



















Der ultimative Leitfaden zur Herstellung von K-Gold-Legierungen für die Schmuckherstellung
Ein umfassender Leitfaden zu den Eigenschaften und Merkmalen von K-Gold-Legierungen
Einführung:
Meistern Sie das Handwerk des K-Goldschmucks mit unserem Leitfaden, der 70 Schlüsselbegriffe der Goldlegierungskunst enthält. Entdecken Sie das perfekte Gleichgewicht von Au-Ag, Au-Cu, Au-Ni und Au-Pd, um die gewünschte Farbe und Stärke zu erzielen. Lernen Sie die technischen Details der Legierungszusammensetzung kennen, die für Guss, Korrosionsbeständigkeit und Hautverträglichkeit entscheidend sind. Unser Leitfaden beleuchtet die Feinheiten der Auswahl von K-Gold-Füllstoffen und zeigt Ihnen den Weg zu langlebigen, optisch beeindruckenden Stücken. Von der Verhinderung von Sprödbrüchen in K-Rotgold bis zur Verfeinerung des Weißgrads von K-Weißgold bieten wir Lösungen für gängige Produktionsprobleme. Verbessern Sie Ihre Fähigkeiten in der Schmuckherstellung mit unserem Expertenwissen und verbinden Sie Tradition mit Innovation für zeitlose Eleganz.

Inhaltsübersicht
Abschnitt Ⅰ Legieren von Gold und K-Gold-Füllstoffen
1. Legieren von Gold
Seit der Antike ist Gold aufgrund seiner schönen Farbe, seiner ausgezeichneten chemischen Stabilität und seiner Leistungsfähigkeit bei der Formgebung unverzichtbar geworden. Materialien für Schmuck und Accessoires. Schmuck aus reinem Gold hat Vorteile wie geringes Volumen, hohen Wert und Tragbarkeit, und es hat eine gute Wertbeständigkeit und dekorative Funktionen, weshalb es von verschiedenen ethnischen Gruppen in unserem Land im Laufe der Geschichte geliebt wurde. Allerdings hat reines Gold eine zu weiche Textur, die es für die Formgebung und Fassung ungeeignet macht, was dazu führt, dass traditioneller reiner Goldschmuck relativ eintönig ist und sich leicht verformt oder abnutzt.
Mit dem Wandel in der Einstellung der Verbraucher geht es bei der Bevorzugung von Goldschmuck nicht mehr nur um die Qualität des Materials, sondern vielmehr um seine dekorative Form und Farbvielfalt, was die Entwicklung von K-Goldlegierungen gefördert hat. Die Entwicklung von K-Gold-Legierungen zielt darauf ab, die mechanischen Eigenschaften wie Festigkeit und Härte von Gold zu verbessern, die sensorischen Anforderungen der Benutzer zu erfüllen und die Materialkosten zu senken. Durch die Zugabe eines bestimmten Anteils an Legierungselementen zu reinem Gold wird K-Gold in entsprechender Qualität hergestellt. K-Gold-Schmuck, der mit einer Goldlegierung als Grundmaterial hergestellt wird, oder K-Gold-Intarsienschmuck, der mit verschiedenen Edelsteinen besetzt ist, zeichnet sich im Vergleich zu reinem Goldschmuck durch Farbe, Qualität und Stil aus. Mit der kontinuierlichen Verbesserung von Design und Verarbeitungstechnologie gewinnt K-Gold-Schmuck mit seiner persönlichen und künstlerischen Kreativität einen größeren Marktanteil.
K-Gold hat verschiedene Qualitäten, die sich in ihren physikalischen Eigenschaften, chemischen Eigenschaften, mechanischen Eigenschaften und Verarbeitungseigenschaften aufgrund der verschiedenen Arten und Anteile der zugesetzten Legierungselemente unterscheiden. Zu den Standard-Basislegierungssystemen für Schmuckgold gehören Au-Ag-Legierung, Au-Cu-Legierung, Au-Ni-Legierung und andere binäre Legierungssysteme sowie Au-Ag-Cu, Ag-Ni-Cu und andere ternäre Legierungssysteme.
1.1 Au-Ag-Legierung
Das Phasendiagramm der binären Au-Ag-Legierung ist in Abbildung 3-9 dargestellt. Beide können sich sowohl im flüssigen als auch im festen Zustand unbegrenzt auflösen. Die Zugabe von Silber zu Gold senkt dessen Schmelzpunkt. Der Schmelzpunkt nimmt mit steigendem Silbergehalt kontinuierlich ab, wobei zwischen der Liquidus- und der Soliduslinie eine kleine Temperaturlücke besteht. Daher verfügt diese Legierung über gute Gießeigenschaften, die die Qualität von Schmuckgussteilen gewährleisten.

Die Zugabe von Silber zu Gold kann dessen Farbe aufhellen und in eine grünlich-gelbe Richtung verändern. Da Silber und Gold eine kubisch-flächenzentrierte Kristallstruktur haben und ihre Atomradien fast gleich groß sind, ist die verstärkende Wirkung von Silber auf Gold nicht besonders ausgeprägt. Am Beispiel von 18K-Gold mit einer Zusammensetzung von 75%Au-25%Ag zeigt sich, dass seine geglühte Härte nur HV32 und seine Zugfestigkeit nur 185 MPa beträgt, was auf eine relativ geringe Festigkeit und Härte hindeutet. Die Dehnung kann jedoch immer noch 36% erreichen, was auf eine gute Flexibilität und Kaltverformbarkeit hinweist. Daher wird die Au-Ag-Legierung häufig zur Entwicklung von K-Gelbgold für Schmuck verwendet.
1.2 Au-Cu-Legierung
Das Phasendiagramm einer binären Legierung ist in Abbildung 3-10 dargestellt. Die beiden können im flüssigen Zustand unbegrenzt löslich sein. Mit steigendem Kupfergehalt sinkt der Schmelzpunkt der Legierung schnell, und wenn der Kupfergehalt 20% übersteigt, steigt der Schmelzpunkt der Legierung allmählich wieder an. Das Erstarrungskristallisationsintervall der Au-Cu-Legierung ist klein, insbesondere im Bereich des Kupfergehalts von 15 bis 25 %, wo das Kristallisationsintervall der Legierung fast Null ist, was ihr eine gute Gießleistung und eine geringe Neigung zur Schrumpfung verleiht. Nach der Erstarrung ist die Legierung im Hochtemperaturbereich ein einziger Mischkristall. Während des fortgesetzten Abkühlungsprozesses kommt es im Mitteltemperaturbereich zu einer Ordnungsumwandlung, bei der sich das AuCu [wt (Au) = 75,6%] Zwischenphase und die AuCu3[wt(Au) = 50,8%] Zwischenphase.

Die chemische Zusammensetzung der Au-Cu-Legierung wirkt sich erheblich auf ihre mechanischen Eigenschaften aus. Mit steigendem Kupfergehalt nimmt die Festigkeit der (abgeschreckten) Mischkristalllegierung rasch zu und erreicht bei etwa 25%Cu ihren Höhepunkt; bei weiterem Anstieg des Kupfergehalts nimmt die Festigkeit rasch ab (Abbildung 3-11). Cu ist ein wirksames Verstärkungselement für das üblicherweise verwendete K-Gold. Auch der Wärmebehandlungsprozess wirkt sich drastisch auf die mechanischen Eigenschaften der Au-Cu-Legierung aus. Am Beispiel von 18K-Gold mit einer Zusammensetzung von 75%Au-25%Cu beträgt die Mischungshärte HV165 und die Zugfestigkeit 514 MPa. Nach einer Alterungsbehandlung kann die in der Legierung gebildete geordnete Phase die Zugfestigkeit auf etwa 910 MPa und die Härte auf etwa HV200 erhöhen. Dennoch nimmt die Flexibilität ab, und die Legierung wird spröde, was für die Kaltverformungsbearbeitung ungünstig ist.

Der Zusatz von Kupfer zu Gold verändert dessen Farbe in Richtung Rot und macht es zum wichtigsten Legierungselement von K-Rotgold. Kupfer wird auch häufig in K-Gold und K-Weißgold verwendet, um die mechanischen und Verarbeitungseigenschaften der Legierung zu verbessern.
1.3 Au-Ni-Legierung
Das Phasendiagramm einer binären Legierung aus Au und Ni ist in Abbildung 3-12 dargestellt. Eine bestimmte Menge Nickel, die dem Gold zugesetzt wird, senkt den Schmelzpunkt der Legierung, wobei der Schmelzpunkt bei einem Nickelgehalt von 18%, etwa 955℃, seinen niedrigsten Wert erreicht, und die Legierung weist ein minimales Kristallisationsintervall auf, was für die Verbesserung der Gießleistung der Legierung von Vorteil ist.
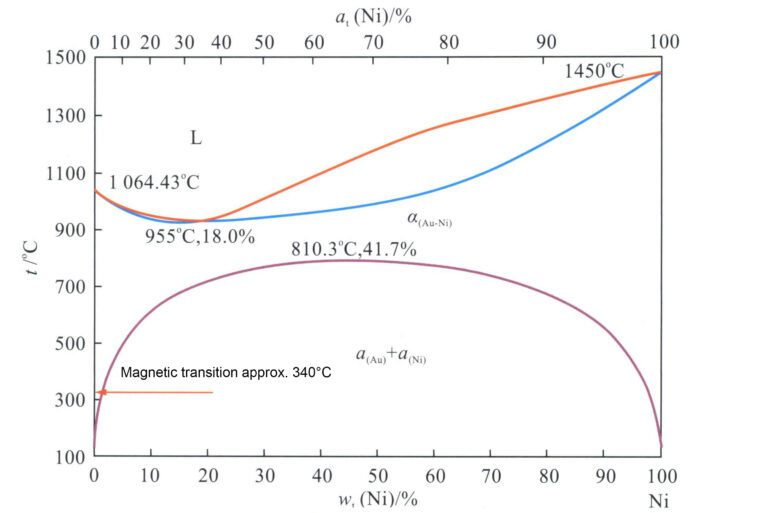
Abbildung 3-12 Phasendiagramm einer binären Au-Ni-Legierung
Die Au-Ni-Legierung ist bei hohen Temperaturen ein einphasiger Mischkristall. Der Mischkristall zersetzt sich in eine zweiphasige Struktur, wenn die Temperatur unter einen bestimmten Punkt fällt. Unter Ausnutzung dieser Eigenschaft kann eine Alterungsbehandlung der Au-Ni-Legierung die Festigkeit und Härte des Materials erheblich verbessern (Abbildung 3-13).
Die Zugabe von Nickel zu Gold hellt dessen Farbe auf; wenn der Nickelgehalt einen bestimmten Wert erreicht, weist die Legierung eine gräulich-weiße Farbe auf, die der von Platin ähnelt, was es zu einem der wirksamsten Bleichelemente für K-Weißgold macht. Nickel ist jedoch ein sensibilisierendes Element, und wenn seine Freisetzungsrate einen bestimmten Schwellenwert überschreitet, besteht die Gefahr, dass es Hautallergien verursacht.

Abbildung 3-13 Die Auswirkung des Wärmebehandlungsprozesses auf die Härte der Au-Ni-Legierung
1.4 Au-Pd-Legierung
Das Phasendiagramm der binären Legierung ist in Abbildung 3-14 dargestellt. Die Zugabe von Palladium zu Gold erhöht den Schmelzpunkt der Legierung, und mit zunehmendem Palladiumgehalt steigen die Liquidus- und Solidustemperaturen der Legierung weiter an. Am goldreichen Ende ist das Kristallisationsintervall relativ groß und erreicht etwa 51℃, wenn der Palladiumgehalt etwa 17% (at) beträgt, wobei es zum palladiumreichen Ende hin allmählich abnimmt. Die Legierung weist bei hohen Temperaturen eine einzige Mischkristallstruktur auf, und während des Abkühlungsprozesses durchlaufen Legierungen mit einem bestimmten Zusammensetzungsbereich eine Ordnungsumwandlung und die Bildung der Ordnung Au3Pd-Phase und AuPd3 geordnete Phase, die die Festigkeit und Härte der Legierung verbessert, aber ihre Duktilität und Flexibilität verringert.

Insgesamt ist der Schmelzpunkt der Au-Pd-Legierung relativ hoch, was das Gießen erschwert. Die Härte der Au-Pd-Mischkristalllegierung ist nicht hoch, aber sie hat eine gute Duktilität, was für die Kaltverformung von Vorteil ist. Palladium hat eine gute Bleichwirkung auf Gold und ist eines der Basislegierungssysteme für K-Weißgold; der hohe Preis von Palladium führt jedoch zu erhöhten Materialkosten.
2. K Goldfüllung Materialien
K-Gold ist eine Legierung, die sich aus einem bestimmten Anteil von Zwischenlegierungen zusammensetzt, die dem reinen Gold zugesetzt werden und in der Schmuckindustrie gemeinhin als Füllmaterial bezeichnet werden. Zu den gängigen K-Gold-Graden für Schmuck gehören 8K-10K, 14K und 18K; nach Farbe gibt es u. a. K-Gelbgold, K-Weißgold und K-Rotgold. Daher ist die Verwendung von Füllmaterialien in K-Gold-Schmuck weit verbreitet, und die Qualität der Füllmaterialien wirkt sich direkt auf die Qualität des Schmucks aus.
Wenn Schmuckunternehmen K-Gold-Schmuck herstellen, mischen sie reines Gold mit zugekauften Füllmaterialien. Die Leistung der von verschiedenen Lieferanten gelieferten Füllmaterialien kann mitunter erheblich schwanken; selbst bei der gleichen Qualität des Füllmaterials desselben Lieferanten kann es zu Leistungsschwankungen kommen, die sich auf die Produktion von Schmuckunternehmen auswirken. Bei der Auswahl von K-Gold-Füllmaterialien sollten die folgenden Faktoren berücksichtigt werden.
2.1 Physikalische Eigenschaften
Die dekorative Wirkung der Oberfläche von K-Gold-Schmuck ist bedeutend. Bei K-Goldschmuck sollte bei der Auswahl der Füllmaterialien auf die Auswirkungen von Dichte, Farbe, Magnetismus, Schmelzpunkt und anderen Aspekten der Füllmaterialien auf K-Goldschmuck geachtet werden.
(1) Dichte.
Die Auswahl an Legierungselementen für Füllmaterialien ist recht groß, und jedes Legierungselement hat seine Atommasse und die entsprechende Dichte. Die Dichte von K-Gold, das mit verschiedenen Zusammensetzungen von Füllmaterialien formuliert wurde, ist unterschiedlich. Bei einem Schmuckstück mit festem Volumen und fester Qualität können Materialien mit geringer Dichte das Gewicht des Schmuckstücks reduzieren und die Kosten des Produkts senken.
(2) Farbe.
Für K-Gold-Schmuck ist die Farbe eine grundlegende physikalische Eigenschaft. Dekorative Goldlegierungen werden im Allgemeinen nach ihrer Farbe in zwei Hauptkategorien unterteilt: Farbgoldlegierungen und Weißgoldlegierungen. Durch Änderung des Legierungszusammensetzungsverhältnisses des Füllstoffs lassen sich verschiedenfarbige Goldlegierungen herstellen. Das am häufigsten verwendete farbige K-Gold umfasst drei Serien: K-Gold, K-Weißgold und K-Rotgold, wobei die typischen Füllstoffe in Abbildung 3-15 dargestellt sind. Darüber hinaus wurden in den letzten Jahren im Ausland auch einige einzigartige farbige K-Gold-Füllstoffe entwickelt, die mit Gold einzigartige farbige, komplexe und spröde intermetallische Verbindungen bilden können.

(a) K-Gold-Füllstoff

(b) Füllung aus K-Weißgold

(c) K Rotgold-Füllstoff
Abbildung 3-15 Verschiedene farbige K-Goldfüllungen für Schmuck
(3) Magnetismus.
Bei K-Gold-Schmuck, wie auch bei Schmuck aus Edelmetall, wird im Allgemeinen darauf geachtet, dass die Legierung etwas anderes als Magnetismus aufweist, damit der Verbraucher nicht an der Echtheit des Materials zweifelt. Gold ist nicht magnetisch; K-Gold-Schmuck enthält viele andere metallische Elemente. Wenn das Füllmaterial magnetische Komponenten wie Fe, Co, Ni und Ga enthält, kann es dazu führen, dass das K-Goldmaterial Magnetismus aufweist. Bei K-Weißgold wird zum Beispiel häufig Nickel als Bleichelement verwendet. Abbildung 3-13 zeigt, dass die Legierung unterhalb der Soliduslinie und oberhalb einer bestimmten Temperatur eine einphasige feste Lösung ist. Wenn sie langsam auf eine bestimmte Temperatur abgekühlt wird, beginnt die Phasentrennung und es bildet sich ein zweiphasiger Bereich. Wenn die Temperatur auf etwa 340℃ sinkt, findet ein magnetischer Übergang statt, und die Legierung weist einen gewissen Magnetismus auf.
(4) Schmelzpunkt.
Die meisten K-Gold-Schmuckstücke werden im Gipsformgussverfahren hergestellt. Aufgrund der schlechten thermischen Stabilität von Gips bei hohen Temperaturen kommt es bei einer Temperatur von 1200℃ zu einer thermischen Zersetzung, bei der SO2 Gas, wodurch sich im Gussstück Poren bilden. Wenn die Gipsform nicht vollständig geröstet wird, so dass Kohlenstoffreste in der Form verbleiben, oder wenn die Metallflüssigkeit stark oxidiert ist, so dass sich eine große Menge Kupferoxid bildet, wird diese Zersetzungstemperatur erheblich gesenkt. Um die Sicherheit des Gusses in Gipsformen zu gewährleisten, ist es daher notwendig, den Schmelzpunkt der Legierung zu kontrollieren. Im Allgemeinen liegen die Schmelzpunkte von K-Gold und K-Rotgold bei etwa 900℃, und die Verwendung von Gipsformguss ist in Ordnung. Bei K-Weißgold jedoch ist der Schmelzpunkt der Legierung aufgrund der Verwendung von Ni, Pd mit hohem Schmelzpunkt als Bleichelement höher als der von K-Gold und K-Rotgold, was das Risiko einer thermischen Zersetzung der Gipsform mit sich bringt. Wenn der Ni, Pd-Gehalt sehr hoch ist, kann die Gipsform die Produktionsqualität nicht mehr gewährleisten, so dass ein teures phosphorsäuregebundenes Gießpulver erforderlich wird, was zweifellos die Produktionskosten und -schwierigkeiten erhöht.
2.2 Chemische Eigenschaften
Für Schmuckstücke ist die chemische Stabilität von entscheidender Bedeutung. Die chemische Stabilität von K-Gold-Schmuck zeigt sich vor allem in seiner Anlauf- und Korrosionsbeständigkeit, die eng mit den in K-Gold verwendeten Füllstoffen zusammenhängt. Die Korrosionsbeständigkeit von K-Gold-Legierungen variiert je nach Zusammensetzung; im Allgemeinen ist hochreines K-Gold für die Verbesserung der Korrosionsbeständigkeit von Vorteil. Zum Beispiel hat 18K-22K Gold eine gute Korrosionsbeständigkeit in gewöhnlichen anorganischen Säuren, und 14K Gold hat ebenfalls eine gute Korrosionsbeständigkeit. Dennoch wird es unter stark sauren Bedingungen Kupfer und Silber von der Oberfläche auslaugen. Goldlegierungen unter 9 K sind nicht beständig gegen starke Säurekorrosion und laufen in schlechten Umgebungen an und verfärben sich. Der Gehalt an Edelmetallen in K-Goldwerkstoffen ist jedoch nicht der einzige Faktor, der das Anlaufen beeinflusst; Anlaufen und Verfärbung sind das kombinierte Ergebnis der chemischen Zusammensetzung der Legierungswerkstoffe, der chemischen Prozesse, der Umweltfaktoren und der Mikrostruktur. Wenn die Zusammensetzung des Füllmaterials bei K-Gold mit niedrigem Reinheitsgrad günstig ist, um das Potenzial von K-Gold zu verbessern, einen dichten Schutzfilm zu bilden und die Mikrostruktur der Legierung zu verbessern, ist es immer noch möglich, Legierungen mit ausgezeichneten chemischen Eigenschaften und guter Beständigkeit gegen Verfärbung zu erhalten. Unter den drei wichtigsten K-Gold-Serien neigt K-Rotgold aufgrund seines hohen Kupfergehalts zum Anlaufen der Oberfläche, und zur Verbesserung müssen günstige Legierungselemente in seinen Füllstoffen verwendet werden.
2.3 Mechanische Eigenschaften
Um den hohen Glanz lange zu erhalten, muss bei K-Goldschmuck die Härte der Legierung verbessert werden, um die Anforderungen an die Verschleißfestigkeit zu erfüllen; einige strukturelle Bestandteile des Schmucks, wie Ohrstecker, Ohrhaken, Broschen, Federn usw., erfordern eine gute Elastizität und müssen ebenfalls die Härte der Legierung verbessern. Die Härte von Gold selbst könnte jedoch höher sein, so dass es schwierig ist, die Anforderungen für Einlegearbeiten zu erfüllen. Eines der Ziele von K-Gold ist es, die Festigkeit, Härte, Zähigkeit und andere mechanische Eigenschaften des Materials zu verbessern. Unter den drei typischen K-Golden hat nickelgebleichtes K-Weißgold eine höhere Festigkeit und Härte bei besserer Elastizität, was ein Gleichgewicht zwischen Festigkeit, Härte und Flexibilität erfordert; K-Rotgold kann einen Ordnungsübergang durchlaufen und an Flexibilität verlieren, was Anpassungen und Verbesserungen der Zusammensetzung des Füllmaterials und des Herstellungsverfahrens erforderlich macht.
2.4 Prozessleistung
Bei der Zusammensetzung des Zusatzwerkstoffs sollten die Leistungsanforderungen der verschiedenen Verarbeitungstechniken berücksichtigt werden. Zum Beispiel kann die Schmelzmethode die Oxidationsbeständigkeit der Legierung beeinflussen; dieselbe Legierung kann unterschiedliche Ergebnisse liefern, wenn sie mit einem Brenner, durch Induktionserwärmung in der Atmosphäre oder unter Schutzatmosphäre oder Vakuum geschmolzen wird. Darüber hinaus können bei der Schmuckherstellung verschiedene Verarbeitungsmethoden wie Gießen, Stanzen und Schweißen zum Einsatz kommen, die jeweils unterschiedliche Leistungsanforderungen an das K-Gold stellen und die Auswahl und Menge der Legierungselemente im Schweißzusatzwerkstoff bestimmen. Beim Entwurf der Zusammensetzung des Zusatzwerkstoffs sollte die Verarbeitungsfähigkeit der Legierung in vollem Umfang berücksichtigt werden, um Verarbeitungsprobleme zu vermeiden, die durch einen zu engen Verarbeitungsbereich verursacht werden. Die Verarbeitungsleistung umfasst hauptsächlich Aspekte wie Gießleistung, Kunststoffverarbeitungsleistung, Polierleistung, Schweißleistung und Recyclingleistung.
(1) Gussleistung.
Die Gießleistung der Legierung hat einen erheblichen Einfluss auf die Oberflächenqualität des gegossenen Schmuckstücks. Die Qualität der Gussleistung der Legierung kann unter mehreren Aspekten beurteilt werden, darunter die Fließfähigkeit des geschmolzenen Metalls, die Neigung zu Schrumpfung und Porosität sowie die Neigung zu thermischer Rissbildung während der Verformung. Das zum Gießen verwendete K-Gold sollte ein kleines Kristallisationsintervall, eine geringe Oxidationsneigung, gute Fließfähigkeit und Füllbarkeit aufweisen. Es sollte nicht schnell dispergierte Schrumpfungs- und Verformungsrisse bilden, was dazu beiträgt, gegossene Schmuckstücke mit vollständiger Form, präzisen Konturen, dichter Kristallisation und solider Struktur zu erhalten.
(2) Leistung der Plastizitätsverarbeitung.
Die Technologie der Plastizitätsverarbeitung findet bei der Herstellung von K-Goldschmuck vielfältige Anwendung. Neben der Verwendung von Zieh- und Walzmaschinen zur Herstellung von Blechen, Drähten und Rohren wird sie auch häufig zur Formgebung von Schmuck verwendet, z. B. durch Drehen auf Werkzeugmaschinen, Prägen mit Stanzmaschinen und hydraulisches Pressen. Um die Qualität von Produkten für die Plastizitätsverarbeitung zu gewährleisten, ist die richtige Formulierung und die strikte Einhaltung der Spezifikationen für den Betriebsprozess sowie die inhärente Plastizitätsverarbeitungsleistung des Materials von entscheidender Bedeutung. K-Gold-Materialien müssen eine gute Plastizitätsverarbeitungsleistung aufweisen, insbesondere bei Vorgängen wie Ziehen, Walzen, Stanzen und hydraulischem Pressen, bei denen die Härte der Legierung nicht zu hoch sein darf und die Kaltverfestigungsrate der Legierung sich verlangsamen sollte, um den Vorgang zu erleichtern; das Material sollte auch eine gute Flexibilität aufweisen. Andernfalls ist es anfällig für Risse.
(3) Polierleistung.
Schmuck stellt besondere Anforderungen an die Oberflächenqualität, und die meisten Schmuckstücke müssen poliert werden, um einen spiegelnden Glanz zu erzielen. Dies erfordert nicht nur die korrekte Ausführung der Polierarbeiten, sondern auch die Beachtung der Eigenschaften der Legierung selbst. So sollte das Werkstück ein dichtes Gefüge mit feinen und gleichmäßigen Körnern aufweisen, das frei von Fehlern wie Poren und Einschlüssen ist. Wenn die Körner des Werkstücks grob sind und Defekte wie Schrumpfung oder Poren aufweisen, können schnell Phänomene wie Orangenhaut, Poliervertiefungen und Kometenschweife auftreten. Kratzer und Kometenschweifdefekte können auch schnell auftreten, wenn starre Einschlüsse vorhanden sind.
(4) Leistung der Wiederverwendbarkeit.
Die Ausbeute des Gussschmuckverfahrens liegt im Allgemeinen nur bei etwa 50% oder sogar darunter. Bei jedem Guss fällt eine große Menge an Angusssystemen und Abfallmaterialien zur Wiederverwendung an. Aus Gründen der Produktionskosten und der Effizienz sind Schmuckhersteller stets bestrebt, so viel recyceltes Material wie möglich zu verwenden. Aufgrund der unvermeidlichen Verflüchtigung, Oxidation und Gasabsorption während des Schmelzprozesses der Legierung wird sich die Zusammensetzung der Legierung bei jedem Guss bis zu einem gewissen Grad ändern, was sich auf die metallurgische Qualität der Legierung und die Gussleistung auswirkt. Die Leistungsverschlechterung der Legierung während des Wiederverwendungsprozesses steht nicht nur in engem Zusammenhang mit dem Betriebsprozess, sondern auch mit der inhärenten Wiederverwendungsleistung der Legierung, die hauptsächlich von der Neigung der Legierung zur Gasabsorption und Oxidation sowie von ihrer Reaktivität mit Tiegeln und Gussmaterialien abhängt. Je geringer die Neigung zur Gasabsorption und Oxidation ist, desto geringer ist die Reaktivität mit Tiegeln und Gusswerkstoffen, und desto besser ist die Wiederverwendbarkeit.
(5) Schweißtechnische Leistung.
Bei der Schmuckherstellung ist es häufig erforderlich, das Werkstück in mehrere einfache Kleinteile zu zerlegen, die getrennt hergestellt und dann zusammengeschweißt werden. Um eine gute Schweißqualität zu erreichen, muss nicht nur das Lot richtig verwendet, sondern auch die Schweißleistung von K-Gold beurteilt werden. Wenn das geschweißte Teil eine gute Wärmeleitfähigkeit hat, staut sich die Wärme während des Erwärmungsprozesses nicht so schnell an der Schweißstelle. Dennoch wird sie bald durch das gesamte Werkstück geleitet, was dem Schmelzen des Lots nicht förderlich ist. Angenommen, K-Gold neigt beim Erhitzen zur Oxidation. In diesem Fall verringert die gebildete Oxidschicht die Benetzbarkeit des Lots, so dass es nicht in die Schweißnaht eindringen kann, was zu Problemen wie schwacher Schweißung, falscher Schweißung und schlechter Schweißung führt.
2.5 Sicherheit
Bei Schmuck, der über einen längeren Zeitraum mit dem menschlichen Körper in Berührung kommt, muss die Sicherheit als einer der wichtigsten Faktoren bei der Auswahl der Schmuckmaterialien berücksichtigt werden. Für den menschlichen Körper schädliche Elemente, wie Cd, Pb und radioaktive Elemente, sollten in Füllmaterialien vermieden werden. Darüber hinaus sollten allergische Reaktionen, die durch den Kontakt von Schmuck mit der Haut verursacht werden, minimiert werden. So besteht beispielsweise bei K-Gold-Schmuck, bei dem Ni als Bleichmittel verwendet wird, das Risiko, Hautallergien auszulösen. Aus diesem Grund haben die Europäische Kommission und einige andere Länder strenge Grenzwerte für die Freisetzungsrate von Ni in Schmuck festgelegt, was bedeutet, dass Schmuck, der Ni enthält, die einschlägigen Normen für die Ni-Freisetzungsrate erfüllen muss.
2.6 Wirtschaftliche Faktoren
K-Gold ist eine Legierung aus Gold und seinen Füllstoffen. Der Preis der Zusatzwerkstoffe ist einer der kritischen Faktoren, die die Produktionskosten beeinflussen, insbesondere bei niedrig-karätigem K-Gold, das viele Zusatzwerkstoffe für die Legierung benötigt. Daher sollten bei der Auswahl von Legierungselementen für Füllstoffe weit verbreitete und kostengünstige Materialien verwendet und teure Edelmetalle vermieden oder minimiert werden, um die Kosten für K-Gold zu senken.
Abschnitt II K Gelbgold
K-Gelbgold bezieht sich auf eine Gelbgoldlegierung, die im Englischen als Karat Gelbgold bekannt ist und in der Schmuckindustrie üblicherweise als KY bezeichnet wird, wie zum Beispiel 18KY und 14KY. K-Gold ist eine traditionelle Farbgoldlegierung, die lange Zeit eine wichtige Rolle bei K-Gold-Schmuckmaterialien gespielt hat. Seit den 1990er Jahren ist jedoch der Anteil von K-Gold-Schmuck mit der Popularität von weißem Schmuck allmählich zurückgegangen.
Dennoch wird K-Gold aufgrund seiner relativ guten Verarbeitungs- und Herstellungseigenschaften immer noch häufig in der Schmuckindustrie verwendet, und einige Hersteller verwenden K-Gold sogar zur Herstellung von Schmuckrohlingen, die dann mit Rhodium (Rh) beschichtet werden, um K-Weißgoldschmuck zu ersetzen.
1. Die Organisation und Leistung von K-Gelbgold im Au-Ag-Cu-System
Die Au-Ag-Cu-Legierung ist das Grundlegende Legierungssystem von K-Gold, das weitgehend seine Leistung bestimmt. Ag und Cu sind die Hauptlegierungselemente von K-Gold, und während der Produktion werden oft eine bestimmte Menge Zn und eine geringe Menge anderer Komponenten hinzugefügt, um die Leistung der Legierung zu verbessern. Die unterschiedlichen Verhältnisse der Legierungselemente wirken sich auf die physikalischen Eigenschaften, die chemischen Eigenschaften, die mechanischen Eigenschaften und die Verarbeitungsleistung von K-Goldmaterialien aus.
1.1 Die physikalischen Eigenschaften von K-Gelbgold im System Au-Ag-Cu
(1) Farbe.
Im Au-Ag-Cu-System von K-Gold ist die Farbe von K-Gold-Legierungen eng mit ihrer Zusammensetzung verbunden. Durch Anpassung des Verhältnisses von Ag, Cu und anderen Legierungselementen in den Legierungen können verschiedene Farben von K-Gold-Legierungen erzielt werden.
Mit zunehmendem Cu-Gehalt nimmt die elektronische Übergangsenergie der Legierung ab, und die Reflexionskurve verschiebt sich in Richtung einer niedrigeren Energie, wodurch sich der Reflexionsgrad im Rotlichtbereich (640-750 nm) deutlich erhöht (Abbildung 3-16), was zu einem allmählichen Anstieg des Rotindexes von K-Gold-Legierungen führt.

Mit steigendem Ag-Gehalt erhöht sich die elektronische Übergangsenergie der Au-Ag-Legierung, und die Reflektivitätskurve von Au wandert fast parallel zu höherer Leistung. Infolgedessen werden nicht nur die roten und gelben Lichtbänder im sichtbaren Spektrum stark reflektiert, sondern auch die grünen, blauen und violetten Banden, was letztlich zu einer soliden Reflexion über das gesamte sichtbare Spektrum führt (Abbildung 3-17). Dadurch vergrößert sich die Bandlücke, und der Grünindex der K-Gold-Legierung nimmt allmählich zu. Die Verbesserung des Reflexionsvermögens ist von Vorteil, wenn der Ag-Gehalt der Legierung hoch ist.

Durch den umfassenden Einfluss von Ag und Cu auf die Farbe von Goldlegierungen weist die Au-Ag-Cu-Legierung reiche Farben und Töne auf (Abbildung 3-18). Die Legierung mit hohem Au-Anteil erscheint goldgelb, die Legierung mit hohem Ag-Anteil weiß und die Legierung mit hohem Cu-Anteil rot. Wenn Ag zu Au hinzugefügt wird, ändert sich die Farbe der Legierung mit zunehmendem Ag-Gehalt allmählich von gelb zu grünlich-gelb, hellgrün-gelb, hell-weiß und schließlich zu weiß. Wenn Cu zu Au hinzugefügt wird, ändert sich die Farbe der Legierung mit zunehmendem Cu-Gehalt allmählich von gelb zu rötlich-gelb, rosa und schließlich zu rot.
Bei einem bestimmten Grad von K-Gelbgold führt der Zusatz von Zn dazu, dass die Farbe der K-Gold-Legierung zu einem hellen Rotgelb oder einem tiefen Gelb tendiert.

(2) Dichte.
Die theoretische Dichte ist auch für K-Gold mit einer festen Zusammensetzung konstant. Da gegossene Schmuckrohlinge während des Produktionsprozesses nicht dicht sein können, ist es nicht sinnvoll, die Gusshärte zu verwenden, um die Auswirkungen des Verhältnisses der Legierungselemente quantitativ zu erklären. Die Differenz zwischen der Gussdichte und der theoretischen Dichte kann jedoch indirekt die Dichte des Gussstücks widerspiegeln, und die erforderliche Materialmenge kann auf der Grundlage des Verhältnisses von Legierungsdichte und Wachsformdichte berechnet werden.
Unterschiedliche Verhältnisse der Legierungselemente wirken sich besonders auf die Dichte von K-Gold-Werkstoffen aus. Die Korrespondenz zwischen der Dichte ternärer Legierungen und ihrer chemischen Zusammensetzung (Abbildung 3-19) zeigt, dass die durchgezogenen Linien die Konturlinien der Legierungsdichte darstellen, die zur Au-Ag-Achse hin geneigt sind, was darauf hinweist, dass Cu einen größeren Einfluss auf die Legierungsdichte hat als Ag. Mit zunehmender Qualität der Legierung nimmt auch die Dichte der Legierung entsprechend zu; bei Legierungen mit hohem Au-Gehalt verlaufen die Konturlinien parallel. Bei K-Gold der gleichen Sorte steigt mit zunehmendem Ag-Gehalt der Dichtewert, und die Dichtekonturlinien verschieben sich allmählich zu höheren Werten.

K-Gold wird häufig mit Zn als Legierungselement legiert, und mit steigendem Zn-Gehalt nimmt die Dichte der Legierung in gewissem Maße ab.
(3) Schmelzpunkt.
Abbildung 3-20 zeigt die Projektion der Temperaturkontur der Liquiduslinie der Au-Ag-Cu-Legierung auf die Ebene. Mit zunehmendem Legierungsgrad steigt die Liquidustemperatur kontinuierlich an; durch die kombinierte Zugabe von Ag und Cu sinkt der Schmelzpunkt der Legierung und es bildet sich ein kuppelförmiger Bereich von Schmelzpunktkonturen, der sich zur Ag-Cu-Koordinatenlinie hin öffnet, wobei der niedrigste Schmelzpunkt bei relativ niedrigem Legierungsgrad auf etwa 750℃ sinkt.

(4) Mikrostruktur.
Das Phasendiagramm der Au-Ag-Cu-Legierung (Abbildung 3-21) zeigt, dass die drei Komponenten Au, Ag und Cu drei Arten von binären Legierungen bilden können. Eine davon ist die binäre Au-Ag-Legierung, die sowohl in flüssigem als auch in festem Zustand vollständig mischbar ist; eine andere ist die binäre Ag-Cu-Legierung, eine typische eutektische Legierung, bei der die Löslichkeit von Ag und Cu bei Raumtemperatur sehr gering ist; eine weitere Art ist die binäre Au-Cu-Legierung, die sich vollständig auflöst und im Hochtemperaturbereich eine kontinuierliche feste Lösung bildet. Bei langsamer Abkühlung unter 410℃ erfolgt eine Ordnungsumwandlung unter Bildung von AuCu3 und geordnete AuCu-Phasen. Daher existieren im ternären Au-Ag-Cu-Legierungssystem Ag-reiche und Cu-reiche Phasen, die sich aus dem eutektischen Ag-Cu-System ableiten, und ein nicht mischbarer Zweiphasenbereich entwickelt sich mit zunehmendem Au-Gehalt tiefer. Dieser Bereich erscheint in der Projektionsebene als Bogen in Richtung der Ag-reichen Ecke (Abbildung 3-22), was darauf hinweist, dass die Struktur der ternären Au-Ag-Cu-Legierung mit dem Verhältnis der Legierungselemente Ag und Cu zusammenhängt.

Abbildung 3-21 Das Phasendiagramm der Au-Ag-Cu-Legierung

Abbildung 3-22 Au-Ag-Cu Isothermer Zweiphasenbereich der Legierung Projektion der Festphasengrenze bei Raumtemperatur (Nach William S. Rapson, 1990)
Zur Vereinfachung der Analyse wird der Ag- und Cu-Gehalt in Form des Umwandlungsverhältnisses Ag ausgedrückt, d. h.:

In der Formel stehen Ag und Cu für die Massenanteile von Ag bzw. Cu in der Au-Ag-Cu-Legierung.
Unter Verwendung von Ag' als Zusammensetzungskoordinate werden die Längsschnitte, die den drei Farben 18K, 14K und 10K in Abbildung 3-19 entsprechen, in quasi-binäre Schnittdiagramme umgewandelt (Abbildung 3-23).
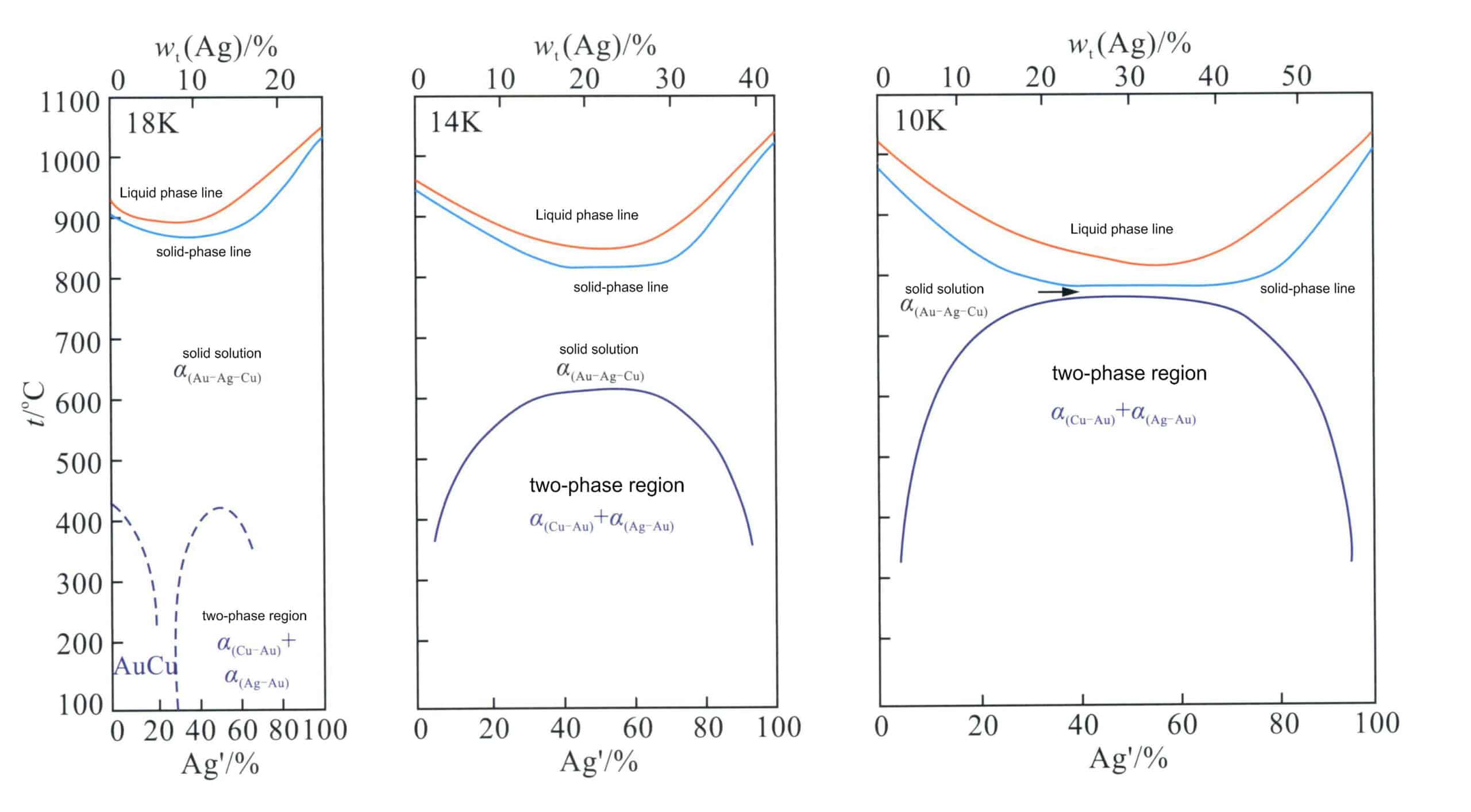
Abbildung 3-23 Quasi-binärer Längsschnitt durch die Legierung Au-Ag-Cu (nach William S. Rapson, 1990)
Je nach Ag' und den Bereichen, in denen die Phasentrennung auftritt, können Legierungen in verschiedene Typen eingeteilt werden; bei 18K-Au-Ag-Cu-Legierungen gibt es beispielsweise drei typische Typen.
Typ I: Ag' ist 0%-20%, ein reichhaltiges Cu-Legierungsphasengebiet, ein einziger Mischkristall bei hohen Temperaturen, und erfährt eine Ordnungsumwandlung bei niedrigen Temperaturen.
Typ II: Ag' ist 20%-75%, ein einzelner Mischkristall bei hohen Temperaturen und zerfällt bei niedrigen Temperaturen in zwei nicht mischbare Phasen.
Typ III: Ag'>75%, ein einziger Mischkristall bei hohen und niedrigen Temperaturen.
Au-Ag-Cu Wenn dem K-Gold-System Zn und andere Legierungselemente zugesetzt werden, kann sich der Bereich der nicht mischbaren Zweiphasenregion verkleinern, wenn der Zn-Gehalt ein bestimmtes Niveau erreicht, wodurch die Zweiphasenregion schmaler und kürzer wird.
1.2 Die Korrosionsbeständigkeit von Au-Ag-Cu K-Gold
Die Korrosionsbeständigkeit von Au-Ag-Cu-Legierungen lässt sich in vier Bereiche unterteilen (Abbildung 3-24). Legierungen der Region I haben eine höhere Qualität und eine gute Korrosionsbeständigkeit, die der Korrosion einzelner anorganischer Säuren widerstehen kann; die Korrosionsbeständigkeit von Legierungen der Region II ist schlechter als die der Region I, weist aber immer noch eine relativ gute Korrosionsbeständigkeit auf, mit nur geringer Korrosion in festen Säuren; Legierungen der Region III sind weiter reduziert und leiden unter starker Säurekorrosion. Legierungen der Region IV weisen eine relativ schlechte Beständigkeit auf und neigen zu Dunkelfärbung und Verfärbung. Die Zugabe einer bestimmten Menge von {{1}} Legierungselementen zu minderwertigem Au-Ag-Cu-K-Gold trägt zur Verbesserung der Korrosionsbeständigkeit bei.
Die Korrosionsbeständigkeit ist jedoch immer noch relativ gut, mit nur geringer Korrosion in festen Säuren; Legierungen der Region III sind noch weniger beständig und leiden unter starker Säurekorrosion. Legierungen der Region IV weisen eine relativ schlechte Beständigkeit auf und neigen zu Dunkelfärbung und Verfärbung. Die Zugabe einer bestimmten Menge an Zn, Si und Pd zu minderwertigem Au-Ag-Cu-K-Gold trägt zur Verbesserung der Korrosionsbeständigkeit bei.

Abbildung 3-24 Korrosionsbeständigkeit von Au-Ag-Cu-Legierungen (nach Ning Yuantao et al., 2013)
1.3 Mechanische Eigenschaften von Au-Ag-Cu K-Gold
In der Au-Ag-Cu-Legierung wirkt sich der Anteil von Ag und Cu erheblich auf die mechanischen Eigenschaften der Legierung aus. Legierungen mit unterschiedlichen Zusammensetzungen wurden abgeschreckt, nachdem sie bei 740 °C gehalten worden waren, und die Härte und Dehnung im Mischkristallzustand wurden geprüft. Die Härte der 50%Au-30%Ag-20%Cu-Legierung ist am höchsten und erreicht HB150, während die Dehnung mit nur 25% am niedrigsten ist, während die Legierungen in der Nähe der drei Ecken eine geringere Härte und höhere Dehnung aufweisen (Abbildung 3-25, Abbildung 3-26).

Abbildung 3-25 Die Brinell-Härte der Au-Ag-Cu-Legierung im Mischkristallzustand

Abbildung 3-26 Die Dehnung der Au-Ag-Cu-Legierung im Mischkristallzustand
Die Unterschiede in den mechanischen Eigenschaften von Legierungen mit verschiedenen Bestandteilen spiegeln sich auch in den Auswirkungen der Wärmebehandlung auf diese wider. Am Beispiel von Au-Ag-Cu 18KY: Wenn die Legierungszusammensetzung im Bereich der Typ-I-Legierungen liegt, führt die Alterung der Mischkristalllegierung bei niedrigen Temperaturen zu einer Ordnungsumwandlung, die die Festigkeit erhöht und die Härte der Legierung steigert, aber ihre Elastizität und Flexibilität verringert. Im Bereich der Typ-II-Legierungen kann die Alterungsbehandlung eine Phasentrennung in der Legierung bewirken, die ihre Festigkeit und Härte verbessert und zu einer mäßigen Härte führt. Im Bereich der Typ-III-Legierungen kann jedoch keine Alterungsbehandlung durchgeführt werden, und die Härte der Legierung könnte höher sein.
Bei quaternären Au-Ag-Cu-Zn-Legierungen kann die Rolle des Zn die Härte der Legierung und das Volumen des Bereichs der nicht mischbaren festen Phase im ternären Au-Ag-Cu-Phasendiagramm leicht verringern.
1.4 Die Prozessleistung von Au-Ag-Cu-K-Gold
Au-Ag-Cu-K-Gold hat einen relativ niedrigen Schmelzpunkt und eignet sich daher für den Präzisionsguss mit Gipsformen. Wenn der Legierung Legierungselemente wie Zn Si zugesetzt werden, kann die Fließfähigkeit des geschmolzenen Metalls weiter verbessert und die Oxidationsneigung verringert werden, wodurch die Gießleistung verbessert wird.
Au-Ag-Cu-K-Gold hat eine gute Flexibilität im Mischkristallzustand, eine relativ geringe Härte und eine gute Kaltumformbarkeit, die durch Kaltumformungstechniken wie Walzen, Ziehen und Schmieden erzielt werden kann. Bei Legierungen, die Ordnungsumwandlungen und Phasentrennung unterliegen, ist die Steuerung der Kühlmethode während des Zwischenglühens von entscheidender Bedeutung, um eine Verringerung der Duktilität und Flexibilität zu vermeiden.
2. Typische Qualitäten und Eigenschaften von K-Gold für die Dekoration
Die Verwendung von K-Gold hat eine lange Geschichte und ist eine relativ ausgereifte Goldlegierung. Es wurde eine Reihe von Farben entwickelt, um den Anforderungen verschiedener Verarbeitungstechniken für dekoratives K-Gold gerecht zu werden, von denen viele vermarktet wurden, so dass die Unternehmen je nach ihren Marktbedürfnissen wählen können. In Tabelle 3-10 sind einige typische Sorten von dekorativem K-Gold und ihre Eigenschaften aufgeführt.
Tabelle 3-10 Typische Gehalte und Eigenschaften von K-Gold für die Dekoration
| Reinheit | Inhalt der Komponente/% | Farbe | Schmelztemperatur | Dichte/ (g/cm3) | Weiche Härte HV / (N/mm)2) | Weiche Dehnungsrate /% | |||
|---|---|---|---|---|---|---|---|---|---|
| Reinheit | Wt(Au) | Gewicht (Ag) | Gewicht (Cu) | Gew. (Zn) | Farbe | Schmelztemperatur | Dichte/ (g/cm3) | Weiche Härte HV / (N/mm)2) | Weiche Dehnungsrate /% |
| 22K | 917 | 55 | 28 | - | Gelb | 995 ~ 1020 | 17.9 | 52 | |
| 22K | 917 | 32 | 51 | - | Tiefgelb | 964 ~ 982 | 17.8 | 70 | 30 |
| 18K | 750 | 160 | 90 | - | Hellgelb | 895 ~ 920 | 15.6 | 135 | 35 |
| 18K | 750 | 125 | 125 | - | Gelb | 885 ~ 895 | 15.45 | 150 | 40 |
| 18K | 750 | 14.1 | 10 | 0.9 | Gelb | 887 ~ 920 | 14.99 | 130 | - |
| 14K | 585 | 300 | 115 | - | Gelb | 820 ~ 885 | 14.05 | 150 | 17 |
| 14K | 585 | 265 | 150 | - | Hellgelb | 835 ~ 850 | 13.85 | 175 | 30 |
| 14K | 585 | 205 | 210 | - | Hellgelb | 830 ~ 835 | 13.65 | 190 | 25 |
| 10K | 417 | 120 | 375 | 88 | Gelb | 778 ~ 860 | 11.42 | 120 (Gusszustand) | - |
| 9K | 375 | 65 | 450 | 110 | Rot und Gelb | 835 ~ 908 | 10.91 | 105 (Gusszustand) | - |
3. Häufige Probleme bei der Herstellung von K-Gold-Schmuck
Im Vergleich zu den beiden anderen K-Gold-Farben sind K-Gold-Materialien in der Schmuckherstellung handwerklich relativ ausgereift. Allerdings stößt K-Gold bei der Herstellung noch häufig auf Probleme, die sich vor allem in den folgenden Aspekten widerspiegeln.
3.1 Farbliche Aspekte von K-Gold
In den meisten Fällen wird bei K-Gold direkt die Eigenfarbe verwendet, ohne dass die Oberfläche galvanisch beschichtet wird, was voraussetzt, dass die Farbe der Legierung den Kundenanforderungen entspricht und die Stabilität und der Glanz der Oberfläche im Laufe der Zeit erhalten bleiben. Derzeit sind Dutzende von K-Gold-Legierungsmodellen auf dem Markt, die alle als gelb eingestuft werden. Die tatsächliche Farbwahrnehmung ist jedoch sehr unterschiedlich, z. B. tiefgelb, hellgelb, grünlich-gelb, rötlich-gelb und bläulich-gelb. 14-karätiger gelber Schmuck weist drei Farben auf: bläulich-gelb, hellgelb und rötlich-gelb (Abbildung 3-27). Es ist nicht ungewöhnlich, dass Unternehmen Kundenreklamationen oder sogar Rücksendungen aufgrund von Farbabweichungen während der Produktion erhalten. Die Farbe der Legierung hängt von ihrer Zusammensetzung ab und hängt auch mit den Prüfbedingungen zusammen.

3.2 Probleme mit der dendritischen Oberfläche von K-Gold
Der Schmelzpunkt von K-Gold ist niedriger als der von 24-karätigem Gold, aber dendritische Oberflächen sind bei 24-karätigem Goldschmuck während des Feingusses selten zu sehen. Im Gegensatz dazu weisen K-Gold-Schmuckstücke (insbesondere minderwertiges K-Gold) manchmal dendritische Oberflächen auf. Der Grund dafür ist, dass K-Gold-Legierungen einen bestimmten Erstarrungsbereich haben und ihr Kristallisationsprozess oft in dendritischer Form abläuft und ein dendritisches Gerüst bildet, das sich verzahnt, so dass zwischen den Dendriten Restschmelzen verbleiben. Angenommen, das geschmolzene Metall benetzt die Form nicht. In diesem Fall kann bei der Zersetzung des Gipses Schwefeldioxidgas entstehen, das das restliche geschmolzene Metall von der Oberfläche wegdrückt und das dendritische Gerüst zurücklässt. Dies führt zu einer typischen dendritischen Oberflächenstruktur. Die Produktionspraxis zeigt, dass bei minderwertigem K-Gold die Bildung einer großen Menge an Kupfer- oder Zinkoxid und hohe Gieß- oder Formtemperaturen die Wahrscheinlichkeit der Gipszersetzung erhöhen, wodurch die Bildung einer dendritischen Oberfläche erleichtert wird.
3.3 Das Problem der Einschlüsse in K-Gold
Cu und Zn sind die wichtigsten Legierungselemente in K-Gold und neigen während des Schmelzens zur Oxidation und zur Bildung von Oxideinschlüssen. Das von Zn verursachte Einschlussproblem ist besonders ausgeprägt; es bildet in Gegenwart von Sauerstoff leichter Oxide als Cu, und seine Oxide aggregieren nicht so leicht zu flüssiger Schlacke, sondern erscheinen stattdessen als Pulver, das sowohl an der Oberfläche des geschmolzenen Metalls schwimmt als auch im geschmolzenen Metall verbleibt. Daher verbleibt Zinkoxid, sobald es sich gebildet hat, im Material und verursacht Hohlräume und Oberflächenfehler, die sich makroskopisch als katzenpfotenförmige Einschlüsse zeigen (Abbildung 3-28).

Abschnitt III K Weißgold
K-Weißgold oder Weißgold ist eine Weißgoldlegierung, die im Englischen häufig als Karat Weißgold bezeichnet wird und in der Schmuckindustrie häufig als KW dargestellt wird, z. B. 18KW und 14KW. K-Weißgold wurde einst als Ersatz für Platin verwendet, mit Vorteilen wie höherer Festigkeit und besserem Gießverhalten, und ist in der Schmuckherstellung weit verbreitet, wobei es zu einem bedeutenden Material unter den dekorativen Goldlegierungen geworden ist und eine kritische Position unter den farbigen K-Goldmaterialien einnimmt.
1. Bleichen von Gold und die Weißgradierung von K-Weißgold
Gold erscheint goldgelb, und es müssen Legierungselemente mit bleichender Wirkung hinzugefügt werden, um es weiß erscheinen zu lassen. Von allen in der Natur vorkommenden metallischen Elementen, mit Ausnahme einiger weniger Elemente wie Au und Cu, erscheinen die meisten metallischen Elemente weiß oder grau. Daher hat die Zugabe anderer Metalle in gewissem Maße eine aufhellende Wirkung auf die Goldlegierung. In Tabelle 3-11 sind die Bleicheigenschaften einiger Legierungselemente für Gold und ihre Hauptnachteile bei der Verwendung als Bleichelemente aufgeführt. Aus Tabelle 3-11 ist ersichtlich, dass es nicht viele Metalle gibt, die effektiv als Bleichelemente für K-Weißgold dienen können und den Anforderungen des konventionellen Produktionsprozesses für Schmuck entsprechen. Elemente wie Ni, Pd, Fe und Mn haben ein starkes Bleichvermögen für Gold und sind bis heute die wichtigsten Bleichmittel.
Tabelle 3-11 Bleicheigenschaften und Hauptnachteile von Legierungselementen für Gold (nach Bagnoud et al., 1996)
| Element | Bleichfähigkeit | Hauptnachteile |
|---|---|---|
| Ag | Allgemein | Verursacht bei hohem Gehalt eine Verfärbung der Legierung |
| Pd | Sehr gut | Hohe Kosten, erhöht den Schmelzpunkt der Legierung |
| Punkt | Pd Ähnlich wie Pd | Höhere Kosten als Pd |
| Ni | Gut | Hautsensibilisator |
| Cr | Schwach | Hautallergen |
| Co | Schwach | Hautallergen |
| Unter | Schwach | Verschlechterung der Verarbeitungsleistung bei hohem Gehalt |
| Sn | Schwach | Verschlechterung der Verarbeitungsleistung bei hohem Gehalt |
| Zn | Schwach | Bei hohem Gehalt verflüchtigt sich die Legierung stark, was das Recycling erschwert. |
| Al | Schwach | Verschlechterung der Verarbeitungsleistung |
| Ti | Schwach | Verschlechterung der Verarbeitungsleistung |
| V | Schwach | Giftig, verschlechtert die Verarbeitungsleistung, hoch reaktiv, schwer wiederverwendbar |
| Ta, Nb | Schwach | Hochgradig reaktiv, schwer wiederverwendbar |
| Fe | Gut | Geringe Löslichkeit in Au, die Legierung weist Ferromagnetismus auf, wenn Ausscheidungsphasen vorhanden sind, was die Korrosionsbeständigkeit beeinträchtigt. Gehalt übersteigt 10% Wenn die Legierung zu hart ist, verschlechtert sie die Verarbeitungsleistung und ist anfällig für Oxidation beim Gießen. |
| Mn | Gut | Die Reaktivität ist stark und die Verarbeitung ist schwierig, wenn der Gehalt 10% übersteigt. |
Unterschiedliche Füllmethoden können bei Goldlegierungen mit gleichem Feingehalt zu Farbunterschieden führen. Um eine gute Kommunikation zwischen Angebot und Nachfrage zu gewährleisten, hat der Verband Manufacturing Jewelers and Suppliers of America (MJSA) in Zusammenarbeit mit dem World Gold Council den Farbgrad von K-Weißgold definiert, nachdem er die Farben von 10-KW-, 14-KW- und 18-KW-Proben mit dem CIELab-Farbkoordinatensystem getestet hatte. Er legte fest, dass der Gelbwert von "K-Weißgold" unter 32 liegen sollte; wird dieser Wert überschritten, darf es nicht als K-Weißgold bezeichnet werden. Der Gelbwert ist in drei Stufen unterteilt: Stufe 1, Stufe 2 und Stufe 3, wie in Tabelle 3-12 dargestellt.
3-12 Der weiße Farbgrad von K-Weißgold
| Farbe | YI Gelber Index YI | Grad des Weißseins | Rhodium-Beschichtung |
|---|---|---|---|
| Stufe 1 | YI< 19 | Sehr weiß | Kein Bedarf |
| Stufe 2 | 19≤YI ≤24,5 | Weiß ist besser | Kann plattiert oder nicht plattiert sein |
| Stufe 3 | 24.5 < YI ≤ 32 | Schlecht | Muss plattiert werden |
Die Verwendung dieses Weißgrad-Indikators ermöglicht es Lieferanten, Herstellern und Verkäufern, die Farbanforderungen für Weißgold K quantitativ zu bestimmen.
2. Kategorien und Merkmale von Weißgold K
Auf der Grundlage der verwendeten Bleichelemente kann Weißgold in vier Kategorien eingeteilt werden: Nickel-Weißgold, Palladium-Weißgold, Nickel-Palladium-Weißgold und nickelarmes oder nickelfreies (niedriges) Palladium-Weißgold. Laut Statistiken ausländischer Forschungsinstitute machen die ersten beiden Kategorien 76% und 15% des K-Weißgold-Schmuckmarktes aus, während auf die letzteren 7% und 2% entfallen.
2.1 Nickel K Weißgold
Aufgrund seines niedrigen Preises und seiner guten Bleichwirkung wurde Ni traditionell als Bleichmittel für Au verwendet. Unter allen kommerziellen K-Weißgolden dominiert Nickel-K-Weißgold den Markt.
Der Ni-Gehalt wirkt sich direkt auf den Bleicheffekt von K-Weißgold aus. Au-Legierungen mit einem Ni-Gehalt von 9-12 % sind fast weiß, und wenn der Ni-Gehalt allmählich abnimmt, wird die Legierung immer gelber. Wenn der Ni-Gehalt unter 5% liegt, nimmt der Weißheitsgrad der Legierung deutlich ab und die Farbe wird gelblich.
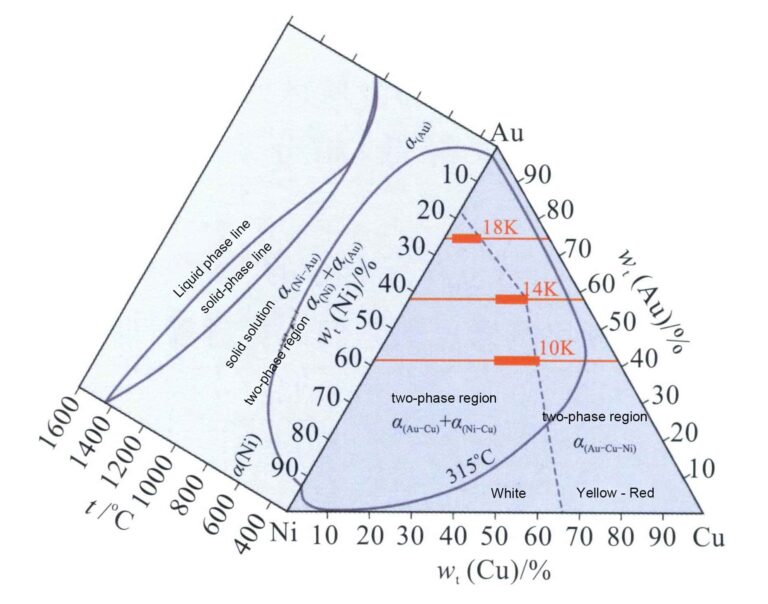
Aus dem Phasendiagramm der binären Au-Ni-Legierung in Abbildung 3-12 geht hervor, dass die Au-Ni-Legierung bei hohen Temperaturen ein kontinuierlicher Mischkristall ist und sich bei niedrigen Temperaturen in eine Au-reiche und eine Ni-reiche Phase zerlegen kann, was die Härte der Legierung erhöht. Nickel-K-Weißgold mit hohem Ni-Gehalt ist schlecht zerspanbar und wird im Allgemeinen im Feingussverfahren hergestellt. Die Zugabe von Cu kann die Bearbeitbarkeit der Legierung verbessern. Daher ist die Au-Ni-Cu-Legierung das am häufigsten verwendete Basislegierungssystem für Schmuck aus K-Weißgold. Die Projektion der Phasenzerlegungsgrenze der ternären Au-Ni-Cu-Legierung auf die Ebene (Abbildung 3-29) zeigt, dass sich mit steigendem Cu-Gehalt der Zweiphasen-Zerlegungsbereich des binären Au-Ni-Legierungssystems in das ternäre System ausdehnt. Wenn die Temperatur sinkt, erweitert sich der Bereich der Phasenzersetzung.

Die Organisation der ternären Au-Ni-Cu-Legierungen hängt mit dem Verhältnis von Ni und Cu zusammen, und um die Analyse zu erleichtern, wurden die umgerechneten Verhältnisse von Cu und Ni verwendet, um ihre relativen Mengen widerzuspiegeln, d. h.

In der Formel steht Cu Ni jeweils für den Massenanteil. Je kleiner der Cu-Wert, desto höher der Ni-Gehalt; je größer der Cu-Wert, desto niedriger der Ni-Gehalt.
Abbildung 3-30 zeigt den quasi-binären Längsschnitt der Legierung mit Au-Ni-Cu' als Komponentenkoordinaten und den Farben 18K, 14K und 10K. Es ist zu erkennen, dass die Legierungsstruktur nur dann ein einphasiger Mischkristall ist, wenn der Cu'-Wert 80% übersteigt; unterhalb dieses Wertes erscheint ein zweiphasiger nicht mischbarer Bereich. Wenn die Farbe der Legierung abnimmt, steigt der Schmelzpunkt der Legierung kontinuierlich an, das Intervall der Erstarrungskristallisation wird breiter und der Bereich des zweiphasigen Mischkristallbereichs erweitert sich ebenfalls.
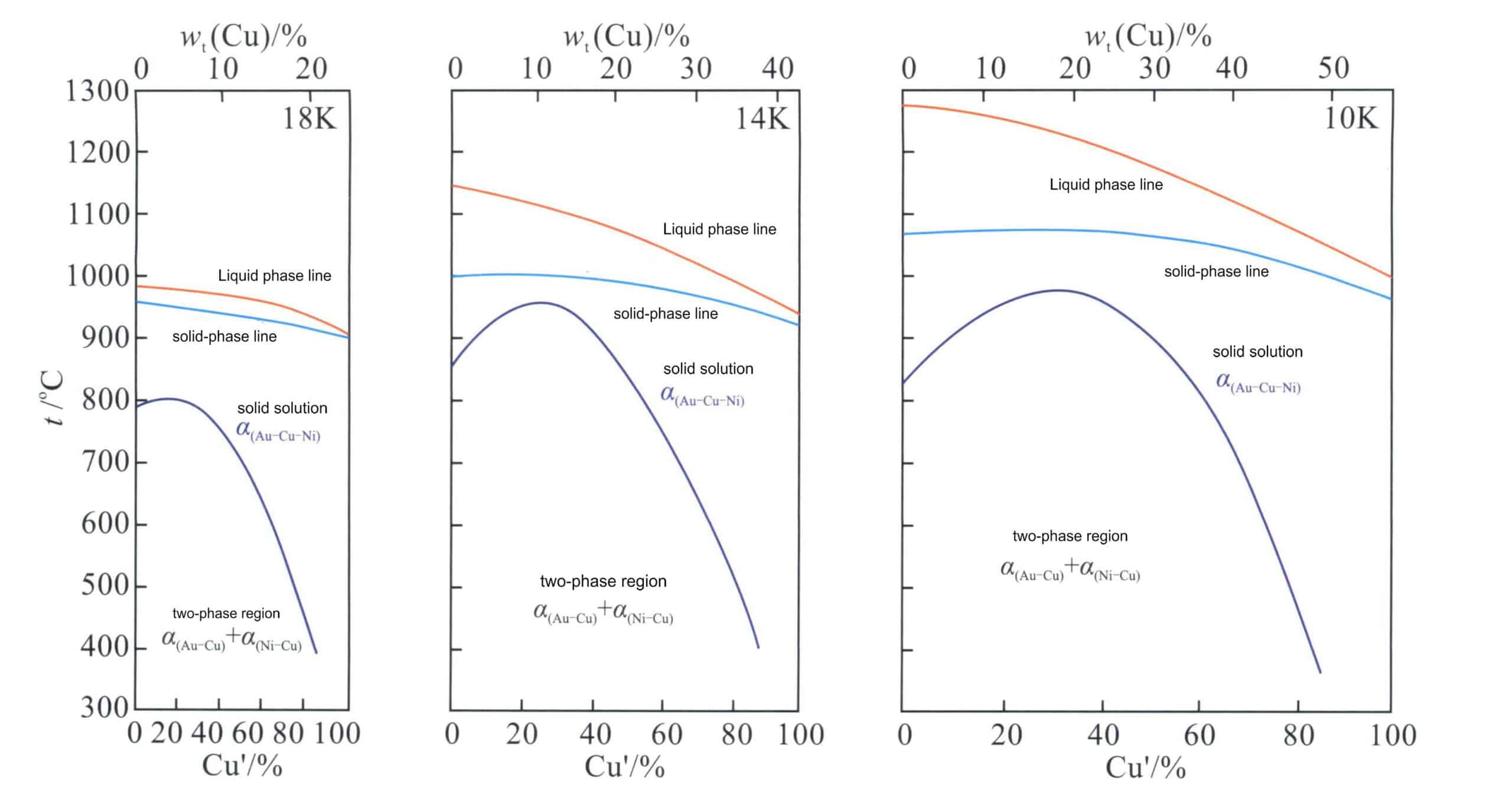
Die Beziehung zwischen der Liquidustemperatur der Au-Ni-Cu-Legierung und der Zusammensetzung ist in Abbildung 3-31 dargestellt; mit steigendem Ni-Gehalt steigt auch der Schmelzpunkt der Legierung, was auf eine Verschlechterung der Gießleistung der Legierung hinweist.

Die Beziehung zwischen der Farbe der Au-Ni-Cu-Legierung und der Zusammensetzung ist in Abbildung 3-32 dargestellt. Die gestrichelte Linie zeigt die Grenze zwischen weiß und gelb oder rot. Mit steigendem Ni-Gehalt nimmt der Weißgrad der Legierung zu. Der Ni-Gehalt sollte nicht unter einem bestimmten Wert liegen, um einen bestimmten Weißgrad der Legierung zu erreichen. Für 18K, 14K und drei Farben von 10K können die Legierungen, die dem fetten schwarzen Liniensegment in der Abbildung entsprechen, für die Schmuckherstellung verwendet werden.
Die Festigkeit und Härte der Au-Ni-Cu-Legierung sind hoch, aber ihre Bearbeitbarkeit könnte besser sein als die der Au-Ag-Cu-Legierung. Bei der Phasentrennung von Gold bei niedrigen Temperaturen ist die Härte der Ni-reichen Phase viel höher als die der Au-reichen Phase. Die beiden Phasen verformen sich unterschiedlich schnell, wenn das Material gewalzt oder gezogen wird. Das weiche Metall der au-reichen Phase lässt sich leichter verformen als das harte Metall der ni-reichen Phase. Bei einer gewissen Bearbeitung treten Spannungen zwischen den beiden Phasen auf, die die Flexibilität der Legierung beeinträchtigen und ihre Kaltverformbarkeit verringern.
Um die Leistung der Au-Ni-Cu-Legierung zu verbessern, wird Zn oft als zusätzliches Weißmacher-Element gewählt, um den durch die Zugabe von Cu verursachten chromatischen Effekt zu kompensieren und die Weißmacherwirkung von Ni zu verstärken. Es kann auch als Desoxidationsmittel für den Feinguss dienen und die Verarbeitungsleistung verbessern. Die Verflüchtigung von Zn während des Schmelzprozesses verringert jedoch die Duktilität der Legierung und stellt besondere Schwierigkeiten für das Recycling der Legierung dar.
2.2 Palladium K Weißgold
Ni birgt das Risiko, Hautallergien auszulösen; daher ist Palladium-K-Weißgold mit Pd als wichtigstem Weißmacher eine in Europa weit verbreitete Kategorie.
Pd ist ein Platingruppenelement mit einer guten Bleichfähigkeit für Gold, so dass die Legierungen eine warme grau-weiße Farbe mit einem angenehmen Gefühl aufweisen. Aufgrund des hohen Preises von Palladium wird Ag häufig als sekundäres Bleichelement verwendet. Au-Pd-Ag Die ternäre Legierung ist das Basislegierungssystem von Palladium-K-Weißgold, und die Beziehung zwischen seiner Farbe und Zusammensetzung ist in Abbildung 3-33 dargestellt. Der Pd-Gehalt muss einen bestimmten Wert erreichen, um eine bessere weiße Farbe zu erhalten. Für die drei Standardfarben 18K, 14K und 9K sollte der Pd-Gehalt innerhalb des Grenzbereichs gewählt werden. Wenn der Pd-Gehalt beispielsweise bei 18K Weißgold 10%-13% beträgt, hat es eine ausgezeichnete weiße Farbe und benötigt keine Rhodiumbeschichtung.

Im Gegensatz zu Au-Ni-Cu-Legierungen sind Au-Pd-Ag-Legierungen über den gesamten Zusammensetzungsbereich einkomponentige Lösungen und weisen keine Phasentrennung auf. Die Liquidustemperaturverteilung von Au-Pd-Ag-Legierungen ist in Abbildung 3-34 dargestellt. Die Zugabe von Palladium zu Gold erhöht den Schmelzpunkt der Legierung, und mit zunehmendem Pd-Gehalt steigt der Schmelzpunkt der Legierung weiter an. Dadurch wird das Gießen der Legierung schwieriger. Wenn der Palladiumgehalt sehr hoch ist, können herkömmliche Gussverfahren mit Gipsformen aufgrund der thermischen Zersetzung des Gusspulvers leicht zu Porositätsfehlern in den Gussstücken führen.

Die Verteilung der geglühten Härtekonturen für Au-Pd-Ag-Legierungen ist in Abbildung 3-35 dargestellt. Ihre Härte ist ähnlich wie die von Au-Ag-Cu-Legierungen und deutlich niedriger als die von Au-Ni-Cu-Legierungen. Gleichzeitig ist diese Legierung bei Raumtemperatur ein einziges kontinuierliches Mischkristallgefüge, das eine ausgezeichnete Bearbeitbarkeit aufweist und sich daher zum Walzen, Gravieren, Einlegen und für andere Arbeiten eignet.

Da Pd Ag zu den Edelmetallelementen gehört, weist Au-Pd-Ag eine gute Korrosionsbeständigkeit auf. Die Zugabe einer angemessenen Menge anderer Legierungselemente zu dieser Legierung kann ihre Leistung in bestimmten Aspekten weiter verbessern.
2.3 Nickel-Palladium K Weißgold
Diese Art von K-Weißgold enthält sowohl Ni als auch Pd, wobei Ni als grundlegendes Bleichelement verwendet wird und sein Gehalt reduziert werden kann. Um die unzureichende Bleichfähigkeit zu kompensieren, wird der Legierung eine angemessene Menge an Pd zugesetzt, so dass die Legierung einen ausreichenden Weißgrad bei guter Verarbeitungsleistung erreicht und gleichzeitig das Problem der übermäßig hohen Materialkosten vermieden wird, wenn Pd nur als primäres Bleichelement verwendet wird.
2.4 Nickelfreies (niedriges) Palladium K Weißgold
In Anbetracht der potenziellen Toxizität von Ni für die menschliche Haut haben viele Länder und Regionen Vorschriften für die Nickelfreisetzungsrate von Schmuckmaterialien erlassen und die Erforschung und Entwicklung von nickelfreien K-Weißgoldmaterialien gefördert. Neben Palladium-K-Weißgold, das Pd als Bleichelement verwendet, werden auch andere Materialien als Ni-Pd entwickelt. Die Herstellung von K-Weißgold mittlerer bis hoher Qualität mit Legierungselementen ist nicht zufriedenstellend; in vielen Fällen muss noch eine beträchtliche Menge Pd hinzugefügt werden, um gute Ergebnisse zu erzielen. Bisher wurden nur einige wenige Legierungssysteme kommerziell eingesetzt, bei denen Elemente wie Pt, Fe, Mn und andere zugesetzt wurden. Pt ist ein hervorragender Weißmacher für Au, wird aber auch häufig zusammen mit Pd verwendet, das schon seit langem in Dentallegierungen eingesetzt wird. 18-karätiges Weißgold, das 10%Pt, 10%Pd, 3%Cu und 2%Zn enthält, wird in der Schmuckindustrie vermarktet und ist aufgrund des hohen Pt- und Pd-Gehalts recht teuer. Fe wurde als zweites Bleichmittel untersucht. Allerdings muss auch eine große Menge Pd zugesetzt werden, um die Farbe und die Verarbeitbarkeit der Legierung zu erhalten, insbesondere bei Legierungen mit niedriger K-Zahl (wie 14K). Das Au-Fe-System ist ein zweiphasiges Gefüge, das Probleme mit der Härte und Korrosion der Legierung verursacht. Mn ist ein vielversprechender Weißmacher für K-Gold; bei einem hohen Mn-Gehalt kann ein besserer Weißgrad erzielt werden, aber die Legierung ist recht spröde und erfordert immer noch eine gewisse Menge an Pd, um ihre Leistung zu verbessern. Mangan-K-Weißgold ist oxidationsanfällig und muss in einer neutralen oder reduzierenden Atmosphäre geschmolzen werden. Beim Schmelzen mit einem Brenner kann Wasserstoffgas verwendet werden, da es den Sauerstoff in der Umgebung des Metalls aufbrauchen kann. Die Farbe von Mangan-K-Weißgold kann die Stufen zwei und drei erreichen, und um eine zufriedenstellende Farbe zu erzielen, ist eine galvanische Beschichtung erforderlich. Es neigt zu Verfärbungen, wenn es mit Chemikalien in Berührung kommt. Daher ist die Galvanisierung unerlässlich.
Bei Weißgoldlegierungen mit niedriger K-Zahl (wie 8K, 9K und 10K) kann ein hoher Ag-Gehalt als Weißmacher das Produkt weiß erscheinen lassen. Diese Legierungen sind relativ weich und haben eine gute Flexibilität, und eine angemessene Menge an Pd, Cu, Zn oder Ni kann hinzugefügt werden, um ihre Leistung zu verbessern. Die Mengen an Cu und Zn müssen jedoch kontrolliert werden, um die Farbe der Legierung nicht zu beeinträchtigen. Diese Legierungen haben eine schlechte Korrosionsbeständigkeit und sind aufgrund chemischer Reaktionen mit Schwefel in der Atmosphäre anfällig für Rost.
3. Leistungsanforderungen von Weißgold K
Für Schmuckhersteller ist die Auswahl geeigneter Füllmaterialien entscheidend für die Produktqualität und wirkt sich erheblich auf die Produktionskosten aus. Um eine ideale Leistung von K-Weißgold-Schmuckmaterialien zu erzielen, müssen mehrere Aspekte umfassend berücksichtigt werden.
3.1 Farbe und Korrosionsbeständigkeit
Da K-Weißgold zumindest eine weiße Farbe haben sollte, muss es die grundlegenden Anforderungen von YI < 32 erfüllen und den Weißgrad der Legierung so weit wie möglich verbessern, ohne ihre Leistung wesentlich zu beeinträchtigen. Die Legierung sollte auch ein hohes Reflexionsvermögen aufweisen, um beim Polieren einen besseren Glanz zu erzielen. Die Legierung hat eine gute Beständigkeit gegen stumpfe Verfärbung und Korrosion.
3.2 Schmelzpunkt und Flüchtigkeit
Ein niedriger Schmelzpunkt ist für das Schmelzen und Gießen von Vorteil. Der Schmelzpunkt von K-Weißgoldwerkstoffen ist in der Regel höher als der von K-Gold, insbesondere bei Werkstoffen mit gutem Weißgrad, einem hohen Gehalt an Bleichelementen und damit einem höheren Schmelzpunkt. Legierungen mit hohen Schmelzpunkten erfordern höhere Gießtemperaturen, was bei Gips-Feingussverfahren die Gefahr einer thermischen Zersetzung des Gipses birgt. Die Verwendung keramischer Formen mit phosphorsäuregebundenem Gießpulver hingegen erhöht die Produktionskosten, die Effizienz und den Schwierigkeitsgrad. Daher ist es ratsam, für Schmuck, der im Feingussverfahren hergestellt wird, Legierungen mit geeigneten Schmelzpunkten zu wählen, die idealerweise im Bereich von 1050℃ liegen. Die Zugabe von Zn zur Legierung hilft, den Schmelzpunkt zu senken, aber ein zu hoher Zn-Gehalt kann die Flüchtigkeit während des Gießprozesses erhöhen und die Produktqualität und Wiederverwendbarkeit beeinträchtigen.
3.3 Struktur der Körner
K-Weißgoldwerkstoffe sollten feine und dichte Kornstrukturen aufweisen, was die Polierwirkung der Legierung verbessert und die Wahrscheinlichkeit komplexer Fleckenfehler verringert.
3.4 Härte und Bearbeitbarkeit
Werkstoffe aus Weißgoldlegierungen sollten eine angemessene Härte im Gusszustand und im geglühten Zustand, gute mechanische Eigenschaften und eine gute Kaltverformbarkeit, eine nicht zu starke Kaltverfestigung, eine geringe Neigung zu thermischer Rissbildung beim Glühen und eine geringe Neigung zu Spannungsrisskorrosion aufweisen.
3.5 Materialien aus Nickel-K-Weißgold sollten den einschlägigen Richtlinienstandards entsprechen.
Bei nickelgebleichten K-Weißgoldlegierungen sollten die Anforderungen der Nickelrichtlinie erfüllt werden, und die Nickelfreisetzungsrate sollte die Norm nicht überschreiten.
3.6 Erfüllung der Anforderungen an Umweltschutz und Kostensenkung
Bei der Auswahl von Legierungselementen wird auf umfassende Materialquellen, niedrige Preise und Umweltfreundlichkeit geachtet, um die Legierungskosten zu senken und die Kosteneffizienz zu verbessern.
Es ist zu beachten, dass sich die relative Bedeutung der verschiedenen Leistungsmerkmale mit der Anwendung der Materialien ändert und es oft eine Herausforderung ist, alle oben genannten Anforderungen gleichzeitig zu erfüllen. Manchmal müssen Kompromisse zwischen diesen Anforderungen eingegangen werden, um den bestmöglichen Optimierungseffekt zu erzielen.
4. Zusammensetzung und Leistung von Weißgold (K)
Die auf dem Markt angebotenen Arten von K-Weißgold sind vielfältig und weisen spezifische Leistungsunterschiede auf. Um die Verarbeitungsleistung zu verbessern oder die Materialkosten zu senken, macht das meiste handelsübliche K-Weißgold gewisse Zugeständnisse beim Weißgrad, der oft gräulich-weiß erscheint, und erfordert in der Regel eine Rhodiumbeschichtung. Selbst Legierungen mit sehr hohem Weißgrad können nicht mit der Farbe der Rhodiumschicht verglichen werden, so dass auch sie häufig rhodiniert werden. In den Tabellen 3-13 und 3-14 sind die Eigenschaften von Nickel-K-Weißgold bzw. Palladium-K-Weißgold aufgeführt.
Tabelle 3-13 Zusammensetzung und Eigenschaften von einigen Nickel-K-Weißgold
| Reinheit | Chemische Zusammensetzung (Gew.)/% | Härte HV/(N/mm)2) | Zugfestigkeit (Brandzustand) /MPa | Liquidusleitung Temperatur /℃ | Solidus Linie Temperatur /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Reinheit | Au | Ni | Cu | Zn | Ag | Gusszustand | Kaltarbeitszustand (70%) | Zugfestigkeit (Brandzustand) /MPa | Liquidusleitung Temperatur /℃ | Solidus Linie Temperatur /℃ |
| 18K | 75 | 11 | 9.5 | 4.5 | - | 307 | 307 | 716 | 950 | 913 |
| 18K | 75 | 7.4 | 14 | 3.6 | - | 291 | 291 | 623 | 943 | 913 |
| 18K | 75 | 6.6 | 15.4 | 3 | - | 187 | 288 | 607 | 946 | 922 |
| 18K | 75 | 5 | 17 | 3 | - | 182 | 276 | 623 | 939 | 915 |
| 18K | 75 | 4 | 17 | 3 | - | 184 | 268 | 612 | 921 | 898 |
| 14K | 58.5 | 11 | 25.5 | 5 | - | 169 | 306 | 747 | 986 | 956 |
| 14K | 58.5 | 8.3 | 28.2 | 5 | - | 145 | 286 | 665 | 987 | 947 |
| 14K | 58.5 | 6.5 | 28.4 | 6.6 | - | 153 | 278 | 706 | 965 | 924 |
| 9K | 37.5 | 10 | 37 | 13.5 | 2 | 127 | 258 | 642 | 923 | 887 |
| 9K | 37.5 | - | 5.5 | 5.5 | 52 | 118 | 189 | 400 | 885 | 874 |
Tabelle 3-14 Zusammensetzung und Leistung eines Teils von Palladium-K-Weißgold
| Reinheit | Chemische Zusammensetzung (Gew.)/% | Härte HV/ (N/mm)2) | Liquidusleitung Temperatur /℃ | |||||
|---|---|---|---|---|---|---|---|---|
| Reinheit | Au | Pd | Ag | Cu | Zn | Ni | Härte HV/ (N/mm)2) | Liquidusleitung Temperatur /℃ |
| 18K | 75 | 20 | 5 | - | - | - | 100 | 1350 |
| 18K | 75 | 15 | 10 | - | - | - | 100 | 1300 |
| 18K | 75 | 10 | 15 | - | - | - | 80 | 1250 |
| 18K | 75 | 10 | 10.5 | 3.5 | 0.1 | 0.9 | 95 | 1150 |
| 18K | 75 | 6.4 | 9.9 | 5.1 | 3.5 | 1.1 | 140 | 1040 |
| 18K | 75 | 15 | - | 3.0 | - | 7.0 | 180 | 1150 |
| 14K | 58.3 | 20 | 6 | 14.5 | 1 | - | 160 | 1095 |
| 14K | 58.3 | 5 | 32.5 | 3 | 1 | - | 100 | 1100 |
| 10K | 41.7 | 28 | 8.4 | 20.5 | 1.4 | - | 160 | 1095 |
| 9K | 37.5 | - | 52 | 4.9 | 4.2 | 1.4 | 85 | 940 |
5. Gemeinsame Probleme mit Nickel-K-Weißgold-Schmuck Materialien
Bei der Herstellung von K-Weißgold-Schmuck ist Nickel ein Legierungselement, das sowohl preiswert ist als auch den Glanz des Schmucks verbessern kann. Nickel-K-Weißgold hat eine gute Farbe und physikalisch-mechanische Eigenschaften, so dass es das am häufigsten verwendete Schmuckmaterial unter den K-Weißgold. Allerdings treten bei der Herstellung und Verwendung von Nickel-K-Weißgold häufig Probleme auf, die der Gesundheit der Verbraucher schaden und den Schmuckherstellern viele Schwierigkeiten bereiten. Zu den Hauptproblemen mit Nickel-K-Weißgold gehören die folgenden Aspekte.
5.1 Nickelallergieproblem
Viele Fakten haben bewiesen, dass Ni potenziell allergische und toxische Wirkungen auf die menschliche Haut hat, die zu einer Ni-Allergie führen können. Unter einer Ni-Allergie versteht man die allergische Reaktion, die auftritt, wenn Schmuck aus Weißgold über längere Zeit mit der menschlichen Haut in Berührung kommt, wodurch sich das in der Legierung enthaltene Ni unter der Einwirkung von Schweiß auflöst und Ni-Ionen freisetzt. Diese Ni-Ionen können in die Haut eindringen und sich mit bestimmten Proteinen verbinden, was zu allergischen Reaktionen führt. Die Partikel können auf der Haut Ausschläge und örtliche Entzündungen hervorrufen, die zu Ekzemen, Juckreiz (Abbildung 3-36) und sogar Geschwüren führen und die Gesundheit und das Aussehen des Menschen stark beeinträchtigen (Rushforth, 2000). Sobald eine Person eine allergische Reaktion auf Ni entwickelt, wird sie diese Reaktion für den Rest ihres Lebens erleben.

Statistiken zufolge reagieren etwa 10-15 % der Frauen und 2 % der Männer in Europa allergisch auf Nickelmetall, was höher ist als in anderen Teilen der Welt. Als Reaktion darauf hat sich die Europäische Kommission aktiv mit diesem Problem befasst und 1999 die Nickelrichtlinie 94/27/EG erlassen, die den Verkauf und die Einfuhr bestimmter Produkte regelt, bei denen der Verdacht besteht, dass sie bei Hautkontakt ein gewisses Maß an Nickelmetall freisetzen. Bei Schmuckstücken, die über längere Zeit mit der Haut in Berührung kommen, ist die maximale Freisetzungsrate von Nickel auf 0,5 g/cm begrenzt.2 / Woche. Zwei Prüfnormen, EN1811 und EN12472, wurden speziell für die Simulation von Gegenständen mit und ohne Beschichtung entwickelt, um die Nickelfreisetzungsrate unter bestimmten Zeit-, Temperatur- und künstlichen Schweißbedingungen zu testen. Später wurden aufgrund der immer noch hohen Sensibilisierungsrate von Nickel strengere Überarbeitungen vorgenommen, die zur Herausgabe der Nickelrichtlinie 2004/96/EG und der Nickelfreisetzungsprüfnorm EN/811:2011 führten, in der der Anpassungswert für Nickelfreisetzungsraten abgeschafft wurde. Aufgrund der Auswirkungen nach der Umsetzung der Richtlinie hat die Europäische Kommission die Nickelrichtlinie zweimal verschärft. Länder wie das Vereinigte Königreich, Japan und China haben ebenfalls entsprechende Anforderungen an die Nickelfreisetzung für Weißgold K festgelegt. Die Nickelrichtlinie verbietet nicht die Verwendung von Nickelmaterialien, sondern beschränkt die Nickelfreisetzungsraten von Legierungen und Materialien. Bei der Herstellung von K-Weißgold-Schmuck müssen die Schmuckhersteller zunächst feststellen, ob es im Land oder in der Region des Kunden Beschränkungen für die Nickelfreisetzung gibt, und dementsprechend geeignete Füllmaterialien auswählen. Ein beträchtlicher Teil der auf dem Markt erhältlichen K-Weißgold-Füllstoffe kann den Test der Nickelfreisetzungsrate nicht bestehen.
5.2 Farbfragen
K-Weißgold ist ein alternatives Material für Platinschmuck, das einen hohen Weißgrad erfordert. Daher werden die meisten K-Weißgold-Schmuckstücke auf der Oberfläche mit Rhodium beschichtet. In der Regel ist die Rhodinierungszeit sehr kurz, was als "Flash-Plating" bezeichnet wird und zu einer dünnen Schicht führt, die sich nach einiger Zeit des Gebrauchs abnutzt und die ursprüngliche Farbe des Grundmetalls freilegt. In vielen Fällen hebt sich die Farbe des K-Weißgolds deutlich von der Farbe der Beschichtung ab, was zu Beschwerden oder Zweifeln der Kunden führt. Darüber hinaus hat die Schmuckindustrie lange Zeit hauptsächlich qualitative Methoden zur Beschreibung von Legierungsfarben verwendet, was häufig zu Streitigkeiten zwischen Schmuckunternehmen und Kunden aufgrund uneinheitlicher Beurteilungen führte.
5.3 Magnetische Probleme
Gold selbst ist nicht magnetisch, aber Nickel-K-Weißgold kann manchmal einen gewissen Magnetismus aufweisen. Dies führt häufig zu Zweifeln und Beschwerden von Verbrauchern, die glauben, dass die Reinheit des Materials verbessert werden muss und dass das Material mit Fe und anderen Stoffen vermischt ist. Bei Nickel-K-Weißgold als Edelmetall für Dekorationszwecke ist daher in den meisten Fällen nicht erwünscht, dass die Legierung einen Magnetismus aufweist.
In der Natur ist Fe ein bekanntes magnetisches Metallelement, und daneben gibt es noch einige andere Elemente, die ebenfalls Magnetismus aufweisen, wie Co, Ni und Ga. Ob ein Stoff Magnetismus zeigt, hängt nicht nur von seiner Zusammensetzung, sondern auch von seiner Mikrostruktur ab. Elemente, die gleich sind, aber unterschiedliche Strukturen haben oder sich in verschiedenen Temperaturbereichen befinden, können manchmal Unterschiede im Magnetismus aufweisen. Im Falle des Au-Ni-Cu-Legierungssystems kommt es innerhalb eines bestimmten Temperaturbereichs zu einer Phasentrennung, bei der sich eine reichhaltige Ni-Phase und eine reichhaltige Au-Phase bilden, wobei die reichhaltige Ni-Phase einen gewissen Grad an Magnetismus aufweisen kann.
5.4 Schlechte Verarbeitungsleistung
Die Kaltverformbarkeit von K-Goldschmuck ist eine umfassende Darstellung der verschiedenen mechanischen Eigenschaften. Schmuck aus K-Weißgold wird hauptsächlich mit eingebetteten Edelsteinen gestaltet, und die Kaltverformbarkeit des Materials ist ein wesentlicher Faktor, der die Leichtigkeit des Einbettungsvorgangs beeinflusst. Angenommen, die Steifigkeit und die Streckgrenze des Materials sind zu hoch. In diesem Fall wird es schwierig, die Metallkrallen oder -kanten während des Einbettens an den Edelsteinen zu halten, was deren Befestigung erschwert und sie sogar während des Einbettungsprozesses beschädigen kann. Die Metallkrallen (Nägel) können beim Einbetten leicht brechen, wenn die Zähigkeit des Materials nicht ausreichend ist. Bei der Schmuckherstellung werden die Materialien häufig kalt verformt, z. B. durch Walzen, Ziehen und Stanzen. Wenn die Duktilität des Materials nicht ausreicht, ist die Gefahr von Rissen gegeben. Die Kaltverformungseigenschaften von Nickel-K-Weißgold sind deutlich schlechter als die von K-Gold, und während der Produktion treten häufig Probleme wie Verarbeitungsrisse oder Bruch auf.
5.5 Probleme der Spannungsrisskorrosion
Es gibt immer wieder Fälle, in denen Verbraucher beim Tragen von in Nickel-K-Weißgold eingebettetem Schmuck Edelsteine durch gebrochene Krallen verlieren, die hauptsächlich durch Spannungskorrosionsrisse in Nickel-K-Weißgold verursacht werden, die häufig an gestanzten Krallen auftreten. Beim Walzen, Stanzen, Schweißen und Einbetten der Krallen können verschiedene Spannungen auftreten. Werden keine Maßnahmen zur Beseitigung dieser inneren Spannungen ergriffen, bilden sich Eigenspannungen im Schmuckstück. In Tabelle 3-15 sind die möglichen Ursachen für die Bildung von Kralleneigenspannungen aufgeführt.
Tabelle 3-15 Ursachen und Folgen der Eigenspannungsbildung in Klauen
| Betriebsverfahren | Ursachen für Eigenspannungen | Mögliche stressbedingte Folgen |
|---|---|---|
| Aufschweißen der Krallen auf den Ring | Überhöhte Temperatur der Klauen beim Schweißen | Die Spannungen und Risse in den Krallen sind in der Regel mit dem bloßen Auge nicht sichtbar. |
| Schweißen Sie die Klaue an den Ring | Die Erwärmungsgeschwindigkeit der Klaue während des Schweißens ist zu schnell | Thermische Belastung kann zu Brüchen führen |
| Verschweißen der Klaue mit dem Ring (Abschreckrisse) | Abschrecken des Werkstücks zu früh nach dem Schweißen | Die äußere Abkühlung erfolgt schnell, während die zentrale Abkühlung langsam erfolgt, was zu einer uneinheitlichen thermischen Kontraktion führt, wodurch Spannungen und Risse in der Einsatzkralle entstehen. |
| Erzeugen von Vertiefungen an der Einsatzkralle | Überhitzung entsteht durch unsachgemäßen Betrieb | Verursacht Sprödbrüche und Risse in der Zinkenfassung |
| Drücken Sie die Zackenklammer auf die Oberfläche des Edelsteins. | Verursacht Veränderungen in der Kornstruktur der Zackenfassung | Erzeugt Eigenspannungs-Mikrorisse und schließlich Bruch |
Einerseits verringern Eigenspannungen das Elektrodenpotential der Legierung und damit die Korrosionsbeständigkeit des Werkstoffs, während der Zinken selbst relativ dünn ist, was sogar zu Spannungskorrosionsrissen führen kann; andererseits können Eigenspannungen Mikrorisse (offen oder latent) verursachen, wie in Abbildung 3-37 dargestellt.
Diese Mikrorisse sind nicht leicht zu erkennen; sie sind oft Stellen, an denen sich korrosive Medien ansammeln. Während des Tragens von Schmuck haftet normalerweise Schmutz wie Talg, Hautschuppen und Staub an der Innenseite der Zinken (Abbildung 3-38). Wenn der Schmuck mit verschiedenen korrosiven Medien wie menschlichem Schweiß, Leitungswasser, Chlor in Schwimmbädern und verschiedenen Salzen in Berührung kommt, können diese Talg- und Hautschuppen leicht korrosive Flüssigkeiten oder Restsalze aufnehmen. Unter diesen korrosiven Medien werden Bereiche mit hoher Spannung zu Anodenzonen, was zu elektrochemischer Korrosion führt, die das Material schwächt und sogar zum Bruch führen kann. Je höher die Konzentration des korrosiven Mediums, je länger die Kontaktzeit, je höher die Temperatur und je dünner die Zinken, desto schneller kommt es zu einer Schwächung der Zinken, die die Spannungsrisskorrosion verschlimmert und zum Bruch führt.


Um der Spannungsrisskorrosion bei Nickel-K-Weißgold wirksam vorzubeugen, müssen vorrangig Werkstoffe verwendet werden, die nicht sehr anfällig für Spannungsrisskorrosion sind. Während der Produktion sollten Anstrengungen unternommen werden, um Eigenspannungen und Mikrorisse im Material zu beseitigen. Während des Gebrauchs ist es außerdem wichtig, den Schmuck regelmäßig zu reinigen, um die Ansammlung von korrosiven Medien in empfindlichen Bereichen zu verringern.
5.6 Probleme mit Gussfehlern
Das Gießen von Nickel-K-Weißgold hat im Vergleich zu K-Gold- und Silberlegierungen besondere Schwierigkeiten. Die Unternehmen stoßen bei der Produktion häufig auf Gussfehler wie Sandlöcher, harte Stellen, Gaslöcher, Lunker (Porosität) und Heißrisse, wobei harte Stellen und Gaslunker besonders auffällig sind.
(1) Hard-Spot-Probleme
Ein harter Fleck bezieht sich auf das Vorhandensein eines Fremdkörpers mit sehr hoher Härte auf der Oberfläche oder im Inneren von Nickel-K-Weißgold-Schmuckstücken, gemeinhin bekannt als Stahlsand oder Goldkrätze (Abbildung 3-39). Dies ist ein typischer komplexer Fleckenfehler, der bei Nickel-Platin vorkommt.

Schmuckstücke mit harten Stellen weisen beim Polieren oft starke Kratzer auf, so dass es sehr schwierig ist, eine glänzende Oberfläche zu erzielen. Dieses Problem wird in der Regel erst in der abschließenden Polierphase entdeckt und zwingt die Schmuckhersteller zu einem hohen Arbeitsaufwand für die Reparatur, insbesondere bei kleinen, verstreuten harten Stellen. Die Reparaturen nehmen oft viel Zeit in Anspruch, und schließlich wird das Schmuckstück verschrottet, weil es sich nur schwer zufriedenstellend reparieren lässt.
Hardpoints ergeben sich vor allem aus den folgenden Aspekten:
Ni-Segregation.
Dies wird hauptsächlich durch unvollständiges Schmelzen und ungleichmäßiges Rühren verursacht. Aufgrund des hohen Schmelzpunkts von Ni und seiner geringeren Dichte als Gold kann es bei zu kurzer Schmelzzeit oder unvorsichtigem Rühren zu einer Ni-Entmischung kommen, die zur Bildung komplexer Punkte führt.
Bildung von Ni2Si-Zwischenprodukte.
Dies geschieht, wenn Si in der Legierung mit Ni reagiert und Ni2Si ist eine dichte intermetallische Verbindung mit hoher Härte. Je höher der Si-Gehalt in der Legierung ist, desto größer ist die Wahrscheinlichkeit, dass Ni2Si erscheint. Wenn Schwefeldioxidgas in der Metallschmelze vorhanden ist, verschlimmert es die Reaktion zwischen Ni und Si.
Die Oxidation von Si bildet SiO2.
Wenn Si enthaltende Nickel-Platin-Legierungen in einer oxidierenden Atmosphäre oder bei zu hohen Schmelztemperaturen geschmolzen werden, führt die starke Reaktivität von Si zu einer bevorzugten Oxidation, wodurch sich leicht SiO2Die Schmelze wird direkt geschmolzen, vor allem, wenn eine kleine Menge Metallflüssigkeit im Tiegel verbleibt. Das anschließende Schmelzen erfolgt direkt, was zu einer stärkeren Oxidation von Si führt.
Entmischung von Kornfeinungsmitteln.
Die Zugabe von Ir, Co und REE zu Nickel-K-Weißgold kann zur Bildung heterogener Kerne mit hohem Schmelzpunkt führen, wodurch sich die Anzahl der Kerne erhöht und die Körner verfeinert werden. Die Legierung dieser Elemente ist relativ heikel, und eine ungeeignete Schmelztemperatur, Zeit und Betriebsverfahren können leicht zu Entmischung und der Bildung von heiklen Stellen führen.
Komplexe Fremdkörper, die von außen zugeführt werden.
Dies umfasst mehrere Aspekte, wie z. B. die Verwendung von kontaminierten Materialien und Schmelzwerkzeugen mit Fremdkörpern.
Daher ist es wichtig, bei der Produktion Materialien den Vorzug zu geben, die unempfindlich gegenüber komplexen Fehlern sind. Im Gießprozess ist es notwendig, das Management von Rohstoffen und Schmelzwerkzeugen und -ausrüstungen zu verstärken, angemessene Spezifikationen für den Betriebsprozess festzulegen und diese strikt umzusetzen.
(2) Problem der Luftschrumpfung
Die Keimbildung und das Wachstum von Kristallen treten bei der Erstarrung von Metallen auf. Aufgrund der Mehrkomponentennatur von Legierungen und des Einflusses des thermischen Flusses weist das anfängliche Kristallwachstum von Metallen häufig dendritische Formen auf, wobei sich zwischen den Dendriten Reste von geschmolzenem Metall befinden. Wenn das geschmolzene Metall die Form nicht benetzt oder ein externer Luftdruck vorhanden ist, wird das restliche geschmolzene Metall von der Oberfläche weggedrückt und hinterlässt ein dendritisches Gerüst, das einen typischen Luftschrumpfungs-Porositätsfehler bildet (Abbildung 3-40).

Die Entstehung von Luftschrumpfungsporositäten hängt eng mit den Eigenschaften der Legierung und dem Gießverfahren zusammen. Beim Wachsausschmelzverfahren für K-Goldschmuck wird Gips im Allgemeinen als Bindemittel für das Gießpulver verwendet, das die Form bildet. Der Hauptbestandteil des Gipses ist CaSO4ist ein relativ schlecht wärmebeständiges Material. Bei hohen Temperaturen zersetzt es sich thermisch und setzt Schwefeldioxid frei, was zu Defekten wie Poren und Schrumpfung in den Schmuckstücken führt. Bei Nickel-K-Weißgold muss die Legierung, da Ni den Schmelzpunkt der Legierung erhöht, bei höheren Temperaturen gegossen werden, was die Wahrscheinlichkeit der Gipszersetzung erhöht, vor allem wenn während des Schmelzvorgangs der Legierung eine erhebliche Oxidation stattfindet, bei der Stoffe wie CuO und ZnO entstehen. Dadurch wird die Zersetzungstemperatur des Gipses weiter gesenkt, so dass die Gussstücke leichter eine Luftschrumpfungsporosität entwickeln können.
Daher ist es beim Gießen von Nickel-K-Weißgold-Schmuck notwendig, angemessene Spezifikationen für den Schmelz- und Gießprozess festzulegen.
Schnitt Ⅳ K Rotgold
K-Rotgold ist eine rot gefärbte Goldlegierung, die im Englischen als Karat Rotgold bekannt ist und in der Schmuckindustrie üblicherweise als KR bezeichnet wird, wie z. B. 18KR und 14KR. Unter den K-Gold-Schmuckmaterialien hat sich K-Rotgold aufgrund seiner eleganten und luxuriösen Farbe im Vergleich zu dem leuchtenden K-Gelbgold und dem glänzenden K-Weißgold zu einem modischen Trend in der heutigen internationalen Schmuckindustrie entwickelt. Branchenkenner haben diesem Material aufgrund seiner einzigartigen Farbe einen romantischen Namen gegeben und es "Rosengold" genannt, was für das ewige Thema der menschlichen Liebe steht. Viele international bekannte Schmuck- und Uhrenmarken wie Cartier, Chanel, Piaget, Titoni, Jaeger-LeCoultre und Girard-Perregaux haben mehrere Serien von Schmuck und Uhren aus Rotgold auf den Markt gebracht, so dass K-Rotgold weltweit zu den beliebtesten Schmuckmaterialien aus K-Gold zählt. Aufgrund der traditionellen Bräuche, die in China die Farbe Rot bevorzugen, hat Roségold noch mehr an Marktgunst gewonnen und sich rasch entwickelt.
1. Einfluss von Legierungselementen auf die Eigenschaften von K-Rotgold-Schmuck
1.1 Der Einfluss der Legierungselemente auf die Farbe von K-Rotgold-Schmuck
Von allen bekannten chemischen Elementen ist Cu das einzige Element, das rot erscheint, und damit das grundlegendste und wichtigste Legierungselement in K-Rotgold. Nach dem Legierungsfarbzonendiagramm in Abbildung 3-15, Au-Ag-Cu, ist die Farbe des K-Golds umso röter, je höher der Cu-Gehalt ist. Nimmt man 18K Rotgold als Beispiel, so ist die rote Farbe von K-Rotgold-Schmuck am besten, wenn Cu das einzige Legierungselement ist, aber der Helligkeitswert der Legierung ist am niedrigsten. Die Farbe von Rotgoldschmuck aus K-Rotgold hängt in erster Linie vom Verhältnis der verschiedenen Legierungselemente ab. Nach der Zugabe von weiß gefärbten Legierungselementen wie Ag und Zn wird die Farbe von K-Rotgold gebleicht, die rote Farbe der Legierung wird allmählich heller, aber die Helligkeit nimmt zu. Wenn der Gesamtgehalt an Ag und Zn auf 7% ansteigt und der Cu-Gehalt auf etwa 18% sinkt, erscheint die Farbe der Legierung rosa und wird allgemein als "Roségold" bezeichnet. Wenn der Gesamtgehalt an Ag und Zn auf 10% steigt und der Cu-Gehalt auf etwa 15% sinkt, wird die Farbe der Legierung gelb. Daher sollte bei 18K-Rotgold der Cu-Gehalt in der Legierung nicht unter 15% liegen, um einen bestimmten Grad an Röte zu erreichen; andernfalls kann die Legierung nicht als K-Rotgold klassifiziert werden; bei 14K-Rotgold kann der Cu-Gehalt etwas gesenkt werden, da der Au-Gehalt reduziert wird, aber er sollte nicht unter 27% liegen.
1.2 Der Einfluss von Legierungselementen auf die Struktur von K-Rotgold
K-Rotgold basiert auf dem Legierungssystem Au-Ag-Cu, mit einem sehr hohen Cu-Gehalt. Nach dem Umwandlungsverhältnis von Ag- und Cu-Gehalt ist der Ag-Anteil von K-Rotgold sehr gering und gehört zum Typ I der Au-Ag-Cu-Legierung. Diese Legierung ist bei hohen Temperaturen ein einziger Mischkristall. Wenn die Temperatur auf einen bestimmten Wert sinkt, entstehen je nach Zusammensetzung der Legierung verschiedene Zwischenphasen. Diese Zwischenphasen sind durch atomare Anordnungen gekennzeichnet, die eine kurz- oder sogar langreichweitige Ordnung aufweisen, eine Ordnungsänderung in der Werkstoffmetallurgie.
Zu den typischen geordneten Strukturen gehören der CuAu I-Typ, der CuAu II-Typ und Cu3Au I-Typ, die in unterschiedlichen Zusammensetzungsbereichen und Temperaturintervallen auftreten. Das binäre Phasendiagramm Au-Cu in Abbildung 3-11 zeigt, dass die geordnete Struktur vom Typ CuAu I und die geordnete Struktur vom Typ CuAu II innerhalb des CuAu-äquivalenten Zusammensetzungsbereichs auftreten, wobei sich erstere unterhalb von 385℃ bildet. Die Cu-Atome und die Au-Atome sind in Schichten auf der Kristallebene 001 angeordnet, wobei eine Schicht vollständig aus Au-Atomen besteht, während die benachbarte Schicht vollständig aus Cu-Atomen besteht (Abbildung 3-41).

a. Gitterkonstante
Aufgrund der geringeren Größe der Cu-Atome wird das ursprüngliche kubisch-flächenzentrierte Gitter zu einem tetragonalen Gitter mit c/a = 0,93 verzerrt; letzteres bildet sich zwischen 385℃ und 410℃ und stellt eine langperiodische Struktur mit einem orthorhombischen Gitter dar. Seine Einheitszelle entspricht der parallelen Anordnung von 10 CuAu I-Einheitszellen entlang b. Nach fünf kleinen Einheitszellen ändert sich die Art der Atome in der (001)-Ebene, d. h. die ursprünglich vollständig aus Au-Atomen bestehende Ebene wird zu Cu-Atomen. Im Gegensatz dazu wird die Ebene, die ursprünglich aus Cu-Atomen bestand, vollständig zu Au-Atomen, wodurch eine Antiphasen-Domänengrenze in der Mitte der erweiterten Einheitszelle entsteht (Abbildung 3-42). Der dritte Typ ist eine Legierung mit einer Zusammensetzung, die der von Cu3Au langsam auf unter 390℃ abgekühlt. In der gebildeten Struktur sind die Au- und Cu-Atome geordnet angeordnet, wobei sich die Au-Atome an den Ecken der kubisch-flächenzentrierten Einheitszelle befinden, während die Cu-Atome die kubisch-flächenzentrierten Positionen einnehmen. Das atomare Verhältnis beträgt 3:1, was zu einer Cu3Au I-Typ geordnete Struktur. Unabhängig von der Form der geordneten Struktur hat sie erhebliche Auswirkungen auf die mechanischen Eigenschaften von Au-Cu-Legierungen. Das Vorhandensein von Gitterverzerrungen und geordneten Domänengrenzen erhöht den Widerstand gegen plastische Verformung des Materials, wodurch die Festigkeit und Härte der Legierung deutlich erhöht, die Flexibilität des Materials jedoch erheblich verringert wird, was dazu führt, dass die Legierung deutlich spröde wird.
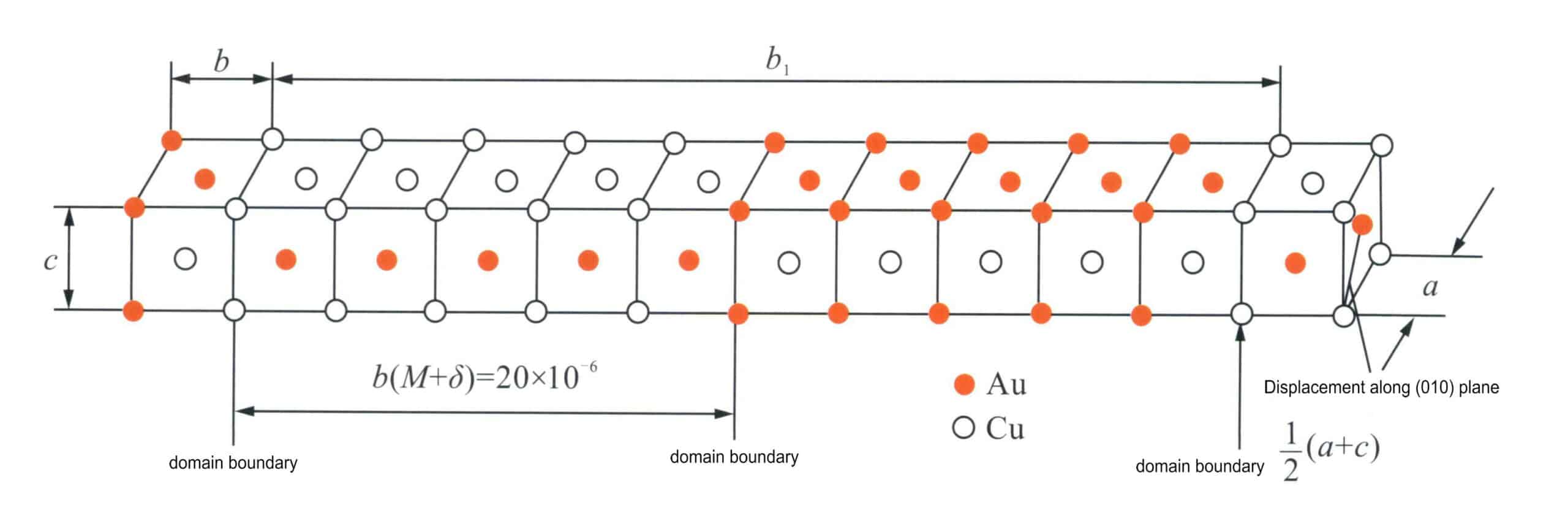
a,b,c, Gitterkonstante; b1. 10 CuAu I-Einheitszellen, die in horizontaler Richtung nebeneinander angeordnet sind;
M. Halbperiode des Übergitters; δ. Die in horizontaler Richtung erzeugte leichte Ausdehnung (von links nach rechts)
Die Zusammensetzung von K-Rotgold wirkt sich erheblich auf die Empfindlichkeit für den Ordnungsübergang und den Grad des Übergangs aus. Obwohl Ordnungsübergänge in einem relativ breiten Spektrum von Zusammensetzungen auftreten können, wird der höchste Ordnungsgrad nur erreicht, wenn die entsprechenden Zusammensetzungsverhältnisse diesen geordneten Strukturen entsprechen. Angenommen, die Zusammensetzung der Legierung weicht vom idealen Zusammensetzungsverhältnis ab. In diesem Fall kann sie keinen vollständig geordneten Mischkristall bilden, sondern nur einen teilweise geordneten, wodurch sich die Leistung der Legierung bis zu einem gewissen Grad verbessert. Daher sollte man beim Entwurf der Zusammensetzung von K-Rotgold nicht einfach Cu-Elemente zum Legieren verwenden, sondern eine bestimmte Menge anderer Legierungselemente hinzufügen, damit das Au/Cu-Atomverhältnis von der idealen Zusammensetzung abweicht. Obwohl die Verringerung der Cu-Bestandteile die rote Farbe der Legierung etwas abschwächt, ist sie für die Verarbeitungsleistung der Legierung und die Kontrollierbarkeit während des Produktionsprozesses von Vorteil.
1.3 Der Einfluss von Legierungselementen auf das Gießverhalten von K-Rotgold
Der hohe Cu-Gehalt in K-Rotgold macht es anfällig für Defekte wie Oxidationseinschlüsse, Poren und Schrumpfung beim Gießen. Daher ist es oft notwendig, einige Legierungselemente hinzuzufügen, die die Gießleistung von K-Rotgold verbessern, z. B. Zn, Si, seltene Erden usw. Sie können als Desoxidationsmittel für K-Rotgold wirken, das geschmolzene Metall reinigen, die Schmelzqualität verbessern, die Füllkapazität erhöhen, die Oberflächenrauhigkeit der Produkte verringern und die Reaktion zwischen dem geschmolzenen Metall und der Form minimieren, was zu einer helleren Gussoberfläche beiträgt.
1.4 Der Einfluss von Legierungselementen auf die Verarbeitungsleistung von K-Rotgold
Das K-Rotgold mit verschiedenen Legierungszusammensetzungen unterscheidet sich deutlich in der Gusshärte. Im Allgemeinen haben Legierungen mit einem höheren Cu-Gehalt eine höhere Gusshärte. Wenn der Cu-Gehalt beispielsweise 18% beträgt, liegt die Gusshärte in der Regel unter HV170, während bei einem Cu-Gehalt von mehr als 21% die Ausgangshärte HV210 übersteigen kann. Dies deutet darauf hin, dass die verstärkende Wirkung von Cu in K-Rotgold vorherrschend ist.
Die Verarbeitungsleistung von Rotgold K hängt hauptsächlich von der Legierungszusammensetzung und dem Organisationszustand ab. Direktes Walzen unter Gussbedingungen ist anfällig für Rissbildung. Die Kaltverfestigungsrate steht in engem Zusammenhang mit dem Cu-Gehalt; bei niedrigem Cu-Gehalt ist die Kaltverfestigungsrate relativ linear. Wenn der Cu-Gehalt bis zu einem gewissen Grad ansteigt, ist die Kaltverfestigungsrate in den ersten Verarbeitungsphasen relativ flach. Im Gegensatz dazu härtet die Legierung in den späteren Phasen schnell aus, was die Flexibilität beeinträchtigt.
1.5 Der Einfluss von Legierungselementen auf die Korrosionsbeständigkeit von K-Rotgold
Bei K-Rotgold wird hauptsächlich Cu als Legierungselement verwendet. Cu hat eine geringere chemische Stabilität als das Edelmetall Gold und reagiert leicht mit Sauerstoff, Schwefel usw., wobei CuO oder CuS entsteht. Eine Erhöhung des Au-Gehalts trägt zur Verbesserung der Verfärbungsleistung von K-Rotgold bei. Hochwertiges K-Rotgold hat eine bessere Beständigkeit gegen Verfärbung durch Schweiß als minderwertiges K-Rotgold. Der Au-Gehalt ist jedoch nicht der einzige Faktor, der die Beständigkeit gegen Mattheit und Verfärbung bestimmt. Stumpfheit und Verfärbung sind das kombinierte Ergebnis von chemischen Prozessen, Umwelt und Organisationsstruktur. Die Zugabe einiger sauerstoffaktiver Elemente zur K-Rotgold-Legierung kann einen dichten, transparenten Oxidfilm auf der Legierungsoberfläche bilden, was ebenfalls zu einer besseren Beständigkeit gegen Mattheit und Verfärbung von K-Rotgold führen kann.
2. Auswahl des Füllstoffs K Rotgold
Die Zusammensetzung der Legierung spielt eine entscheidende Rolle für ihre Leistungsfähigkeit. Bei der Auswahl des K-Rotgold-Füllstoffs ist es notwendig, von den Leistungsanforderungen der Legierung auszugehen und sich auf die folgenden Aspekte zu konzentrieren:
(1) Farblicher Aspekt.
Sie sollte eine ausgezeichnete rote Farbe und einen guten Glanz aufweisen. Darüber hinaus sollte die Legierung eine gute Beständigkeit gegen Mattierung aufweisen, so dass sich die Farbe während der Lagerung und des Gebrauchs weniger stark verändert; die Legierung kann unbehandelt bleiben, ohne galvanisch beschichtet zu werden.
(2) Die Legierung sollte feine Körner und ein dichtes Gefüge aufweisen und gute mechanische Eigenschaften besitzen.
Um dem Sprödbruch entgegenzuwirken, der häufig durch Ordnungsübergänge in K-Rotgold verursacht wird, sollte man bei der Gestaltung der Legierungszusammensetzung das ideale Zusammensetzungsverhältnis vermeiden, das den höchsten Ordnungsgrad bildet.
(3) Die Anpassungsfähigkeit der Legierung an verschiedene Verarbeitungstechniken und die Bedienbarkeit der Prozesse vermeiden betriebliche Probleme, die durch einen zu engen Verarbeitungsbereich verursacht werden.
(4) Bei der Auswahl der Legierungselemente wird das Prinzip der breiten Materialquellen, der niedrigen Kosten und der Umweltfreundlichkeit verfolgt, um die Legierungskosten zu senken.
3. Zusammensetzung und Eigenschaften von einigen K-Gold
Als Reaktion auf die Nachfrage des Schmuckmarktes nach K-Gold in verschiedenen Farben hat die Industrie eine Reihe von rosa-rotem K-Gold entwickelt und auf der Grundlage unterschiedlicher Anforderungen an den Produktionsprozess K-Gold entwickelt, das sowohl für den Guss als auch für die Kaltverarbeitung geeignet ist. Die Zusammensetzung und Eigenschaften von K-Gold sind in Tabelle 3-16 dargestellt.
Tabelle 3-16 Eigenschaften von einigem K-Gold
| Reinheit | Chemische Zusammensetzung (Gew.)/% | Schmelzpunkt /℃ | Dichte/ (g/cm3) | Weiche Härte HV/(N/mm2) | Farbe | |||
|---|---|---|---|---|---|---|---|---|
| Reinheit | Au | Ag | Cu | Zn | Schmelzpunkt /℃ | Dichte/ (g/cm3) | Weiche Härte HV/(N/mm2) | Farbe |
| 18K | 750 | 90 | 160 | - | 880 ~ 885 | 15.3 | 160 | Rosa |
| 18K | 750 | 45 | 205 | - | 855 ~ 890 | 15.15 | 165 | Rot |
| 14K | 585 | 100 | 277 | 38 | 810 ~ 880 | 13.25 | 148 | Rosa |
| 14K | 585 | 90 | 325 | - | 850 ~ 885 | 13.30 | 160 | Rot |
4. Häufige Probleme mit K Rotgold-Schmuck
Bei der Herstellung und Verwendung von Rotgoldschmuck treten häufig verschiedene Probleme auf, darunter die folgenden Aspekte.
4.1 Probleme mit Sprödbrüchen
Das Problem des Sprödbruchs von K-Rotgold-Schmuck ist ein bekanntes Problem, auf das Schmuckhersteller bei der Herstellung von K-Rotgold-Schmuck häufig stoßen. Eine typische Form dieses Risses, hergestellt aus 18KR-Material und unter Verwendung herkömmlicher K-Rotgold-Füllstoffe, zeigt ein mehrfaches Auftreten solcher Risse nach dem Gießen, ohne plastische Verformung in der Nähe des Bruchs, was ein typisches Sprödbruchphänomen darstellt Abbildung 3-43.

Die Praxis zeigt, dass der Sprödbruch von Schmuck aus einer Rotgoldlegierung sowohl bei 14KR als auch bei 18KR auftritt, wobei der Sprödbruch bei 18KR besonders ausgeprägt ist. Außerdem tritt er nicht nur während des Abkühlungsprozesses beim Gießen auf, sondern kann das Material auch beim anschließenden Glühen, Schweißen und sogar während des Abkühlungsprozesses beim steinsetzenden Feuerlackverfahren spröde machen. Dies kann dazu führen, dass der Schmuck schon bei geringer äußerer Krafteinwirkung oder Stößen zerbricht. Wenn die Sprödigkeit stark ausgeprägt ist, kann die Legierung im Gegensatz zu den duktilen und plastischen Eigenschaften geeigneter Edelmetalllegierungen leicht wie trockene Zweige brechen, was zu erheblichen Problemen und Verarbeitungsschwierigkeiten bei den Schmuckherstellern führt.
Die Hauptfaktoren, die zur Sprödigkeit von Rotgoldschmuck führen, sind die folgenden:
(1) Der Einfluss der Legierungszusammensetzung.
Das Phasendiagramm der binären Legierung in Abbildung 3-11 zeigt, dass bei einem Cu-Gehalt zwischen 30% und 80% während des Gießprozesses nach dem Gießen bei einer Temperatur von über 410℃ die binäre Au-Cu-Legierung vollständig löslich ist. Wenn die Temperatur unter 410℃ sinkt, kommt es je nach den verschiedenen Zusammensetzungen der Legierung zu unterschiedlichen Graden der Ordnungsumwandlung, die die Flexibilität des Materials verringert und die Legierung spröde macht. Bei der Auswahl von K-Rotgold für Reparaturen sind daher Werkstoffe mit einem relativ geringen Grad an Ordnungsumwandlung vorzuziehen.
(2) Der Einfluss der Abkühlgeschwindigkeit.
Wie andere metallische Werkstoffe unterliegen auch K-Rotgold-Materialien während des Abkühlungsprozesses von einer hohen auf eine niedrige Temperatur thermischen Spannungen, insbesondere bei einer schnellen Abkühlung, die mit größerer Wahrscheinlichkeit zu erheblichen thermischen Spannungen und damit zu Verformungen oder sogar Rissen im Schmuckstück führen. Daher wird im Allgemeinen eine langsame Abkühlungsmethode angewandt, um thermische Spannungen bei der Verarbeitung von K-Gold und K-Weißgold-Schmuck zu verringern. Wird diese Methode jedoch bei der Verarbeitung von K-Rotgold-Schmuck angewandt, ist der Schmuck aufgrund der Ordnungsänderung anfällig für organisatorische Spannungen. Der Übergang von K-Rotgold von der Unordnung zur Ordnung erfolgt nicht sofort; es handelt sich um einen Prozess, der auf der Wanderung und Umordnung von Atomen beruht. Da Atomdiffusion und -migration Zeit benötigen, ist es offensichtlich, dass K-Rotgold, wenn es schnell von einer Temperatur oberhalb der kritischen Umwandlungstemperatur auf Raumtemperatur abgekühlt wird, das Auftreten des Ordnungsprozesses unterdrückt und sogar den ungeordneten Zustand bei hohen Temperaturen beibehalten kann.
Bei der Verarbeitung von K-Rotgold reicht es daher nicht aus, eine langsame Abkühlungsmethode anzuwenden, um thermische Spannungen zu verringern; der Schlüssel liegt darin, die Summe der thermischen und strukturellen Spannungen zu minimieren. Darüber hinaus ist es beim Gießen von Schmuck oft notwendig, Reparaturschweißungen an den Ornamenten vorzunehmen oder Komponenten zusammenzuschweißen; beim Setzen des Schmucks wird erwartet, dass die Ornamente zunächst mit Feuerlack fixiert werden, was eine Erwärmung des Werkstücks erfordert. Selbst wenn während des Gießens keine Ordnungsumwandlung stattfindet, kommt es bei der anschließenden Verarbeitung, z. B. beim langsamen Abkühlen nach dem Erhitzen oder beim Halten einer Temperatur unterhalb der kritischen Temperatur für einen bestimmten Zeitraum, dennoch zu Ordnungsumwandlungen. Daher sollte bei der Weiterverarbeitung von K-Rotgold-Gussstücken auf den Bereich der Erwärmungstemperatur und die Abkühlgeschwindigkeit nach dem Erwärmen geachtet werden. Durch Laserschweißen können kleine Sandlöcher an Ornamenten oder Schweißverbindungsstellen repariert werden, wenn die Bedingungen dies zulassen, um die Gefahr eines Sprödbruchs zu vermeiden, der durch die Bildung eines geordneten Mischkristalls nach dem Erhitzen der Legierung entsteht.
(3) Die Auswirkungen von Verformungsprozessen.
Bei der Schmuckherstellung wird üblicherweise mechanisches Stanzen oder hydraulisches Pressen zur Formgebung verwendet. Wenn das legierte Material bereits einen gewissen Grad der Umformung durchlaufen hat, wird die Flexibilität des Materials erheblich beeinträchtigt. In Verbindung mit den Auswirkungen der Kaltverfestigung während des Verformungsprozesses kann dies zu Rissen führen. Bei der Verarbeitung von K-Rotgold sollte der Barren daher einer Lösungsbehandlung unterzogen werden, um einen gleichmäßig zusammengesetzten einphasigen Mischkristall zu erhalten. Während der Verarbeitung wird das Material einer Kaltverfestigung unterzogen, die die Flexibilität des Materials verringert, so dass eine Zwischenglühbehandlung erforderlich ist, um die während der Verarbeitung erzeugten Spannungen zu beseitigen.
4.2 Farbfragen
Bei K-Rotgold-Schmuck wird insgesamt erwartet, dass die Legierung eine schöne rote Farbe hat. Es ist bekannt, dass von allen bekannten chemischen Elementen nur einige wenige Metallelemente farbig sind, wie z. B. Au, das goldgelb erscheint, Cu, das rötlich erscheint, Bi, das hellrot erscheint, und Ce, das hellgelb erscheint, während die übrigen Metallelemente meist grauweiß oder silberweiß sind. Cu hat einen erheblichen Einfluss auf die mechanischen Eigenschaften von Gold; daher ist Cu das wichtigste Legierungselement, um rotes K-Gold zu erhalten. Je höher der Cu-Gehalt, desto röter das K-Gold.
Für Schmuck sind die gebräuchlichsten Reinheitsgrade 18K und 14K. Handelt es sich lediglich um eine binäre Au-Cu-Legierung, hat die Legierung eine leicht stumpfe rote Farbe und neigt dazu, beim Gießen Oxidationseinschlüsse zu bilden. Während des Abkühlungsprozesses nach dem Gießen kommt es leicht zu Ordnungsumwandlungen, die zur Sprödigkeit der Legierung führen.
Um eine bessere Verarbeitungs- und Gießleistung zu erzielen, werden dem K-Gold neben Cu häufig auch andere Legierungselemente zugesetzt, was zu einer relativ helleren roten Farbe führen kann. Einige Unternehmen galvanisieren manchmal eine Schicht K-Gold auf die Oberfläche von Schmuckstücken, wodurch eine helle und gleichmäßige rosarote Farbe erzielt werden kann, die einen hervorragenden dekorativen Effekt hat. Wenn sich die Beschichtung jedoch abnutzt, kann es leicht zu einem Farbkontrast kommen, der das Aussehen beeinträchtigt.
4.3 Probleme mit Stumpfheit und Verfärbung
K-Goldschmuck neigt dazu, stumpf zu werden und sich zu verfärben, nachdem er einige Zeit benutzt oder abgelegt wurde, und verliert seinen ursprünglichen Glanz und seine Leuchtkraft.
Am Beispiel von 18KR, das für den Korrosionstest in künstlichem Schweiß getränkt wurde, wurden die Farbkoordinatenwerte vor und nach dem Test gemessen und ihre Veränderungen und Farbdifferenzwerte berechnet, wie in Tabelle 3-17 dargestellt. Es ist zu erkennen, dass mit zunehmender Korrosionsdauer der Helligkeitswert L* kontinuierlich abnimmt. Im Gegensatz dazu steigen die Werte für a* und b*, und der Farbunterschied nimmt allmählich zu. Dies deutet darauf hin, dass die Oberfläche der Legierung allmählich stumpf wird und die Farbe allmählich gelb und rot wird. In den ersten 24 Stunden der Korrosion ändern sich die Helligkeits- und Farbwerte der Legierung relativ schnell, insbesondere der Gelb-Blau-Index ändert sich schnell. Nach 24 Stunden stabilisieren sich die Veränderungen der Farbkoordinaten.
Tabelle 3-17 Farbkoordinatenwerte und Veränderungen von 18KR nach Eintauchen in künstlichen Schweiß für verschiedene Zeiträume
| Einweichzeit | L* | a* | b* | △L* | △a * | △b* | Farbunterschied △E |
|---|---|---|---|---|---|---|---|
| 0 Stunden | 85.97 | 9.6 | 18.15 | 0.00 | 0.00 | 0.00 | 0.00 |
| 24 Stunden | 85.56 | 10.04 | 19.48 | -0.41 | 0.44 | 1.33 | 1.46 |
| 48 Stunden | 85.31 | 10.29 | 19.75 | -0.66 | 0.69 | 1.6 | 1.86 |
| 72 Stunden | 85.24 | 10.43 | 19.82 | -0.73 | 0.83 | 1.67 | 2.00 |
Das Nachdunkeln und die Farbveränderung von K-Gold stehen in engem Zusammenhang mit den Materialeigenschaften und natürlich auch mit dem Herstellungsverfahren und den Einsatzbedingungen. Einige K-Goldarten können ihre Korrosionsbeständigkeit für Legierungsmaterialien verbessern, indem sie eine kleine Menge an Legierungselementen hinzufügen, was ihre Fähigkeit, der Verdunkelung und Farbveränderung zu widerstehen, effektiv erhöht. Solches K-Gold sollte bei der Produktion vorrangig behandelt werden.
Abschnitt V Dekoratives Goldlot
1. Leistungsanforderungen für dekorative Goldlote
Das Schweißen ist das am häufigsten verwendete Verfahren in der Schmuckherstellung. Bei Goldschmuck sind die wichtigsten Schweißverfahren das Schmelzschweißen und das Hartlöten. Beim Schmelzschweißen wird die Grenzfläche zwischen den Werkstücken bis zum Schmelzzustand erhitzt, ohne dass Druck ausgeübt wird, um die Schweißung abzuschließen. Beim Schweißen von hochreinem Goldschmuck, wie z. B. Halsketten aus 24-karätigem Gold, wird das Schmelzschweißen in der Regel direkt angewandt, um die Farbqualität des geschweißten Bereichs zu gewährleisten. Beim Hartlöten wird ein metallisches Material mit einem niedrigeren Schmelzpunkt als das Werkstück als Zusatzwerkstoff verwendet, wobei das Werkstück und der Zusatzwerkstoff auf eine Temperatur über dem Schmelzpunkt des Zusatzwerkstoffs und unter dem Schmelzpunkt des Werkstücks erhitzt werden, so dass der flüssige Zusatzwerkstoff das Werkstück benetzen, den Grenzflächenspalt ausfüllen und eine atomare Diffusion mit dem Werkstück erreichen kann, wodurch die Schweißung abgeschlossen wird. Das Hartlöten ist bei den meisten Schmuckschweißverfahren weit verbreitet, wobei der Schweißzusatz die Grundlage für die Gewährleistung der Schweißqualität bildet. Der so genannte Füllstoff bezieht sich auf das Material, mit dem die Verbindungsstellen von Schmuckkomponenten fest ausgefüllt werden, um die Werkstücke zu verbinden. Der dekorative Goldlot ist ein Legierungsmaterial, das aus Gold als Basis und anderen Legierungselementen besteht, die zum Füllen der Schweißstellen hinzugefügt werden, und er ist auch ein wesentlicher Bestandteil von Goldschmuck.
Die folgenden Anforderungen gelten im Allgemeinen für Goldschmucklötmittel:
(1) Der Goldgehalt im Lot sollte mit dem Schmuck übereinstimmen, um die Anforderungen an die Farbqualität zu erfüllen.
(2) Das Lot sollte eine gute Schweißleistung aufweisen.
Der Schmelzbereich des Lots ist relativ klein, und es fließt nach dem Schmelzen gut und benetzt den Metallkörper gut, so dass es leicht zu schweißen ist und kleine Nähte durchdringt. Die Schweißzone hat eine dichte Struktur, verbindet sich gut mit dem Metallkörper und ist nicht anfällig für Fehler wie Poren und Einschlüsse.
(3) Das Lot sollte gute physikalische und chemische Eigenschaften haben.
Es sollte in Farbe, Korrosionsbeständigkeit und anderen Aspekten mit dem geschweißten Metallkörper vergleichbar sein.
(4) Da beim Schweißen von Schmuckstücken häufig viele verstreute Schweißpunkte vorhanden sind, sind mehrere Schweißungen erforderlich, um die Montage abzuschließen und Fehler am gesamten Stück zu beheben. Dies erfordert nicht nur, dass der Schmelzpunkt des Lotes niedriger ist als der niedrigste Schmelzpunkt des Metallkörpers, sondern auch, dass das Lot aus einer Reihe von Loten mit unterschiedlichen Schmelzpunkten besteht. Beim anschließenden Schweißen sollte der Schmelzpunkt des Lotes niedriger sein als der des vorhergehenden Lotes, was die Bildung dessen erfordert, was in der Industrie gemeinhin als Hochlot, Mittellot und Niederlot bezeichnet wird.
(5) Das Lot sollte gute mechanische Eigenschaften und Verarbeitungseigenschaften aufweisen.
In der Schmuckindustrie wird Lot häufig zu dünnen Blechen gewalzt oder zu feinen Drähten gezogen. Dabei muss das Lot gute Kaltverformungseigenschaften und mechanische Eigenschaften aufweisen, die denen des Metallkörpers an der Schweißstelle ähnlich sind, damit es nicht zu Sprödbrüchen im Schweißbereich kommt.
(6) Das Lot ist sicher und umweltfreundlich und enthält keine giftigen Elemente wie Cd und Pb.
Cd ist ein traditionelles Legierungselement in K-Gold-Schmucklot, das den Schmelzpunkt von Au-Ag-Cu-Legierungen wirksam senken und die Fließfähigkeit und das Füllvermögen des Lots verbessern kann. Die mechanischen Eigenschaften von Cd-haltigem Lot sind ausgezeichnet. Da es jedoch beim Schmelzen schnell für den menschlichen Körper schädliche CdO-Dämpfe erzeugt, hat es Kontakttoxizität und sollte nur eingeschränkt verwendet werden. Gemäß der nationalen Norm "Regulations on the Limit of Harmful Elements in Jewelry" (GB 28480-2012) und der RoHS-Richtlinie der EU (2005/618/EC) (1) darf der Gesamtgehalt an schädlichen Elementen in Goldschmucklot den in der Norm festgelegten Höchstwert nicht überschreiten, d.h. der Gehalt an Cr (sechswertig), Hg, Pb unter 1000mg/ kg, der Cd-Gehalt unter 100mg/kg und die Ni-Freisetzung unter 0,2/ug/(cm2⸳Woche).
2. Formulierung von K-Gold-Schmuckloten
K-Gold-Schmucklot wird aus Legierungen der Serien Au-Ag-Cu oder Au-Ag-Cu-Zn hergestellt. Die Verwendung von Lötmitteln aus Au-Ag-Cu-Legierungen gewährleistet, dass die Zusammensetzung der Lötmittel-Legierung dieselbe ist wie die der K-Gold-Schmucklegierung, so dass die Konsistenz in Zusammensetzung und Farbe erhalten bleibt.
Der Schmelzpunkt der Lötlegierung muss jedoch niedriger sein als der Schmelzpunkt der K-Goldschmucklegierung, so dass das Verhältnis von Ag zu Cu in der Au-Ag-Cu-Legierung angepasst werden muss, um den Schmelzpunkt des Lots zu senken. Niedrigschmelzende Legierungselemente wie Zn, Sn, In und Ga können hinzugefügt werden, wenn eine weitere Senkung des Schmelzpunkts erforderlich ist. Unter ihnen hat Zn eine Löslichkeit von bis zu 33,5%(at) in Au, In und Ga, etwa 12%(at), und die Grenzlöslichkeit von Sn beträgt 6,8%(at). Daher kann die Zugabe einer kleinen Menge von In, Ga, Sn zu Au die Flüssigphasentemperatur der Legierung erheblich senken, aber eine zu große Menge verringert die Soliduslinie, erweitert den Schmelzbereich und verursacht nachteilige Auswirkungen. In Tabelle 3-18 sind die Zusammensetzungen und Schmelzbereiche von K-Gold-Loten aufgeführt.
Tabelle 3-18 Zusammensetzung und Schmelzbereich einiger K-Gold-Lot-Legierungen
| Reinheit | Lötmittel Typ | Chemische Zusammensetzung (Gew.)/% | Solidus Linie Temperatur /℃ | Liquidusleitung Temperatur /℃ | Schmelzpunkt /℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Reinheit | Lötmittel Typ | Au | Ag | Cu | Zn | Unter | Ga | Solidus Linie Temperatur /℃ | Liquidusleitung Temperatur /℃ | Schmelzpunkt /℃ |
| 9K | Niedrige Temperatur | 37.5 | 31.88 | 18.13 | 8.12 | 3.12 | 1.25 | 637 | 702 | 65 |
| 9K | Hohe Temperatur | 37.5 | 29.38 | 19.38 | 10.62 | 2.5 | 0.62 | 658 | 721 | 63 |
| 14K | Niedrige Temperatur | 58.34 | 13.33 | 15.00 | 8.75 | 4.58 | - | 669 | 741 | 72 |
| 14K | Mittlere Temperatur | 58.34 | 14.49 | 14.25 | 9.17 | 3.75 | - | 660 | 745 | 85 |
| 14K | Hohe Temperatur | 58.34 | 14.16 | 14.58 | 10.00 | 2.92 | - | 668 | 748 | 80 |
| 18K | Niedrige Temperatur | 75.00 | 6.25 | 8.50 | 5.50 | 4.75 | - | 730 | 765 | 35 |
| 18K | Mittlere Temperatur | 75.00 | 5.75 | 9.50 | 6.00 | 3.75 | - | 682 | 767 | 85 |
| 18K | Hohe Temperatur | 75.00 | 5.25 | 12.25 | 6.50 | 1.00 | - | 792 | 829 | 37 |
| 22K | Niedrige Temperatur | 91.80 | 2. 40 | 2.00 | 1.00 | 2.80 | - | 850 | 890 | 40 |
| 22K | Mittlere Temperatur | 91.80 | 3.00 | 2.60 | 1.00 | 1.60 | - | 895 | 920 | 25 |
| 22K | Hohe Temperatur | 91.80 | 4.20 | 3.00 | 1.00 | - | - | 940 | 960 | 20 |
3. Herstellung von Nickel-K-Weißgold-Lötlegierungen
Die Sorten und Mengen von Nickel-K-Weißgold-Lot sind relativ gering und bestehen hauptsächlich aus den folgenden Legierungssystemen:
(1) Au-Cu-Ni-Zn-Legierungen.
Nickel 18K-Weißgoldlot basiert in erster Linie auf Legierungsbestandteilen mit niedrigem Schmelzpunkt aus der Au-Ni-Reihe. Für die meisten Schmuckstücke aus Weißgold ist der Schmelzpunkt von Au-Ni-Lotlegierungen jedoch
Er ist immer noch relativ hoch, so dass er sich nicht für die direkte Verwendung als Lot eignet. Es erfordert die Zugabe anderer Komponenten, wie z. B. Zn, um den Schmelzpunkt des Lots zu senken, und Cu, um die Verarbeitbarkeit zu verbessern, wodurch die Au-Cu-Ni-Zn-Lotlegierung entsteht.
(2) Au-Ag-Cu-Ni-Zn-Legierung.
Für Weißgoldlot mit niedrigem Goldgehalt kann eine Au-Ag-Cu-Ni-Zn-Legierung verwendet werden, wobei Ni und Zn als Bleichmittel dienen, um den Ag-Gehalt der Lotlegierung zu erhöhen.
Gängige Formeln für Au-Cu-Ni-Zn- oder Au-Ag-Cu-Ni-Zn-Schmucklot der Serie K aus Weißgold sind in Tabelle 3-19 aufgeführt. Handelsübliche Lote gibt es in Form von Lötblechen, Lötdrähten, Lötpulvern und Lötpasten. Abbildung 3-44 zeigt ein typisches K-Gold-Lotblatt.
Tabelle 3-19 Gängige Formeln für Nickel-K-Weißgold-Schmucklot
| Aussehen des Lots | Chemische Zusammensetzung (Gew.)/% | Schmelztemperaturbereich /℃ | |||||
|---|---|---|---|---|---|---|---|
| Aussehen des Lots | Au | Ag | Cu | Ni | Zn | Schmelztemperaturbereich /℃ | |
| 18K | 75.00 | - | 1.00 | 16.50 | 7.50 | 888 ~ 902 | |
| 18K | 75.00 | - | 6.50 | 12.00 | 6.50 | 803 ~ 834 | |
| 14K | 58.33 | 15.75 | 11.00 | 5.00 | 9.92 | 800 ~ 833 | |
| 14K | 58.33 | 15.75 | 5.00 | 5.00 | 15.92 | 707 ~ 729 | |
| 10K | 41.67 | 30.13 | 15.10 | 12.00 | 1.10 | 800 ~ 832 | |
| 10K | 41.67 | 28.10 | 14.10 | 10.00 | 6.13 | 736 ~ 784 | |
| 8K | 33.30 | 42.00 | 10.00 | 5.00 | 9.70 | 721 ~ 788 | |











