμόρφωση, ενισχύοντας σημαντικά την αντοχή και τη σκληρότητα του κράματος, αλλά μειώνοντας σημαντικά την ολκιμότητά του. Το κράμα θα παρουσιάσει αξιοσημείωτη ευθραυστότητα, καθιστώντας το ευάλωτο σε θραύση με μικρή εξωτερική δύναμη ή κρούση κατά τη μεταχύτευση των διακοσμητικών εξαρτημάτων.
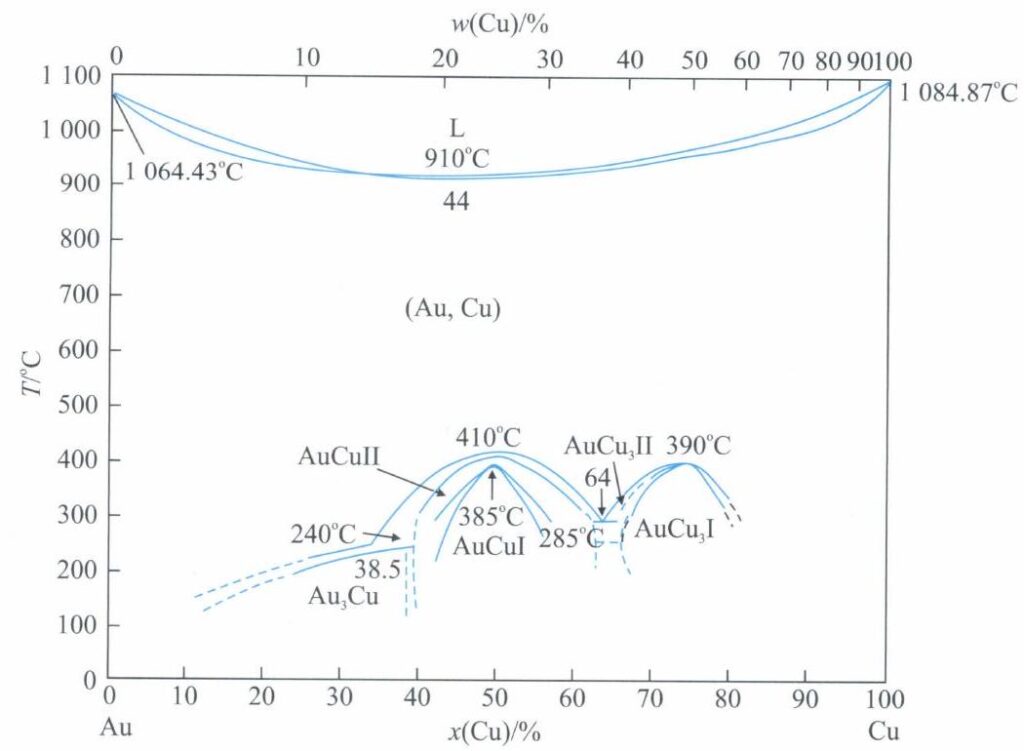
Οι παράγοντες που επηρεάζουν την ευθραυστότητα του κόκκινου χρυσού K από την παραγγελία και οι κύριες λύσεις περιλαμβάνουν:
1) Επίδραση της σύνθεσης του κράματος. Ο σχηματισμός διατεταγμένων στερεών διαλυμάτων έχει συγκεκριμένες απαιτήσεις για την αναλογία σύνθεσης του κράματος. Αν και ο διατεταγμένος μετασχηματισμός μπορεί να συμβεί σε ένα σχετικά ευρύ φάσμα συνθέσεων, μόνο όταν η αναλογία σύνθεσης αντιστοιχεί σε αυτές τις διατεταγμένες δομικές φάσεις επιτυγχάνεται ο υψηλότερος βαθμός ευταξίας. Εάν η σύνθεση του κράματος αποκλίνει από την ιδανική αναλογία σύνθεσης, δεν είναι δυνατός ο σχηματισμός ενός πλήρως διατεταγμένου στερεού διαλύματος- είναι δυνατή μόνο η μερική διάταξη, βελτιώνοντας έτσι σε κάποιο βαθμό την απόδοση του κράματος.
2) Επίδραση του ρυθμού ψύξης. Κατά τη διαδικασία ψύξης των μεταλλικών υλικών από υψηλή θερμοκρασία σε χαμηλή θερμοκρασία, μπορεί να εμφανιστούν θερμικές τάσεις, ιδιαίτερα σημαντικές θερμικές τάσεις, οι οποίες μπορεί να δημιουργηθούν κατά την ταχεία ψύξη, οδηγώντας σε παραμόρφωση ή ακόμη και σε ρηγμάτωση του στολιδιού. Ως εκ τούτου, υιοθετείται γενικά η αργή ψύξη για τη μείωση της θερμικής καταπόνησης. Ωστόσο, κατά τη διαδικασία παραγωγής κοσμημάτων από κόκκινο χρυσό Κ, η χρήση αυτής της μεθόδου μπορεί να οδηγήσει σε προβλήματα θραύσης του στολιδιού, επειδή ο ίδιος ο κόκκινος χρυσός Κ έχει προβλήματα δομικών τάσεων που προκαλούνται από τη μετατροπή τάξης. Ο μετασχηματισμός του κόκκινου χρυσού Κ από μια άτακτη σε μια διατεταγμένη κατάσταση δεν συμβαίνει ακαριαία- είναι μια διαδικασία ατομικής αναδιάταξης που εξαρτάται από την ατομική μετανάστευση. Δεδομένου ότι η μετανάστευση διάχυσης των ατόμων απαιτεί χρόνο, προφανώς, η ταχεία ψύξη του κόκκινου χρυσού Κ από την περιοχή θερμοκρασιών πάνω από την κρίσιμη θερμοκρασία μετασχηματισμού σε θερμοκρασία δωματίου θα εμποδίσει την εμφάνιση της διαδικασίας τάξης και θα διατηρήσει ακόμη και την αταξία σε υψηλές θερμοκρασίες. Επομένως, κατά τη διαδικασία επεξεργασίας και κατασκευής του κόκκινου χρυσού Κ, όχι μόνο θα πρέπει να υιοθετείται αργή ψύξη για τη μείωση της θερμικής καταπόνησης, αλλά και να ελαχιστοποιείται το συνολικό άθροισμα της θερμικής καταπόνησης και της δομικής καταπόνησης. Ο χρόνος απόσβεσης θα πρέπει να είναι νωρίτερα από αυτόν του κίτρινου χρυσού Κ και του λευκού χρυσού Κ, γενικά δεν υπερβαίνει τα 10 λεπτά.