Wie kontrolliert Sobling die Qualität der Schmuckformen?
Schmuck Master Mold Qualitätsprüfung und Fehleranalyse
Einleitung:
Die Meisterform für Schmuck ist der erste Prozess in der Schmuckverarbeitung. In der Regel werden folgende Methoden angewandt: Erstens, handgefertigte Meisterform, d.h. durch Sägen, Feilen, Schweißen, Gravieren usw., um eine scharfkantige, klar umrissene Meisterform mit glatter Oberfläche herzustellen. Zweitens wird ein Wachsmodell von Hand geschnitzt und dann in eine Urform gegossen. Drittens werden verschiedene Rapid-Prototyping-Verfahren zur Herstellung von Wachs- oder Harzmodellen verwendet, die dann in Silberversionen gegossen oder direkt zu Urformen aus Metall verarbeitet werden. In der modernen Schmuckherstellung wird die Rapid-Prototyping-Technologie zunehmend eingesetzt, um die Effizienz der Modellherstellung zu verbessern.
Die Qualität der Meisterform für Schmuckstücke hat einen erheblichen Einfluss auf die Produktionseffizienz, die Produktionskosten und die Produktqualität von Schmuckstücken. Eine qualitativ hochwertige Meisterform mit einer angemessenen Struktur und einer sauberen Oberfläche kann den Arbeitsaufwand bei der Verarbeitung verringern. Im Gegensatz dazu können mit einer minderwertigen Urform nur minderwertige Produkte hergestellt werden, da die Fehler der Urform auf dem Produkt reproduziert werden, was dazu führt, dass eine Charge von Produkten verschrottet wird oder der Arbeitsaufwand für Reparaturen steigt. Daher ist die Schmuck-Master-Schimmel, um sicherzustellen, dass der Schmuck Produkte erfüllen die Kunden die Qualitätsanforderungen der Stiftung, und muss die Master-Schimmel Qualitätskontrolle und Test zu stärken.

Inhaltsübersicht
Abschnitt I: Inhalt der Qualitätsprüfung der Meisterform
Der Hauptinhalt der Qualitätsprüfung der Urform umfasst Form, Größe, Gewicht, Struktur, Oberflächenqualität, Anguss, usw.
1. Gestalten Sie
Die wichtigste Anforderung an eine Meisterform für Schmuckstücke ist die Wiederherstellung des ursprünglichen Aussehens, d. h. die Herstellung der Meisterform muss streng den Anforderungen der Designzeichnungen oder den Absichten des Designers entsprechen. Um dies zu erreichen, muss der Bediener zunächst dreidimensionales Denken anwenden, um die Ideen und Themen des Designers zu verstehen und die Integrität, Koordination und Ästhetik der Urform zu berücksichtigen.
2. Dimension Inspektion
Für verschiedene Arten von Schmuck gibt es sowohl Standardgrößenanforderungen als auch spezifische Größen für jede Art, die bei der Herstellung von Mustern berücksichtigt werden müssen. Am Beispiel von Ringen ist zu erkennen, dass jedes Teil spezifische Größenanforderungen hat (siehe Abbildung 5-1).
2.1. Ringe
Fingergröße: Bezieht sich auf den Innendurchmesser des Rings, in der Regel angegeben durch die Nummer der Fingergröße.

Breite des Schaftes: Bezieht sich auf die Breite des Schafts an der Unterseite des Rings.
Schaftdicke: Bezieht sich auf die Dicke des Schaftes an der Unterseite des Rings 0,6-0,7 mm
Dicke des Fassungsrahmens: Die Dicke des Teils ohne Edelsteine an der Kopfkante. Messen Sie mit einer Schieblehre; wenn der Kunde keine Vorgaben macht, 0,6-0,7 mm
Dicke der Zacken: Die Dicke der Zackenfassung für Edelsteine wird mit einer Schieblehre gemessen. Wenn der Kunde keine Angaben macht, kann 1-1,2 mm verwendet werden.:1,5-1,8 mm
Dicke des Randes der Steinfassung: Die Dicke des Randes um die Steinfassung, z. B. die Randstärke, kann 1,5-1,8 mm betragen.
2.2. Halskette
Gesamtlänge: die Gesamtlänge ohne den Teil mit der Schließe. Im Allgemeinen sind Halsketten in der Regel 16 bis 17 Zoll lang, und Armbänder sind in der Regel 6,5 bis 7 Zoll lang.
Verbindungslänge: die Länge einer einzelnen Verbindung.
Die Anforderungen an die Dicke des Gehäuses, die Dicke der Fassung und die Dicke des Randes der Steinfassung sind ähnlich wie bei Ringen.
2.3. Armband
Innendurchmesser: Bezieht sich auf den Innendurchmesser des Armbands, im Allgemeinen ausgedrückt in der Größenangabe.
Breite: Bezieht sich auf die Querschnittsbreite der Wand des Armbands.
Die Anforderungen an die Dicke des Körpers, die Dicke der Fassung und die Dicke der Steinfassung sind ähnlich wie bei Ringen.
Zu den Werkzeugen für die Überprüfung der Größe der Stammform gehören Messschieber, Lehrringe, Innenmessschieber usw. Die Größe der Stammform sollte gemäß den Zeichnungen bestimmt werden, wobei jedoch Schwund und spätere Bearbeitungszugaben berücksichtigt werden sollten. Das heißt, die Größe der Stammform = erforderliche Produktgröße x (1+ Schwindungsrate )+ Bearbeitungszugabe.
Beachten Sie, dass die Schrumpfungsraten in verschiedenen Richtungen unterschiedlich sind und dass unterschiedliche Produktstrukturen und Materialien die Schrumpfungsrate ebenfalls beeinflussen. Die Bearbeitungszugabe sollte auf der Grundlage der Oberflächenqualität des Gussteils, der verwendeten Oberflächenbearbeitungsmethode und des erforderlichen Grads der Oberflächenqualität bestimmt werden. In der Regel werden 0,1-0,6 mm Ungleichheit angenommen. Bei schlechter Gussqualität, manueller Bearbeitung und hohen Anforderungen an die Oberflächenqualität sollte die reservierte Bearbeitungszugabe größer sein.
Das geformte Werkstück hat eine gute Oberflächendichte und -glätte, so dass die reservierte Bearbeitungszugabe kleiner sein kann. Daher ist die Bestimmung der Größe der Masterform nicht festgelegt und sollte entsprechend der tatsächlichen Situation bestimmt werden.
3. Gewicht
Das Gewicht der Urform bestimmt weitgehend das Gewicht des Produkts. Wenn das Material der Urform und das Material des Produkts ausgewählt werden, besteht eine annähernd proportionale Beziehung zwischen ihren Gewichten. Daher kann das Gewicht des Produkts durch die Kontrolle des Gewichts der Urform gesteuert werden.
Bei handgefertigten Silberformen kann das Gewicht des Silbers direkt durch das Verhältnis zwischen Silber und dem Produktmaterial bestimmt werden. Bei handgeschnitzten Wachsformen wird das Gewicht der Wachsformen im Allgemeinen zuerst kontrolliert. Nachdem die Wachsformen in Masterformen gegossen wurden, wird das Gewicht der Masterformen durch die Handhabung der Masterformen und die Verfeinerung der Details kontrolliert. Das ungefähre Verhältnis zwischen Wachs und Metall ist wie folgt:
| Metall Typ | 1 Gramm Wachsmodell = Metallgewicht nach dem Gießen |
|---|---|
| Sterling Silber | 10 Gramm |
| 24K Gold | 20 Gramm |
| 18K Gold | 15 Gramm |
| 14K Gold | 14 Gramm |
| 10K Gold | 10 Gramm |
4. Die Struktur der Stammform
Eine vernünftig strukturierte Urform kann den Arbeitsaufwand bei der Massenproduktion erheblich reduzieren und die Wahrscheinlichkeit von Qualitätsproblemen verringern; umgekehrt führt eine unvernünftige Struktur der Urform bei der Massenproduktion häufig dazu, dass mit halbem Aufwand das Doppelte erreicht wird. Daher sollten vor der Herstellung der Urform sorgfältige Überlegungen zu den nachfolgenden Produktionsvorgängen angestellt und die entsprechende Struktur der Urform entworfen werden. Die Struktur der Masterform umfasst den Hauptkörper, Komponenten, Einsätze, Zubehör, Prozessanschlüsse usw.
4.1 Hauptteil:
Bezieht sich auf den mittleren Teil der Stammform.
Komponenten: Komplexere Urformen, z. B. solche mit erheblichen Fertigungsschwierigkeiten, Qualitätssicherungsproblemen und hohen Produktionskosten, werden in der Regel für die separate Produktion in mehrere Komponenten aufgeteilt, die dann zusammengesetzt werden.
4.2 Einsätze:
Bezieht sich auf kleine Zubehörteile, die in den Stammformkörper eingebettet sind. Beim Zusammenbau und der Befestigung der Einsätze ist in der Regel ein Schweißvorgang erforderlich, bei dem auf die Schweißfestigkeit und die Menge des verwendeten Schweißmaterials geachtet werden sollte.
4.3 Einstellung:
Bezieht sich auf die Basis für die Fassung von Edelsteinen. Es gibt verschiedene Arten von Fassungen, die je nach den Anforderungen des Auftrags festgelegt werden sollten. Die Position der Fassung, die Größe, die Tiefe des Steinsockels sowie die Größe und Länge der Krallen haben einen wesentlichen Einfluss auf die Qualität der Fassung.
4.4 Scharnier:
Bezieht sich auf eine mechanische Vorrichtung, die dazu dient, zwei Komponenten miteinander zu verbinden und ihre Drehung zu ermöglichen. Scharniere werden häufig in Schmuckstücken wie Ohrringen, Armbändern und Broschen verwendet. Die Flexibilität und Haltbarkeit der Scharniere wirkt sich direkt auf die Funktionalität der Schmuckstücke aus.
4.5 Ohrstecker:
Bezieht sich auf den Metallstab, der durch das Ohrloch eines Ohrrings geführt wird und normalerweise mit einem Ohrclip verwendet wird. Position, Länge, Dicke usw. des Ohrstifts sollten entsprechend der Struktur der Masterform festgelegt werden.
4.6 Box-Verschluss mit Zunge:
Bezieht sich auf die Verschlussteile, die an den offenen Verbindungsteilen von Armbändern, Handgelenkketten usw. verwendet werden, einschließlich der Feder() und die damit zusammenhängende Verschlussdose.
4.7 Handwerkliches Zubehör:
Bezieht sich auf einige Zubehörteile, die nicht am fertigen Schmuckstück vorhanden sind, sondern aufgrund von Anforderungen des Produktionsprozesses hinzugefügt werden, wie z. B. zusätzliche Angüsse, Aufnäher usw. Diese Zubehörteile müssen im Allgemeinen nach Abschluss bestimmter Produktionsprozesse entfernt werden.
5. Oberflächenqualität der Stammform
Die Oberflächenqualität der Urform hat einen erheblichen Einfluss auf Produktqualität, Produktionseffizienz, Produktionskosten usw. Ein Mehraufwand an der Urform kann sich in der Produktion nur schwerlich auszahlen, aber manche Hersteller verkennen diese einfache Wahrheit. Die Oberfläche der Urform sollte glatt und empfindlich sein, ohne erkennbare Sandaugen, Löcher, Kratzer oder unebene Kanten.
6. Gussanguss
Der Gießanguss ist als Kanal für den Fluss des geschmolzenen Metalls im Gießprozess reserviert. Beim Schmuckguss ist die korrekte Einstellung des Gusskanals eine wesentliche Voraussetzung für die Gewährleistung der Gussqualität. Unangemessene Gusskanaleinstellungen, wie z. B. unzureichende Füllung, Schrumpfung und Porosität, verursachen direkt oder indirekt viele häufige Fehler beim Feinguss. Die Rationalität der Gusskanaleinstellung wird hauptsächlich anhand von Aspekten wie Position, Menge, Form, Größe und Verbindungsmethode des Gusskanals bewertet.
(1). Bei der Herstellung der Urform sollte der Gusskanal als integraler Bestandteil der Urform betrachtet und mit Hochlot an die Urform geschweißt werden. Solche Gusskanäle sind für das Einfüllen von Wachs oder geschmolzenem Metall von Vorteil. Ist kein Gusskanal an der Urform vorhanden und wird er willkürlich mit einem Skalpell an der Gummiform ausgehoben, so neigt ein solcher Kanal zu Verwirbelungen, die dem Füllen nicht zuträglich sind.
(2). Der Gießanguss sollte mit dem dicksten Teil des Gussteils verbunden werden, und die äquivalente Dicke seines Querschnitts sollte größer sein als die des Gussteils. Da der Gießanguss die Funktion hat, die Schrumpfung zu kompensieren, sollte seine Erstarrungszeit später sein als die des Gussteils, um Fehler wie Schrumpfung und Lunker im Gussteil zu vermeiden. Auch die Art der Verbindung zwischen Gusskanal und Werkstück hat einen wesentlichen Einfluss auf die Qualität des Gussteils. Eine rechtwinklige Verbindung oder eine Einschnürung an der Verbindungsstelle ist dem Einfüllen des flüssigen Metalls nicht förderlich und kann Turbulenzen verursachen. An der Wurzel des Gusskanals, wo er an das Gussteil anschließt, sollte eine abgerundete Ecke gegossen werden, und der Radius der Ecke sollte kontrolliert werden. Es ist notwendig, zu kleine Ecken zu vermeiden, um effektiv zu sein, und zu große Ecken, die die Reinigung erschweren.
(3). Die Länge des Angusses muss angemessen sein. Der Prozess, bei dem das Wachs oder die Metallflüssigkeit durch den Angusskanal fließt, ist ein allmählicher Abkühlungsprozess. Ein kürzerer Anguss begünstigt das Füllen und kann zu Füllungsfehlern führen. Ist die Länge des Angusses jedoch zu kurz, liegt das Werkstück zu nahe am Kern. In diesem Fall verringert sich nicht nur die Anzahl der Werkstücke eines einzelnen Gussstücks, sondern es besteht auch die Gefahr von Schrumpfungsfehlern aufgrund einer übermäßigen Erwärmung des Werkstücks.
(4). Die Anzahl der Gusskanäle sollte entsprechend der Struktur des Werkstücks festgelegt werden. Unter der Voraussetzung, dass die Anforderungen an das Füllen und Zuführen erfüllt werden, kann eine Verringerung der Anzahl der Angüsse den Arbeitsaufwand für das Schleifen und Reinigen verringern und die Ausbeute des Prozesses verbessern; ist das Werkstück jedoch relativ dünn und komplex oder groß, sollten zwei oder mehr Angüsse verwendet werden, wenn mehr als ein einziger Anguss erforderlich ist, um die Anforderungen zu erfüllen.
(5). Die Form des Gießangusses. Zu den in der Produktion gebräuchlichen Querschnittsformen von Gusskanälen gehören kreisförmig, quadratisch, dreieckig, usw. Es wird empfohlen, zunächst einen kreisförmigen Querschnitt zu verwenden, da dieser nicht nur den reibungslosen Fluss des geschmolzenen Metalls erleichtert, sondern auch den Wärmeverlust verringert und die Zeit verlängert, die für die Aufrechterhaltung des Kanals und des Schrumpfkanals erforderlich ist. Gusskanäle gibt es in verschiedenen Formen, wie z. B. einfach verzweigt, Y-förmig, V-förmig, hakenförmig, kreisförmig usw., und die Auswahl sollte je nach dem tatsächlichen Zustand des Werkstücks getroffen werden.
Abschnitt II. Personal und Methoden der Qualitätsprüfung
Im Vergleich zu Qualitätsprüfern in anderen Verfahren der Schmuckherstellung sind die Anforderungen und der Schwierigkeitsgrad von Qualitätsprüfern für Meisterformen wesentlich höher. In der Branche werden sie gemeinhin als Musterbetrachter oder Musterinspektoren bezeichnet. Ein hervorragender Modellbetrachter muss das Design von Schmuckstücken verstehen, auch wenn er nicht von Beruf Designer ist, aber er sollte ein klares Verständnis für die Arbeit des Designers haben und in der Lage sein, 3D-Designzeichnungen zu verstehen. Sie sollten über umfangreiche Erfahrungen in der Herstellung von Meisterformen verfügen und die Struktur von Silbermeisterformen, die Produktionsprozesse von Silbermeisterformen und die Qualitätsanforderungen kennen. Sie sollten mit den Arbeitsabläufen in der Abteilung für die Herstellung von Meisterformen vertraut sein, die Produktions- und Verarbeitungsabläufe in der Schmuckherstellung kennen, über langjährige praktische Erfahrung in Fabriken verfügen, Prozesse und Produktionsabläufe genau verstehen, über besondere Kenntnisse von Schmuckmaterialien verfügen und in der Lage sein, abnormale Produktionsprobleme vorherzusehen.
Bei den heutigen Produktionsmethoden für Schmuck beeinflussen mehrere Schlüsselfaktoren die Qualität der Urform.
Eine davon ist die Überprüfung von CAD-Zeichnungen, bei der Fragen im Zusammenhang mit der Form der Urform, der Größe, der Struktur und dem Produktionsprozess von Schmuckstücken sorgfältig berücksichtigt werden sollten, wenn CAD-Zeichnungen gezeichnet werden. Viele CAD-Zeichner sind jedoch nicht mit den Produktionsprozessen vertraut. Daher müssen die Designer nicht nur die CAD-Zeichnungen prüfen, um Ästhetik und Formen zu erfassen, sondern auch Struktur- und Prozessprüfungen durchführen und Änderungsvorschläge und Anforderungen stellen.
Zweitens müssen die Rapid-Prototyping-Modelle aus Wachs oder Harz daraufhin überprüft werden, ob sie intakt sind oder Mängel wie fehlende Teile, Verformungen, Sandlöcher usw. aufweisen. Wenn solche Mängel festgestellt werden, sollten sie repariert werden, bevor der Silberabguss veranlasst wird. Wenn eine Reparatur nicht möglich ist, sollten neue Wachs- oder Harzmodelle angefertigt werden. Handgeschnitzte Wachsmodelle sollten ebenfalls sorgfältig geprüft werden.
Drittens sollten Prüfungen an nachgebildeten Silbermodellen durchgeführt werden, um festzustellen, ob die Silbermodelle intakt sind oder schwere Mängel aufweisen, und um Prüfungen von Formen, Strukturen, Baugruppen, Abmessungen, Verfahren, Oberflächenqualität usw. durchzuführen.
Die Mittel zur Prüfung der Urform sind relativ einfach. Die äußere Form, die Struktur, der Charme usw. beruhen hauptsächlich auf visueller Beobachtung. Die Prüfung der Abmessungen kann mit einem Messring, einem Messschieber, einem inneren Messschieber usw. durchgeführt werden. Die Oberflächenqualität kann mit dem bloßen Auge und einer Lupe geprüft werden.
Abschnitt III. Allgemeine Mängel der Urform
7. Inkonsistenz der Form
Für Schmuck-Urformen gibt es in der Regel Konstruktionszeichnungen, Skizzen oder mündliche Anforderungen des Kunden an die Form. Nachdem die Urform fertiggestellt ist, sollte sie anhand der Zeichnungen überprüft oder vom Kunden bestätigt werden.
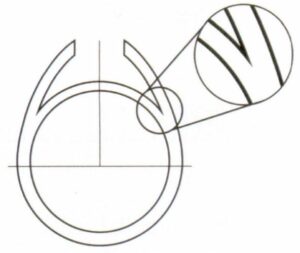
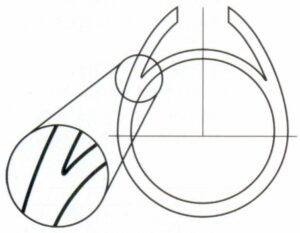
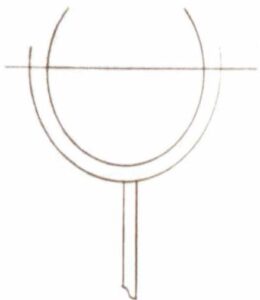
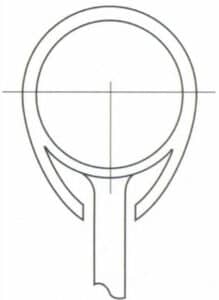
【Fall 5-1】Der innere Rand des Rings erfordert einen inneren Bogen, wie in Abbildung 5-2 gezeigt.
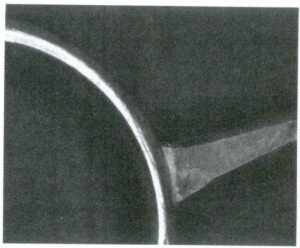
Analyse:
Schmuck sollte den Tragekomfort berücksichtigen. Die Innenkante des Rings erfordert normalerweise eine abgerundete Ecke, oft wird sie aber bei der Herstellung zu einer geraden Kante gemacht.
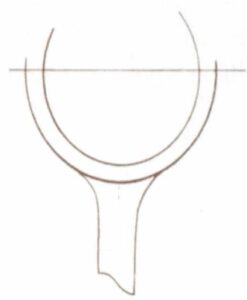
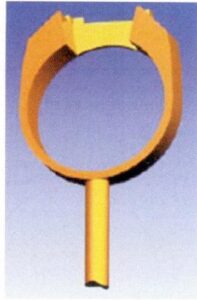
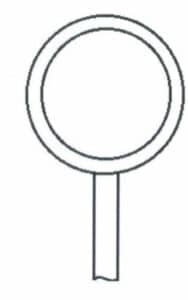
【Case 5-2】Deformation, wie in Abbildung 5-3 dargestellt.

Analyse:
Bei der Produktion kommt es häufig zu Verformungsproblemen bei der Urform, u. a. bei der Struktur des Schmucks, die im Allgemeinen empfindlich ist und äußeren Kräften nur bedingt standhalten kann. Auch das Material der Urform, das in der Regel aus 925er Silber besteht, spielt eine Rolle. Im Vergleich zu anderen in der Schmuckherstellung verwendeten Materialien wie K-Gold, Kupferlegierungen usw. weisen Silberlegierungen eine geringere Festigkeit und Härte auf, was zu einer Verformung der Urform während des Produktionsprozesses führt, insbesondere während des Pressvorgangs.
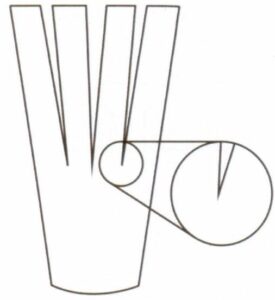
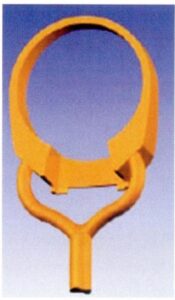
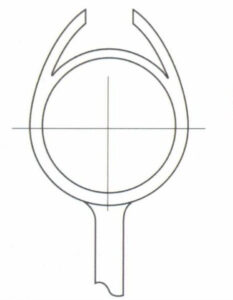
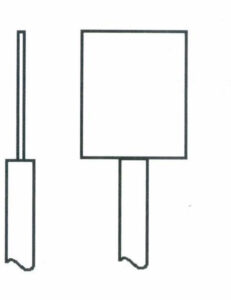
Lösungen:
Es gibt mehrere Lösungen für das Problem der Verformung der Stammform. Erstens sollte die Struktur der Urform so angepasst werden, dass sie nicht zu empfindlich ist oder eine zu große flache Oberfläche hat; zweitens sollten Prozesszugstangen, wie in Abbildung 5-4 gezeigt, eingerichtet werden, um verschiedene isolierte Bedienungsgriffe mit Zugstangen zu verbinden, wodurch die Wahrscheinlichkeit der Verformung von Bedienungsstangen erheblich verringert wird; drittens sollten Materialien mit besserer Leistung für die Herstellung der Silberversion gewählt werden. In den letzten Jahren haben einige Hersteller in der Industrie vorteilhafte Versuche unternommen, hochharte Silberlegierungen zu entwickeln und die Festigkeit und Härte der Legierung durch Hinzufügen von Spurenlegierungselementen und Verfeinerung des Herstellungsprozesses erheblich zu verbessern.

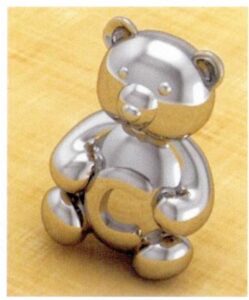
[Fall 5-3] Der Urform fehlt es an Charme, wie in Abbildung 5-5 dargestellt.
Analyse:
Eine Ware sollte nicht nur eine physische Form, sondern auch einen Charme haben, sonst braucht sie mehr Lebendigkeit, vor allem bei manchen Figuren und Tieren. Es ist jedoch nicht einfach, den Charme bei der Herstellung von Meisterformen zu erfassen. Er erfordert erhebliche künstlerische Fähigkeiten. Oft kann er nur verstanden und nicht in Worten erklärt werden.
Lösungen:
Bei Tiermodellen in Urform wirkt die Verwendung von Computerzeichnungen für das Rapid Prototyping oft mechanisch und steif. Es ist ratsam, dem manuellen Wachsschnitzen den Vorzug zu geben oder das primäre Körpermodell per Computerzeichnung zu erstellen und dann manuell zu bearbeiten.
[Fall 5-4 ] Die Kante der Einlage an der Urform ist nicht abgerundet, wie in Abbildung 5-6 gezeigt.
Analyse:
Durch eine unsachgemäße Technik beim Schleifen wurde die Einlegekante auf der Urform zu einem Vieleck und erfüllte nicht die Anforderungen an die Abrundung.
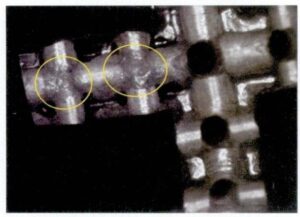
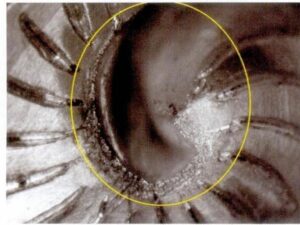
[Fall 5-5 ] Der Rand des Lochs auf der Urform ist gebrochen und fehlt, wie in Abbildung 5-7 gezeigt.
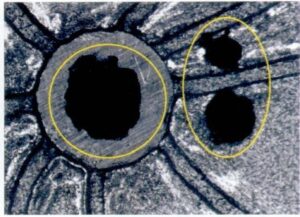
Analyse:
In diesem Beispiel zeigten alle drei kreisförmigen Löcher nach dem Gießen deutliche Einfallkanten, was zu einer starken Verformung der kreisförmigen Löcher führte. Der Grund für die Einfallkanten hängt aus bestimmten Gründen eng mit der Qualität der Form und dem Gießverfahren während des Gießens zusammen.
8. Maßliche Inkonsistenz
Schmuck hat zwar nicht die gleichen strengen Anforderungen an die Abmessungen wie mechanische Teile, aber wenn es um das Tragen, die Fassung und die Montage geht, wie z. B. die Ringgröße, die Größe der Armbandöffnung, die Länge des Armbands, die Abstimmung zwischen Halskette und Anhängerbügel und die Abstimmung zwischen Einlage und Sockel, sind genaue Abmessungen der Urform erforderlich.
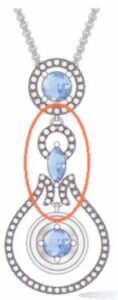
【Fall 5-6】Die Größe des Anhängers Bügel passt nicht.
Analyse:
Der Anhängerbügel des Anhängers hat verschiedene Spezifikationen. Seine Größe richtet sich in der Regel nach der Form, der Struktur und dem Material des Anhängers sowie nach der Größe der passenden Kette. Die Größe des Lochs, durch das der Anhängerbügel gefädelt wird, sollte gewährleisten, dass die Kette reibungslos durchläuft. Andernfalls kann es zu Trageproblemen kommen.
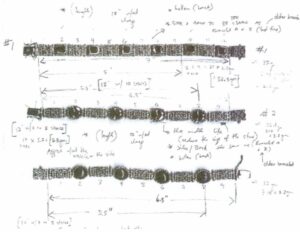
【Fall 5-7】Die Länge des Armbands entspricht nicht den Anforderungen der Zeichnung.
Analyse:
Die Länge des Armbands ist ein wesentlicher Indikator für seinen Tragekomfort. Die Größe der einzelnen Glieder muss auf der Grundlage der Anzahl der Glieder und der in der Zeichnung geforderten Gesamtlänge des Armbands in Verbindung mit Schrumpfungs- und Verarbeitungszugaben bestimmt werden. Die Zeichnungen von Schmuckprodukten sind oft weniger genormt als die in der mechanischen Verarbeitungsindustrie. Es ist zu erwarten, dass die Zeichnung willkürlich gekennzeichnet oder geändert wird. Die Größe und die strukturellen Anforderungen des Armbands in Abbildung 5-8 sind typische Beispiele. Daher ist es bei der Herstellung der Urform notwendig, die Anforderungen der Zeichnung sorgfältig zu lesen. Im Zweifelsfall sollte man sich sofort beim Kunden erkundigen und nicht nur nach eigenem Verständnis vorgehen.
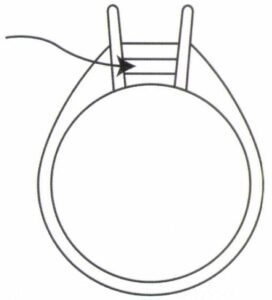
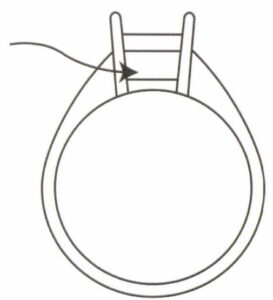
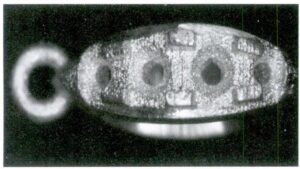
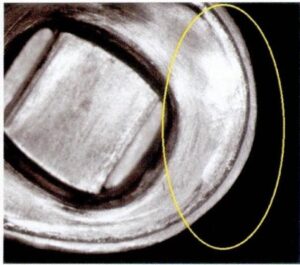
[Fall 5-8] Die Größe der Fassung stimmt nicht mit dem Edelstein überein, wie in Abbildung 5-9 gezeigt.

Analyse:
Die leiterförmigen Diamanten sind eine häufig verwendete Fassungsmethode bei Diamantschmuck. Im Allgemeinen müssen mehrere Diamanten in einer Fassung angeordnet werden, wobei die Diamanten eng, glatt und nahtlos angeordnet sein müssen, ohne sichtbare Lücken zwischen den Diamanten oder zwischen den Diamanten und den Enden der Fassung. Wenn jedoch die Größe bei der Herstellung der Urform nicht genau kontrolliert wird, kann es zu einem Größenunterschied zwischen der Fassung und den Diamanten kommen.
[Fall 5-9] Die Größe der Grundeinstellung stimmt nicht mit dem Zubehör überein, wie in Abbildung 5-10 dargestellt.

Analyse:
Bei dem in Abbildung 5-10 gezeigten Ring besteht der weiße Teil aus Achat, der mit der Metallbasis und der Fassung zusammengesetzt ist, was eine gute Passung der Verbindungsfläche ohne sichtbare Lücken erfordert. Diese Anforderung scheint einfach zu sein, aber es erfordert Arbeit, sie in der tatsächlichen Produktion zu gewährleisten. Bei der Herstellung der Silber-Urform ist es notwendig, die tatsächliche Schrumpfung der Metallbasis und der Fassung genau zu erfassen, die durch Versuche angepasst und bestätigt werden muss.
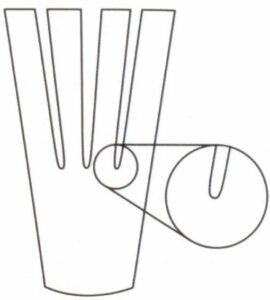
[Fall 5-10] Die Größe der Zinken in der Urform ist zu klein, wie in Abbildung 5-11 gezeigt.

Analyse:
Um einen besseren Einlegeeffekt zu erzielen, werden die Einlegezacken manchmal nicht bei der Herstellung des Computerwachsmodells (oder Harzmodells) angefertigt, sondern nach dem Gießen der Silberform werden die Zacken von Hand auf der Silberform hergestellt. Die Einlegezacken zum Befestigen von Edelsteinen müssen eine Mindestdicke und -höhe aufweisen, und bei der manuellen Herstellung der Zacken auf der Silberform sollten die Schrumpfung der Form, nachfolgende Verarbeitungsverluste und andere Faktoren berücksichtigt werden; andernfalls könnten bei der Verwendung dieser Meisterform für die Massenproduktion nach Arbeitsgängen wie Schleifen, Polieren der Zacken und Schleifen einige Zacken zu schwach sein und zum Verlust von Steinen führen.
9. Das Gewicht der Stammform stimmt nicht überein
[Fall 5-11] Das Gewicht der Hauptform ist zu schwer, wie in Abbildung 5-12 gezeigt.
Analyse:
Bei Schmuck aus Edelmetall ist es aus Kostengründen und wegen der Marktakzeptanz notwendig, das Gewicht des Metalls zu kontrollieren. Dies muss bereits bei der Herstellung der Gussformen sichergestellt werden, um die Außenabmessungen und die strukturelle Festigkeit des Schmucks zu erfüllen, indem verborgene Teile wie die Rückseite und konkave Bereiche so weit wie möglich ausgehöhlt werden, um das Produktgewicht zu reduzieren. Wenn in diesem Fall nur ein dreidimensionaler Effekt auf der Vorderseite erforderlich ist, können die Formen nur zur Hälfte hergestellt werden, indem die Rückseite ausgehöhlt wird. Wird ein dreidimensionaler runder Schnitzeffekt benötigt, kann die Urform in zwei Teilen für die Vorder- und Rückseite hergestellt werden, wobei die Innenseiten beider Teile ausgehöhlt werden. Die Rückseite kann mit einem Käfig versehen werden, um das Gewicht erheblich zu reduzieren.
10. Die Struktur der Urform ist unangemessen
Die Struktur der Urform hat einen erheblichen Einfluss auf die Qualitätskontrolle der nachfolgenden Prozesse. Eine unangemessene Gestaltung der Urform führt leicht zu Fehlern und erhöht die Produktionsschwierigkeiten und den Arbeitsaufwand bei der Verarbeitung. Die Konstruktion der Stammformstruktur sollte sicherstellen, dass das Produkt die maßlichen Anforderungen des Kunden erfüllt und die Funktionsfähigkeit des Produktionsprozesses vollständig berücksichtigt wird. Hier sind einige gängige Beispiele für unangemessene Masterformstrukturen.
[Fall 5-12] Die Stammform wird nicht zerlegt, und die inneren Teile können nicht geschliffen werden, wie in Abbildung 5-13 gezeigt.


Analyse:
Der Hauptkörper der Ohrringe ist in diesem Fall herzförmig. Um das Gewicht zu reduzieren, werden auf beiden Seiten der Herzform kleine herzförmige Vertiefungen ausgeschnitten, und die Innenseite der Herzform wird ausgehöhlt. Bei der CAD-Zeichnung wurde jedoch die Funktionsfähigkeit der Halteformen und der Form während der Produktion nicht vollständig berücksichtigt, was dazu führte, dass die gesamte Herzform geformt wurde, so dass die nachgebildete Silberform den ausgehöhlten Innenraum nicht verarbeiten konnte. Die anschließende Gummiform und das Produktfinish sind natürlich schwierig.
Lösungen:
Trennen Sie die Herzform in zwei Hälften und wachsen Sie diese getrennt. Positionieren Sie Vorsprünge und Rillen auf der Verbindungsfläche, wie in Abbildung 5-14 gezeigt. Nachdem die beiden Hälften der Silberform angemessen geschliffen wurden, setzen Sie sie für den Formenbau und die Korrektheit zusammen und stellen dann die Gummiform separat her.


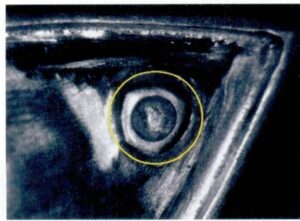
[Fall 5-13] Die Inlay-Löcher in der Masterform sind klein und tief, wie in Abbildung 5-15 gezeigt.

Analyse:
Diese Art der Inlay-Lochstruktur ist weder für die Produktion noch für die optische Wirkung der Diamanten förderlich. Da die kleinen und tiefen Inlay-Löcher während des Gießens nicht leicht zu glätten sind und sogar oft verstopfen, ist es schwierig, die Formherstellung und das Polieren richtig durchzuführen, und es ist nicht einfach, die Formen während der Galvanisierung zu bearbeiten, wodurch die Diamanten dunkel aussehen. Manchmal ist es notwendig, die Unterseite des Steins manuell zu drücken, um ihn zum Glänzen zu bringen, was effizienter und effektiver sein könnte.
Lösungen:
Verschiedene Schliffarten von Edelsteinen haben entsprechende Dicken. Bei der Herstellung von Formen sollte das Verhältnis zwischen dem Durchmesser und der Tiefe der Inlay-Löcher berücksichtigt werden. Edelstein-Intarsien sollten sowohl stabil sein als auch einen guten Glanz haben, daher sollte die Größe der Inlay-Löcher vernünftig gewählt werden. Da die Stabilität der Edelsteine nur von der Position der Fassung und der Umwicklung des Metallrandes abhängt, berührt der Edelstein unterhalb des Gürtels nicht die Wand der Einlageöffnung.
Im Prinzip ist die Tiefe des Fassungslochs etwas größer als die Dicke des Edelsteins. Daher kann der Teil des Fassungssteins durch Aushöhlen des Bodens verkleinert werden, wie in Abbildung 5-16 gezeigt.

[Fall 5-14] Das Hohlteil der Masterform ist zu schlank, wie in Abbildung 5-17 gezeigt.

Analyse:
Schmuckstücke haben oft eine hohle Struktur. Wenn der hohle Teil zu schlank gestaltet ist, hängt der empfindliche Teil der Gummiform nach unten, was beim Einspritzen des Wachses ein Schwingen verursacht und zu Defekten wie Fehlausrichtung und Gratbildung führt. Während des Wachseinspritzens kann der empfindliche Teil der Gummiform auch abreißen, oder der empfindliche Gips kann während der Herstellung der Gipsform abbrechen, was dazu führt, dass das schlanke Loch im Werkstück nicht mehr zu sehen ist.
Lösungen:
Das Hohlteil in der Urform sollte in Kombination mit dem Produktionsprozess unter der Prämisse betrachtet werden, dass es die Designanforderungen erfüllt. In diesem Beispiel befindet sich der Hohlraum an der Innenwand, um das Gewicht zu reduzieren, ohne das Aussehen zu beeinträchtigen. Daher sollte bei der Herstellung der Formen der Hohlraum als leicht zu bearbeitender Bogen festgelegt werden, und die beiden entsprechenden Hohlräume sollten getrennt werden, wie in Abbildung 5-18 dargestellt. Außerdem sollte der Boden der ringförmigen Einlage unter Einhaltung der Einlagengröße in geeigneter Weise entfernt werden, um die Tiefe des Hohlkörpers zu verringern.

[Fall 5-15] Die Stammform hat scharfe Winkel an den Verbindungsteilen oder vertiefte Verzierungen, wie in Abbildung 5-19 gezeigt.
Analyse:
Diese scharfkantige Verbindung führt zu mehreren Problemen: Die Gummiform kann während der Produktion reißen, was zu ungleichmäßigen Kanten im Endprodukt führt; der zerbrechliche Gips kann bei der Herstellung der Gipsform brechen; beim Gießen kann die Metallflüssigkeit verwirbeln. Verursacht Defekte wie Poren und Einschlüsse im Werkstück; es ist schwierig, die scharfen Ecken zu polieren, und wenn mechanisches Polieren verwendet wird, werden diese Bereiche leicht mit Poliermitteln eingebettet; wenn die Gussangussstelle nicht richtig positioniert ist, ist das Werkstück anfällig für Metallverwelkung.
Lösungen:
Ändern Sie die scharfe Ecke in eine abgerundete Ecke, wie in Abbildung 5-20 gezeigt, und bestimmen Sie die Größe der abgerundeten Ecke entsprechend den Konstruktionsanforderungen.
[Fall 5-16] Die Stammform hat eine schmale Öffnung in der Seitenwand, wie in Abbildung 5-21 gezeigt.
Analyse:
Zusätzlich zur Aushöhlung des Bodens des Schmuckstücks in der Urform wird im Allgemeinen eine Schicht an den Seitenwänden derjenigen mit höheren Seitenwänden geöffnet. In diesem Fall wird auch bei der Krallenfassung des Hauptsteins eine Schicht an der Seitenwand der Fassung geöffnet, was nicht nur der Gewichtsreduzierung dient, sondern auch den Glanz des Edelsteins verbessert.
Wenn die Öffnung der Schicht jedoch eng ist, ist sie für die Positionierung der Wachsinjektionsform während der Wachsinjektion nicht förderlich, was zu einer Verformung der Öffnung der Schicht führt, und es ist auch nicht förderlich, das Wachsmodell aus der Gummiform zu entfernen.
Es ist auch nicht förderlich, das Wachsmodell aus der Gummiform zu entfernen, wenn die Öffnung der Schicht eng ist.
Lösungen:
Erweitern Sie die Zwischenschichtöffnung entsprechend, wie in Abbildung 5-22 gezeigt.
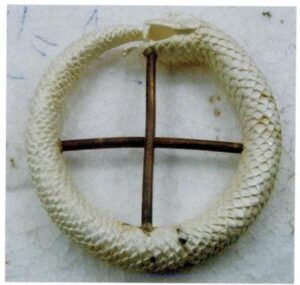
[Fall 5-17] Der hängende Teil des Anhängers bewegt sich nicht gleichmäßig, wie in Abbildung 5-23 dargestellt.
Analyse:
In diesem Fall ist jedes Verbindungsteil des Anhängers durch einen Sprengring verbunden, so dass jedes Teil des Anhängers reibungslos schwingen muss. Bei der Herstellung der Gussform wird das Schwingen jedoch durch den unzureichenden Abstand zwischen den Verbindungsbrücken leicht behindert.
Lösungen:
Erhöhen Sie den Spalt am Verbindungsteil entsprechend, wobei die Ästhetik des Designs gewahrt bleiben muss, und sorgen Sie für einen ausreichenden Abstand zwischen den zusammenpassenden Teilen, um eine angemessene Bewegungsfreiheit zu gewährleisten.
[Fall 5-18] Die Wandstärke der Urform variiert stark, wie in Abbildung 5-24 dargestellt.
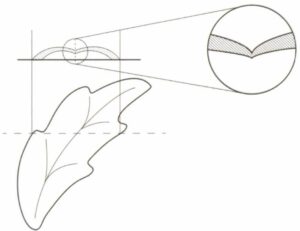
Analyse:
In diesem Fall hat das blattförmige Werkstück die dünnsten Blattrippen in der Mitte, und die Blattblätter sind auf beiden Seiten dicker, wobei die Dicke von der zentralen Blattrippe weg zunimmt. Während des Gießens verstopft der dünne Teil den Speisungskanal, was zu einer Schrumpfung der Porosität im dickwandigen Bereich führt und die Oberflächenqualität verschlechtert. Wenn die Wandstärke an der dünnen Stelle zu gering ist, kann es aufgrund unzureichender Festigkeit zu Rissen kommen.
Lösungen:
Versuchen Sie bei der Gestaltung der Stammformstruktur die Struktur "dick-dünn-dick" zu vermeiden. Der dünne Teil sollte eine bloße Dicke haben, und der dicke Teil kann ausgehöhlt werden, indem ein Steg auf der Rückseite hinzugefügt und der Boden ausgehöhlt wird, um den Unterschied in der Wandstärke zwischen den verschiedenen Teilen zu verringern.
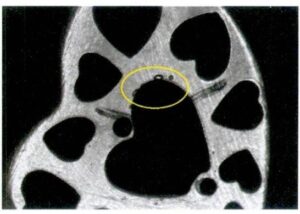
[Fall 5-19] Das Loch für die Steineinlage in der Meisterform wurde nicht durchgebohrt, wie in Abbildung 5-25 gezeigt.
Analyse:
Bei Teilen, die mit Steinen eingelegt werden müssen, sollten die Löcher für die Steineinlagen in die Urform gebohrt werden, um die gleichbleibende Qualität der Einlagen während der Massenproduktion zu gewährleisten, den Verlust von Edelmetallen zu verringern, die Produktionseffizienz zu verbessern und fehlende Einlagen in den Produkten zu vermeiden. Diesem Aspekt sollte bei dichten Intarsien aus mehreren kleinen Edelsteinen mehr Aufmerksamkeit gewidmet werden.
【Fall 5-20】 Der Durchmesser der Perlenkappe ist zu klein, wie in Abbildung 5-26 gezeigt.
Analyse:
Die allgemeine Methode zum Fassen von Perlen besteht darin, Löcher in die Perlen zu bohren, Kleber auf die Metallnadel und den Perlenvorsprung aufzutragen, die Nadel in das Perlenloch zu stecken und zu warten, bis der Kleber ausgehärtet und fixiert ist. Die Größe des Perlenvorsprungs sollte so gewählt werden, dass er das Perlenloch abdeckt, aber nicht zu groß ist, so dass ein unproportionales Verhältnis entsteht. In diesem Fall ist der Durchmesser des Perlenvorsprungs zu klein, so dass der Kleber leicht auf den Perlenvorsprung überlaufen kann, was den Reinigungsaufwand erhöht und die Gefahr von Kratzern auf der Perle birgt.
11. Schlechte Oberflächenqualität der Urform
Die Oberflächenqualität der Urform bestimmt die Oberflächenqualität des Produkts, und die Urform muss eine glatte und saubere Oberfläche aufweisen, um den Arbeitsaufwand für das Polieren und Reparieren in nachfolgenden Prozessen zu verringern. Häufige Fehler bei der Oberflächenqualität von Urformen sind die folgenden.
【Fall 5-21】Schweißnarben erscheinen an der Schweißstelle der Urform, wie in Abbildung 5-27 gezeigt.
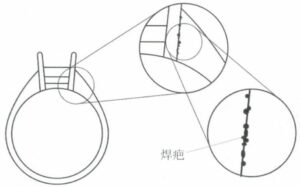
Analyse:
In diesem Beispiel wird die Krallenfassung des Rings mit dem Ringband zusammengeschweißt, was zu vielen unsauberen Schweißnarben an der Schweißstelle führt. Wenn die Urform für die Produktion verwendet wird, übertragen sich die Schweißnarben auf jedes Werkstück, was zu einer erheblichen Menge an Nacharbeit führt. Mit anderen Worten: Dieser Fehler wird in großen Mengen reproduziert.
Lösungen:
Die Schweißstelle muss sorgfältig behandelt und mit geeigneten Werkzeugen poliert werden, um sie glatt und glänzend zu machen.
[Fall 5-22] Kratzer auf der Oberfläche der Urform, wie in Abbildung 5-28 dargestellt.
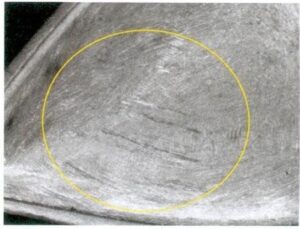
Analyse:
Das Gießen der Urform erfordert Verfahren wie Feilen, Schleifen und die Herstellung von Angüssen, um eine glatte Oberfläche zu erhalten. Wenn die Vorbehandlung während des Formenbaus zu stark ist, verursacht sie tiefe Kratzer, die in nachfolgenden Prozessen nur schwer zu entfernen sind oder eine Änderung der Form der Formen erfordern, um sie zu entfernen.
Lösungen:
Bei der Herstellung der Formen, folgen eine Oberflächenbehandlung Prozess von groben bis OK, wählen Sie die entsprechenden Werkzeuge für jeden Prozess, beherrschen die Operation Kraft, und der nachfolgende Prozess sollte die gesamte Oberfläche des vorherigen Prozesses zu bearbeiten.
[Fall 5-23] Die Meisterform wurde an der Einlage nicht geschliffen, wie in Abbildung 5-29 gezeigt.
Analyse:
In diesem Fall war die Einlage der Urform undicht, so dass die raue und unebene Gussoberfläche erhalten blieb.
[Fall 5-24] Auf der Oberfläche der Stammform befinden sich Sandlöcher, wie in Abbildung 5-30 dargestellt.
Analyse:
Im Gießprozess führen viele Faktoren der Urform zu Sandlochdefekten, darunter der Gießprozess, die Form, die Metallmaterialien, die Produktstruktur usw.
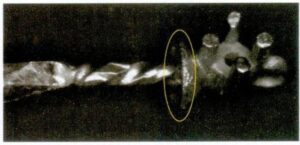
[Fall 5-25] Die tote Ecke der Hauptform wird nicht ausreichend geschliffen, wie in Abbildung 5-31 gezeigt.
Analyse:
In diesem Fall befindet sich die Wurzel der zentralen Spirale in der Urform in einer toten Ecke, die mit normalen Werkzeugen nur schwer zu erreichen ist. Nach dem Schleifen erscheint dieser Teil immer noch rau und kann nicht entfernt werden.
Lösungen:
Bei der Herstellung von Schmuckstücken können herkömmliche Standardwerkzeuge aufgrund der erheblichen strukturellen Unterschiede der Urform nicht immer tote Ecken, konkave Bereiche usw. bearbeiten. Um diese Bereiche zu schleifen, müssen die Arbeiter ein spezielles Werkzeug anfertigen.
[Fall 5-26 ] Die Kanten der Stammform sind nicht glatt, wie in Abbildung 5-32 gezeigt.
Analyse:
Bei der Endbearbeitung von Schmuck sollten die Kanten glatt sein und keine offensichtlichen Unebenheiten aufweisen. Die Urform in diesem Beispiel erfüllte diese Anforderung nicht und wies auffällige, nicht glatte Kanten auf, was auf die Technik des Bedieners zurückzuführen ist.
12. das Problem des Angusses der Urform
Der Gusskanal ist nicht nur der Kanal, durch den die Metallflüssigkeit in den Formhohlraum gelangt, sondern auch der Kanal, durch den die erstarrende und schrumpfende Metallflüssigkeit für den Guss ergänzt wird. Die Frage, ob der Anguss vernünftig gesetzt ist oder nicht, hängt damit zusammen, ob das Gussteil gesund ist, ob die Oberfläche dicht ist usw., und muss ernst genommen werden. Im Folgenden werden einige häufige Probleme beim Setzen des Angusses beim Gießen von Stammformen beschrieben.
[Fall 5-27 ] Der Gusskanal ist zu klein, wie in Abbildung 5-33 gezeigt.
Analyse:
Wenn der Gusskanal zu klein ist, steigt der Flüssigkeitspegel im Hohlraum nur langsam an, was zu Fehlern wie unvollständigen Fehlern führen kann. Die Scheuerkraft der Metallflüssigkeit an der Formwand ist groß, was zu Fehlern wie Sandlöchern und Lunkern führen kann. Während des Erstarrungsprozesses des Gussteils wird der zusätzliche Schrumpfungskanal der Metallflüssigkeit blockiert, was zu makroskopischen Schrumpfungshohlräumen und mikroskopischen Schrumpfungslockerungen im Werkstück führen kann.
Lösungen:
Die Größe des Gusskanals sollte auf der Grundlage der Eigenschaften des Gussmetallmaterials, der Größe und der strukturellen Eigenschaften des Gussteils, des Gießverfahrens usw. bestimmt werden. Im Allgemeinen sollte die Querschnittsfläche des Gießangusses an der Verbindung mit dem Werkstück 70%-150% betragen. Daher kann der Anguss der Urform in diesem Beispiel entsprechend vergrößert werden, wie in Abbildung 5-34 dargestellt.
【Fall 5-28】Die Position des Gusskanals entspricht nicht den Anforderungen zum Füllen und Schrumpfen, wie in Abbildung 5-35 gezeigt.
Analyse:
Um das anschließende Polieren zu erleichtern und die Beeinträchtigung des Aussehens zu verringern, wird der Gusskanal bei Ringen im Allgemeinen am Schaft angesetzt. In diesem Fall des Rings sind die Seiten des Ringkopfes jedoch massive, dickwandige Strukturen, und diese beiden Bereiche erstarren zuletzt; ihre Schrumpfung kann nicht durch externe Metallflüssigkeit kompensiert werden, was zu starker Schrumpfungsporosität führt.
Lösungen:
Nach dem allgemeinen Prinzip des Angusses sollte dieser an der dickwandigen Stelle des Gussteils angesetzt werden. Wenn die Struktur des Rings keine Änderungen zulässt, muss der Ring umgedreht werden. Wenn es möglich ist, die Innenseite des Rings unter Beibehaltung der gleichen Form auszuhöhlen, kann die Dicke der beiden dickwandigen Teile so reduziert werden, dass sie geringer ist als die Wandstärke des Ringgriffs. Dann kann der Gussanguss am Ringgriff angesetzt werden. Wie in den Abbildungen 5-36 und 5-37 dargestellt.

[Fall 5-29 ] Die Position des Gusskanals ist schwierig zu reinigen, wie in Abbildung 5-38 gezeigt.
Analyse:
Der Gießanguss ist eine Prozessmaßnahme, die für das Gießverfahren erforderlich ist, nicht aber für das Gussteil selbst. Nach dem Gießen muss der Gießanguss entfernt werden. Der Anguss befindet sich in diesem Fall in der Zwischenschicht des Rings, die schwierig zu schneiden ist. Werkzeuge wie Stahlfeilen und Schleifpapier sind während des Modellierens ebenfalls schwer zugänglich, so dass es schwierig ist, den restlichen Gusskanal zu reinigen.
Lösungen:
Der Gusskanal sollte so weit wie möglich auf die äußere glatte Oberfläche gesetzt werden, um die Reinigung zu erleichtern, wie in Abbildung 5-39 gezeigt.
【Fall 5-30】Der Gusskanal ist im rechten Winkel mit dem Gussteil verbunden, wie in Abbildung 5-40 gezeigt.
Analyse:
Wenn der Anguss rechtwinklig mit dem Werkstück verbunden ist, kommt es während des Füllvorgangs leicht zu Turbulenzen in der Metallschmelze, die Probleme wie Gaseinschlüsse und Schlackeneinschlüsse verursachen, und an der Verbindung können sich thermische Knoten bilden, die an dieser Stelle zu Schrumpfporosität führen. Wenn der Druck des geschmolzenen Metalls hoch ist, wird die dem Fluss des geschmolzenen Metalls zugewandte Gipswand leicht erodiert und abgeschliffen, was Defekte wie Einschlüsse und Sandlöcher verursacht.
Lösungen:
Der Gusskanal sollte mit dem Gussteil durch eine Hohlkehle verbunden werden, die ein gleichmäßiges Einfüllen des geschmolzenen Metalls ermöglicht und den Abrieb an der Formwand verringert. Die Größe der Hohlkehle sollte Faktoren wie die Querschnittsgröße des Gusskanals, die Wandstärke des Gussteils und die Reinigungsfreundlichkeit umfassend berücksichtigen.
【Fall 5-31】Ein dünnwandiges Gussteil hat einen übergroßen Gusskanal, wie in Abbildung 5-41 gezeigt.
Analyse:
Das Verbinden eines großen Angusses mit einem dünnen Abschnitt kann, wenn die Temperatur des geschmolzenen Metalls und des Gipses nicht angemessen ist, dazu führen, dass der Anguss schrumpft und sich löst, sich bis zum Verbindungsbereich ausdehnt und das so genannte "Rückfluss"-Phänomen verursacht.
Lösungen:
Das Setzen von Gusskanälen bei dünnwandigen Gussstücken, um den Irrglauben auszuräumen, dass größere Gusskanäle eine vollständige Füllung gewährleisten. Tatsächlich hängt das Füllvermögen des geschmolzenen Metalls nicht nur von den Gusskanälen ab, sondern auch von der Strömung des geschmolzenen Metalls im Formhohlraum. Je größer und dünner das Gussteil ist, desto leichter kann es abkühlen und Füllfehler verursachen. Eine einfache Vergrößerung des Querschnitts des Gusskanals löst das Problem nicht. Es ist notwendig, die Anzahl der Gusskanäle zu erhöhen und den Bereich zu verkürzen, den jeder Gusskanal im Formhohlraum abdeckt, wie in Abbildung 5-42 gezeigt.